Агрегат для вылеживания текстильного изделия в виде полотна (варианты) - RU2106444C1
Код документа: RU2106444C1
Описание
Изобретение относится к отделочному оборудованию текстильной промышленности и касается агрегата для вылеживания текстильного изделия в виде полотна при его влажно-тепловой обработке.
Известен агрегат вылеживания с ленточным конвейером [1].
Текстильное сырье в виде полотна с помощью лентоукладчика складками укладывают на ленточной конвейер, установленный в корпусе и имеющий одну верхнюю ветвь, проходящую в основном горизонтально, которая образует участок подачи. Ветвь конвейера может быть горизонтальной или иметь некоторый подъем или уклон вниз, предельный угол которого рассчитан таким образом, чтобы сложенные слои не могли соскальзывать.
Лента конвейера может быть замкнутой, изготовленной из листового металла или пластмассы. Из-за необходимости всестороннего доступа рабочего агента предпочтительно использовать ситовидную ленту. Рабочим агентом может быть воздушная, паровая или паровоздушная смесь.
Агрегаты для вылеживания рассматриваемого типа могут вмещать значительную длину товарного полотна и поэтому обеспечивают относительно длительное время выдержки. Использование предпочтительно, например, при вылеживающей обработке гладкоокрашенных и набивных полотен (процессы мыльной обработки и обработки горячей водой), при обработке трикотажных и тканых изделий из процессов кипячения и отбелки в условиях зрельника и при усадочной и релаксирующей обработке.
У агрегатов для вылеживания указанного типа сложенный слой находится на участке подачи свободно лежащим на транспортере и без воздействия внешних усилий. Поэтому участок подачи он проходит в основном неподвижном. Тем самым, например, эффект усадки зависит от усадочных усилий, свойственных изделию, которые должны быть в состоянии преодолевать его вес и стягивать его. Начавшаяся усадка этим ограничена. Но, в частности, есть опасность того, что при неподвижном сложенном слое в некоторых процессах обработки складки проявляются в неравномерностях обработки и заметны на готовом продукте.
Чтобы устранить эти недостатки, у известного агрегата для вылеживания [2] под верхней ветвью конвейера расположены действующие вертикально проходящие поперек планки трепала, которые должны расправлять сложенный слой текстильного сырья, находящийся на верхней ветви конвейера. Удары должны быть сильными, если они должны достичь нужного результата. Но тогда они весьма существенно влияют на агрегат и окружение создающимся шумом.
В основе изобретения лежит задача на практике повысить обрабатывающий эффект вышеописанного агрегата для выдерживания.
Эта задача в соответствии с первым вариантом изобретения решается за счет того, что средство для расправления складок выполнено с образованием по меньшей мере одного стационарного локального подъема ленты верхней ветки конвейера.
По второму варианту изобретения средство для расправления складок выполнено в виде поворотного ролика, образующего локальный подъем ленты верхней ветви конвейера и установленного под лентой на оси вращения, проходящей поперек ленты с возможностью перемещения относительно ленты в направлении транспортирования на участке подачи.
Термин "постоянное локальное отклонение по высоте" должен означать стационарную, органическую по длине и высоте нестабильность по существу ровного участка подачи. Длина максимально должна составлять 1/5 длины всего участка транспортирования. Высота локального отклонения по высоте максимально должна быть того же порядка. Случаи, когда весь участок подачи выполнен плоскоизогнутым, не обеспечивают достижения цели изобретения. Она достигается именно тем, что при прохождении локального отклонения по высоте лежащей на ленте сложенный слой расправляется, так что при усадочных усилиях облегчается усадка текстильного изделия, а складки несколько соскальзывают и смещаются вдоль изделия без стойких заломов.
В преимущественном варианте исполнения локальное отклонение по высоте - это подъем, т.е. ленточный конвейер идет через проходящее поперек товарного полотна утолщение, которое производит желаемое расправление сложенного слоя.
Поворотный ролик имеет то преимущество, что на нижней стороне ленты не возникает никакого скольжения и никакого износа. Относительное движение необходимо, так как, если ролик постоянно будет стоять на том же месте ленты, то находящийся на ней сложенный слой не претерпит никакого изменения, и желаемый эффект распрямления не будет достигнут.
Диаметр ролика должен быть рассчитан так, чтобы оставалась гарантированной локальность, определяющая вместе с другими факторами эффект расправления.
Относительное движение может быть достигнуто уже тогда, когда ролик установлен стационарно, а лента со сложенным слоем идет дальше через ролик и локально поднимается.
Ось вращения ролика может выполнять относительное движение по отношению к текстильному изделию в плоскости, параллельной ей. Это может вызвать ослабление эффекта, если ролик и лента будут двигаться в одном направлении, но с различной скоростью. Однако нужно отметить усиление эффекта расправления, когда ролик смещается противоположно ленте.
