Встроенная в производственную линию система для печати на влажном рулонном материале в процессе производства - RU2331485C2
Код документа: RU2331485C2
Чертежи




Описание
Область использования и предпосылки для создания изобретения
Настоящее изобретение имеет отношение к нанесению дополнительных веществ на рулонный материал в процессе производства такого рулонного материала и, в частности, оно касается нанесения этого дополнительного вещества до окончания процесса сушки, пока рулонный материал еще влажный.
Нетканые рулонные материалы широко известны, и существуют разнообразные способы производства этих рулонных материалов. Некоторые примеры описаны в патентах США №5,403,444, выданном на имя Гетманн (Goettmann) и др.; №4,623,575, выданном на имя Брукс (Brooks) и др.; №5,009,747, выданном на имя Вязменский (Viazmensky) и др.; а также №5,151,320, выданном на имя Гомонов (Homonoff) и др.
Нанесение дополнительных веществ и/или красителей на нетканые рулонные материалы в целом ограничивается включением дополнительных веществ в исходную пульпу или нанесением на готовое готовый рулонный материал после его изготовления за пределами технологической линии. Включение дополнительного вещества в пульпу требует больших количеств дополнительных веществ и дополнительного процесса очистки. Таким образом, на практике нанесение некоторых дополнительных веществ на нетканый рулонный материал обычно выполняется погружением этого полотна или движущихся лент этого материала в водный раствор необходимого дополнительного вещества, или же путем нанесения такого раствора или эмульсии на поверхности этого нетканого рулонного материала из волокон путем разбрызгивания, при помощи шаблона, при помощи валика или других видов устройств для нанесения покрытия в качестве отдельного процесса после того, как рулонный материал снят с исходной технологической линии.
Нанесение избирательно наносимых цветных рисунков или графических узоров обычно ограничивалось традиционными способами сухой печати, выполняемой на готовом нетканом рулонном материале. Этот способ влечет за собой требующую дополнительного времени операцию установки рулона готового нетканого рулонного материала в соответствующее печатное оборудование и заправки ленты рулонного материала через систему для печати.
По существу все известные системы, используемые для нанесения дополнительного вещества, покрытия, рисунка или графического узора, имеют несколько недостатков. К ним относится групповая технология в отличие от по существу непрерывного процесса изготовления нетканого рулонного материала. Каждая группа должна проходить обработку на отдельной машине, что требует наличия механизмов размотки и подачи, барабанов и натяжных элементов, отдельной сушилки, а также отдельного механизма обратной намотки на приемный цилиндр. Такие системы имеют многочисленные проблемы, вызванные образованием пыли при выполнении процесса печати, а также с выделением тепла механическими узлами.
Таким образом, существует потребность в способе и встроенной в технологическую линию системе для нанесения дополнительных веществ и/или аппрета на нетканый материал в процессе производства. Было бы полезным создание устройства, предназначенного для избирательного нанесения дополнительных веществ, таких как красители, которые могут быть использованы для нанесения рисунков или графических узоров на нетканый материал до завершения процесса сушки.
Краткое изложение сущности изобретения
Настоящее изобретение представляет собой способ и встроенную в технологическую линию систему для нанесения дополнительных веществ и/или аппрета на нетканый материал в процессе производства и обеспечивает избирательное нанесение дополнительных веществ, таких как красители, но не ограниченных ими, которые могут быть использованы для нанесения рисунков или графических узоров на нетканый материал до завершения процесса сушки.
В соответствии с идеями настоящего изобретения предлагается способ нанесения аппретирующего состава на нетканый материал в процессе изготовления этого нетканого материала, содержащий:
(a) по существу непрерывное формирование полотна нетканого материала, имеющего влагосодержание более 10%;
(b) удаление по меньшей мере части технологической воды из упомянутого нетканого материала путем обезвоживания, так что обеспечивается содержание воды в упомянутом нетканом материале в диапазоне 80-150% (мас.), с последующей предварительной сушкой, чем обеспечивается содержание воды в упомянутом нетканом материале в диапазоне 10-80% (мас.);
(c) нанесение аппретирующего состава на упомянутый нетканый материал при помощи по меньшей мере одного элемента для нанесения, причем упомянутое влагосодержание в упомянутом нетканом материале составляет более 10% (мас.); а также
(d) последующую сушку упомянутого нетканого материала вместе с упомянутым аппретирующим составом.
