Тип стежка через кромку для сшивания двумя игольными и одной закрепительной нитями обрабатываемой детали вдоль кромки и способ его выполнения - SU1743366A3
Код документа: SU1743366A3
Чертежи

Описание
Изобретение относится к швейному производству, а именно к типу стежка через кромку и способу его получения,
Цель изобретения - повышение качества соединительного шва за счет получения надежного недеформирующегося упругого и эластичного соединительного шаа.
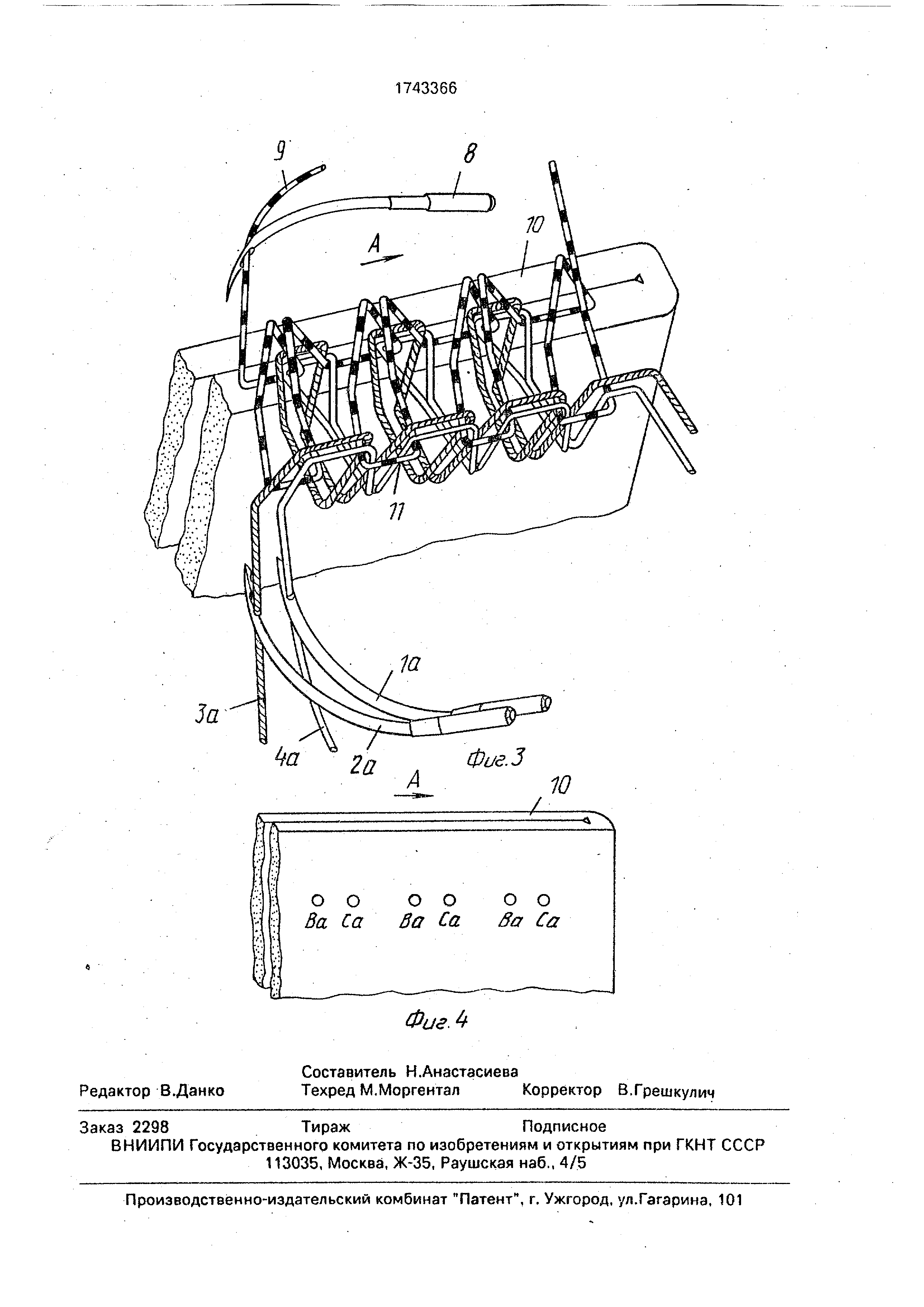
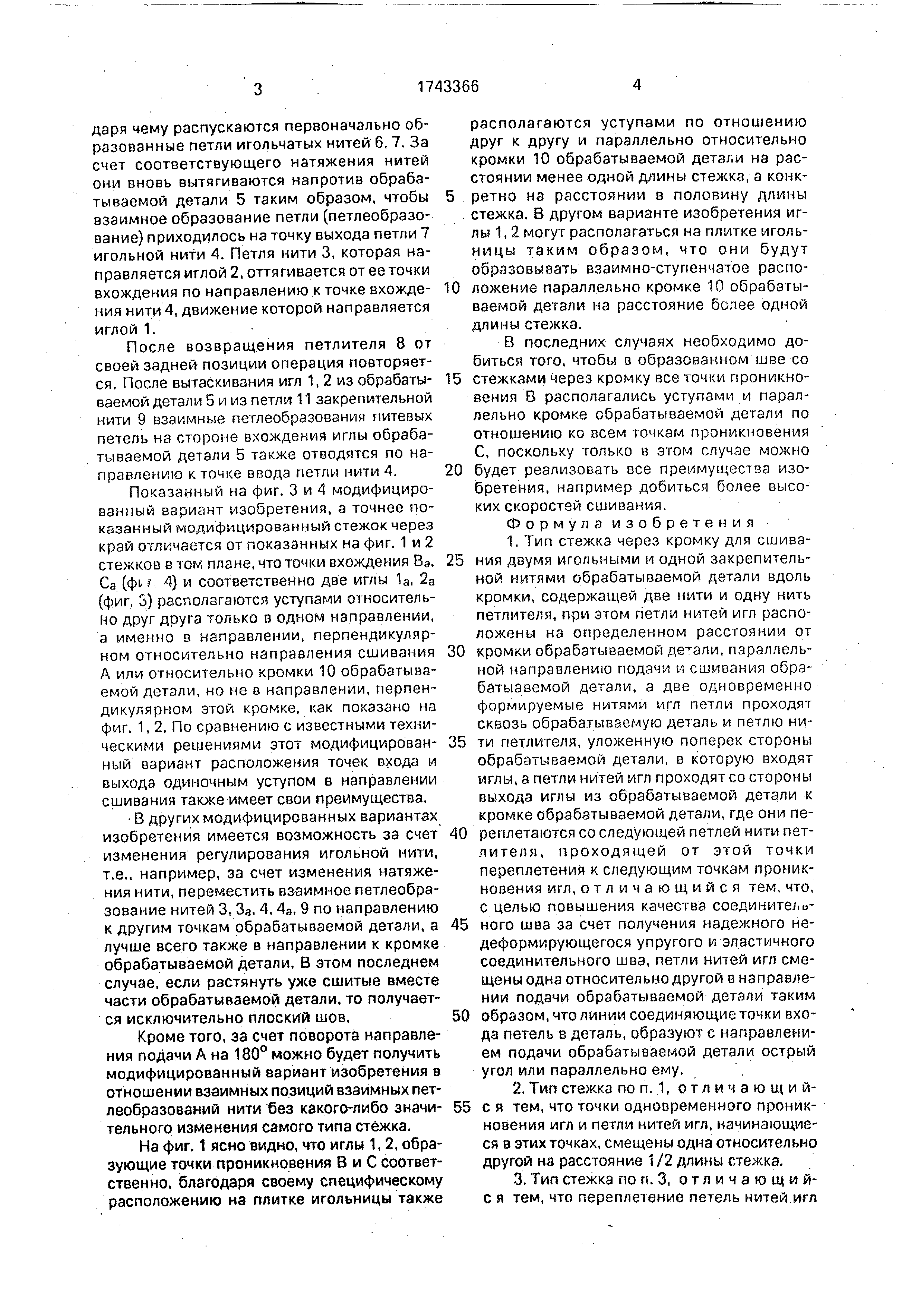
На фиг. 1 представлен тип стежка через кромку; на фиг. 2 -схематическое изображение одной стороны обрабатываемой детали с точками проникновения иглы; на фиг. 3 - модифицированный стежок; на фиг. 4 - схематическое изображение одной стороны обрабатываемой детали для модифицированного стежка.
