Гибкая стачечная машина тяжелого режима с множеством головок с автоматическим шпулечным зарядчиком - RU2345184C2
Код документа: RU2345184C2
Чертежи









Описание
Уровень техники
Изобретение касается швейных или стачечных машин и, более конкретно, швейных или стачечных машин, которые выполняют челночный стежок, используя верхнюю нить, подаваемую иглой, и нижнюю нить шпули, или любой другой промышленный стежок.
Уже давно известны швейные машины, использующие верхнюю нить, подаваемую иглой, которая вводится в слои материала, подлежащие сшиванию вместе. Челночный механизм крючка зацепляет петлю в нити на конце иглы и закрепляет петлей нить вокруг шпули, чтобы образовать челночный стежок до того, как игла будет вытянута назад из материала, когда материал продвигается для образования следующего стежка. Такие швейные машины были эффективно улучшены за эти годы с помощью электронного управления, которое обеспечивает возможность выполнения различных типов автоматизированного сшивания. Однако недостатком этих известных типов швейных машин является то, что они приспособлены только для прохождения сквозь ткани или материалы ограниченной толщины из-за нескольких факторов, включающих в себя тот факт, что игла наклоняется, когда она перемещается в материал и из него, чтобы обеспечить возможность ее перемещения с сшиваемым материалом, во время периода введения. Дополнительно, поскольку шпулю необходимо закреплять петлей верхней нитью, чтобы образовать челночный стежок, способность таких машин для автоматизированной работы ограничена необходимостью заменять шпулю обычным образом, когда нить шпули израсходована.
Имеется несколько изобретений, которые касаются контроля количества остающейся нити шпули, чтобы рабочий при машине знал, когда заменять шпулю прежде, чем нить закончится. Однако это не относится ко времени, требуемому для замены шпули и повторного запуска сшивания, особенно в середине длинных швов. Дополнительно, процесс выравнивания верхней и нижней нитей и требование удаления сшиваемого материала, во многих случаях, для получения доступа к шпуле, оказываются дополнительными ограничительными факторами к потерям производительности из-за требуемых замен шпуль.
В применениях типа сшивания крепежных материалов вместе, например типа ремней, используемых для снижения 20000-фунтовых полезных нагрузок, для поставок и оборудования в отдаленные области и/или для военного использования, необходимость в обеспечении возможности сшивать множество слоев высокопрочного крепежного материала не может быть удовлетворена с помощью известного оборудования, и повсюду требуется работа для прошивания более тонкого материала в составных областях.
В других применениях, где желательно пришивать непроницаемый слой материала поверх крепежного материала грубой рогожи, известные швейные машины не могут достигнуть этой цели частично из-за ограниченной возможности по высоте и неспособности обращаться с толщиной материала, на которую игла может проникать и все еще выполнять однородный челночный стежок. Дополнительно, в некоторых применениях типа сшиваемых брезентов или больших чехлов требуются параллельные швы, которые могут быть разнесены на расстояние от одного до нескольких дюймов, и/или для упрочнения может потребоваться множество рядов стежков. В настоящее время это следует выполнять с помощью многократных проходов швейной машины, что является и трудоемким, и потребляющим много времени, в зависимости от длины подлежащего сшиванию материала и длины нити шпули, которую можно намотать на шпулю.
Желательно создать швейную машину, имеющую эксплуатационную гибкость для решения многих из этих проблем, и обеспечить возможность сшивать множество слоев материала вместе одним или несколькими рядами стежков. Также чрезвычайно выгодно решить давно известную проблему необходимости заменять шпули в середине шва.
Сущность изобретения
Настоящее изобретение обеспечивает швейную машину тяжелого режима, которая направлена на решение вышеупомянутых задач, связанных с известными швейными машинами, и которая обеспечивает возможность сшивания вместе множества слоев материала приблизительно до четырех дюймов толщиной или более.
В соответствии с одним объектом изобретения обеспечена швейная машина, имеющая автоматический шпулечный зарядчик. Автоматический шпулечный зарядчик содержит сборку крючков, установленную под плоскостью сшивания, имеющую держатель шпуль. Сборка крючков приводится в действие приводным валом, и она может перемещаться, предпочтительно посредством поворота из первого, рабочего, положения во второе, заряжающее, положение. Шпулечный зарядчик установлен смежным образом со сборкой крючков во втором положении. Шпулечный зарядчик включает в себя всасывающую трубу, которая удаляет любой оставшийся сердечник шпули и свободные нити. Всасывание применяют, чтобы извлечь какой-либо оставшийся сердечник шпули, который почти израсходован. Затем шпулечный зарядчик заряжает замещающую шпулю из заряжающей шпули сборки в приемник шпуль в сборке крючков. Шпулечный зарядчик предпочтительно перемещается от сборки крючков, а сборка крючков возвращается в первое, рабочее, положение.
В предпочтительном варианте осуществления сборка крючков способна вращаться относительно приводного вала крючков так, что нет необходимости разъединять и заново подсоединять систему приводов, что может потенциально привести к потере синхронизации.
Предпочтительно, шпулечный зарядчик также способен перемещаться к сборке крючков и от нее для зарядки шпули и обеспечивать зазор во время перемещения сборки крючков.
В предпочтительном варианте осуществления сборка крючков включает в себя датчик для обнаружения, когда шпуля почти израсходована. Дополнительно, для обеспечения прохождения материала через швейную машину предпочтительно обеспечены захватки в виде множества зубчатых роликов, которые могут зацепляться и расцепляться от ведущего колеса, когда сборка крючков перемещается из первого, рабочего, положения во второе положение зарядки шпуль.
В предпочтительном варианте осуществления шпулечный зарядчик включает в себя запас шпуль, заряженных на тяге механизма подачи. Чтобы зарядить одну шпулю в приемник шпуль сборки крючков, шпули на тяге механизма подачи выдвигаются вперед так, что последняя шпуля соскальзывает с конца тяги механизма подачи в приемник шпуль. Предпочтительно рычаг управления обеспечивает возможность освобождения только одной шпули с тяги механизма подачи в приемник шпуль.
В предпочтительном варианте осуществления шпулечный зарядчик предпочтительно устанавливают для перемещения, по меньшей мере, по двум координатным осям, чтобы обеспечить возможность перемещения к сборке крючков и от нее, когда она находится во втором, заряжающем, положении. В предпочтительном варианте осуществления всасывающая труба образована трубкой Вентури и установлена для поворота на заряжающей шпули сборке.
Предпочтительно, прижимной рычаг шпули установлен отдельно от сборки крючков и приводится вверх и вниз одновременно с приведением в действие швейной машины так, что он поднимается вверх от шпули, чтобы обеспечить возможность петле верхней нити проходить под рычагом. Дополнительно, к рычагу прикреплены датчики так, что они определяют, когда шпуля почти израсходована, и сигнализируют контроллеру, вызывая действие перезарядки, происходящее автоматически.
В предпочтительном варианте осуществления при определении прижимным рычагом, что шпуля почти израсходована, нитеобрезатель шпули зацепляет нить шпули и обрезает ее. Дополнительно, верхний нитеобрезатель предпочтительно зацепляет верхнюю нить и обрезает ее, чтобы предотвратить дополнительное протягивание нити во время действия замены шпули. Затем сборку крючков поворачивают из первого, рабочего положения во второе, заряжающее положение, в котором какую-либо оставшуюся часть первоначальной шпули удаляют через всасывающую трубу, и заряжают новую шпулю.
В одном предпочтительном варианте осуществления сборка крючков также может скользить по приводному валу так, что она может располагаться в каком-либо из множества положений, чтобы обеспечить возможность регулировать ширину горловины платины швейной машины и/или обеспечить возможность размещения множества швейных головок рядом друг с другом, как описано более подробно ниже.
В другом объекте изобретения на швейной машине можно установить одну или более швейных головок и отрегулировать на требуемом расстоянии, чтобы обеспечить множество строчек, выполняемых одновременно.
В одном предпочтительном варианте осуществления сборка крючков поворачивается из первого положения во второе положение с помощью привода вращательного движения.
В другом объекте изобретения дополнительные шпули, расположенные на удерживающей тяге шпуль, вставляют в приемник шпуль сборки крючков, используя струю сжатого воздуха.
В другом объекте изобретения шпулечный зарядчик можно перемещать в положение пополнения запасов, где можно заряжать одну или более новых шпуль, в то время как швейная машина продолжает работать. Предпочтительно, тяга механизма подачи поворачивается к рабочему при машине или автоматизированному устройству пополнения запасов в положение пополнения запасов так, что можно заряжать одновременно множество новых шпуль.
В другом объекте изобретения, чтобы обеспечить возможность швейной машине сшивать множество слоев подлежащего сшиванию вместе толстого материала, который может иметь толщины 2 дюйма, 3 дюйма и даже 4 дюйма или больше, используя равномерный челночный стежок, иглу подведения верхней нити устанавливают на каретке иглы. Каретку иглы устанавливают для скользящего горизонтального перемещения одновременно с перемещением материала, сшиваемого швейной машиной. Иглу устанавливают для перпендикулярного перемещения (вверх и вниз) в каретке иглы. Это обеспечивает возможность перемещать иглу вверх и вниз для сшивания, в то время как вся каретка иглы перемещается горизонтально назад и вперед одновременно с материалом, сшиваемым во время периода, когда игла вставлена, так что игла остается, в общем, в параллельном, вертикальном выравнивании во время действия сшивания. Это устраняет отклонение иглы, которое может вызвать поломку иглы в толстых и/или жестких материалах, которые должны быть сшиты вместе. Это также обеспечивает высокую скорость сшивания множества слоев материала, поскольку нет никакого связывающего наклонного движения иглы.
Предпочтительно, каретку иглы устанавливают для скользящего перемещения, по меньшей мере, на двух горизонтальных направляющих тягах и приводят в действие одновременно с перемещением иглы в материал, подлежащий сшиванию, и перемещают горизонтально одновременно с роликами, которые тянут материал, подлежащий сшиванию при помощи швейной машины.
В предпочтительном варианте осуществления множество верхних головок швейной машины установлены для скользящего перемещения на верхней раме швейной машины и приводных валах так, чтобы расстояния между множеством игл для параллельного сшивания можно было приспосабливать к любому требуемому интервалу.
Предпочтительно, для верхней нити обеспечены устройства натяжения нити и обрезания нити, и они включают в себя первый крючок, управляемый силовым приводом, который создает дополнительную слабину в верхней нити, и вторым силовым приводом, который тянет нить от иглы к силовому приводу, управляемому устройством отрезания нити, которое отрезает нить, при этом оставляя все еще достаточный хвост в игле, чтобы повторно начать действие сшивания без необходимости повторно заводить нить в иглу.
Хотя признаки и элементы настоящего изобретения описаны в предпочтительных вариантах осуществления в конкретных комбинациях, можно использовать каждый признак или элемент отдельно (без других признаков и элементов предпочтительных вариантов осуществления) или в различных комбинациях с признаками и элементами по настоящему изобретению или без них.
Краткое описание чертежей
Вышеизложенная сущность изобретения, а также последующее подробное описание предпочтительных вариантов осуществления изобретения будут лучше понятны при чтении в связи с прилагаемыми чертежами. С целью иллюстрирования изобретения на чертежах показаны варианты осуществления, в настоящее время являющиеся предпочтительными. Однако должно быть понято, что изобретение не ограничено показанными точными компоновками.
