Способ плющения жгута из текстильных неплетеных нитей, предпочтительно химических или неорганических нитей - RU2760972C2
Код документа: RU2760972C2
Чертежи

Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу плющения жгута из текстильных неплетеных нитей, предпочтительно химических или неорганических нитей, более предпочтительно нитей из углеродного волокна.
В частности, настоящее изобретение предпочтительно относится к способу плющения жгута из текстильных неплетеных нитей перед его наматыванием для образования катушки или к его непосредственному применению в процессах, в которых используется преимущество увеличенной ширины жгута, таких как, например, системы предварительной пропитки однониточных листов ("препрегов").
Таким образом, основной областью применения настоящего изобретения является изготовление и обработка текстильных волокон для армирования композитных материалов.
УРОВЕНЬ ТЕХНИКИ
Фактически, использование жгутов из армирующих волокон в композитных материалах как правило включает в себя их однородное и ориентированное распределение в листах, пропитываемых затем отверждаемыми впоследствии смолами. Данное равномерное распределение обычно состоит либо из плетения жгута 1-24К, либо из расположения таких жгутов из волокон рядом друг с другом в предварительно заданных направлениях, причем затем жгуты скрещивают в различных ориентациях по последовательным слоям.
К означает количество тысяч волокон, составляющих жгут. 1-, 3-, 6-, 12- или даже жгуты 24-K называются "малыми жгутами", тогда как более крупные жгуты, такие как жгуты от 48- до 1000-K, типичные для углеродного волокна, изготавливаемого с помощью текстильного волокна-прекурсора, называются "большими жгутами".
В уровне техники, чем больше жгут волокна-прекурсора, тем дешевле его изготовление. Однако конечное использование большого жгута, например, жгута 320К, определенно не может распространяться на плетение армирующих листов, которые будут иметь чрезмерную толщину, что может привести к образованию отходов материала, несовместимых с конечным использованием. Соответственно, изготовление данных жгутов из волокон предназначено для ограниченного конечного использования, в котором армирующее волокно затем нарезают на очень короткие куски (рубят), измельчают или используют для получения толстых войлоков.
Таким образом, в уровне техники по экономическим причинам, а также по причинам устойчивости конечного изделия трудно объединить удобство для изготовителя при изготовлении плотных жгутов с однородностью и легкостью листов, которые могут быть получены при плетении или размещении рядом друг с другом неплотных жгутов (3-24K), более дорогих в изготовлении.
По этой причине на протяжении многих лет фактически были разработаны системы для обработки волокон, которые могут плющить/расширять один жгут из волокон, изготовленный производителем (возможно, также поточно), для обеспечения возможности облегчения удельного веса композитного материала и выполнения указанных выше требований.
Известные решения подразделяются на различные категории в соответствии с "физическим" принципом, лежащим в основе действия плющения волокон, некоторые примеры которого приведены ниже.
Первый пример известен из документа US 2014/0115848, в котором жгут плющат благодаря действию множества сопел, подающих сжатый воздух поперек жгута так, что отдельные воздушные струи проходят через него, чтобы разместить отдельные волокна на расстоянии друг от друга.
Хотя данный способ и является функциональным, он очень агрессивен по отношению к волокну, поскольку часто очень трудно регулировать мощность и результирующую совершенно неизбежную турбулентность воздушных струй для оптимизации эффекта плющения без создания нежелательных переплетений и скручиваний между отдельными нитями волокна.
Другое решение известно из документа US 7536761, в котором плющение жгута, в действительности весьма ограниченное, получают путем использования электропроводности углеродного волокна. Напряжение, подаваемое к электродам в контакте с волокном, генерирует ток, что заставляет волокно действовать как сопротивление, которое очень быстро нагревается, с уменьшением эффекта "склеивания" при нанесении шлихтовки, которая чувствительна к теплу. Нагретый жгут плющится легче вследствие более низкого эффекта когезии между волокнами, вызванного горячей шлихтовкой.