В соответствии с дополнительным вариантом настоящего изобретения нанесение аппрета выполняется в процессе производства этого нетканого материала.
В соответствии с дополнительным вариантом настоящего изобретения это формирование представляет собой процесс гидроспутывания.
В соответствии с дополнительным вариантом настоящего изобретения это формирование представляет собой процесс влажного холстоформирования.
В соответствии с дополнительным вариантом настоящего изобретения это формирование представляет собой процесс сухого холстоформирования.
В соответствии с дополнительным вариантом настоящего изобретения нанесение представляет собой по существу непрерывное нанесение на по существу бесконечный нетканый материал.
В соответствии с дополнительным вариантом настоящего изобретения нанесение аппретирующего состава выполняют с использованием двух элементов для нанесения.
В соответствии с дополнительным вариантом настоящего изобретения нанесение аппретирующего состава выполняют с использованием ротационной системы для нанесения аппрета.
В соответствии с дополнительным вариантом настоящего изобретения эта ротационная система для нанесения аппрета выполнена в виде ротационной системы для трафаретной печати.
В соответствии с дополнительным вариантом настоящего изобретения эта ротационная система для нанесения аппрета представляет собой систему для печати с валиком-клише.
В соответствии с дополнительным вариантом настоящего изобретения нанесение аппретирующего состава выполняют как нанесение пасты.
В соответствии с дополнительным вариантом настоящего изобретения нанесение аппретирующего состава выполняют как нанесение пены.
В соответствии с дополнительным вариантом настоящего изобретения нанесение аппретирующего состава включает нанесение очищающего или моющего дополнительного вещества.
В соответствии с дополнительным вариантом настоящего изобретения нанесение аппретирующего состава включает нанесение издающего запах дополнительного вещества.
В соответствии с дополнительным вариантом настоящего изобретения нанесение аппретирующего состава включает избирательное нанесение красителя.
В соответствии с дополнительным вариантом настоящего изобретения нанесение аппретирующего состава включает избирательное нанесение графического узора.
В соответствии с дополнительным вариантом настоящего изобретения нанесение аппретирующего состава включает нанесение дополнительного вещества, которое в свою очередь наносится на поверхность конечным потребителем.
В соответствии с вариантами настоящего изобретения также предусмотрен способ нанесения аппретирующего состава на нетканый материал в процессе производства этого нетканого материала, содержащий:
(a) по существу непрерывное формирование полотна нетканого материала; а также
(b) удаление по меньшей мере части технологической воды, применяя обезвоживание; и
(с) нанесение аппретирующего состава на упомянутый нетканый материал в процессе производства.
В соответствии с дополнительным вариантом настоящего изобретения это формирование представляет собой процесс гидроспутывания.
В соответствии с дополнительным вариантом настоящего изобретения это формирование представляет собой процесс влажного холстоформирования.
В соответствии с дополнительным вариантом настоящего изобретения это формирование представляет собой процесс сухого холстоформирования.
В соответствии с дополнительным вариантом настоящего изобретения нанесение представляет собой по существу непрерывное нанесение на по существу бесконечный нетканый материал.
В соответствии с дополнительным вариантом настоящего изобретения нанесение аппретирующего вещества выполняют с использованием ротационной системы для нанесения аппрета.
В соответствии с дополнительным вариантом настоящего изобретения эта ротационная система для аппретирования выполнена в виде ротационной системы для трафаретной печати.
В соответствии с дополнительным вариантом настоящего изобретения эта ротационная система для аппретирования представляет собой систему для печати с валиком-клише.
В соответствии с дополнительным вариантом настоящего изобретения нанесение аппретирующего состава выполняют как нанесение пасты.
В соответствии с дополнительным вариантом настоящего изобретения нанесение аппретирующего состава выполняют как нанесение пены.
В соответствии с дополнительным вариантом настоящего изобретения нанесение аппретирующего состава включает нанесение очищающего или моющего дополнительного вещества.