Чтобы ось вращения ролика передвигалась, к ней подсоединено собственное передвижное устройство, которое может содержать бесконечно вращающийся тяговый элемент, такой как трос или, в частности, цепь.
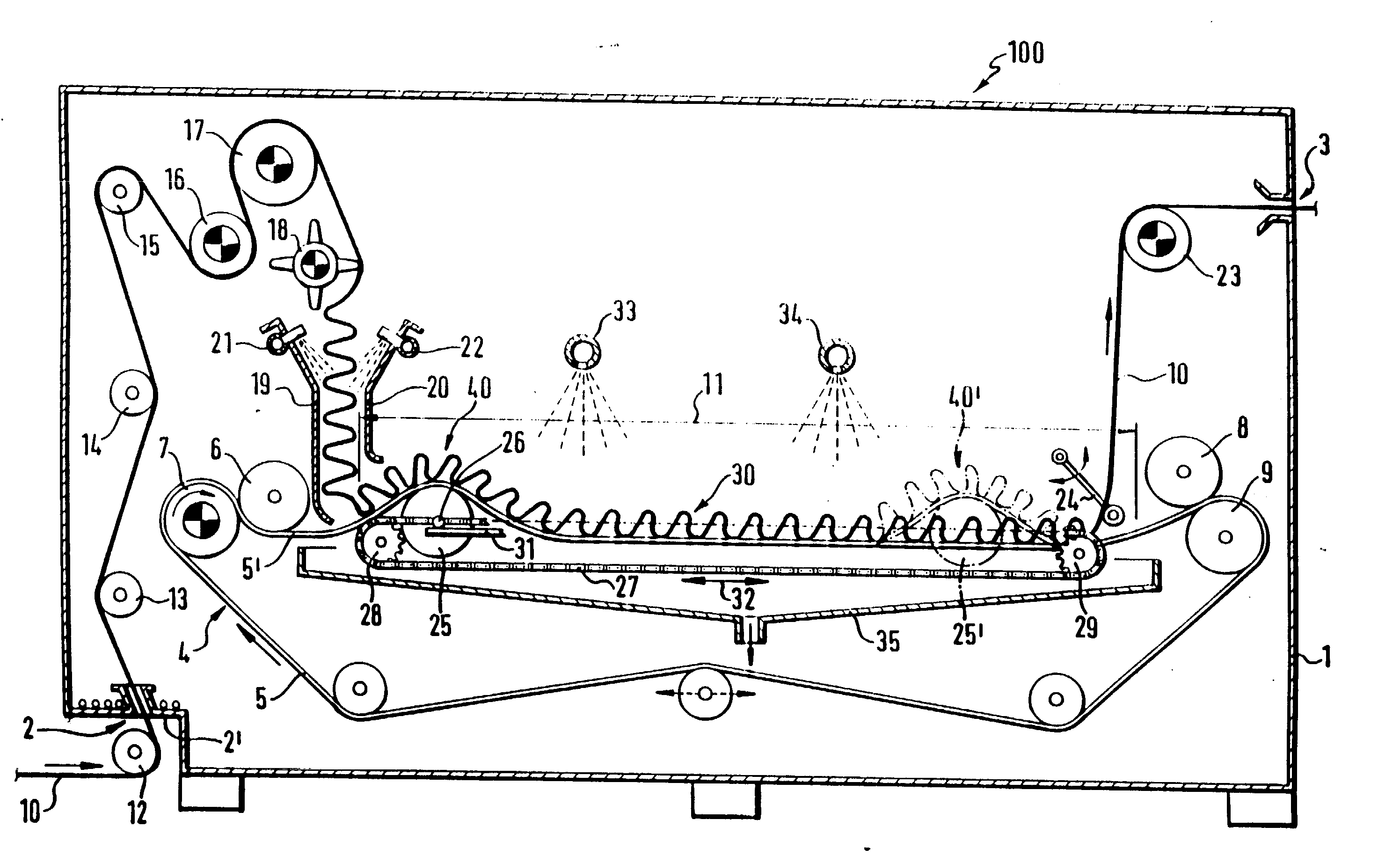
На чертеже схематично изображен агрегат для вылеживания, вертикальное продольное сечение.
Агрегат, в целом отмеченный на чертеже поз. 100, содержит корпус 1 в виде ящика, наполняемый паром, с входным 2 и выходным 3 отверстиями, куда непрерывно в направлении по стрелке подается текстильное изделие 10 в форме полотна. В корпусе 1 установлен проходящий в основном во всю длину корпуса ленточный конвейер 4 с ситовидной лентой, верхняя ветвь 5' которой образует по существу горизонтальный участок подачи 11 между парами 6, 7 и 8,9 валиков. На примере исполнения валик 7 является приводным и позволяет ленте 5 непрерывно вращаться в указанном стрелкой направлении.
