Сферический кольцевой уплотнительный элемент и способ его изготовления - RU2450188C2
Код документа: RU2450188C2
Чертежи















Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к сферическому кольцевому уплотнительному элементу, используемому в сферическом трубном соединении выхлопной трубы автомобиля, а также к способу его изготовления.
Известный уровень техники
Патентный документ 1: JP-B-58-21144
Патентный документ 2: JP-A-58-34230
Патентный документ 3: JP-B-3139179
Как показано на фиг.16, выхлопные газы автомобильного двигателя обычно поступают по выпускному трубопроводу 600 и выбрасываются в атмосферу из выхлопного патрубка 605 через каталитический конвертер 601, выхлопную трубу 602, предкамеру 603 и глушитель 604. Эти части выхлопной системы многократно испытывают напряжение вследствие прокрутки и вибрации двигателя 606. В частности, в случае двигателя 606, вращающегося с высокой скоростью и высокой выходной мощностью, напряжение, воздействующее на части выхлопной системы, становится довольно большим. Соответственно, существует возможность возникновения отказа частей выхлопной системы вследствие усталости, и также имеют место случаи, когда из-за вибрации двигателя 606 части выхлопной системы резонируют, что отрицательно сказывается на бесшумности в салоне автомобиля.
Для преодоления этих недостатков, например, на требуемом участке выхлопной трубы используют сферическое трубное соединение или соединение типа гармошки, чтобы снизить напряжение.
Раскрытие изобретения
Задачи изобретения
По сравнению с соединением типа гармошки преимуществом уплотнительного элемента, используемого в сферическом трубном соединении, описанном в патентном документе 1, является его способность снижать стоимость изготовления и более длительный срок службы. Тем не менее, этот уплотнительный элемент сконструирован таким образом, что термостойкий материал, представляющий собой вспененный графит, и упрочняющий элемент из металлической проволочной сетки сжимаются, в результате чего термостойкий материал заполняет ячейки металлической проволочной сетки упрочняющего элемента, и термостойкий материал и упрочняющий элемент образуют смешанную форму. Таким образом, с учетом такого соотношения упрочняющего элемента и термостойкого материала и степени сжатия термостойкого материала и упрочняющего элемента недостатком этого уплотнительного элемента является утечка выхлопных газов через сам сферический кольцевой уплотнительный элемент, а также образование ненормального шума трения из-за присутствия термостойкого материала на лицевой стороне частично выпуклой сферической поверхности, которая входит в скользящий контакт с сопряженным элементом. Например, если соотношение упрочняющего элемента и термостойкого материала является чрезмерно высоким или степень сжатия термостойкого материала является низкой, существует возможность снижения степени уплотнения термостойким материалом бесконечно малых каналов (зазоров), образующихся вокруг упрочняющего элемента и утечки на начальной стадии, а также утечки выхлопных газов на ранней стадии из-за такой окислительной потери термостойкого материала под действием высоких температур.
В то же время, если термостойкий материал на частично выпуклой сферической поверхности сильно сжат и соотношение термостойкого материала и упрочняющего элемента на частично выпуклой сферической поверхности является чрезмерно высоким, может происходить прерывистое перемещение, результатом которого может стать возникновение ненормального шума трения.
Что касается уплотнительного элемента, описанного в патентном документе 2, его поверхность скольжения (лицевая сторона частично выпуклой сферической поверхности) превращена в гладкую поверхность, на которой упрочняющий элемент из деформированной и переплетенной металлической проволочной сетки и твердый смазочный материал, который заполняет ячейки упрочняющего элемента и удерживается в них, образуют смешанную форму. Таким образом, преимуществом этого уплотнительного элемента является его способность в максимально возможной степени предотвращать возникновение ненормального шума трения из-за присутствия термостойкого материала на лицевой стороне частично выпуклой сферической поверхности уплотнительного элемента, описанного в патентном документе 1, который входит в скользящий контакт с сопряженным элементом. Тем не менее, утечка выхлопных газов как таковая, которая присуща уплотнительному элементу, по-прежнему остается не устраненной.
Что касается уплотнительного элемента, описанного в патентном документе 3, лицевая сторона частично выпуклой сферической поверхности, которая является его поверхностью скольжения, превращена в гладкую поверхность, на которой упрочняющий элемент из деформированной и переплетенной металлической проволочной сетки и твердый смазочный материал, который заполняет ячейки упрочняющего элемента и удерживается в них, образуют смешанную форму таким же образом, как и в уплотнительном элементе, описанном в патентном документе 2. Поскольку твердый смазочный материал, в частности, содержит нитрид бора, преимуществами описанного в патентном документе 3 уплотнительного элемента являются его более высокие характеристики скольжения в диапазоне высоких температур, чем у уплотнительного элемента, описанного в патентном документе 2, и отсутствие ненормального шума трения при скользящем контакте с сопряженным элементом. Тем не менее, недостатками уплотнительного элемента, описанного в патентном документе 3, также являются плохое сцепление твердого смазочного материала с лицевой стороной термостойкого материала и сложность создания прочного покровного слоя твердого смазочного материала на лицевой стороне термостойкого материала, в результате чего в этом уплотнительном элементе может происходить отслоение твердого смазочного материала от частично выпуклой сферической поверхности, т.е. поверхности скольжения, что часто вызывает возникновение ненормального шума трения.
В настоящем изобретении предложено усовершенствование сферического кольцевого уплотнительного элемента, описанного в упомянутом патентном документе 3, при этом задачей изобретения является создание сферического кольцевого уплотнительного элемента, который способен в максимальной возможной степени исключать утечку выхлопных газов через сам сферический кольцевой уплотнительный элемент, позволяет создавать прочный покровный слой на лицевой стороне термостойкого материала за счет улучшения сцепления твердого смазочного материала с лицевой стороной термостойкого материала, способен устранять возникновение ненормального шума трения при скользящем контакте с сопряженным элементом и обладает стабильными характеристиками уплотнения, а также создание способа его изготовления.
Средства решения задач
Сферический кольцевой уплотнительный элемент согласно настоящему изобретению представляет собой сферический кольцевой уплотнительный элемент для использования в соединении выхлопной трубы, имеющий: сферическое кольцевое основание, образованное цилиндрической внутренней поверхностью, частично выпуклой сферической поверхностью и имеющими стороны большого и малого диаметра кольцевыми торцевыми поверхностями частично выпуклой сферической поверхности; и наружный слой, выполненный за одно целое на частично выпуклой сферической поверхности сферического кольцевого основания, при этом сферическое кольцевое основание содержит упрочняющий элемент из металлической проволочной сетки и термостойкий материал, содержащий вспененный графит, который заполняет ячейки упрочняющего элемента и сжат таким образом, что составляет единое целое с упрочняющим элементом в смешанной форме. Термостойкий материал, содержащий вспененный графит, твердый смазочный материал, образованный смазочным составом, содержащим по меньшей мере 70-85% по весу гексагонального нитрида бора, 0,1-10% по весу окиси бора и 5-20% по весу гидратированной окиси алюминия, и упрочняющий элемент из металлической проволочной сетки сжаты в наружном слое с тем, чтобы твердый смазочный материал и термостойкий материал заполнили ячейки металлической проволочной сетки упрочняющего элемента, твердый смазочный материал, термостойкий материал и упрочняющий элемент образовали полностью смешанную форму, а наружная поверхность наружного слоя образовала гладкую поверхность, образованную упрочняющим элементом и твердым смазочным материалом, которые представлены в смешанной форме.
В сферическом кольцевом уплотнительном элементе согласно изобретению на наружном слое, выполненном за одно целое на частично выпуклой сферической поверхности сферического кольцевого основания, образующей поверхность скользящего контакта с сопряженным элементом, термостойкий материал, содержащий вспененный графит, твердый смазочный материал, образованный смазочным составом, содержащим 70-85% по весу гексагонального нитрида бора, 0,1-10% по весу окиси бора и 5-20% по весу гидратированной окиси алюминия, и упрочняющий элемент из металлической проволочной сетки сжаты с тем, чтобы твердый смазочный материал, термостойкий материал заполняли ячейки металлической проволочной сетки упрочняющего элемента, а твердый смазочный материал, термостойкий материал и упрочняющий элемент образовали целиком смешанную форму. В то же время наружная поверхность наружного слоя превращена в гладкую поверхность, у которой поверхность, образованная упрочняющим элементом, и поверхность, образованная твердым смазочным материалом, который прочно сцеплен с поверхностью термостойкого материала, представлены в смешанной форме. Соответственно, можно предотвратить опадание твердого смазочного материала с наружной поверхности, и поскольку сферический кольцевой уплотнительный элемент скользит по сопряженному элементу на гладкой поверхности, в которой твердый смазочный материал и упрочняющий элемент представлены в смешанной форме, можно в максимально возможной степени исключить возникновение ненормального шума трения.
В описанном твердом смазочном материале гексагональный нитрид бора обладает отличной смазывающей способностью, в частности, в диапазоне высоких температур и является основным компонентом, на долю которого приходится 70-85% по весу. Окись бора как таковая в составе компонентов не обладает смазывающей способностью, но содержащаяся в гексагональном нитриде бора окись бора выявляет смазывающую способность, присущую нитриду бора, и способствует ослаблению трения, в частности, в диапазоне высоких температур. Кроме того, ее содержание составляет 0,1-10% по весу, предпочтительно 3-5% по весу. Помимо этого, хотя гидратированная окись алюминия как таковая в составе компонентов не обладает смазывающей способностью, гидратированная окись алюминия улучшает сцепление твердого смазочного материала с поверхностью термостойкого материала, оказывает воздействие на образование прочного адгезивного слоя и выполняет функцию выявления смазывающей способности гексагонального нитрида бора путем улучшения скольжения между слоями пластинчатых кристаллов гексагонального нитрида бора. Более того, содержание гидратированной окиси алюминия составляет 5-20% по весу, предпочтительно 7-15% по весу. Если содержание гидратированной окиси алюминия составляет менее 5% по весу, она не влияет на улучшение упомянутого сцепления твердого смазочного материала, а если ее содержание превышает 20% по весу, водная дисперсия становится чрезмерно вязкой в процессе изготовления, что ухудшает сцепление при нанесении щеткой и т.п.
Гидратированная окись алюминия является соединением, имеющим композиционную формулу Al2O3·nH2O (в композиционной формуле 0
В упомянутом смазочном составе, содержащем 70-85% по весу гексагонального нитрида бора, 0,1-10% по весу окиси бора и 5-20% по весу гидратированной окиси алюминия, может содержаться политетрафторэтиленовая смола в количестве не более 200 весовых частей, предпочтительно 50-150 весовых частей, на 100 весовых частей смазочного состава. Политетрафторэтиленовая смола как таковая обладает низким коэффициентом трения, а содержащаяся в смазочном составе политетрафторэтиленовая смола улучшает коэффициент смазочного состава, придает низкий коэффициент трения твердому смазочному материалу, состоящему из смазочного состава, и способна в максимально возможной степени предотвращать возникновение ненормального шума трения, не вызывая прерывистое перемещение при трении с сопряженным элементом. Помимо этого, политетрафторэтиленовая смола обладает способностью улучшать пластичность смазочного состава во время формования под давлением. В результате может быть получен пленочный покровный слой.
В сферическом кольцевом основании и наружном слое сферического кольцевого уплотнительного элемента согласно изобретению на упрочняющий элемент из металлической проволочной сетки предпочтительно приходится 40-65% по весу. На смазочный состав и термостойкий материал, содержащий вспененный графит, приходится 35-60% по весу, при этом термостойкий материал и твердый смазочный материал в сферическом кольцевом основании и наружном слое имеют плотность 1,20-2,00 мг/м3. Помимо этого, на упрочняющий элемент из металлической проволочной сетки в наружном слое предпочтительно приходится 60-75% по весу, а на твердый смазочный материал и термостойкий материал, содержащий вспененный графит, приходится 25-40% по весу.
Если на упрочняющий элемент в сферическом кольцевом основании и наружном слое приходится более 65% по весу, а на термостойкий материал приходится менее 35% по весу, невозможно обеспечить эффективное уплотнение (заполнение) термостойким материалом множества бесконечно малых каналов (зазоров), образующихся вокруг упрочняющего элемента. Вследствие этого может происходить утечка выхлопных газов на ранней стадии, и даже при обеспечении эффективного уплотнения на всем протяжении бесконечно малых каналов такое уплотнение может быть нарушено на ранней стадии вследствие окислительной потери термостойкого материала под действием высоких температур, в результате чего будет происходить утечка выхлопных газов на ранней стадии. С другой стороны, если на упрочняющий элемент приходится менее 40% по весу, а на термостойкий материал приходится более 60% по весу, количество упрочняющего элемента в наружном слое и вблизи наружного слоя становится крайне малым. Вследствие этого невозможно обеспечить эффективное упрочнение термостойкого материала на наружной поверхности и вблизи наружной поверхности. В результате происходит заметное отслоение (опадание) термостойкого материала, и сложно рассчитывать на упрочняющее действие упрочняющего элемента.
Помимо этого, что касается термостойкого материала и твердого смазочного материала в сферическом кольцевом основании и наружном слое, если термостойкий материал имеет плотность менее 1,20 мг/м3, при длительном использовании может происходить утечка выхлопных газов. С другой стороны, если термостойкий материал имеет плотность более 2,00 мг/м3, часто может возникать ненормальный шум трения при трении с сопряженным элементом.
Следует отметить, что, поскольку в сферическом кольцевом уплотнительном элементе согласно изобретению наружный слой имеет открытую наружную поверхность, образованную упрочняющим элементом и твердым смазочным материалом, которые представлены в смешанной форме, можно обеспечить более плавным скользящий контакт сопряженным элементом, который находится в (скользящем) контакте с наружной поверхностью наружного слоя. Более того, поверхность, образованная твердым смазочным материалом на наружной поверхности, может удерживаться поверхностью, образованной упрочняющим элементом, и можно соответствующим образом осуществить перенос твердого смазочного материала с наружной поверхности наружного слоя на поверхность сопряженного элемента, а также соскабливание избытка твердого смазочного материала, перенесенного на поверхность сопряженного элемента. В результате можно обеспечить плавное скольжение на протяжении длительного времени, при этом не возникает ненормальный шум трения при скользящем контакте с сопряженным элементом.
Термостойкий материал в сферическом кольцевом уплотнительном элементе согласно изобретению может содержать вспененный графит и по меньшей мере 0,05-5,0% по весу пятиокиси фосфора или 1,0-16,0% по весу фосфата в качестве ингибитора окисления.
Термостойкий материал, содержащий вспененный графит и по меньшей мере пятиокись фосфора или фосфат в качестве ингибитора окисления, способен улучшать характеристики термостойкости и снижать окислительные потери самого сферического кольцевого уплотнительного элемента и позволяет использовать сферический кольцевой уплотнительный элемент в диапазоне высоких температур.
Способ изготовления сферического кольцевого уплотнительного элемента согласно изобретению, используемого в соединении выхлопной трубы и имеющего сферическое кольцевое основание, образованное цилиндрической внутренней поверхностью, частично выпуклой сферической поверхностью и имеющими стороны большого и малого диаметра кольцевыми торцевыми поверхностями частично выпуклой сферической поверхности, и наружный слой, выполненный за одно целое на частично выпуклой сферической поверхности сферического кольцевого основания, включает стадии, на которых: (а) изготавливают термостойкий листовой элемент, состоящий из вспененного графита; (б) изготавливают упрочняющий элемент из металлической проволочной сетки, полученный путем переплетения или сплетения тонкой металлической проволоки, накладывают упомянутый упрочняющий элемент на термостойкий листовой элемент, чтобы получить наложенную структуру, и свертывают наложенную структуры в цилиндрическую форму, чтобы получить трубчатое основание; (в) получают водную дисперсию, содержащую по меньшей мере порошковый гексагональный нитрид бора и порошковую окись бора, диспергированные в золе окиси алюминия, в котором частицы гидратированной окиси алюминия диспергированы в воде, содержащей кислоту в качестве дисперсной среды, и который имеет концентрацию ионов водорода от 2 до 3, при этом водная дисперсия содержит в качестве сухого вещества смазочный состав, содержащий по меньшей мере 70-85% по весу гексагонального нитрида бора, 0,1-10% по весу окиси бора и 5-20% по весу гидратированной окиси алюминия; (г) изготавливают другой термостойкий листовой элемент, покрывают одну поверхность другого термостойкого листового элемента водной дисперсией и высушивают ее, чтобы на поверхности термостойкого листового элемент образовался покровный слой твердого смазочного материала, содержащего по меньшей мере 70-85% по весу гексагонального нитрида бора, 0,1-10% по весу окиси бора и 5-20% по весу гидратированной окиси алюминия; (д) помещают термостойкий листовой элемент с нанесенным на ним покровным слоем между двух слоев, образованных металлической проволочной сеткой другого упрочняющего элемента из металлической проволочной сетки, полученной путем переплетения или сплетения тонкой металлической проволоки, подают упрочняющий элемент с термостойким листовым элементом, помещенным между слоями, образованными металлической проволочной сеткой, через зазор между парой цилиндрических роликов и сдавливают его, чтобы термостойкий листовой элемент и покровный слой твердого смазочного материала на лицевой стороне термостойкого листового элемент заполнили ячейки металлической проволочной сетки упрочняющего элемента, в результате чего получают образующий плоский наружный слой элемент, у которого поверхность, образованная упрочняющим элементом, и поверхность, образованная покровным слоем твердого смазочного материала, находятся на лицевой стороне в смешанной форме; (е) навивают образующий наружный слой элемент вокруг внешней периферийной поверхности трубчатого основания покровным слоем твердого смазочного материала наружу, чтобы получить цилиндрическую заготовку; и (ж) устанавливают цилиндрическую заготовку на внешнюю периферийную поверхность формовочного стержня, помещают стержень в форму и осуществляют формование под давлением цилиндрической заготовки в форме в направлении оси стержня, при этом образуется сферическое кольцевое основание, в котором термостойкий материал, содержащий вспененный графит, и упрочняющий элемент из металлической проволочной сетки сжаты и переплетены друг с другом для придания им структурной целостности, а термостойкий материал, содержащий вспененный графит, твердый смазочный материал, образованный смазочным составом, содержащим по меньшей мере 70-85% по весу гексагонального нитрида бора, 0,1-10% по весу окиси бора и 5-20% по весу гидратированной окиси алюминия, и упрочняющий элемент из металлической проволочной сетки были сжаты в наружном слое таким образом, что твердый смазочный материал и термостойкий материал заполняют ячейки металлической проволочной сетки упрочняющего элемента, твердый смазочный материал, термостойкий материал и упрочняющий элемент образуют целиком смешанную форму, а наружная поверхность наружного слоя превращена в гладкую поверхность, образованную упрочняющим элементом и твердым смазочным материалом, которые представлены в смешанной форме.