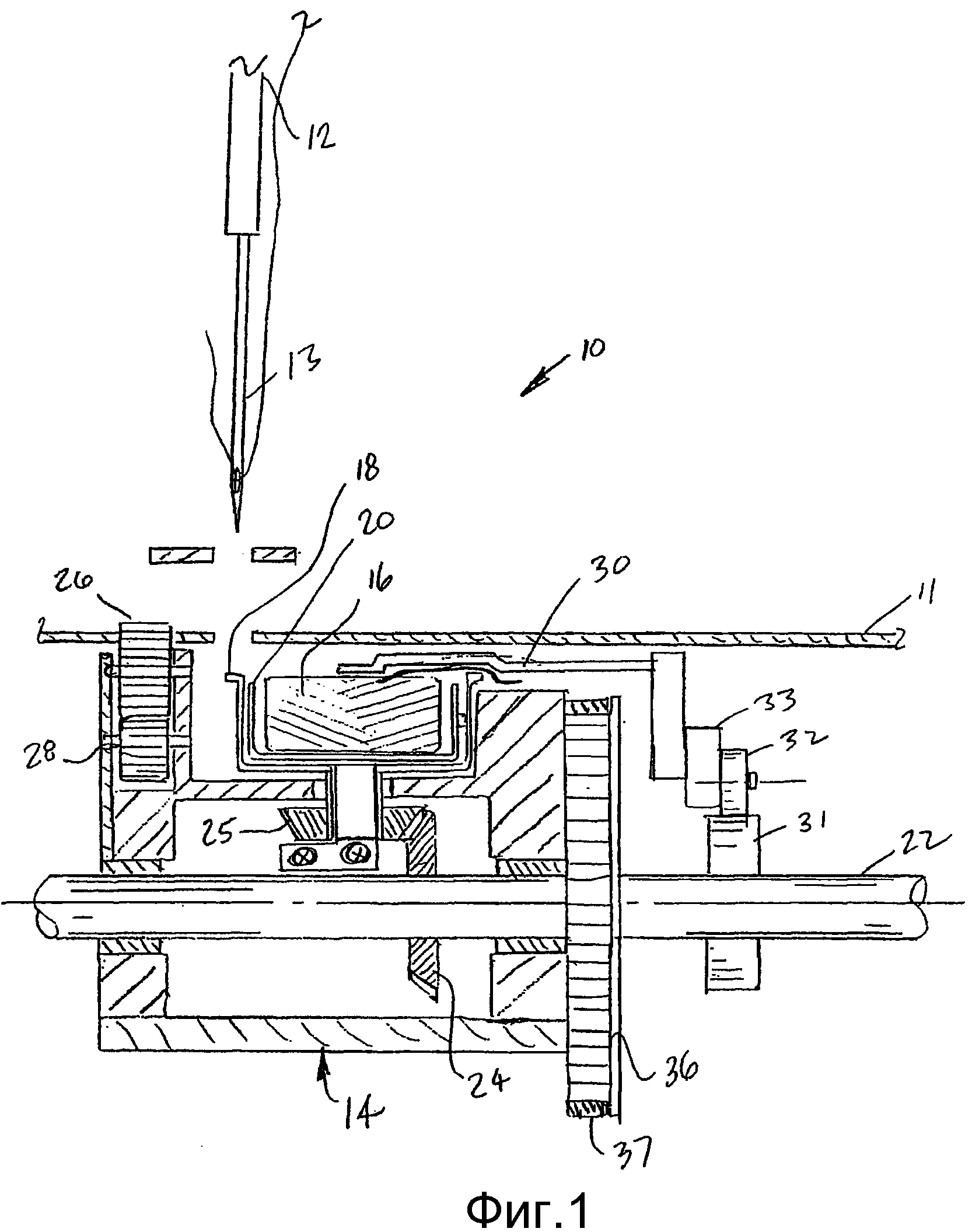
Фиг.1 представляет вид спереди, конкретно, в поперечном разрезе, изображающий верхнюю иглу и сборку нижних крючков со шпулей для швейной машины в соответствии с предпочтительным вариантом осуществления настоящего изобретения.
Фиг.2 представляет вид, подобный фиг.1, со сборкой крючков, повернутой на 90 градусов так, что приемник шпуль перемещен, в общем, из вертикальной ориентации, в общем, в горизонтальную ориентацию.
Фиг.3 представляет вид в перспективе, частично вырезанный, изображающий сборку крючков в положении, показанном на фиг.2, со сборкой шпулечного зарядчика, перемещенной в положение для всасывания почти израсходованной шпули из приемника шпуль.
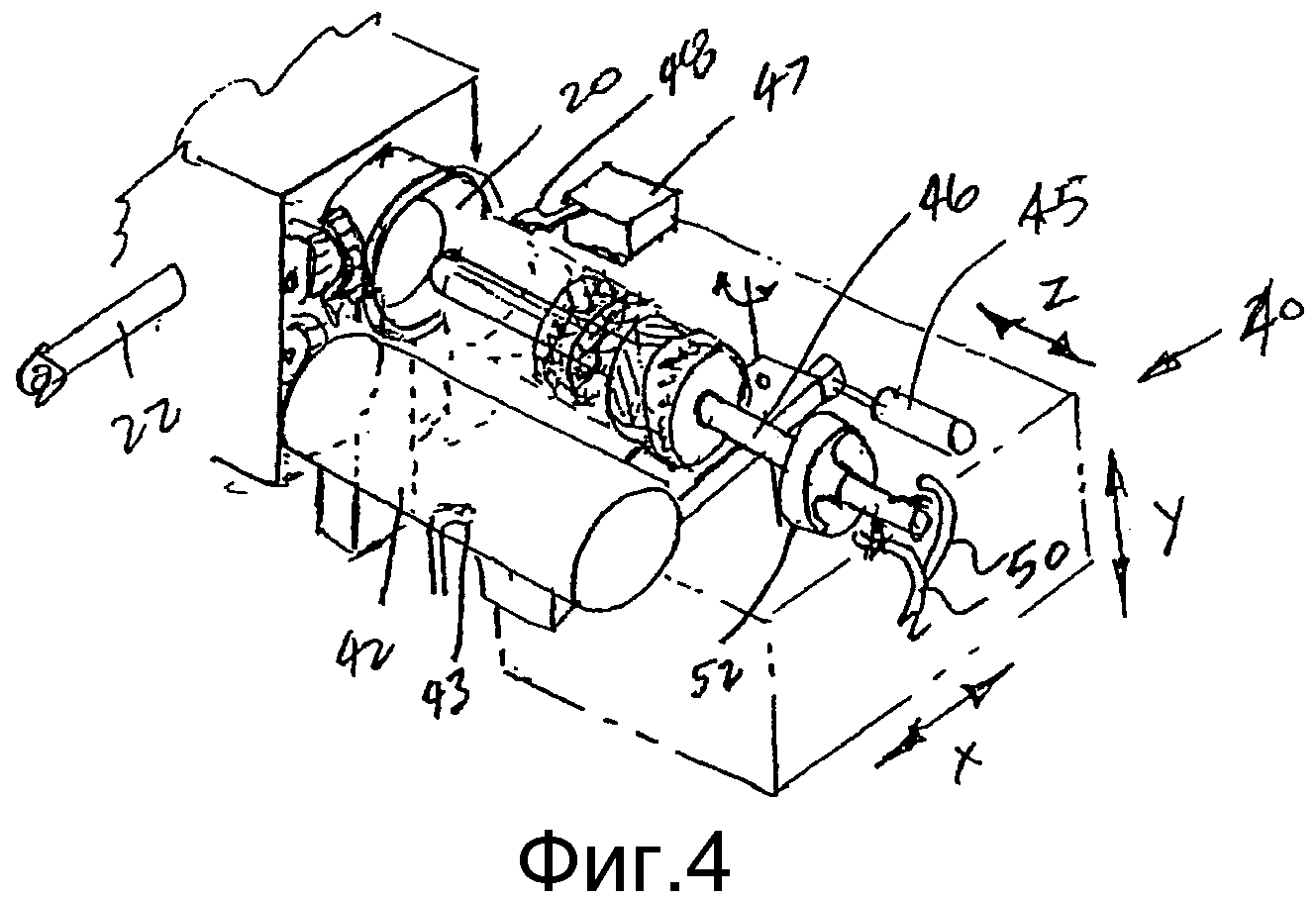
Фиг.4 представляет вид в перспективе, подобный фиг.3, на котором шпулечный зарядчик перемещен во второе положение, в котором заряжающий механизм для шпуль выровнен с приемником шпуль в сборке крючков.
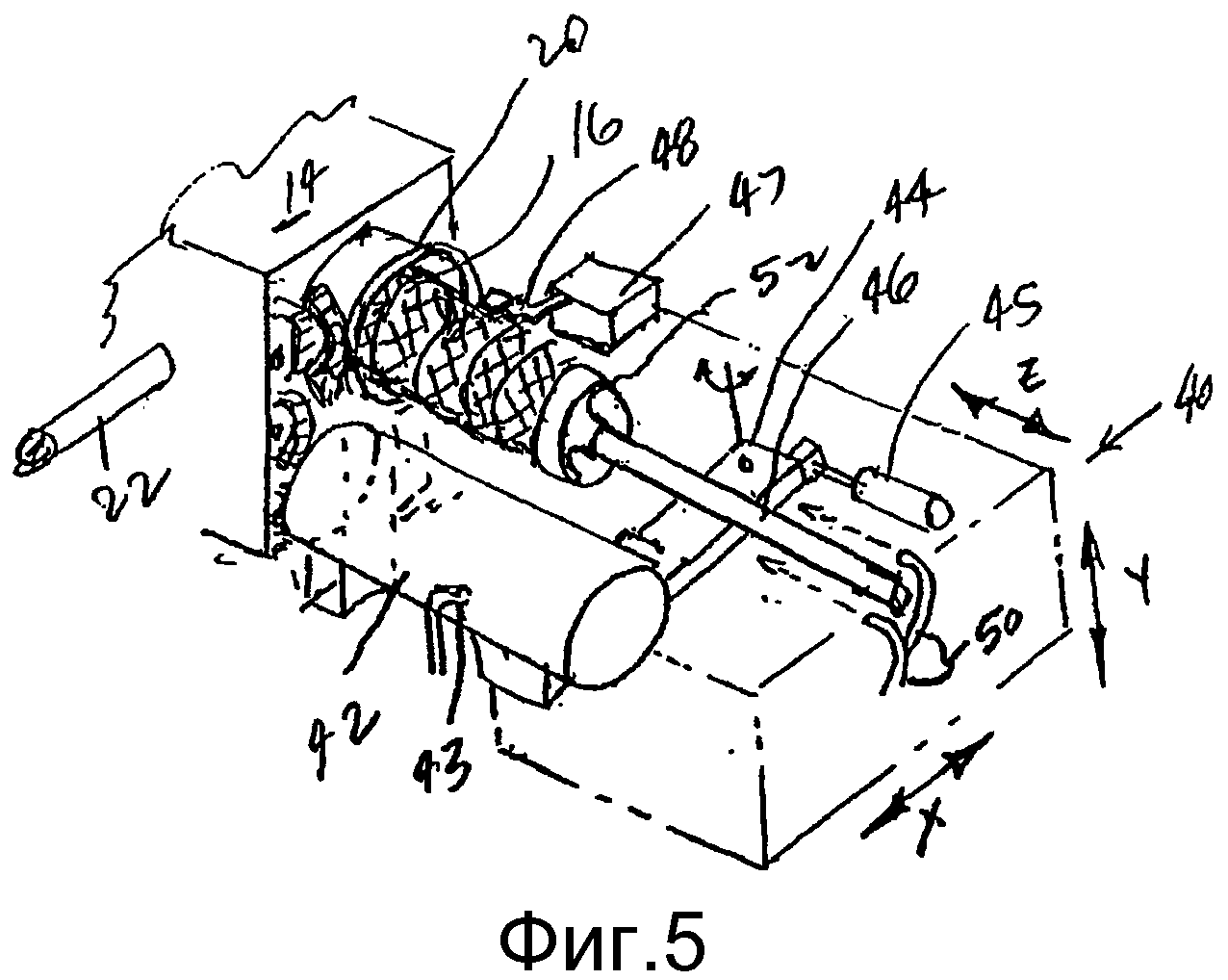
Фиг.5 представляет вид в перспективе, подобный фиг.4, изображающий самую последнюю шпулю на удерживающей тяге шпуль заряжающей шпули сборки, заряженной в приемник шпуль сборки крючков.
