Равномерно усиленный тканый или вязаный текстильный материал, способ его получения и устройство для его осуществления - RU2043434C1
Код документа: RU2043434C1
Чертежи


Описание
Изобретение относится к процессу отделки текстиля для повышения качества тканых и вязанных материалов. Точнее, оно касается процесса гидравлического спутывания, который усиливает тканые и вязанные материалы путем использования динамических струй жидкости, спутывающих нити ткани и приводящих к их выцвечиванию. Ткани, созданные по способу согласно изобретению, имеют усиленную готовую поверхность и улучшенные характеристики, такие как покрываемость, использование в качестве драпировки, стойкость к испарению, стабильность, а также пониженная проницаемость воздухом, исчезновение складок, уменьшение сползания швов, износ кромок.
В известном уровне техники имеются сведения о применении процессов гидравлического спутывания нетканных материалов. В обычных процессах спутывания куски нетканых материалов подвергаются обработке жидкостями под давлением, когда они находятся на узорчатом экране с отверстиями. Обычно узорчатый экран выполняется на барабане или непрерывном плоском транспортере, который стоит на пути струй жидкости под давлением для запутывания ткани в сцепляемые по порядку группы волокон с конфигурациями, соответствующими открытым зонам экрана. Спутывание осуществляется под действием струй жидкости, которые заставляют волокна в ткани перемещаться к открытым зонам в экране, при этом они спутываются и переплетаются.
Известные процессы гидравлического спутывания при производстве узорчатых нетканых материалов представлены в патентах США NN 3485706 и 3498847, а также в патентах США NN 3873255 и 3917785.
Технология гидравлического спутывания также применяется в этой отрасли для усиления тканых и вязанных материалов. В случае такого применения имеющиеся в ткани волокна основы и уточные волокна спутываются при гидравлическом воздействии в точках пересечения для получения в поверхности ткани. Однако обычные процессы нельзя признать полностью удовлетворительными в отношении однородности усиления ткани. В этой отрасли также не разработаны устройства и технологические процессы, которые обеспечивают эффективность производства линий.
В описании австралийского патента N 287821 предлагается оказывать динамическое воздействие столбчатыми потоками жидкости с высокой скоростью на ткань, удерживаемую на следующих по определенному курсу пористых элементах. Предпочтительные параметры, используемые в процессе, и производственные в примерах XV-XVII этого описания включают в себя опорные экраны в 20 и 30 меш, давление жидкости порядка 1500 пси (≈105 кгс/см2) и струйные отверстия диаметром 0,007 дюйма (0,007 см) при расстоянии между их центрами 0,05 дюйма (0,127 см). Обработки ткани выполняется путем большого количества проходов с целью гидравлического спутывания, при котором ткань переориентируется в направлении смещения по отношению процесса с тем, чтобы осуществить равномерное спутывание. Данные, приведенные в примерах, говорят о весьма умеренном спутывании в поверхности ткани и умеренной стабильности.
Данное изобретение обеспечивает получение тканей, которые равномерно усилены и качество которых повышено путем применения устройства непрерываемых жидкостных сопел, которые, хотя и являются дискретными, но достаточно тонки и плотны относительно ткани, чтобы представлять собою непрерывный занавес жидкости, и при применении энергии в пределах от 5,733х105 до 11,466х106 Дж/кг (0,1-2,0 л.с.ч/фунт). Приведен пример воплощения изобретения в виде жидкостного занавеса, включающий диаметр сопла 0,005 дюйма, расстояние от центра до центра (0,017 дюйма), давление 1500 пси и расстояние от ткани около 0,5 дюйма.
Другой известный патент ЕР N 177277 направлен на технологию гидравлического получения узоpа. Автор предлагает осуществлять ударное воздействие струями, имеющими высокую скорость, на тканые материалы для декоративных или украшательных эффектов. Для получения "прерывистого" (т.е. непостоянного) потока жидкости при создании узора на ткани, используются различные устройства. Создание узора осуществляется путем перераспределения натяжения нитей в ткани нити избирательно сдавливаются, ослабляются и раскрываются для создания узорчатого эффекта (см. пример 1, с.37).
Настоящее изобретение
отличается от известного тем, что в нем предусмотрен способ и устройство для достижения существенного и равномерного улучшения покрываемости ткани и ее
качества.
Структурные признаки изобретения,
отсутствующие в ЕР N 177277, которые достигают этих результатов, включают:
идентификацию структур ткани и составов, подходящих для процесса
"усиления", т.е.
взаимоотношений между типом пряжи,
строением ткани, параметрами процесса и результатами усиления,
непрерывный занавес жидкости,
распределение энеpгии рабочей
жидкости для
усиления.
В этой отрасли есть необходимость улучшения процесса гидравлического усиления тканого материала, который был бы пригоден с коммерческой точки зрения. Следует уяснить, что усиление ткани обеспечивает эстетические и функциональные преимущества, которые могут быть применены к весьма разнообразным тканям. Гидравлическое усиление улучшает поверхность ткани путем динамического жидкостного воздействия для спутывания и вспучивания нитей ткани с целью повышения ее стабильности. Эти результаты преимущественно получаются без необходимости выполнения обычных процессов отделки ткани.
В этой отрасли также требуется устройство несложной конструкции для гидравлического усиления текстильных материалов. Коммерческое производство требует устройства для гидравлического усиления ткани и встраиваемого ссужения этих тканей в контролируемых условиях для получения тканей с однородными характеристиками.
Наиболее близким техническим решением является изобретение описанное в патенте Австралии N 287821 кл. 41.9 опубликованном в 1966 г. в котором отражен усиленный текстильный материал, включающий в себя пересекающиеся нити, первую и вторую сторону, а также способ получения усиленного текстильного материала, заключающийся в удерживании на опорном элементе материала, и пересечении материала непрерывной жидкостной завесой; а также устройство для изготовления усиленного текстильного материала, содержащее средство для динамического воздействия струй жидкости под давлением на ткань, включающую в себя крученую и/или крученую нитяную пряжу, пересекающуюся в точках перехода и имеющую первую и вторую стороны.
Целью изобретения является улучшение эстетических и функциональных характеристик материала и расширение для этого технологических возможностей устройства.
В настоящем изобретении эти цели в целом достигаются посредством создания устройства и взаимосвязанного с ним способа для гидравлического усиления тканых и вязанных материалов путем динамического воздействия жидкости. В изобретении используется средство модуль для гидравлического усиления, в котором ткань удерживается на элементе и подвергается воздействию жидкой завесы при контролируемом ведении процесса. Усиление ткани осуществляется путем спутывания и переплетения волокон пряжи, пересечения в узлах или переплетениях ткани. Ткани, усиливаемые согласно изобретению, имеют однородный готовый вид и улучшенные характеристики, такие как износ кромок, использование в качестве драпировки, стабильность, исчезновение складок, стойкость к истиранию, вес и толщина.
Согласно предпочтительному способу изобретения тканый или вязанный материал подвергается на линии обработки через уточное выпрямляющее устройство двумя встроенными жидкостными средствами модулями для первой и второй стадий усиления ткани. Верхняя и нижняя стороны ткани соответственно удерживаются на элементах модулей и подвергаются воздействию жидкостных завес для придания ткани однородного готового вида. Предпочтительные опорные элементы, проницаемые жидкостью, включают в себя открытые зоны, составляющие приблизительно 25% и имеют мелкосетчатые узоры, которые обеспечивают прохождение жидкости без оказания воздействия на ткань в отношении получения узоpа. Отличительный признак изобретения заключается в применении опорных элементов в модулях, включающих в себя узорчатые экраны из мелкой сетки, которые расположены на отводе по отношению к линии ведения процесса. Такая ориентация на отводе ограничивает полосы жидкости и исключает гребенчатые отметины в обработанной ткани.
Первая и вторая стадии усиления предпочтительно осуществляются столбчатыми жидкостными струями, которые воздействуют на ткань под давлением от 200 до 3000 пси (≈14-210 кгс/см2), с общей энергией, действующей на ткань, которая составляет (0,10-2,0 л.с.ч/фунт) 5,733х105-11,466х106 Дж/кг.
После усиления ткань подвигается к ширильной раме, которая осушает ткань под натяжением до определенной ширины, чтобы обеспечить однородный вид готовой ткани.
Преимущество устpойства согласно изобретению достигается выполнением непрерывной производственной линии несложной конструкции. Первый и второй средства посты усиления включают в себя большое количество поперечно направленных "CD", выравненных и отстоящих друг от друга магистралей. Сопла для столбчатых струй, имеющие отверстия диаметром примерно 0,005 дюйма (0,012 см), центры которых отстоят друг от друга на расстоянии 0,017 дюйма (0,043 см), установлены от экрана на расстоянии приблизительно 0,5 дюйма (1,27 см). При действии процесса согласно изобретению такая схема с промежутками обеспечивает жидкостную завесу, которая позволяет получить равномерное усиление ткани. Использование проницаемых жидкостью опорных элементов, которые ориентированы на ответвлении, составляющем предпочтительно 45о, эффективно уменьшает полости от струй и исключает появление на обрабатываемой ткани гребенчатых отметин.
Оптимальные результаты по усилению ткани получаются в материалах из тканой или вязанной пряжи, включающей в себя волокна с денье и длинами штапельного волокна соответственно в диапазоне 0,5-6,0 и 0,5-5 дюймов (1, 27-12,7 см), и с плотностью пряжи в диапазоне 0,5-50ρ. Предпочтительные системы прядения нитей согласно изобретению включают в себя бумажную пряжу, оберточную пряжу, шерстяную пряжу, фрикционную пряжу.
