Устройство заправки нити подачей нити газом для швейной машины - RU2598561C2
Код документа: RU2598561C2
Чертежи










Описание
Область техники
Изобретение относится к устройству заправки нити подачей нити газом для швейной машины, в частности, к устройству заправки нити подачей нити газом для швейной машины, такой как краеобметочная швейная машина, швейная машина двойного цепного стежка, или швейная машина перекрывающего стежка для автоматической заправки нитью петлителя посредством использования сжатого газа.
Предшествующий уровень техники
Известно, что обычно в краеобметочной швейной машине, швейной машине двойного цепного стежка или швейной машине с перекрывающим стежком и т.д., устройство заправки нити подачей нити газом связано полым нитенаправителем петлителя, ведущим к выходному отверстию нитенаправителя петлителя в месте захвата петли петлителем от механизма ввода нити петлителя, который вставляет нить петлителя и подает нить петлителя посредством использования потока сжатого газа, подаваемого к полому нитенаправителю петлителя. Таким образом, отсутствует необходимость в сложном нитенаправителе, и обеспечивается удобная заправка нити. Поэтому отсутствуют ошибки заправки нити, нет выступания нити из петлителя в середине процесса и исключается спутывание вставленной в петлитель нити с другой нитью, и, следовательно, заправка нити может быть выполнена сразу посредством очень простой операции (см. патентные документы 1-3).
В конструкции вышеописанного устройства заправки нити подачей нити газом значительно упрощается траектория заправки нити, упрощается операция заправки нити и предотвращается запутывание или разрыв нити.
Однако в конструкции вышеописанного устройства заправки нити подачей нити газом при нажатии на стопорный вал (позиционирующий штифт) для остановки позиционирующей круглой пластины одной рукой шкив вращают другой рукой и, таким образом, устройство формирования стежка должно быть зафиксировано при одновременном подключении соединительного устройства заправки нити. Поэтому сложно понять, как использовать данное устройство заправки нити пользователю, который не знаком со швейной машиной, при этом операция вставки нити петлителя, которая осуществляется с одновременным использованием обеих рук, является весьма сложной, в связи с чем требуется специальное обучение.
Поэтому предложено устройство заправки нити петлителя, в котором нить вставляется в петлитель за несколько операций с использованием одной руки, а не обеих рук одновременно, и с помощью которого делается попытка упрощения операции заправки нити (см. патентные документы 4-5).
Документы известного уровня техники
Патентные документы
1. JP 2865470 В2
2. JP 3355214 В2
3. JP 4088504 В2
4. JP 2008-119361 А
5. JP 4741701 В
Раскрытие изобретения
В устройстве заправки нити петлителя, которое раскрыто в патентном документе 5, поскольку вставка нити в петлитель может быть выполнена посредством операции, требующей применения одной руки, с использованием ручного рычага для переключения между режимами заправки нитью петлителя и формирования стежка только три раза, обеспечивается высокая эффективность устройства заправки нити петлителя. Однако имеет место недостаток, заключающийся в необходимости предохранительного устройства для предотвращения перехода в режим формирования стежка из режима заправки нитью петлителя посредством подачи газа насосом подачи газа.
Кроме того, хотя устройство заправки нитью петлителя (см. фиг. 2), которое описано в патентном документе 4, осуществляет заправку нити петлителя посредством конструкции нажимной кнопки, которая раскрыта в патентных документах 1, 2, отличается от устройства заправки нити петлителя, которое описано в патентном документе 5, в нем существуют следующие серьезные недостатки.
(1) Недостатки в механизме.
(a) Поскольку петлитель (опорный элемент петлителя), приводной рычаг петлителя и нитенаправляющая пластина петлителя трубки для прохода нити выполнены в виде узла, который собирается отдельно, усложняется привод петлителя во время шитья и переключающего механизма во время заправки нитью петлителя (см. фиг. 3).
(b) Поскольку рычаг подъема петлителя не находится на траектории заправки нити в отверстие для вставки нити в петлитель из канавки для нити, требуется разработка отдельного механизма подъема петлителя (см. фиг. 1, фиг. 5, фиг. 13).
(2) Недостатки в работе
(a) Заправка нити в петлитель по существу предназначена для выполнения заправки в петлитель нити, которая вытягивается из катушки непосредственно к отверстию петлителя для выхода нити в месте захвата петли. Однако изначально операция, при которой осуществляется направление нити петлителя, вытягиваемой из катушки из канавки для нити к отверстию вставки нити, является очень сложной при использовании устройства заправки нити, описанного в патентном документе 4 (см. фиг. 1).
(b) Устройство заправки нити петлителя, которое описано в патентном документе 4, предназначено для упрощения операции заправки нити. Однако на практике требуется выполнение одной рукой операции, включающей в себя четыре этапа: перемещение рабочего рычага, поворот позиционирующего маховика, нажатие на фиксирующую кнопку и операция начала распыления воздуха. В связи с этим не обеспечивается достижение существенного упрощения операции заправки нити. Кроме того, перед этим остается считающаяся сложной проблема, заключающаяся в необходимости непосредственной вставки конца нижней нити в отверстие для вставки нити в петлитель (см. фиг. 1, фиг. 13).
Изобретение направлено на устранение этих недостатков.
Задачей изобретения является создание устройства заправки нити подачей нити газом для швейной машины, которое устраняет необходимость применения предохранительного устройства для предотвращения перехода в режим формирования стежка из режима заправки нитью петлителя при операции подачи газа посредством подающего насоса, имеет более простой механизм и обеспечивает более простое выполнение заправки нити одним касанием петлителя одной рукой малое число раз при работе.
Кроме того, задачей изобретения является создание устройства заправки нити подачей нити газом для швейной машины, обеспечивающего выполнение заправки нити одним касанием петлителя, поскольку подается сжатый газ для подачи нити петлителя, производимый насосом подачи газа, который обеспечивает переключение двигателя швейной машины, приводящего в действие устройство формирования стежка.
Кроме того, задачей изобретения является создание устройства заправки нити подачей нити газом для швейной машины, которое обеспечивает выполнение операции переключения режима заправки нитью петлителя одной рукой посредством механизма переключения между режимами заправки нитью петлителя и формирования стежка.
Средства для решения задач
Задачи решаются тем, что устройство заправки нити подачей нити газом для швейной машины в соответствии с изобретением содержит по меньшей мере один петлитель, имеющий полую структуру от отверстия петлителя для входа нити до отверстия петлителя для выхода нити в месте захвата петли; механизм ввода нити в петлитель для вставки нити петлителя, идущей в петлитель; полый нитенаправитель петлителя, проходящий от механизма ввода нити в петлитель к отверстию петлителя для входа нити и имеющий выходное отверстие нитенаправителя петлителя; источник подачи газа, обеспечивающий заправку в петлитель нити петлителя от механизма ввода нити в петлитель к выходному отверстию нитенаправителя петлителя через полый нитенаправитель петлителя посредством подачи нити газом; муфту для передачи энергии от двигателя швейной машины, соответственно, приводному валу, приводящему в действие устройство формирования стежка, включающее в себя петлитель, во время формирования стежка, или источнику подачи газа во время заправки нитью петлителя; и механизм переключения между режимами заправки нитью петлителя и формирования стежка для переключения муфты так, чтобы во время заправки нитью петлителя прерывалась передача энергии устройству формирования стежка, и энергия передавалась источнику подачи газа, и так, чтобы во время формирования стежка энергия передавалась устройству формирования стежка, а передача энергии к источнику подачи газа прерывалась в зависимости от ручного воздействия на приводимый вручную элемент переключения между режимами заправки нитью петлителя и формирования стежка; причем муфта включает в себя сцепную муфту, выполненную с возможностью перемещения между элементом привода подачи газа, передающим энергию источнику подачи газа, и элементом привода формирования стежка, который прикреплен к одному концу приводного вала и передает энергию устройству формирования стежка, так что обеспечивается свободное сближение/разделение в зависимости от ручного воздействия на приводимый вручную элемент переключения между режимами заправки нитью петлителя и формирования стежка, при этом сцепная муфта выполнена с возможностью передачи энергии от двигателя швейной машины через полый вал муфты и сохранения состояния связи при соединении с элементом привода подачи газа.
Во время заправки нитью петлителя полый вал муфты выполнен с возможностью соединения с переключающей скользящей втулкой, переключаемой и скользящей в зависимости от ручного воздействия на приводимый вручную элемент переключения между режимами заправки нитью петлителя и формирования стежка, посредством выполненной с возможностью скольжения передающей вращение шпонки, и соединения с элементом привода подачи газа посредством зацепляющего и захватывающего выступа, а во время формирования стежка полый вал муфты выполнен с возможностью соединения с элементом привода формирования стежка посредством зацепляющего выступа через переключающую скользящую втулку.
Выходное отверстие нитенаправителя петлителя и отверстие петлителя для входа нити содержат соединительное устройство заправки нити, которое расположено так, чтобы обеспечить свободное сближение/разделение, соответственно, во время заправки нитью петлителя и во время формирования стежка в зависимости от ручного воздействия на приводимый вручную элемент переключения между режимами заправки нитью петлителя и формирования стежка.
Шкив, закрепленный на одном конце приводного вала, выполнен с возможностью вращения вручную так, что когда выходное отверстие нитенаправителя петлителя и отверстие петлителя для входа нити выровнены в горизонтальном направлении, обеспечивается позиционирующее устройство, соединяющее выходное отверстие полого нитенаправителя петлителя и отверстие петлителя для входа нити.
Позиционирующее устройство включает в себя стопорную позиционирующую пластину, соосно закрепленную на приводном валу и содержащую выемку в положении остановки в окружном направлении для горизонтального выравнивания положений выходного отверстия нитенаправителя петлителя, отверстия рычага подъема нити, которое выполнено в рычаге подъема петлителя, и отверстия петлителя для входа нити, и стопорный вал, выполненный с возможностью вставки в выемку посредством ручного вращения шкива во время заправки нитью петлителя так, чтобы приводимый вручную элемент переключения между режимами заправки нитью петлителя и формирования стежка повернулся в сторону заправки нитью петлителя.
Устройство заправки нити подачей нити газом для швейной машины в соответствии с изобретением содержит управляющий штифт, выступающий на стопорном валу, и кулачковую пластину с управляющей канавкой, которая включает в себя первый кулачковый участок управляющей канавки, отделяющий и перемещающий стопорный вал от стопорной позиционирующей круглой пластины посредством управляющего штифта во время формирования стежка, и второй кулачковый участок управляющей канавки, перемещающий стопорный вал к стопорной позиционирующей круглой пластине посредством управляющего штифта во время заправки нитью петлителя.
Скользящая втулка переключения выполнена с возможностью соединения с элементом привода подачи газа во время заправки нитью петлителя посредством переключения и перемещения в зависимости от ручного воздействия на приводимый вручную элемент переключения между режимами заправки нитью петлителя и формирования стежка при помощи имеющей два устойчивых положения переключающей пластины, и соединения с элементом привода формирования стежка во время формирования стежка.
Устройство заправки нити подачей нити газом для швейной машины в соответствии с изобретением исключает переход к режиму формирования стежка из режима заправки нитью петлителя во время операции подачи газа подающим насосом посредством ручного приведения в действие элемента переключения между режимами заправки нитью петлителя и формирования стежка.
Кроме того, устройство заправки нити подачей нити газом для швейной машины в соответствии с изобретением обеспечивает осуществление заправки нитью петлителя тремя операциями, выполняемыми одной рукой, такими как подготовка заправки нити, позиционирование нити/соединение со шкивом и подача газа для заправки нити.
Таким образом, устройство заправки нити подачей нити газом для швейной машины в соответствии с изобретением обеспечивает предотвращение перехода к режиму формирования стежка из режима заправки нитью петлителя во время операции подачи газа подающим насосом при помощи любого вручную приводимого в действие элемента переключения между режимами заправки нитью петлителя и формирования стежка и за счет соединения с полым нитенаправителем, идущим к механизму ввода нити петлителя, который вставляет нить от отверстия петлителя для выхода нити в месте захвата петли, исключает необходимость сложного предохранительного устройства нити и обеспечивает удобство заправки нити. А также отсутствуют ошибки заправки нити, нет выступания нити из петлителя в середине процесса и отсутствует спутывание вставленной в петлитель нити с другой нитью. Кроме того, поскольку нить подается в петлитель с использованием потока сжатого газа, подаваемого к полому нитенаправителю петлителя, обеспечивается быстрая заправка нити посредством очень простой операции.