Согласно способу изготовления сферического кольцевого уплотнительного элемента согласно изобретению можно получить прочный покровный слой твердого смазочного материала, образованного смазочным составом, содержащим по меньшей мере 70-85% по весу гексагонального нитрида бора, 0,1-10% по весу окиси бора и 5-20% по весу гидратированной окиси алюминия на одной поверхности термостойкого листа. Помимо этого, поскольку этот покровный слой удерживается упрочняющим элементом из металлической проволочной сетки, наружная поверхность наружного слоя сферического кольцевого уплотнительного элемента может быть образована открытой поверхностью, образованной упрочняющим элементом и твердым смазочным материалом, которые представлены в смешанной форме. Таким образом, можно обеспечить более плавный скользящий контакт с сопряженным элементом, который находится в (скользящем) контакте с наружной поверхностью наружного слоя. Более того, поверхность, образованная твердым смазочным материалом на открытой поверхности, может удерживаться поверхностью, образованной упрочняющим элементом, и можно соответствующим образом осуществить перенос твердого смазочного материала на поверхность сопряженного элемента с наружной поверхности наружного слоя, а также соскабливание избытка пленки твердого смазочного материала, перенесенного на поверхность сопряженного элемента. В результате можно получить сферический кольцевой уплотнительный элемент, который способен обеспечивать плавное скольжение на протяжении длительного времени и в котором не возникает ненормальный шум трения при скользящем контакте с сопряженным элементом.
В одном из предпочтительных примеров способа изготовления сферического кольцевого уплотнительного элемента согласно изобретению в сферическом кольцевом основании и наружном слое содержится упрочняющий элемент из металлической проволочной сетки в количестве 40-65% по весу и твердый смазочный материал и термостойкий материал, содержащий вспененный графит, в количестве 35-65% по весу, при этом термостойкий материал и твердый смазочный материал в сферическом кольцевом основании и наружном слое имеют плотность 1,20-2,00 мг/м3. Помимо этого, в наружном слое содержится упрочняющий элемент из металлической проволочной сетки в количестве 60-75% по весу и твердый смазочный материал термостойкий материал, содержащий вспененный графит, в количестве 25-40% по весу.
Преимущества изобретения
В изобретении предложен сферический кольцевой уплотнительный элемент, который способен устранять утечку выхлопных газов, улучшать задерживание твердого смазочного материала на поверхности скольжения и исключать возникновение ненормального шума трения и который обладает стабильными характеристиками уплотнения, а также предложен способ его изготовления.
Предпочтительный способ осуществления изобретения
Далее следует более подробное описание настоящего изобретения и способа его осуществления со ссылкой на предпочтительные варианты осуществления, проиллюстрированные на чертежах. Следует отметить, что настоящее изобретение не ограничено этими вариантами осуществления.
Краткое описание чертежей
На фиг.1 показан вертикальный поперечный разрез сферического кольцевого уплотнительного элемента, изготовленного согласно одному из вариантов осуществления изобретения,
на фиг.2 показан частично увеличенный поясняющий вид сферического кольцевого уплотнительного элемента, показанного на фиг.1,
на фиг.3 показана схема, поясняющая способ получения упрочняющего элемента в процессе изготовления сферического кольцевого уплотнительного элемента согласно изобретению,
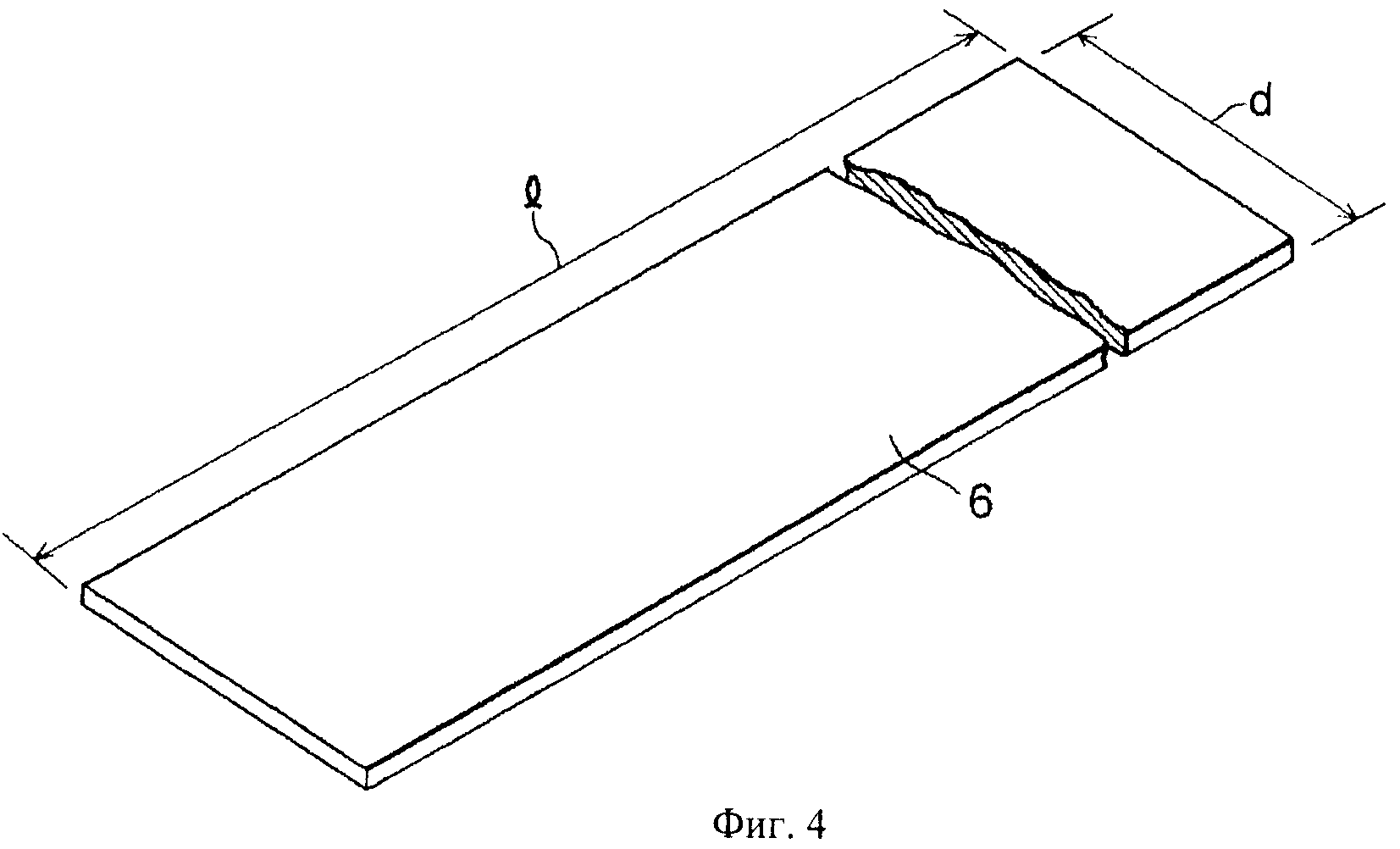
на фиг.4 показан вид в перспективе термостойкого материала в процессе изготовления сферического кольцевого уплотнительного элемента согласно изобретению,
на фиг.5 показан вид сверху, иллюстрирующий ячейки металлической проволочной сетки упрочняющего элемента,
на фиг.6 показан вид в перспективе наложенной структуры в процессе изготовления сферического кольцевого уплотнительного элемента согласно изобретению,
на фиг.7 показан вид сверху трубчатого основания в процессе изготовления сферического кольцевого уплотнительного элемента согласно изобретению,
на фиг.8 показан вертикальный поперечный разрез трубчатого основания, показанного на фиг.7,
на фиг.9 показан вид в перспективе термостойкого материала в процессе изготовления сферического кольцевого уплотнительного элемента согласно изобретению,
на фиг.10 показан поперечный разрез термостойкого материала с покровным слоем из твердого смазочного материала в процессе изготовления сферического кольцевого уплотнительного элемента согласно изобретению,
на фиг.11 показана схема, поясняющая первый способ получения формирующего наружный слой элемента в процессе изготовления сферического кольцевого уплотнительного элемента согласно изобретению,
на фиг.12 показана схема, поясняющая первый способ получения формирующего наружный слой элемента в процессе изготовления сферического кольцевого уплотнительного элемента согласно изобретению,
на фиг.13 показан вертикальный поперечный разрез формирующего наружный слой элемента, полученного первым способом в процессе изготовления сферического кольцевого уплотнительного элемента согласно изобретению,
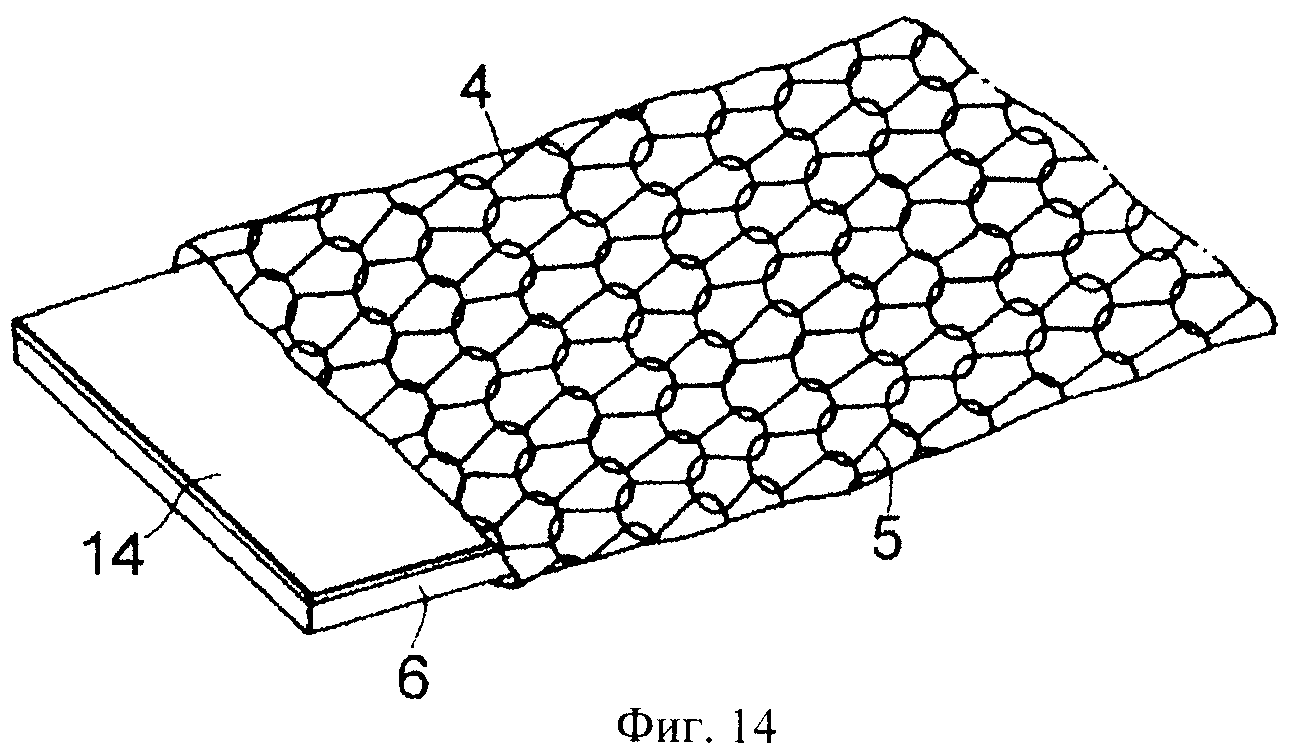
на фиг.14 показана схема, поясняющая второй способ получения формирующего наружный слой элемента в процессе изготовления сферического кольцевого уплотнительного элемента согласно изобретению,
на фиг.15 показана схема, поясняющая второй способ получения формирующего наружный слой элемента в процессе изготовления сферического кольцевого уплотнительного элемента согласно изобретению,
на фиг.16 показан вид сверху цилиндрической заготовки в процессе изготовления сферического кольцевого уплотнительного элемента согласно изобретению,
на фиг.17 показан вертикальный поперечный разрез, иллюстрирующий состояние, когда цилиндрическая заготовка вставлена в форму в процессе изготовления сферического кольцевого уплотнительного элемента согласно изобретению,
на фиг.18 показан вертикальный поперечный разрез сферического соединения выхлопной трубы с включенным в него сферическим кольцевым уплотнительным элементом согласно изобретению и
на фиг.19 показана поясняющая схема выхлопной системы двигателя.
Далее будут описаны составные компоненты сферического кольцевого уплотнительного элемента согласно изобретению и способ изготовления сферического кольцевого уплотнительного элемента.
Термостойкий листовой элемент
В процессе перемешивания концентрированной 98-процентной серной кислоты в нее добавляют 60-процентный водный раствор перекиси водорода в качестве окислителя и используют этот раствор в качестве реакционного раствора. Этот реакционный раствор охлаждают до температуры 10°С, добавляют в него порошок из натурального пластинчатого графита с размером частиц 30-80 мешей и осуществляют реакцию в течение 30 минут. После реакции отделяют окисленный графитовый порошок, подвергнутый вакуумной фильтрации, и дважды осуществляют очистку, в ходе которой окисленный графитовый порошок в течение 10 минут перемешивают в воде и затем подвергают вакуумной фильтрации, чтобы тем самым эффективно удалить из окисленного графитового порошка содержащуюся в нем серную кислоту. Затем окисленный графитовый порошок, из которого эффективно удалена серная кислота, сушат в течение 3 часов в сушильной печи, нагретой до температуры 110°С, и используют его в качестве окисленного графитового порошка.
Упомянутый окисленный графитовый порошок подвергают термической обработке (расширением) в течение 1-10 секунд при температуре 950-1200°С, чтобы получить пиролитические газы и тем самым частицы вспененного графита (с коэффициентом расширения 240-300), расширенные под давлением газа за счет расширяющих зазоров между слоями графита. Путем роликового профилирования этих частиц вспененного графита, которые загружают в двухроликовое устройство, между валками которого установлен желаемый зазор, получают лист вспененного графита желаемой толщины для использования в качестве термостойкого листового элемента I.
Термостойкие листовые элементы II и III
В процессе перемешивания упомянутого окисленного графитового порошка раствор, содержащий разбавленную метанолом по меньшей мере водную ортофосфорную кислоту с концентрацией 84% в качестве фосфорной кислоты или водный первичный фосфат алюминия с концентрацией 50% в качестве фосфата, путем распыления соединяют с окисленным графитным материалом и равномерно перемешивают, чтобы получить влажную смесь. Эту влажную смесь в течение 2 часов сушат в сушильной печи, нагретой до температуры 120°С. Затем высушенную смесь подвергают термической обработке (расширением) в течение 1-10 секунд при температуре 950-1200°С, чтобы получить пиролитические газы и тем самым частицы вспененного графита (с коэффициентом расширения 240-300), расширенные под давлением газа за счет расширяющих зазоров между слоями графита. В процессе этой обработки расширением ортофосфорная кислота в составе компонентов вступает в реакцию дегидратации с образованием пятиокиси фосфора и выделением воды, из структурной формулы первичного фосфата алюминия. Лист вспененного графита желаемой толщины изготавливают путем роликового профилирования этих частиц вспененного графита, который загружают в двухроликовое устройство, между валками которого установлен желаемый зазор, и используют листы вспененного графита в качестве термостойких листовых элементов II и III соответственно.
В изготовленном таким способом термостойком листовом элементе II содержится пятиокись фосфора или первичный фосфат алюминия, а в термостойком листовом элементе III содержится пятиокись фосфора и первичный фосфат алюминия. Вспененный графит, который содержит по меньшей мере фосфорную кислоту или фосфат, может использоваться при температуре, например, 500°С или в диапазоне температур выше 500°С за счет того, что улучшилась термостойкость самого вспененного графита, и он приобрел свойства ингибитора окисления.
В качестве применимой фосфорной кислоты помимо ортофосфорной кислоты можно упомянуть метафосфорную кислоту, полифосфорную кислоту, полиметафосфорную кислоту и т.п. В качестве фосфата помимо первичного фосфата алюминия можно упомянуть первичный фосфат лития, вторичный фосфат лития, первичный фосфат кальция, вторичный фосфат кальция, вторичный фосфат алюминия и т.п.
В качестве термостойких листовых элементов могут применяться листовые элементы с плотностью 1,0-1,15 мг/м3 или около этого и толщиной 0,3-0,6 мм или около этого.
Упрочняющий элемент
В качестве упрочняющего элемента используется металлическая проволочная сетка, которую изготавливают путем переплетения или сплетения одной или нескольких тонких металлических проволок, включая в качестве стальной проволоки проволоку из нержавеющей стали, изготовленную из аустенитных нержавеющих сталей SUS 304, SUS 310S и SUS 316, ферритной нержавеющей стали SUS 430, или стальную проволоку (JIS G 3532), или оцинкованную стальную проволоку (JIS G 3547) или в качестве проволоки на медной основе проволоку из медно-никелевого сплава, проволоку из медно-никель-цинкового сплава (мельхиора), латунную проволоку или проволоку из бериллиево-медного сплава.
Для изготовления металлической проволочной сетки используется тонкая металлическая проволока диаметром 0,28-3,2 мм или около этого. Что касается размеров ячеек (смотри фиг.5, на которой показана металлическая проволочная сетка в оплетке) металлической проволочной сетки сферического кольцевого основания из тонкой металлической проволоки упомянутого диаметра, может использоваться металлическая проволочная сетка с размером ячеек 4-6 мм по вертикали и 3-5 мм по горизонтали или около этого. Что касается размеров ячеек (смотри фиг.5) металлической проволочной сетки наружного слоя, может использоваться металлическая проволочная сетка с размером ячеек 2,5-3,5 мм по вертикали и 1,5-5 мм по горизонтали или около этого.