В соответствии с дополнительным вариантом настоящего изобретения нанесение аппретирующего состава включает нанесение издающего запах дополнительного вещества.
В соответствии с дополнительным вариантом настоящего изобретения нанесение аппретирующего состава включает избирательное нанесение красителя.
В соответствии с дополнительным вариантом настоящего изобретения нанесение аппретирующего состава включает избирательное нанесение графического узора.
Также в соответствии с настоящим изобретением предусмотрена система для нанесения аппретирующего состава на нетканый материал в процессе производства этого нетканого материала, содержащая:
(a) холстоформирующую машину, выполненную с возможностью формирования по существу бесконечного полотна нетканого материала;
(b) машину для обезвоживания, выполненную с возможностью удаления по меньшей мере части технологической воды из упомянутого нетканого материала с обеспечением содержания воды в упомянутом нетканом материале 10-150% (мас.);
(c) машину для аппретирования, выполненную с возможностью нанесения аппретирующего состава на этот нетканый материал в процессе производства, причем упомянутая машина для аппретирования содержит по меньшей мере один элемент для нанесения аппрета; и
(d) по меньшей мере первую сушильную машину, выполненную с возможностью сушки упомянутого нетканого материала вместе с упомянутым аппретирующим составом.
В соответствии с дополнительным вариантом настоящего изобретения эта холстоформирующая машина представляет собой машину для гидроспутывания.
В соответствии с дополнительным вариантом настоящего изобретения эта холстоформирующая машина представляет собой машину для влажного холстоформирования.
В соответствии с дополнительным вариантом настоящего изобретения эта холстоформирующая машина представляет собой машину для сухого холстоформирования.
В соответствии с дополнительным вариантом настоящего изобретения предусмотрено по меньшей мере второе сушильное устройство, размещенное между машиной для обезвоживания и машиной для аппретирования.
В соответствии с дополнительным вариантом настоящего изобретения содержание воды в этом нетканом материале составляет 10-80% (мас.).
В соответствии с дополнительным вариантом настоящего изобретения нанесение аппретирующего состава представляет собой по существу непрерывное нанесение на по существу бесконечный нетканый материал.
В соответствии с дополнительным вариантом настоящего изобретения машина для аппретирования содержит два элемента для нанесения аппрета.
В соответствии с дополнительным вариантом настоящего изобретения машина для аппретирования представляет собой ротационную систему для аппретирования.
В соответствии с дополнительным вариантом настоящего изобретения эта ротационная система для аппретирования представляет собой ротационную систему для трафаретной печати.
В соответствии с дополнительным вариантом настоящего изобретения эта ротационная система для аппретирования представляет собой систему для печати с валиком-клише.
В соответствии с дополнительным вариантом настоящего изобретения эта ротационная система для нанесения аппрета выполнена с возможностью нанесения пасты.
В соответствии с дополнительным вариантом настоящего изобретения это ротационная система для нанесения аппрета выполнена с возможностью нанесения пены.
В соответствии с дополнительным вариантом настоящего изобретения аппретирующий состав содержит очищающее или моющее дополнительное вещество.
В соответствии с дополнительным вариантом настоящего изобретения аппретирующий состав содержит издающее запах дополнительное вещество.
В соответствии с дополнительным вариантом настоящего изобретения машина для аппретирования выполнена с возможностью избирательного нанесения красителя.
В соответствии с дополнительным вариантом настоящего изобретения краситель избирательно наносят в виде графического узора.
В соответствии с дополнительным вариантом настоящего изобретения аппретирующий состав содержит дополнительное вещество, которое наносится на поверхность конечным потребителем.