Краткое описание чертежей
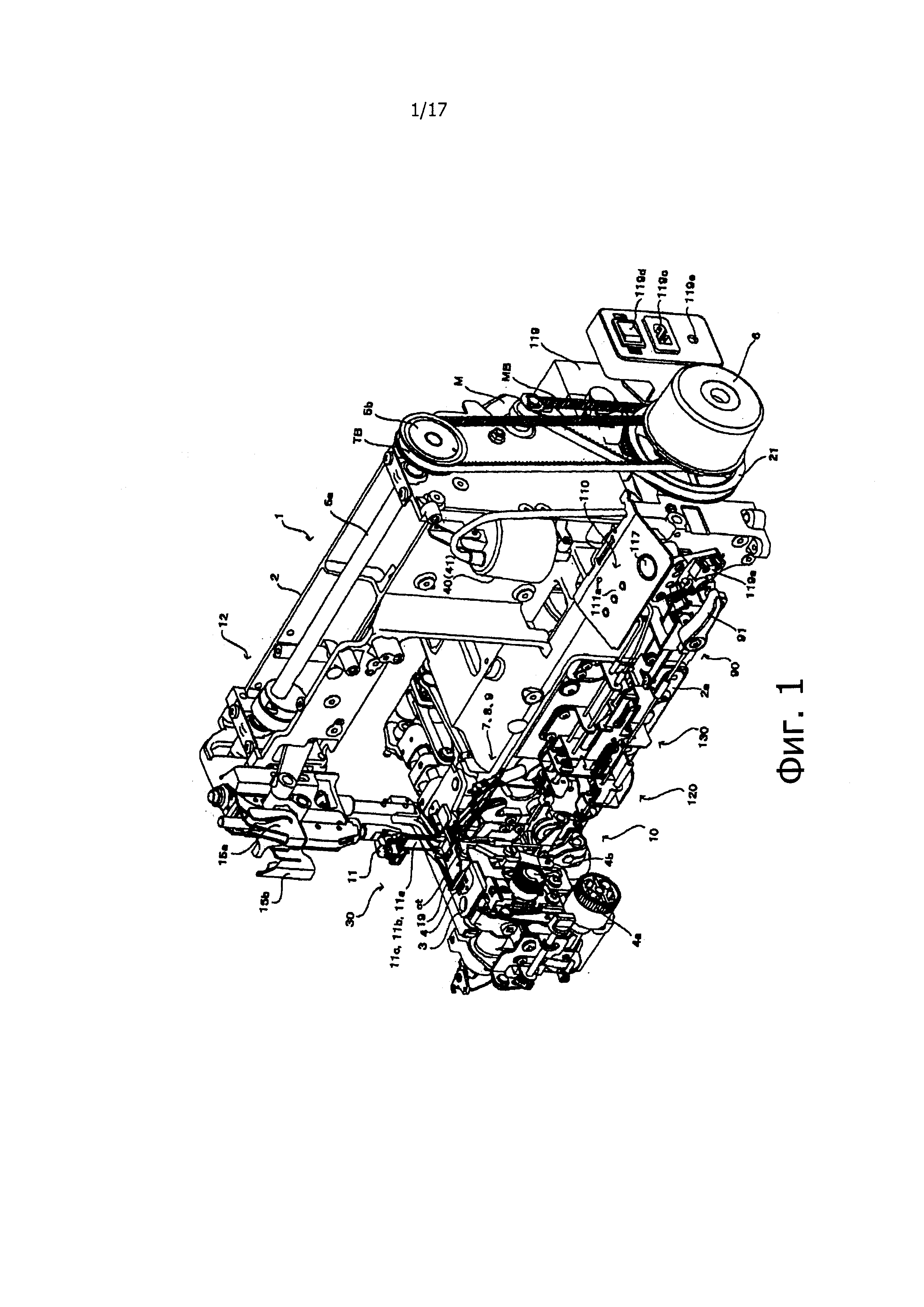
На фиг. 1 показано устройство заправки нити подачей нити газом для швейной машины в соответствии с изобретением с правой стороны, если смотреть на швейную машину спереди, вид в перспективе;
фиг. 2 - блок-схема устройства заправки нити подачей нити газом для швейной машины в соответствии с изобретением;
фиг. 3 (А) - часть устройства заправки нити подачей нити газом для швейной машины в режиме формирования стежка в соответствии с изобретением, вид в перспективе;
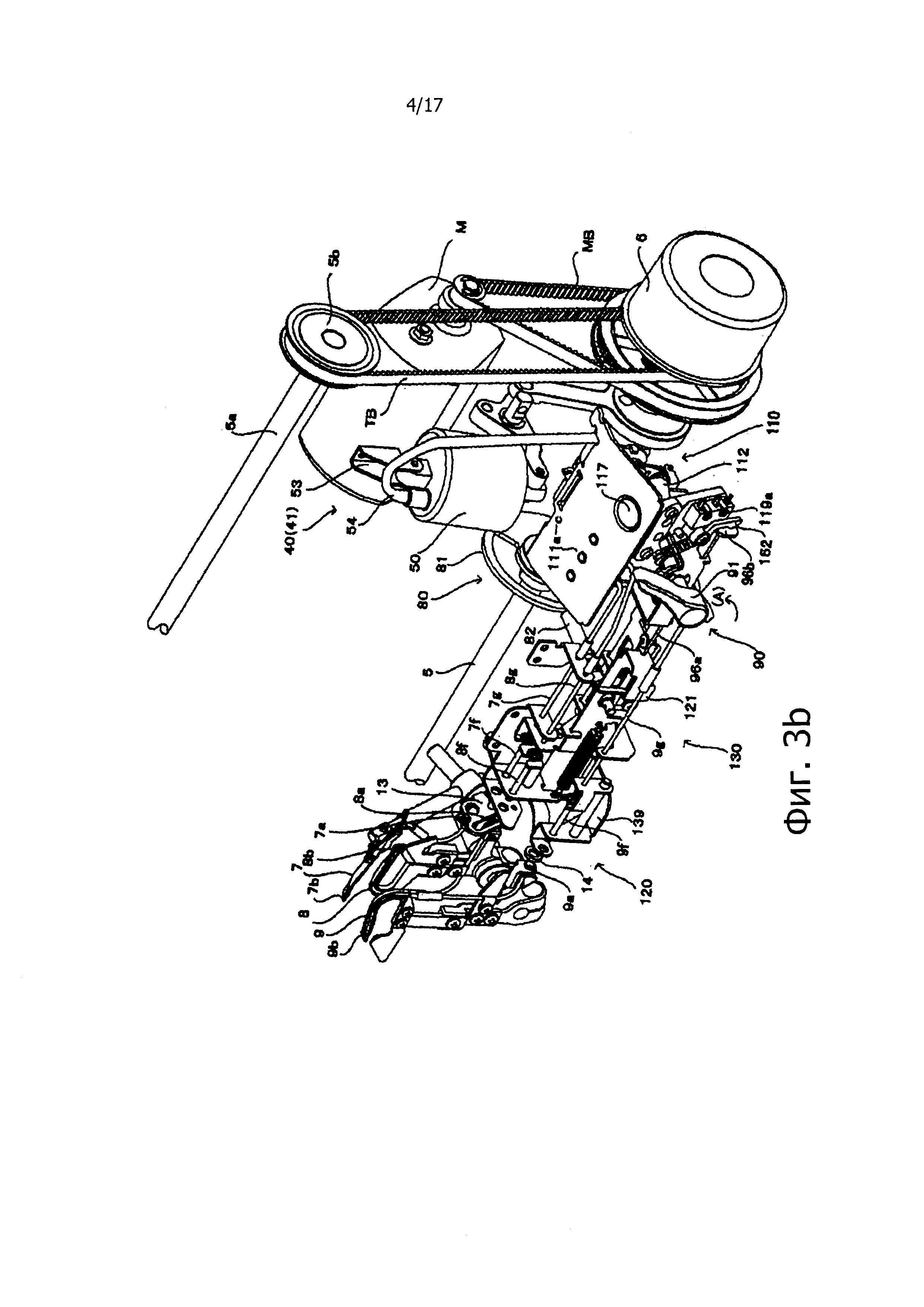
фиг. 3 (В) - часть устройства заправки нити подачей нити газом для швейной машины в режиме заправки нити в соответствии с изобретением, вид в перспективе;
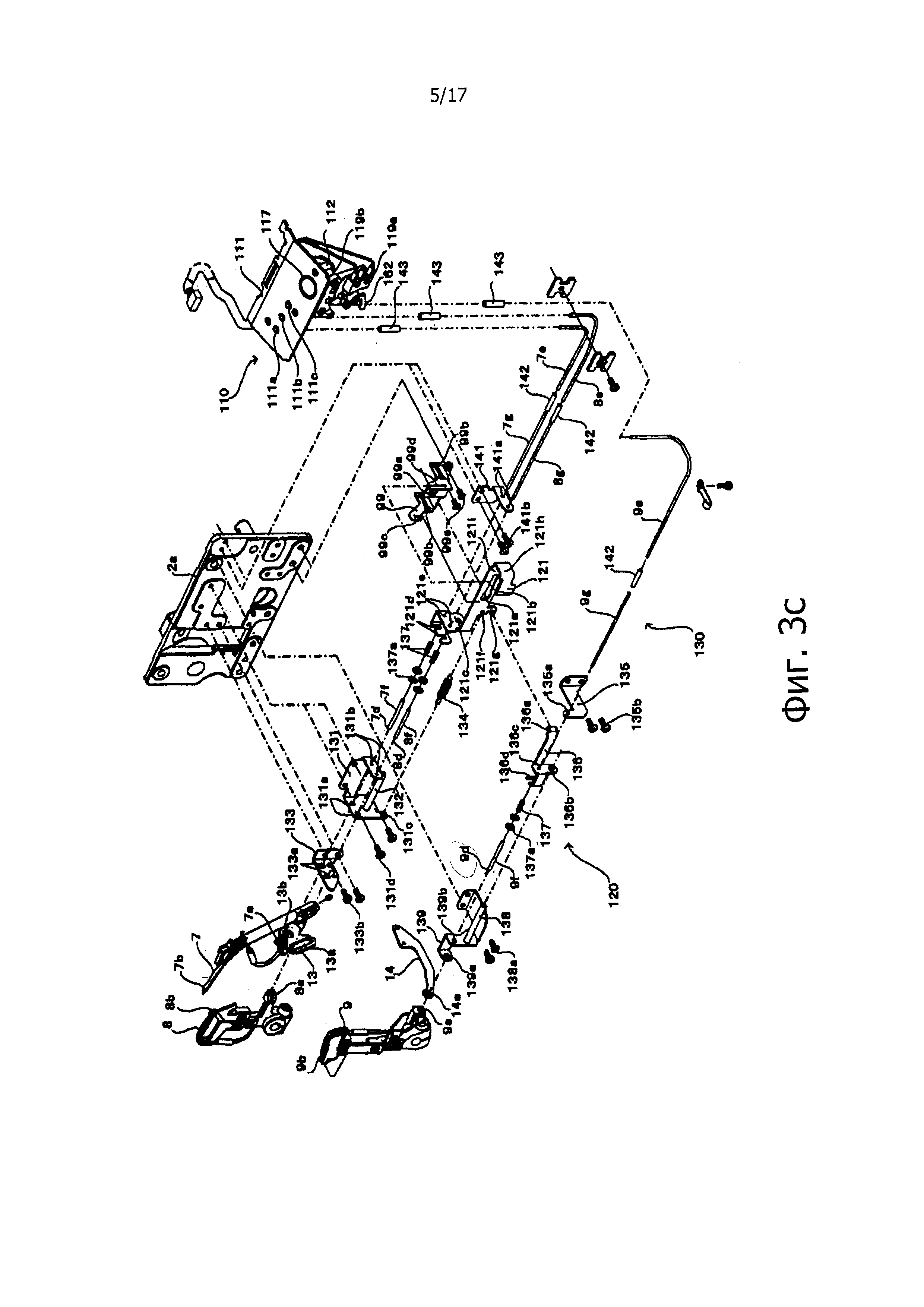
фиг. 3 (С) - соединительное устройство заправки нити в устройстве заправки нити подачей нити газом для швейной машины в соответствии с изобретением, вид в перспективе в разобранном состоянии;
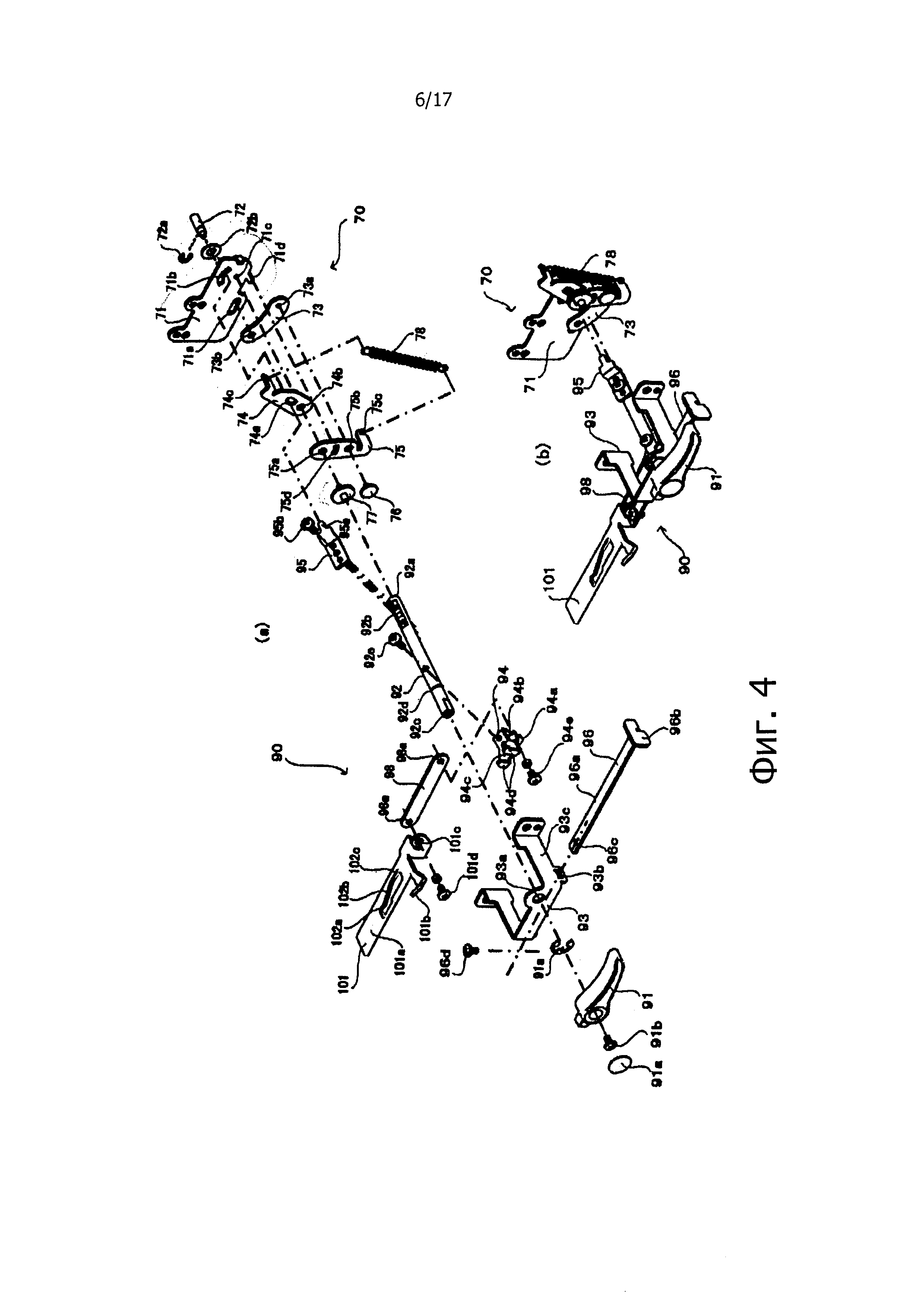
фиг. 4 (а) - механизм переключения между режимами заправки нитью петлителя и формирования стежка устройства заправки нити подачей нити газом для швейной машины в соответствии с изобретением в разобранном состоянии, вид в перспективе, и (b) - вид, поясняющий его сборку;
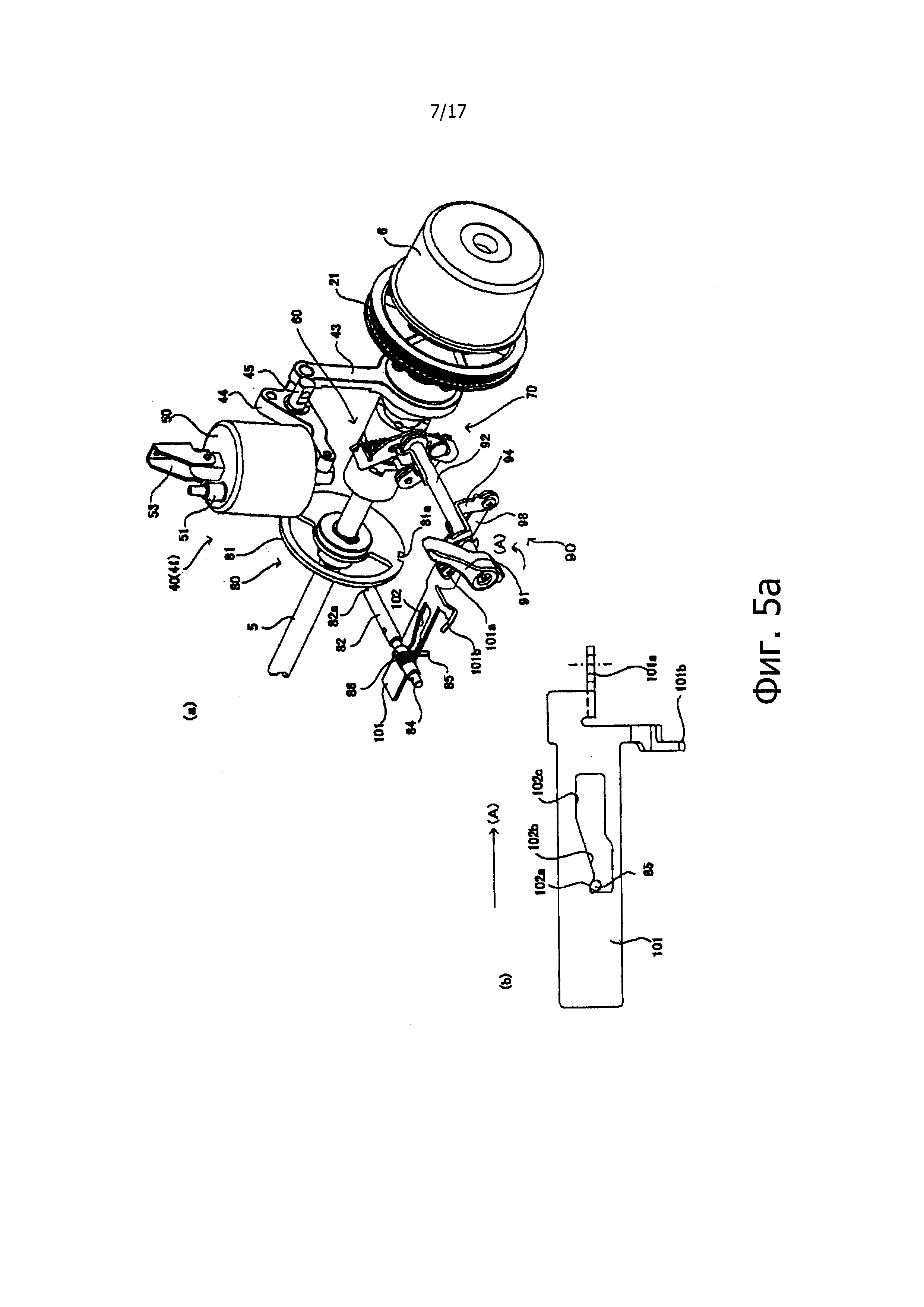
фиг. 5 (А) (а) - часть механизма переключения между режимами заправки нитью петлителя и формирования стежка в режиме формирования стежка устройства заправки нити подачей нити газом для швейной машины в соответствии с изобретением, вид в перспективе, и (b) - кулачковая пластина с управляющей канавкой, подробный вид;
фиг. 5 (В) (а) - часть механизма переключения между режимами заправки нитью петлителя и формирования стежка в режиме заправки нитью петлителя устройства заправки нити подачей нити газом для швейной машины в соответствии с изобретением, и (b) - кулачковая пластина с управляющей канавкой, подробный вид;