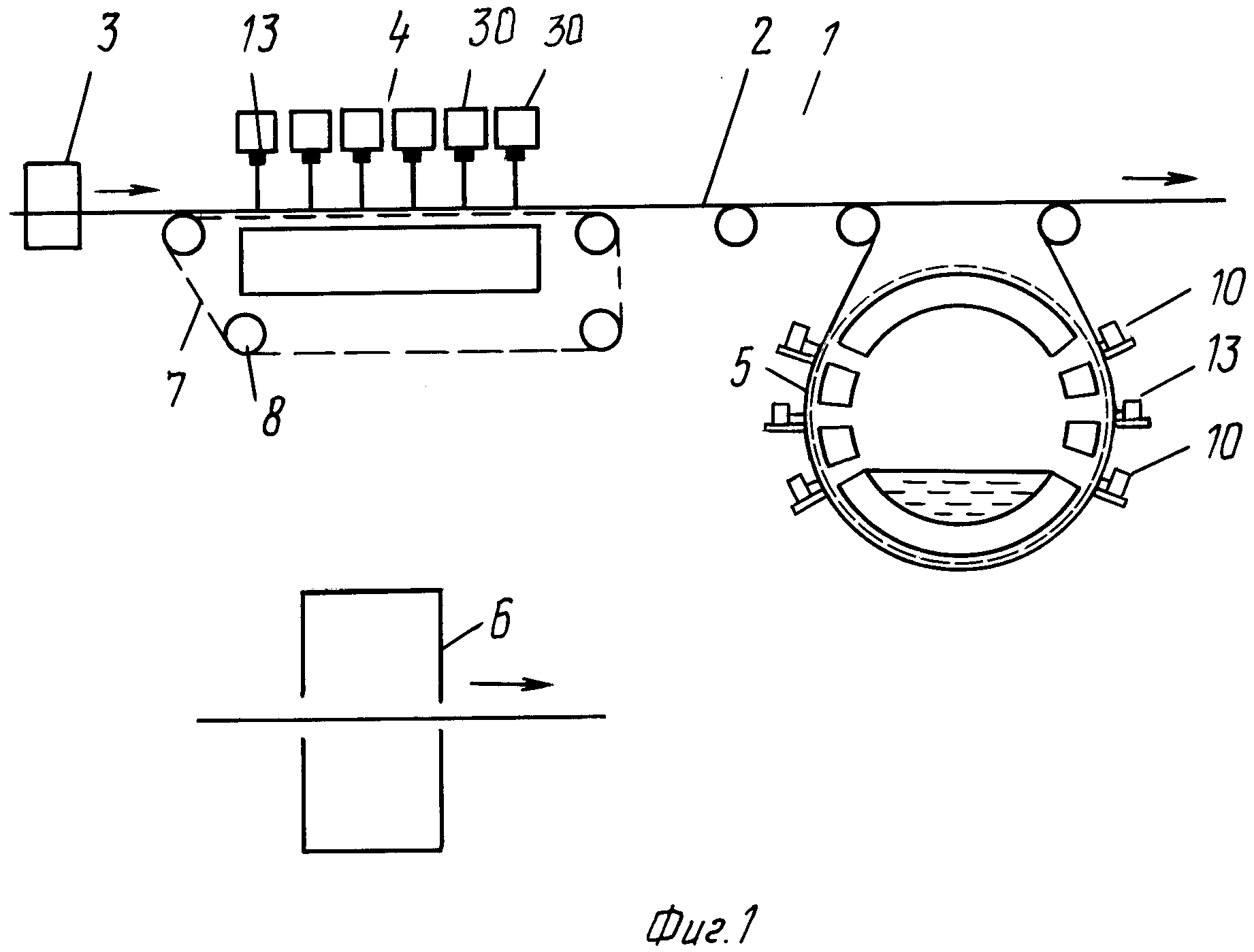
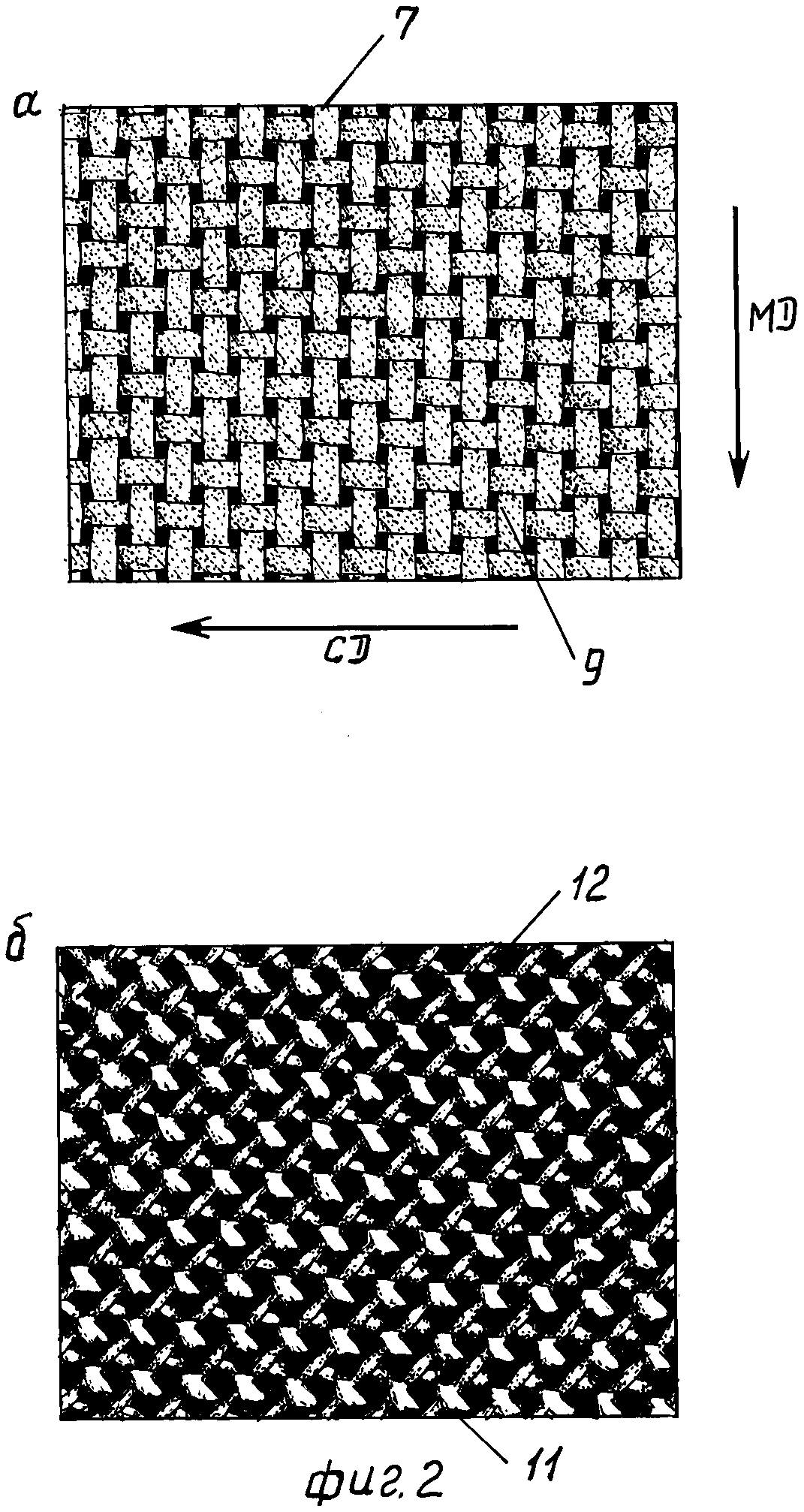
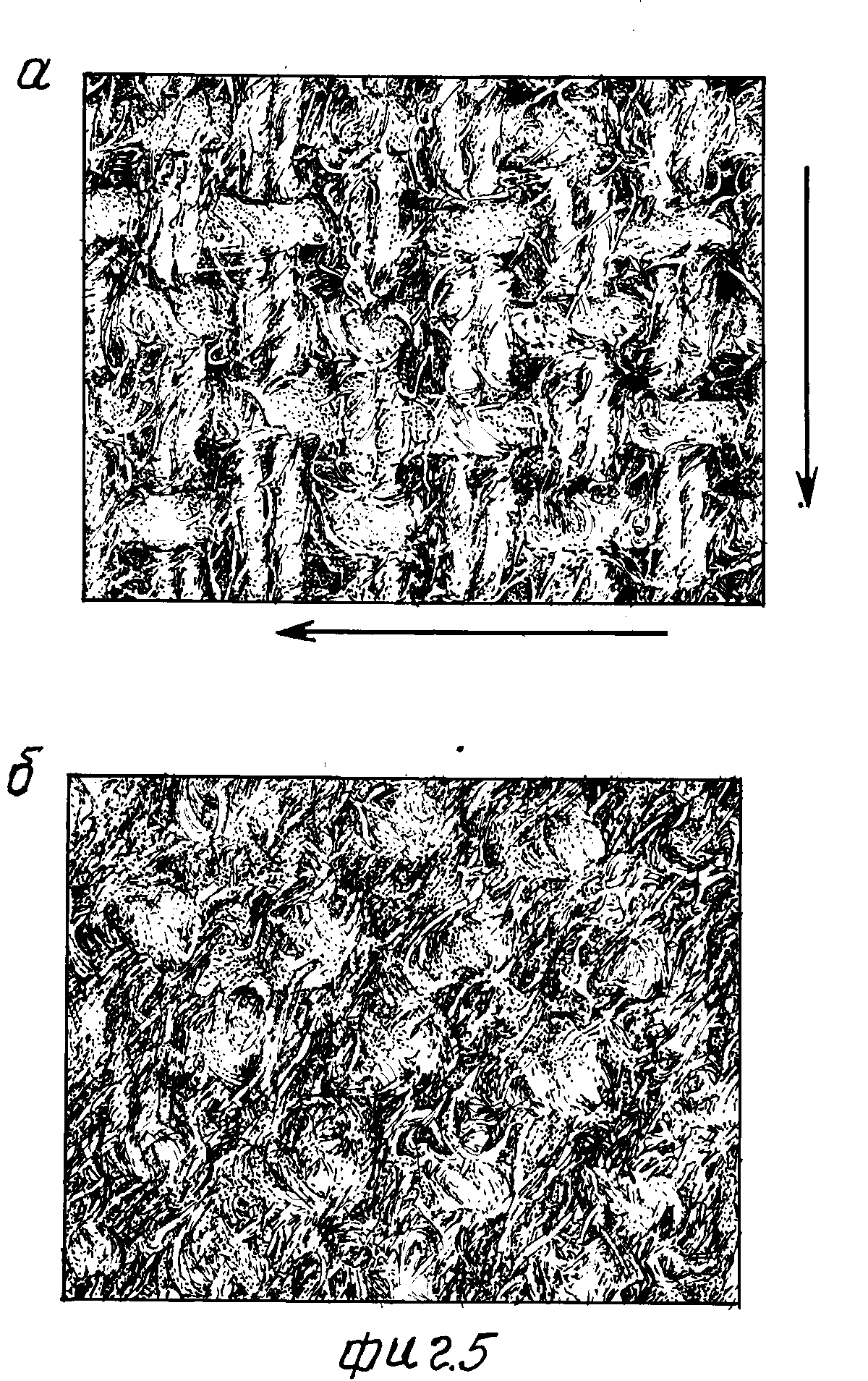
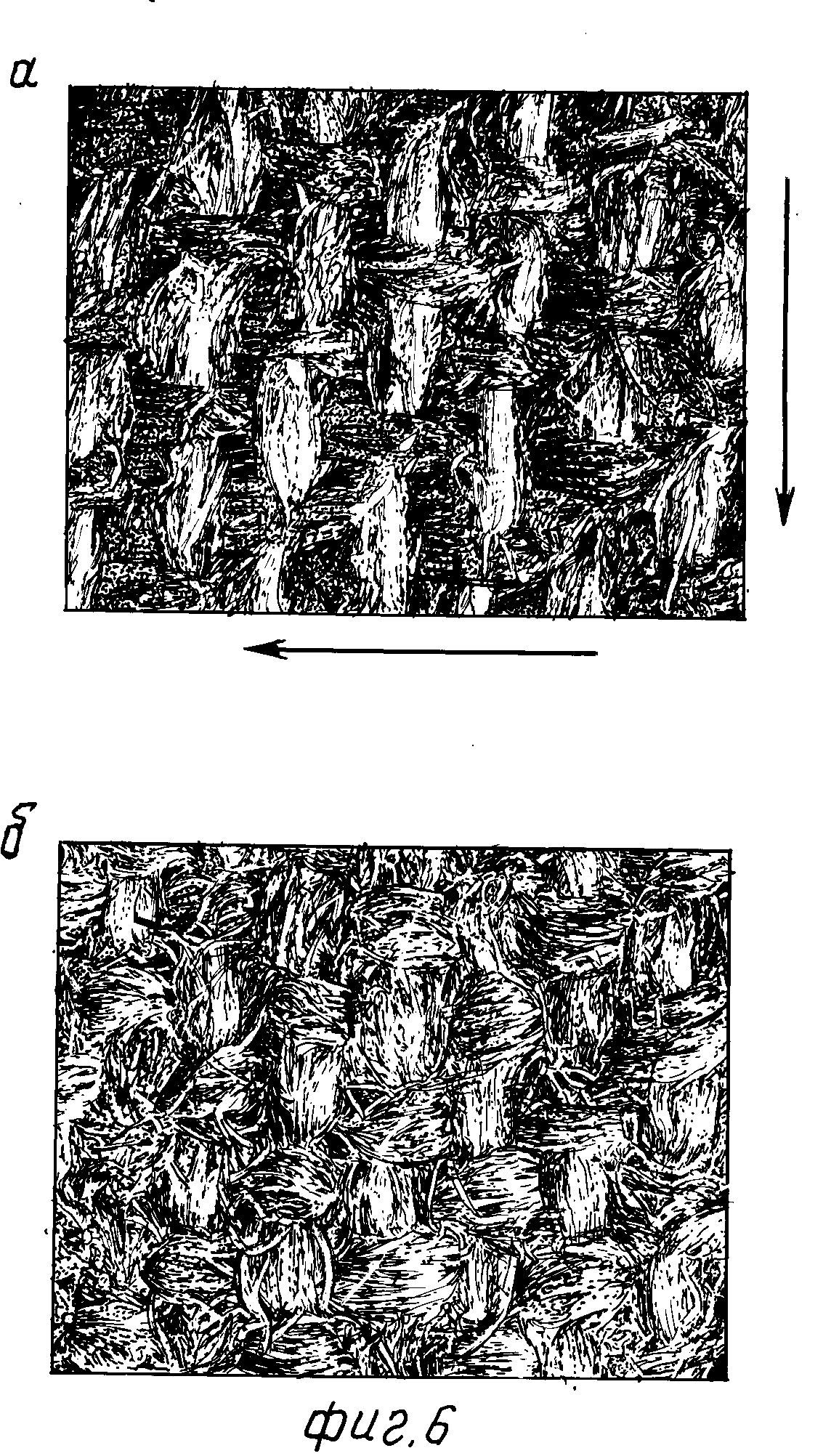
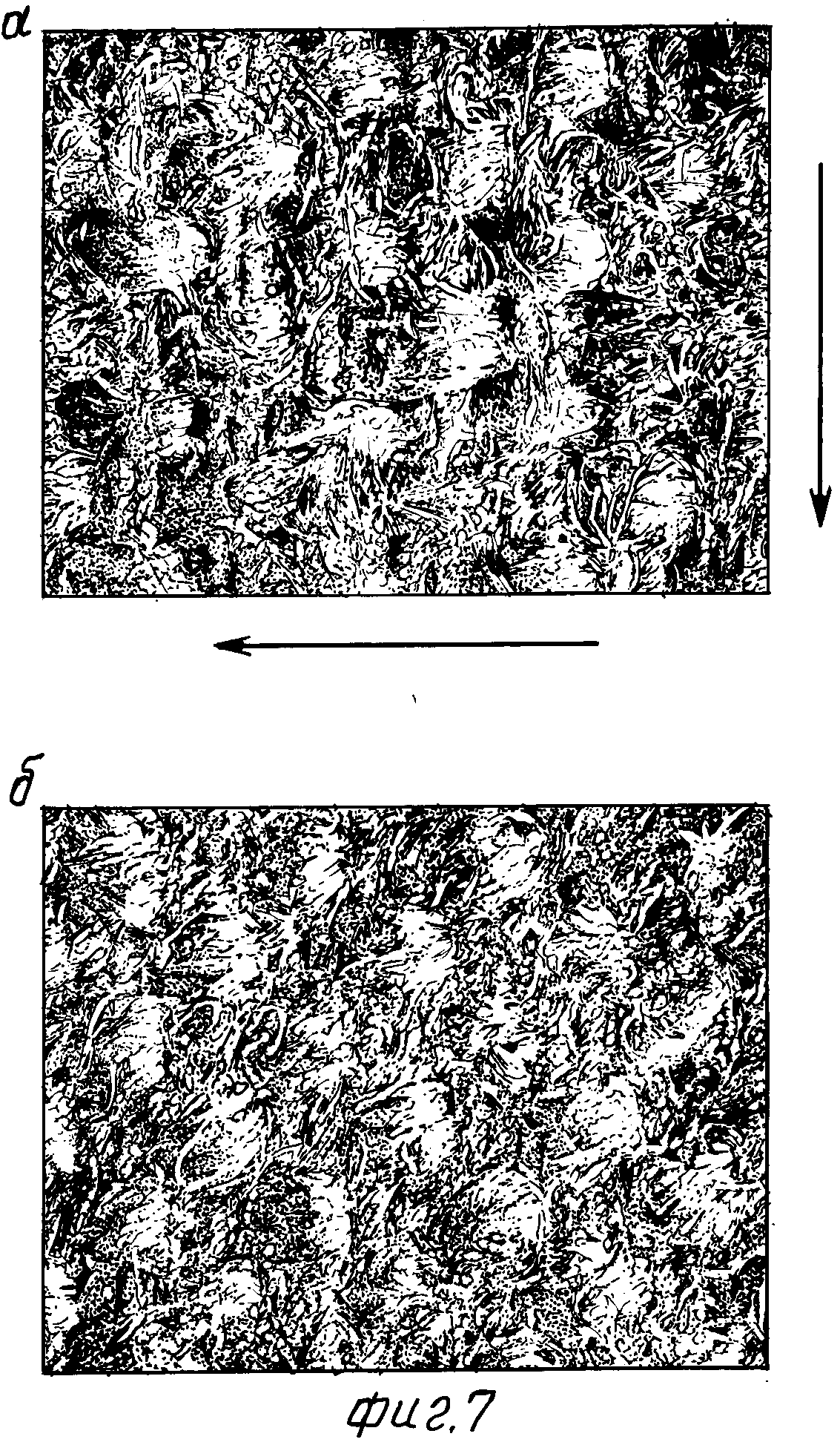
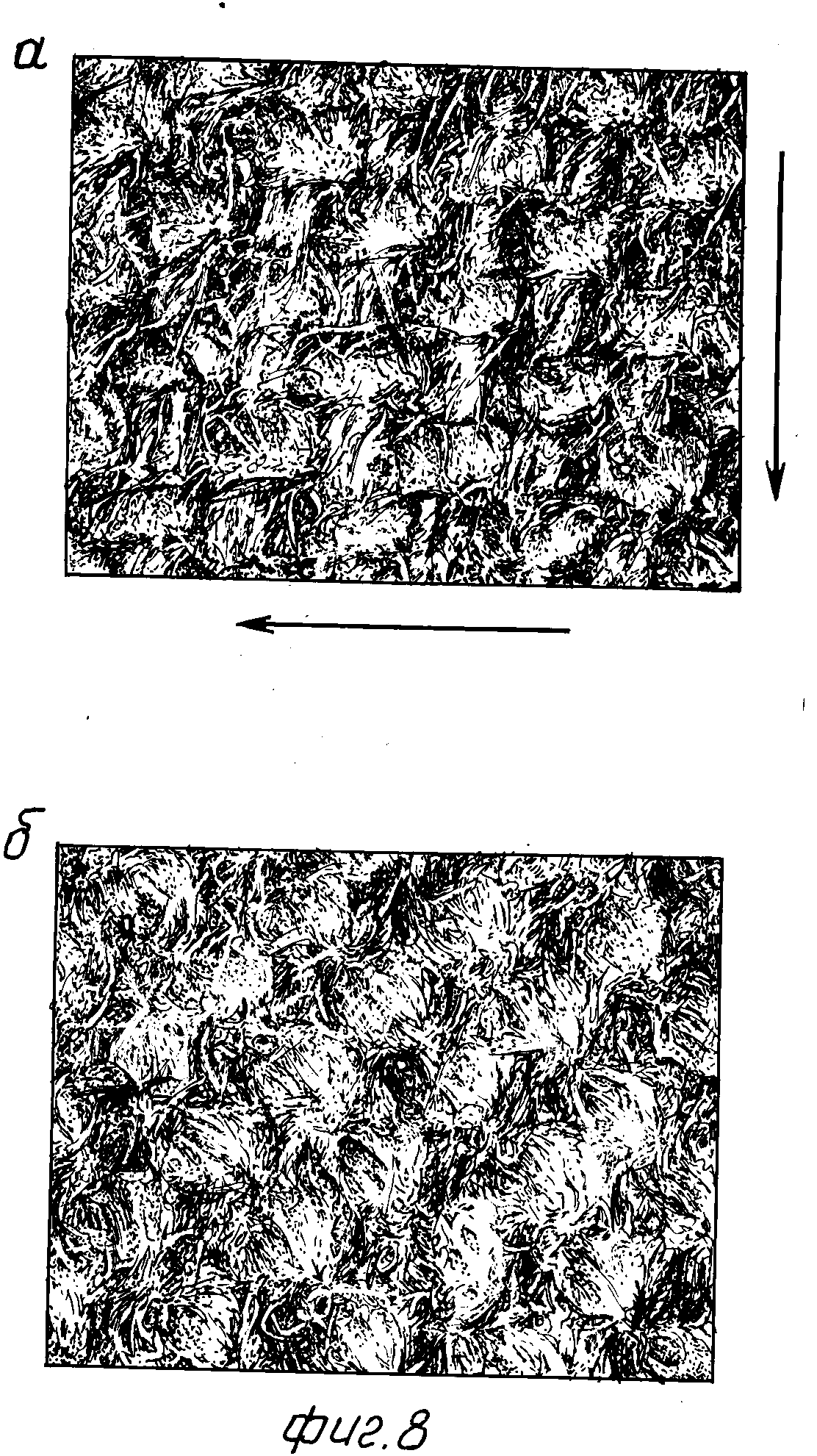
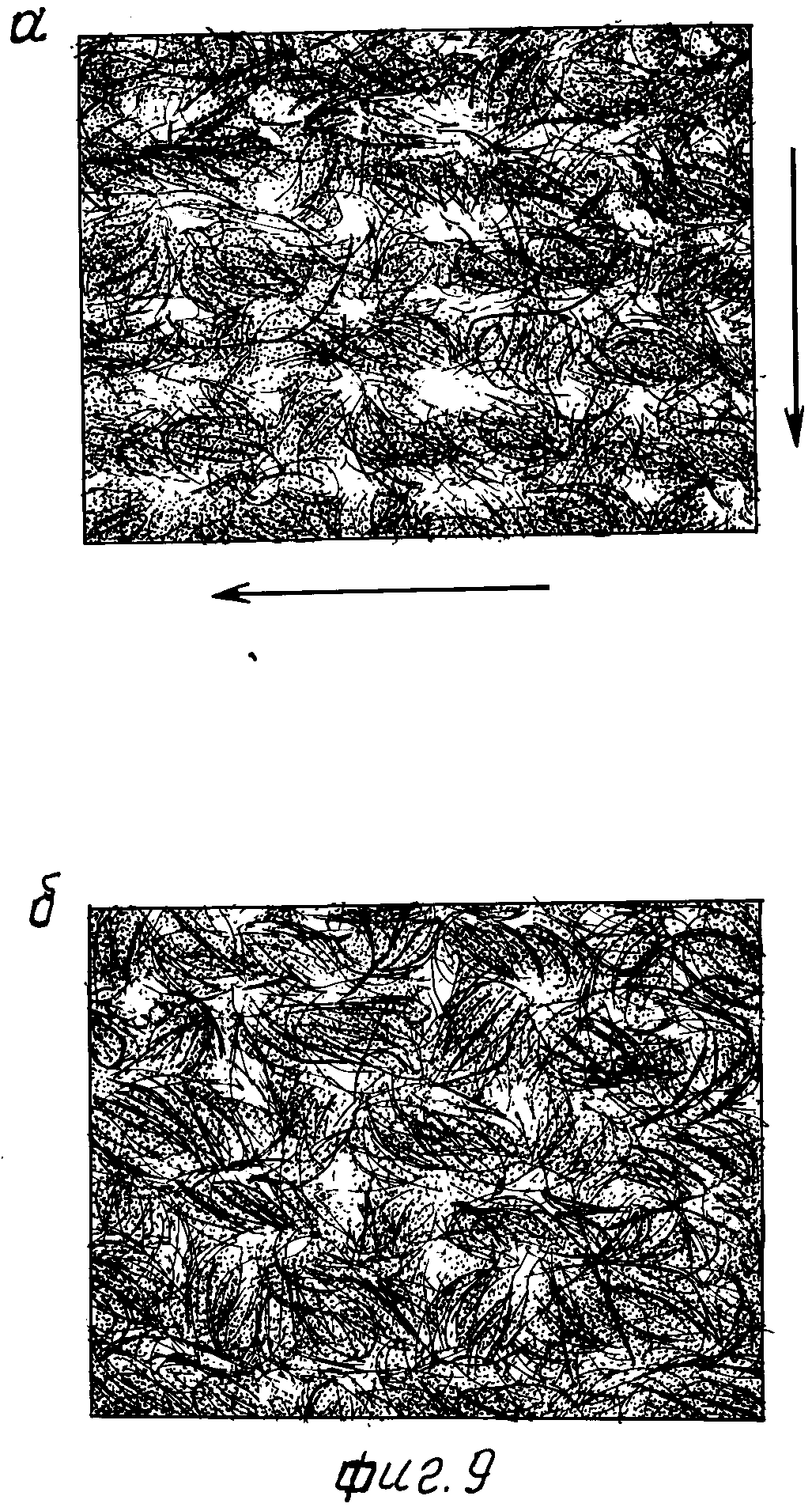
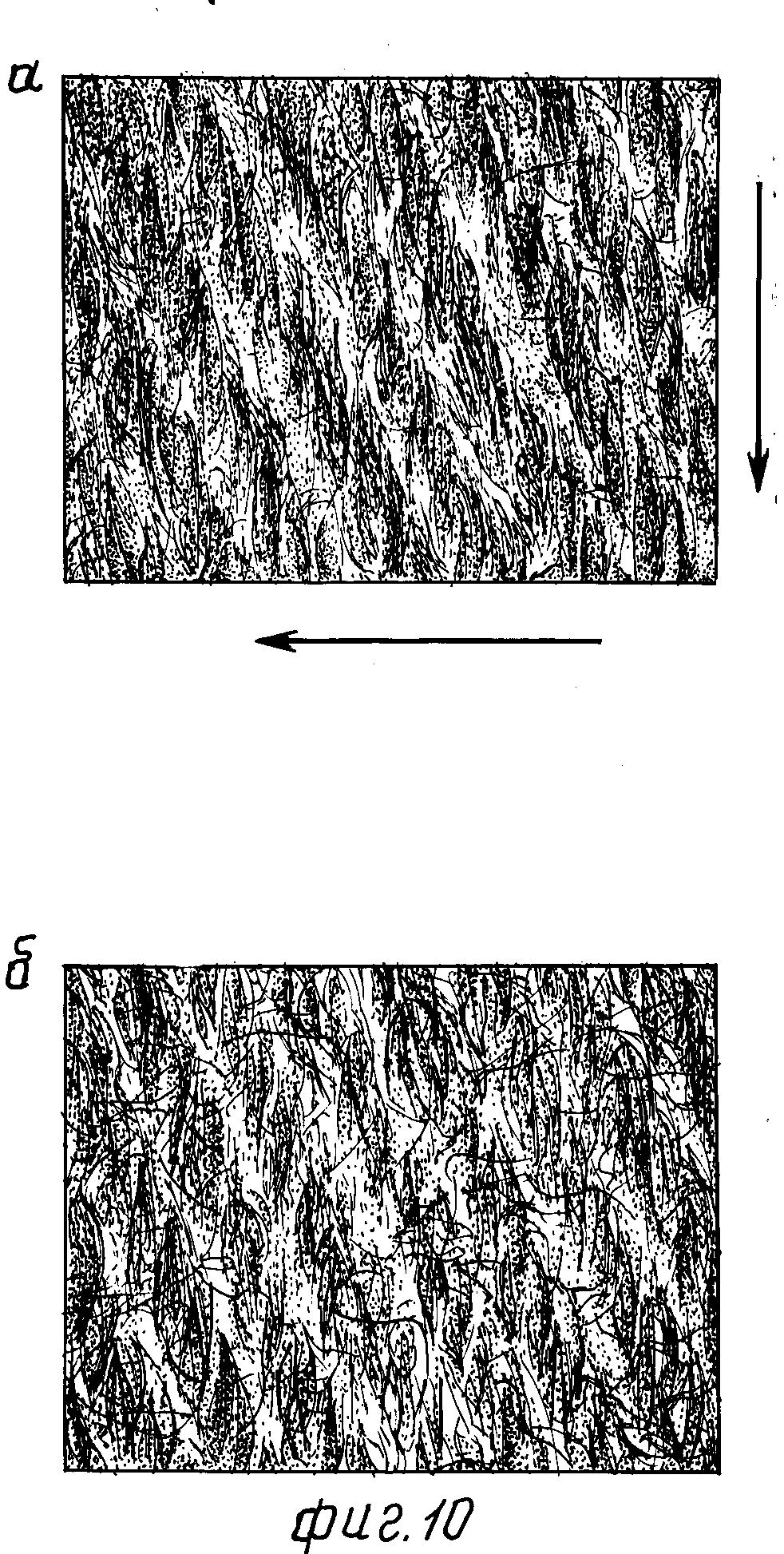
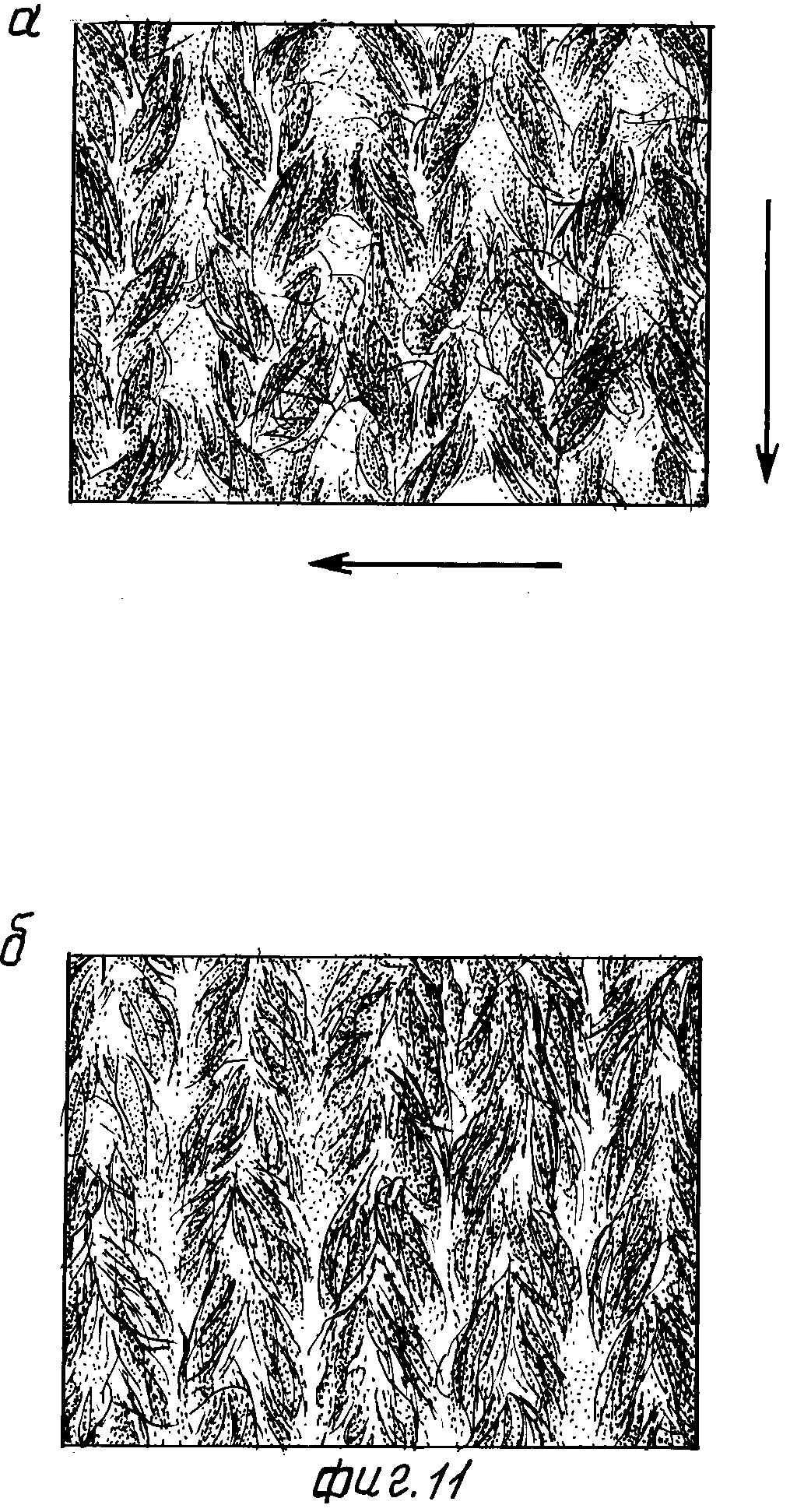
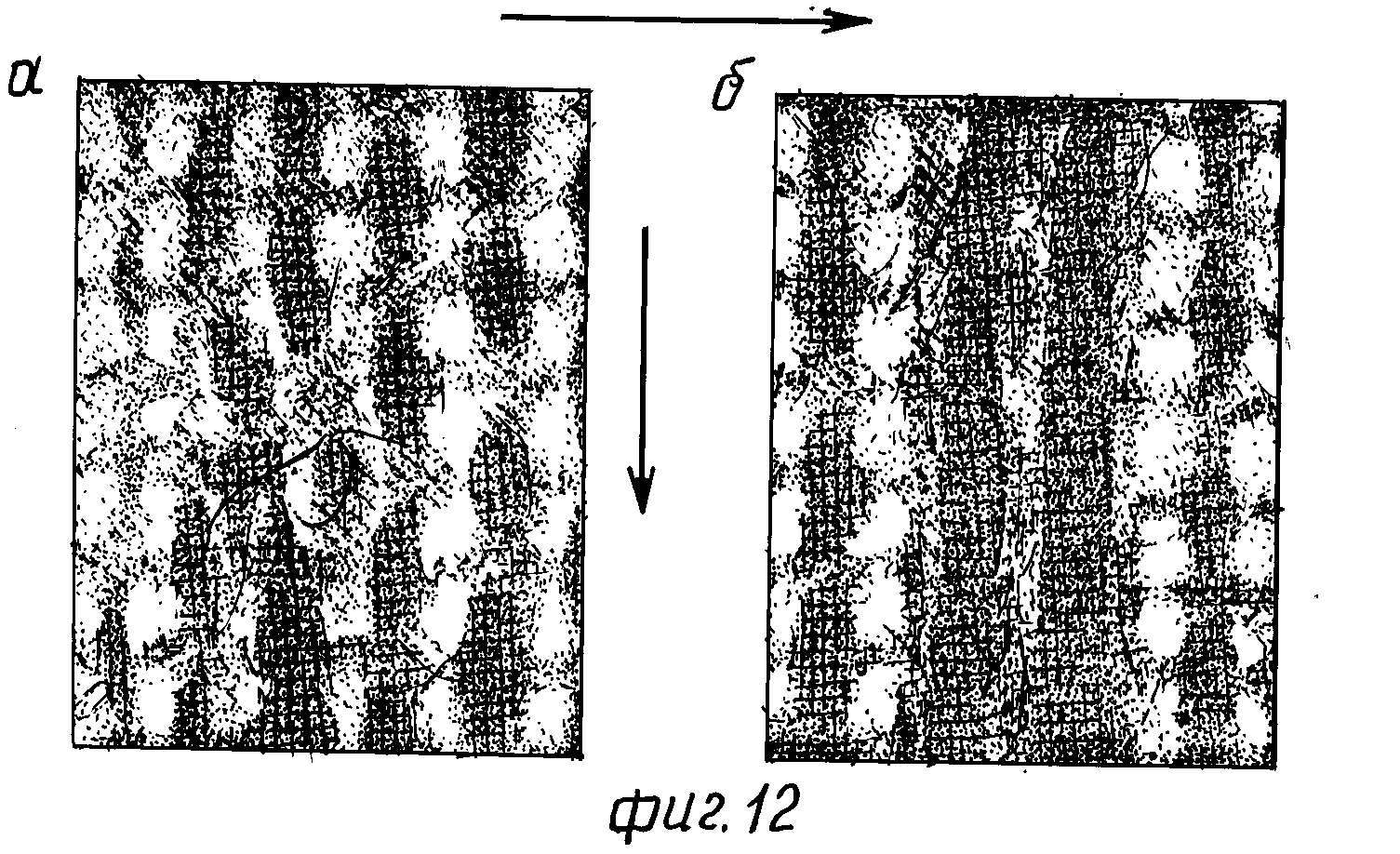
На фиг.1 представлена схематически производственная линия, включающая в себя устройство для распрямления уточины, плоские и барабанные модули для гидравлического усиления, и ширильную раму, предназначенные для гидравлического усиления тканых и вязанных материалов согласно изобретению; на фиг.2 с увеличением в 10 раз представлены гладкие сетчатые тканые опорные элементы соответственно 36x29 90o и 40х40 45о, используемые в плоских и барабанных усиливающих модулях фиг. 1; на фиг.3, с увеличением в 10 раз представлены мелкий полиэфирный тканый материал до и после гидравлического усиления согласно изобретению; на фиг.4 с увеличением в 16 раз представлена контрольная и обработанная ткань согласно фиг.3,А и В; на фиг.5 с увеличением в 10 раз представлен контрольный и гидравлически усиленный тканный акриловый материал; на фиг. 6 с увеличением в 10 раз представлен контрольный и гидравлически усиленный материал, сотканный из штапельной пряжи; на фиг.7 с увеличением в 10 раз представлена контрольная и гидравлически усиленная акриловая ткань, сотканная из оберточной штапельной пряжи; на фиг.8 с увеличением в 10 раз представлена контрольная и гидравлически усиленная акриловая ткань, включающая