Прижимной валок для обработки полотна материала и способ его изготовления - SU639463A3
Код документа: SU639463A3
Чертежи

Описание
элемент состоит из отрезка текстильного полотна , а пластины из резины и армирзющие элементы имеют дугоо-бразную форму, причем касательная к дуге на свободном конце армирующего элемента образует с поверхностью валка меньший угол, чем касательная на внутреннем конце с поверхностью сердечника.
Особенность предложенного способа заключается в том, что армирующие элементы и пластины из резины наклеивают на один из слоев эластичного материала.
Конструкция предлпжершой обечайки прижимного валка обеспечивает условия асимметричного смещения неуплотняемого материала, такого как резина, который образует часть обечайки прижимного валка в контакте с полотном материала и стальным валком.
Смещение упругого материала обечайки валка достаточно асимметрично для того, чтобы равнодействующая сил, действующая на полотно материала в плоскости зажима валков, смогла обеспечить уплотнение полотна материала, придавая ему большую мягкость и значительно большую растяжимость по сравнению с неуплотненным пологном материала.
Благодаря выполнению армирующих элементов в виде отрезков текстильного полотна, заложенных в обечайку вала, и привода вращения жесткого валка в таком направлении, чтобы армирующие элементы располагались почти параллельно полотну материала в зоне зажима, упругие усилия, действующие на полотно материала, будут по существу уплотняющими усилиями.
Оптимальные результаты будут достигнуты тогда, когда обечайка выполнена из пластин резипы, расположенных в чередующемся порядке с армирующими элементами . Пластины резины должны быть скреплены между собой клеем перед тем, как будет произведена вулканизация.
Наружный слой обечайки должен быть выполнен из неармированной резины. Он образует непрерывную поверхность валка vi поглощает любые незначительные разрыгзы , так как обечайка выполнена из отдельных пластин резины.
Необходимо, чтобы под обечайкой на поверхности сердечника было расположено не менее двух слоев из неармированного материала, причем каждый из внутренних слоев должен обладать прогрессивно уменьшающейся твердостью резины в направлении от внутреннего слоя к наружному.