фиг. 5 (С) (а) - механизм переключения между режимами заправки нитью петлителя и формирования стежка устройства заправки нити подачей нити газом для швейной машины в соответствии с изобретением в разобранном состоянии, вид в перспективе, и (b) - его часть, подробный вид в перспективе;
фиг. 6 (А) - приводимый вручную элемент переключения между режимами заправки нитью петлителя и формирования стежка и механизм переключения между режимами заправки нитью петлителя и формирования стежка в режиме формирования стежка устройства заправки нити подачей нити газом для швейной машины в соответствии с изобретением, вид в перспективе;
фиг. 6 (В) - приводимый вручную элемент переключения между режимами заправки нитью петлителя и формирования стежка и механизм переключения между режимами заправки нитью петлителя и формирования стежка в режиме заправки нитью петлителя устройства заправки нити подачей нити газом для швейной машины в соответствии с изобретением, вид в перспективе;
фиг. 7 (А) - сцепная муфта устройства заправки нити подачей нити газом для швейной машины в соответствии с изобретением в разобранном состоянии, вид в перспективе;
фиг. 7 (В) - часть сцепной муфты устройства заправки нити подачей нити газом для швейной машины в соответствии с изобретением, вид в перспективе;
фиг. 8 (А) - сцепная муфта в режиме формирования стежка устройства заправки нити подачей нити газом для швейной машины в соответствии с изобретением, вид в разрезе;
фиг. 8 (В) - сцепная муфта в режиме заправки нитью петлителя устройства заправки нити подачей нити газом для швейной машины в соответствии с изобретением, вид в разрезе;
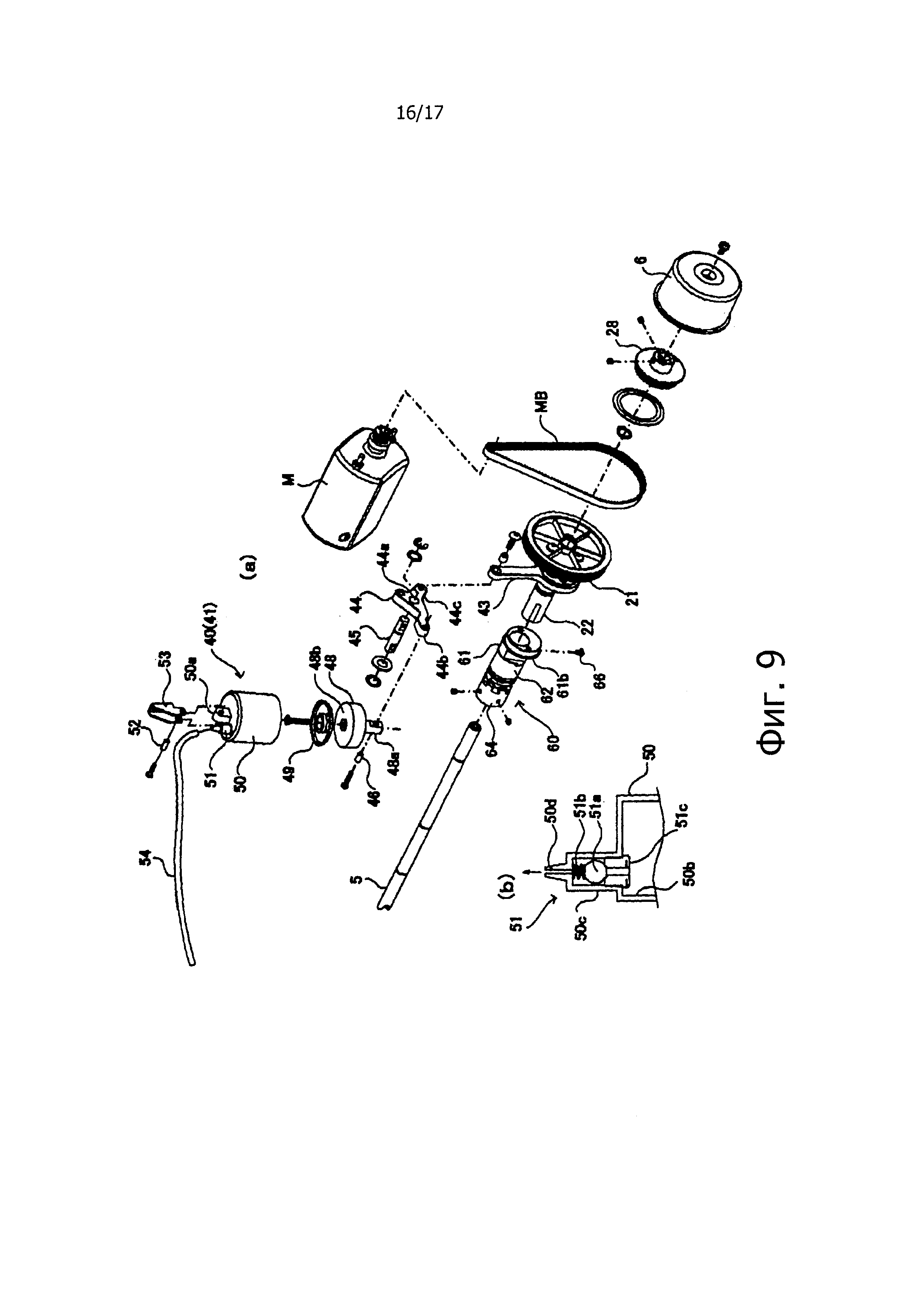
фиг. 9 (а) - сцепная муфта и насос подачи газа устройства заправки нити подачей нити газом для швейной машины в соответствии с изобретением в разобранном состоянии, вид в перспективе, и (b) - клапан отсечки обратного потока, подробный вид;
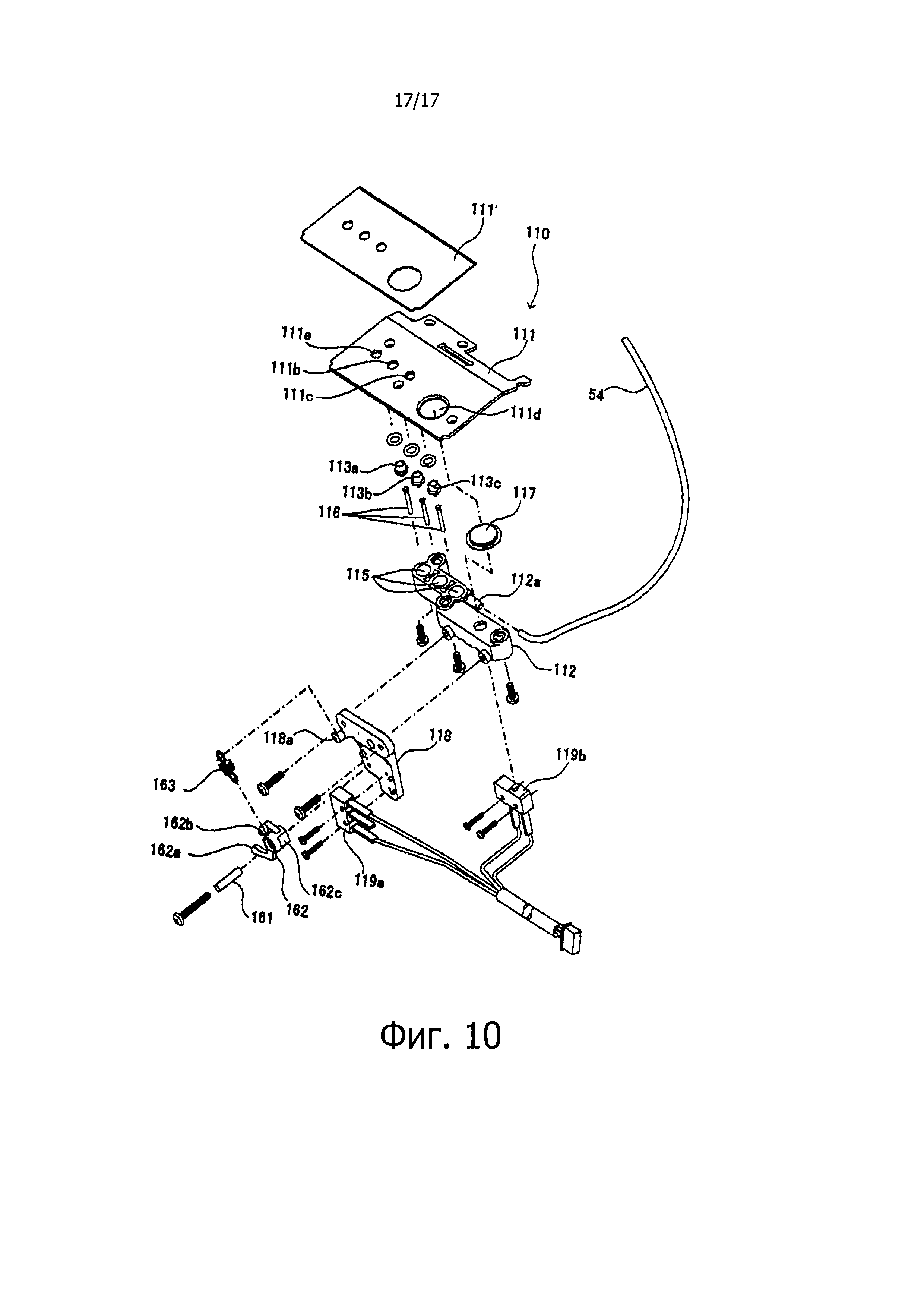
фиг. 10 - механизм ввода нити в петлитель устройства заправки нити подачей нити газом для швейной машины в соответствии с изобретением в разобранном состоянии, вид в перспективе.