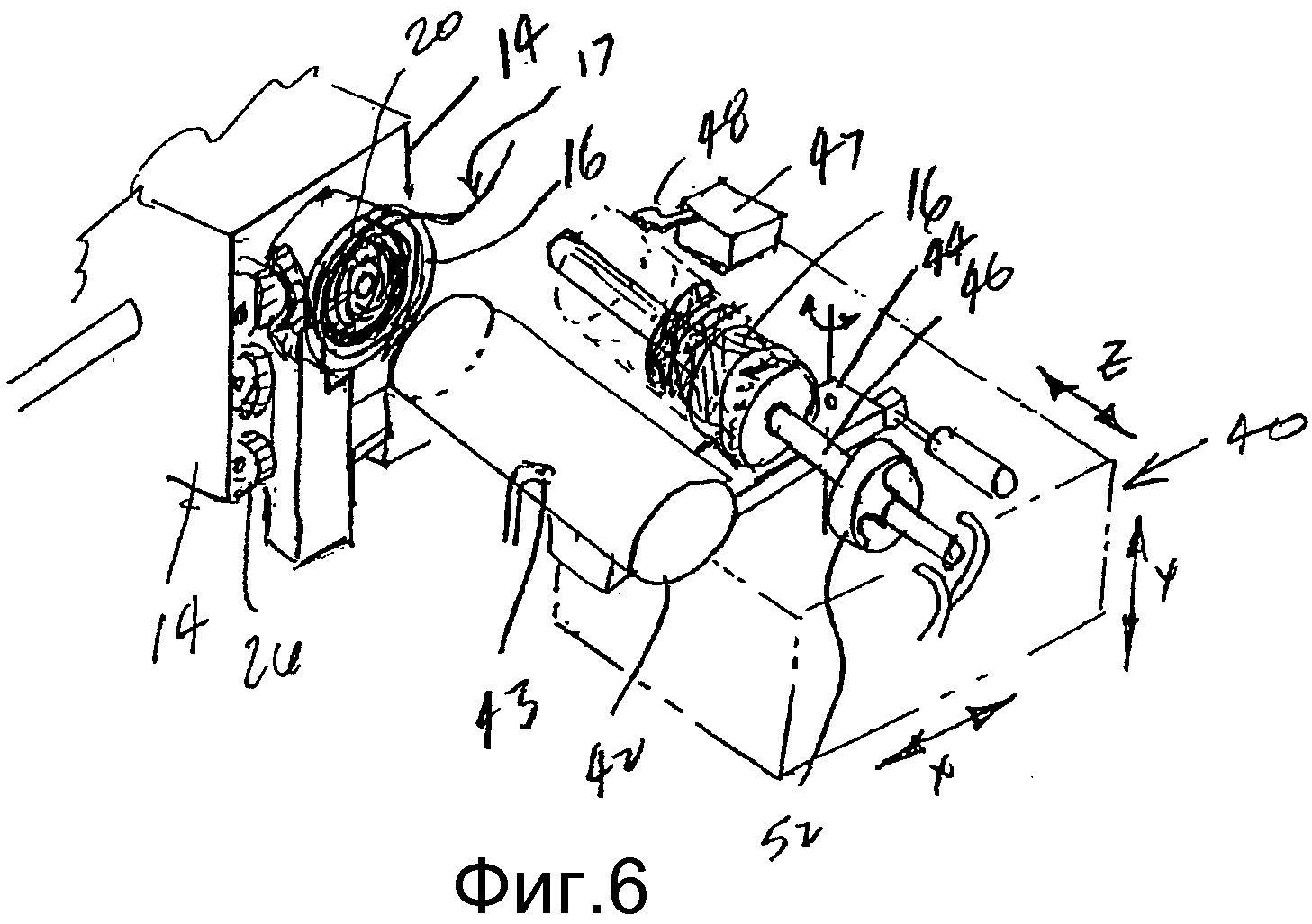
Фиг.6 представляет вид в перспективе, подобный фиг.3, изображающий заряженную шпулю в положении, когда заряжающая шпули сборка оттянута.
Фиг.7 представляет вид сбоку, изображающий сборку крючков, повернутую назад в первое, рабочее положение.
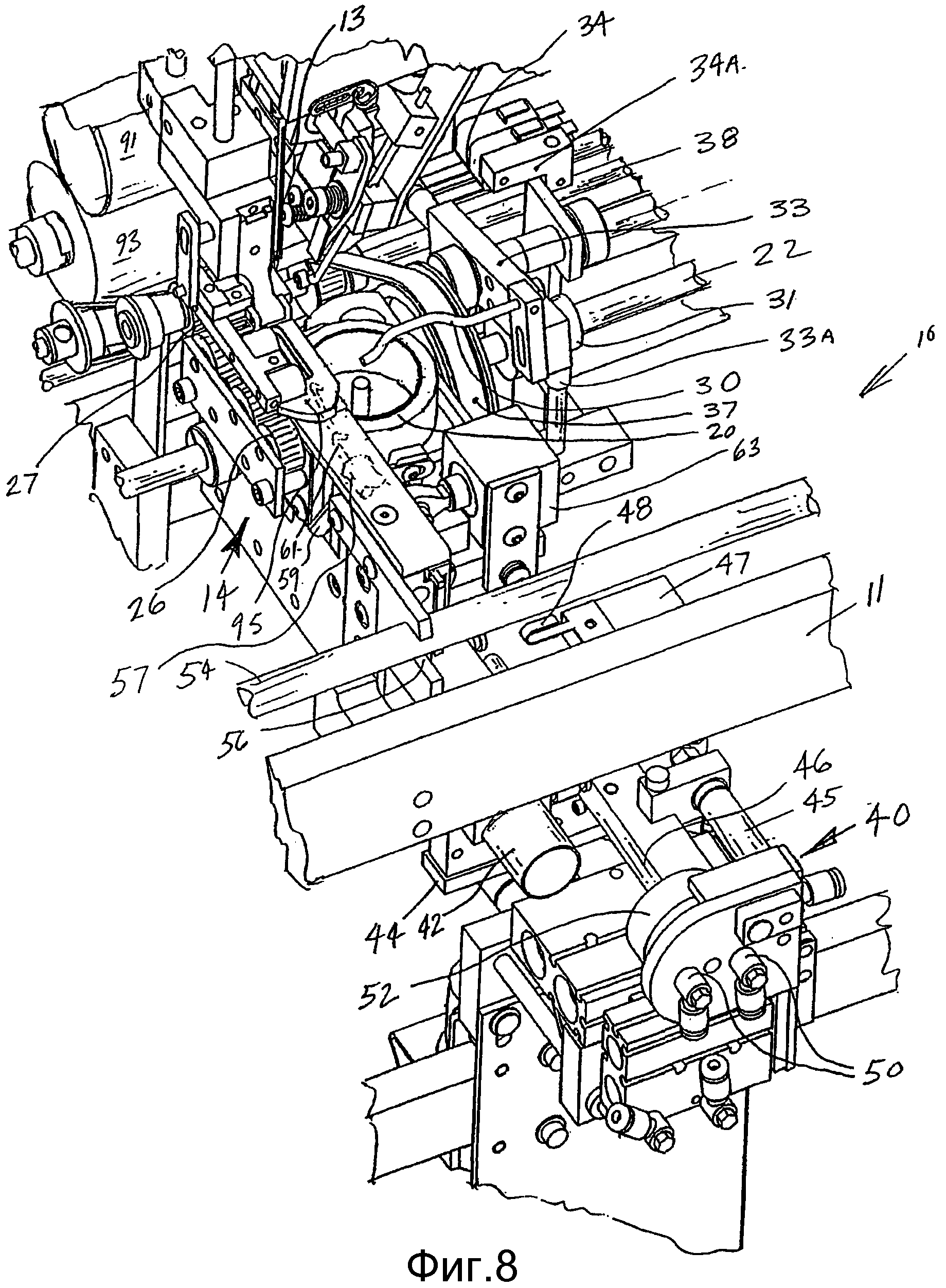
Фиг.8 представляет детализированный вид в перспективе предпочтительного варианта осуществления изобретения, изображающий сборку крючков и заряжающую шпули сборку в первом положении сборки крючков.
Фиг.9 представляет детализированный вид в перспективе, подобный фиг.8, изображающий сборку крючков, повернутую в положение, в котором в приемник шпуль можно заряжать новую шпулю.
Фиг.10 представляет вид в перспективе другого предпочтительного варианта осуществления изобретения, изображающий две заряжающие шпули сборки, расположенные рядом друг с другом в положении зарядки шпуль для швейной машины, имеющей два параллельных привода игл.