в себя шерстяную пряжу с открытым концом; на фиг.9 с увеличением в 16 раз представлена контрольная и гидравлически усиленная ткань из шерсти и нейлона (80/20%); на фиг.10 с увеличением в 16 раз представлена контрольная и гидравлически усиленная спряденная/филаментарная полиэфирная/хлопчатобумажная твидовая ткань; на фиг.11 с увеличением в 16 раз представлена контрольная и гидравлически усиленная ткань двойной вязки; на фиг.12 с увеличением в 16 раз представлена передняя и задняя сторона контрольной ткани для покрытия стен; на фиг.13 с увеличением в 16 раз представлена ткань согласно фиг. 12, А и В для покрытия стен, гидравлически усиленная согласно изобретению; на фиг.14 с увеличением в 0,09 раз представлены контрольные и гидравлически усиленные полосы акриловой ткани, согласно фиг.7, А и В, показывающей уменьшение кручения ткани, получаемого в процессе согласно изобретению; на фиг. 15 с увеличением в 0,23 раза представлены тканые акриловые материалы согласно фиг,5, 7 и 8, состоящие из оберточной и шерстяной пряжи с открытым концом, показывающие характеристики контрольных и обработанных тканей в отношении их способности к промывке и в отношении морщинистости; на фиг. 16 представлено схематически альтернативное устройство для производственной линии, предназначенное для гидравлического усилия тканых и вязанных материалов согласно изобретению; на фиг.17 композитная ткань, включающая в себя ворсистые компоненты, которые связаны с единую структуру, к которой применяется процесс гидравлического усиления согласно изобретению.