Варианты осуществления изобретения
Далее со ссылками на прилагаемые чертежи подробно описано устройство заправки нити подачей нити газом для швейной машины в соответствии с предпочтительным вариантом осуществления, применяемое в трехигольной шестиниточной краеобметочной машине для выполнения подшивочного стежка.
Как показано в фиг. 1, данная краеобметочная машина 1 для выполнения подшивочного стежка, снабженная тремя иглами и шестью нитями, содержит основную раму 2 и вспомогательную раму 2а, которые образуют платформу и рычаг.
Двигатель М швейной машины прикреплен к основной раме 2, а приводной вал 5 проходит горизонтально вдоль основной рамы 2 (см. фиг. 2, фиг. 3 (А), фиг. 3 (В), фиг. 5 (А), фиг. 5 (В), фиг. 6 (А), фиг. 6 (В), фиг. 7 (В), фиг. 8 (А), фиг. 8 (В), фиг. 9 (а)).
Как раскрыто далее, приводной вал 5 вращается и приводится в действие посредством зубчатого ремня MB и приводного шкива 21 двигателем М швейной машины через описываемую далее муфту 60.
Как показано на фиг. 1, фиг. 2, фиг. 8 (А), фиг. 8 (В) и фиг. 9 (а), содержится верхний вал 5а, который вращается со шкивом 28 приводного вала, зубчатым ремнем ТВ и шкивом 5b верхнего вала синхронно с приводным валом 5. Шкив 28 приводного вала установлен на приводном валу 5 посредством винта 28а для привода верхнего вала 5а синхронизацией с приводным валом 5. Соотношение скоростей вращения приводного вала 5 и верхнего вала 5а составляет 1:1. Устройство 30 формирования стежка образовано иглами 11а, 11b, 11с, которые вертикально перемещаются посредством того, что они установлены в игольном зажиме 11, вертикально перемещаемом верхним валом 5а, и проходят через игольную пластинку 3, механизмом привода ига 12, приводящим в действие эти иглы 11а, 11b, 11с, механизмом прижимной лапки 19, который прижимает ткань 25 к игольной пластинке 3, нижним петлителем 8, приводимым в действие приводным валом 5 и совершающим перемещение по дугообразной траектории, которая пересекается с траекторией игл 11а, 11b, 11с с нижней стороны игольной пластинки 3 и является возвратно-поступательной, верхним петлителем 7, перемещаемым по овальной траектории, которая пересекается с траекторией нижнего петлителя 8 со стороны игольной пластинки 3 и с траекторией игл 11а, 11b, 11с с верхней стороны игольной пластинки 3 и является возвратно-поступательной, петлителем 9 двойного цепного стежка (см. фиг. 3 (А) - фиг. 3 (С)), приводным механизмом 10 петлителей, приводящий в действие данные петлители, и механизмом 4 подачи ткани, который продвигает ткань 25 вперед при выполнении каждого стежка.
Кроме того, трехигольная шестиниточная краеобметочная машина для выполнения подшивочного стежка содержит нож ct для обрезки края ткани 25. Дополнительно обеспечен контроллер 4а шага подачи ткани для управления шагом подачи ткани механизмом 4 подачи ткани и контроллер 4b ширины резания для управления шириной резания ножом ct.
Механизм 12 привода игл устройства 30 формирования стежка приводится в действие верхним валом 5а, приводимым в действие с синхронизацией с приводным валом 5, а механизм 4 подачи ткани, механизм 10 привода петлителя и нож ct приводятся в действие приводным валом 5. Одним словом, хотя устройство 30 формирования стежка в основном приводится в действие приводным валом 5, поскольку конкретная структура и перемещение являются известными или хорошо известными, их подробное описание не приведено.
В трехигольной шестиниточной краеобметочной машине 1 для выполнения подшивочного стежка обметочный стежок формируется на ткани 25 посредством пересечения игольных нитей 17а, 17b, которые вставлены в иглы 11а, 11b, нити 16b нижнего петлителя, вставленной в нижний петлитель 8, и нити 16а верхнего петлителя, вставленной в верхний петлитель 7. Кроме того, петлитель 9 двойного цепного стежка формирует двойной цепной стежок на ткани 25 посредством пересечения игольной нити 16 с петлителя двойного цепного стежка, которая вставлена в петлитель 9, и игольной нити 17с, которая вставлена в иглу 11с, и выполняется так называемый интерлочный стежек. Игольные нити 17а, 17b, 17с подаются к соответствующим иглам 11а, 11b, 11с через натяжитель 18а игольных нитей и рычаги 15а, 15b подъема игольных нитей.
В трехигольной шестиниточной краеобметочной машине 1 для выполнения подшивочного стежка, когда осуществляется вставка каждой нити 16а, 16b, 16с петлителя в верхний петлитель 7, нижний петлитель 8 и петлитель 9 двойного цепного стежка через натяжитель 18b нити петлителя посредством газа, верхний петлитель 7, нижний петлитель 8 и петлитель 9 двойного цепного стежка являются полыми структурами от отверстий 7а, 8а, 9а петлителя для входа нити до отверстий 7b, 8b, 9b петлителя для выхода нити в месте захвата петли (см. фиг. 3 (А) - фиг. 3 (С)). Здесь, "полая структура" может составлять сам петлитель, как полую структуру от отверстий 7а, 8а, 9а петлителя для входа нити до отверстий 7b, 8b, 9b петлителя для выхода нити в месте захвата петли и может составлять структуру, в которой в петлителе сформирована канавка от отверстий 7а, 8а, 9а для входа нити петлителя до отверстий 7b, 8b, 9b петлителя для выхода нити в месте захвата петли, и в которую встроена полая трубка. В этом случае поперечное сечение структуры может представлять собой окружность или многоугольник, и, например, поперечное сечение может быть С-образной формы, у которой отсутствует часть.
С этой целью трехигольная шестиниточная краеобметочная машина 1 для выполнения подшивочного стежка снабжена механизмом 110 ввода нити петлителя, который вставляет каждую нить петлителя, идущую к верхнему петлителю 7, нижнему петлителю 8 и петлителю 9 двойного цепного стежка и источником 40 подачи газа, так что заправка нити в петлитель каждой нити петлителя выполняется под действием газа, перемещающего ее к выходным отверстиям 7d, 8d, 9d нитенаправителя петлителя посредством соединительного устройства 120 заправки нити через полые нитенаправители 7е, 8е, 9е, 7g, 8g, 9g, 7f, 8f, 9f петлителя полого нитенаправителя 130 петлителя, которые проходят от механизма 110 ввода нити петлителя к отверстиям 7а, 8а, 9а петлителя для входа нити и имеют выходные отверстия 7d, 8d, 9d нитенаправителя петлителя (см. фиг. 1, фиг. 2, фиг. 3 (А) - фиг. 3 (С), фиг. 5 (А), фиг. 5 (В), фиг. 6 (А), фиг. 6 (В)).
Механизм 110 ввода нити петлителя содержит снабженные широким входным отверстием гнезда 113а, 113b, 113с для вставки через них нити петлителя в каждый петлитель, которые связаны с полыми нитенаправителями 7е, 8е, 9е петлителя.
Как показано на фиг. 3 (А) - фиг. 3 (С) и фиг. 10, механизм 110 ввода нити петлителя выполнен на опоре 112 для ввода нити петлителя. Кроме того, на опоре 112 для ввода нити петлителя выполнена кнопка 117 заправки нити. Пластина 111 для вставки нити содержит отверстия 111а, 111b, 111с для гнезд для вставки нити петлителя и отверстие 111d для кнопки заправки нити, при этом снабженные широким входным отверстием гнезда 113а, 113b, 113с для вставки нити петлителя и кнопка 117 заправки нити расположены на противоположных сторонах пластины.
Опора 112 для ввода нити петлителя снабжена выключателем 119b заправки нити, который срабатывает посредством нажатия кнопки 117 заправки нити вместе с переключателем 119а между заправкой нити в петлитель и формированием стежка, управляемым приводимым вручную элементом 91 переключения между режимами заправки нитью петлителя и формирования стежка (ручным рычагом переключения между режимами заправки нитью петлителя и формирования стежка) механизма 90 переключения между режимами заправки нитью петлителя и формирования стежка, как описано далее (см. фиг. 3 (А) - фиг. 3 (С), фиг. 10).
В переключателе 119а между режимами заправки нитью петлителя и формирования стежка, в режиме подготовки к заправке нити или в режиме заправки нитью петлителя, как описано далее, рычаг 162 переключателя режимов, установленный шарнирно с возможностью поворота на оси 161, которая закреплена на опоре 112 для ввода нити петлителя, выполнен так, что не нажимает кулачком 162с рычага переключателя режимов на переключатель 119а между режимами заправки нитью петлителя и формирования стежка посредством упругого отталкивания пружиной 163 растяжения, которая растянута между выступом 118а для пружины опоры 112 для ввода нити петлителя и выступом 162b для пружины рычага переключателя режимов. Далее приведено описание работы.
Как показано на фиг. 1, фиг. 2, фиг. 3 (А) - фиг. 3 (С), в трехигольной шестиниточной краеобметочной машине 1 для выполнения подшивочного стежка, как описано далее, заправка нити в петлитель и шитье швейной машиной выполняются посредством применения соединительного устройства 120 заправки нити, которое включает в себя верхний петлитель 7, нижний петлитель 8 и петлитель 9 двойного цепного стежка, которые являются полыми структурами от отверстий 7а, 8а, 9а петлителя для входа нити до отверстий 7b, 8b, 9b петлителя для выхода нити в месте захвата петли, механизм 110 ввода нити петлителя, который вставляет нити петлителя, идущие к верхнему петлителю 7, нижнему петлителю 8 и петлителю 9 двойного цепного стежка, и полые нитенаправители 7е, 8е, 9е, 7g, 8g, 9g, 7f, 8f, 9f петлителя полого нитенаправителя 130 петлителя, проходящие от механизма 110 ввода нити петлителя до отверстий 7а, 8а, 9а петлителя для входа нити и имеющие выходные отверстия 7d, 8d, 9d нитенаправителя петлителя.
Трехигольная шестиниточная краеобметочная машина 1 для выполнения подшивочного стежка снабжена насосом 41 подачи газа, являющимся источником 40 подачи газа, при этом заправка нити в петлитель выполняется перемещением каждой нити петлителя под действием газа от механизма 110 ввода нити петлителя к выходным отверстиям 7d, 8d, 9d нитенаправителя петлителя через полые нитенаправители 7е, 8е, 9е, 7g, 8g, 9g, 7f, 8f, 9f петлителя полого нитенаправителя 130 петлителя, муфтой 60 для передачи мощности от двигателя М швейной машины, соответственно, к приводному валу 5, который приводит в действие устройство 30 формирования стежка, включающее в себя верхний петлитель 7, нижний петлитель 8 и петлитель 9 двойного цепного стежка во время формирования стежка, или к насосу 41 подачи газа во время заправки нитью петлителя, и механизмом 90 переключения между режимами заправки нитью петлителя и формирования стежка для переключения муфты 60 так, чтобы прерывать передачу энергии к устройству 30 формирования стежка и передавать энергию к насосу 41 подачи газа во время заправки нитью петлителя и передавать энергию к устройству 30 формирования стежка и прерывать передачу энергии к насосу 41 подачи газа во время формирования стежка.