Чтобы образовать показанный на фиг. 1 стежок через кромку, иглы 1, 2 должны пропустить нити 3, 4 соответственно через обрабатываемую деталь 5. Нити 3, 4 образуют на стороне выхода игл 1, 2 на обрабатываемой детали 5 петли 6 и 7 соответственно, через которые направляются кончик петлителя 8 вместе с его закрепительной нитью 9, выходящей из позиции выше или ниже кромки 10 обрабатываемой детали, Петли- тель 8 переносит нить 9 в виде петли 11 как через петли 6, 8 игольных нитей 3, 4, так и вокруг кромки обрабатываемой детали к другой стороне обрабатываемой детали, а кончик петлителя может находиться либо выше, либо ниже кромки 10 обрабатываемой детали.
Одновременно или вскоре после описанной операции иглы 1.2 оттягиваются назад до тех пор, пока они снова не выйдут из своих точек проникновения (Т, В, С, фиг. 2). При повторном движении вперед иглы 1, 2 проходят через петли 11 закрепительной нити 9, которая в этот момент находится на стороне ввода или вхождения иглы обрабатываемой детали 5. После вхождения игл 1, 2 в эти петли 11 петлитель 8 возвращается к своей начальной позиции на противоположной стороне обрабатываемой детали, благоt
N
ы
OJ
о о
ы
даря чему распускаются первоначально образованные петли игольчатых нитей 6, 7. За счет соответствующего натяжения нитей они вновь вытягиваются напротив обрабатываемой детали 5 таким образом, чтобы взаимное образование петли (петлеобразование ) приходилось на точку выхода петли 7 игольной нити 4. Петля нити 3, которая направляется иглой 2, оттягивается от ее точки вхождения по направлению к точке вхождения нити 4, движение которой направляется иглой 1.
После возвращения петлителя 8 от своей задней позиции операция повторяется . После вытаскивания игл 1, 2 из обрабатываемой детали 5 и из петли 11 закрепительной нити 9 взаимные петлеобразования питевых петель на стороне вхождения иглы обрабатываемой детали 5 также отводятся по направлению к точке ввода петли нити 4.
Показанный на фиг. 3 и 4 модифицированный вариант изобретения, а точнее показанный модифицированный стежок через край отличается от показанных на фиг. 1 и 2 стежков в том плане, что точки вхождения Ва, Са (CJH 4) и соответственно две иглы 1а, 2а (фиг, 3) располагаются уступами относительно друг друга только в одном направлении, а именно в направлении, перпендикулярном относительно направления сшивания А или относительно кромки 10 обрабатываемой детали, но не в направлении, перпендикулярном этой кромке, как показано на фиг. 1, 2. По сравнению с известными техническими решениями этот модифицированный вариант расположения точек схода и выхода одиночным уступом в направлении сшивания также имеет свои преимущества.
В других модифицированных вариантах изобретения имеется возможность за счет изменения регулирования игольной нити, т.е.. например, за счет изменения натяжения нити, переместить вз-аимное петлеобразование нитей 3, За, 4, 43, 9 по направлению к другим точкам обрабатываемой детали, а лучше всего также в направлении к кромке обрабатываемой детали, В этом последнем случае, если растянуть уже сшитые вместе части обрабатываемой детали, то получается исключительно плоский шов.
Кроме того, за счет поворота направления подачи А на 180° можно будет получить модифицированный вариант изобретения в отношении взаимных позиций взаимных петлеобразований нити без какого-либо значительного изменения самого типа стёжка.