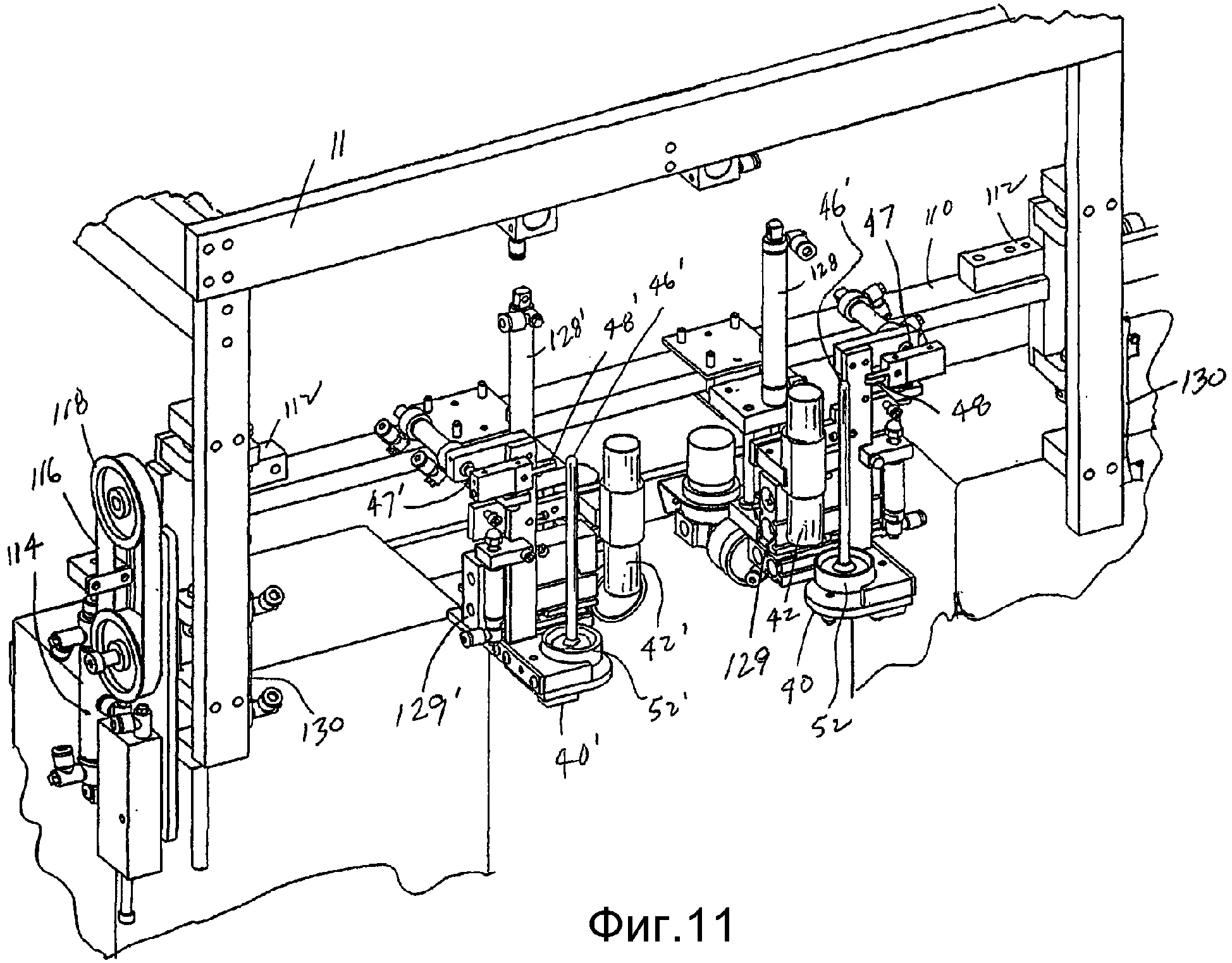
Фиг.11 представляет вид в перспективе, подобный фиг.10, изображающий две заряжающие шпули сборки, перемещенные в положение пополнения запасов шпуль.
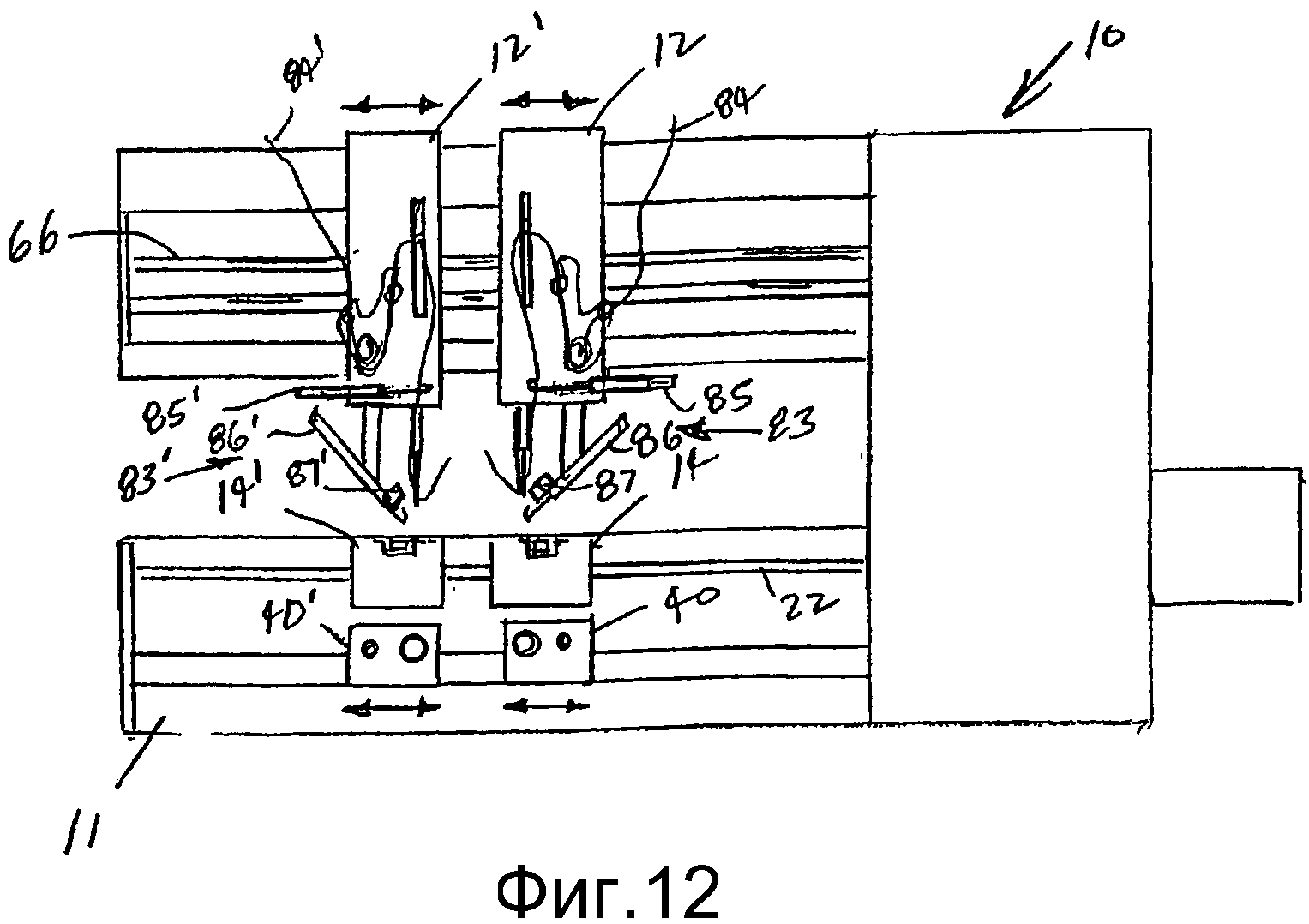
Фиг.12 представляет схематичный вид спереди швейной машины в соответствии с вариантом осуществления настоящего изобретения, показанным на фиг.10 и 11, с двумя перемещаемыми верхними головками, двумя сборками крючков и двумя заряжающими шпули сборками на раме швейной машины.
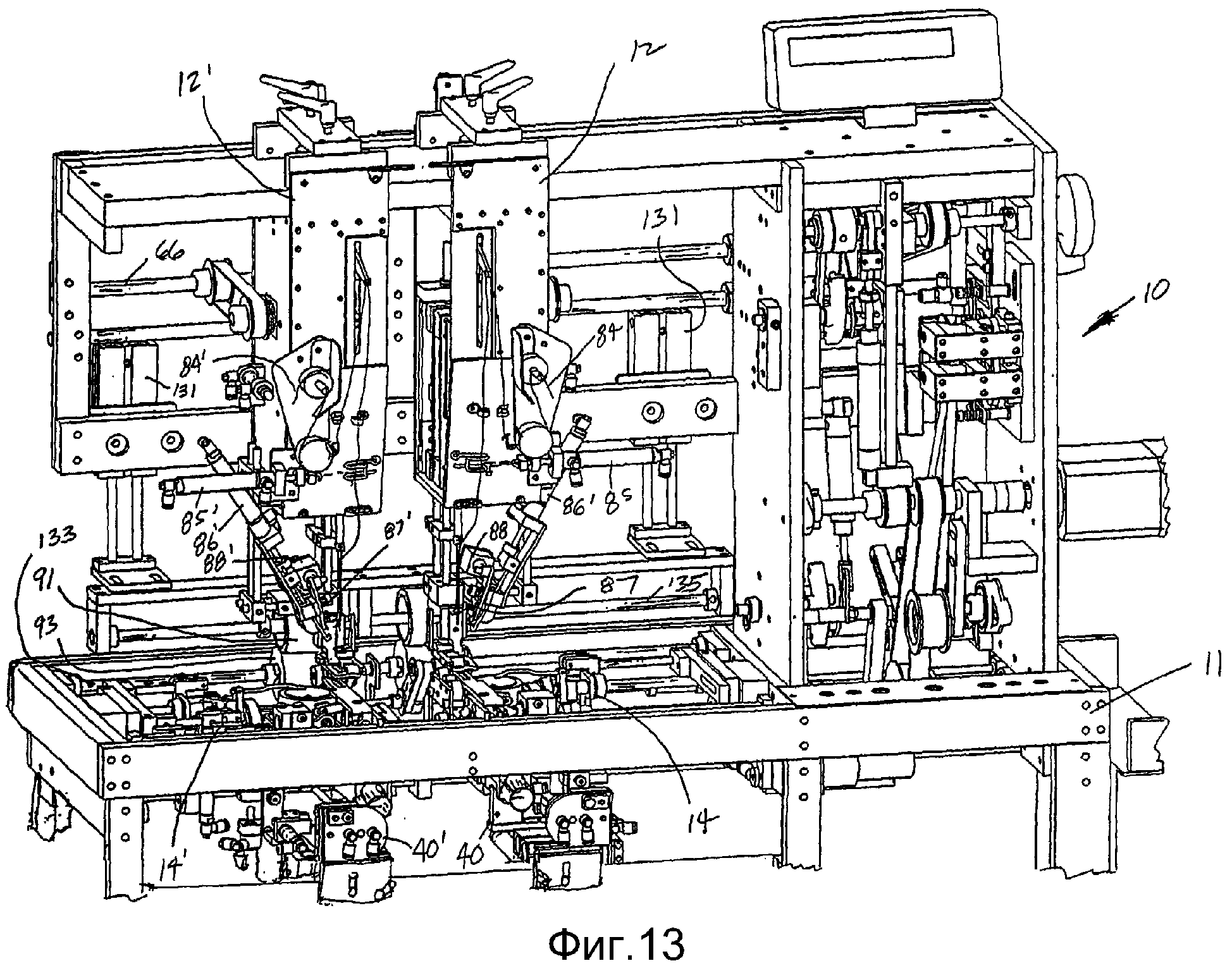
Фиг.13 представляет детализированный вид спереди швейной машины с двумя перемещаемыми верхними головками, двумя сборками крючков и двумя заряжающими шпули сборками (фиг.12).
Фиг.14 представляет увеличенный вид спереди в перспективе сборок головок игл, показанных на фиг.13, изображающий механизмы натяжения и отрезания верхней нити.
Фиг.15 представляет схематичный вид сбоку верхней головки швейной машины, изображающий сборку каретки иглы и устройство привода в соответствии с предпочтительным вариантом осуществления изобретения.