Как показано на фиг. 6 (А), фиг. 6 (В), фиг. 7 (А), фиг. 9 (а) и (b), иллюстрирующих момент заправки нитью петлителя, насос 41 подачи газа содержит поршень 48, совершающий возвратно-поступательные перемещения под действием приводного рычага 44 насоса, шарнирно установленного на шпинделе 45, за счет того, что приводной шатун 43 насоса совершает возвратно-поступательные перемещения по действием (эксцентрического) кулачка 61b привода насоса, который вращается элементом 61 привода подачи газа муфты 60, крышку 49 поршня, цилиндр 50 насоса, в котором поршень скользит в воздухонепроницаемое положение, и клапан 51 отсечения обратного потока.
Участок 50а крепления цилиндра прикреплен к основной раме 2 посредством опоры 53 крепления насоса так, что обеспечивается качание на штифте 52 крепления цилиндра.
Поршень 48 прикреплен к валу 48а поршня и крышке 49 поршня, которая имеет форму сложенного веера в направлении выпуска и выполнена из уплотняющего материала, прикрепленного к участку 48b головки поршня.
Клапан 51 отсечения обратного потока включает в себя пружину 51b, шарик 51а отсечения обратного потока, который поджимается пружиной 51b и седло 51с клапана, ввинченное в корпус 50с клапана и закрывающее клапан посредством посадки шарика 51а, прижимаемого пружиной 51b, во время обратного процесса (всасывания воздуха) и открывающее клапан посредством поднятия шарика 51а отсечения обратного потока под действием сжатого воздуха во время процесса сжатия (прямого процесса) в корпусе 50с клапана, который соединен с цилиндром 50 насоса и впускным отверстием 50b.
При работе насоса 41 подачи газа во время прямого хода поршня 48 крышка 49 поршня связана с поверхностью внутренней стенки цилиндра 50 насоса с обеспечением воздухонепроницаемости, воздух сжимается, его давление повышается, и сжатый воздух вводится из впускного отверстия 50b в воздуховпускное отверстие 112а (см. фиг. 10) механизма 110 ввода нити петлителя через трубку 54. С другой стороны, во время обратного хода (всасывания воздуха) поршня 48, за счет того, что крышка 49 поршня не связана с поверхностью внутренней стенки цилиндра 50 насоса с обеспечением воздухонепроницаемости, воздух всасывается через внешнюю периферию поршня 48 и крышки 49 поршня, а обратный поток воздуха, который направляется из впускного отверстия 50b, останавливается шариком 51а отсечения обратного потока клапана 51 отсечения обратного потока.
Как показано на фиг. 1, фиг. 2, фиг. 7 (А), фиг. 7 (В), фиг. 8 (А), фиг. 8 (В) и фиг. 9 (а), муфта 60 содержит сцепную муфту, которая перемещается между элементом 61 привода подачи газа, который передает энергию к насосу 41 подачи газа, и элементом 64 привода формирования стежка, который прикреплен к одному концу приводного вала 5 и передает энергию к устройству 30 формирования стежка так, что обеспечивается свободное сближение/разделение в зависимости воздействия на приводимый вручную элемент 91 переключения между режимами заправки нитью петлителя и формирования стежка (рычага переключения между режимами заправки нитью петлителя и формирования стежка) и передает энергию от двигателя М швейной машины через полый вал 22 муфты и сохраняет включенное состояние при соединении с элементом 61 привода подачи газа. Далее везде муфта называется сцепной муфтой 60.
Как было подробно описано, в сцепной муфте 60, на оси приводного вала 5, на одном конце полого вала муфты выполнен фланец 22с полого вала 22 муфты, и шкив 21 приводного вала, за счет чего энергия от двигателя М швейной машины передается зубчатым ремнем MB, закрепленным на фланце 22с полого вала муфты винтом 21а. Приводной вал 5 закреплен с возможностью вращения в полом валу 22 муфты двумя металлическими элементами 23. Полый вал 22 муфты зафиксирован на приводном валу 5 С-образным стопорным кольцом 26, предотвращающим перемещение полого вала 22 муфты в осевом направлении. Кроме того, полый вал 22 муфты вставлен внешней периферией в сферический металлический элемент 24 с возможностью вращения и прикреплен к основной раме 2.
На внешней периферии полого вала 22 муфты выполнена канавка 22а для позиционирования элемента привода подачи газа, в которую с возможностью скольжения вставлен конец установочного резьбового штифта 66 с буртиком, и элемент 61 привода подачи газа установлен с возможностью вращения посредством установочного резьбового штифта 66 с буртиком так, что предотвращается осевое перемещение элемента 61 привода подачи газа.
Кроме того, элемент 64 привода формирования стежка закреплен на приводном валу 5 винтом 64b.
На внешней периферии полого вала 22 муфты также установлена с возможностью вращения переключающая скользящая втулка 62. Полукруглые канавки 62b, 22b для установки выполненных с возможностью скольжения шпонок 63 передачи вращения образованы, соответственно, в переключающей скользящей втулке 62 и полом валу 22 муфты. По внешней периферии скользящей втулки 62 переключения выполнена управляющая канавка 62, в которую свободно вставляется штифт 72 переключения муфты (см. фиг. 6 (А), фиг. 6 (В)) механизма 90 переключения между режимами заправки нитью петлителя и формирования стежка для переключения сцепной муфты 60.
Зацепляющие и захватывающие выступы 61а, 62с выполнены, соответственно, на каждой торцевой поверхности элемента 61 привода подачи газа и переключающей скользящей втулки 62 так, что они взаимно зацепляются и захватываются при соединении. Например, угол захвата зацепляющих и захватывающих выступов 61а, 62с составляет 2° для плоской поверхности, проходящей через осевую линию вращения (см. фиг. 7). Этот угол захвата может находиться в диапазоне 1-3°.
На каждой соответствующей торцевой поверхности переключающей скользящей втулки 62 и элементе 64 привода формирования стежка сформированы зацепляющие выступы 62d, 64а так, что они взаимно зацепляются при соединении.
В сцепной муфте 60 во время заправки нитью петлителя полый вал 22 муфты соединяется с переключающей скользящей втулкой 62, которая осуществляет переключение и скользит в зависимости от срабатывания приводимого вручную элемента 91 переключения между режимами заправки нитью петлителя и формирования стежка посредством выполненной с возможностью скольжения шпонки 63 передачи вращения и соединяется с элементом 61 привода подачи газа через зацепляющие и захватывающие выступы 61а, 62с. Во время формирования стежка полый вал 22 муфты связан с элементом 64 привода формирования стежка посредством зацепляющих выступов 62d, 64а через переключающую скользящую втулку 62.
При работе сцепной муфты 60, которая осуществляется таким образом, во время заправки нитью петлителя, переключающая скользящая втулка 62 скользит в сторону элемента 61 привода подачи газа, и элемент 61 привода подачи газа и переключающая скользящая втулка 62 соединяется выполненной с возможностью скольжения шпонкой 63 передачи вращения, и насос 41 подачи газа приводится в действие приводным рычагом 43 насоса посредством (эксцентричного) кулачка 61b привода насоса (см. фиг. 5 (В) (а), фиг. 6 (В), фиг. 8 (В)). В этом случае, поскольку элемент 61 привода подачи газа и переключающая скользящая втулка 62 соединяются зацепляющими и захватывающими выступами 61а, 62с, которые имеют вышеописанные углы захвата, может быть предотвращен переход из режима заправки нитью петлителя в режим формирования стежка посредством подачи газа подающим насосом 41, в том числе при любом воздействии на приводимый вручную элемент переключения между режимами заправки нитью петлителя и формирования стежка.
С другой стороны, во время формирования стежка переключающая скользящая втулка 62 скользит в противоположную сторону от шкива 6, и переключающая скользящая втулка 62 и элемент 64 привода формирования стежка соединяются посредством выполненной с возможностью скольжения шпонки 63 передачи вращения, и обеспечивается вращение приводного вала 5 (см. фиг. 5 (А) (а), фиг. 6 (А), фиг. 8 (А)).Как показано на фиг. 4 (а), (b), фиг. 5 (А) (а), (b) - фиг. 5 (С) (а), (b) трехигольная шестиниточная краеобметочная машина 1 для выполнения подшивочного стежка содержит механизм 90 переключения между режимами заправки нитью петлителя и формирования стежка, который переключает сцепную муфту 60 для передачи энергии к приводному валу 5 и насосу 41 подачи газа, соответственно, во время формирования стежка и во время заправки нитью петлителя.
Приводимый вручную элемент 91 переключения между режимами заправки нитью петлителя и формирования стежка (ручной рычаг переключения между режимами заправки нитью петлителя и формирования стежка) закреплен в резьбовом отверстии 92с винтом 91b на переднем участке переключающего вала 92, шарнирно прикрепленного к переключающей опорной пластине 93, которая закреплена на основной раме 2. Соединительный рычаг 94 полого нитенаправителя петлителя расположен на среднем участке переключающего вала 92, а переключающий привод 95, которьш переключает сцепную муфту 60, закреплен на заднем участке винтом 95b. Кроме того, для того, чтобы скрыть винт 9lb имеется крышка 91а.
В соединительном рычаге 94 полого нитенаправителя петлителя плоский участок, расположенный на среднем участке переключающего вала 92, вставлен в участок 94 с пространства между парой выступов 94d и жестко закреплен на переключающем валу 92 посредством крепежного винта 92е, ввинченного в резьбовое отверстие 94b. Переключающая опорная пластина 93 зажата и расположена между выступом 94d соединительного рычага 94 полого нитенаправителя петлителя и стопорной Е-образной шайбой 91а, которая присоединена посредством вставки в удерживающую канавку 92d, выполненную на переключающем валу 92.
Переключающая пластина 70, имеющая два устойчивых положения, закреплена на основной раме 2. Качающийся шпиндель 77 вставлен в крепежное отверстие 71с, и переключающая пластина 70, имеющая два устойчивых положения, снабжена качающимся шпинделем 77, вставленным верхним концевым участком в соединительное отверстие 92а, которое выполнено на заднем участке переключающего вала 92, переключающий верхний рычаг 74 шарнирно прикреплен с возможностью отклонения к заднему концевому участку качающегося шпинделя 77 и переключающего нижнего рычага 75.
Переключающая передающая пластина 73, проходящая в направлении осевой линии приводного вала 5 и содержащая на одном конце 73b продолговатую канавку 71а, в которой скользит переключающий муфту штифт 72, шарнирно закреплена в соединительном отверстии 75b переключающего нижнего рычага 75 штифтом 76 на другом конце 73а.
Кроме того, переключающий муфту штифт 72 проходит в продолговатую канавку 71а в переключающей пластине 70, имеющей два устойчивых положения, в направлении приводного вала 5, а стопорная Е-образная шайба 72а вставлена в фиксирующую канавку переключающего муфту штифта 72 через шайбу 72b, и, таким образом, переключающий муфту штифт 72 закреплен шарнирно с возможностью скольжения.
Хотя переключающая передающая пластина 73, в которую вставлен переключающий муфту штифт 72 приводится в действие по дугообразной траектории, зависящей от качания нижнего переключающего рычага 75, переключающий муфту штифт 72 скользит линейно в направлении оси приводного вала 5 в продолговатой канавке 71а, сквозь которую проходит переключающий муфту штифт 72.
Наконечник 95а переключающего привода 95 проникает в соединительное отверстие 74а, которое выполнено в верхнем переключающем рычаге 74, и достигает дугообразного сквозного отверстия 71b переключающей пластины 70, имеющей два устойчивых положения. Пружина 78 растяжения растянута между штифтом 74с для пружины на верхнем переключающем рычаге 74 и штифтом 75с для пружины на нижнем переключающем рычаге 75.
В данном случае при вращении приводимого вручную элемента 91 переключения между режимами заправки нитью петлителя и формирования стежка (ручного рычага переключения между режимами заправки нитью петлителя и формирования стежка) по часовой стрелке в направлении В (в сторону заправки нитью петлителя), в зависимости от перемещения переключающего вала 92 и, следовательно, в зависимости от перемещения переключающего привода 95, верхний переключающий рычаг 74 отклоняется в направлении часовой стрелки, и верхний переключающий рычаг 74 и нижний переключающий рычаг 75 быстро перемещаются под действием пружины 78 растяжения, образуя колено, так, что в то время, когда верхний переключающий рычаг 74 и нижний переключающий рычаг 75 проходят через точку равновесия, они образуют прямую линию, и переключающий муфту штифт 72 скользит к правому концу направления осевой линии приводного вала 5 в управляющей канавке 62а переключающей скользящей втулки 62, которая устанавливается посредством переключающей передающей пластины 73, и элемент 61 привода подачи газа и переключающая скользящая втулка 62 соединяются посредством зацепляющих и захватывающих выступов 61а, 62с, за счет чего осуществляется их взаимное зацепление. Обеспечивается привод насоса 41 подачи газа и осуществление заправки нитью петлителя приводным рычагом 43 насоса под действием (эксцентричного) кулачка 61b привода насоса (см. фиг. 3 (В), фиг. 5 (В), фиг. 8 (В)). Кроме того, сохраняется режим подготовки заправки нитью петлителя данной сцепной муфты 60, и предотвращается переход в режим формирования стежка из режима заправки нитью петлителя во время операции подачи газа насосом 41 подачи газа при любом ручном воздействии на приводимый вручную элемент переключения между режимами заправки нитью петлителя и формирования стежка.