На фиг.1 представлен предпочтительный вариант осуществления производственной линии согласно изобретению, обозначенной 1, предназначенной для гидравлического усиления ткани 2, включающей в себя штапельную 1/или штапельную/филаментарную пряжу. Линии включают в себя обычное устройство 3 для выпрямления уточины, плоский и барабанный усиливающие модули 4, 5 и ширильную раму 6.
Модули 4, 5 осуществляют два боковых усиления ткани путем жидкостного спутывания и набухания нитей ткани. Такое спутывание придается ткани в зонах пересечения или переплетения нитей. Управление процессом и обеспечение равномерной жидкостной завесы создает ткани, имеющие однородный законченный вид и улучшенные характеристики, включая износ кромок, кручение, исчезновение морщинистости, вытягиваемость, использование в качестве драпировки, стабильность, стойкость к истиранию, вес и толщину ткани.
Способ и механизм действия усиливающих модулей.
Ткань продвигается через устройство 3 для выпрямления уточины, которое выравнивает уточные нити ткани до обработки в усиливающих модулях 4, 5. После гидравлического усиления ткань продвигается к ширильной раме 6, которая имеет обычную конструкцию, где осуществляется растяжение для создания однородной ткани определенной ширины.
Модуль 4 включает в себя первый опорный элемент 7, который удерживается на бесконечном транспортере, включающем в себя ролики 8 и приводные средства (не показаны) для вращения роликов. Предпочтительная линейная скорость транспортера находится в диапазоне 10-500 фут/мин (≈0,05-2,5 м/с).
Линейные скорости регулируются в соответствии с энергией, требуемой для процесса, которая изменяется как функция типа и веса ткани.