Помимо того, что данный способ обеспечивает крайне ограниченное плющение жгута, он сложен в реализации и очевидно агрессивен по отношению к волокну.
В качестве альтернативы, в китайском документе CN 203729003 описана система плющения волокна, использующая ультразвук, при этом эффект такого решения ограничен и иногда является трудно контролируемым.
Кроме того, в документе CN 104674485 в качестве альтернативы раскрыта система плющения жгута, механически воздействующая на волокно путем каландрирования, что, как известно, может существенно влиять на качество и характеристики волокна вследствие механического воздействия и трения, возникающих между валиками и самими волокнами.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Таким образом, задачей настоящего изобретения является создание способа плющения жгута из текстильных неплетеных нитей, предпочтительно нитей из химического или неорганического волокна, который способен устранить недостатки уровня техники.
В частности, задачей настоящего изобретения является создание способа плющения жгута из текстильных неплетеных нитей, предпочтительно нитей из химического или неорганического волокна, который является высокоэффективным и не сильно агрессивным по отношению к волокнам/нитям.
Дополнительной задачей настоящего изобретения является создание способа плющения жгута из текстильных неплетеных нитей, предпочтительно нитей из химического или неорганического волокна, который может быть легко реализован и позволяет уменьшить потребление энергии.
Указанные задачи решаются с помощью способа плющения жгута из текстильных неплетеных нитей, предпочтительно нитей из химического или неорганического волокна, который имеет технические признаки одного или более пунктов приведенной ниже формулы изобретения.
В частности, этот способ включает в себя обеспечение наличия жгута из текстильных неплетеных нитей, проходящего вдоль своего собственного основного направления.
Следует отметить, что выражение "текстильные неплетеные нити" предназначен для обозначения того, что жгут "не тканый", т.е. нити размещены рядом друг с другом и механически/структурно не связаны (они могут быть химически связаны посредством шлихтующего агента, подлежащего удалению во время выполнения способа, как описано ниже).
Сечение, поперечное основному направлению данного жгута, имеет предварительно заданную толщину и предварительно заданную ширину (т.е. изначальную толщину и ширину).
Предпочтительно предварительно заданная ширина или изначальная ширина равна по меньшей мере 1 см.
Жгут подают вдоль траектории перемещения, затем его плющат для увеличения его ширины и уменьшения его толщины, с образованием, таким образом, плющеного жгута, и после этого его извлекают из ванны.
Согласно одному аспекту настоящего изобретения этап плющения включает в себя погружение жгута в ванну; предпочтительно ванна представляет собой водяную ванну, в которую погружают жгут.
Таким образом, предпочтительно нити удерживают в атравматической и смазанной окружающей среде, так что любое движение плющения жгута не очень агрессивно по отношению к нитям и не повреждает их.
Предпочтительно в ванне генерируют последовательность волн, образующих поперечные потоки, которые пересекают жгут поперечно основному направлению, для перемещения и размещения отдельных нитей рядом друг с другом, с непрерывным плющением, таким образом, жгута.
Другими словами, вблизи жгута в ванне генерируют упорядоченную и пульсирующую турбулентность, так что жидкость проходит несколько раз через сам жгут в двух противоположных направлениях, благодаря чему это прохождение вызывает смещение нитей и плющение жгута.
Согласно одному аспекту изобретения жгут, входящий в ванну, и/или плющеный жгут, извлеченный из ванны, не шлихтован.
Другими словами, этап плющения жгута выполняют на не шлихтованном (или частично шлихтованном) жгуте.
Предпочтительно генерацию волн получают путем осуществления перемешивания в ванне вблизи жгута.
Предпочтительно, поскольку волны, попадающие на жгут, генерируют вблизи самого жгута, они сильно локализованы и обладают большой мощностью (в зависимости от применения).
В этом отношении этап генерации последовательности волн предпочтительно включает в себя поочередную генерацию последовательности первых волн, пересекающих жгут в первом направлении, и последовательности вторых волн, пересекающих жгут во втором направлении, противоположном первому.