При вращении обрезиненного валка в противоположном направлении по отношению к жесткому валку обеспечивается возможность использования обрезиненного валка в качестве средства для измельчения бумаги.
Такая возможность создается благодаря тому, что армирующие элементы обечайки в процессе вращения приближаются к полотну материала, занимая положение, примерно перпендикулярное плоскости полотна , при этом смещение упругого материала происходит в направлении к входу а зажим, а восстанавливающие усилия будут направлены на выходе из зажима в сторону перемещения полотна материала.
Эти усилия вызывают удлинение полотна материала в результате возрастания скорости упругого материала от входа к выходу из . Такие материалы, как бумага , имеющие низкую прочность на растяжение , не могут выдержать эти усилия и рвутся по длине валка.
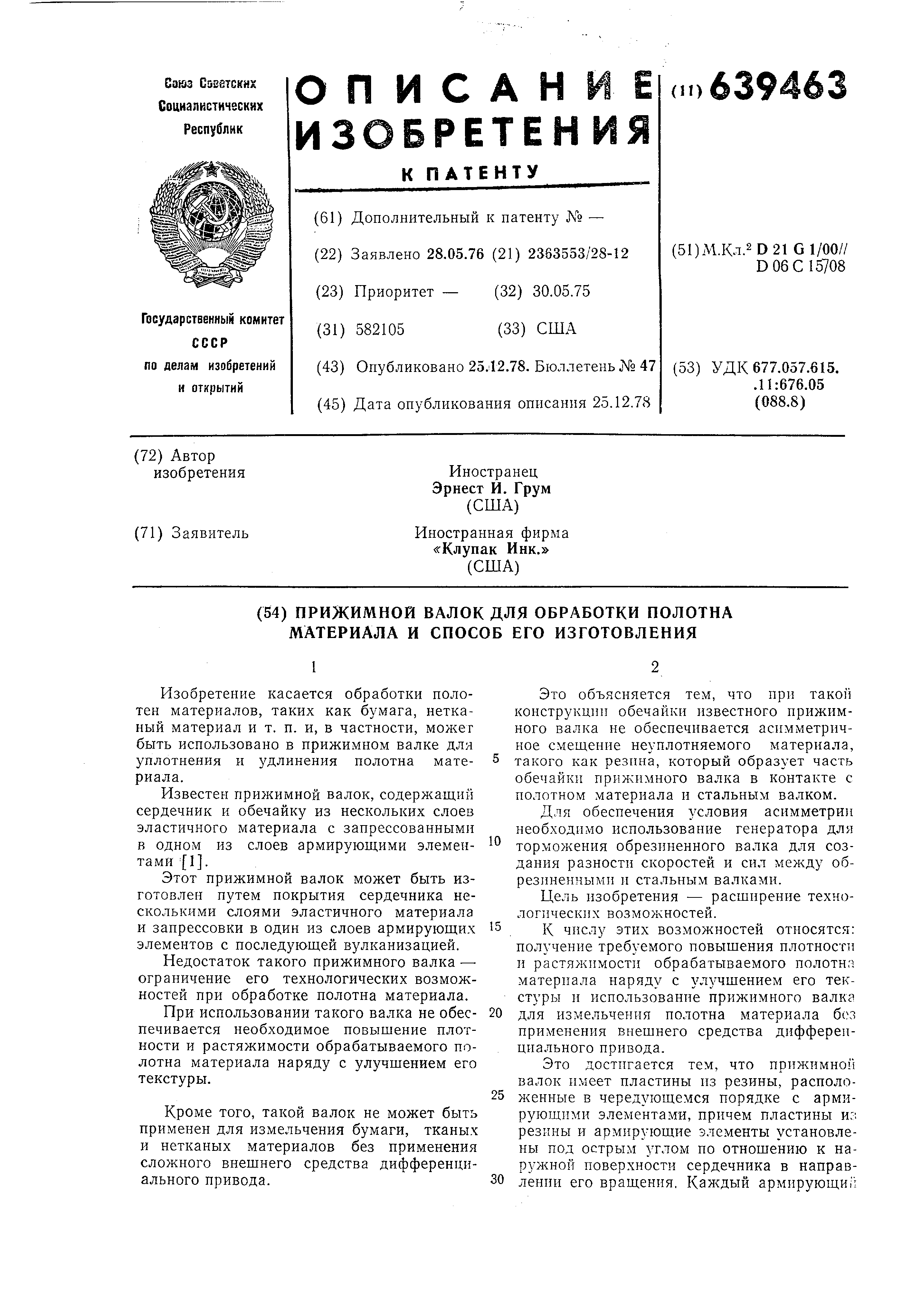
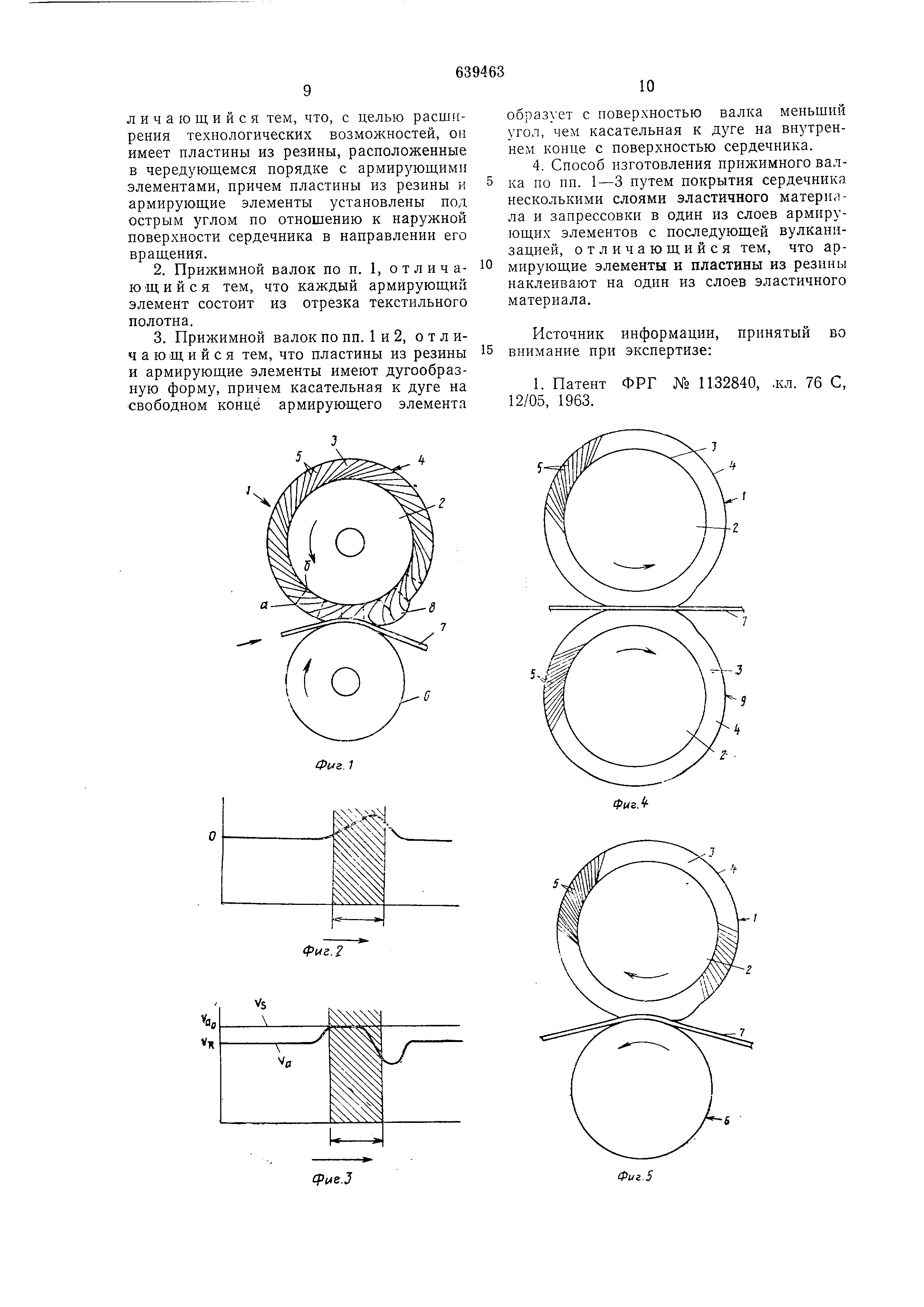
На фиг. 1 показан прижимной валок с обечайкой, образующий зажим совместно с жестким валком, для уплотнения полотна материала, поперечное сечение; на фиг.
2 - диаграмма смещения точки «а иа поверхности обечайки прижимного валка относительно точки «б, расположенной радиально под точкой «а на поверхности сердечника; на фиг. 3 - график скоростей
точки «а относительно точки на фиг. 4 - пара валков с обечайками, которые имеют одинаковые смещения упругого материала обечаек при зажиме полотна бумаги с высоким содержанием влаги (50-
60%), поперечное сечение; на фиг. 5 - прижимной валок с обечайкой, образующий зажим совместно с жестким валком, предназначенные для измельчения бумаги, поперечное сечение; на фиг. 6 и 7 - процесс
изготовления прижимного валка.
Прижимной валок / для уплотнения полотна бумаги с содержанием в нем влаги порядка 30-40% выполнен в виде стального сердечника 2, снабженного обечайкой
3, имеющей наружное резиновое покрытие 4 с армирующими элементами 5 в виде кордных нитей, расположенных под острым углом к наружной поверхности стального сердечника.