Твердый смазочный материал
Твердый смазочный материал образован смазочным составом, содержащим 70-85% по весу гексагонального нитрида бора (далее сокращенно - "h-BN"), 0,1-10% по весу окиси бора и 5-20% по весу гидратированной окиси алюминия, или смазочным составом, содержащим порошковую политетрафторэтиленовую смолу (далее сокращенно - "PTFE") в количестве не более 200 весовых частей, предпочтительно 50-150 весовых частей, на 100 весовых частей смазочного состава.
В процессе изготовления этот твердый смазочный материал представляет собой водную дисперсию, содержащую порошковый h-BN и порошковую окись бора, диспергированные в золе окиси алюминия, в котором частицы гидратированной окиси алюминия диспергированы в воде, содержащей кислоту в качестве дисперсной среды, и который имеет концентрацию ионов водорода (рН) от 2 до 3. Этот твердый смазочный материал используется в виде водной дисперсии, в которой в виде сухого вещества диспергировано 30-50% по весу смазочного состава, содержащего 70-85% по весу порошкового h-BN, 0,1-10% по весу окиси бора и 5-20% по весу гидратированной окиси алюминия. В качестве альтернативы, в этой водной дисперсии в виде сухого вещества диспергировано 30-50% по весу смазочного состава, содержащего 100 весовых частей смазочного состава, содержащего 70-85% по весу h-BN, 0,1-10% по весу окиси бора и 5-20% по весу гидратированной окиси алюминия и PTFE в количестве не более 200 весовых частей, предпочтительно 50-150 весовых частей. h-BN, окись бора и PTFE для получения водной дисперсии предпочтительно используются в виде максимально тонкоизмельченного порошка со средним размером частиц 10 (µm или менее, более предпочтительно 0,5 µм или менее.
Кислота, которая содержится в воде, служащей дисперсной средой для золя окиси алюминия в водной дисперсии, действует как дефлокулянт для стабилизации золя окиси алюминия. В качестве кислоты можно упомянуть неорганические кислоты, такие как соляная кислота, азотная кислота, серная кислота и сульфамидная кислота, но особо предпочтительной является азотная кислота.
Гидратированная окись алюминия для получения золя окиси алюминия в водной дисперсии является соединением, имеющим композиционную формулу Al2O3·nH2O (в композиционной формуле 0
Далее со ссылкой на чертежи будет описан способ изготовления сферического кольцевого уплотнительного элемента, состоящего из описанных выше составных компонентов.
Первый этап
Как показано на фиг.3, для изготовления металлической проволочной сетки 4 в форме ленты заданной ширины D через зазор между роликами 2 и 3 пропускают цилиндрическую металлическую проволочную сетку в оплетке 1 из сплетенной тонкой металлической проволоки диаметром 0,28-0,32, которой придана цилиндрическая форма и которая имеет размер ячеек 4-6 мм или около этого (по вертикали) и 3-5 мм около этого (по горизонтали) (смотри фиг.5). Металлическую проволочную сетку 4 в форме ленты разрезают на участки заданной длины L, чтобы получить упрочняющий элемент 5.
Второй этап
Как показано на фиг.4, получают термостойкий материал 6 (лист, состоящий из вспененного графита или вспененного графита, содержащего по меньшей мере фосфорную кислоту или фосфат), который имеет ширину d от 1,10×D до 2,10×D в пересчете на ширину D упрочняющего элемента 5, длину 1 от 1,30×L до 2,70×L в пересчете на длину L упрочняющего элемента 5, плотность 1-1,15 мг/м и толщину 0,3-0,6 мм.
Третий этап
Наложенную структуру 12, в которой термостойкий материал 6 и упрочняющий элемент 5 наложены друг на друга, получают следующим способом. Чтобы термостойкий материал 6 был целиком обнажен по меньшей мере на имеющей сторону большого диаметра кольцевой торцевой поверхности 31, которая является кольцевой торцевой поверхностью на одном осевом конце частично выпуклой сферической наружной поверхности 30 (смотри фиг.2) сферического кольцевого уплотнительного элемента 39 (смотри фиг.1), который будет описан далее, как показано на фиг.6, термостойкий материал 6 выполнен таким образом, что выступает по ширине на максимальное расстояние от 0,1×D до 0,8×D от поперечного конца 7 упрочняющего элемента 5, который становится имеющей сторону большого диаметра кольцевой торцевой поверхностью 31 частично выпуклой сферической наружной поверхности 30. Степень выступания δ1 по ширине термостойкого материала 6 от конца 7 становится больше степени его выступания δ2 по ширине от другого поперечного конца 8 упрочняющего элемента 5, который становится имеющей сторону малого диаметра кольцевой торцевой поверхностью 32 частично выпуклой сферической наружной поверхности 30. Термостойкий материал 6 также выполнен таким образом, что выступает по длине на максимальное расстояние от 0,3×L до 1,7×L от одного продольного конца 9 упрочняющего элемента 5. Другой продольный конец 10 упрочняющего элемента 5 и продольный конец 11 термостойкого материала 6, соответствующий концу 10, согласованы друг с другом.
Четвертый этап
Как показано на фиг.7, наложенная структура 12 сложена в спираль термостойким материалом 6 внутрь, за счет чего термостойкий материал 6 свернут в еще один виток для создания трубчатого основания 13, в котором термостойкий материал 6 обнажен как с внутренней периферийной стороны, так и внешней периферийной стороны. Заранее изготавливают термостойкий материал 6, имеющий длину 1 от 1,30×L до 2,70×L в пересчете на длину L упрочняющего элемента 5, чтобы число витков термостойкого материала 6 в трубчатом основании 13 превышало число витков упрочняющего элемента 5. Как показано на фиг.8, в трубчатом основании 13 термостойкий материал 6 с одного поперечного конца выступает по ширине на δ1 от одного конца 7 упрочняющего элемента 5, а с другого поперечного конца выступает по ширине на δ2 от другого конца 8 упрочняющего элемента 5.
Пятый этап
Отдельно получают другой термостойкий материал 6, который сходен с описанным выше термостойким материалом 6 и имеет меньшую ширину d, чем ширина D упрочняющего элемента 5, и длину 1, позволяющую получить один виток трубчатого основания 13, как показано на фиг.9.
Шестой этап
Получают водную дисперсию, содержащую порошковый h-BN и порошковую окись бора, диспергированные в золе окиси алюминия, содержащем гидратированную окись алюминия, диспергированную в воде, служащую дисперсной средой, содержащей азотную кислоту, действующую как дефлокулянт, и который имеет концентрацию ионов водорода (рН) от 2 до 3. В этой водной дисперсии в качестве сухого вещества диспергировано 30-50% по весу смазочного состава, содержащего 70-85% по весу h-BN, 0,1-10% по весу окиси бора и 5-20% по весу гидратированной окиси. В качестве альтернативы, в этой водной дисперсии в качестве сухого вещества диспергировано 30-50% по весу смазочного состава, содержащего 70-85% по весу h-BN, 0,1-10% по весу окиси бора, 5-20% по весу гидратированной окиси алюминия и порошковый PTFE в количестве не более 200 весовых частей, предпочтительно 50-150 весовых частей, на 100 весовых частей смазочного состава.
На одну поверхность термостойкого материала 6, показанного на упомянутой выше фиг.9 путем нанесения щеткой, нанесения валиком, распыления и т.п. наносят водную дисперсию (21-25,5% по весу h-BN, 0,03-3% по весу окиси бора, 1,5-6% по весу гидратированной окиси алюминия и 70% по весу воды), в которой в качестве сухого вещества диспергировано 30% по весу смазочного состава, содержащего 70-85% по весу h-BN, 0,1-10% по весу нитрида бора и 5-20% по весу гидратированной окиси алюминия. Затем это покрытие сушат, чтобы получить покровный слой 14 твердого смазочного материала, образованного этим смазочным составом, как показано на фиг.10.
В качестве альтернативы, на одну поверхность термостойкого материала 6 путем нанесения щеткой, нанесения валиком, распыления и т.п. наносят водную дисперсию (7-17% по весу h-BN, 0,009-2% по весу окиси бора, 0,5-4% по весу гидратированной окиси алюминия, 10-20% по весу PTFE и 70% по весу воды). В этой водной дисперсии в качестве сухого вещества диспергировано 30% по весу смазочного состава, содержащего 70-85% по весу h-BN, 0,1-10% по весу окиси бора, 5-20% по весу гидратированной окиси алюминия и порошковый PTFE в количестве не более 200 весовых частей, предпочтительно 50-150 весовых частей, на 100 весовых частей смазочного состава, т.е. смазочный состав, содержащий 23,3-56,7% по весу h-BN, 0,03-6,7% по весу окиси бора, 1,7-13,3% по весу гидратированной окиси алюминия и 33,3-66,7% по весу PTFE. Затем покрытие сушат, чтобы получить покровный слой 14 твердого смазочного материала, образованного этим смазочным составом.
Седьмой этап
Первый способ
Как показано на фиг.11-13, термостойкий материал 6 с покровным слоем 14 твердого смазочного материала последовательно вводят (смотри фиг.11) в упрочняющий элемент 5 наружного слоя, образованного цилиндрической металлической проволочной сеткой в оплетке, которую изготавливают путем последовательного сплетения тонкой металлической проволоки диаметром 0,28-0,32 мм на сеткоплетельной машине. Упрочняющий элемент 5 с введенным в него термостойким материалом 6 пропускают стороной начала введения вперед через зазор Δ1 между парой цилиндрических роликов 15 и 16 с гладкими цилиндрическими внешними периферийными поверхностями, которые сдавливают его (смотри фиг.12) по толщине термостойкого материала 6 для придания выполненной за одно целое формы, чтобы термостойкий материал 6 и покровный слой 14 твердого смазочного материала на лицевой стороне термостойкого материала 6 заполнили ячейки металлической проволочной сетки упрочняющего элемента 5 наружного слоя. В результате получают образующий плоский наружный слой элемент 19, у которого поверхность 17, образованная упрочняющим элементом 5 наружного слоя, и поверхность 18, образованная твердым смазочным материалом, находятся на его лицевой стороне в смешанной форме.
Второй способ
Отдельно получают упрочняющий элемент 5, образованный металлической проволочной сеткой 4 в форме ленты, который описан выше применительно к первому этапу. Как показано на фиг.14, термостойкий материал 6 с покровным слоем 14 твердого смазочного материала вводят в упрочняющий элемент 5 наружного слоя, образованный металлической проволочной сеткой 4 в форме ленты. Полученное сочетание пропускают через зазор Δ1 между роликами 15 и 16, как показано на фиг.15, которые сдавливают его по толщине термостойкого материала 6 для придания выполненной за одно целое формы, чтобы термостойкий материал 6 и покровный слой 14 твердого смазочного материала на лицевой стороне термостойкого материала 6 заполнили ячейки металлической проволочной сетки упрочняющего элемента 5 наружного слоя. В результате получают образующий плоский наружный слой элемент 19, у которого поверхность 17, образованная упрочняющим элементом 5 наружного слоя, и поверхность 18, образованная твердым смазочным материалом, находятся на его лицевой стороне в смешанной форме.
Третий способ
В качестве плетеной металлической проволочной сетки используют простую плетеную металлическую проволочную сетку, которую изготавливают путем сплетения тонкой металлической проволоки диаметром 0,28-0,32 мм. Упрочняющий элемент 5 наружного слоя, образованный этой простой плетеной металлической проволочной сеткой, разрезают на куски заданной длины и ширины, чтобы получить упрочняющие элементы 5. Между двумя упрочняющими элементами 5 наружного слоя вводят термостойкий материал 6 с покровным слоем 14 твердого смазочного материала и это сочетание пропускают через зазор Δ1 между парой цилиндрических роликов 15 и 16, которые сдавливают его по толщине термостойкого материала 6 для придания выполненной за одно целое формы, чтобы термостойкий материал 6 и покровный слой 14 твердого смазочного материала на лицевой стороне термостойкого материала 6 заполнили ячейки металлической проволочной сетки упрочняющего элемента 5 наружного слоя. В результате получают образующий плоский наружный слой элемент 19, у которого поверхность 17, образованная упрочняющим элементом 5 наружного слоя, и поверхность 18, образованная твердым смазочным материалом, находятся на его лицевой стороне в смешанной форме.
В описанных выше первом, втором и третьем способах приемлемая величина зазора Δ1 между парой цилиндрических роликов 15 и 16 составляет 0,4-0,6 или около этого.
Восьмой этап
Полученный таким способом образующий наружный слой элемент 19 навивают вокруг внешней периферийной поверхности трубчатого основания 13 покровным слоем 14 наружу, чтобы получить цилиндрическую заготовку 20, как показано на фиг.16.
Девятый этап
Как показано на фиг.17, используют форму 27, которая имеет внутреннюю поверхность в виде внутренней цилиндрической поверхности 21 стенки, частично вогнутую внутреннюю сферическую поверхность 22 стенки, отходящую от внутренней цилиндрической поверхности 21 стенки, и сквозное отверстие 23, отходящее от частично вогнутой внутренней сферической поверхности 22 стенки, и у которой полая цилиндрическая часть 25 и полая сферическая кольцевая часть 26, отходящая от полой цилиндрической части 25, выполнены в виде ступенчатого стержня 24, вставленного в сквозное отверстие 23. Затем цилиндрическую заготовку 20 насаживают на ступенчатый стержень 24 формы 27.
Цилиндрическую заготовку 20, находящуюся в полой цилиндрической части 25 и полой сферической кольцевой части 26 формы 27, подвергают формованию под давлением 98-294 Н/нм2 (1-3 тонн/см2) в направлении оси стержня. Таким образом, как показано на фиг.1 и 2, изготавливают сферический кольцевой уплотнительный элемент 35, имеющий сферическое кольцевое основание 33 со сквозным отверстием 28, образованное цилиндрической внутренней поверхностью 29, частично выпуклую сферическую поверхность 30 и имеющие стороны большого и малого диаметра кольцевые торцевые поверхности 31 и 32 частично выпуклой сферической поверхности 30, а также наружный слой 34, выполненный за одно целое на частично выпуклой сферической поверхности 30 сферического кольцевого основания 33.
Путем формования под давлением сферическому кольцевому основанию 33 придается структурная целостность за счет того, что термостойкий материал 6 и упрочняющий элемент 5 сжимают и переплетают друг с другом. Что касается наружного слоя 34, термостойкий материал 6, твердый смазочный материал, образованный смазочным составом, и упрочняющий элемент 5 из металлической проволочной сетки сжимают таким образом, что твердый смазочный материал и термостойкий материал 6 заполняют ячейки металлической проволочной сетки упрочняющего элемента 5, а твердый смазочный материал, термостойкий материал 6 и упрочняющий элемент 5 в целом образуют смешанную форму. Наружная поверхность 36 наружного слоя 34 превращена в гладкую поверхность 39, у которой поверхность 37, образованная упрочняющим элементом 5, и поверхность 38, образованная твердым смазочным материалом, представлены в смешанной форме.
На упрочняющий элемент 5 из металлической проволочной сетки в сферическом кольцевом основании 33 и наружном слое 34 готового сферического кольцевого уплотнительного элемента 35 приходится 40-65% по весу, а на твердый смазочный материал и термостойкий материал 6, содержащий вспененный графит, приходится 35-60% по весу, при этом термостойкий материал 6 и твердый смазочный материал в сферическом кольцевом основании 33 и наружном слое 34 имеют плотность 1,20-2,00 мг/м3.
Помимо этого, что касается только наружного слоя 34, на упрочняющий элемент 5 из металлической проволочной сетки приходится 60-75% по весу, а на твердый смазочный материал и термостойкий материал 6, содержащий вспененный графит, приходится 25-40% по весу.
Если на упомянутом выше четвертом этапе трубчатое основание 13 изготавливают путем свертывания в спираль наложенной структуры 12 упрочняющим элементом 5 из металлической проволочной сетки 4 в форме ленты внутрь, а не ее свертывания в спираль термостойким материалом 6 внутрь, может быть изготовлен сферический кольцевой уплотнительный элемент 35, у которого упрочняющий элемент 5 из металлической проволочной сетки находится на цилиндрической внутренней поверхности 29 сферического кольцевого основания 33.
Сферический кольцевой уплотнительный элемент 35 используют путем включения в сферическое соединение выхлопной трубы, показанное на фиг.18. Иными словами, показанное на фиг.18 сферическое соединение выхлопной трубы имеет фланец 200, вертикально расположенный на внешней периферийной поверхности расположенной с входной стороны выхлопной трубы 100, которая соединена с двигателем и имеет конец 101. Сферический кольцевой уплотнительный элемент 35 насаживают на конец 101 трубы, имеющий цилиндрическую внутреннюю поверхность 29, образующую сквозное отверстие 28, и уплотняют с помощью его имеющей сторону большого диаметра кольцевой торцевой поверхности 31, упирающейся во фланец 200. К расположенной с выходной стороны выхлопной трубе 300, торец которой обращен к торцу расположенной с входной стороны выхлопной трубы 100 и которая соединена с глушителем, прикреплена коническая часть 301, в целом имеющая часть 302 с вогнутой сферической поверхностью и фланцевую часть 303, соединенную с частью 302 с вогнутой сферической поверхностью. Внутренняя поверхность 304 части 302 с вогнутой сферической поверхностью находится в скользящем контакте с гладкой поверхностью 39, у которой поверхность 37, образованная упрочняющим элементом 5, и поверхность 38, образованная твердым смазочным материалом, расположенные на наружной поверхности 36 наружного слоя 34 сферического кольцевого уплотнительного элемента 35, представлены в смешанной форме.
В показанном на фиг.18 сферическом соединении выхлопной трубы расположенная с выходной стороны выхлопная труба 300 постоянно упруго прижата к расположенной с входной стороны выхлопной трубе 100 с помощью пары болтов 400, один конец каждого из которых прикреплен к фланцу 200, а другой конец вставлен во фланцевую часть 303 конической части 301, и с помощью пары цилиндрических пружин 500, каждая из которых расположена между расширенной головкой болта 400 и фланцевой частью 303. Сферическое соединение выхлопной трубы выполнено таким образом, что за счет скользящего контакта между гладкой поверхностью 39, служащей поверхностью скольжения наружного слоя 34 сферического кольцевого уплотнительного элемента 35, и внутренней поверхностью 304 части 302 с вогнутой сферической поверхностью конической части 301 на конце расположенной с выходной стороны выхлопной трубы 300 допускаются относительные угловые перемещения расположенных с входной и выходной сторон выхлопных труб 100 и 300.