Очевидно, для того, чтобы их действие "плющило" жгут, оба (первое и второе) направления поперечны как к основному направлению, так и к ширине жгута.
Предпочтительно жгут подают вдоль траектории перемещения на держателе, имеющем множество сквозных отверстий.
Таким образом, первые волны предпочтительно генерируют путем выкачивания жидкости (находящейся в ванне), выходящей из указанных отверстий вдоль указанного первого направления (т.е. путем генерации избыточного давления на противоположной стороне отверстия относительно жгута).
Аналогично, вторые волны генерируют путем всасывания жидкости, входящей в указанные отверстия вдоль указанного второго направления (т.е. путем генерации отрицательного давления на противоположной стороне отверстия относительно жгута).
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Дополнительные признаки и относящиеся к ним технические преимущества станут более понятны из следующего ниже иллюстративного, и, таким образом, не ограничивающего описания предпочтительного, и, таким образом, не исключительного варианта осуществления способа и устройства плющения жгута из текстильных неплетеных нитей, предпочтительно химических или неорганических волокон, как показано на прилагаемых чертежах, на которых:
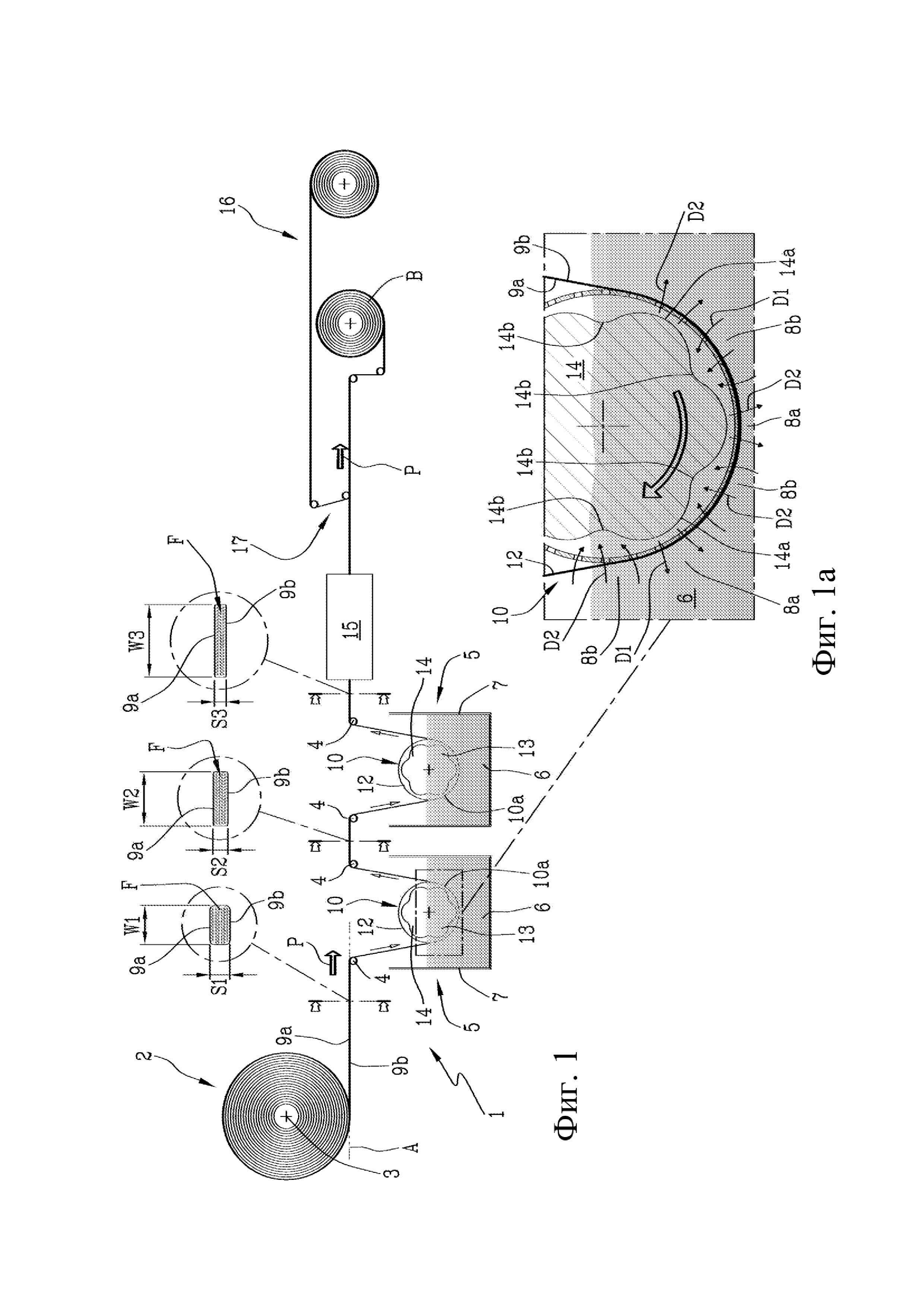
- на фиг. 1 показано схематическое изображение устройства плющения жгута из текстильных неплетеных нитей во время осуществления способа согласно настоящему изобретению;
- на фиг. 1а показана деталь с фиг. 1;
- на фиг. 2 показан схематичный вид в аксонометрии детали устройства с фиг. 1.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Со ссылкой на прилагаемые чертежи, номером позиции 1 обозначено устройство плющения жгута F из текстильных неплетеных нитей, предназначенное для осуществления способа согласно настоящему изобретению.
В данном документе термин "текстильные нити" используется для обозначения набора волокнистых изделий, которые благодаря своей структуре, длине, прочности и эластичности способны соединяться друг с другом путем прядения в тонкие, прочные и гибкие нити, используемые в текстильной промышленности для изготовления жгутов или пряжи, которые, в свою очередь, в процессах плетения и/или отделки с помощью смолы перерабатываются в ткани и/или обрабатываются для получения композитных материалов.