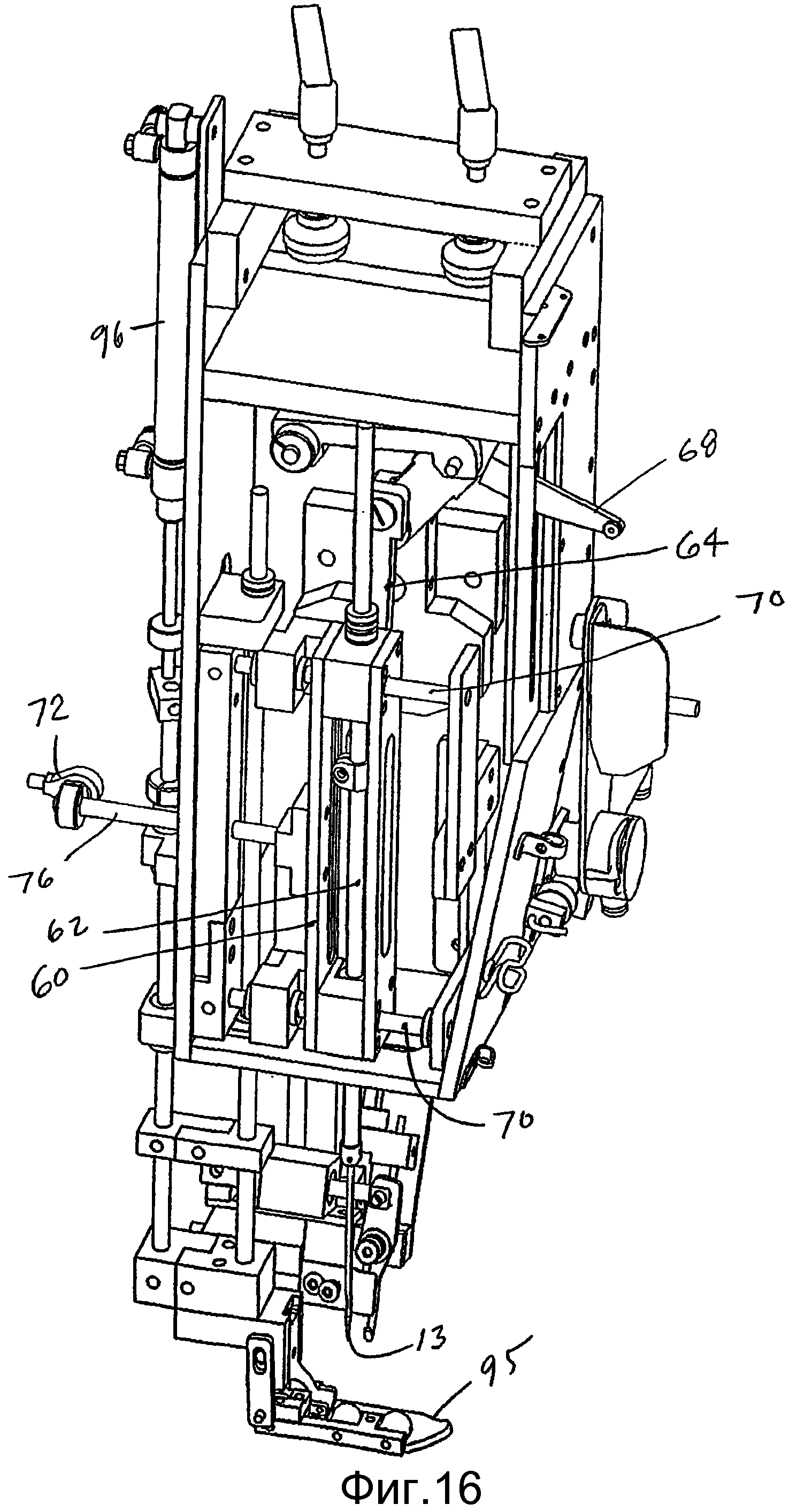
Фиг.16 представляет вид сбоку верхней головки швейной машины в соответствии с другим предпочтительным вариантом осуществления изобретения, изображающий сборку каретки иглы и устройство привода с иглой, показанной в верхнем положении. (Примечание: каретку иглы следует довести вправо в это положение до того, как игла зацепит материал, подлежащий сшиванию.)
Фиг.17 представляет вид, подобный фиг.16, изображающий верхнюю головку швейной машины с иглой в промежуточном положении, в котором материал, подлежащий сшиванию, будет почти полностью зацеплен.
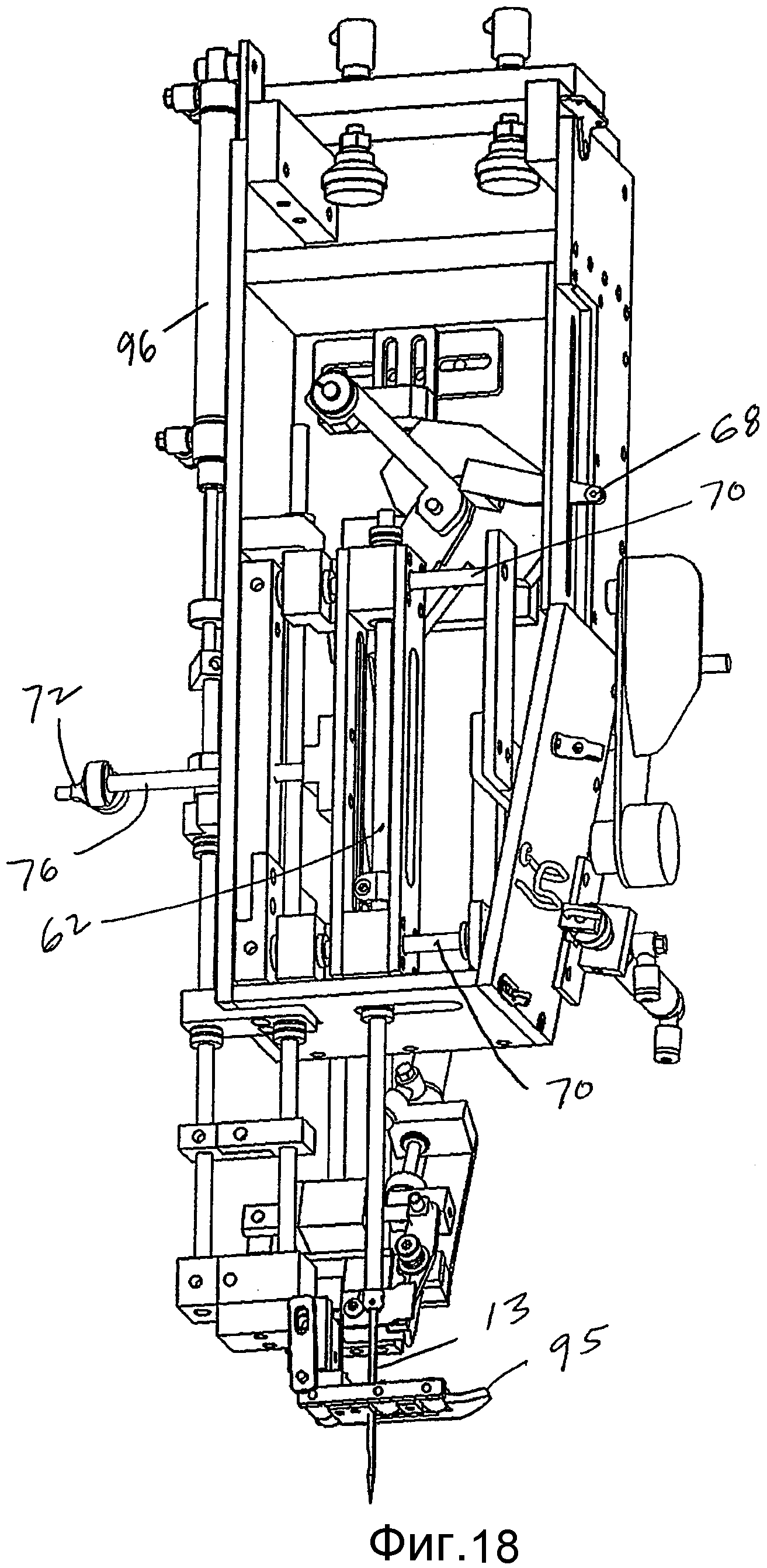
Фиг.18 представляет вид, подобный фиг.16 и 17, изображающий верхнюю головку швейной машины с иглой, приведенной в самое нижнее положение, в котором крючок зацепляет нить.
Фиг.19 представляет детализированный вид сзади швейной машины, изображенной на фиг.13, изображающий приводы для верхних головок швейной машины.
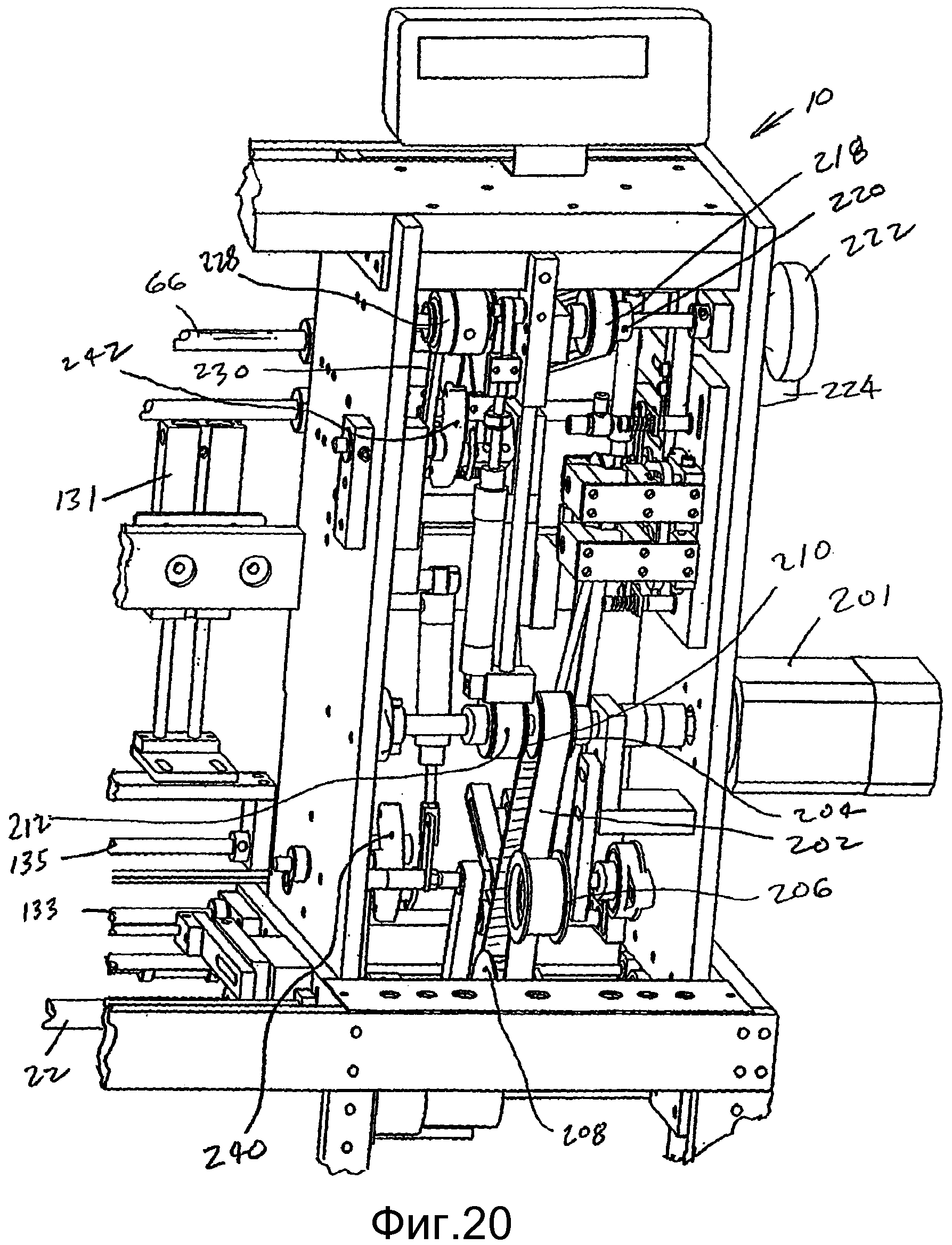
Фиг.20 представляет увеличенный детализированный вид спереди в перспективе системы приводов для швейной машины в соответствии с предпочтительным вариантом осуществления изобретения, показанным на фиг.13.