Краткое описание прилагаемых чертежей
Настоящее изобретение описывается только лишь в качестве примера при помощи прилагаемых чертежей, на которых:
Фиг.1 представляет собой блок-схему работы первого варианта предпочтительной технологической линии в соответствии с принципами настоящего изобретения;
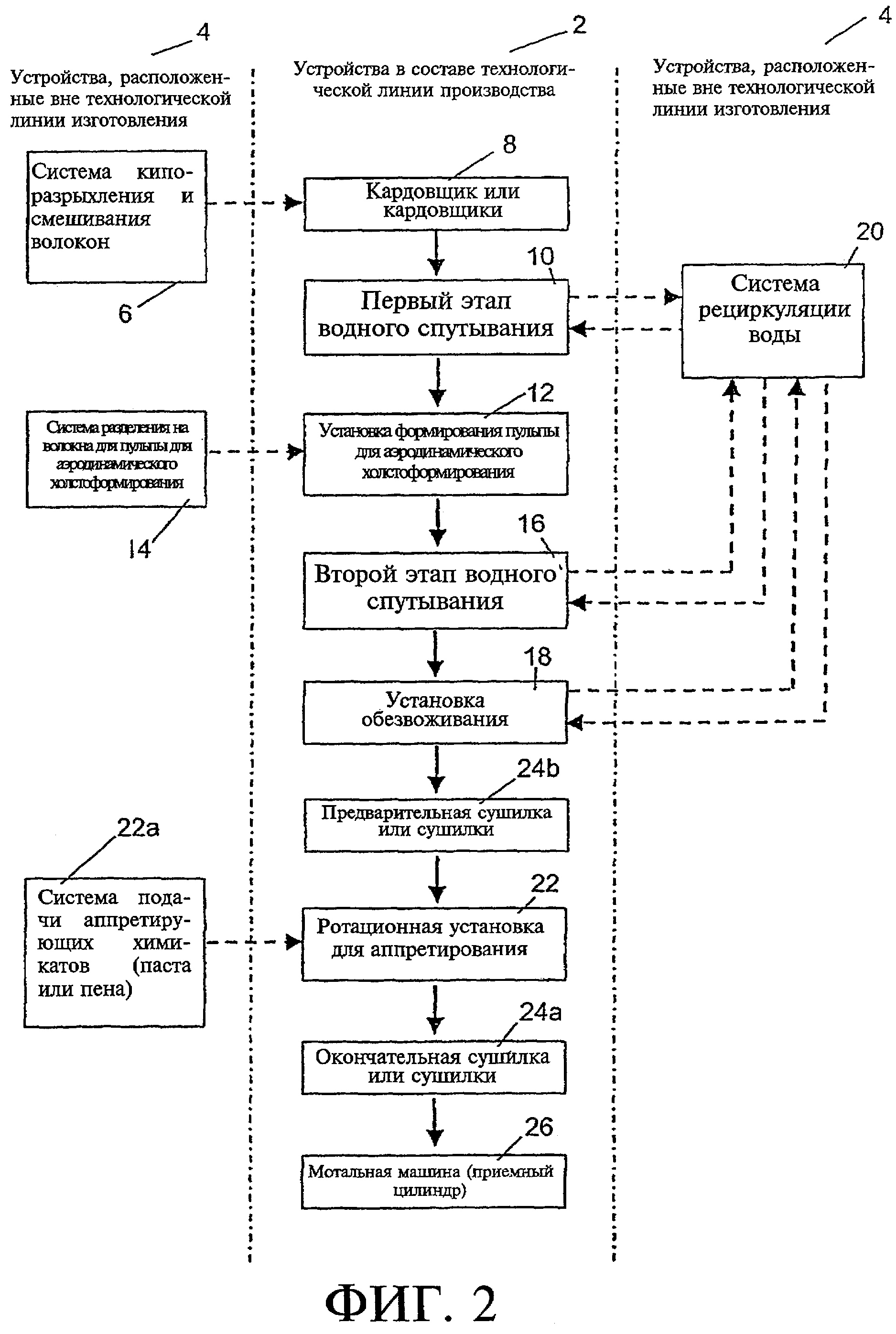
Фиг.2 представляет собой блок-схему работы альтернативного варианта предпочтительной технологической линии в соответствии с принципами настоящего изобретения;
Фиг.3 представляет собой схематическое представление ротационной установки для аппретирования, выполненной с возможностью нанесения аппретирующего состава на обе стороны нетканого материала;
Фиг.4 представляет собой схематическое представление ротационной установки для аппретирования, выполненной с возможностью нанесения аппретирующего состава на одну сторону нетканого материала;
Фиг.5 и 6 представляют собой схематические виды сбоку устройства с дублирующими элементами для нанесения, имеющего поочередно сменяемые элементы для нанесения, которые выполнены и функционируют в соответствии с вариантами настоящего изобретения; показаны измененные положения этих двух элементов для нанесения.