К прижимному валку прижат стальной валок 6, который приводится во вращение посредством привода (на чертежах не показан ). Армирующие кордные нити имеют модуль упругости, определяемый по формуле:
напряжение
Е
деформация
который больше, чем модуль резинового
покрытия.
В качестве армирующего материала могут быть использованы такие материалы, как, например, полиэфир, найлон, хлопок, предпочтительно с направлением наибольшего модуля, совпадающим с направлением движения полотна материала 7. (Движение полотна показано стрелкой).
Кроме того, в качестве армирующего материала может быть использован волоконно-резиновый композитный материал.
Предпочтительно, чтобы тканые арм1 рующие материалы были бы из тканого полиэфирного текстильного материала, при этом уточные нити его должны быть расположены понерек валка, а основные нити - вдоль валка.
Когда валки 1 и 6 вращаются в направлении , показанном на фиг. 1, армирующие элементы 5 будут сопротивляться удлинению и предотвращать смещение резинового покрытия в направлении заходной части зажима.
В этом случае точка «а на обечайке 3 смещается так, как это показано пунктирными линиями на фиг. 1, ири этом потендиальное смещеиие точки «а относительно точки «б, расположенной радиально под точкой «а на поверхности стального сердечника 2, будет таким, как это показано на фиг. 2. Поскольку смещение участка 8 резииоБого покрытия 4 происходит в одном направлении (см. фиг. 1), то иаиряжение в резиновом иокрытии заставляет это смещение возрастать до заметного уровня.
Усилия, вызванные этими напряжениями , возрастают и становятся большими, чем силы трения между поверхностями валков. Когда обечайка 3 выходит из-под влияния зажима, смещенный участок 8 резинового покрытия восстанавливается (см. фиг. 3). Таким образом, точка «а на наружной поверхности обечайки 3 будет иметь график скорости относительно точки «б на наружной поверхности стального сердечиика 2 таким , как он показан на фиг. 3.
Скорость УЯ будет иметь первоначальное значение V., н будет возрастать в зоне
зажима до величины Vg - скорости стального валка 6.