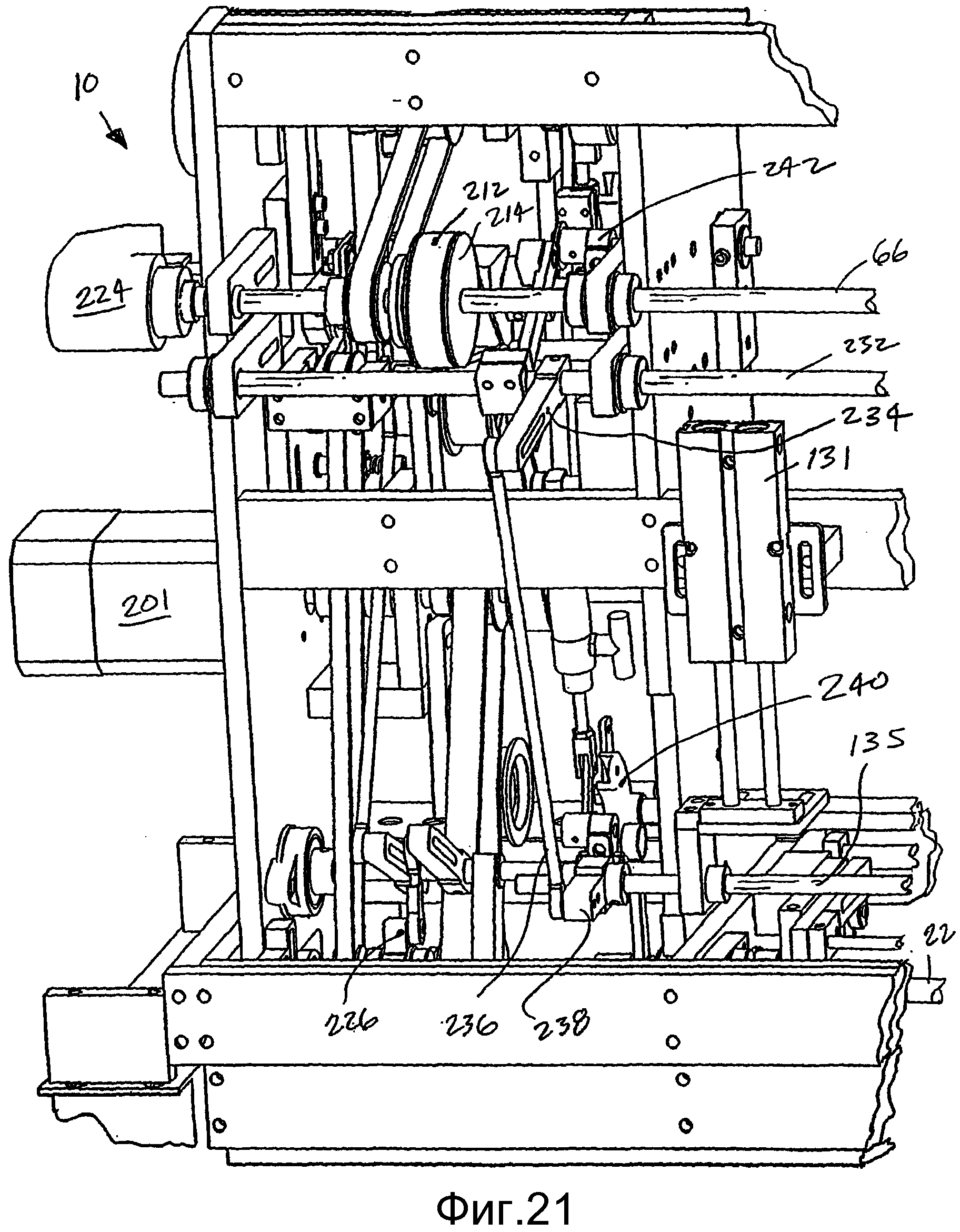
Фиг.21 представляет увеличенный детализированный вид сзади в перспективе системы приводов для швейной машины в соответствии с предпочтительным вариантом осуществления изобретения, показанным на фиг.13.
Подробное описание предпочтительных вариантов осуществления
В последующем описании используется определенная терминология только для удобства и не рассматривается как ограничивающая. Слова "нижний", "верхний", "левый" и "правый" определяют направления на чертежах, на которые сделана ссылка. Дополнительно, термины "а" и "один" определены как включающие в себя один или более из упомянутых элементов, если не указано конкретно.
Обращаясь теперь к фиг.1-9, отметим, что показана швейная машина 10 с автоматической зарядкой шпуль в соответствии с настоящим изобретением. Швейная машина 10 предпочтительно включает в себя раму 11 (показанную более подробно на фиг.12 и 13), имеющую верхнюю головку 12 подачи иглы и нижние сборки 14 крючков, которые держат шпулю 16 для каждой комбинации верхней головки 12 иглы/нижней сборки 14 крючков. Как показано на фиг.1, сборка 14 крючков предпочтительно включает в себя вращающийся крючок 18, который поворачивается вокруг приемника 20 шпуль. Крючок 18 приводится в действие приводным валом 22 и парой конических зубчатых колес 24, 25. Приводные захватки в форме подающих материал зубчатых колес 26 расположены рядом с отверстием для иглы и приводятся в действие отдельным ведущим зубчатым колесом 27, как показано на фиг.7. Промежуточные зубчатые колеса 28 расположены между зубчатыми колесами 26 так, чтобы они все приводились в движение в таком же направлении. Рычаг 30 шпулечного зарядчика/датчика удерживает шпулю 16 в положении и приводится в действие через кулачок 31 на приводном валу 22 через следящий механизм 32 ролика, который перемещает опорный стержень 33 рычага вверх и вниз одновременно с перемещением крючка 18 так, чтобы петлю верхней нити можно было пропускать вокруг шпули 16. Датчики 34 прикреплены к концу рычага, как показано на фиг.8, чтобы определять, когда рычаг 30 наклоняется вниз, указывая, что нить шпули на шпуле 16 почти израсходована. Зубчатое колесо 36 силового привода соединено со сборкой 14 крючков и предпочтительно приводится в действие зубчатым ремнем 37, чтобы перемещать сборку 14 крючков в положение зарядки шпули после того, как рычаг 30 шпулечного зарядчика/датчика указывает, что нить шпули почти израсходована.
Хотя поворот на 90° является предпочтительным перемещением, можно использовать другие компоновки, чтобы заставить сборку 14 крючков переходить вертикально и/или горизонтально в положение перезарядки шпули.
Как показано на фиг.2, после того, как верхняя и нижняя нити шпули отрезаны автоматическим отрезным механизмом, описанным подробно ниже, вся сборка 14 крючков предпочтительно поворачивается вниз зубчатым ремнем 37, приводящим в действие зубчатое колесо 36 силового привода, прикрепленное к сборке 14 крючков. Это вращение предпочтительно выполняется относительно приводного вала 22. Подающие материал зубчатые колеса 26 отсоединяются от ведущего зубчатого колеса 27 (показанного на фиг.7). Как только сборка 14 крючков повернулась в положение на фиг.2, используется автоматический шпулечный зарядчик 40, который показан на фиг.3-6, чтобы вставить новую шпулю 16 в приемник 20 шпуль. Как показано на фиг.3, автоматический шпулечный зарядчик 40 включает в себя всасывающую трубу 42, имеющую воздушный жиклер 43, который обращен в направлении, в общем, от приемника 20 шпуль. Шпулечный зарядчик 40 установлен для перемещения предпочтительно в направлениях X и Y. В предпочтительном варианте осуществления шпулечный зарядчик 40 также способен перемещаться в направлении Z, так что его можно перемещать от хода сборки 14 крючков, чтобы обеспечить возможность ему повернуться в требуемое положение до того, как он переместится в первое положение, в общем, показанное на фиг.3, где всасывающая труба 42 находится рядом с приемником 20 шпуль. Воздух выдувается через воздушный жиклер 43, создавая эффект Вентури, всасывая любую оставшуюся нить шпули или катушки, все еще находящиеся в приемнике 20 шпуль и подлежащие удалению. Предпочтительно, всасывающая труба 42 установлена на вертящемся рычаге 44, приводимом в действие силовым приводом 45 так, что его можно немного поворачивать от приемника 20 шпуль и обеспечивать возможность шпулечному зарядчику 40 перемещаться только в направлении X для его следующего перемещения таким образом, что тяга 46 зарядки шпули, в общем, выравнивается с приемником 20 шпуль, как показано на фиг.4.
Тяга 46 зарядки шпули предпочтительно содержит тягу, по которой легко может скользить множество шпуль 16, например, посредством обеспечения шпуль 16, сложенных в трубе, которую можно затем легко выдвигать и устанавливать на тягу 46. В предпочтительном варианте осуществления шпули 16 можно помещать на тягу 46 зарядки шпуль, и они могут свободно скользить по ней. Чтобы обеспечить возможность более легкой зарядки, сам шпулечный зарядчик может быть способен перемещаться в положение перезарядки, как описано более подробно ниже, или тягу 46 можно устанавливать поворотным образом так, чтобы ее поворачивать для легко доступного положения зарядки.
Силовой привод 47 (подробно показанный на фиг.11) с рычагом 48 расположен рядом с концом шпулечного зарядчика 46, чтобы предотвратить нечаянное падение шпули 16 с конца. Как только шпулечный зарядчик 46 располагается рядом с приемником 20 шпуль, применяют воздух через жиклеры 50, как показано на фиг.5, напротив чашеобразного нитеподатчика 52, расположенного на тяге 46 зарядки шпуль, который проталкивает шпули 16 вперед. Силовой привод 47 перемещает рычаг 48 так, что в приемник 20 шпуль заряжается одна шпуля 16. Затем силовой привод 47 заново зажимает рычаг 48 в положение для предотвращения какого-либо дополнительного падения шпуль 16 с зарядчика 46. Затем автоматический шпулечный зарядчик 40 перемещается от приемника 20 шпуль, как показано на фиг.6, так, что шпуля 16 остается в приемнике 20 шпуль.