Описание предпочтительных вариантов осуществления изобретения
Настоящее изобретение представляет собой способ и встроенную в технологическую линию систему для нанесения дополнительных веществ и/или аппрета на нетканый материал в процессе производства, и предусмотрено для избирательного нанесения красителей, которые могут быть использованы для создания рисунков или графических узоров на нетканом материале до завершения процесса сушки.
Принципы и работа поточной производственной линии нанесения аппрета на нетканый материал в соответствии с настоящим изобретением могут быть более понятыми при обращении к чертежам и сопровождающему их описанию.
Предварительно можно заметить, что принципом настоящего изобретения является введение операции нанесения аппретирующего состава в исходный технологический процесс производства нетканого материала, предпочтительнее, чем нанесение этого аппретирующего состава в течение отдельного технологического процесса. Термин "нетканый материал" в виде, употребляемом в данном описании, относится к нетканому рулонному материалу или нетканому материалу по существу в любой точке производственного процесса, начиная с холстоформирования и вплоть до получения готового материала. Термин "встроенный в линию" в виде, употребляемом в данном описании, относится к реальной технологической линии производства нетканого материала, заканчивающейся на первоначальном приемном цилиндре. Любые обработки или преобразования нетканого материала после того, как он помещается на первый приемный цилиндр, считаются для настоящего описания находящимися «вне линии». Термин «аппретирующий состав» употребляется в данном описании в отношении любого дополнительного вещества, покрытия или же красителя, которые могут быть нанесены на нетканый материал. Несмотря на то, что в данном описании рассматривается аэродинамическая холстоформирующая система для производства по Spunlace-технологии, принципы настоящего изобретения могут в равной степени быть применимы и к процессу влажного холстоформирования, а также к любому из процессов нетканого скрепления, таких как химическое скрепление и все виды гидроскрепления, но не ограничено этим.
Важно заметить, что нанесение аппретирующего состава, пока нетканый материал еще влажный, оказалось полезным для снижения образования пыли, которая может забивать оборудование, предназначенное для нанесения этого состава. Кроме того, пыль может нести частицы аппретирующего состава, которые могут скапливаться на передаточном валике, что делает возможным попадание аппретирующего состава в нежелательные места поверхности нетканого материала. Это преимущество нанесения аппретирующего состава на еще влажный нетканый материал, в частности, справедливо тогда, когда этот аппретирующий состав представляет собой избирательно нанесенный краситель, нанесенный в виде рисунка или графического узора.
Особым преимуществом настоящего изобретения является то, что влажность материала способствует уменьшению нагрева при трении некоторых составных частей, а испарение воды способствует охлаждению некоторых механических узлов, которые вступают в контакт с влажным материалом.
Когда характерные особенности печати на автоматической линии и печати на влажном материале рассматриваются в их сочетании, как указывалось выше, настоящее изобретение также направлено на повышение эффективности использования энергии путем исключения необязательного теперь дополнительного нагрева, требуемого при печати отдельными партиями и нанесении аппретирующего состава в известных системах. Разумеется, что отмечая преимущества использования характеристик печати на материале в процессе производства и печати на влажном материале в их сочетании, как указывалось выше, следует понимать, что может быть полезным и использование каждой из этих характерных особенностей отдельно.