Следует также отметить, что термин "неплетеный" используется для обозначения того, что жгут состоит из нитей, которые по существу расположены рядом друг с другом/параллельно друг другу, при этом они не переплетены или не скручены, или не сплетены, так что структурно/механически они практически не связаны.
Предпочтительно способ согласно настоящему изобретению находит применение при обработке нитей из химических или неорганических волокон.
Согласно настоящему документу под термином "химические волокна" (или техноволокна) следует рассматривать все волокна химической природы, будь то искусственные или синтетические волокна, такие как, например, целлюлоза, полиолефин, арамид, полиамид, полиэфир, поливинил, полиакриловые волокна и др.
В этом документе, с другой стороны, термин "неорганические волокна" используется для классификации волокон, которые получены из минералов или неорганических веществ, таких как, например, стекловолокно, металлические волокна, металлизированные волокна и углеродные волокна.
В частности, действительно, способ согласно настоящему изобретению находит свое основное и предпочтительное применение при обработке углеродного волокна.
Таким образом, способ включает в себя обеспечение наличия жгута F из текстильных неплетеных нитей, проходящего вдоль своего основного направления А.
Как указано выше, изначальный жгут F не шлихтован.
Жгут F имеет сечение (схематически показано на фиг. 1), поперечное основному направлению A, с предварительно заданной толщиной "s1" и предварительно заданной шириной W1, W2, W31.
Предпочтительно указанная предварительно заданная ширина (или начальная ширина) равна по меньшей мере 1 см. Данное значение предпочтительно соответствует жгуту F 48K, и это нижний предел, ниже которого способ согласно изобретению снижает свою эффективность (хотя и не теряет ее).
Следует отметить, что термин "жгут" используется для обозначения набора отдельных нитей (или волокон), расположенных рядом друг с другом/сгруппированных вместе так, чтобы образовывать один элемент, который может быть обработан оператором; при этом распределение поперечных сечений отдельных нитей (или отдельных волокон) определяет, таким образом, толщину s1, s2, s3 и ширину W1, W2, W3 описанного выше поперечного сечения.