Отметим, что в предпочтительном варианте осуществления изобретения хвост 17 нити шпули 16 должен быть свободным, и практически было найдено, что шпулю 16 можно заряжать на тягу 46 зарядки шпули с хвостами, свисающими на несколько дюймов, без каких-либо проблем. Хотя механизм для перемещения шпулечного зарядчика 40 в направлениях X, Y и Z предпочтительно является пневмоцилиндрами и соответствующими линейными направляющими, можно использовать любой подходящий механизм. Дополнительно, можно не включать вращающийся рычаг в зависимости от конкретного пути прохождения, запрограммированного для шпулечного зарядчика 40, однако было найдено, что особенно эффективно иметь его наклоненным внутрь для размещения всасывающей трубы 42 в непосредственной близости от приемника 20 шпуль, чтобы гарантировать, что любая оставшаяся часть израсходованной шпули будет полностью высосана.
Обращаясь теперь к фиг.7, отметим, что показан передний опорный стержень 54, который удерживает сборку 14 крючков в рабочем положении. Опорный стержень 54 можно перемещать внутрь и наружу, и он предпочтительно зацепляется в прорези 56 сборки 14 крючков для обеспечения устойчивой поддержки, чтобы нести нагрузку, производимую иглой 13, когда ее проводят через материал, подлежащий сшиванию. Предпочтительно, задний конец сборки 14 крючков также соприкасается с неподвижным опорным элементом 58 рамы 11 швейной машины 10 для дополнительной поддержки и возможности несения нагрузки.
Фиг.8 обеспечивает детализированное представление сборки 14 крючков в первом, рабочем, положении и автоматического зарядчика 40 шпули в резервном положении. Подающие ролики 91 и 93 показаны в положении сзади крючка 14 для протягивания материала через них, в дополнение к лапке 95, которая перемещается вниз в местоположение, для прижимания материала к ведущим зубчатым колесам 26. Предпочтительно, лапка 95 поднимается и опускается пневматически и также предпочтительно включает в себя ролики. Поворотный вал 38 силового привода, используемый для приведения в действие зубчатого ремня 37, также ясно показан. Хотя он является поворотным средством приведения в действие в предпочтительном варианте осуществления, при желании можно использовать прямолинейный силовой привод с шарнирными соединениями. Также ясно показан ограничитель 33а движения для рычага 33. Этот ограничитель 33a предпочтительно можно регулировать, чтобы предотвратить перебег рычага 33, особенно когда сборка 14 крючков поворачивается вниз в положение зарядки шпули, детально показанное на фиг.9. Также показано крепление 34a для датчика 34. Автоматический шпулечный зарядчик 40 также показан более подробно.
Обращаясь теперь к фиг.9, отметим, что показано детализированное представление сборки 14 крючков, повернутой в положение, в котором в приемник 20 шпуль можно заряжать новую шпулю 16 автоматическим шпулечным зарядчиком 40. Рычаг 30 шпулечного зарядчика/датчика, который продолжается от рычага 33, удерживается в положении ограничителем 33a и не поворачивается вниз со сборкой 14 крючков. Вал 39, на котором поворачивается рычаг 33, также ясно показан. Ведущее зубчатое колесо 27 со связанным зубчатым приводным ремнем и шкивами можно также видеть отцепленными от зубчатых колес 26 механизма подачи.
Хотя предпочтительный вариант осуществления автоматического шпулечного зарядчика 40 для швейной машины 10 был описан подробно, ключевым признаком предпочтительного варианта осуществления, который обеспечивает возможность выполнять перемещение сборки 14 крючков, состоит в том, чтобы сделать сборку 14 крючков способной поворачиваться относительно приводного вала 22. Эта компоновка гарантирует, что нет никаких проблем синхронизации, создаваемых разъединением или повторным соединением привода крючков. Это также обеспечивает возможность приемнику 20 шпуль на сборке 14 крючков поворачиваться вниз, чтобы обеспечивать более легкий доступ для автоматической замены шпули 16. Сборка 14 крючков также не включает в себя защелку в шкворне, которая имеется обычно на большинстве сборок крючков, и шкворень может быть также при желании исключен. В настоящем случае сборка 14 крючков сделана посредством изменения стандартного крючка, доступного от Компании Сейко (Seiko Company), Японии, путем удаления защелки шкворня. Шкворень также можно удалить и заменить маленьким центровочным шариком в основании корзины шпули или приемника. Нет никакой необходимости в защелке, так как шпуля удерживается в положении рычагом 30 во время нормального действия сшивания, когда сборка 14 крючков находится в первом, рабочем, положении.
Обращаясь снова к фиг.8, отметим, что показан силовой привод 57, который тянет нить шпули 16 в резак 59. Конец крючка тяги 61, имеющей конец, который зацепляет нить шпули и тянет ее в резак, показан пунктирными линиями. Затем силовой привод 63 резака приводится в действие, чтобы отрезать нить шпули. Резак 59 и силовые приводы 57 и 63 предпочтительно установлены на способной вращаться сборке 14 крючков, чтобы поддержать и приближенность отрезанного куска нити шпули, и выравнивание тяги 61, которая захватывает нить шпули и тянет ее в резак 59.
Обращаясь теперь к фиг.10 и 11, отметим, что показан другой объект изобретения, в котором изображены две сборки 40, 40' для швейной машины с двумя иглами/двумя крючками. Заряжающая шпули сборка 40 такая же, как описана выше, а вторая заряжающая шпули сборка 40' является ее зеркальным отображением, чтобы обеспечить возможность помещать заряжающие шпули сборки 40, 40' ближе друг к другу. Хотя показаны две заряжающие шпули сборки 40, 40', можно использовать большее или меньшее количество заряжающих шпули сборок 40, 40' в зависимости от количества предусмотренных компоновок игл/крючков.
Заряжающие шпули сборки 40, 40' установлены на способном поворачиваться элементе 110 рамы. Элемент 110 рамы имеет опоры 112 подшипников на каждом конце, как ясно показано на фиг.11, и поворачивается с помощью силового привода 114 приблизительно на 90° так, что тяги 46, 46' зарядки шпуль перемещаются, в общем, в вертикальное положение, в котором они могут пополнять запас новыми шпулями. Это можно делать в то время, когда швейная машина продолжает работать, чтобы минимизировать время.
В предпочтительном варианте осуществления силовой привод 114 является линейным силовым приводом и соединен с ремнем 116. Ремень 116 вращает шкив 118, соединенный с валом от опоры 112 подшипников, которая соединена с перемещаемым элементом 110 рамы. Хотя эта компоновка является предпочтительной, при желании можно использовать другие компоновки силового привода, включающие в себя силовой привод вращательного движения, и величина поворота может варьироваться от приблизительно 75° до приблизительно 135° в зависимости от конкретной компоновки. Предпочтительно, силовые приводы на заряжающих шпули сборках являются полностью пневматическими, и пневматические линии (не показаны) имеют достаточный дополнительный зазор, чтобы обеспечить возможность необходимого вращения для перезарядки.
Обращаясь еще к фиг.11, отметим, что показаны силовые приводы 128, 128' Z-направления для заряжающих шпули сборок 40, 40'. Дополнительно, также показаны силовые приводы 129, 129' X-направления. Полностью силовой привод 47, 47' под рычагом 48, 48' также подробно показан, и его приводят в действие для гарантии, что зарядится только одна новая шпуля 16, как предварительно было описано. Также ясно показаны тяги 46, 46' зарядки шпуль с чашеобразными нитеподатчиками 52, 52'.
В предпочтительном варианте осуществления полностью повернутый элемент 110 рамы с заряжающими шпули сборками 40, 40' установлен для перемещения вверх и вниз в направлении Y. Опоры 112 подшипников соединены с силовыми приводами 130, которые перемещают элемент 110 рамы вверх и вниз, чтобы регулировать высоту заряжающих шпули сборок. Предпочтительно, силовые приводы 130 опускаются до поворота элемента 110 рамы, чтобы повернуть заряжающие шпули сборки 40, 40' в положение пополнения запасов, как показано на фиг.11.
Обращаясь теперь к фиг.12-14, отметим, что в предпочтительном варианте осуществления швейная машина 10 включает в себя две верхние головки 12, 12' подачи игл. Хотя показаны две головки 12, 12', специалистам в данной области техники должно быть понятно, что можно использовать одну, три, четыре или больше головок, и что головки 12, 12' наряду со сборками 14, 14' крючков могут скользить по раме 11 швейной машины 10, чтобы обеспечить требуемый интервал между соседними отображенными зеркально головками 12, 12', вниз приблизительно до 3 дюймов или меньше, без каких-либо дополнительно применяемых мер. Заряжающие шпули сборки 40, 40' можно размещать аналогичным образом.
Предпочтительно, приводные валы 66, 22 для каждой из головок 12, 12' и сборок 14, 14' крючков включают в себя плоскость, которая продолжается по длине валов 66, 22, а приводные шкивы, зубчатые колеса и/или звездочки могут скользить до требуемого положения по каждому из приводных валов 66, 22.
Обращаясь теперь к фиг.15, отметим, что игла 13 установлена на несущем иглу валу 62, который скользит вверх и вниз в каретке 60 иглы. Приводной рычаг 64 соединен с валом 62 иглы и приводится в действие приводом механизма распределения зубчатого ремня от приводного вала 66. Обеспечена система противовесов и рычагов для других перемещений передвижчика 68 нити способом, который должен быть очевиден специалистам в данной области техники.
Каретка 60 иглы также установлена для скользящего горизонтального перемещения в направлении перемещения материала, подлежащего сшиванию, по меньшей мере, на двух параллельных валах 70. В одном предпочтительном варианте осуществления, показанном на фиг.15, обеспечены четыре параллельных вала 70, которые продолжаются через втулки в каретке 60 иглы. Отдельный приводной рычаг 72, соединенный с приводным валом 74, соединен с кареткой 60 иглы через соединительное приспособление 76 для перемещения каретки 60 иглы на такой же скорости, что и сшиваемый материал, в направлении подачи материала, обозначенном стрелками 82, в то время как игла 14 находится в нижнем положении, в котором она проникает в материал, подлежащий сшиванию. Каретка 60 иглы возвращается назад в исходное положение, когда игла 13 находится в верхнем положении, расцепленном со сшиваемым материалом. Такая компоновка гарантирует, что игла 13 сохраняет прямое направление движения вверх и вниз в материал и из него без какого-либо наклонного движения. Эта компоновка обеспечивает возможность легко сшивать вместе толстые материалы, например двенадцать или более слоев нейлоновых крепежных ремней с толщиной более 11/2 дюйма, или прошивать насквозь страницы телефонной книги более чем двухдюймовой толщины, не ломая иглу 13 или не повреждая машину 10.
В соответствии с изобретением использовали коммерчески доступную четырехдюймовую иглу, чтобы прошивать различные материалы. Однако при желании можно использовать более длинные иглы, и рядом с иглой при желании можно располагать регулируемую промежуточную опору в зависимости от толщины сшиваемого материала.