Падение скорости до зоны не происходит, поскольку армирующие элементы 5 не допускают смещения резинового покрытия благодаря их высокому модулю упругости и определенной ориентации.
В зоне зажима скорости точки «а и соответствующей точки иа стальном валке б по существу равны и постоянны до тех пор, пока сила восстановления резииового покрытия 4 не превзойдет силу трения между поверхностями валков 1 н 6.
В этой точке восстанавливающее действие резинового иокрытия 4 возвращает ее в исходное иоложение на валке /, что ирлведет к быстрому у.меньщению скорости V, до минимальной величины VR. После этого она быстро иринимает свое первоиачальное значение V по мере здаления из-под зажима.
Из графика скорости точки «а можно видеть, что поверхность резинового покрытия 4 входит в зажим со значительно большей скоростью, чем скорость ее на выходе из зажима.
Полотно материала 7 будет выходить из зажима с более низкой скоростью, чем скорость иа входе в зажим. Эта разность скоростей является мерой уплотнения полотна . Это уплотнение, в частности, объясняется асимметричным смещением участка 8 резинового покрытия, создаваемым более высоким модулем упругости армирующих элементов 5 в направлении вращения валка /.
Устройство для уплотнения полотна бумаги может содержать пару валков с обечайками (см. фиг. 4), которые имеют одинаковые симметричные смещения упругого
материала обечаек ирн зажиме полотна бумаги с высоким содержанием влаги (иорядка 50-60%).
Валок / (см. фиг. 4) прижат и вращается совместно с идентичным валом 9. Любой
из валков прпводится во вращение посредством внещнего нривода (иа чертежах не показан).
В таком случае имеет место симметричное нарушение обеих поверхностей полотна бумагн, благодаря этому при высоком содержании влаги в полотне бумаги ее растрескиваиие не возникает.
Армирующие элементы 5 ориентируются так, как это было описано, и валки / и ,9
ведут себя аналогично валку / на фиг. 1 в отношенни графиков скорости и характеристик восстановления резинового покрытия 4. Однако ири идентичных валках 1 и 9 трения минимальны.
Устройство, в котором используются пара валков с обечайками из упругого материала целесообразио примеиять для уплотнения иолотна бумаги с высоким содержаиием влаги, но при этом необходимо иметь
в внду, что степень уплотнения не настолько значительна, как в устройстве, где используются валок с обечайкой из армированной резины со стальным валком, поскольку обечайки в устройстве с двусторонним: восстановлением резины (см. фиг. 4) будут восстанавливаться в меньщей степени и уплотнение будет меньщим, чем в устройстве на фиг. 1.
На фиг. 5 показано устройство для измельчения нолотна бумаги, состоящее из валка / с обечайкой 3, имеющей армируюHuie элементы 5.
Стальной сердечник 2 имеет обечайку 3 нз неуплотняемого упругого резииового покпытня 4.
Армирующие элементы 5, выиолненные из тканого полиэфирного материала, обладают большим модулем упругости, чем резиновое покрытие 4. Они заделаны в резиновую обечайку и ориентироваиы аналогично оинсанному.
Армирующим элементам 5 (см. фиг. 7) придан наклон под острым углом к смежной тангенциальной плоскости сердечника
2. Очень важно, чтобы армирующие элементы 5 имели модуль упрзтости оольше, чем у резинового материала 4 обечайки 3. На фиг. 5 показано, что валок / прижат к стальному валку 6, при этом напразление вращения относительно направления наклона армируюшнх элементов 5 такое, как это показано на чертеже. Резиновое покрытие 4 не имеет возможности смещаться в направленни выхода из зажима, посколько этому припятствуют армир}чощие элементы 5. При пропускании полотна материала (бумаги) 7 через валки 1 п 6 происходит его растяжение. Поскольку силы растялсення превосходят прочность бумаги, то происходит ее разрыв на иолосы. Ширина полос зависит от диаметра сердечника 2, диаметра обечайки 3, отиосительной разницы между модулем упругости резинового покрытия 4 и армирующих элементов 5. Па фиг. 6 н 7 показап процесс изготопления нрижнмного валка. На наружной новерхиостн стального сердечника 2 диалтетром 508 мм укрепляют пластины 10 из резины, которые иерекрывают друг друга Б виде ламинаторов и образуют обечайку 5. Прежде чем закрепить пластины 10 из резины, необходимо уменьшить твердость иоверхиости, которая должна нрогрессивно уменьщаться от новерхности стального сердечника 2 к наружной новерхиости обечайки 3. Поэтому сначала к стальному сердечнику 2 прикленвают соответствуюисим клеем лнст // из неармнрованной невулканизованной