Здесь следует заметить, что в результате осуществления процесса окончательной сушки материал, а соответственно и дополнительные вещества, могут быть высушены как для использования в сухом виде, так и с восстановлением в процессе окончательной упаковки, или же конечным потребителем перед использованием. Кроме того, как уже постоянно указывалось, может быть добавлено большое количество дополнительных веществ/аппретирующих составов в разных сочетаниях во время производственного цикла изготовления нетканого материала в соответствии с вариантами настоящего изобретения. Конечный продукт, таким образом, может быть любым по существу сухим продуктом, выполненным из нетканого материала, который пропитан, на который нанесено покрытие и/или печать с использованием аппретирующего состава или сочетания аппретирующих составов. Этот продукт может затем быть использован для изготовления любого влажного, мокрого или сухого потребительского товара, такого как, но без ограничения этим перечнем, влажные или увлажненные гигиенические/индивидуальные очищающие салфетки (детские салфетки), на которых напечатан графический узор и нанесен лосьон. Другими не ограничивающими примерами потребительских товаров, для изготовления которых с полезным эффектом может быть использовано настоящее изобретение, могут быть:
- Салфетки и полотенца-аппликаторы, на которые нанесены антибактериальные вещества, дезинфицирующие вещества, солнцезащитные/противозагарные вещества, лосьоны, отдушки, дезодоранты, антиперспиранты, средства для ухода за лицом и кожей, очищающие и/или смазывающие вещества.
- Промышленные очищающие салфетки, мочалки, на которые наносятся очищающие и/или дезинфицирующие средства.
- Салфетки для вытирания пыли или полировки, на которые наносятся пылесобирающие и/или полировальные вещества.
- Скатерти и подстилки под посуду, на которые наносятся рисунок или графический узор.
- Имитация «металлической мочалки», выполненная из нетканого материала, на которую наносится абразивное вещество.
- Санитарные принадлежности, на которые наносятся смягчающие вещества.
- Любой тканый материал с огнезащитными свойствами, такой как, но без ограничения этим перечнем, детское одеяло/приданое новорожденного, детская ночная одежда и материал для покрытия стен.
- Художественные или аппликационные подушечки, пропитанные краской, пигментом или другим красителем таким образом, что эти краски, пигменты или другие красители могут быть перенесены на необходимую поверхность путем перемещения этой подушечки по этой поверхности.
- Любой материал, на который наносятся водоотталкивающие вещества.
На Фиг.1 и 2 показаны в виде блоков элементы 2, встроенные в технологическую линию, и элементы 4, находящиеся вне ее, предпочтительного варианта осуществления технологической линии для производства штапельного нетканого материала, сконструированной и функционирующей в соответствии с принципами настоящего изобретения. Фиг.1 и 2 содержат много одинаковых элементов, поэтому соответствующие элементы пронумерованы аналогично, и последующее описание относится к обеим фигурам, за исключением прямых ссылок на отдельные фигуры. Кипы волокон сначала "разрыхляют" (предварительно обрабатывают) и перемешивают 6. Это сырье затем кардуют (прочесывают) 8, и полученное полотно из волокон подают в бункер, ведущий к первому этапу 10 водного спутывания. Теперь частично сформированное полотно пропускают через установку 12 аэродинамического холстоформирования, которая включает в себя систему 14 разделения на волокна, находящуюся вне линии. Полотно подвергают второму этапу 16 водного спутывания, и в этой точке нетканый материал является по существу полностью сформированным с весовым соотношением воды к волокнам приблизительно 10:1 (то есть 1000%). То есть, имея в виду соотношение воды к волокнам в процентах, данная величина получается путем деления веса воды на вес волокон и умножения этого числа на 100. Установка 18 для обезвоживания, которая предпочтительно, но не ограничиваясь этим, является системой вакуумного обезвоживания, снижает весовое соотношение воды и волокон приблизительно до 0,8-1,5:1 (то есть 80-150%). Другие виды установок для обезвоживания могут включать в себя, но не ограничиваться этим, отжимные вальцевые системы. По причине потребности в большом количестве воды, необходимой для процесса водного спутывания, используют систему 20 рециркуляции воды, размещенную вне линии.
Новшество настоящего изобретения заключается в нанесении аппретирующего состава на еще влажный, увлажненный или мокрый нетканый материал в технологической линии до поступления материала на установку 24а окончательной сушки. Установка 22 для аппретирования предпочтительно, но не ограничиваясь этим, является ротационным трафаретным печатающим устройством, таким как, но не ограничиваясь этим, Stork® CFT. Физическое состояние (например, консистенция), при котором аппретирующий состав подают к устройству нанесения, определяет вид этого устройства, которое используется для его нанесения. В случае предпочтительного варианта осуществления, рассмотренного выше, при использовании устройства для нанесения Stork® CFT, аппретирующий состав подают из системы 22а подачи аппретирующих химикатов (например, насоса или вспенивателя) в физическом состоянии пасты или пены. В качестве альтернативы может быть использовано печатающее устройство с валиком-клише.