Следует отметить, что этап обеспечения наличия жгута F предпочтительно включает в себя обеспечение наличия катушки 2, состоящей из самого жгута F, намотанного вокруг оси намотки на подходящем держателе 3.
Таким образом, катушка 2 может вращаться относительно держателя 3 вокруг вышеупомянутой оси намотки, так что она может "разматываться".
После размещения жгут F затем подают вдоль заданной траектории P перемещения.
Подачу предпочтительно выполняют путем разматывания катушки 2, имеющей вес, предпочтительно составляющий от 40 до 500 кг, и пропускания жгута F через ряд возвратных валиков и натяжных средств 4, удерживающих его со сцеплением для обеспечения его перемещения вперед.
Вместо этого второй способ подачи включает в себя использование контейнера, в котором жгут F размещают упорядоченным, зигзагообразным образом, пока указанный контейнер не будет заполнен. Данный контейнер обычно используют, когда жгут превышает 24К и имеет большие размеры (например, приблизительно 1 м × 1 м × 1,5 м).
Согласно одному аспекту изобретения жгут F подвергают плющильному или расширяющему действию вдоль траектории M перемещения через специальную плющильную установку 5.
Задачей упомянутого выше этапа плющения является увеличение ширины W1 жгута F при уменьшении его толщины s1 так, чтобы получить плющеный жгут с шириной W2 и толщиной s2.
Предпочтительно этапов плющения, выполняемых в способе, больше одного, в последовательности; в предпочтительном варианте осуществления этапов плющения (и, таким образом, плющильных установок 5) по меньшей мере два, и они расположены последовательно.
Таким образом, в данном варианте осуществления первая плющильная установка 5 преобразует жгут F от ширины W1 до (большей) ширины W2 и от толщины s1 до (меньшей) толщины s2, с созданием плющеного жгута ST1.
Вторая плющильная установка 5 преобразует жгут F от ширины W2 до ширины W3 (большей W2) и от толщины s2 до толщины s3 (меньшей s2), с созданием плющеного жгута ST2.
Однако в других вариантах осуществления этапов плющения также может быть больше двух.
Количественно, предпочтительно каждая операция плющения приводит к увеличению ширины, по меньшей мере равной или превышающей 50% первоначальной ширины.
Более конкретно, увеличение (на первом/втором этапе) варьируется от 3 до 20 раз от начальной ширины, тогда как последующие этапы могут быть более эффективными при равномерном перераспределении толщины жгута даже с той же самой общей шириной.
Следует отметить, что этапы плющения предпочтительно выполняют в "прямой" последовательности, т.е. без выполнения на жгуте F других операций, кроме операций возврата.
В этом свете плющильные установки 5 предпочтительно расположены непосредственно смежно друг с другом.
Другими словами, первая плющильная установка 5 расположена непосредственно выше по потоку от второй плющильной установки 5.
Таким образом, единственными устройствами, (опционально) имеющимися между двумя плющильными установками 5, являются возвратные валики или подающие элементы, однако, предпочтительно между плющениями не выполняют никакой механической, химической или термической операции.
Следует отметить, что также можно ввести управление натяжением на основе множества валиков с приводом, чтобы лучше контролировать ширину жгута.
Со ссылкой на этап плющения, согласно одному аспекту настоящего изобретения, прежде всего он включает в себя погружение жгута F в ванну 6, предпочтительно в водную (т.е. на водной основе, предпочтительно на основе деминерализованной воды) ванну, и генерацию последовательности поперечных волн 8a, 8b, пересекающих жгут F поперечно основному направлению A, чтобы получить плющеный жгут ST1, ST2.
Затем этот плющеный жгут ST1, ST2 извлекают из ванны 6.
Согласно одному аспекту изобретения жгут F, входящий в ванну, и/или плющеный жгут ST1, ST2, извлеченный из ванны, не шлихтован.