Примеры
Пример 1
В качестве тонкой металлической проволоки использовали одну аустенитную проволоку из нержавеющей стали (SUS 304) диаметром 0,28 мм, из которой изготовили цилиндрическую металлическую проволочную сетку в оплетке с размером ячеек 4 мм (по вертикали) и 5 мм (по горизонтали), которую пропустили между парой роликов, чтобы получить металлическую проволочную сетку в форме ленты. Изготовленную таким способом металлическую проволочную сетку использовали в качестве упрочняющего элемента сферического кольцевого основания. В качестве термостойкого материала использовали лист вспененного графита, содержащего 4,0% по весу первичного фосфата алюминия и имеющего плотность 1,12 мг/м3 и толщину 0,4 мм. После того как термостойкий листовой элемент свернули в спираль из одного витка, на внутреннюю сторону термостойкого материала наложили упрочняющий элемент и свернули наложенную структуру в спираль, чтобы получить трубчатое основание, у которого термостойкий материал находится на наиболее удаленной от центра окружности. У этого трубчатого основания противолежащие по ширине концевые части термостойкого материала соответственно выступают (выдаются) по ширине из упрочняющего элемента.
Из одной тонкой металлической проволоки, сходной с описанной выше проволокой, изготовили цилиндрическую металлическую проволочную сетку в оплетке с размером ячеек 3,5 мм (по вертикали) и 1,5 мм (по горизонтали), которую пропустили между парой роликов, чтобы получить металлическую проволочную сетку в форме ленты. Эту металлическую проволочную сетку в форме ленты использовали в качестве упрочняющего элемента наружного слоя.
Из термостойкого материала, сходного с описанным выше термостойким материалом, отдельно получили термостойкий материал меньшей ширины, чем у металлической проволочной сетки в форме ленты упрочняющего элемента наружного слоя.
Получили золь окиси алюминия, которая в качестве гидратированной окиси алюминия содержала бемит (моногидрат окиси алюминия: Al2O3·Н2О), диспергированный в воде, служащей дисперсной средой, содержащей азотную кислоту, действующую как дефлокулянт, и имела концентрацию ионов водорода (рН) 2. Затем получили водную дисперсию (24,9% по весу h-BN, 1,2% по весу окиси бора, 3,9% по весу бемита и 70% по весу воды и азотной кислоты), которая представляла собой водную дисперсию, содержащую порошковый h-BN и порошковую окись бора, диспергированные в золе окиси алюминия, и в которой в виде сухого вещества диспергировано 30% по весу смазочного состава, содержащего 83% по весу порошкового h-BN, 4% по весу порошкового нитрида бора и 13% по весу бемита.
Упомянутую водную дисперсию с помощью щетки трижды нанесли на одну поверхность упомянутого отдельно полученного термостойкого материала и высушили, чтобы получить покровный слой (83% по весу of h-BN, 4% по весу окиси бора и 13% по весу бемита) твердого смазочного материала, образованного этим смазочным составом.
Термостойкий материал с покровным слоем твердого смазочного материала ввели в металлическую проволочную сетку в форме ленты, т.е. упрочняющий элемент наружного слоя в сборе пропустили между парой роликов для придания единой формы таким образом, что термостойкий материал и покровный слой твердого смазочного материала на лицевой стороне термостойкого материала заполнили ячейки металлической проволочной сетки упрочняющего элемента. В результате получили образующий плоский наружный слой элемент, у которого поверхность, образованная упрочняющим элементом, и поверхность, образованная твердым смазочным материалом, находятся на его лицевой стороне в смешанной форме.
Этот образующий наружный слой элемент навили вокруг внешней периферийной поверхности упомянутого трубчатого основания поверхностью покровного слоя наружу, в результате чего получили цилиндрическую заготовку. Эту цилиндрическую заготовку насадили на ступенчатый стержень формы, показанной на фиг.17, и поместили в полую часть формы.
Цилиндрическую заготовку, помещенную в полую часть формы, подвергли формованию под давлением 294 Н/мм2 (3 тонн/см2) в направлении оси стержня. В результате получили сферический кольцевой уплотнительный элемент, имеющий сферическое кольцевое основание со сквозным отверстием в его центральной части и образованный цилиндрической внутренней поверхностью и имеющими стороны большого и малого диаметра кольцевыми торцевыми поверхностями частично выпуклой сферической поверхности, а также содержащий наружный слой, выполненный за одно целое на частично выпуклой сферической поверхности сферического кольцевого основания.
Путем формования под давлением сферическому кольцевому основанию была придана структурная целостность за счет того, что термостойкий материал и упрочняющий элемент сферического кольцевого основания из металлической проволочной сетки были сжаты и переплетены друг с другом. В результате получили сферическое кольцевое основание, имеющее упрочняющий элемент из сжатой металлической проволочной сетки, а также содержащее термостойкий материал, который образован вспененным графитом, заполняющим ячейки упрочняющего элемента, и сжат так, чтобы образовать единое целое с упрочняющим элементом в смешанной форме. Что касается наружного слоя, термостойкий материал, твердый смазочный материал, образованный смазочным составом, содержащим 83% по весу h-BN, 4% по весу окиси бора и 13% по весу бемита, и упрочняющий элемент наружного слоя из металлической проволочной сетки были сжаты с тем, чтобы твердый смазочный материал и термостойкий материал заполнили ячейки металлической проволочной сетки упрочняющего элемента, и твердый смазочный материал, термостойкий материал и упрочняющий элемент образовали единое целое в смешанной форме. Наружная поверхность этого наружного слоя превращена в гладкую поверхность, образованную упрочняющим элементом и твердым смазочным материалом, которые представлены в смешанной форме.
В сферическом кольцевом основании и наружном слое изготовленного сферического кольцевого уплотнительного элемента на упрочняющие элементы сферического кольцевого основания и наружного слоя из металлической проволочной сетки приходится 51,5% по весу, а на твердый смазочный материал и термостойкий материал, содержащий вспененный графит, приходится 48,5% по весу, при этом плотность термостойкого материала и твердого смазочного материала в сферическом кольцевом основании и наружном слое составляет 1,60 мг/м3. Помимо этого, на упрочняющий элемент наружного слоя из металлической проволочной сетки приходится 65,8% по весу, а на твердый смазочный материал и термостойкий материал, содержащий вспененный графит, приходится 34,2% по весу.
Пример 2
В качестве тонкой металлической проволоки использовали две аустенитные проволоки из нержавеющей стали, сходные с проволоками из описанного выше Примера 1 и имевшие диаметр 0,28 мм, из которых изготовили цилиндрическую металлическую проволочную сетку в оплетке с размером ячеек 4 мм (по вертикали) и 5 мм (по горизонтали), которую пропустили между парой роликов, чтобы получить металлическую проволочную сетку в форме ленты. Изготовленную таким способом металлическую проволочную сетку использовали в качестве упрочняющего элемента сферического кольцевого основания. В качестве термостойкого материала использовали лист вспененного графита, сходный с листом из описанного выше Примера 1. После того как термостойкий листовой элемент свернули в спираль из одного витка, на внутреннюю сторону термостойкого материала наложили упрочняющий элемент и свернули наложенную структуру в спираль, у которого термостойкий материал находится на наиболее удаленной от центра окружности. У этого трубчатого основания противолежащие по ширине концевые части термостойкого материала соответственно выступают (выдаются) по ширине из упрочняющего элемента.
Из одной тонкой металлической проволоки, сходной с описанной выше проволокой, изготовили цилиндрическую металлическую проволочную сетку в оплетке с размером ячеек 3,5 мм (по вертикали) и 2,5 мм (по горизонтали), которую пропустили между парой роликов, чтобы получить металлическую проволочную сетку в форме ленты. Эту металлическую проволочную сетку в форме ленты использовали в качестве упрочняющего элемента наружного слоя.
Из термостойкого материала, сходного с описанным выше термостойким материалом, отдельно получили термостойкий материал меньшей ширины, чем у металлической проволочной сетки в форме ленты упрочняющего элемента наружного слоя.
Получили золь окиси алюминия, которая в качестве гидратированной окиси алюминия содержала бемит (моногидрат окиси алюминия: Al2O3·Н2О), диспергированный в воде, служащей дисперсной средой, содержащей азотную кислоту, действующую как дефлокулянт, и имела концентрацию ионов водорода (рН) 2. Затем получили водную дисперсию (24,9% по весу h-BN, 1,2% по весу окиси бора, 3,9% по весу бемита и 70% по весу воды и азотной кислоты), которая представляла собой водную дисперсию, в которой в золе окиси алюминия диспергированы порошковый h-BN и порошковая окись бора и в которой в качестве сухого вещества диспергировано 30% по весу смазочного состава, содержащего 83% по весу порошкового h-BN, 4% по весу порошкового нитрида бора и 13% по весу бемита. Кроме того, получили водную дисперсию (60% по весу PTFE и 40% по весу воды и поверхностно-активного вещества), в которой в качестве сухого вещества содержалось 60% по весу порошкового PTFE. Эти водные дисперсии смешали, чтобы получить водную дисперсию, в которой в качестве сухого вещества диспергирован смазочный состав, содержащий 27,7% по весу h-BN, 66,7% по весу PTFE, 1,3% по весу окиси бора и 4,3% по весу бемита.
На одну поверхность упомянутого полученного отдельно термостойкого материала щеткой нанесли водную дисперсию (13,9% по весу h-BN, 33,3% по весу PTFE, 0,6% по весу окиси бора, 2,2% по весу бемита и 50% по весу воды, азотной кислоты и поверхностно-активного вещества), в которой в качестве сухого вещества диспергировано 50% по весу смазочного состава, содержащего 27,7% по весу h-BN, 66,7% по весу PTFE, 1,3% по весу окиси бора и 4,3% по весу бемита, и высушили. Эту операцию повторили три раза, чтобы получить покровный слой (27,7% по весу h-BN, 66,7% по весу PTFE, 1,3% по весу окиси бора и 4,3% по весу бемита) твердого смазочного материала, образованного этим смазочным составом.
Термостойкий материал с покровным слоем твердого смазочного материала ввели в металлическую проволочную сетку в форме ленты, т.е. упрочняющий элемент наружного слоя в сборе пропустили между парой роликов для придания единой формы таким образом, что термостойкий материал и покровный слой твердого смазочного материала на лицевой стороне термостойкого материала заполнили ячейки металлической проволочной сетки упрочняющего элемента. В результате получили образующий плоский наружный слой элемент, у которого поверхность, образованная упрочняющим элементом, и поверхность, образованная твердым смазочным материалом, находятся на его лицевой стороне в смешанной форме.
После этого таким же способом, как и в описанном выше Примере 1, получили сферический кольцевой уплотнительный элемент, имеющий сферическое кольцевое основание со сквозным отверстием в его центральной части и образованный цилиндрической внутренней поверхностью, частично выпуклой сферической поверхностью и имеющими стороны большого и малого диаметра кольцевыми торцевыми поверхностями частично выпуклой сферической поверхности, а также содержащий наружный слой, выполненный за одно целое на частично выпуклой сферической поверхности сферического кольцевого основания.
Путем формования под давлением сферическому кольцевому основанию была придана структурная целостность за счет того, что термостойкий материал и упрочняющий элемент сферического кольцевого основания из металлической проволочной сетки были сжаты и переплетены друг с другом. В результате получили сферическое кольцевое основание, имеющее упрочняющий элемент из сжатой металлической проволочной сетки, а также содержащее термостойкий материал, который образован вспененным графитом, заполняющим ячейки упрочняющего элемента, и сжат так, чтобы образовать единое целое с упрочняющим элементом в смешанной форме. Что касается наружного слоя, термостойкий материал, твердый смазочный материал, образованный смазочным составом, содержащим 27,7% по весу h-BN, 66,7% по весу PTFE, 1,3% по весу окиси бора и 4,3% по весу бемита, и упрочняющий элемент наружного слоя из металлической проволочной сетки были сжаты с тем, чтобы твердый смазочный материал и термостойкий материал заполнили ячейки металлической проволочной сетки упрочняющего элемента, и твердый смазочный материал, термостойкий материал и упрочняющий элемент образовали единое целое в смешанной форме. Наружная поверхность этого наружного слоя превращена в гладкую поверхность, образованную упрочняющим элементом и твердым смазочным материалом, которые представлены в смешанной форме.
В сферическом кольцевом основании и наружном слое изготовленного сферического кольцевого уплотнительного элемента на упрочняющие элементы сферического кольцевого основания и наружного слоя из металлической проволочной сетки приходится 56,3% по весу, а на твердый смазочный материал и термостойкий материал, содержащий вспененный графит, приходится 43,7% по весу, при этом плотность термостойкого материала и твердого смазочного материала в сферическом кольцевом основании и наружном слое составляет 1,72 мг/м3. Помимо этого, на упрочняющий элемент наружного слоя из металлической проволочной сетки приходится 66,0% по весу, а на твердый смазочный материал и термостойкий материал, содержащий вспененный графит, приходится 34,0% по весу.
Пример 3
С использованием таких же материалов и способа, как в описанном выше Примере 1, изготовили трубчатое основание. У этого трубчатого основания противолежащие по ширине концевые части термостойкого материала соответственно выступают (выдаются) по ширине из упрочняющего элемента.
Изготовили металлическую проволочную сетку в форме ленты таким же способом, как в описанном выше Примере 1, и использовали эту металлическую проволочную сетку в форме ленты в качестве упрочняющего элемента наружного слоя.
Из термостойкого материала, сходного с описанным выше термостойким материалом, отдельно получили термостойкий материал меньшей ширины, чем у металлической проволочной сетки в форме ленты упрочняющего элемента наружного слоя.
Получили золь окиси алюминия, сходный с золем из описанного выше Примера 1. Затем получили водную дисперсию (41,5% по весу h-BN, 2% по весу окиси бора, 6,5% по весу бемита и 50% по весу воды и азотной кислоты), которая представляла собой водную дисперсию, в которой в золе окиси алюминия диспергированы порошковый h-BN и порошковая окись бора и в которой в качестве сухого вещества диспергировано 50% по весу смазочного состава, содержащего 83% по весу порошкового h-BN, 4% по весу порошкового нитрида бора и 13% по весу бемита. Кроме того, получили водную дисперсию (50% по весу PTFE и 50% по весу воды и поверхностно-активного вещества), в которой в качестве сухого вещества содержалось 50% по весу порошкового PTFE. Эти водные дисперсии смешали, чтобы получить водную дисперсию, в которой в качестве сухого вещества диспергирован смазочный состав, содержащий 41,5% по весу h-BN, 50,0% по весу PTFE, 2,0% по весу окиси бора и 6,5% по весу бемита.
На одну поверхность упомянутого полученного отдельно термостойкого материала щеткой нанесли водную дисперсию (20,7% по весу h-BN, 25,0% по весу PTFE, 1,0% по весу окиси бора, 3,3% по весу бемита и 50% по весу воды, азотной кислоты и поверхностно-активного вещества), в которой в качестве сухого вещества диспергировано 50% по весу смазочного состава, содержащего 41,5% по весу h-BN, 50,0% по весу PTFE, 2,0% по весу окиси бора и 6,5% по весу бемита, и высушили. Эту операцию повторили три раза, чтобы получить покровный слой (41,5% по весу h-BN, 50,0% по весу PTFE, 2,0% по весу окиси бора и 6,5% по весу бемита) твердого смазочного материала, образованного этим смазочным составом.
Термостойкий материал с покровным слоем твердого смазочного материала ввели в металлическую проволочную сетку в форме ленты, т.е. упрочняющий элемент наружного слоя в сборе пропустили между парой роликов для придания единой формы таким образом, что термостойкий материал и покровный слой твердого смазочного материала на лицевой стороне термостойкого материала заполнили ячейки металлической проволочной сетки упрочняющего элемента. В результате получили образующий плоский наружный слой элемент, у которого поверхность, образованная упрочняющим элементом, и поверхность, образованная твердым смазочным материалом, находятся на его лицевой стороне в смешанной форме.
После этого таким же способом, как и в описанном выше Примере 1, получили сферический кольцевой уплотнительный элемент, имеющий сферическое кольцевое основание со сквозным отверстием в его центральной части и образованный цилиндрической внутренней поверхностью, частично выпуклой сферической поверхностью и имеющими стороны большого и малого диаметра кольцевыми торцевыми поверхностями частично выпуклой сферической поверхности, а также содержащий наружный слой, выполненный за одно целое на частично выпуклой сферической поверхности сферического кольцевого основания.
Путем формования под давлением сферическому кольцевому основанию была придана структурная целостность за счет того, что термостойкий материал и упрочняющий элемент сферического кольцевого основания из металлической проволочной сетки были сжаты и переплетены друг с другом. В результате получили сферическое кольцевое основание, имеющее упрочняющий элемент из сжатой металлической проволочной сетки, а также содержащее термостойкий материал, который образован вспененным графитом, заполняющим ячейки упрочняющего элемента, и сжат так, чтобы образовать единое целое с упрочняющим элементом в смешанной форме. Что касается наружного слоя, термостойкий материал, твердый смазочный материал, образованный смазочным составом, содержащим 41,5% по весу h-BN, 50,0% по весу PTFE, 2,0% по весу окиси бора и 6,5% по весу бемита, и упрочняющий элемент наружного слоя из металлической проволочной сетки были сжаты с тем, чтобы твердый смазочный материал и термостойкий материал заполнили ячейки металлической проволочной сетки упрочняющего элемента, и твердый смазочный материал, термостойкий материал и упрочняющий элемент образовали единое целое в смешанной форме. Наружная поверхность этого наружного слоя превращена в гладкую поверхность, образованную упрочняющим элементом и твердым смазочным материалом, которые представлены в смешанной форме.
В сферическом кольцевом основании и наружном слое изготовленного сферического кольцевого уплотнительного элемента на упрочняющие элементы сферического кольцевого основания и наружного слоя из металлической проволочной сетки приходится 56,0% по весу, а на твердый смазочный материал и термостойкий материал, содержащий вспененный графит, приходится 44,0% по весу, при этом плотность термостойкого материала и твердого смазочного материала в сферическом кольцевом основании и наружном слое составляет 1,61 мг/м3. Помимо этого, на упрочняющий элемент наружного слоя из металлической проволочной сетки приходится 64,0% по весу, а на твердый смазочный материал и термостойкий материал, содержащий вспененный графит, приходится 36,0% по весу.