На фиг. 1 ясно видно, что иглы 1,2, образующие точки проникновения В и С соответственно , благодаря своему специфическому расположению на плитке игольницы также
располагаются уступами по отношению друг к другу и параллельно относительно кромки 10 обрабатываемой детали на расстоянии менее одной длины стежка, а конкретно на расстоянии в половину длины стежка. В другом варианте изобретения иглы 1, 2 могут располагаться на плитке иголь- ницы таким образом, что они будут образовывать взаимно-ступенчатое распо0 ложение параллельно кромке 10 обрабатываемой детали на расстояние более одной длины стежка.
В последних случаях необходимо добиться того, чтобы в образованном шве со
5 стежками через кромку все точки проникновения В располагались уступами и параллельно кромке обрабатываемой детали по отношению ко всем точкам проникновения С, поскольку только в этом случае можно
0 будет реализовать все преимущества изобретения , например добиться более высоких скоростей сшивания.
Формула изобретения
1,Тип стежка через кромку для сшива- 5 ния двумя игольными и одной закрепительной нитями обрабатываемой детали вдоль кромки, содержащей две нити и одну нить петлителя, при этом петли нитей игл расположены на определенном расстоянии от
0 кромки обрабатываемой делали, параллельной направлению подачи и сшивания обрабатываемой детали, а две одновременно формируемые нитями игл петли проходят сквозь обрабатываемую деталь и петлю ни5 ти петлителя, уложенную поперек стороны обрабатываемой детали, в которую входят мглы, а петли нитей игл проходят со стороны выхода иглы из обрабатываемой детали к кромке обрабатываемой детали, где они пе0 реплетаются со следующей петлей нити пет- лителя, проходящей от этой точки переплетения к следующим точкам проникновения игл, отличающийся тем, что, с целью повышения качества соедините/.о5 ного шва за счет получения надежного недеформирующегося упругого и эластичного соединительного шва, петли нитей игл смещены одна относительно другой в направлении подачи обрабатываемой детали таким
0 образом, что линии соединяющие точки входа петель в деталь, образуют с направлением подачи обрабатываемой детали острый угол или параллельно ему.
2,Тип стежка по п. 1, отличающий- 5 с я тем, что точки одновременного проникновения игл и петли нитей игл, начинающиеся в этих точках, смещены одна относительно другой на расстояние 1 /2 длины стежка.
3,Тип стежка по п. 3, отличающий- с и тем, что переплетение петель нитей игл
с петлями нити петлителя как на стороне входа, так и на стороне выхода иглы из обрабатываемой детали соответственно, подтягиваются к точкам входа и выхода соответственно, петле нити иглы ближайшей к кромке обрабатываемой детали.
4 Тип стежка по пп. 1-3, отличающийся тем, что переплетения петель нитей игл с петлей нити петлителя подтягиваются к кромке обрабатываемой детали.
5. Способ выполнения типа стежка через кромку для сшивания двумя игольными и одной закрепительной нитями обрабатываемой детали вдоль коомки, заключающийся в одновременном пропускании двух петель нитей игл ерез петлю нити петлителя , уже проложенную поперек обрабатываемой дегал и на стороне входа игл, в проведении указанных петель, образованных нитями игл, к кромке обрабатываемой детали , где они переплетаются со следующей петлей, образованной нитью петлителя которая от этой точки переплетения проходит к следующей точке одновременного проникновения игл в обрабатываемую деталь, о тличаюшийся тем, что, с целью повышения качества шва, нити игл проводят через обрабатываемую деталь одновременно с помощью двух игл со сдвигом относительно направления подачи для образования петель нитей игл, параллельных кромке обрабатываемой детали.

Реферат
Сущность изобретения: при получении трехниточного стежка с помощью двух игл и петлителя петли нитей игл смещены относительно одна другой в направлении подачи обрабатываемой детали. При этом линии, соединяющие точки входа петель в деталь, образуют с направлением подачи детали острый угол или параллельны ему. Нити игл проводят через обрабатываемую деталь одновременно с помощью двух игл со сдвигом относительно направления подачи детали. 2 с. и 3 з.п. ф-лы, 4 ил.
Формула
Комментарии