Термин "не шлихтован" относится к так называемому не шлихтованному, т.е. свободному от шлихтовки (или шлихтующего агента или клеящего вещества), состоянию нити или жгута, которое используется в промышленности в области обработки текстильного и углеродного волокна для облегчения последующих этапов отделки жгута F с использованием смолы.
Таким образом, жгут F в ванне может быть результатом шлихтованного жгута, от которого ванна 6 удаляет шлихт, не шлихтованного жгута, на который ванна 6 наносит шлихт, или не шлихтованного жгута в ванне, не содержащей шлихтовки.
Таким образом, важно то, что во время нахождения в ванне жгут не полностью шлихтован.
Таким образом, поскольку жгут F не полностью шлихтован (т.е. не шлихтован), нити могут свободно перемещаться относительно друг друга, и, таким образом, этап плющения включает в себя физическое и "жесткое" перемещение нитей так, чтобы расположить их рядом друг с другом.
Конструктивно ванна 6 предпочтительно образована одним или более резервуаров 7, каждый из которых заполнен предварительно заданным количеством жидкости (предпочтительно указанной эмульсией).
Жгут F погружают внутрь резервуара 7 (или резервуаров) посредством системы возврата сцепления (т.е. валиков), при этом плющение выполняют внутри ванны 6.
Предпочтительно, фактически в ванне 6 генерируют последовательность поперечных волн 8a, 8b, пересекающих жгут F поперечно основному направлению A.
Другими словами, способ включает в себя генерацию в ванне 6 множества потоков или течений жидкости, пересекающих жгут F (т.е. поперек жгута F), для разделения и размещения отдельных нитей рядом друг с другом.
Предпочтительно данное гидравлическое воздействие волн/течений обеспечивает высокоэффективное и, в то же время, не сильно травмирующее/агрессивное разделение нитей, с оптимизацией, таким образом, рабочих характеристик и сведением к минимуму проблем уровня техники.
Предпочтительно для получения последовательности волн 8a, 8b, осуществляют перемешивание в ванне 6 вблизи жгута F (или зоны прохождения жгута (F).
Другими словами, на жгуте F генерируют турбулентность так, что генерируют упомянутые выше волны 8a, 8b, пересекающие жгут F во взаимно противоположных направлениях для разделения нитей.
Следует отметить, что, поскольку генерацию волн надлежащим образом контролируют, создаваемая турбулентность упорядочена, т.е. она определена последовательностью волн 8a, 8b, соответствующим образом локализованных, направленных и импульсных, т.е. таких, что каждая часть жгута F подвергается действию волн, направленных циклически по-разному.
Более конкретно, этап генерации волн 8a, 8b включает в себя поочередную генерацию последовательности первых волн 8a, пересекающих жгут F в первом направлении D1, и последовательности вторых волн 8b, пересекающих жгут F во втором направлении D2.
Второе направление D2 по существу противоположно первому D1; оба направления (первое D1 и второе D2) поперечны основному направлению A и ширине W1, W2, W3 жгута F.
Другими словами, жгут F имеет первую поверхность 9а и вторую поверхность 9b, расположенные напротив друг друга.
Первые волны 8а пересекают жгут F от первой 9а до второй поверхности 9b.
Вторые волны 8b пересекают жгут F от второй 9b до первой поверхности 9а.
Предпочтительно для осуществления "перемешивания" в ванне 6, плющильная установка 5 содержит надлежащее перемешивающее устройство 8.
Такое перемешивающее устройство 8 содержит по меньшей мере один держатель 10, который имеет множество сквозных отверстий 11, и на котором подают жгут F.
Более конкретно, держатель 10 по меньшей мере частично встроен в ванну 6, при этом жгут F по меньшей мере частично примыкает к нему одной своей погруженной частью 10а.
Другими словами, первая поверхность 9а жгута F примыкает к держателю 10 одной своей погруженной частью 10а.
При использовании жгут F подают вдоль траектории P перемещения над держателем 10; предпочтительно держатель и жгут F выполнены за одно целое друг с другом.