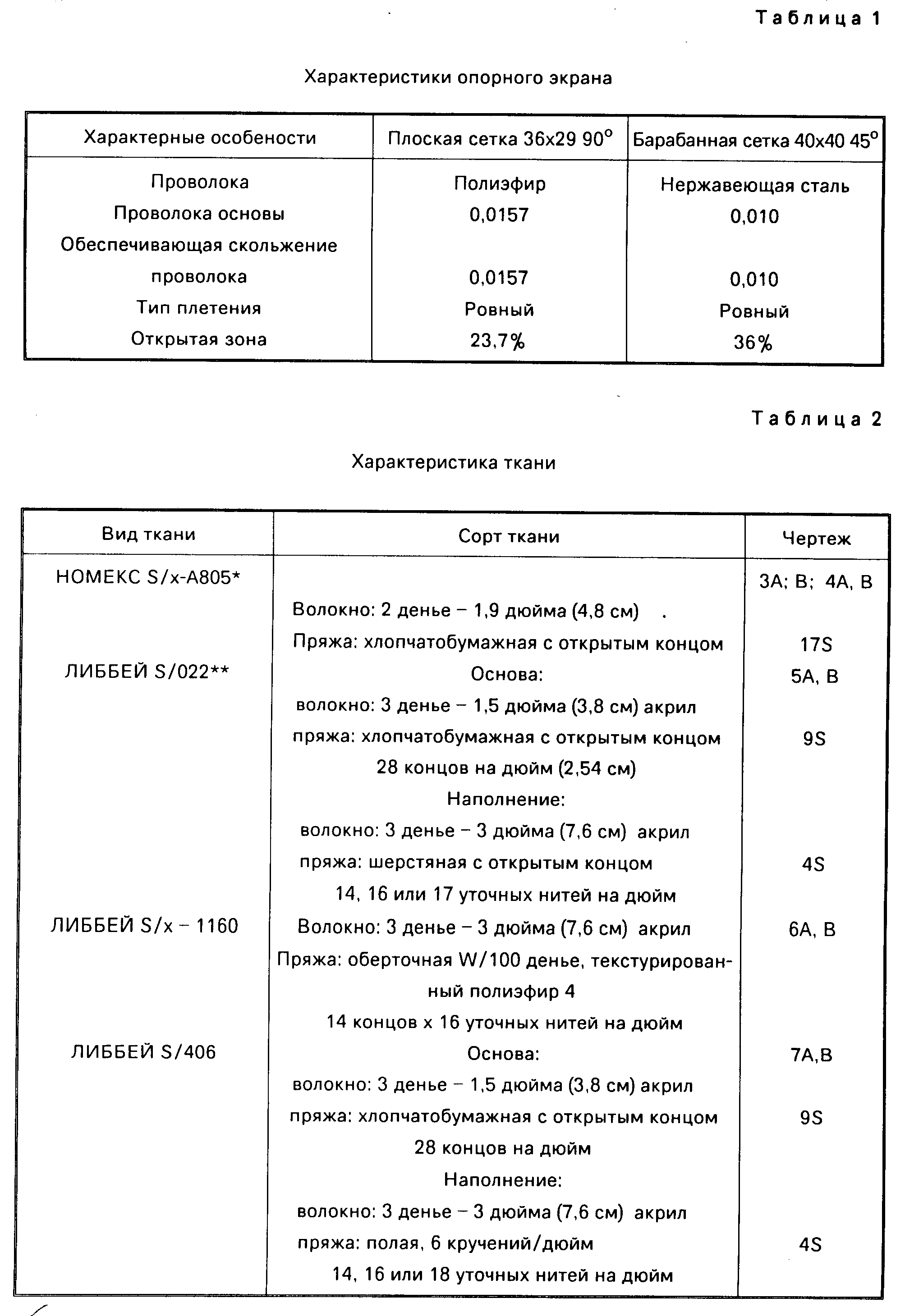
Опорный элемент 7, который предпочтительно имеет плоскую конфигурацию, включает в себя близко отстоящие друг от друга принимаемые жидкостью открытые зоны 9. Предпочтительный опорный элемент 7, показанный на фиг.2, А, представляет собой плоскую тканую сетку 36х29 90о, имеющую открытую зону, составляющую 23,7% изготовленную из полиэфирной основы и обеспечивающую скольжение круглой проволоки. Опорный элемент 7 представляет собой плотный бесшовный тканый элемент, который не подвергается угловому смещению или сдиранию. Характеристики экрана, который изготавливается фирмой Албани Интернейшил, Апплейшн Дивижн, П.О. Бокс 1939, Апплейшн, Висконсия 54913, указаны в табл. 1.
Модуль 4 также включает в себя устройство из параллельных и отстоящих друг от друга магистралей 10, ориентированных в поперечном направлении "CD" относительно перемещению ткани 2. Магистрали, которые отстоят друг от друга приблизительно на 8 дюймов (20,32 см), включают в себя большое количество тщательно выровненных и отстоящих друг от друга отверстий 13 для столбчатых струй, которые отстоят приблизительно на 0,5 дюйма (1,27 см) от опорного элемента 7.
Отверстия для выпуска струй имеют диаметр и расстояние между центрами соответственно 0, 005-0,010 дюйма (0,0127-0,0254 см) и 0,017-0,034 дюйма (0,043-0,086 см) и сконструированы таким образом, чтобы оказать воздействие жидкости под давлением в диапазоне 200-3000 пси (14-210 кгс/см2). Предпочтительные отверстия имеют диаметр приблизительно 0,005 дюйма (0,0126 см) с промежутками между центрами приблизительно составляющими 0,017 дюйма (0,043 см).
Такое расположение струй жидкости обеспечивает завесу из спутывающих потоков жидкости, которые позволяют получить оптимальное усиление ткани.
Энергия, подаваемая к ткани, накапливается по линии и предпочтительно регулируется на один и тот же уровень в модулях 4, 5 (двухстадийная система) для придания равномерного усиления верхней и нижней поверхностям ткани. Эффективное усиление нитей ткани на первой стадии достигается при выходной энергии по меньшей мере 0,05 л. с.ч/фунт, а пpедпочтительно в диапазоне 0,1-2,0 л.с.ч/фунт.
После первой стадии усиления ткань подвигается к модулю 5, который усиливает другую сторону ткани. Модуль 5 включает в себя второй опорный элемент 11, имеющий цилиндрическую конфигурацию, которая опирается на барабан. Элемент 11 включает в себя отстоящие недалеко друг от друга проницаемые открытые зоны 12, которые составляют приблизительно 36% площади экрана. Предпочтительный опорный элемент 11, показанный на фиг.2, В, представляет собой сетчатый экран 40х40 45о из нержавеющей стали, изготовленный фирмой Апплетон Ваиэ, имеющий характеристики, представленные в табл.1.
Модуль 5 функционирует таким же образом, как и плоский модуль 4. Созданные магистрали 10 и отверстия 13 для подачи струй, которые имеют фактически те же самые характеристики, как и в усиливающем модуле первой стадии. Энергия жидкости, подаваемая к ткани, составляющая по меньшей мере 0,5 л.с. ч/фунт, а предпочтительно в диапазоне 0, 1-2,0 л.с.ч/фунт, обеспечивает вторую стадию усиления.
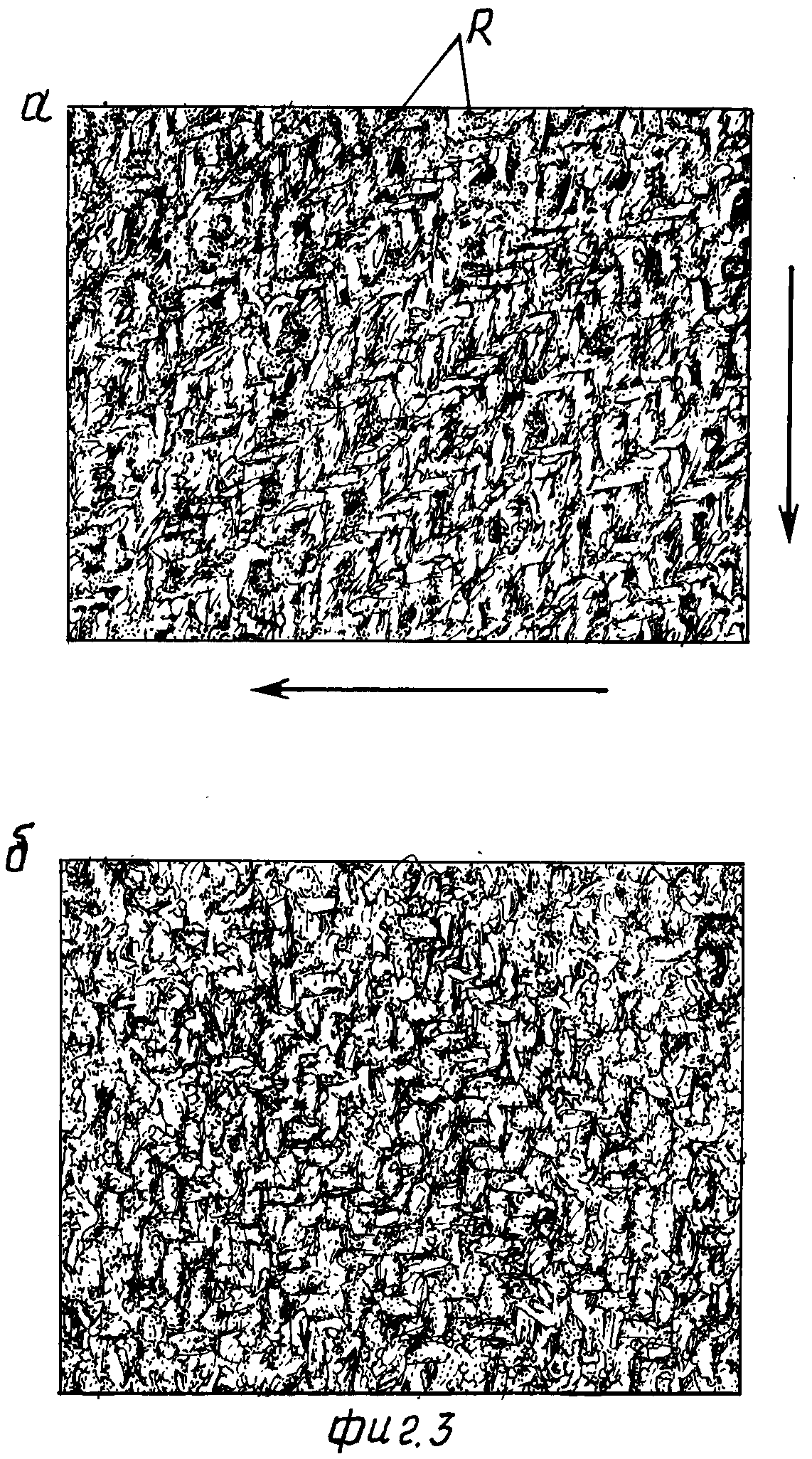
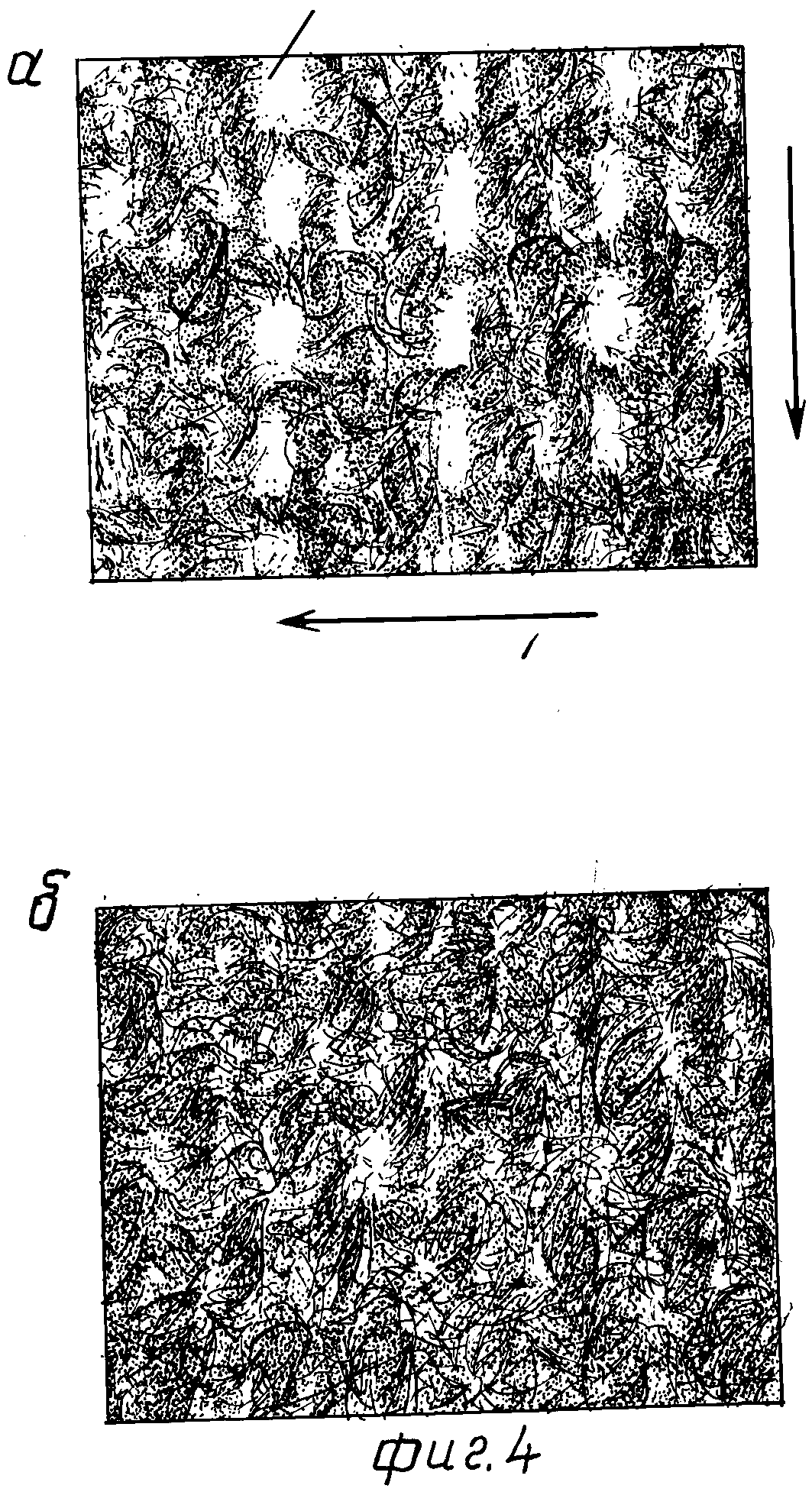
Обычные процессы прядения создают на ткани гребенчатые отметины. Иллюстрации таких отметин приведены на фиг.3,А, 4,А, которые представляют собой микрофотографии с увеличением в 10 и 16 раз полиэфирной ткани марки ЛИББЕЙ S/x-А805 (см. табл.2). Отметины от гребенки на фиг.3,А и 4,А обозначены R.