Пример 4
С использованием таких же материалов и способа, как в описанном выше Примере 1, изготовили трубчатое основание. У этого трубчатого основания противолежащие по ширине концевые части термостойкого материала соответственно выступают (выдаются) по ширине из упрочняющего элемента.
Изготовили металлическую проволочную сетку в форме ленты таким же способом, как в описанном выше Примере 1, и использовали эту металлическую проволочную сетку в форме ленты в качестве упрочняющего элемента наружного слоя.
Из термостойкого материала, сходного с описанным выше термостойким материалом, получили термостойкий материал меньшей ширины, чем у металлической проволочной сетки в форме ленты упрочняющего элемента наружного слоя.
Получили золь окиси алюминия, сходный с золем из описанного выше Примера 1. Затем получили водную дисперсию (49,8% по весу h-BN, 2,4% по весу окиси бора, 7,8% по весу бемита и 40% по весу воды и азотной кислоты), которая представляла собой водную дисперсию, в которой в золе окиси алюминия диспергированы порошковый h-BN и порошковая окись бора и в которой в качестве сухого вещества диспергировано 60% по весу смазочного состава, содержащего 83% по весу порошкового h-BN, 4% по весу порошкового нитрида бора и 13% по весу бемита. Кроме того, получили водную дисперсию (30% по весу PTFE и 70% по весу воды и поверхностно-активного вещества), в которой в качестве сухого вещества содержалось 30% по весу порошкового PTFE. Эти водные дисперсии смешали, чтобы получить водную дисперсию, в которой в качестве сухого вещества диспергирован смазочный состав, содержащий 55,3% по весу h-BN, 33,3% по весу PTFE, 2,7% по весу окиси бора и 8,7% по весу бемита.
На одну поверхность упомянутого полученного отдельно термостойкого материала щеткой нанесли водную дисперсию (27.6% по весу h-BN, 16,6% по весу PTFE, 1,4% по весу окиси бора, 4,4% по весу бемита и 50% по весу воды, азотной кислоты и поверхностно-активного вещества), в которой в качестве сухого вещества диспергировано 50% по весу смазочного состава, содержащего 55,3% по весу h-BN, 33,3% по весу PTFE, 2,7% по весу окиси бора и 8,7% по весу бемита, и высушили. Эту операцию повторили три раза, чтобы получить покровный слой (55,3% по весу h-BN, 33,3% по весу PTFE, 2,7% по весу окиси бора и 8,7% по весу бемита) твердого смазочного материала, образованного этим смазочным составом.
Термостойкий материал с покровным слоем твердого смазочного материала ввели в металлическую проволочную сетку в форме ленты, т.е. упрочняющий элемент наружного слоя в сборе пропустили между парой роликов для придания единой формы таким образом, что термостойкий материал и покровный слой твердого смазочного материала на лицевой стороне термостойкого материала заполнили ячейки металлической проволочной сетки упрочняющего элемента. В результате получили образующий плоский наружный слой элемент, у которого поверхность, образованная упрочняющим элементом, и поверхность, образованная твердым смазочным материалом, находятся на его лицевой стороне в смешанной форме.
После этого таким же способом, как и в описанном выше Примере 1, получили сферический кольцевой уплотнительный элемент, имеющий сферическое кольцевое основание со сквозным отверстием в его центральной части и образованный цилиндрической внутренней поверхностью, частично выпуклой сферической поверхностью и имеющими стороны большого и малого диаметра кольцевыми торцевыми поверхностями частично выпуклой сферической поверхности, а также содержащий наружный слой, выполненный за одно целое на частично выпуклой сферической поверхности сферического кольцевого основания.
Путем формования под давлением сферическому кольцевому основанию была придана структурная целостность за счет того, что термостойкий материал и упрочняющий элемент сферического кольцевого основания из металлической проволочной сетки были сжаты и переплетены друг с другом. В результате получили сферическое кольцевое основание, имеющее упрочняющий элемент из сжатой металлической проволочной сетки, а также содержащее термостойкий материал, который образован вспененным графитом, заполняющим ячейки упрочняющего элемента, и сжат так, чтобы образовать единое целое с упрочняющим элементом в смешанной форме. Что касается наружного слоя, термостойкий материал, твердый смазочный материал, образованный смазочным составом, содержащим 55,3% по весу h-BN, 33,3% по весу PTFE, 2,7% по весу окиси бора и 8,7% по весу бемита, и упрочняющий элемент наружного слоя из металлической проволочной сетки были сжаты с тем, чтобы твердый смазочный материал и термостойкий материал заполнили ячейки металлической проволочной сетки упрочняющего элемента, и твердый смазочный материал, термостойкий материал и упрочняющий элемент образовали единое целое в смешанной форме. Наружная поверхность этого наружного слоя превращена в гладкую поверхность, образованную упрочняющим элементом и твердым смазочным материалом, которые представлены в смешанной форме.
В сферическом кольцевом основании и наружном слое изготовленного сферического кольцевого уплотнительного элемента на упрочняющие элементы сферического кольцевого основания и наружного слоя из металлической проволочной сетки приходится 56,7% по весу, а на твердый смазочный материал и термостойкий материал, содержащий вспененный графит, приходится 43,3% по весу, при этом плотность термостойкого материала и твердого смазочного материала в сферическом кольцевом основании и наружном слое составляет 1,63 мг/м3. Помимо этого, на упрочняющий элемент наружного слоя из металлической проволочной сетки приходится 65,1% по весу, а на твердый смазочный материал и термостойкий материал, содержащий вспененный графит, приходится 34,9% по весу.
Пример 5
Таким же способом, как в описанном выше Примере 2, с использованием в качестве тонкой металлической проволоки двух аустенитных проволок из нержавеющей стали диаметром 0,28 мм изготовили цилиндрическую металлическую проволочную сетку в оплетке с размером ячеек 4 мм (по вертикали) и 5 мм (по горизонтали), которую пропустили между парой роликов, чтобы получить металлическую проволочную сетку в форме ленты. Изготовленную таким способом металлическую проволочную сетку использовали в качестве упрочняющего элемента сферического кольцевого основания. В качестве термостойкого материала использовали лист вспененного графита, сходный с листом из описанного выше Примера 1. После того как термостойкий листовой элемент свернули в спираль из одного витка, на внутреннюю сторону термостойкого материала наложили упрочняющий элемент и свернули наложенную структуру в спираль, у которого термостойкий материал находится на наиболее удаленной от центра окружности. У этого трубчатого основания противолежащие по ширине концевые части термостойкого материала соответственно выступают (выдаются) по ширине из упрочняющего элемента.
Из одной тонкой металлической проволоки, сходной с описанной выше проволокой, изготовили цилиндрическую металлическую проволочную сетку в оплетке с размером ячеек 3,5 мм (по вертикали) и 2,5 мм (по горизонтали), которую пропустили между парой роликов, чтобы получить металлическую проволочную сетку в форме ленты. Эту металлическую проволочную сетку в форме ленты использовали в качестве упрочняющего элемента наружного слоя.
Из термостойкого материала, сходного с описанным выше термостойким материалом, получили термостойкий материал меньшей ширины, чем у металлической проволочной сетки в форме ленты упрочняющего элемента наружного слоя.
Получили золь окиси алюминия, сходный с золем из описанного выше Примера 1. Затем получили водную дисперсию (33,2% по весу h-BN, 1,6% по весу окиси бора, 5,2% по весу бемита и 60% по весу воды и азотной кислоты), которая представляла собой водную дисперсию, в которой в золе окиси алюминия диспергированы порошковый h-BN и порошковая окись бора и в которой в качестве сухого вещества диспергировано 40% по весу смазочного состава, содержащего 83% по весу порошкового h-BN, 4% по весу порошкового нитрида бора и 13% по весу бемита. Кроме того, получили водную дисперсию (60% по весу PTFE и 40% по весу воды и поверхностно-активного вещества), в которой в качестве сухого вещества содержалось 60% по весу порошкового PTFE. Эти водные дисперсии смешали, чтобы получить водную дисперсию, в которой в качестве сухого вещества диспергирован смазочный состав, содержащий 33,2% по весу h-BN, 60% по весу PTFE, 1,6% по весу окиси бора и 5,2% по весу бемита.
На одну поверхность упомянутого полученного отдельно термостойкого материала щеткой нанесли водную дисперсию (16,6% по весу h-BN, 30,0% по весу PTFE, 0,8% по весу окиси бора, 2,6% по весу бемита и 50% по весу воды, азотной кислоты и поверхностно-активного вещества), в которой в качестве сухого вещества диспергировано 50% по весу смазочного состава, содержащего 33,2% по весу h-BN, 60% по весу PTFE, 1,6% по весу окиси бора и 5,2% по весу бемита, и высушили. Эту операцию повторили три раза, чтобы получить покровный слой (33,2% по весу h-BN, 60% по весу PTFE, 1,6% по весу окиси бора и 5,2% по весу бемита) твердого смазочного материала, образованного этим смазочным составом.
Термостойкий материал с покровным слоем твердого смазочного материала ввели в металлическую проволочную сетку в форме ленты, т.е. упрочняющий элемент наружного слоя в сборе пропустили между парой роликов для придания единой формы таким образом, что термостойкий материал и покровный слой твердого смазочного материала на лицевой стороне термостойкого материала заполнили ячейки металлической проволочной сетки упрочняющего элемента. В результате получили образующий плоский наружный слой элемент, у которого поверхность, образованная упрочняющим элементом, и поверхность, образованная твердым смазочным материалом, находятся на его лицевой стороне в смешанной форме.
После этого таким же способом, как и в описанном выше Примере 1, получили сферический кольцевой уплотнительный элемент, имеющий сферическое кольцевое основание со сквозным отверстием в его центральной части, и образованный цилиндрической внутренней поверхностью, частично выпуклой сферической поверхностью и имеющими стороны большого и малого диаметра кольцевыми торцевыми поверхностями частично выпуклой сферической поверхности, а также содержащий наружный слой, выполненный за одно целое на частично выпуклой сферической поверхности сферического кольцевого основания.
Путем формования под давлением сферическому кольцевому основанию была придана структурная целостность за счет того, что термостойкий материал и упрочняющий элемент сферического кольцевого основания из металлической проволочной сетки были сжаты и переплетены друг с другом. В результате получили сферическое кольцевое основание, имеющее упрочняющий элемент из сжатой металлической проволочной сетки, а также содержащее термостойкий материал, который образован вспененным графитом, заполняющим ячейки упрочняющего элемента, и сжат так, чтобы образовать единое целое с упрочняющим элементом в смешанной форме. Что касается наружного слоя, термостойкий материал, твердый смазочный материал, образованный смазочным составом, содержащим 33,2% по весу h-BN, 60% по весу PTFE, 1,6% по весу окиси бора и 5,2% по весу бемита, и упрочняющий элемент наружного слоя из металлической проволочной сетки были сжаты с тем, чтобы твердый смазочный материал и термостойкий материал заполнили ячейки металлической проволочной сетки упрочняющего элемента, и твердый смазочный материал, термостойкий материал и упрочняющий элемент образовали единое целое в смешанной форме. Наружная поверхность этого наружного слоя превращена в гладкую поверхность, образованную упрочняющим элементом и твердым смазочным материалом, которые представлены в смешанной форме.
В сферическом кольцевом основании и наружном слое изготовленного сферического кольцевого уплотнительного элемента на упрочняющие элементы сферического кольцевого основания и наружного слоя из металлической проволочной сетки приходится 54,6% по весу, а на твердый смазочный материал и термостойкий материал, содержащий вспененный графит, приходится 45,4% по весу, при этом плотность термостойкого материала и твердого смазочного материала в сферическом кольцевом основании и наружном слое составляет 1,70 мг/м3. Помимо этого, на упрочняющий элемент наружного слоя из металлической проволочной сетки приходится 64,2% по весу, а на твердый смазочный материал и термостойкий материал, содержащий вспененный графит, приходится 35,8% по весу.
Пример 6
Из двух аустенитных проволок из нержавеющей стали (SUS 304) диаметром 0,28 мм в качестве тонкой металлической проволоки изготовили цилиндрическую металлическую проволочную сетку в оплетке с размером ячеек 4 мм (по вертикали) и 5 мм (по горизонтали), которую пропустили между парой роликов, чтобы получить металлическую проволочную сетку в форме ленты. Изготовленную таким способом металлическую проволочную сетку использовали в качестве упрочняющего элемента сферического кольцевого основания. В качестве термостойкого материала использовали лист вспененного графита с плотностью 1,12 мг/м и толщиной 0,4 мм. После того как термостойкий листовой элемент свернули в спираль из одного витка, упрочняющий элемент сферического кольцевого основания наложили на внутреннюю поверхность термостойкого материала и свернули наложенную структуру в спираль, в результате чего получили трубчатое основание, у которого термостойкий материал находится на наиболее удаленной от центра окружности. У этого трубчатого основания противолежащие по ширине концевые части термостойкого материала соответственно выступают (выдаются) по ширине из упрочняющего элемента сферического кольцевого основания.
Отдельно получили термостойкий материал, сходный с описанным выше термостойким материалом.
Получили золь окиси алюминия, которая в качестве гидратированной окиси алюминия содержала бемит (моногидрат окиси алюминия: Al2O3·Н2О), диспергированный в воде, служащей дисперсной средой, содержащей азотную кислоту, действующую как дефлокулянт, и имела концентрацию ионов водорода (рН) 2. Затем получили водную дисперсию А (24,9% по весу h-BN, 1,2% по весу окиси бора, 3,9% по весу бемита и 70% по весу воды и азотной кислоты), которая представляла собой водную дисперсию, содержащую порошковый h-BN и порошковую окись бора, диспергированные в золе окиси алюминия, и в которой в виде сухого вещества диспергировано 30% по весу смазочного состава, содержащего 83% по весу порошкового h-BN, 4% по весу порошкового нитрида бора и 13% по весу бемита.
На одну поверхность упомянутого полученного отдельно термостойкого материала щеткой нанесли описанную водную дисперсию А и высушили, чтобы получить покровный слой (83% по весу h-BN, 4% по весу окиси бора и 13% по весу бемита) твердого смазочного материала, образованного этим смазочным составом.
Путем использования в качестве упрочняющего элемента наружного слоя одной тонкой металлической проволоки, сходной с проволокой упрочняющего элемента сферического кольцевого основания, последовательно сплели цилиндрическую металлическую проволочную сетку в оплетке с размером ячеек 3,5 мм (по вертикали) и 2,5 мм (по горизонтали) и ввели термостойкий материал с покровным слоем твердого смазочного материала во внутреннюю поверхность цилиндрической металлической проволочной сетки в оплетке. Упрочняющий элемент наружного слоя с введенным в него термостойким материалом пропустили стороной начала введения вперед через зазор Δ1 (был установлен зазор Δ1 0,5 м) между парой цилиндрических роликов с гладкими цилиндрическими внешними периферийными поверхностями и тем самым сжали его по толщине термостойкого материала для придания ему выполненной за одно целое формы с тем, чтобы термостойкий материал и покровный слой твердого смазочного материала на лицевой стороне термостойкого материала заполнили ячейки металлической проволочной сетки упрочняющего элемента наружного слоя. В результате получили образующий плоский наружный слой элемент, у которого поверхность, образованная упрочняющим элементом наружного слоя, и поверхность, образованная твердым смазочным материалом, находятся на его лицевой стороне в смешанной форме.
Этот образующий наружный слой элемент навили вокруг внешней периферийной поверхности упомянутого трубчатого основания покровным слоем наружу, в результате чего получили цилиндрическую заготовку. Эту цилиндрическую заготовку насадили на ступенчатый стержень формы, показанной на фиг.17, и поместили в полую часть формы.
Цилиндрическую заготовку, помещенную в полую часть формы, подвергли формованию под давлением 294 Н/мм2 (3 тонн/см2) в направлении оси стержня. В результате получили сферический кольцевой уплотнительный элемент, имеющий сферическое кольцевое основание со сквозным отверстием в его центральной части и образованный цилиндрической внутренней поверхностью, частично выпуклой сферической поверхностью и имеющими стороны большого и малого диаметра кольцевыми торцевыми поверхностями частично выпуклой сферической поверхности, а также содержащий наружный слой, выполненный за одно целое на частично выпуклой сферической поверхности сферического кольцевого основания.
Путем формования под давлением сферическому кольцевому основанию была придана структурная целостность за счет того, что термостойкий материал и упрочняющий элемент сферического кольцевого основания из металлической проволочной сетки были сжаты и переплетены друг с другом. В результате получили сферическое кольцевое основание, имеющее упрочняющий элемент из сжатой металлической проволочной сетки, а также содержащее термостойкий материал, который образован вспененным графитом, заполняющим ячейки упрочняющего элемента, и сжат так, чтобы образовать единое целое с упрочняющим элементом в смешанной форме. Что касается наружного слоя, термостойкий материал, твердый смазочный материал, образованный смазочным составом, содержащим 83% по весу h-BN, 4% по весу окиси бора и 13% по весу бемита, и упрочняющий элемент наружного слоя из металлической проволочной сетки были сжаты с тем, чтобы твердый смазочный материал и термостойкий материал заполнили ячейки металлической проволочной сетки упрочняющего элемента наружного слоя и твердый смазочный материал, при этом термостойкий материал и упрочняющий элемент наружного слоя образовали целиком смешанную форму. Наружная поверхность этого наружного слоя превращена в гладкую поверхность, образованную упрочняющим элементом и твердым смазочным материалом, которые представлены в смешанной форме.
В сферическом кольцевом основании и наружном слое изготовленного сферического кольцевого уплотнительного элемента на упрочняющие элементы сферического кольцевого основания и наружного слоя из металлической проволочной сетки приходится 57,6% по весу, а на твердый смазочный материал и термостойкий материал, содержащий вспененный графит, приходится 42,4% по весу, при этом плотность термостойкого материала и твердого смазочного материала в сферическом кольцевом основании и наружном слое составляет 1,60 мг/м3. Помимо этого, на упрочняющий элемент наружного слоя из металлической проволочной сетки приходится 65,8% по весу, а на твердый смазочный материал и термостойкий материал, содержащий вспененный графит, приходится 34,2% по весу.