С другой стороны, при вращении приводимого вручную элемента 91 переключения между режимами заправки нитью петлителя и формирования стежка (ручного рычага переключения между режимами заправки нитью петлителя и формирования стежка) против часовой стрелки в направлении А (в сторону формирования стежка), в зависимости от перемещения переключающего вала 92 и, следовательно, в зависимости от перемещения переключающего привода 95, верхний переключающий рычаг 74 отклоняется по направлению против часовой стрелки, и верхний переключающий рычаг 74 и нижний переключающий рычаг 75 быстро перемещаются под действием пружины 78 растяжения, образуя направленное в другую сторону колено, так, что в то время, когда верхний переключающий рычаг 74 и нижний переключающий рычаг 75 проходят через точку равновесия, они образуют прямую линию, и переключающий муфту штифт 72 скользит к левому концу направления осевой линии приводного вала 5 в управляющей канавке 62а переключающей скользящей втулки 62, которая устанавливается посредством переключающей передающей пластины 73, и переключающая скользящая втулка 62 и элемент 64 привода формирования стежка соединяются при помощи зацепляющих выступов 62d, 64а, за счет чего осуществляется их взаимное зацепление. Энергия передается к полому валу 22 муфты от двигателя М швейной машины, и через зацепляющий выступ 62d переключающей скользящей втулки 62 и зацепляющий выступ 64а элемента 64 привода формирования стежка энергия передается к элементу 64 привода формирования стежка, верхний вал 5а может вращаться вместе с приводным валом 5, устройство 30 формирования стежка приводится в действие, и обеспечивается формирование стежка (см. фиг. 3 (А), фиг. 5 (А), фиг. 8 (А)). Кроме того, данная муфта удерживается в режиме подготовки формирования стежка.
С другой стороны, выходные отверстия 7d, 8d, 9d нитенаправителя петлителя и отверстия 7а, 8а, 9а петлителя для входа нити полого нитенаправителя 130 петлителя во время заправки нитью петлителя и во время шитья швейной машиной располагаются так, чтобы обеспечить, соответственно, свободное сближение/разделение. То есть, как показано на фиг. 1, фиг. 2, фиг. 3 (С) и фиг. 5 (А) - фиг. 5 (В), трехигольная шестиниточная краеобметочная машина 1 для выполнения подшивочного стежка содержит соединительное устройство 120 заправки нити, которое обеспечивает, соответственно, свободное сближение/разделение выходных отверстий 7d, 8d, 9d нитенаправителя петлителя и отверстий 7а, 8а, 9а петлителя для входа нити во время заправки нитью петлителя и во время формирования стежка в зависимости от ручного воздействия на приводимый вручную элемент 91 переключения между режимами заправки нитью петлителя и формирования стежка.
Соединительное устройство 120 заправки нити содержит соединительную пластину 121 нитенаправителя подшивочного петлителя и соединительную пластину 136 нитенаправителя петлителя двойного цепного стежка, опору 131 выхода нитенаправителя подшивочного петлителя и опору 139 выхода нитенаправителя петлителя двойного цепного стежка, нитенаправитель 133 рычага подъема подшивочного петлителя и опоры 135, 141 нитенаправителя петлителя. Опора 131 выхода нитенаправителя подшивочного петлителя и опора 139 выхода нитенаправителя петлителя двойного цепного стежка, и нитенаправитель 133 рычага подъема подшивочного петлителя, и опоры 135, 141 нитенаправителя петлителя жестко закреплены на вспомогательной раме 2а винтами 131d, 138а, 133b, 135b и 141b.
С внутренней стороны правого края 121i соединительной пластины 121 нитенаправителя подшивочного петлителя соединительного устройства 120 заправки нити установлен соединительный рабочий рычаг 101b кулачковой пластины 101 с управляющей канавкой так, что соединительный рабочий рычаг 101b кулачковой пластины 101 с управляющей канавкой входит в зацепление и перемещается в зависимости от срабатывания приводимого вручную элемента 91 переключения между режимами заправки нитью петлителя и формирования стежка (ручного рычага переключения между режимами заправки нитью петлителя и формирования стежка) через передаточный рычаг 98, идущий от соединительного рычага 94 полого нитенаправителя петлителя (см. фиг. 4, фиг. 5 (С)), которым снабжен переключающий вал 92.
В резьбовое отверстие 94а и резьбовое отверстие 98а передаточного рычага 98 со стороны шкива вкручен винт 94е, так что соединительный рычаг 94 полого нитенаправителя петлителя соединен с передаточным рычагом 98. В резьбовое отверстие 98а со стороны петлителя и резьбовое отверстие 101с кулачковой пластины 101 с управляющей канавкой ввинчен винт 101d, так что передаточный рычаг 98 соединен с кулачковой пластиной 101 с управляющей канавкой.
В механизме 90 переключения между режимами заправки нитью петлителя и формирования стежка, в квадратном отверстии 93b бокового участка 93с переключающей опорной пластины 93, которая закреплена на основной раме 2, установлена с возможностью скольжения соединительная пластина 96 переключателя параллельно направлению приводного вала. Установочный винт ввинчен в левый конец соединительной пластины 96 переключателя, а на правом конце имеется торцевая стенка 96b, которая входит в зацепление с переключающим рычагом 162 (см. фиг. 5 (С), фиг. 10), и соединительная пластина 96 переключателя прижата концом 162а переключающего рычага, который отталкивается силой упругости пружины 163 растяжения и скользит к стороне петлителя, и левый конец соединительной пластины 96 переключателя входит в зацепление с правым концом 121h соединительной пластины 121 нитенаправителя петлителя.
Соединительное устройство 120 заправки нити содержит направляющие стержни 132, 138 соединительной пластины, которые выполняют функцию опоры для соединительной пластины 121 нитенаправителя подшивочного петлителя и соединительной пластины 136 нитенаправителя петлителя двойного цепного стежка, расположенные на опоре 131 выхода нитенаправителя подшивочного петлителя и опоре 139 выхода нитенаправителя петлителя двойного цепного стежка.
Соединительная пластина 121 нитенаправителя подшивочного петлителя соединена с опорой 131 выхода нитенаправителя подшивочного петлителя посредством направляющего стержня 132 и шарнирного отверстия 121с скольжения на левом конце. Канавки скольжения 99с и 99d соединительной опорной пластины 99 нитенаправителя, а также отверстие 121а вала и продолговатое отверстие 121b выполнены таким образом, чтобы соединить опорную пластину 99 с соединительной пластиной 121 с возможностью скольжения в направлении приводного вала. Кроме того, направляющий стержень 138 соединительной пластины, который вставлен в опору 139 выхода нитенаправителя петлителя двойного цепного стежка, входит в отверстие 136b скольжения соединительной пластины 136 нитенаправителя петлителя двойного цепного стежка, и соединительный конец 136а входит в зацепление с соединительным участком 121g соединительной пластины 121 нитенаправителя подшивочного петлителя, и за счет этого соединительная пластина 136 нитенаправителя петлителя двойного цепного стежка устанавливается с возможностью скольжения в направлении приводного вала во взаимодействии со скольжением соединительной пластины 121 нитенаправителя подшивочного петлителя.
Кроме того, квадратное отверстие 99b выполнено в соединительной опорной пластине 99 нитенаправителя, и кулачковая пластина 101 с управляющей канавкой опирается с возможностью скольжения в направлении приводного вала под действием приводимого вручную элемента 91 переключения между режимами заправки нитью петлителя и формирования стежка (ручного рычага переключения между режимами заправки нитью петлителя и формирования стежка) (см. фиг. 3 (С), фиг. 5 (С)).
Полые нитенаправители 7е, 8е, 9е петлителя полого нитенаправителя 130 петлителя, которые связаны с полыми трубками 116 механизма 110 ввода нити петлителя (см. фиг. 10) соединительными трубками 143 и вытягиваются, соединены с передаточными полыми нитенаправителями 7g, 8g, 9g петлителя, которые установлены в соответствующих установочных отверстиях 141а, 135а, посредством соединительных трубок 142.
Передаточные полые нитенаправители 7g, 8g, 9g петлителя вставлены в полые нитенаправители 7f, 8f, 9f петлителя через установочные отверстия 121е, 136с, выемки 121d, 136d для вставки пружины, установочные отверстия 131а, 139b и нитенаправляющие отверстия 133а, 139а рычага подъема петлителя и образуют каналы для нити петлителя. Пружины 137 растяжения-сжатия установлены между установочными отверстиями 121е, 136с и выемками 121d, 136d для вставки пружины и удерживаются в выемках 121d, 136d для вставки пружины крепежными кольцами 137а и отталкивают силой упругости полые нитенаправители 7f, 8f, 9f петлителя в сторону петлителей. Таким образом, полые нитенаправители 7f, 8f, 9f петлителя удерживаются с возможностью скольжения в выемках 121d, 136d для вставки пружин и в установочных отверстиях 131а, 139b соответственно, и обеспечивается сближение и разделение выходных отверстий 7d, 8d, 9d нитенаправителя петлителя и отверстий 7а, 8а, 9а для входа нити верхнего петлителя 7, нижнего петлителя 8 и петлителя 9 двойного цепного стежка.
Кроме того, как показано на фиг. 2, фиг. 5 (А) - фиг. 5 (С) (а), (b), трехигольная шестиниточная краеобметочная машина 1 снабжена позиционирующим устройством 80.
Позиционирующее устройство 80 содержит стопорную позиционную круглую пластину 81, которая соосно закреплена на приводном валу 5 и имеет выемку 81а в положении остановки в окружном направлении для горизонтального выравнивания положений выходных отверстий 7d, 8d, 9d нитенаправителя петлителя и отверстий 7а, 8а, 9а петлителя для входа нити и позиционирования стопорного вала 82 и соединительного вала 84 нитенаправителя, соединяющих соединительное устройство 120 заправки нити, которое может входить в выемку 81а при повороте шкива 6 вручную во время заправки нитью петлителя, за счет чего приводимый вручную элемент 91 переключения между режимами заправки нитью петлителя и формирования стежка (ручной рычаг переключения между режимами заправки нитью петлителя и формирования стежка) производит переключение и переводится вручную к стороне заправки нитью петлителя, и который расположен так, чтобы обеспечить свободное сближение/разделение во время заправки нитью петлителя и формирования стежка соответственно.
Стопорный вал 82 содержит участок 82а большего диаметра и участок 82b меньшего диаметра, которые выполнены как единое целое. Соединительный вал 84 нитенаправителя содержит участок 84а большего диаметра и участок 84b меньшего диаметра, которые выполнены как единое целое. Пружина 83 находится между торцевой поверхностью участка 82b меньшего диаметра стопорного вала и шарнирным отверстием 84е, которое выполнено в участке 84а большего диаметра соединительного вала нитенаправителя. Кроме того, пружина 86 установлена свободно в продолговатом отверстии 84 с участка 84а большего диаметра соединительного вала нитенаправителя и находится между управляющим штифтом 85, которьш вставлен в отверстие 82с участка 82b меньшего диаметра стопорного вала и выступает вверх и вниз от участка вала, и соединительной опорной пластиной 99 нитенаправителя.
Устройство заправки нити подачей нити газом для швейной машины в соответствии с изобретением содержит управляющий штифт 85, который выступает на стопорном валу 82, а кулачковая пластина 101 с управляющей канавкой включает в себя первый кулачковый участок 102а управляющей канавки, который отделяет и перемещает стопорный вал 82 от стопорной позиционирующей круглой пластины 81 посредством управляющего штифта 85 во время формирования стежка, второй кулачковый участок 102 с управляющей канавки, который перемещает стопорный вал 82 к стопорной позиционирующей круглой пластине 81 посредством управляющего штифта 85 во время заправки нитью петлителя, и промежуточный кулачковый участок 102b управляющей канавки, который идет обратно к первому кулачковому участку 102а управляющей канавки от второго кулачкового участка 102с управляющей канавки.
Кулачковая пластина 101 с управляющей канавкой одним концом 101а связана через передаточный рычаг 98, идущий от соединительного рычага 94 полого нитенаправителя петлителя (см. фиг. 4), который установлен на переключающем валу 92, и расположена так, что может перемещаться в зависимости от перемещения приводимого вручную элемента 91 переключения между режимами заправки нитью петлителя и формирования стежка (ручной рычага переключения между режимами заправки нитью петлителя и формирования стежка).
При работе устройства заправки нити подачей нити газом для швейной машины, которая выполнена так, что при заправке нити в петлитель при повороте приводимого вручную элемента 91 переключения между режимами заправки нитью петлителя и формирования стежка (ручного рычага переключения между режимами заправки нитью петлителя и формирования стежка) механизма 90 переключения между режимами заправки нитью петлителя и формирования стежка по часовой стрелке в направлении В (в сторону заправки нитью петлителя) (см. фиг. 3 (В), фиг. 4 (а) (b), фиг. 5 (В), фиг. 7 (А), фиг. 7 (В), фиг. 8 (В)), кулачковая пластина 101 с управляющей канавкой перемещается в направлении петлителя под действием переключающего вала 92, соединительного рычага 94 полого нитенаправителя петлителя и передаточного рычага 98, и соединительный рабочий рычаг 101b кулачковой пластины 101 с управляющей канавкой отделяется от соединительной пластины 121 нитенаправителя подшивочного петлителя и перемещается в направлении петлителя. Управляющий штифт 85 размещается на втором кулачковом участке 102а управляющей канавки, конец стопорного вала 82 контактирует с внешней периферийной поверхностью стопорной позиционной круглой пластины 81 посредством упругого отталкивания пружиной 86, которая вставлена между управляющим штифтом 85 и опорной соединительной пластиной 99 нитенаправителя, а пружина 83, которая вставлена в шарнирное отверстие 84е, под действием силы упругости отталкивает торцевую поверхность участка 82b меньшего диаметра стопорного вала и, таким образом, соединительный вал 84 нитенаправителя входит в отверстие 121а вала и не может войти в продолговатое отверстие 121b за счет упругости пружины 134 и фиксируется в нем.