Изобретение устраняет этот дефект обычного ткацкого процесса посредством использования одностадийного, а предпочтительно двухстадийного процесса гидравлического усиления. При процессе согласно изобретению преимущество достигается посредством ответвленной ориентации барабанного опорного элемента 34 предпочтительно на 45о по отношению к направлению машины "МD" на линии гидравлического усиления. См. фиг.2, А и В.
Опорные элементы 7 и 11
предпочтительно
выполнены с открытыми зонами мелкой сетки, которым приданы такие размеры, чтобы обеспечивать проход жидкости через
элементы без такого воздействия на ткань, которое бы приводило к
получению узла.
Предпочтительные элементы имеют эффективную открытую зону для прохода жидкости в диапазоне 17-40%
Сравнение
контрольной и обработанной полиэфирной ткани согласно фиг.3, А, В
и 4, А, В
показывает преимущества, получаемые посредством использования процесса усиления. Гребенчатые отметины R в контрольной
полиэфирной ткани по существу исключены посредством ее усиления.
Расположение
экрана на ответвлении также эффективно в отношении уменьшения линейных полос от действия струй, взаимосвязанных с
процессом усиления.
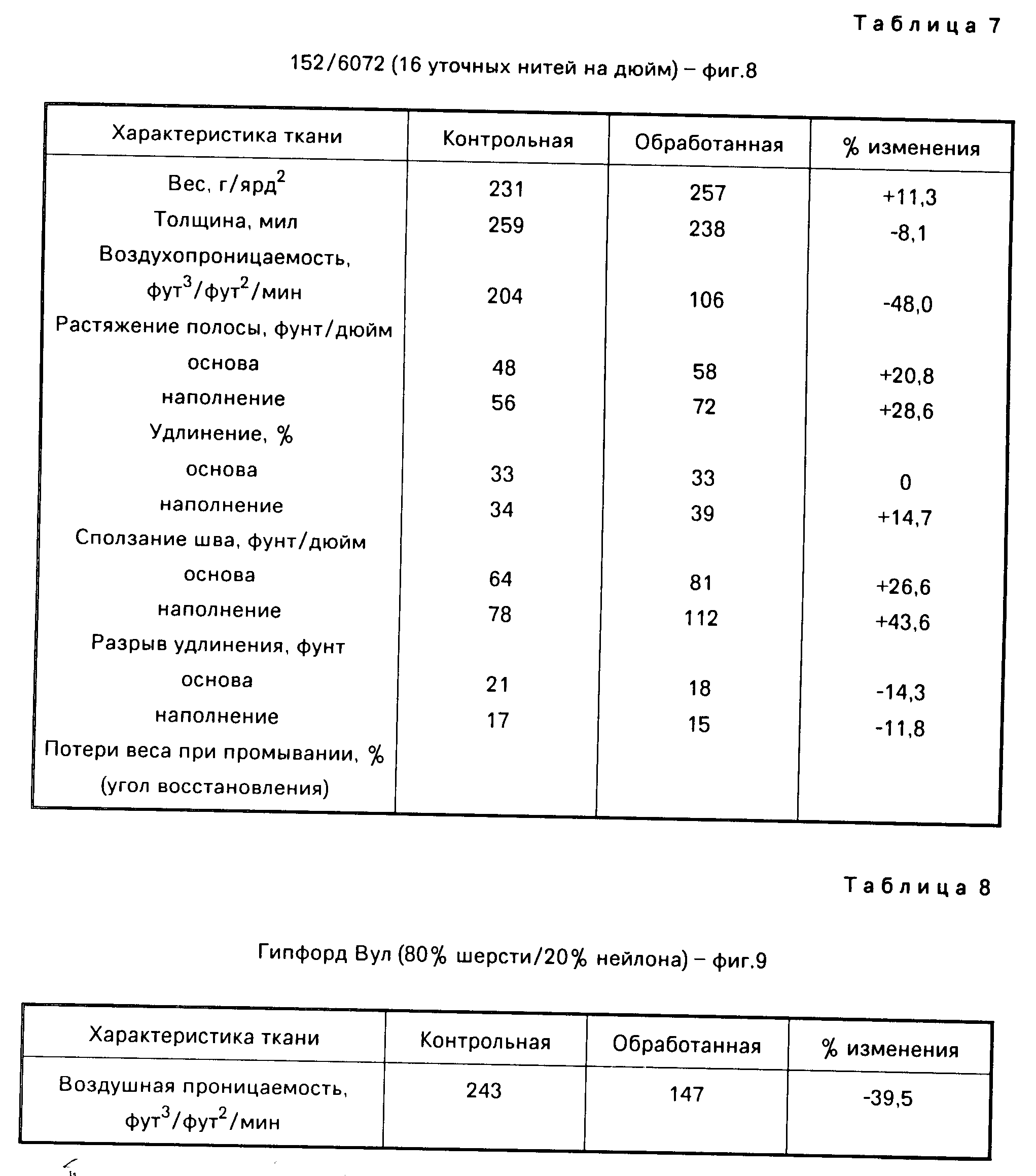
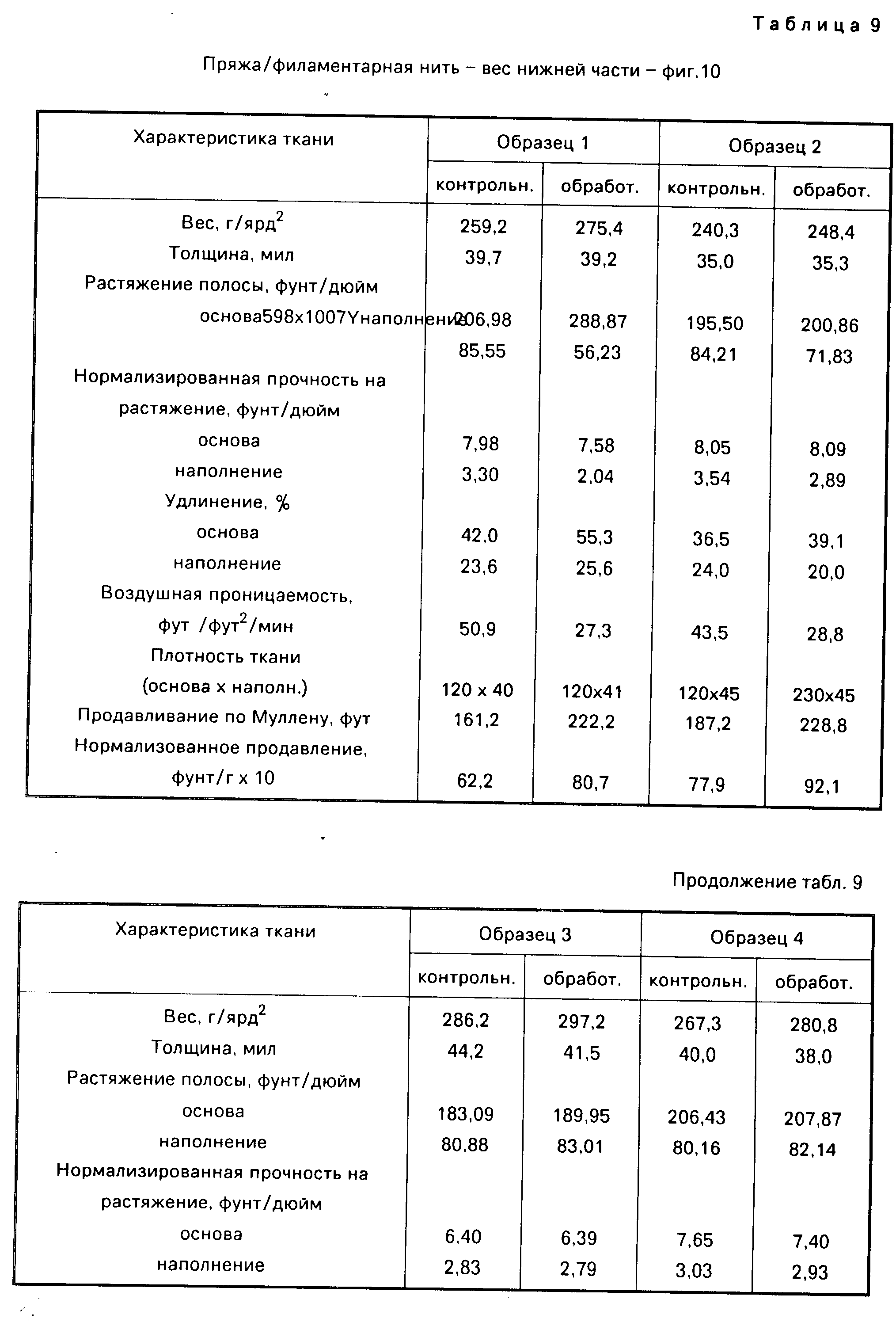
П р и м е р ы 1-13. На фиг.3-15 представлены тканые и вязанные материалы, усиленные способом согласно изобретению, с условиями испытаний, которые подобны имеющим место на линии согласно фиг.1. В табл.2 приведены характеристики тканей, представленных на чертежах.
Как и в линии согласно фиг.1, испытательные магистрали 10 отстояли друг от друга на расстоянии приблизительно 8 дюймов (20,32 см) в модулях 4, 5 и обеспечивались тесно расположенными отверстиями 13 для столбчатых струй приблизительно 60 на дюйм. Каждое отверстие 13 имело диаметр порядка 0,005 (0,0127 см) дюйма и отстояло приблизительно на 0,5 дюйма (1,27 см) от первого и второго опорных элементов 7, 11.
Производственная линия согласно фиг.1 включает в себя усиливающие модули 4, 5, которые соответственно снабжены шестью магистралями. В примерах к каждому из модулей 4, 5 были прикреплены две магистрали 11. Для подобия условий на линии ткани подвигались путем большого количества ходов. Три хода обработки в каждом с двумя магистралями, по-видимому, были эквивалентны модулю с шестью магистралями.
Ткани были гидравлически усилены под давлением приблизительно 1500 пси (≈105 кгс/см2 ). Линейная скорость и купулятивная выходная энергия к модулям удерживались на уровне примерно 30 фут/мин (15 см/с) и 0,46 л.с.ч/фунт. Регулировки линейной скорости и давления жидкости выполнялись для того, чтобы разница веса не нарушала равномерности обработки и чтобы обеспечивалось сохранение предпочтительного уровня энергии.
Ткани, обработанные в приведенных примерах, демонстрируют заметное улучшение внешнего вида и качества, включая такие характеристики, как покрываемость, выцветание, стойкость к истиранию, использование для драпировки, уменьшение сползания швов, износ кромок.
В табл.3-12 приведены данные для тканей, усиленных согласно изобретению на испытательной линии ведения процесса. Для исследования характеристик контрольной и обработанной ткани были применены стандартные испытания согласно Американскому обществу по Испытаниям и Материалам (ASTM). Данные, указанные в таблице, были получены в соответствии с приведенными ниже стандартами ASTM.
Характеристика Стандарт ASTM
ткани
Вес D 03776-79
Толщина D
1777-64
(Испытательное
устройство Амеса)
Растягивающая
нагрузка D 1682-64 (1975)
(Обрезанная
полоса/захват)
Удлинение D 1682-64
(1975)
Воздушная
проницаемость D 737-75 (1980)
(Фрейзер)
Плотность ткани D 3775-79
Продавливание
шариком D 3787-80А
Сползание шва D
4158-82
Разрыв выступа D 2261-71
Исчезновение
морщинистости D 1295-67
(1972)
Сопротивление
истиранию D 3884-80
Ворсистость D 3514-81
Испытания на способность к промывке выполнялись в соответствии с описанными
ниже процессами.