В предпочтительном варианте осуществления именно жгут F фактически перемещает держатель 10 путем его волочения при продвижении вдоль траектории P перемещения.
Предпочтительно держатель 10 образован вращающимся барабаном 12, который может вращаться вокруг оси, поперечной, предпочтительно ортогональной основному направлению жгута F.
В предпочтительном варианте ось вращения барабана 12 параллельна оси разматывания катушки 2.
Таким образом, преимуществом является то, что не возникают силы, которые могут вызвать скольжение нитей жгута, намотанных на барабан 12, в поперечном направлении к нему.
Предпочтительно для генерации первых 8а и вторых волн 8b, способ включает в себя, соответственно, выкачивание жидкости ванны, выходящей из отверстий 11 вдоль первого направления D1, и всасывание жидкости ванны, входящей в указанные отверстия 11 вдоль указанного второго направления D2.
Таким образом, этап выкачивания жидкости обеспечивает выход первой волны 8а или потока жидкости из отверстия 11 и затем прохождение через жгут от первой поверхности 9а (соприкасающейся с держателем 10) ко второй поверхности 9b.
Напротив, этап всасывания обеспечивает прохождение второй волны 8b или потока жидкости, удаленной от держателя 10 относительно жгута F (т.е. расположенной радиально снаружи относительно барабана 12), через сам жгут F от второй поверхности 9b к первой поверхности 9a, и затем обратно в отверстие 11.
Другими словами, в плющильной установке 5 держатель 10 расположен между жгутом F и перемешивающим элементом 13, выполненным с возможностью выкачивания жидкости в первом направлении D1 из соответствующего отверстия 11 и всасывания жидкости вдоль второго направления D2 из другого отверстия 11.
Предпочтительно в тот же момент времени одновременно генерируют первые 8а и вторые волны 8b на разных частях жгута F, контактирующих с держателем 10.
Таким образом, в предпочтительном варианте осуществления перемешивающий элемент 13 расположен внутри барабана 12.
Таким образом, первое D1 и, соответственно, второе направление D2 имеют основной компонент, ориентированный радиально наружу, и основной компонент, ориентированный радиально внутрь.
Таким образом, при использовании этап генерации последовательности волн 8a, 8b включает в себя:
- подачу жгута F вдоль траектории P перемещения путем его частичного наматывания на вращающийся барабан 12;
- генерацию множества первых волн 8a и вторых волн 8b путем выкачивания жидкости, выходящей из отверстий 11 барабана 12 (вдоль указанного первого направления (D1), и всасывания жидкости, входящей в указанные отверстия 11 (вдоль указанного второго направления (D2)).
Следует отметить, что предпочтительно в тот же момент времени способ включает в себя генерацию:
- множества первых волн 8a, находящихся под углом друг к другу вдоль барабана 12 (выходят из множества отверстий 11), и
- множества вторых волн 8b, находящихся под углом друг к другу вдоль барабана 12 и не в фазе с первыми волнами 8а (выходят из другого множества отверстий 11).
В предпочтительном варианте осуществления перемешивающий элемент 13 содержит валик 14 с выступами, расположенный внутри барабана 12 и связанный с ним с возможностью вращения; предпочтительно валик 14 с выступами расположен коаксиально с барабаном 12.
Термин "валик 14 с выступами" используется для обозначения валика, проходящего по окружности вдоль его периферии с множеством канавок 14b и вершин 14а, которые предпочтительно по меньшей мере частично закруглены.
Для генерации первых 8a и вторых волн 8b, валик 14 с выступами вращается в барабане 12 со скоростью вращения, отличной от скорости вращения барабана 12, предпочтительно в противоположную сторону.
Таким образом, когда вершина 14а проходит рядом с отверстием, она может выкачивать жидкость из нее (первая волна 8а), что в то же время генерирует отрицательное давление в смежном отверстии, обращенном к канавке 14b, где генерируется вторая волна 8b.
В качестве альтернативы, следует отметить, что перемешивающий элемент также может иметь другую форму, такую как, например, форма валика, эксцентричного по отношению к барабану, или набор перемешивающих элементов, расположенных на внутренней периферии барабана.