Текстильное изделие в форме полотна через обратный ролик 12 ниже впускного отверстия 2, образованного на нижней стороне 2' корпуса 1, попадает внутрь корпуса 1, а внутри него через обводные ролики 13, 14, 15 - наверх и проходит затем на верхнем участке корпуса 1 тяговые валики 16, 17, а также установленный ниже последнего тягового валика 17 бильный валик 18, который расположен выше начала участка подачи 11 и следит за тем, чтобы текстильное изделие 10 в виде полотна укладывалось на ленту 5 складками, гребни которых проходят поперек верхней ветви 5' лент 5. На исходящей ветви между бильными валиками 18 и верхней ветвью 5' лента 5 текстильное изделие в виде полотна проводят насквозь между направляющими щитками 19, 20, на верхнем конце которых разбрызгивающие трубы 21, 22 с обеих сторон подают горячую воду или рабочую жидкость на текстильное изделие 10.
Текстильное изделие 10 на верхней ветви 5' ленты 5 транспортируют сложенным слоем 30 через участок подачи 11, а на конце его при расправлении складок его поднимают вверх с помощью съемного валика 23 и вытягивают из выпускного отверстия 3, используя съемные агрегаты (на чертеже не показаны). На конце сложенного слоя 30 находится измерительный щуп 24, который посредством соответствующего управления скоростью предвключенных или дополнительно подключенных агрегатов следит за тем, чтобы участок подачи 11 всегда был заполнен или чтобы конец сложенного слоя 30 всегда находился в зоне щупа 24.
Выше слоя 30 установлены разбрызгивающие трубы 33, 34, из которых на текстильное изделие 10 можно подавать обрабатывающую жидкость, например горячую воду с температурой 90 - 95oC. Жидкость, каплями стекающая с текстильного сырья 30, собирается в ванне и сливается.
Верхняя ветвь 5'ленты 5 в обычном порядке идет в основном по горизонтальной плоскости. Сложенный слой 30 прошел бы участок подачи 11 нетронутым, т.е. без изменения, свободно лежащим на ленте 5.
Чтобы осуществить расправление сложенного слоя 30, под верхней ветвью 5' ленты 5 предусмотрено средство для расправления складок, включающее ролик 25, идущий поперек полотна текстильного изделия 10 или ленты 5, крутящийся вокруг оси 26, перемещаемый на бесконечных цепях, которые вокруг оборотных роликов 28, 29 меняют направление вблизи концов участка подачи 11.
Ролик 25 диаметром не более 1/5 длины участка подачи установлен так, что вызывает локальное отклонение 40 по высоте в виде подъема верхней ветви 5' ленты 5 на высоту, равную примерно 2/3 его диаметра. Ось вращения 26 на примере исполнения заведена на горизонтальные шины 31 с обеих сторон ленты 5 и с помощью цепи 27 попеременно перемещается возвратно-поступательно в направлении по стрелке 32 на длину участка подачи 11. На правой половине чертежа штриховыми линиями отмечена позиция 25', достигаемая вблизи правого конца смещаемого участка ролика 25, а также соответствующее отклонение по высоте 40oC.
Когда верхняя ветвь 5' с находящимся на ней текстильным изделием минует ролик 25, изделие расправляется, что облегчает процесс усадки и несколько меняется положение складок.
Помимо изображенного на примере исполнения попеременного движения вперед и назад ролик и на цепи может крутиться постоянно, двигаясь в одном направлении и противоходом. В одном таком случае целесообразно установлены на цепи 27 несколько роликов 25.
Эффекта достигают и тогда, когда лента 25 идет по одному или нескольким стационарно жестко установленным роликам, которые образуют локальный подъем. В этом примере исполнения диаметр ролика 25 составляет примерно 1/10 длины участка подачи 11. Высота подъема ленты 5, создаваемого роликом 25, должна максимально соответствовать диаметру ролика. Более высокие подъемы, заходящие в зону висячих петель, не пригодны для изобретения, так как тогда сложенный слой 30 в итоге упадет как попало, что нежелательно. Естественно, сложенный слой 30 нужно расправить, но в целом он должен сохраниться.
В одном из примеров исполнения длина участка подачи 11 составляет примерно шесть метров. Скорость производства лежит в пределах 30 - 80 м в минуту. При максимальных 80-ти метрах текстильного изделия на метр сложенного слоя 30 получают товарный объем примерно в 500 м и время вылеживания от 4 до 10 мин.
Реферат
Агрегат для вылеживания 100 содержит непрерывно работающий ленточный конвейер 4 с участком подачи 11, на котором текстильное изделие 10 в виде полотна транспортируют сложенным поперечными складками 30. Верхняя ветвь 5' конвейера 5 с находящимися на ней складками 30 изделия на участке подачи проходит локальное отклонение по высоте 40 в виде подъема, образованного под ним роликом 25, вследствие чего слои 30 изделия расправляются. 2 с. и 3 з.п. ф-лы, 1 ил.
Комментарии