Пример 7
Из двух аустенитных проволок из нержавеющей стали, сходных с проволоками из описанного выше Примера 6, изготовили цилиндрическую металлическую проволочную сетку в оплетке с размером ячеек 4 мм (по вертикали) и 5 мм (по горизонтали), которые пропустили между парой роликов, чтобы получить металлическую проволочную сетку в форме ленты. Изготовленную таким способом металлическую проволочную сетку использовали в качестве упрочняющего элемента сферического кольцевого основания. В качестве термостойкого материала использовали лист вспененного графита, сходный с листом из описанного выше Примера 6. После того как термостойкий листовой элемент свернули в спираль из одного витка, упрочняющий элемент сферического кольцевого основания наложили на внутреннюю поверхность термостойкого материала и свернули в спираль наложенную структуру, в результате чего получили трубчатое основание, у которого термостойкий материал находится на наиболее удаленной от центра окружности. У этого трубчатого основания противолежащие по ширине концевые части термостойкого материала соответственно выступают (выдаются) по ширине из упрочняющего элемента сферического кольцевого основания.
Отдельно получили термостойкий материал, сходный с описанным выше термостойким материалом.
Получили водную дисперсию А, сходную с дисперсией из описанного выше Примера 6, и водную дисперсию В (60% по весу PTFE и 40% по весу воды поверхностно-активного вещества), в которой в качестве сухого вещества диспергировано 60% по весу порошкового PTFE. Эти водные дисперсии А и В смешали в соотношении А:В=70:30, чтобы получить водную дисперсию С, в которой в качестве сухого вещества диспергировано 39% по весу смазочного состава, содержащего 17,43% по весу h-BN, 0,84% по весу окиси бора, 2,73% по весу бемита и 18% по весу PTFE.
Описанную выше водную дисперсию С щеткой нанесли на одну поверхность упомянутого полученного отдельно термостойкого материала и высушили, чтобы получить покровный слой (44,7% по весу h-BN, 2,1% по весу окиси бора, 7% по весу бемита и 46,2% по весу PTFE) твердого смазочного материала, образованного этим смазочным составом.
Путем использования в качестве упрочняющего элемента наружного слоя одной тонкой металлической проволоки, сходной с проволокой упрочняющего элемента сферического кольцевого основания, последовательно сплели цилиндрическую металлическую проволочную сетку в оплетке с размером ячеек 3,5 мм (по вертикали) и 2,5 мм (по горизонтали) и ввели термостойкий материал с покровным слоем твердого смазочного материала во внутреннюю поверхность цилиндрической металлической проволочной сетки в оплетке. Упрочняющий элемент наружного слоя с введенным в него термостойким материалом пропустили стороной начала введения вперед через зазор Δ1 (был установлен зазор Δ1 0,5 м) между парой цилиндрических роликов с гладкими цилиндрическими внешними периферийными поверхностями и тем самым сжали его по толщине термостойкого материала для придания ему выполненной за одно целое формы с тем, чтобы термостойкий материал и покровный слой твердого смазочного материала на лицевой стороне термостойкого материала заполнили ячейки металлической проволочной сетки упрочняющего элемента наружного слоя. В результате получили образующий плоский наружный слой элемент, у которого поверхность, образованная упрочняющим элементом наружного слоя, и поверхность, образованная твердым смазочным материалом, находятся на его лицевой стороне в смешанной форме.
После этого осуществили формование под давлением таким же способом, как в описанном выше Примере 6. В результате получили сферический кольцевой уплотнительный элемент, имеющий сферическое кольцевое основание со сквозным отверстием в его центральной части и образованный цилиндрической внутренней поверхностью, частично выпуклой сферической поверхностью и имеющими стороны большого и малого диаметра кольцевыми торцевыми поверхностями частично выпуклой сферической поверхности, а также содержащий наружный слой, выполненный за одно целое на частично выпуклой сферической поверхности сферического кольцевого основания.
Путем формования под давлением сферическому кольцевому основанию была придана структурная целостность за счет того, что термостойкий материал и упрочняющий элемент сферического кольцевого основания из металлической проволочной сетки были сжаты и переплетены друг с другом. В результате получили сферическое кольцевое основание, имеющее упрочняющий элемент из сжатой металлической проволочной сетки, а также содержащее термостойкий материал, который образован вспененным графитом, заполняющим ячейки упрочняющего элемента, и сжат так, чтобы образовать единое целое с упрочняющим элементом в смешанной форме. Что касается наружного слоя, термостойкий материал, твердый смазочный материал, образованный смазочным составом, содержащим 44,7% по весу h-BN, 2,1% по весу окиси бора, 7% по весу бемита и 46,2% по весу PTFE, и упрочняющий элемент наружного слоя из металлической проволочной сетки были сжаты с тем, чтобы твердый смазочный материал и термостойкий материал заполнили ячейки металлической проволочной сетки упрочняющего элемента наружного слоя, а твердый смазочный материал, термостойкий материал и упрочняющий элемент образовали целиком смешанную форму. Наружная поверхность этого наружного слоя превращена в гладкую поверхность, у которой поверхность, образованная упрочняющим элементом наружного слоя, и поверхность, образованная твердым смазочным материалом, представлены в смешанной форме.
В сферическом кольцевом основании и наружном слое изготовленного сферического кольцевого уплотнительного элемента на упрочняющие элементы сферического кольцевого основания и наружного слоя из металлической проволочной сетки приходится 56,9% по весу, а на твердый смазочный материал и термостойкий материал, содержащий вспененный графит, приходится 43,1% по весу, при этом плотность термостойкого материала и твердого смазочного материала в сферическом кольцевом основании и наружном слое составляет 1,62 мг/м3. Помимо этого, на упрочняющий элемент наружного слоя из металлической проволочной сетки приходится 66,4% по весу, а на твердый смазочный материал и термостойкий материал, содержащий вспененный графит, приходится 33,6% по весу.
Пример 8
С использованием таких же материалов и способа, как в описанном выше Примере 6, изготовили трубчатое основание. У этого трубчатого основания противолежащие по ширине концевые части термостойкого материала соответственно выступают (выдаются) по ширине из упрочняющего элемента сферического кольцевого основания.
Отдельно получили термостойкий материал, сходный с описанным выше термостойким материалом.
Получили водную дисперсию А, сходную с дисперсией из описанного выше Примера 6, и водную дисперсию В, сходную с дисперсией из описанного выше Примера 7. Эти водные дисперсии А и В смешали в соотношении А:В=65,5:34,5, чтобы получить водную дисперсию D, в которой в качестве сухого вещества диспергировано 40,3% по весу смазочного состава, содержащего 16,3% по весу h-BN, 0,8% по весу окиси бора, 2,5% по весу бемита и 20,7% по весу PTFE.
Описанную выше водную дисперсию D щеткой нанесли на одну поверхность упомянутого полученного отдельно термостойкого материала и высушили, чтобы получить покровный слой (40,4% по весу h-BN, 2,0% по весу окиси бора, 6,2% по весу бемита и 51,4% по весу PTFE) твердого смазочного материала, образованного этим смазочным составом.
Путем использования в качестве упрочняющего элемента наружного слоя одной тонкой металлической проволоки, сходной с проволокой упрочняющего элемента сферического кольцевого основания, последовательно сплели цилиндрическую металлическую проволочную сетку в оплетке с размером ячеек 3,5 мм (по вертикали) и 2,5 мм (по горизонтали) и ввели термостойкий материал с покровным слоем твердого смазочного материала во внутреннюю поверхность цилиндрической металлической проволочной сетки в оплетке. Упрочняющий элемент наружного слоя с введенным в него термостойким материалом пропустили стороной начала введения вперед через зазор Δ1 (был установлен зазор Δ1 0,5 м) между парой цилиндрических роликов с гладкими цилиндрическими внешними периферийными поверхностями и тем самым сжали его по толщине термостойкого материала для придания ему выполненной за одно целое формы с тем, чтобы термостойкий материал и покровный слой твердого смазочного материала на лицевой стороне термостойкого материала заполнили ячейки металлической проволочной сетки упрочняющего элемента наружного слоя. В результате получили образующий плоский наружный слой элемент, у которого поверхность, образованная упрочняющим элементом наружного слоя, и поверхность, образованная твердым смазочным материалом, находятся на его лицевой стороне в смешанной форме.
После этого осуществили формование под давлением таким же способом, как в описанном выше Примере 6. В результате получили сферический кольцевой уплотнительный элемент, имеющий сферическое кольцевое основание со сквозным отверстием в его центральной части и образованный цилиндрической внутренней поверхностью, частично выпуклой сферической поверхностью и имеющими стороны большого и малого диаметра кольцевыми торцевыми поверхностями частично выпуклой сферической поверхности, а также содержащий наружный слой, выполненный за одно целое на частично выпуклой сферической поверхности сферического кольцевого основания.
Путем формования под давлением сферическому кольцевому основанию была придана структурная целостность за счет того, что термостойкий материал и упрочняющий элемент сферического кольцевого основания из металлической проволочной сетки были сжаты и переплетены друг с другом. В результате получили сферическое кольцевое основание, имеющее упрочняющий элемент из сжатой металлической проволочной сетки, а также содержащее термостойкий материал, который образован вспененным графитом, заполняющим ячейки упрочняющего элемента, и сжат так, чтобы образовать единое целое с упрочняющим элементом в смешанной форме. Что касается наружного слоя, термостойкий материал, твердый смазочный материал, образованный смазочным составом, содержащим 40,4% по весу h-BN, 2% по весу окиси бора, 6,2% по весу бемита и 51,4% по весу PTFE, и упрочняющий элемент наружного слоя из металлической проволочной сетки были сжаты с тем, чтобы твердый смазочный материал и термостойкий материал заполнили ячейки металлической проволочной сетки упрочняющего элемента наружного слоя и твердый смазочный материал, термостойкий материал и упрочняющий элемент образовали целиком смешанную форму. Наружная поверхность этого наружного слоя превращена в гладкую поверхность, образованную упрочняющим элементом и твердым смазочным материалом, которые представлены в смешанной форме.
В сферическом кольцевом основании и наружном слое изготовленного сферического кольцевого уплотнительного элемента на упрочняющие элементы сферического кольцевого основания и наружного слоя из металлической проволочной сетки приходится 56,7% по весу, а на твердый смазочный материал и термостойкий материал, содержащий вспененный графит, приходится 43,3% по весу, при этом плотность термостойкого материала и твердого смазочного материала в сферическом кольцевом основании и наружном слое составляет 1,61 мг/м3. Помимо этого, на упрочняющий элемент наружного слоя из металлической проволочной сетки приходится 64,2% по весу, а на твердый смазочный материал и термостойкий материал, содержащий вспененный графит, приходится 35,8% по весу.
Пример 9
С использованием таких же материалов и способа, как в описанном выше Примере 6, изготовили трубчатое основание. У этого трубчатого основания противолежащие по ширине концевые части термостойкого материала соответственно выступают (выдаются) по ширине из упрочняющего элемента сферического кольцевого основания.
Отдельно получили термостойкий материал, сходный с описанным выше термостойким материалом.
Получили водную дисперсию А, сходную с дисперсией из описанного выше Примера 6, и водную дисперсию В, сходную с дисперсией из описанного выше Примера 7. Эти водные дисперсии А и В смешали в соотношении А:В=60:40, чтобы получить водную дисперсию Е, в которой в качестве сухого вещества диспергировано 42% по весу смазочного состава, содержащего 14,94% по весу h-BN, 0,72% по весу окиси бора, 2,34% по весу бемита и 24% по весу PTFE.
Описанную выше водную дисперсию Е щеткой нанесли на одну поверхность упомянутого полученного отдельно термостойкого материала и высушили, чтобы получить покровный слой (35,6% по весу h-BM, 1,7% по весу окиси бора, 5,6% по весу бемита и 57,1% по весу PTFE) твердого смазочного материала, образованного этим смазочным составом.
Путем использования в качестве упрочняющего элемента наружного слоя одной тонкой металлической проволоки, сходной с проволокой упрочняющего элемента сферического кольцевого основания, последовательно сплели цилиндрическую металлическую проволочную сетку в оплетке с размером ячеек 3,5 мм (по вертикали) и 2,5 мм (по горизонтали) и ввели термостойкий материал с покровным слоем твердого смазочного материала во внутреннюю поверхность цилиндрической металлической проволочной сетки в оплетке. Упрочняющий элемент наружного слоя с введенным в него термостойким материалом пропустили стороной начала введения вперед через зазор Δ1 (был установлен зазор Δ1 0,5 м) между парой цилиндрических роликов с гладкими цилиндрическими внешними периферийными поверхностями и тем самым сжали его по толщине термостойкого материала для придания ему выполненной за одно целое формы с тем, чтобы термостойкий материал и покровный слой твердого смазочного материала на лицевой стороне термостойкого материала заполнили ячейки металлической проволочной сетки упрочняющего элемента наружного слоя. В результате получили образующий плоский наружный слой элемент, у которого поверхность, образованная упрочняющим элементом наружного слоя, и поверхность, образованная твердым смазочным материалом, находятся на его лицевой стороне в смешанной форме.
После этого осуществили формование под давлением таким же способом, как в описанном выше Примере 6. В результате получили сферический кольцевой уплотнительный элемент, имеющий сферическое кольцевое основание со сквозным отверстием в его центральной части и образованный цилиндрической внутренней поверхностью, частично выпуклой сферической поверхностью и имеющими стороны большого и малого диаметра кольцевыми торцевыми поверхностями частично выпуклой сферической поверхности, а также содержащий наружный слой, выполненный за одно целое на частично выпуклой сферической поверхности сферического кольцевого основания.
Путем формования под давлением сферическому кольцевому основанию была придана структурная целостность за счет того, что термостойкий материал и упрочняющий элемент сферического кольцевого основания из металлической проволочной сетки были сжаты и переплетены друг с другом. В результате получили сферическое кольцевое основание, имеющее упрочняющий элемент из сжатой металлической проволочной сетки, а также содержащее термостойкий материал, который образован вспененным графитом, заполняющим ячейки упрочняющего элемента, и сжат так, чтобы образовать единое целое с упрочняющим элементом в смешанной форме. Что касается наружного слоя, термостойкий материал, твердый смазочный материал, образованный смазочным составом, содержащим 35,6% по весу h-BN, 1,7% по весу окиси бора, 5,6% по весу бемита и 57,1% по весу PTFE, и упрочняющий элемент наружного слоя из металлической проволочной сетки были сжаты с тем, чтобы твердый смазочный материал и термостойкий материал заполнили ячейки металлической проволочной сетки упрочняющего элемента наружного слоя и твердый смазочный материал, термостойкий материал и упрочняющий элемент образовали целиком смешанную форму. Наружная поверхность этого наружного слоя превращена в гладкую поверхность, образованную упрочняющим элементом и твердым смазочным материалом, которые представлены в смешанной форме.
В сферическом кольцевом основании и наружном слое изготовленного сферического кольцевого уплотнительного элемента на упрочняющие элементы сферического кольцевого основания и наружного слоя из металлической проволочной сетки приходится 56,3% по весу, а на твердый смазочный материал и термостойкий материал, содержащий вспененный графит, приходится 43,7% по весу, при этом плотность термостойкого материала и твердого смазочного материала в сферическом кольцевом основании и наружном слое составляет 1,65 мг/м3. Помимо этого, на упрочняющий элемент наружного слоя из металлической проволочной сетки приходится 64,9% по весу, а на твердый смазочный материал и термостойкий материал, содержащий вспененный графит, приходится 35,1% по весу.
Пример 10
С использованием таких же материалов и способа, как в описанном выше Примере 6, изготовили трубчатое основание. У этого трубчатого основания противолежащие по ширине концевые части термостойкого материала соответственно выступают (выдаются) по ширине из упрочняющего элемента сферического кольцевого основания.
Отдельно получили термостойкий материал, сходный с описанным выше термостойким материалом.
Получили водную дисперсию А, сходную с дисперсией из описанного выше Примера 6, и водную дисперсию В, сходную с дисперсией из описанного выше Примера 7. Эти водные дисперсии А и В смешали в соотношении А:В-50:50, чтобы получить водную дисперсию F, в которой в качестве сухого вещества диспергировано 45% по весу смазочного состава, содержащего 12,45% по весу h-BN, 0,6% по весу окиси бора, 1,95% по весу бемита и 30% по весу PTFE.
Описанную водную дисперсию F щеткой нанесли на одну поверхность упомянутого полученного отдельно термостойкого материала и высушили, чтобы получить покровный слой (27,7% по весу h-BN, 1,3% по весу окиси бора, 4,3% по весу бемита и 66,7% по весу PTFE) твердого смазочного материала, образованного этим смазочным составом.
Путем использования в качестве упрочняющего элемента наружного слоя одной тонкой металлической проволоки, сходной с проволокой упрочняющего элемента сферического кольцевого основания, последовательно сплели цилиндрическую металлическую проволочную сетку в оплетке с размером ячеек 3,5 мм (по вертикали) и 2,5 мм (по горизонтали) и ввели термостойкий материал с покровным слоем твердого смазочного материала во внутреннюю поверхность цилиндрической металлической проволочной сетки в оплетке. Упрочняющий элемент наружного слоя с введенным в него термостойким материалом пропустили стороной начала введения вперед через зазор Δ1 (был установлен зазор Δ1 0,5 м) между парой цилиндрических роликов с гладкими цилиндрическими внешними периферийными поверхностями и тем самым сжали его по толщине термостойкого материала для придания ему выполненной за одно целое формы с тем, чтобы термостойкий материал и покровный слой твердого смазочного материала на лицевой стороне термостойкого материала заполнили ячейки металлической проволочной сетки упрочняющего элемента наружного слоя. В результате получили образующий плоский наружный слой элемент, у которого поверхность, образованная упрочняющим элементом наружного слоя, и поверхность, образованная твердым смазочным материалом, находятся на его лицевой стороне в смешанной форме.
После этого осуществили формование под давлением таким же способом, как в описанном выше Примере 6. В результате получили сферический кольцевой уплотнительный элемент, имеющий сферическое кольцевое основание со сквозным отверстием в его центральной части и образованный цилиндрической внутренней поверхностью, частично выпуклой сферической поверхностью и имеющими стороны большого и малого диаметра кольцевыми торцевыми поверхностями частично выпуклой сферической поверхности, а также содержащий наружный слой, выполненный за одно целое на частично выпуклой сферической поверхности сферического кольцевого основания.