Предпочтительно это позволяет генерировать турбулентное движение, расположенное вблизи жгута F, простым и очень дешевым способом, поскольку не требуются никаких пневматических продувочных, насосных или нагревательных систем, а только система вращательного привода (только валик 14 с выступами, при этом барабан 12 предпочтительно находится в режиме холостого хода).
Предпочтительно в первом варианте осуществления, в котором жгут F изначально не шлихтован, способ также включает в себя этап шлихтовки жгута F.
Данный этап шлихтовки выполняют одновременно или после указанного этапа плющения.
Более предпочтительно этап шлихтовки выполняют в ванне 6.
В этом отношении ванна 6 предпочтительно образована жидкостью на водной основе, содержащей шлихтующий агент. В предпочтительном варианте осуществления ванна 6 предпочтительно изготовлена из эмульсии (деминерализованной) воды и смолы (ограниченное количество), предпочтительно эпоксидной смолы.
Таким образом, предпочтительно ванна (т.е. эмульсия) задает шлихтовку (или базовый слой) для жгута F, на который затем предпочтительно наносят смолу (в последующих процессах), что делает его пригодным для использования в качестве композитного материала.
В качестве альтернативы, жгут F может быть первоначально шлихтован, в основном для облегчения его характеристик обработки.
В этом случае ванна 6 предпочтительно содержит растворитель, подходящий для удаления шлихта, что обеспечивает возможность расширения нитей.
Следует отметить, что два описанных выше варианта осуществления могут дополнять друг друга, т.е. включать в себя этап шлихтовки после удаления шлихта растворителем.
Предпочтительно после плющения дополнительно выполняют этап сушки плющеного жгута FT1, ST2.
Этап сушки предпочтительно выполняют в подходящей сушильной установке или печи 15, функционально расположенной ниже по потоку от плющильной установки (установок) 5, как схематически показано на фиг. 1.
Наконец, предпочтительно выполняют этап намотки плющеного жгута ST2 для получения уширенной катушки C, которую производитель может легко хранить.
В связи с этим следует отметить, что перед указанным этапом намотки предпочтительно применяют и функционально выполняют этап соединения плющеного жгута ST2 с листом или пленкой 16 материала.
Таким образом, плющильное устройство 1 предпочтительно содержит соединительную установку 17, выполненную с возможностью выполнения указанной операции.
Настоящее изобретение позволяет достичь поставленные задачи и обладает важными преимуществами.
Фактически, выполнение плющения жгута посредством локализованной (и распределенной) гидравлической турбулентности позволяет получить превосходные результаты плющения жгута, без создания при этом чрезмерного напряжения или обрыва волокна.
Фактически, чисто гидравлическое воздействие волн в подводной окружающей среде позволяет использовать большую силу гидравлических потоков в сочетании с типичным демпфированием этих воздействий в окружающей среде этого типа.
Реферат
Способ плющения жгута из текстильных неплетеных нитей, предпочтительно химических или неорганических волокон, включает в себя обеспечение наличия жгута (F) из текстильных неплетеных нитей, проходящего вдоль его собственного основного направления (A) и имеющего сечение, поперечное указанному основному направлению, с предварительно заданной толщиной (s) и предварительно заданной шириной (W), подачу жгута (F) вдоль траектории (Р) перемещения и плющение жгута (F) для увеличения его ширины (W) и уменьшения его толщины (s), с образованием плющеного жгута (ST1, ST2). Этап плющения жгута (F) включает в себя погружение жгута (F) в ванну и генерацию в ванне (6) последовательности поперечных волн, пересекающих жгут (F) поперечно основному направлению (А), для разделения и размещения отдельных нитей рядом друг с другом, с плющением, таким образом, жгута (F), при этом жгут (F), входящий в ванну (6), и/или плющеный жгут (ST1, ST2), извлеченный из ванны (6), не шлихтован. 11 з.п. ф-лы, 2 ил.

Комментарии