В этом режиме выходные отверстия 7d, 8d, 9d нитенаправителя петлителя и отверстия 7а, 8а, 9а петлителя для входа нити разделены в соединительном устройстве 120 заправки нити.
Одновременно в соответствии с перемещением переключающего вала 92 и, следовательно, в соответствии с перемещением переключающего привода 95 верхний переключающий рычаг 74 в сцепной муфте 60 отклоняется в направлении часовой стрелки, и верхний переключающий рычаг 74 и нижний переключающий рычаг 75 быстро перемещаются под действием пружины 78 растяжения, образуя колено, так что в то время, когда верхний переключающий рычаг 74 и нижний переключающий рычаг 75 проходят через точку равновесия, они образуют прямую линию, и переключающий муфту штифт 72 скользит к правому концу направления осевой линии приводного вала 5 в управляющей канавке 62а переключающей скользящей втулки 62, которая устанавливается посредством переключающей передающей пластины 73, и элемент 61 привода подачи газа и переключающая скользящая втулка 62 соединяются при помощи зацепляющих и захватывающих выступов 61а, 62с, за счет чего осуществляется их взаимное зацепление. Насос 41 подачи газа может быть приведен в действие и приводным стержнем 43 насоса под действием (эксцентрического) кулачка 61b привода насоса может быть выполнена заправка нити в петлитель.
Таким образом, соединительное устройство 120 заправки нити и сцепная муфта 60 переходят в режим заправки нитью петлителя.
В таком режиме, при переключении сцепной муфты 60 и подготовке подключения соединительного устройства 120 заправки нити, во время поворота вручную шкива 6, который закреплен на одном конце приводного вала 5, установочный штифт 82 позиционирующего устройства 80 вставляется в выемку 81а позиционирующей круглой пластины 81 позиционирующего устройства 80 горизонтально в стопорное положение в окружном направлении для выравнивания положения выходных отверстий 7d, 8d, 9d нитенаправителя петлителя, отверстий 7а, 8а, 9а петлителя для входа нити и отверстий 13а, 13b, 14а рычага подъема нити рычагов 13, 14 петлителя, и вращение приводного вала 5 в этом выровненном положении блокируется установочным штифтом 82 (см. фиг. 5 (В), фиг. 6 (В), фиг. 8 (В)).
Кроме того, установочный штифт 82 вставляется в выемку 81а позиционирующей круглой пластины 81, и, таким образом, приводится в действие соединительное устройство 120 заправки нити, и участок 84а большего диаметра соединительного вала нитенаправителя установочного штифта 82 выходит из зацепления с отверстием 121а вала соединительной пластины 121 нитенаправителя петлителя, и соединительная пластина 121 нитенаправителя петлителя под действием силы упругости отклоняется в сторону петлителя за счет упругости пружины 134, и продолговатое отверстие 121b соединительных пластин 121 нитенаправителя петлителя скользит по участку 84b меньшего диаметра соединительного вала нитенаправителя. В этом случае участок 84b меньшего диаметра соединительного вала нитенаправителя входит в продолговатое отверстие 121b под действием возвратной пружины 83 установочного штифта.
С другой стороны, за счет упругости пружины 134 соединительные пластины 121, 136 нитенаправителя петлителя и, следовательно, полые нитенаправители 7f, 8f, 9f петлителя, которые соединены с полыми нитенаправителями 7е, 8е, 9е полого нитенаправителя 130 петлителя путем вставки в них, перемещаются в сторону верхнего петлителя 7, нижнего петлителя 8 и петлителя 9 двойного цепного стежка через установочные отверстия 131а, 139а и нитенаправители 133а, 139b подъемного рычага, а выходные отверстия 7d, 8d, 9d нитенаправителя петлителя и отверстия 7а, 8а, 9а петлителя для входа нити соединяются через отверстия 13а, 13b, 14а рычага подъема нити рычагов 13, 14 подъема петлителя, которые расположены между ними. В этом случае пружина 137 гасит удар, возникающий при соединении выходных отверстий 7d, 8d, 9d нитенаправителя петлителя полых нитенаправителей 7f, 8f, 9f петлителя и отверстий 7а, 8а, 9а для входа нити верхнего петлителя 7, нижнего петлителя 8 и петлителя 9 двойного цепного стежка.
Таким образом, полый нитенаправитель 130 петлителя соединительного устройства 120 заправки нити переходит в режим соединения из режима подготовки к соединению (см. фиг. 3 (В)).
Кроме того, в то время, когда соединительная пластина 121 нитенаправителя петлителя перемещается в сторону петлителя, на соединительную пластину 96 переключателя, установленную с возможностью скольжения на переключающей опорной пластине 93, оказывает давление конец 162а переключающего рычага, который отталкивается упругой силой пружины 163 растяжения, и пластина перемещается в сторону петлителя. Переключающий рычаг 162, который отталкивается силой упругости пружины 163 растяжения, отклоняется, и кулачок 162с переключающего рычага не нажимает на переключатель 119а между режимами заправки нитью петлителя и формирования стежка, и переключатель 119а между режимами заправки нитью петлителя и формирования стежка переходит в разомкнутое состояние, а кнопка 117 заправки нити переходит в режим ожидания нажатия через содержащий элементы управления двигателем и переключением между заправкой нити в петлитель и формированием стежка петлителя корпус 119.
В режиме соединения соединительного устройства 120 заправки нити при вставке каждой требуемой нити петлителя в снабженные широким входным отверстием гнезда 113а, 113b, 113с петлителя механизма 110 ввода нити петлителя на величину около 5-6 мм (1/4 дюйма) (см. фиг. 1, фиг. 3, фиг. 9) и нажатии кнопки 117 заправки нити, которая соединена с выключателем 119b заправки нити опоры 112 для ввода нити петлителя, выключатель 119b заправки нити переходит в разомкнутое состояние через содержащий элементы управления двигателем и переключением между режимами заправки нитью петлителя и формирования стежка корпус 119, и двигатель М швейной машины переводится в режим вращения с постоянной скоростью, а поршень 48 насоса 41 подачи газа может совершать возвратно-поступательное перемещение под действием шкива 21 приводного вала с зубчатым ремнем MB, ступицы 22 шкива приводного вала, элемента 61 привода подачи газа от полого вала 22 сцепной муфты 60, кулачка 6lb привода насоса, приводного стержня 43 насоса и приводного рычага 44 насоса (см. фиг. 7, фиг. 8, фиг. 9 (b)). При работе насоса 41 подачи газа во время прямого хода поршня 48 крышка 49 поршня связана с поверхностью внутренней стенки цилиндра 50 насоса с обеспечением воздухонепроницаемости, воздух сжимается, его давление повышается, и сжатый воздух вводится из впускного отверстия 50b в воздуховпускное отверстие 112а (см. фиг. 6, фиг. 8) механизма 110 ввода нити петлителя через трубку 54. С другой стороны, на обратном ходе (на ходе впуска) поршня 48, за счет того, что крышка 49 поршня не связана с поверхностью внутренней стенки цилиндра 50 насоса с обеспечением воздухонепроницаемости и переходит в открытое состояние, воздух всасывается через внешнюю периферию поршня 48 и крышку 49 поршня, а обратный поток воздуха, который направляется из впускного отверстия 50b, останавливается шариком 51а отсечения обратного потока клапана 51 отсечения обратного потока.
Сжатый воздух от насоса 41 подачи воздуха под давлением вводится через трубку 54 от впускного отверстия 50b к воздуховпускному отверстию 112а (см. фиг. 10) механизма 110 ввода нити петлителя.
Каждая нить петлителя втягивается в трубки 116 ввода нити петлителя посредством этой подачи воздуха под давлением и перемещается газом к отверстиям 7b, 8b, 9b для выхода нити в месте захвата петли верхнего петлителя 7, нижнего петлителя 8 и петлителя 9 двойного цепного стежка через полые нитенаправители 7е, 8е, 9е полого нитенаправителя 130 петлителя, передаточные полые нитенаправители 7g, 8g, 9g петлителя и выходные отверстия 7d, 8d, 9d нитенаправителя полых нитенаправителей 7f, 8f, 9f петлителя соединительного устройства 120 заправки нити.
В соответствии с механизмом 110 ввода нити петлителя подобного устройства заправки нити подачей нити газом при операции вставки нити петлителя в верхний петлитель 7, нижний петлитель 8 и петлитель 9 двойного цепного стежка, во время вставки нити 16а в верхний петлитель, нити 16b в нижний петлитель и нити 16с в петлитель двойного цепного стежка из элемента ввода нити обеспечивается прочная вставка нити 16а в верхний петлитель, нити 16b в нижний петлитель и нити 16с в петлитель двойного цепного стежка, которая производится именно механизмом 110 ввода нити петлителя.
Кроме того, в устройстве заправки нити подачей нити газом для швейной машины в соответствии с изобретением сжатый газ для перемещения нити 16а верхнего петлителя, нити 16b нижнего петлителя и нити 16с петлителя двойного цепного стежка производится насосом 41 подачи газа, который приводится в действие от двигателя М шейной машины, и заправка нити 16а верхнего петлителя, нити 16b нижнего петлителя и нити 16с петлителя двойного цепного стежка обеспечивается при помощи операции, предполагающей одно касание.
В устройстве заправки нити подачей нити газом для швейной машины в соответствии с изобретением заправка нити 16а верхнего петлителя, нити 16b нижнего петлителя и нити 16с петлителя двойного цепного стежка может быть выполнена с задействованием только одной руки посредством механизма 90 переключения между режимами заправки нитью петлителя и формирования стежка.
Таким образом, в устройстве заправки нити подачей нити газом для швейной машины в соответствии с изобретением за счет соединения полых нитенаправителей 7е, 8е, 9е, передаточных полых нитенаправителей 7g, 8g, 9g, 7f, 8f, 9f петлителя, идущих от отверстий 7b, 8b, 9b для выхода нити в месте захвата петли нити 16а верхнего петлителя, нити 16b нижнего петлителя и нити 16с петлителя двойного цепного стежка к элементам для ввода нити, которые вставляют нити, отсутствует необходимость в сложном защитном устройстве для нити и обеспечивается простая для пользователя вставка нити. Также отсутствуют ошибки заправки нити, нет выступания нити из петлителя в середине процесса и не спутываются вставленная в верхний петлитель нить 16а, вставленная в нижний петлитель нить 16b и вставленная в петлитель двойного цепного стежка нить 16с с другими нитями. Кроме того, поскольку нити подаются посредством потока сжатого газа, который подается к полым нитенаправительным средствам, обеспечивается быстрая заправка нити очень простой операцией.
Затем на этапе, на котором завершается заправка нити, в случае формирования стежка при повороте и возврате приводимого вручную элемента 91 переключения между режимами заправки нитью петлителя и формирования стежка (ручного рычага переключения между режимами заправки нитью петлителя и формирования стежка) механизма 90 переключения между режимами заправки нитью петлителя и формирования стежка по направлению А против часовой стрелки (в сторону формирования стежка) (см. фиг. 3 (А), фиг. 5 (А)), в позиционирующем устройстве 80 кулачковая пластина 101 с управляющей канавкой перемещается в направлении шкива под действием переключающего вала 92, соединительного рычага 94 полого нитенаправителя петлителя и передаточного рычага 98, и соединительный рабочий рычаг 101b кулачковой пластины 101 с управляющей канавкой входит в зацепление с соединительной пластиной 121 нитенаправителя петлителя, и соединительная пластина 121 нитенаправителя петлителя перемещается в направлении шкива, преодолевая упругость пружины 134.
В зависимости от перемещения кулачковой пластины 101 с управляющей канавкой управляющий штифт 85 скользит по промежуточному кулачковому участку 102b управляющей канавки и возвращается к первому кулачковому участку 102а управляющей канавки от второго кулачкового участка 102с управляющей канавки. Конец участка 82b меньшего диаметра стопорного вала 82 выходит из выемки 81а стопорной позиционирующей круглой пластины 81 под действием управляющего штифта 85, преодолевая упругость пружины 86. Стопорный вал 82, а, следовательно, соединительный вал 84 нитенаправителя, перемещается в направлении, противоположном направлению шитья в направлении оси вала и, поскольку участок 84b меньшего диаметра соединительного вала 84 нитенаправителя скользит в продолговатом отверстии 121b соединительной пластины 121 нитенаправителя, участок 84а большего диаметра соединительного вала 84 нитенаправителя входит в отверстие 121а вала.
Участок 84а большего диаметра соединительного вала 84 нитенаправителя входит в отверстие 121а вала и не может войти в продолговатое отверстие 121b за счет упругости пружины 134 и фиксируется в нем. Таким образом, выходные отверстия 7d, 8d, 9d нитенаправителя петлителя и отверстия 7а, 8а, 9а петлителя для входа нити разделяются в соединительном устройстве 120 заправки нити. Рычаги 13, 14 подъема петлителя помещаются в пространство, которое получается при разделении отверстий 7d, 8d, 9d нитенаправителя петлителя и отверстий 7а, 8а, 9а петлителя для входа нити, и отверстия 13а, 13b, 14а рычага подъема нити формируют каналы для нитей 16а, 16b, 16с петлителей.