В варианте осуществления, показанном на Фиг.1, нетканый материал поступает на ротационную установку 22 для аппретирования с весовым соотношением воды и волокон приблизительно 0,8-1,5:1 (то есть 80-150%), как указывалось выше. По причине отличий в характеристиках различных волокон полотна, толщине готового нетканого материала и различных аппретирующих составов, которые могут быть нанесены, может быть целесообразным снижение содержания воды в нетканом материале перед нанесением аппретирующего состава. С этой точки зрения в альтернативной технологической линии, показанной на Фиг.2, предусмотрена предварительная сушилка для снижения весового соотношения воды и волокон до величины меньше 0,8:1 (то есть менее 80%) на 0,1:1 (то есть 10%), которая является предпочтительным минимальным влагосодержанием при нанесении дополнительного вещества.
Аппретирующий состав может быть нанесен с обеих сторон нетканого материала 40 при помощи двух ротационных устройств 42а и 42b трафаретной печати, как показано на Фиг.3. Следует заметить, что ротационное устройство 42а трафаретной печати может наносить один аппретирующий состав, такой как, но не ограничиваясь этим, краситель, избирательно наносимый в виде графического узора, такого как, но не ограничиваясь этим примером, логотип, тогда как ротационное устройство 42b трафаретной печати наносит другой аппретирующий состав, такой как, но не ограничиваясь этим, ароматизированный лосьон для тела. В качестве альтернативы аппретирующий состав может быть нанесен только с одной стороны нетканого материала 40, как показано на Фиг.4, с использованием ротационного устройства трафаретной печати с единственным аппликатором 44. Разумеется, количество ротационных устройств трафаретной печати может быть подобрано таким образом, чтобы обеспечивать нанесение такого количества аппретирующих составов, которое необходимо для конкретного изделия.
Разумеется, простои любого из технологических компонентов могут привести к дорогостоящему простою всей технологической линии. Таким образом, учитывая требования технического обслуживания или же изменение в наносимом рисунке или виде аппретирующего состава, который должен наноситься на материал, на Фиг.5 и 6 показано устройство с дублирующими элементами для нанесения, имеющее поочередно сменяемые элементы для нанесения. Разумеется, что по существу любой известный механизм перемещения или способ смены положения механического элемента может быть использован для смены положений элементов для нанесения по данному изобретению. Такие способы перемещения могут включать в себя, но не ограничиваются этим, скольжение, подъем и вращение вокруг оси. Для упрощения изложения вариант осуществления, описанный здесь, имеет элементы для нанесения, выполненные как головки для ротационной трафаретной печати, которые изменяют свое рабочее положение путем вращения вокруг оси. Как показано в этом случае в виде не ограничивающего объем изобретения примера, эти дублирующие элементы для нанесения являются головками 50 и 70 для ротационной трафаретной печати, каждая из которых содержит цилиндр 54 и 74 трафаретной печати и ракель 52 и 72 соответственно. Печатающие головки 50 и 70 выполнены с возможностью вращения вокруг осей 56 и 76 соответственно, таким образом вступая в контакт или выходя из контакта с поверхностью материала 80. При вступлении в контакт с поверхностью материала 80 может быть нанесен аппретирующий состав. В этом варианте осуществления контакт является поочередным так, что когда одна печатающая головка вступает в контакт с поверхностью материала, другая печатающая головка не вступает. На Фиг.5 печатающая головка 50 находится в контакте, а печатающая головка 70 отведена. На Фиг.6 печатающая головка 50 отведена, а печатающая головка 70 находится в контакте. Для облегчения процесса печати каждая из печатающих головок 50 и 70 имеет соответственно опорный цилиндр 58 и 78, расположенный с противоположной стороны материала относительно цилиндра 54 и 74 трафаретной печати соответственно.