Путем формования под давлением сферическому кольцевому основанию была придана структурная целостность за счет того, что термостойкий материал и упрочняющий элемент сферического кольцевого основания из металлической проволочной сетки были сжаты и переплетены друг с другом. В результате получили сферическое кольцевое основание, имеющее упрочняющий элемент из сжатой металлической проволочной сетки, а также содержащее термостойкий материал, который образован вспененным графитом, заполняющим ячейки упрочняющего элемента, и сжат так, чтобы образовать единое целое с упрочняющим элементом в смешанной форме. Что касается наружного слоя, термостойкий материал, твердый смазочный материал, образованный смазочным составом, содержащим 27,7% по весу h-BN, 1,3% по весу окиси бора, 4,3% по весу бемита и 66,7% по весу PTFE, и упрочняющий элемент наружного слоя из металлической проволочной сетки были сжаты с тем, чтобы твердый смазочный материал и термостойкий материал заполнили ячейки металлической проволочной сетки упрочняющего элемента и твердый смазочный материал, термостойкий материал и упрочняющий элемент наружного слоя образовали целиком смешанную форму. Наружная поверхность этого наружного слоя превращена в гладкую поверхность, образованную упрочняющим элементом и твердым смазочным материалом, которые представлены в смешанной форме.
В сферическом кольцевом основании и наружном слое изготовленного сферического кольцевого уплотнительного элемента на упрочняющие элементы сферического кольцевого основания и наружного слоя из металлической проволочной сетки приходится 56,5% по весу, а на твердый смазочный материал и термостойкий материал, содержащий вспененный графит, приходится 43,5% по весу, при этом плотность термостойкого материала и твердого смазочного материала в сферическом кольцевом основании и наружном слое составляет 1,64 мг/м3. Помимо этого, на упрочняющий элемент наружного слоя из металлической проволочной сетки приходится 64,3% по весу, а на твердый смазочный материал и термостойкий материал, содержащий вспененный графит, приходится 35,7% по весу.
Пример 11
С использованием таких же материалов и способа, как в описанном выше Примере 1, изготовили трубчатое основание. У этого трубчатого основания противолежащие по ширине концевые части термостойкого материала соответственно выступают (выдаются) по ширине из упрочняющего элемента сферического кольцевого основания.
Отдельно получили термостойкий материал, сходный с термостойким материалом из описанного выше Примера 1.
Получили водную дисперсию D, сходную с водной дисперсией D, использованной в описанном выше Примере 8, щеткой нанесли эту водную дисперсию D на одну поверхность упомянутого полученного отдельно термостойкого материала и высушили, чтобы получить покровный слой (40,4% по весу h-BN, 2% по весу окиси бора, 6,2% по весу бемита и 51,4% по весу PTFE) твердого смазочного материала, образованного этим смазочным составом.
Путем использования в качестве упрочняющего элемента наружного слоя одной тонкой металлической проволоки, сходной с проволокой упрочняющего элемента сферического кольцевого основания, последовательно сплели цилиндрическую металлическую проволочную сетку в оплетке с размером ячеек 3,5 мм (по вертикали) и 2,5 мм (по горизонтали) и ввели термостойкий материал с покровным слоем твердого смазочного материала во внутреннюю поверхность цилиндрической металлической проволочной сетки в оплетке. Упрочняющий элемент наружного слоя с введенным в него термостойким материалом пропустили стороной начала введения вперед через зазор Δ1 (был установлен зазор Δ1 0,5 м) между парой цилиндрических роликов с гладкими цилиндрическими внешними периферийными поверхностями и тем самым сжали его по толщине термостойкого материала для придания ему выполненной за одно целое формы с тем, чтобы термостойкий материал и покровный слой твердого смазочного материала на лицевой стороне термостойкого материала заполнили ячейки металлической проволочной сетки упрочняющего элемента наружного слоя. В результате получили образующий плоский наружный слой элемент, у которого поверхность, образованная упрочняющим элементом наружного слоя, и поверхность, образованная твердым смазочным материалом, находятся на его лицевой стороне в смешанной форме.
После этого осуществили формование под давлением таким же способом, как в описанном выше Примере 6. В результате получили сферический кольцевой уплотнительный элемент, имеющий сферическое кольцевое основание со сквозным отверстием в его центральной части и образованный цилиндрической внутренней поверхностью, частично выпуклой сферической поверхностью и имеющими стороны большого и малого диаметра кольцевыми торцевыми поверхностями частично выпуклой сферической поверхности, а также наружный слой, выполненный за одно целое на частично выпуклой сферической поверхности сферического кольцевого основания.
Путем формования под давлением сферическому кольцевому основанию была придана структурная целостность за счет того, что термостойкий материал и упрочняющий элемент сферического кольцевого основания из металлической проволочной сетки были сжаты и переплетены друг с другом. В результате получили сферическое кольцевое основание, имеющее упрочняющий элемент из сжатой металлической проволочной сетки, а также содержащее термостойкий материал, который образован вспененным графитом, заполняющим ячейки упрочняющего элемента, и сжат так, чтобы образовать единое целое с упрочняющим элементом в смешанной форме. Что касается наружного слоя, термостойкий материал, твердый смазочный материал, образованный смазочным составом, содержащим 40,4% по весу h-BN, 2,0% по весу окиси бора, 6,2% по весу бемита и 51,4% по весу PTFE, и упрочняющий элемент наружного слоя из металлической проволочной сетки были сжаты с тем, чтобы твердый смазочный материал и термостойкий материал заполнили ячейки металлической проволочной сетки упрочняющего элемента и твердый смазочный материал, термостойкий материал и упрочняющий элемент наружного слоя образовали целиком смешанную форму. Наружная поверхность этого наружного слоя превращена в гладкую поверхность, образованную упрочняющим элементом и твердым смазочным материалом, которые представлены в смешанной форме.
В сферическом кольцевом основании и наружном слое изготовленного сферического кольцевого уплотнительного элемента на упрочняющие элементы сферического кольцевого основания и наружного слоя из металлической проволочной сетки приходится 56,5% по весу, а на твердый смазочный материал и термостойкий материал, содержащий вспененный графит, приходится 43,5% по весу, при этом плотность термостойкого материала и твердого смазочного материала в сферическом кольцевом основании и наружном слое составляет 1,63 мг/м3. Помимо этого, на упрочняющий элемент наружного слоя из металлической проволочной сетки приходится 64,1% по весу, а на твердый смазочный материал и термостойкий материал, содержащий вспененный графит, приходится 35,9% по весу.
Пример 12
Из двух аустенитных проволок из нержавеющей стали, сходных с проволоками из описанного выше Примера 6, изготовили цилиндрическую металлическую проволочную сетку в оплетке с размером ячеек 4 мм (по вертикали) и 5 мм (по горизонтали), которую пропустили между парой роликов, чтобы получить металлическую проволочную сетку в форме ленты. Изготовленную таким способом металлическую проволочную сетку использовали в качестве упрочняющего элемента сферического кольцевого основания. В качестве термостойкого материала использовали лист вспененного графита, содержащий 0,7% по весу пятиокиси фосфора, 4,0% по весу первичного фосфата алюминия и вспененный графит и имеющий плотность 1,12 мг/м и толщину 0,4 мм. После того как термостойкий листовой элемент свернули в спираль из одного витка, упрочняющий элемент наружного слоя наложили на внутреннюю поверхность термостойкого материала и свернули наложенную структуру в спираль, у которого термостойкий материал находится на наиболее удаленной от центра окружности. У этого трубчатого основания противолежащие по ширине концевые части термостойкого материала соответственно выступают (выдаются) по ширине из упрочняющего элемента сферического кольцевого основания.
Отдельно получили термостойкий материал (содержащий 0,7% по весу пятиокиси фосфора, 4,0% по весу первичного фосфата алюминия и вспененный графит и имеющий плотность 1,12 мг/м3 и толщину 0,4 мм), сходный с описанным выше термостойким материалом. Получили водную дисперсию D, сходную с водной дисперсией D, использованной в описанном выше Примере 8, щеткой нанесли эту водную дисперсию D на одну поверхность упомянутого полученного отдельно термостойкого материала и высушили, чтобы получить покровный слой (40,4% по весу h-BN, 2% по весу окиси бора, 6,2% по весу бемита и 51,4% по весу PTFE) твердого смазочного материала, образованного этим смазочным составом.
Путем использования в качестве упрочняющего элемента наружного слоя одной тонкой металлической проволоки, сходной с проволокой упрочняющего элемента сферического кольцевого основания, последовательно сплели цилиндрическую металлическую проволочную сетку в оплетке с размером ячеек 3,5 мм (по вертикали) и 2,5 мм (по горизонтали) и ввели термостойкий материал с покровным слоем твердого смазочного материала во внутреннюю поверхность цилиндрической металлической проволочной сетки в оплетке. Упрочняющий элемент наружного слоя с введенным в него термостойким материалом пропустили стороной начала введения вперед через зазор Δ1 (был установлен зазор Δ1 0,5 м) между парой цилиндрических роликов с гладкими цилиндрическими внешними периферийными поверхностями и тем самым сжали его по толщине термостойкого материала для придания ему выполненной за одно целое формы с тем, чтобы термостойкий материал и покровный слой твердого смазочного материала на лицевой стороне термостойкого материала заполнили ячейки металлической проволочной сетки упрочняющего элемента наружного слоя. В результате получили образующий плоский наружный слой элемент, у которого поверхность, образованная упрочняющим элементом наружного слоя, и поверхность, образованная твердым смазочным материалом, находятся на его лицевой стороне в смешанной форме.
После этого осуществили формование под давлением таким же способом, как в описанном выше Примере 6. В результате получили сферический кольцевой уплотнительный элемент, имеющий сферическое кольцевое основание со сквозным отверстием в его центральной части и образованный цилиндрической внутренней поверхностью, частично выпуклой сферической поверхностью и имеющими стороны большого и малого диаметра кольцевыми торцевыми поверхностями частично выпуклой сферической поверхности, а также наружный слой, выполненный за одно целое на частично выпуклой сферической поверхности сферического кольцевого основания.
Путем формования под давлением сферическому кольцевому основанию была придана структурная целостность за счет того, что термостойкий материал и упрочняющий элемент сферического кольцевого основания из металлической проволочной сетки были сжаты и переплетены друг с другом. В результате получили сферическое кольцевое основание, имеющее упрочняющий элемент из сжатой металлической проволочной сетки, а также содержащее термостойкий материал, который образован вспененным графитом, заполняющим ячейки упрочняющего элемента, и сжат так, чтобы образовать единое целое с упрочняющим элементом в смешанной форме. Что касается наружного слоя, термостойкий материал, твердый смазочный материал, образованный смазочным составом, содержащим 40,4% по весу h-BN, 2% по весу окиси бора, 6,2% по весу бемита и 51,4% по весу PTFE, и упрочняющий элемент наружного слоя из металлической проволочной сетки были сжаты с тем, чтобы твердый смазочный материал и термостойкий материал заполнили ячейки металлической проволочной сетки упрочняющего элемента и твердый смазочный материал, термостойкий материал и упрочняющий элемент наружного слоя образовали целиком смешанную форму. Наружная поверхность этого наружного слоя превращена в гладкую поверхность, образованную упрочняющим элементом и твердым смазочным материалом, которые представлены в смешанной форме.
В сферическом кольцевом основании и наружном слое изготовленного сферического кольцевого уплотнительного элемента на упрочняющие элементы сферического кольцевого основания и наружного слоя из металлической проволочной сетки приходится 56,2% по весу, а на твердый смазочный материал и термостойкий материал, содержащий вспененный графит, приходится 43,8% по весу, при этом плотность термостойкого материала и твердого смазочного материала в сферическом кольцевом основании и наружном слое составляет 1,65 мг/м3. Помимо этого, на упрочняющий элемент наружного слоя из металлической проволочной сетки приходится 63,6% по весу, а на твердый смазочный материал и термостойкий материал, содержащий вспененный графит, приходится 36,4% по весу.
Пример 13
С использованием таких же материалов и способа, как в описанном выше Примере 12, изготовили трубчатое основание. У этого трубчатого основания противолежащие по ширине концевые части термостойкого материала соответственно выступают (выдаются) по ширине из упрочняющего элемента сферического кольцевого основания.
Отдельно получили термостойкий материал, сходный с термостойким материалом из описанного выше Примера 12.
Получили водную дисперсию F, сходную с водной дисперсией F, использованной в описанном выше Примере 10, щеткой нанесли эту водную дисперсию F на одну поверхность упомянутого полученного отдельно термостойкого материала и высушили, чтобы получить покровный слой (27,7% по весу h-BN, 1,3% по весу окиси бора, 4,3% по весу бемита и 66,7% по весу PTFE) твердого смазочного материала, образованного этим смазочным составом.
Путем использования в качестве упрочняющего элемента наружного слоя одной тонкой металлической проволоки, сходной с проволокой упрочняющего элемента сферического кольцевого основания, последовательно сплели цилиндрическую металлическую проволочную сетку в оплетке с размером ячеек 3,5 мм (по вертикали) и 2,5 мм (по горизонтали) и ввели термостойкий материал с покровным слоем твердого смазочного материала во внутреннюю поверхность цилиндрической металлической проволочной сетки в оплетке. Упрочняющий элемент наружного слоя с введенным в него термостойким материалом, стороной начала введения вперед, пропустили через зазор Δ1 (был установлен зазор Δ1 0,5 м) между парой цилиндрических роликов с гладкими цилиндрическими внешними периферийными поверхностями и тем самым сжали его по толщине термостойкого материала для придания ему выполненной за одно целое формы с тем, чтобы термостойкий материал и покровный слой твердого смазочного материала на лицевой стороне термостойкого материала заполнили ячейки металлической проволочной сетки упрочняющего элемента наружного слоя. В результате получили образующий плоский наружный слой элемент, у которого поверхность, образованная упрочняющим элементом наружного слоя, и поверхность, образованная твердым смазочным материалом, находятся на его лицевой стороне в смешанной форме.
После этого осуществили формование под давлением таким же способом, как в описанном выше Примере 6. В результате получили сферический кольцевой уплотнительный элемент, имеющий сферическое кольцевое основание со сквозным отверстием в его центральной части и образованный цилиндрической внутренней поверхностью, частично выпуклой сферической поверхностью и имеющими стороны большого и малого диаметра кольцевыми торцевыми поверхностями частично выпуклой сферической поверхности, а также наружный слой, выполненный за одно целое на частично выпуклой сферической поверхности сферического кольцевого основания.
Путем формования под давлением сферическому кольцевому основанию была придана структурная целостность за счет того, что термостойкий материал и упрочняющий элемент сферического кольцевого основания из металлической проволочной сетки были сжаты и переплетены друг с другом. В результате получили сферическое кольцевое основание, имеющее упрочняющий элемент из сжатой металлической проволочной сетки, а также содержащее термостойкий материал, который образован вспененным графитом, заполняющим ячейки упрочняющего элемента, и сжат так, чтобы образовать единое целое с упрочняющим элементом в смешанной форме. Что касается наружного слоя, термостойкий материал, твердый смазочный материал, образованный смазочным составом, содержащим 27,7% по весу h-BN, 1,3% по весу окиси бора, 4,3% по весу бемита и 66,7% по весу PTFE, и упрочняющий элемент наружного слоя из металлической проволочной сетки были сжаты с тем, чтобы твердый смазочный материал и термостойкий материал заполнили ячейки металлической проволочной сетки упрочняющего элемента и твердый смазочный материал, термостойкий материал и упрочняющий элемент наружного слоя образовали целиком смешанную форму. Наружная поверхность этого наружного слоя превращена в гладкую поверхность, образованную упрочняющим элементом и твердым смазочным материалом, которые представлены в смешанной форме.
В сферическом кольцевом основании и наружном слое изготовленного сферического кольцевого уплотнительного элемента на упрочняющие элементы сферического кольцевого основания и наружного слоя из металлической проволочной сетки приходится 56,5% по весу, а на твердый смазочный материал и термостойкий материал, содержащий вспененный графит, приходится 43,5% по весу, при этом плотность термостойкого материала и твердого смазочного материала в сферическом кольцевом основании и наружном слое составляет 1,66 мг/м3. Помимо этого, на упрочняющий элемент наружного слоя из металлической проволочной сетки приходится 64,2% по весу, а на твердый смазочный материал и термостойкий материал, содержащий вспененный графит, приходится 35,8% по весу.
Сравнительный пример 1
Из двух аустенитных проволок из нержавеющей стали (SUS 304), сходных с проволоками из описанного выше Примера 1 и имевших диаметр 0,28 мм, изготовили цилиндрическую металлическую проволочную сетку в оплетке с размером ячеек 3 мм (по вертикали) и 3 мм (по горизонтали), которую пропустили между парой роликов, чтобы получить металлическую проволочную сетку в форме ленты. Изготовленную таким способом металлическую проволочную сетку использовали в качестве упрочняющего элемента сферического кольцевого основания. В качестве термостойкого материала использовали лист вспененного графита, сходный с листом из описанного выше Примера 1.
После того как термостойкий листовой элемент свернули в спираль из одного витка, на внутреннюю сторону термостойкого материала наложили упрочняющий элемент и свернули наложенную структуру в спираль, в результате чего получили трубчатое основание, у которого термостойкий материал находится на наиболее удаленной от центра окружности. У этого трубчатого основания противолежащие по ширине концевые части термостойкого материала соответственно выступают (выдаются) по ширине из упрочняющего элемента.
Из одной тонкой металлической проволоки, сходной с описанной выше проволокой, получили цилиндрическую металлическую проволочную сетку в оплетке с размером ячеек 3,5 мм (по вертикали) и 2,5 мм (по горизонтали), которую пропустили между парой роликов, в результате чего получили металлическую проволочную сетку в форме ленты. Эту металлическую проволочную сетку в форме ленты использовали в качестве упрочняющего элемента наружного слоя наружного слоя.
Из термостойкого материала, сходного с описанным выше термостойким материалом, отдельно получили термостойкий материал меньшей ширины, чем ширина описанного выше упрочняющего элемента наружного слоя.
На одну поверхность упомянутого полученного отдельно термостойкого материала щеткой нанесли и высушили водную дисперсию (25,5% по весу h-BN, 4,5% по весу окиси алюминия и 70% по весу воды), в которой в качестве сухого вещества диспергировано 30% по весу смазочного состава, образованного 85% по весу h-BN, 15% по весу окиси алюминия. Эту операцию повторили три раза, чтобы получить покровный слой твердого смазочного материала, образованного этим смазочным составом.