Как описано выше, при вращении приводимого вручную элемента 91 переключения между режимами заправки нитью петлителя и формирования стежка (ручного рычага переключения между режимами заправки нитью петлителя и формирования стежка) в направлении против часовой стрелки одновременно, в соответствии с перемещением переключающего вала 92 и, следовательно, в соответствии с перемещением переключающего привода 95, верхний переключающий рычаг 74 отклоняется по направлению против часовой стрелки, и верхний переключающий рычаг 74 и нижний переключающий рычаг 75 быстро смещаются под действием пружины 78 растяжения, образуя направленное в другую сторону колено, так что в то время, когда верхний переключающий рычаг 74 и нижний переключающий рычаг 75 проходят через точку равновесия, они образуют прямую линию, и переключающий муфту штифт 72 скользит к левому концу направления осевой линии приводного вала 5 в управляющей канавке 62а переключающей скользящей втулки 62, которая устанавливается посредством переключающей передающей пластины 73.
Переключающая скользящая втулка 62 соединена с элементом 64 привода формирования стежка через выполненные с возможностью скольжения шпонки 63 передачи вращения посредством зацепляющих выступов 62d, 64а, и они осуществляют взаимное зацепление. Таким образом, переключающая скользящая втулка 62 соединена с элементом 64 привода формирования стежка, который закреплен на приводном валу 5, и обеспечивается возможность вращения приводного вала 5 и формирования стежка (см. фиг. 3 (А), фиг. 5 (А), фиг. 6 (А), фиг. 8 (А)). В этом случае во время заправки нитью петлителя, в сцепной муфте 60, несмотря на то, что элемент 61 привода подачи газа и переключающая скользящая втулка 62 соединены посредством зацепляющих и захватывающих выступов 61а, 62с, и они удерживаются в состоянии взаимного зацепления и захвата, двигатель М швейной машины останавливается при воздействии на приводимый вручную элемент 91 переключения между режимами заправки нитью петлителя и формирования стежка (ручной рычаг переключения между режимами заправки нитью петлителя и формирования стежка) для того, чтобы выполнить формирование стежка. Таким образом, данное состояние захвата ослабляется или снимается, и за счет этого обеспечивается возможность формирования стежка. Кроме того, данная муфта удерживается в режиме подготовки формирования стежка.
Как результат, посредством переключающего муфту штифта 72 переключающая скользящая втулка 62 сцепной муфты 60 скользит в сторону элемента 64 привода формирования стежка, и прерывается передача энергии к элементу 61 привода подачи газа, и выполненные с возможностью скольжения шпонки 63 передачи вращения соединяются с полукруглыми канавками 62b полого вала 22 муфты. За счет этого передается энергия к приводному валу 5 и обеспечивается приведение в действие устройства 30 формирования стежка (см. фиг. 2, фиг. 3 (А)).
Кроме того, в то время, когда соединительная пластина 121 нитенаправителя петлителя перемещается в сторону шкива, на соединительную пластину 96 переключателя, которая установлена с возможностью скольжения на переключающей опорной пластине 93, оказывается давление, и она возвращается к правому концу 121h соединительной пластины 121 нитенаправителя петлителя, и правый конец 96b соединительной пластины 96 переключателя нажимает на наконечник 162а переключающего рычага, который отталкивается упругой силой пружины 163 растяжения и перемещается в сторону шкива. Переключающий рычаг 162, который отталкивается силой упругости пружины 163 растяжения отклоняется, и кулачок 162с переключающего рычага нажимает на переключатель 119а между режимами подачи нити в петлитель и формирования стежка, и переключатель 119а между режимами подачи нити в петлитель и формирования стежка переходит в замкнутое состояние, а управляющее устройство МС (ножное управляющее устройство) двигателя переходит в состояние ожидания с возможностью управления через содержащий элементы управления двигателем и переключением между режимами заправки нитью петлителя и формирования стежка корпус 119. Поскольку переключатель 119а переходит в замкнутое состояние, управление подачей электропитания к двигателю швейной машины не осуществляется, даже в случае некорректного нажатия на кнопку 117 заправки нити.
Таким образом, двигатель М швейной машины приводится во вращение и управляется в переменном состоянии посредством управляющего устройства МС двигателя (ножного управляющего устройства), и может быть обеспечено вращение и приведение в действие приводного вала 5 при помощи шкива 21 приводного вала, ступицы 22 шкива приводного вала и элемента 64 привода формирования стежка сцепной муфты 60 через зубчатый ремень MB от двигателя М швейной машины.
Механизм 12 привода иглы устройства 30 формирования стежка, механизм 4 подачи ткани и механизм 10 привода петлителя приводятся в действие посредством вращения приводного вала 5 и верхнего вала 5а, который приводится в действие синхронизацией с приводным валом 5, и обеспечивается выполнение подшивочного шва и(или) двойного цепного шва, на ткани 25, которая прижимается на игольной пластинке 4 прижимающим механизмом 19 при помощи ига 11а, 11b, 11с и верхнего петлителя 7, нижнего петлителя 8, петлителя 9 двойного цепного стежка, при этом обеспечивается вышеописанная заправка нити.
Как можно понять из вышеприведенного описания, в устройстве заправки нити подачей нити газом для швейной машины в соответствии с изобретением обеспечивается предотвращение перехода к режиму формирования стежка из режима заправки нитью петлителя во время операции подачи газа подающим насосом посредством ручного привода элемента переключения между режимами заправки нитью петлителя и формирования стежка.
Кроме того, в устройстве заправки нити подачей нити газом для швейной машины в соответствии с изобретением заправка нити в петлитель может производиться тремя операциями, выполняемыми одной рукой, такими как подготовка заправки нити, позиционирование нити/соединение со шкивом и подача газа для заправки нити.
Таким образом, в устройстве заправки нити подачей нити газом для швейной машины в соответствии с изобретением обеспечивается предотвращение перехода к режиму формирования стежка из режима заправки нитью петлителя во время операции подачи газа подающим насосом посредством любого приводимого вручную элемента переключения между режимами заправки нитью петлителя и формирования стежка и за счет соединения с полым нитенаправителем, идущим к механизму ввода нити петлителя, который вставляет нить из отверстия петлителя для выхода нити в месте захвата петли, отсутствует необходимость в наличии сложного предохранительного устройства нити и обеспечивается удобство заправки нити. А также отсутствуют ошибки заправки нити, нет выступания нити из петлителя в середине процесса, и отсутствует спутывание вставленной в петлитель нити с другой нитью. Кроме того, поскольку нить подается посредством потока сжатого газа, который подается к полому нитенаправителю петлителя, обеспечивается быстрая заправка нити очень простой операцией
Промышленная применимость
Устройство заправки нити подачей нити газом для швейной машины в соответствии с изобретением может быть применено в краеобметочной швейной машине, швейной машине с двойным цепным швом, или швейной машине с интерлочным стежком, для выполнения заправки нитью петлителя операцией, требующей одного воздействия, посредством использования находящегося под давлением газа.
Ссылочные обозначения
1 - швейная машина (краеобметочная машина для выполнения подшивочного стежка)
М - двигатель швейной машины
5 - приводной вал
6 - шкив
7, 8, 9 - петлитель (верхний петлитель, нижний петлитель, петлитель двойного цепного стежка)
7а, 8а, 9а - отверстие петлителя для входа нити
7b, 8b, 9b - отверстие петлителя для выхода нити в месте захвата петли
7d, 8d, 9d - выходное отверстие нитенаправителя петлителя
10 - приводной механизм петлителя
13, 14 - рычаг подъема петлителя
13а, 13b, 14а - отверстие рычага подъема нити
16а, 16b, 16с - нить петлителя (нить верхнего петлителя, нить нижнего петлителя, нить петлителя двойного цепного стежка)
22 - полый вал муфты
30 - устройство формирования стежка
40 - источник подачи газа (41 - насос подачи газа)
60 - муфта (сцепная муфта)
61 - элемент привода подачи газа
61а, 62с - зацепляющий и захватывающий выступ
62 - переключающая скользящая втулка
62d, 64а - зацепляющий выступ
63 - выполненная с возможностью скольжения шпонка передачи вращения
64 - элемент привода формирования стежка
70 - имеющая два устойчивых положения переключающая пластина
80 - позиционирующее устройство
81а - выемка
81 - стопорная позиционирующая круглая пластина
82 - стопорный вал
85 - управляющий штифт
90 - механизм переключения между режимами заправки нитью петлителя и формирования стежка
91 - приводимый вручную элемент переключения между режимами заправки нитью петлителя и формирования стежка (ручной рычаг переключения между режимами заправки нитью петлителя и формирования стежка)
101 - кулачковая пластина с управляющей канавкой
102а - первый кулачковый участок управляющей канавки
102с - второй кулачковый участок управляющей канавки
110 - механизм ввода нити в петлитель
120 - соединительное устройство 120 заправки нити
130 (7е, 8е, 9е, 7f, 8f, 9f, 7g, 8g, 9g) - полый нитенаправитель петлителя
Реферат
Устройство заправки нити подачей нити газом для швейной машины содержит по меньшей мере один петлитель, имеющий полую структуру от отверстия петлителя для входа нити до отверстия петлителя для выхода нити в месте захвата петли, механизм ввода нити в петлитель для вставки нити петлителя, полый нитенаправитель петлителя, проходящий от указанного механизма ввода нити в петлитель к указанному отверстию петлителя для входа нити и имеющий выходное отверстие нитенаправителя петлителя, насос подачи газа для заправки в петлитель указанной нити петлителя от указанного механизма ввода нити в петлитель к указанному выходному отверстию нитенаправителя петлителя через указанный полый нитенаправитель петлителя посредством подачи нити газом, муфту для передачи энергии от двигателя швейной машины приводному валу для приведения в действие устройства формирования стежка, включающего в себя указанный петлитель, во время формирования стежка и указанному насосу подачи газа во время заправки нитью петлителя, соответственно и механизм переключения между режимами заправки нитью петлителя и формирования стежка для переключения указанной муфты для передачи во время заправки нитью петлителя энергии указанному насосу подачи газа и для передачи во время формирования стежка энергии указанному устройству формирования стежка, в зависимости от ручного воздействия на приводимый вручную элемент переключения между режимами заправки нитью петлителя и формирования стежка. При этом указанная муфта включает в себя элемент привода подачи газа для передачи энергии указанному насосу подачи газа, имеющий зацепляющий и захватывающий выступ,
Формула
по меньшей мере один петлитель (7, 8, 9), имеющий полую структуру от отверстия (7а, 8а, 9а) петлителя для входа нити до отверстия (7b, 8b, 9b) петлителя для выхода нити в месте захвата петли;
механизм (110) ввода нити в петлитель для вставки нити (16а, 16b, 16с) петлителя;
полый нитенаправитель (130, 7е, 8е, 9е, 7f, 8f, 9f, 7g, 8g, 9g) петлителя, проходящий от указанного механизма ввода нити в петлитель к указанному отверстию петлителя для входа нити и имеющий выходное отверстие (7d, 8d, 9d) нитенаправителя петлителя;
насос (41) подачи газа для заправки в петлитель указанной нити петлителя от указанного механизма ввода нити в петлитель к указанному выходному отверстию нитенаправителя петлителя через указанный полый нитенаправитель петлителя посредством подачи нити газом;
муфту (60) для передачи энергии от двигателя (М) швейной машины приводному валу (5) для приведения в действие устройства (30) формирования стежка, включающего в себя указанный петлитель, во время формирования стежка и указанному насосу подачи газа во время заправки нитью петлителя соответственно; и
механизм (90) переключения между режимами заправки нитью петлителя и формирования стежка для переключения указанной муфты для передачи во время заправки нитью петлителя энергии указанному насосу подачи газа и для передачи во время формирования стежка энергии указанному устройству формирования стежка, в зависимости от ручного воздействия на приводимый вручную элемент (91) переключения между режимами заправки нитью петлителя и формирования стежка, отличающееся тем, что
указанная муфта включает в себя:
элемент (61) привода подачи газа для передачи энергии указанному насосу подачи газа, имеющий зацепляющий и захватывающий выступ (61а),
элемент (64) привода формирования стежка, прикрепленный к указанному приводному валу для передачи энергии указанному устройству формирования стежка и имеющий зацепляющий и захватывающий выступ (64а),
полый вал (22) муфты, закрепленный на указанном приводном валу (5) и приводимый во вращение указанным двигателем (М) швейной машины, и
переключающую скользящую втулку (62), установленную на внешней периферии указанного полого вала (22) муфты и соединенную с ним с возможностью скольжения к стороне элемента привода подачи газа или к стороне элемента привода формирования стежка в зависимости от ручного воздействия на указанный приводимый вручную элемент переключения между режимами заправки нитью петлителя и формирования стежка, и имеющую зацепляющий и захватывающий выступ (62с) для взаимного захвата и зацепления с указанным зацепляющим и захватывающим выступом (61а) элемента привода подачи газа и сохранения состояния связи при соединении с указанным элементом (61) привода подачи газа и зацепляющий выступ (62d) для взаимного зацепления с указанным зацепляющим выступом (64а) элемента привода формирования стежка для соединения с указанным элементом (64) привода формирования стежка.
Комментарии