Измерения веса ("перед промывкой") были выполнены на контрольном и обработанном образцах ткани, каждый из
которых имел размер 8,5х11 (21,6х28 см) (8,5 в направлении наполнения и 11 в
направлении
основы). Затем образцы в течение трех последовательных операций были промыты и высушены в обычных промывочных
и сушильных устройствах, и были выполнены "послепромывочные замеры". Весовые
потери в
процентах до и после промывки образцов определились согласно следующей формуле:
D/Bx100,
где В
вес образца до промывки, А вес образца после промывки, причем D= В-А.
Микрофотографии тканей на фиг. 4-15 показывают усиление поверхности ткани, полученное согласно изобретению. Следует обратить внимание на открытые зоны в необработанных тканях А; эти зоны на обработанных тканях В имеют меньший размер.
Гидроусиление ткани вызывает выцвечивание и спутывание в точках пересечения, с заполнением открытых зон для улучшения поверхности и уменьшения проницаемости ткани воздухом.
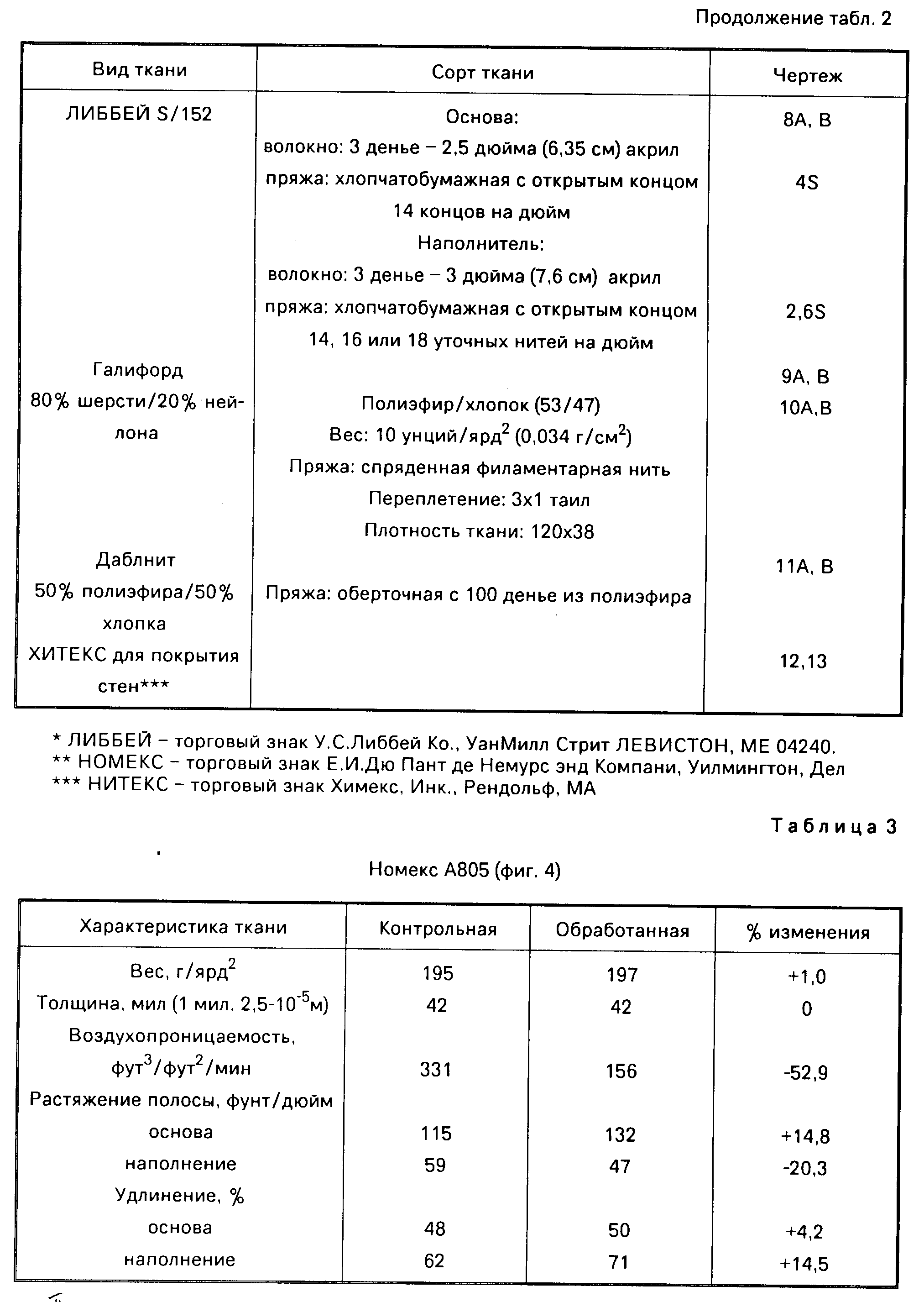
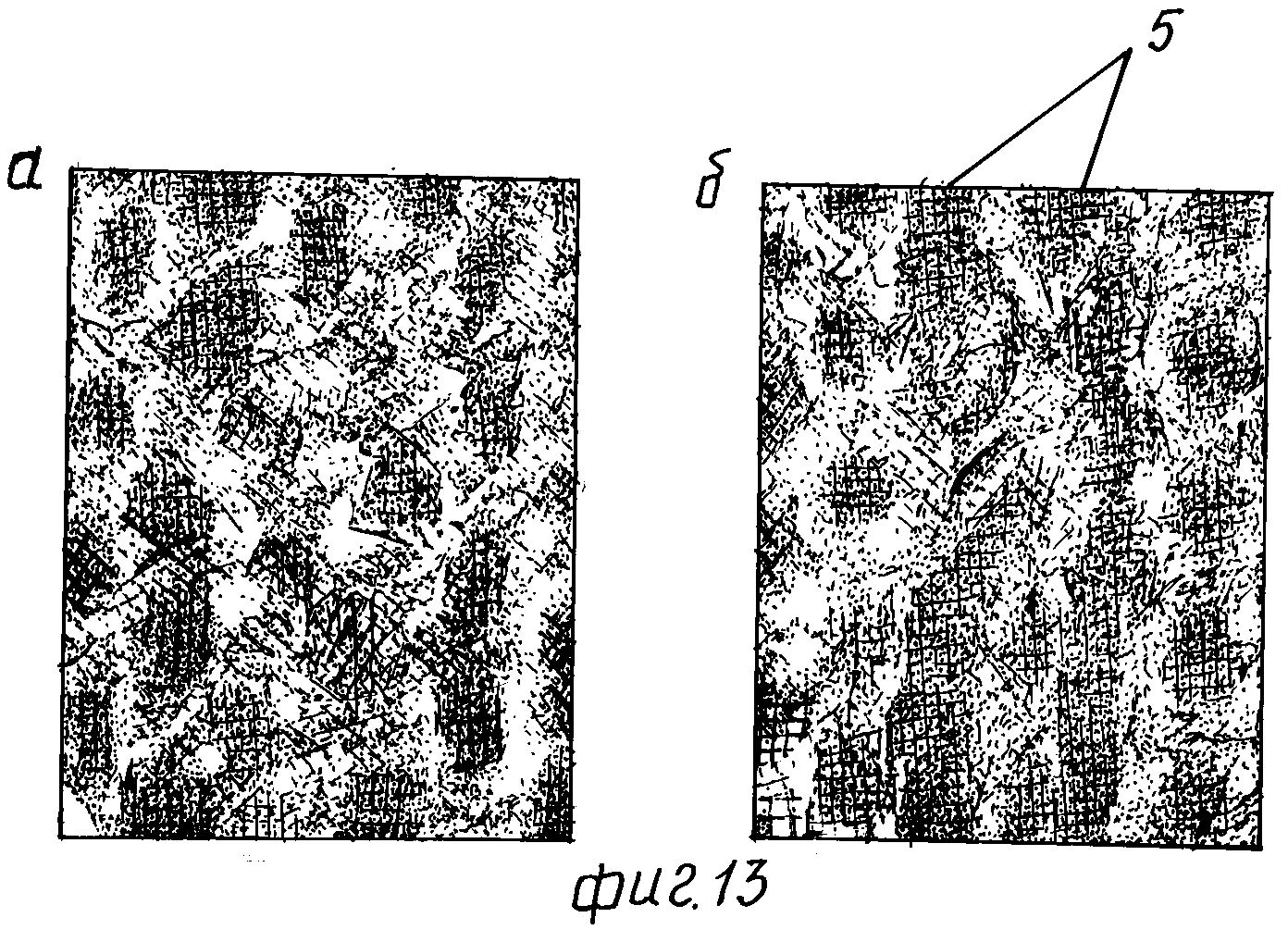
На фиг.12 и 13 представлены микрофотографии ткани сорта Хитекс, предназначенной для покрытия стен, которая изготавливается фирмой Хитекс, Инк. Рендольф, Массачусетс. Придание многоструктурного вида поверхности ткани выполняется посредством нитей, которые переплетаются через отдельные зоны передней поверхности ткани. Свободно плавающие стежки переплетений, обозначенные на фиг.12, В и 13, В S, образованы на обратной стороне ткани.
Гидроусиление ткани марки ХИТЕКС для покрытия стен с прикрепленными к задней стороне ткани свободно плавающими стержнями повышает стабильность ткани и ее покрываемость. См. фиг. 12, В, 13, В.
При применении для покрытия стен усиление ткани и взаимосвязанные с этим эффекты стабилизации уменьшают или исключают необходимость адгезионных задних покрытий. Усилие ткани в случае ее применения для покрытия стен также ограничивает капиллярное проникновение клеящих веществ через эту ткань. Обеспечивается дополнительное преимущество, когда усиленные ткани используются в акустических целях; исключение покрытия с обратной стороны уменьшает отражение звука и обеспечивает дополнительную передачу звука через ткань.
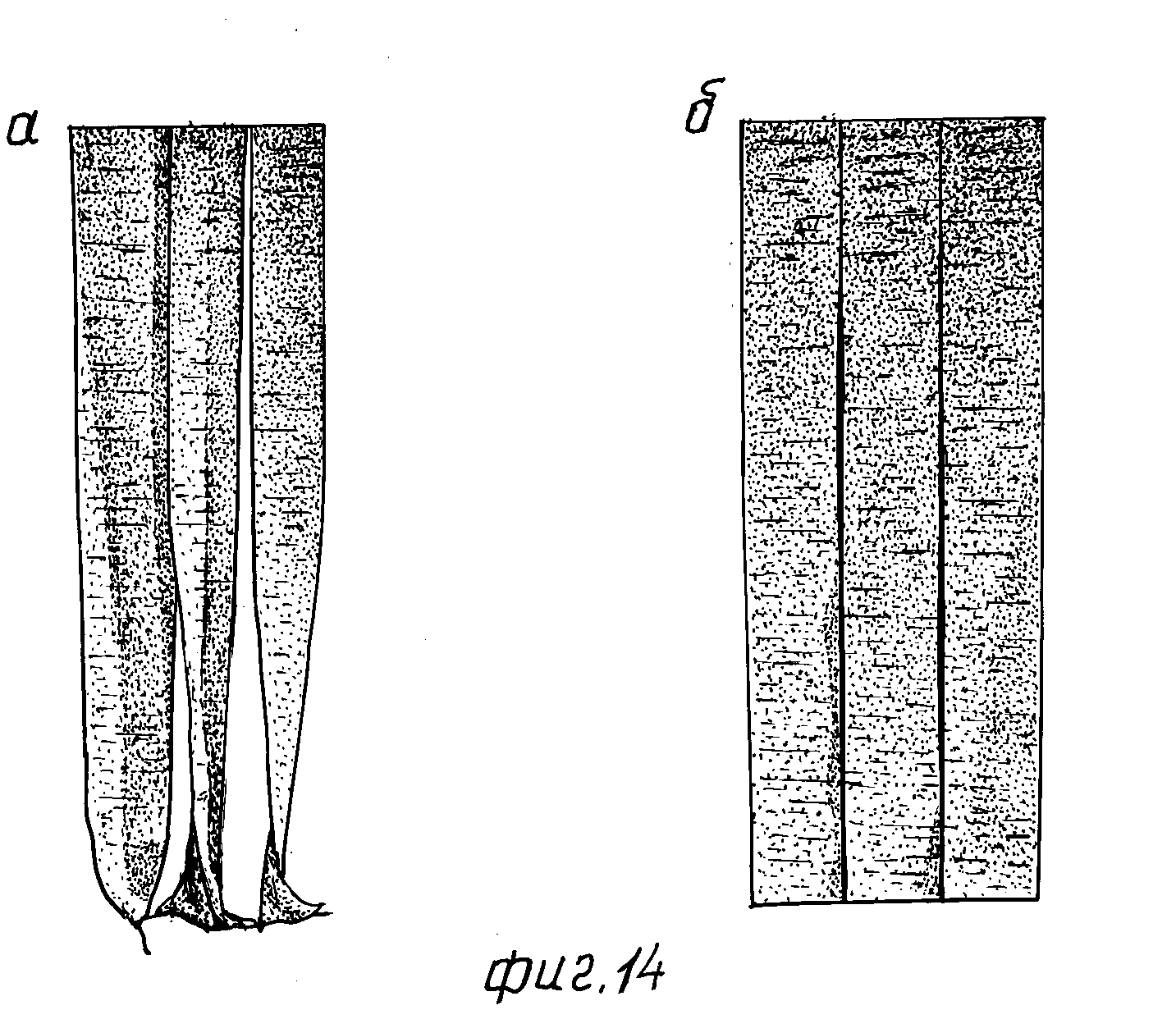
На фиг.14, А, В представлены макрофотографии контрольной и обработанной акриловой ткани для штор, изготавливаемой У.С. Либбей, с образованием S/406. Усиление ткани уменьшает ее кручение, что особенно благоприятно при применении ткани для штор. При испытаниях на уменьшение кручения согласно фиг.14, А, В применялись полосы длиной 84" (2,12 м) и шириной 3,5" (0,08 м), которые были вертикально подвешены, причем подвешенные полосы не удерживались. Кручение оценивалось по углу кручения ткани от плоской опорной поверхности. Как можно видеть, кручение порядка 90о в необработанной ткани (фиг.14 А), было исключено в процессе усиления.