Термостойкий материал с покровным слоем твердого смазочного материала ввели в металлическую проволочную сетку в форме ленты, т.е. упрочняющий элемент наружного слоя в сборе пропустили между парой роликов для придания единой формы таким образом, что термостойкий материал и покровный слой твердого смазочного материала на лицевой стороне термостойкого материала заполнили ячейки металлической проволочной сетки упрочняющего элемента. В результате получили образующий плоский наружный слой элемент, у которого поверхность, образованная упрочняющим элементом, и поверхность, образованная твердым смазочным материалом, находятся на его лицевой стороне в смешанной форме.
После этого осуществили формование под давлением таким же способом, как в описанном выше Примере 1, и получили сферический кольцевой уплотнительный элемент, имеющий сферическое кольцевое основание со сквозным отверстием в его центральной части и образованный цилиндрической внутренней поверхностью, частично выпуклой сферической поверхностью и имеющими стороны большого и малого диаметра кольцевыми торцевыми поверхностями частично выпуклой сферической поверхности, а также наружный слой, выполненный за одно целое на частично выпуклой сферической поверхности сферического кольцевого основания.
Путем формования под давлением сферическому кольцевому основанию была придана структурная целостность за счет того, что термостойкий материал и упрочняющий элемент сферического кольцевого основания из металлической проволочной сетки были сжаты и переплетены друг с другом. В результате получили сферическое кольцевое основание, имеющее упрочняющий элемент из сжатой металлической проволочной сетки, а также содержащее термостойкий материал, который образован вспененным графитом, заполняющим ячейки упрочняющего элемента, и сжат так, чтобы образовать единое целое с упрочняющим элементом в смешанной форме. Что касается наружного слоя, термостойкий материал, твердый смазочный материал, образованный смазочным составом, содержащим 85% по весу h-BN и 15% по весу окиси алюминия, и упрочняющий элемент наружного слоя из металлической проволочной сетки были сжаты с тем, чтобы твердый смазочный материал и термостойкий материал заполнили ячейки металлической проволочной сетки упрочняющего элемента, и твердый смазочный материал, термостойкий материал и упрочняющий элемент образовали единое целое в смешанной форме. Наружная поверхность этого наружного слоя превращена в гладкую поверхность, образованную упрочняющим элементом и твердым смазочным материалом, которые представлены в смешанной форме.
В сферическом кольцевом основании и наружном слое изготовленного сферического кольцевого уплотнительного элемента на упрочняющие элементы сферического кольцевого основания и наружного слоя из металлической проволочной сетки приходится 53,8% по весу, а на твердый смазочный материал и термостойкий материал, содержащий вспененный графит, приходится 46,2% по весу, при этом плотность термостойкого материала и твердого смазочного материала в сферическом кольцевом основании и наружном слое составляет 1,58 мг/м3. Помимо этого, на упрочняющий элемент наружного слоя из металлической проволочной сетки приходится 63,8% по весу, а на твердый смазочный материал и термостойкий материал, содержащий вспененный графит, приходится 36,2% по весу.
Сравнительный пример 2
Изготовили трубчатое основание с использованием таких же материалов и способа, как в описанном выше Примере 1. У этого трубчатого основания противолежащие по ширине концевые части термостойкого материала соответственно выступают (выдаются) по ширине из упрочняющего элемента.
Изготовили металлическую проволочную сетку в форме ленты таким же способом, как в описанном выше Примере 1, и использовали эту металлическую проволочную сетку в форме ленты в качестве упрочняющего элемента наружного слоя.
Из термостойкого материала, сходного с описанным выше термостойким материалом, получили термостойкий материал меньшей ширины, чем у металлической проволочной сетки в форме ленты упрочняющего элемента наружного слоя.
На одну поверхность упомянутого полученного отдельно термостойкого материала щеткой нанесли и высушили водную дисперсию (10,2% по весу h-BN, 1,8% по весу окиси алюминия, 18% по весу PTFE и 30% по весу воды), которая содержала смазочный состав, образованный 85% по весу h-BN и 15% по весу окиси алюминия в пересчете на 100 весовых частей, и в которой в качестве сухого вещества диспергировано 30% по весу смазочного состава (34% по весу h-BN, 6% по весу окиси алюминия, 60% по весу РТFЕ) и 150 весовых частей PTFE, диспергированного в этом смазочном составе. Эту операцию нанесения покрытия повторили три раза, чтобы получить покровный слой твердого смазочного материала, образованного этим смазочным составом.
Термостойкий материал с покровным слоем твердого смазочного материала ввели в металлическую проволочную сетку в форме ленты, т.е. упрочняющий элемент наружного слоя в сборе пропустили между парой роликов для придания единой формы таким образом, что термостойкий материал и покровный слой твердого смазочного материала на лицевой стороне термостойкого материала заполнили ячейки металлической проволочной сетки упрочняющего элемента. В результате получили образующий плоский наружный слой элемент, у которого поверхность, образованная упрочняющим элементом, и поверхность, образованная твердым смазочным материалом, находятся на его лицевой стороне в смешанной форме.
После этого осуществили формование под давлением таким же способом, как в описанном выше Примере 1, в результате чего получили сферический кольцевой уплотнительный элемент, имеющий сферическое кольцевое основание со сквозным отверстием в его центральной части и образованный цилиндрической внутренней поверхностью, частично выпуклой сферической поверхностью и имеющими стороны большого и малого диаметра кольцевыми торцевыми поверхностями частично выпуклой сферической поверхности, а также наружный слой, выполненный за одно целое на частично выпуклой сферической поверхности сферического кольцевого основания.
Путем формования под давлением сферическому кольцевому основанию была придана структурная целостность за счет того, что термостойкий материал и упрочняющий элемент сферического кольцевого основания из металлической проволочной сетки были сжаты и переплетены друг с другом. В результате получили сферическое кольцевое основание, имеющее упрочняющий элемент из сжатой металлической проволочной сетки, а также содержащее термостойкий материал, который образован вспененным графитом, заполняющим ячейки упрочняющего элемента, и сжат так, чтобы образовать единое целое с упрочняющим элементом в смешанной форме. Что касается наружного слоя, термостойкий материал, твердый смазочный материал, образованный смазочным составом, содержащим 34% по весу h-BN, 6% по весу окиси алюминия и 60% по весу PTFE, и упрочняющий элемент наружного слоя из металлической проволочной сетки были сжаты с тем, чтобы твердый смазочный материал и термостойкий материал заполнили ячейки металлической проволочной сетки упрочняющего элемента, и твердый смазочный материал, термостойкий материал и упрочняющий элемент образовали единое целое в смешанной форме. Наружная поверхность этого наружного слоя превращена в гладкую поверхность, образованную упрочняющим элементом и твердым смазочным материалом, которые представлены в смешанной форме.
В сферическом кольцевом основании и наружном слое изготовленного сферического кольцевого уплотнительного элемента на упрочняющие элементы сферического кольцевого основания и наружного слоя из металлической проволочной сетки приходится 54,0% по весу, а на твердый смазочный материал и термостойкий материал, содержащий вспененный графит, приходится 46,0% по весу, при этом плотность термостойкого материала и твердого смазочного материала в сферическом кольцевом основании и наружном слое составляет 1,62 мг/м3. Помимо этого, на упрочняющий элемент наружного слоя из металлической проволочной сетки приходится 63,5% по весу, а на твердый смазочный материал и термостойкий материал, содержащий вспененный графит, приходится 36,5% по весу.
Затем сферические кольцевые уплотнительные элементы, полученные в описанных выше Примерах 1-13 и Сравнительных примерах 1 и 2, установили в сферическое соединение выхлопной трубы, показанное на фиг.18, и провели испытания для определения величины утечки газа (л/мин) и наличия ненормального шума трения, результаты которых рассмотрены далее.
Условия испытаний для определения величины утечки газа
Прижимающая сила цилиндрической пружины (сила сжатия комплекта пружин): 980 Н
Угол отклонения при колебании: ±2,5°
Колебательная частота (частота колебаний): 5 гЦ
Температура (температура наружной поверхности части 302 с вогнутой сферической поверхностью, показанной на фиг.18): от комнатной температуры (25°С) до 500°С
Число колебаний: 1000000 циклов
Сопряженный элемент (материал конической части 301, показанной на фиг.18): SUS 3040187
Метод испытаний
В процессе колебательного движения с углом отклонения ±2,5° и колебательной частотой 5 Гц при комнатной температуре (25°С) температуру повысили до 500°С. Колебательное движение продолжили в состоянии, в котором поддерживалась эта температура, и измерили величину утечки газа в тот момент, когда число колебаний достигло 1000000.
Способ измерения величины утечки газа
Закрыли отверстие одной выхлопной трубы 100, соединенной с соединением выхлопной трубы, показанным на фиг.18, со стороны другой выхлопной трубы 300 впустили сухой воздух под давлением 0,049 МПа (0,5 кгс/см2), и с помощью расходомера четыре раза, т.е. (1) на протяжении начального периода испытаний, (2) после 250000 колебательных движений, (3) после 500000 колебательных движений и после (4) 1000000 колебательных движений, измерили величину утечки из соединения (на участках скользящего контакта между поверхностью 39 сферического кольцевого уплотнительного элемента 35 конической частью 301, пригоночных участках цилиндрической внутренней поверхности 29 сферического кольцевого уплотнительного элемента 35 и торцевой части 101 выхлопной трубы 100 и примыкающих участках кольцевой торцевой поверхности 31 и фланца 200, вертикально установленного на выхлопной трубе 100).
Условия испытаний для определения наличия ненормального шума трения
Прижимающая сила цилиндрической пружины (сила сжатия комплекта пружин): 590 Н
Угол отклонения при колебании: ±4°
Колебательная частота: 12 Гц
Температура (температура наружной поверхности части 302 с вогнутой сферической поверхностью, показанной на фиг.18): от комнатной температуры (25°С) до 500°С
Число колебаний: 1000000 циклов
Сопряженный элемент (материал конической части 301, показанной на фиг.18): SUS 3040190
Метод испытаний
После 45000 колебательных движений при комнатной температуре (25°С) с углом отклонения ±4° и колебательной частотой 12 Гц в качестве единицы колебаний температуру окружающей среды повысили до 500°С и продолжили колебательные движения (число колебательных движений во время повышения температуры составляло 45000). Когда температура окружающей среды достигла 500°С, число колебательных движений составило 115000. Наконец, температуру окружающей среды снизили до комнатной температуры и продолжили колебательные движения (число колебательных движений во время снижения температуры составляло 45000). Общее число в 250000 колебательных движений составило один цикл, и было осуществлено четыре цикла.
Оценку наличия ненормального шума трения осуществляли в упомянутые выше моменты времени, т.е. (1) после 250000 колебательных движений, (2) после 500000 колебательных движений, (3) 750000 колебательных движений и (4) после 1000000 колебательных движений), следующим образом.
Оценочный код А: ненормальный шум трения отсутствует.
Оценочный код В: ненормальный шум трения едва слышен, если приблизить ухо к испытуемой детали.
Оценочный код С: хотя шум в целом трудно различить с заданного расстояния (1,5 м от испытуемой детали), поскольку его заглушают шумы окружающей среды, специалист, проводящий испытания, способен различить шум как ненормальный шум трения.
Оценочный код D: шум может быть распознан как ненормальный шум трения (неприятный звук) любым человеком с заданного расстояния.
В Таблицах 1, 2, 3 и 4 приведены результаты описанных выше испытаний.
Из результатов испытаний, представленных в Таблицах 1-4, следует, что сферические кольцевые уплотнительные элементы согласно Примерам 1-13 превосходят сферические кольцевые уплотнительные согласно Сравнительным примерам 1 и 2 с точки зрения величины утечки газа и ненормального шума трения. Как видно из сопоставления Примеров 1-13 и Сравнительных примеров 1 и 2, при использовании сферических кольцевых уплотнительных элементов согласно Примерам 1-13 величина утечки газа сокращается почти вдвое. В то же время предполагается, что при использовании сферических кольцевых уплотнительных элементов согласно Сравнительным примерам 1 и 2 из-за осыпания или отслаивания твердых смазочных материалов их наружных слоев на относительно ранних стадиях скользящего контакта с сопряженными элементами происходит возникновение ненормального шума трения и, следовательно, переход к скользящему контакту с упрочняющими элементами из металлической проволочной сетки наружных слоев. В случае сферических кольцевых уплотнительных элементов согласно Примерам 1-5 и Примерам 11-13 термостойкий материал состоит из вспененного графита, содержащего первичный фосфат алюминия или первичный фосфат алюминия и пятиокись фосфора, и за счет пятиокиси фосфора и первичного фосфата алюминия улучшена сопротивляемость вспененного графита окислению, что позволяет снизить величины утечки газа.
Как описано выше, сферический кольцевой уплотнительный элемент согласно изобретению способен в максимально возможной степени исключать утечку выхлопных газов через сам уплотнительный элемент, позволяет создавать прочный покровный слой на лицевой стороне термостойкого материала за счет улучшения сцепления твердого смазочного материала с лицевой стороной термостойкого материала, способен исключать возникновение ненормального шума трения при скользящем контакте с сопряженным элемент и обладает стабильными характеристиками уплотнения.
Реферат
Изобретение относится к уплотнительной технике. Сферическое кольцевое основание уплотнительного элемента содержит термостойкий материал и упрочняющий элемент, которые сжаты и переплетены друг с другом для придания им структурной целостности. Входящие в состав наружного слоя термостойкий материал, твердый смазочный материал, образованный смазочным составом, и упрочняющий элемент из металлической проволочной сетки сжаты таким образом, что твердый смазочный материал и термостойкий материал заполняют ячейки металлической проволочной сетки упрочняющего элемента, и твердый смазочный материал, термостойкий материал и упрочняющий элемент образуют целиком смешанную форму. Наружная поверхность наружного слоя превращена в гладкую поверхность, у которой поверхность, образованная упрочняющим элементом, и поверхность, образованная твердым смазочным материалом, представлены в смешанной форме. Изобретение повышает надежность уплотнительного элемента. 2 н. и 12 з.п. ф-лы, 19 ил., 4 табл.
Формула
(а) изготавливают термостойкий листовой элемент, состоящий из вспененного графита,
(б) изготавливают упрочняющий элемент из металлической проволочной сетки, полученный путем переплетения или сплетения тонкой металлической проволоки, накладывают упомянутый упрочняющий элемент на упомянутый термостойкий листовой элемент, чтобы получить наложенную структуру, и свертывают наложенную структуры в цилиндрическую форму, чтобы получить трубчатое основание,
(в) получают водную дисперсию, содержащую по меньшей мере порошковый гексагональный нитрид бора и порошковую окись бора, диспергированные в золе окиси алюминия, в котором частицы гидратированной окиси алюминия диспергированы в воде, содержащей кислоту в качестве дисперсной среды, и который имеет концентрацию ионов водорода от 2 до 3, при этом упомянутая водная дисперсия содержит в качестве сухого вещества смазочный состав, содержащий по меньшей мере 70-85% по весу гексагонального нитрида бора, 0,1-10% по весу окиси бора и 5-20% по весу гидратированной окиси алюминия,
(г) изготавливают другой термостойкий листовой элемент, покрывают одну поверхность другого термостойкого листового элемента упомянутой водной дисперсией и высушивают ее, чтобы на поверхности упомянутого термостойкого листового элемента образовался покровный слой твердого смазочного материала, образованного смазочным составом, содержащим по меньшей мере 70-85% по весу гексагонального нитрида бора, 0,1-10% по весу окиси бора и 5-20% по весу гидратированной окиси алюминия,
(д) помещают упомянутый термостойкий листовой элемент с нанесенным на нем упомянутым покровным слоем между двух слоев, образованных металлической проволочной сеткой другого упрочняющего элемента из упомянутой металлической проволочной сетки, полученной путем переплетения или сплетения тонкой металлической проволоки, подают упрочняющий элемент с упомянутым термостойким листовым элементом, помещенным между слоями, образованными упомянутой металлической проволочной сеткой, через зазор между парой цилиндрических роликов и сдавливают его, чтобы упомянутый термостойкий листовой элемент и упомянутый покровный слой упомянутого твердого смазочного материала на лицевой стороне упомянутого термостойкого листового элемента заполнили ячейки упомянутой металлической проволочной сетки упомянутого упрочняющего элемента, в результате чего получают образующий плоский наружный слой элемент, у которого поверхность, образованная упомянутым упрочняющим элементом, и поверхность, образованная упомянутым покровным слоем упомянутого твердого смазочного материала находятся на лицевой стороне в смешанной форме,
(е) навивают упомянутый образующий наружный слой элемент вокруг внешней периферийной поверхности упомянутого трубчатого основания упомянутым покровным слоем упомянутого твердого смазочного материала наружу, чтобы получить цилиндрическую заготовку, и
(ж) устанавливают упомянутую цилиндрическую заготовку на внешнюю периферийную поверхность формовочного стержня, помещают упомянутый стержень в форму и осуществляют формование под давлением упомянутой цилиндрической заготовки в упомянутой форме в направлении оси стержня,
получают упомянутое сферическое кольцевое основание, в котором термостойкий материал, содержащий вспененный графит, и упомянутый упрочняющий элемент из металлической проволочной сетки сжаты и переплетены друг с другом для придания им структурной целостности, и
при этом термостойкий материал, содержащий вспененный графит, упомянутый твердый смазочный материал, образованный смазочным составом, содержащим по меньшей мере 70-85% по весу гексагонального нитрида бора, 0,1-10% по весу окиси бора и 5-20% по весу гидратированной окиси алюминия, и упомянутый упрочняющий элемент из упомянутой металлической проволочной сетки сжаты в упомянутом наружном слое таким образом, что упомянутый твердый смазочный материал и упомянутый термостойкий материал заполняют ячейки упомянутой металлической проволочной сетки упомянутого упрочняющего элемента, упомянутый твердый смазочный материал, упомянутый термостойкий материал и упомянутый упрочняющий элемент образуют целиком смешанную форму, а наружная поверхность упомянутого наружного слоя превращена в гладкую поверхность, у которой поверхность, образованная упомянутым упрочняющим элементом, и поверхность, образованная упомянутым твердым смазочным материалом, представлены в смешанной форме.
Комментарии