В конкретном предпочтительном варианте осуществления используют швейную машину 10 для сшивания двух различных типов материалов, где один из материалов является нетканой, беспорядочно выровненной волоконной сеткой толщиной, по меньшей мере, 0,5 дюйма, которая имеет некоторую площадь живого сечения, предпочтительно, по меньшей мере, 40%. Ее можно прикрепить к непроницаемому слою полимерного материала посредством сшивания, чтобы образовать композиционный материал, который является пористым в области сетки.
Обращаясь теперь к фиг.16-18, отметим, что там подробно показан другой предпочтительный вариант осуществления головки 12 в соответствии с изобретением. На фиг.16 игла 13 показана в "верхнем" положении, на фиг.17 игла 13 показана в промежуточном положении и на фиг.18 игла 13 показана в полностью "нижнем" положении. Отметим, что на этих чертежах сцепление 76 для перемещения каретки 60 иглы не показано перемещаемым для ясности. Однако на основании настоящего раскрытия должно быть понято, что во время фактического действия сшивания каретка иглы 60 будет в наиболее правом положении вдоль валов 70 на фиг. 16, перемещенной немного влево на валах 70 на фиг.17 и в средней части валов на фиг.18. Каретка 60 будет продолжать двигаться налево, когда игла 13 поднимается вверх из материала.
Одно отличие от варианта осуществления головки 12 на фиг.15 и варианта осуществления головки 12, показанной на фиг.16-18, состоит в том, что на фиг.16-18 используются только два вала 70. Валы 70 функционируют идентичным образом, чтобы обеспечить возможность скольжения каретки 60 иглы. Также показан силовой привод 96 для подъема и опускания лапки 95.
Обращаясь снова к фиг.12-14, отметим, что там подробно показана автоматическая система 83, 83' отрезания нити для верхних нитей 84, 84'. Автоматическая система 83, 83' отрезания нити обеспечена на каждой из верхних головок 12, 12' подачи игл. Автоматическая система отрезания нити содержит первый силовой привод 85, 85', который зацепляет и тянет избыточную нить от подачи нити (не показана) до того, как ее отрезают. Затем силовые приводы 86, 86' отрезания приводят в действие, чтобы тянуть нить в сборку 87, 87' резака, где ее отрезают через силовой привод 88, 88' (лучше всего показан на фиг.14), который закрывает режущую пластину типа ножниц, напротив неподвижной пластины. Это автоматическое отрезание выгодно для удаления материалов и для отрезания нити, когда для замены израсходованной шпули используется автоматический шпулечный зарядчик 40.
Ведущие колеса 91, 93 материала (на фиг.15 показаны верхнее и нижнее) для протягивания материала через швейную машину 10 также ясно показаны на фиг.13 наряду с силовыми приводами 131 для перемещения верхних ведущих колес 91 вверх и вниз. Эти ведущие колеса 91, 93 материала также могут скользить назад и вперед на приводных валах 133 и 135 так, чтобы они могли располагаться в надлежащем положении в зависимости от положения головок 12, 12' подачи игл и сборок 14, 14' крючков.
Компоновка привода для предпочтительного варианта осуществления швейной машины 10 с двумя головками 12, 12', сборками 14, 14' крючков и заряжающими шпули сборками 40, 40' показана на фиг.19-21. Все приводные валы приводятся в действие с помощью электрического двигателя 201, показанного с левой стороны фиг.19, посредством ряда приводных звездочек и зубчатых шкивов, кулачков и следящих механизмов и возвратно-поступательных механизмов, чтобы обеспечить правильно рассчитанное вращательное и колебательное движения для управляемых компонентов швейной машины 10. Двигатель 201 приводит в действие зубчатый приводной ремень 202 через шкив 204, показанный на фиг.20. Направляющий валик 206 установлен для натяжения приводного ремня 202. Ремень соединен со шкивом 208, установленным на приводном валу 22 крючков. Второй шкив 210 установлен на приводном валу двигателя 201 и приводит в действие второй зубчатый приводной ремень 212. Как показано на фиг.19 и 21, второй зубчатый приводной ремень 212 соединен с приводным шкивом 214 на приводном валу 66 для приведения в действие иглы. Шкив 216 на валу 66 соединен через ремень 218 со шкивом 220, установленным на валу ручного приводного манипулятора 222. Датчик 224 скорости предпочтительно расположен на конце вала 66. Эксцентриковый приводной механизм 226 соединен с приводным валом 22 крючков и приводит в действие нижний приводной вал 133 подающих роликов, используя соединительную тягу и односторонний механизм муфты сцепления. Подобный эксцентриковый привод 228, соединенный с валом ручного приводного манипулятора 222, соединен через соединительную тягу 230 и односторонний механизм муфты сцепления с приводным валом 232 каретки иглы. Дополнительный рычаг 234 и сцепление 236 соединены с валом 232 и приводят в действие верхний вал 135 подающих роликов через одностороннюю муфту 238 сцепления. Реверсивные приспособления 240 и 242 предпочтительно обеспечены на линиях управления для приводных роликов и вала 232. Предпочтительно, для вращения вала 38 обеспечен отдельный двигатель или силовой привод, показанный на фиг.8 и 9, для приведения в действие ремня 37, используемого для вращения сборки 14, 14' крючков, из первого, рабочего, положения во второе положение зарядки шпуль.
Хотя на фиг.19-21 показана предпочтительная компоновка привода, конкретные аспекты привода не являются критическими и их можно изменять, пока обеспечены правильно рассчитанные перемещения, как должно быть понятно специалистам в данной области техники.
В предпочтительном варианте осуществления силовые приводы на швейной машине 10 являются пневматическими. Однако специалистам в данной области техники должно быть понятно, что можно использовать другие типы силовых приводов, такие как электрические или гидравлические, в зависимости от конкретного применения.
Использование швейной машины 10 в соответствии с настоящим изобретением обеспечивает непрерывное сшивание тяжелого режима крепежных материалов и/или других толстых материалов до толщины более чем четыре дюйма эффективным способом, без необходимости вручную заменять шпули 16, когда шпули израсходованы, автоматически определяя и заменяя их. Когда множество головок 12 работают в одно и то же время, их можно разносить на расстояние ближе или дальше друг от друга, в зависимости от конкретного применения. Также можно соединить две соседние верхние головки 12, 12' с механизмом каретки, который подает две очень близко расположенные иглы. Сборки 14, 14' крючков можно придвигать ближе друг к другу (в пределах 1 дюйма), чтобы обеспечить очень близко разнесенное, параллельное сшивание тяжелого режима, что может быть полезным для брезентов или других применений для крепежных материалов тяжелого режима.
Так как шпуля 16 заменяется автоматически, этот тип швейной машины может работать непрерывно. Соответственно, нашли, что предпочтительным является автоматическое применение масла для крючка 18 сборки 14 крючков во время зарядки шпули 16, чтобы предотвратить чрезмерный износ. Стандартные сборки крючков не несут достаточно большой резервуар масла для непрерывного тяжелого режима, обеспечиваемого швейной машиной 10 по настоящему изобретению. Сборка 14 крючков предпочтительно имеет стандартный тип сборки крючков и по сравнению со стандартной установкой она видоизменена только для ее установления подвижным образом. Это сделано, чтобы обеспечить возможность сборке 14 крючков вращаться относительно приводного вала 22. Во всем остальном, крючок 18 работает известным способом, закрепляя петлей верхнюю нить, захваченную от иглы 13, которая проникает через материал, подлежащий сшиванию, вокруг шпули 16, когда материал, подлежащий сшиванию, протягивается вперед через швейную машину 10.
Хотя автоматический шпулечный зарядчик является предпочтительным в соответствии со швейной машиной по настоящему изобретению, его также можно приспособить к использованию в других швейных машинах, чтобы облегчить необходимость постоянной перезарядки шпуль. Это главным образом обеспечивается перемещением сборки 14 крючков, предпочтительно поворотом относительно приводного вала 22, чтобы обеспечить доступ для установки новой шпули 16 при поддержании синхронизации приводов иглы и крючков. Дополнительно, хотя является предпочтительным, чтобы автоматические сборки шпулечных зарядчиков были установлены для перемещения в положение пополнения запасов для обеспечения возможности для автоматизированного или ручного пополнения запасов новых шпуль, это не требуется в соответствии с изобретением.
Дополнительно, обеспечение автоматических верхнего и нижнего резаков нитей, предпочтительно выполняемое в связи с автоматическим шпулечным зарядчиком, можно выполнять отдельно, чтобы обеспечить автоматизированное отрезание нитей изделия, которое было сшито.
Сборку 60 каретки иглы можно также выполнять отдельно в швейных машинах, чтобы обеспечить сшивание более толстых материалов, обеспечивая возможность игле 13 перемещаться только вертикально относительно сшиваемого материала, без какого-либо наклонного движения, которое приводит к поломке игл. Это выполняют посредством перемещения каретки 60 иглы горизонтально одновременно со сшиваемым материалом во время периода, в течение которого игла 13 вставлена.
Поэтому швейная машина 10 в соответствии с изобретением обеспечивает несколько преимуществ при сшивании толстого и/или жесткого изделия непрерывно действующим способом и без поломки иглы.
Предпочтительно, управление швейной машиной 10 осуществляют через ПЛК (программируемый логический контроллер) таким образом, что перемещением силовых приводов можно управлять с помощью предусмотренных датчиков.
Хотя в предпочтительных вариантах осуществления были описаны различные приводы, такие как использующие зубчатые ремни и зубчатые шкивы, специалистам в данной области техники должно быть понятно, что можно использовать другие типы двигателей, такие как прямая зубчатая передача, цепные механизмы и привода на ведущую звездочку, или любой другой известный привод, который обеспечивает возможность синхронизации между различными компонентами, подлежащими обслуживанию.
Хотя были подробно описаны предпочтительные варианты осуществления изобретения, изобретение не ограничено описанными выше конкретными вариантами осуществления, которые следует рассматривать просто как примерные. Можно разработать дополнительные модификации и расширения настоящего изобретения, и все такие модификации, как предполагается, находятся в пределах объема настоящего изобретения, как определено прилагаемой формулой изобретения.
Реферат
Предложена швейная машина, имеющая автоматический шпулечный зарядчик. Автоматический шпулечный зарядчик включает сборку крючков, установленную под плоскостью сшивания и имеющую приемник шпуль. Сборка крючков приводится в действие приводным валом и способна перемещаться из первого, рабочего, положения во второе, заряжающее, положение. Шпулечный зарядчик установлен рядом со сборкой крючков во втором положении. Шпулечный зарядчик включает в себя всасывающую трубу, которая удаляет любой оставшийся сердечник шпули. Затем шпулечный зарядчик заряжает заменяющую шпулю из заряжающей шпули сборки в приемник шпуль до того, как сборка крючков вернется в рабочее положение. Дополнительно, чтобы сшивать толстый материал, иглу подводит каретка иглы, которая перемещается одновременно с материалом, подлежащим сшиванию, чтобы поддерживать иглу по существу вертикально в то время, когда она находится в сшиваемом материале. Изобретение обеспечивает возможность сшивания множество слоев материала одним или несколькими рядами стежков, а также возможность замены шпули в середине шва. 27 з.п. ф-лы, 21 ил.
Комментарии