Для защиты любого расположенного снизу материала от случайного попадания дополнительного вещества передвижной поддон выполнен таким образом, чтобы изменять свое положение между двумя печатающими головками 50 и 70 с целью размещения между отведенной печатающей головкой и поверхностью материала 80.
В отведенном положении печатающая головка является легко доступной для технического персонала 90 для выполнения каких-либо необходимых работ, касающихся печатающей головки. Такие работы могут включать в себя, но не ограничиваются этим, техническое обслуживание и текущий ремонт, очистку, замену цилиндра трафаретной печати для смены рисунка аппретирующего состава, наносимого на поверхность материала, а также смену подсоединений подачи аппретирующего состава таким образом, что на поверхность материала могут быть нанесены различные аппретирующие составы, когда отведенная печатающая головка вступает в контакт с поверхностью материала. Специалисту в данной области техники очевидны преимущества технического обслуживания печатающих головок, смены рисунка печати или наносимого аппретирующего состава без остановки всей технологической линии. Это также снижает затраты на "небольшие партии". Имеются в виду производственные циклы, когда не производится полный рулон готовой продукции, что традиционно связано с высокими затратами в связи с высокой стоимостью запуска и останова технологической линии. Как показано здесь, многочисленные "небольшие партии" могут быть произведены без затрат на останов технологической линии для смены рисунка аппретирующего состава на каждой из "небольших партий". При этом также уменьшаются отходы материала, связанные с выполнением операций запуска и останова технологической линии. В качестве альтернативы отведенная печатающая головка может быть резервной в качестве предупредительной меры на случай неисправности основной печатающей головки, находящейся в контакте с материалом. При этом введение в контакт и выведение из контакта может быть инициировано и производиться вручную, автоматически или обоими способами.
Разумеется, что использование дополнительных дублирующих печатающих головок не выходит за пределы сущности настоящего изобретения.
Разумеется, существует широкий диапазон дополнительных веществ и характеристик нанесения, которые пригодны для нанесения с использованием принципов настоящего изобретения. Характеристики нанесения могут включать в себя, но не ограничиваются этим перечнем, вязкость дополнительного вещества, распределение и/или проникновение дополнительного вещества по толщине материала, поглощение дополнительного вещества волокнами, покрытие волокон, а также заполнение дополнительным веществом пустот между волокнами. При окрашивании материала может использоваться равномерный точечный полутоновый рисунок нанесения красителя на поверхность материала, что обеспечивает визуальный эффект по существу равномерного окрашивания при одновременном экономном расходовании красителя. Это будет также справедливо для любого другого дополнительного вещества, которое может требовать равномерного нанесения по всей площади поверхности, или отдельных зон поверхности материала без необходимости 100% покрытия. Такие дополнительные вещества могут включать в себя, но не ограничиваться этим перечнем, моющие и чистящие средства, лосьоны, отдушки, дезинфицирующие вещества, а также составы для ухода за кожей.
Разумеется, приведенное выше описание предназначено служить только в качестве примеров, кроме того, возможны и многие другие варианты осуществления, не выходящие за пределы сущности и объема настоящего изобретения.
Реферат
Настоящее изобретение представляет собой способ и встроенную в технологическую линию систему для нанесения аппрета на нетканый материал в процессе производства. Способ осуществляется путем непрерывного формирования полотна нетканого материала, имеющего влагосодержание более 10%. Удаляется по меньшей мере часть технологической воды из нетканого материала путем обезвоживания, обеспечивая содержание воды в нетканом материале в диапазоне 80-150% (мас.), с последующей предварительной сушкой, обеспечивая содержание воды в нетканом материале в диапазоне 10-80% (мас.). Затем наносится аппретирующий состав на нетканый материал при помощи по меньшей мере одного элемента для нанесения, причем влагосодержание в нетканом материале составляет более 10% (мас.). Далее происходит последующая сушка нетканого материала вместе с аппретирующим составом. Изобретение обеспечивает избирательное нанесение, например, красителей, которые могут использоваться для создания рисунков или графических узоров на нетканом материале до завершения процесса сушки. 3 н. и 46 з.п. ф-лы, 6 ил.

Формула
Документы, цитированные в отчёте о поиске
Способ изготовления полупрозрачного защитного элемента (варианты)
Комментарии