резины , с твердостью 90 дурометров (по Шору А). Второй лист 12 из неармированной невулканнзованной резины с твердостью порядка 70 дурометров (по Шору А) прпклеивают к листу 1. Для получения обечайки 3 толщиной 50,8 мм в радиальном направлении берут пластины 10 из резины толщиной 1,58 мм. Действнтельиая форма дугообразной пластины 10 представляет собой в сеченин спираль, но примерно равна дуге окружности па показанных участках. Пластины 10 из резины с твердостью 50 дурометров (по Шору А) крепят друг с другом к стальному сердечнику 2 внахлестку при использовании соответствующего клея. Чтобы правильно установить пластины 10 из резины применяют профильный шаблон 13 (см. фиг. 6), который располагают на стальном сердечнике 2, при этом конфигурация рабочей поверхности шаблона 13 должна быть примерно близка к кривизне пластин 10 из резины, необходимой для формирования обечайки 3. Каждую пластину 10 из резины покрывают в достаточном количестве клеем и устанавливают в положение перекрытия с последующей ранее установленной пластиной 10 из резины по длине стального сердечника 2. По окончании установки каждой пластины 10 по ней проводят профильным валко М 14 по всей длине, прижимая все поверхности пластины 10. Между этими иластииами располагают соответствующий армирующий элемент 5 из отрезка полиэфирного текстильного полотна, который приклеивают к поверхности пластипы 10. Армирующий элемепт 5 имеет модуль упругости и вязкость вьипе чем резина и изготовлен яз полиэфирной иряжи размером 800 деиье. Пластины W выполнены из иевулканизованпой резины, которая затем подвергается вулкапизации по окоичаигш сборки валка /. По окопчапии установки пластин 10 на наружную поверхность наклеивают невулканизованное резиновое покрытие 4. Этот слой резины должеи иметь твердость 50 лурометров (по Шору А). Он исключит незначительные разрывы в поверхности обечайки 3, создаваемых множеством перекрывающих друг друга пластин 10. При установке пластин 10 образуются треугольиого типа полости 15. Чтобы удалить воздух из этих полостей, валок / помещают в воздухонепроницаемую оболочку (иа чертежах ие показаны), например в пластиковый меток. Внутри мещка создают вакуум, чтобы удалить воздух из полостей 15. После удаления воздуха прижимной валок отверждают посредством вулкапизации в автоклаве под давлением с одновременным поддержанием вакуума в мещке. Часть пластии 10 из резины и внутренних резиновых листов 11 и 12 будет заходить в полости 15. Для обработки полотна бумаги прекрасные результаты достигаются при использовании стального сердечника диаметром 20 дюймов (508 мм) с толщиной обечайки валка в 2 дюйма (50,8 мм. Угол а между плоскостью «в, касающейся армирующего элемента 5 и плоскостью «г, касающейся стального сердечника 2, в месте их пересечения примерно равен 20° (см. фиг. 7). Крнвизна армирующего элемента 5 определяется углом р между плоскостями «д и «е и составляет около 16°. При указанных размерах, а также кривизне пластин 10 и армирующих элементов 5 достигаются необходимые усилия восстановления графика скорости. Формула изобретения 1. Прижимной валок для обработки полотиа материала, содержащий сердечник п обечайк из нескольких слоев эластичного материала с запрессованными в одном из слоев армирующими элементами, о тличающиися тем, что, с целью расширения технологических возможностей, он имеет пластины из резины, расиоложенные в чередующемся порядке с армирующими элементами, причем пластины из резины и армирующие элементы установлены под острым углом по отношению к наружной поверхности сердечника в направлении его вращения.
2.Прижимной валок по п. 1, отличающийся тем, что каждый армирующий элемент состоит из отрезка текстильного полотна.
3.Прижимной валок по пп. 1 и 2, отличающийся тем, что пластины из резины и армирующие элементы имеют дугообразную форму, причем касательная к дуге на свободном конце армирующего элемента
образует с поверхностью валка меньщии угол, чем касательная к дуге на внутреннем конце с поверхностью сердечника.
4. Способ изготовления прин имного валка по пп. 1-3 путем покрытия сердечника несколькими слоями эластичного материяла и запрессовки в один из слоев армирующих элементов с последующей вулканизацией , отличающийся тем, что армирующие элементы и пластины из резины наклеивают на один из слоев эластичного материала.
Источник информации, принятый во внимание при экспертизе:
1. Патент ФРГ № 1132840, ,кл. 76 С, 12/05, 1963.
.
гфиг . г
Фuг.
6
3
.7



Реферат
Формула
Комментарии