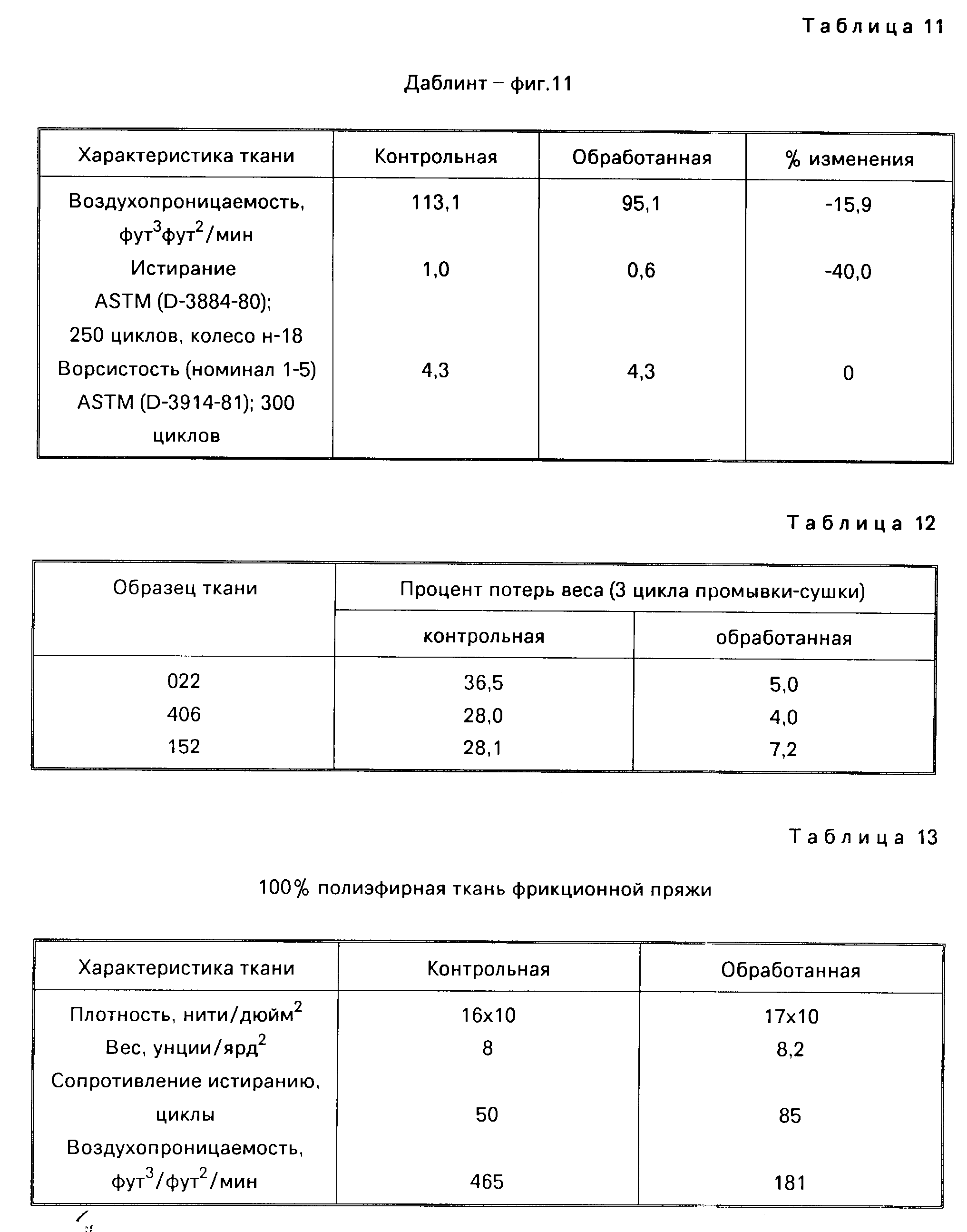
На фиг. 15, А-С представлены макрофотографии контрольных и обработанных акриловых тканей типа ЛИББЕЙ соответственно N 022, 406 и 152, которые были испытаны на промываемость. Необработанные ткани демонстрировали значительное изнашивание и разрушение, в противовес усиленной ткани, которая демонстрирует ограниченный износ и потери пряжи (веса). В табл.12 представлены данные по потере веса при испытании на промываемость (фиг.15, А-С).
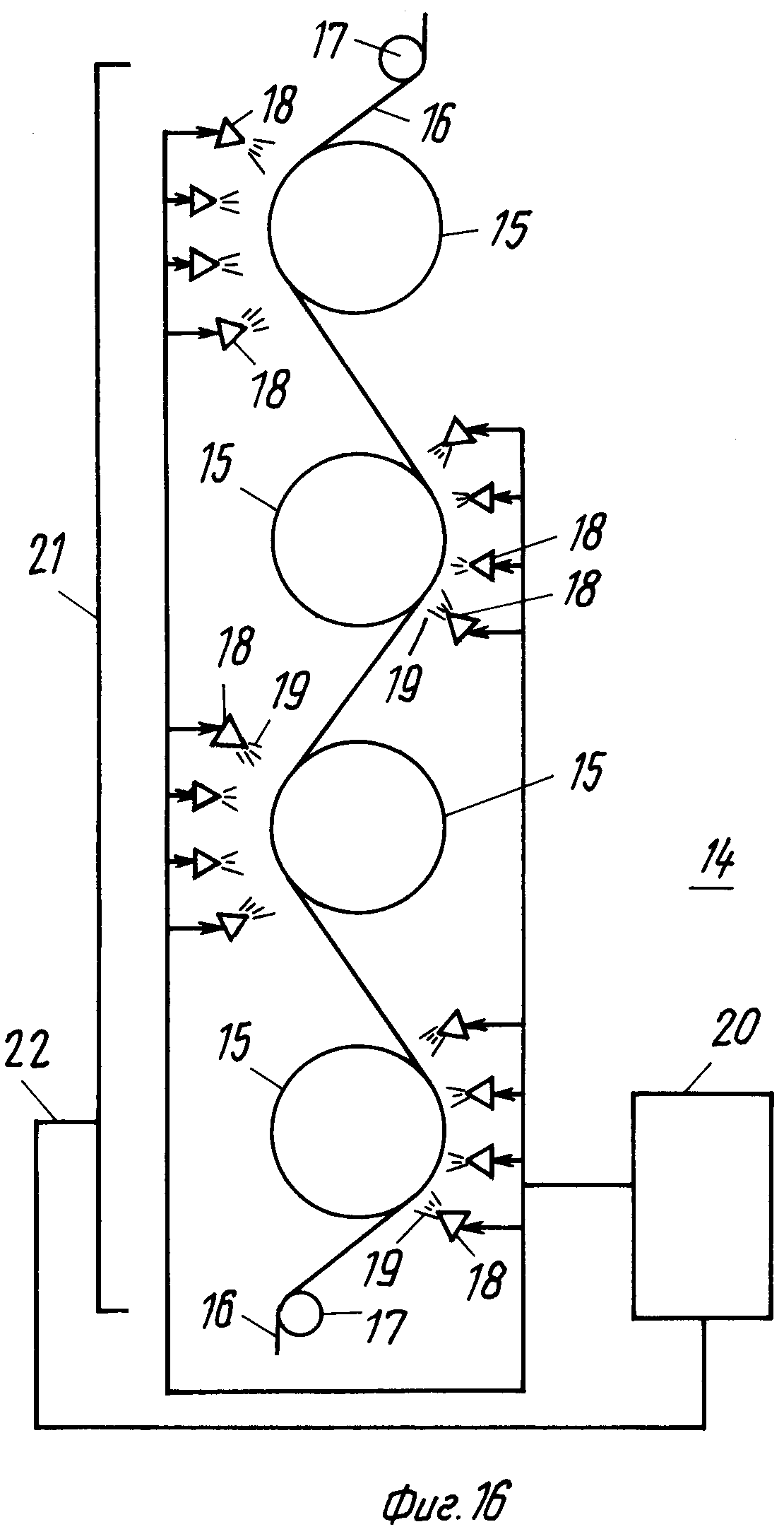
На фиг. 16 представлен альтернативный вариант осуществления устройства согласно изобретению, в целом обозначенного 14. Устройство включает в себя большое количество барабанов 15 a-d, поверх которых ткань 16 продвигается при ее усилении. Точнее, ткань 16 пересекает линию обработки по синусоидальному пути последовательно под барабанами и поверх них.
Для удержания ткани по противоположным концам линии выполнены находящиеся вблизи от барабанов 15а-d ролики 17. Каждый из этих барабанов может вращаться соответствующим приводным двигателем (не показан) для продвижения ткани на линии.
Большое количество патрубков 18 выполнено группами, причем на фиг.16 представлены группы из четырех патрубков; эти группы соответствующим образом отстоят от барабанов 15а-d. При расположении групп патрубков с интервалом 90о на синусоидальном пути ткани эти патрубки последовательно устанавливаются на расстоянии относительно противоположных поверхностей ткани. Каждый патрубок 18 обеспечивает динамическое воздействие на ткань столбчатых струй 19 жидкости, например воды. Устройство 20 для подвода жидкости подает жидкость к патрубкам 18, которая в течение обработки собирается в поддоне 21 для рециркуляции по линии 22 обратно к патрубкам.
Опорные барабаны 15 могут быть пористыми или непористыми. Можно будет убедиться в том, что достигается преимущество посредством использования барабанов, которые включают в себя перфорированную опорную поверхность. Открытые зоны в опорной поверхности облегчают рециркуляцию жидкости, используемой в процессе усиления.
При первом варианте осуществления способа, дополнительное преимущество получается посредством использования опорных поверхностей, имеющих форму мелкосетчатых открытых зон, что облегчает прохождение жидкости. Ориентация опорных элементов на ответвлении, например на ответвлении под 45о, ограничивает полосы при обработке водой, а также гребенчатые отметины на усиленной ткани.
Усиление это функция энергии, которая оказывает воздействие на ткань. Предпочтительные уровни энергии для усиления согласно изобретению находятся в диапазоне 0,1-2,0 л.с.ч/фунт. Переменные, которые определяют уровни энеpгии при процессе, включают в себя линейную скорость, количество и скорость жидкости, которая оказывает динамическое воздействие на ткань, а также вес и характеристики ткани.
Скорость и давление жидкости отчасти определяются характеристиками отверстий для жидкости, например, колончатой или веерообразной конфигурацией струи, а также их расположением и расстоянием от линии обработки. Дополнительный отличительный признак настоящего изобретения заключается в воздействии жидкостной завесы на линию обработки с целью динамического воздействия на ткань потоком энергии приблизительно 0,46 л.с.ч/фунт. Предпочтительные характеристики типа и расположения отверстия указаны в описании варианта осуществления согласно фиг. 1. Отверстия находятся весьма близко друг от друга, так что расстояние между их центрами составляет приблизительно 0,017 дюймов (0,043 см), а их расстояние от опорных элементов составляет 0,5 дюйма (1, 27 см). Отверстия диаметром 0,005 дюйма (0, 012 см) при их плотности, составляющей 60ρ на дюйм патрубка, выпускают струи жидкости, которые образуют равномерную водяную завесу.
Приведенные ниже примеры характеризуют результаты, полученные на линии обработки, представленной на фиг.17.
П р и м е р 14. Плоский тканый материал из 100% полиэфира, содержащий фрикционную штапельную пряжу и имеющий приведенные ниже характеристики, был обработан согласно изобретению: плотность 16х10 нитей/дюйм2; вес порядка 8 унций на ярд2, сопротивление истиранию порядка 500 г (измеренное посредством 50 циклов на колесе с-17 для испытаний на износ), и воздухопроницаемость порядка 464 фут3.фут2 /мин.
Ткань была обработана на испытательной линии с имитацией скорости порядка 300 фут/мин (1,52 м/с), при этом устройство включало в себя четыре барабана 15 и восемнадцать сопел 18, действующих под давлением приблизительно 1500 пси (105 кгс/см2). При указанных параметрах процесса выходная энергия, действующая на ткань, составляла 0,46 л.с.ч/фунт. В табл.3 указаны характеристики контрольной и обработанной ткани.
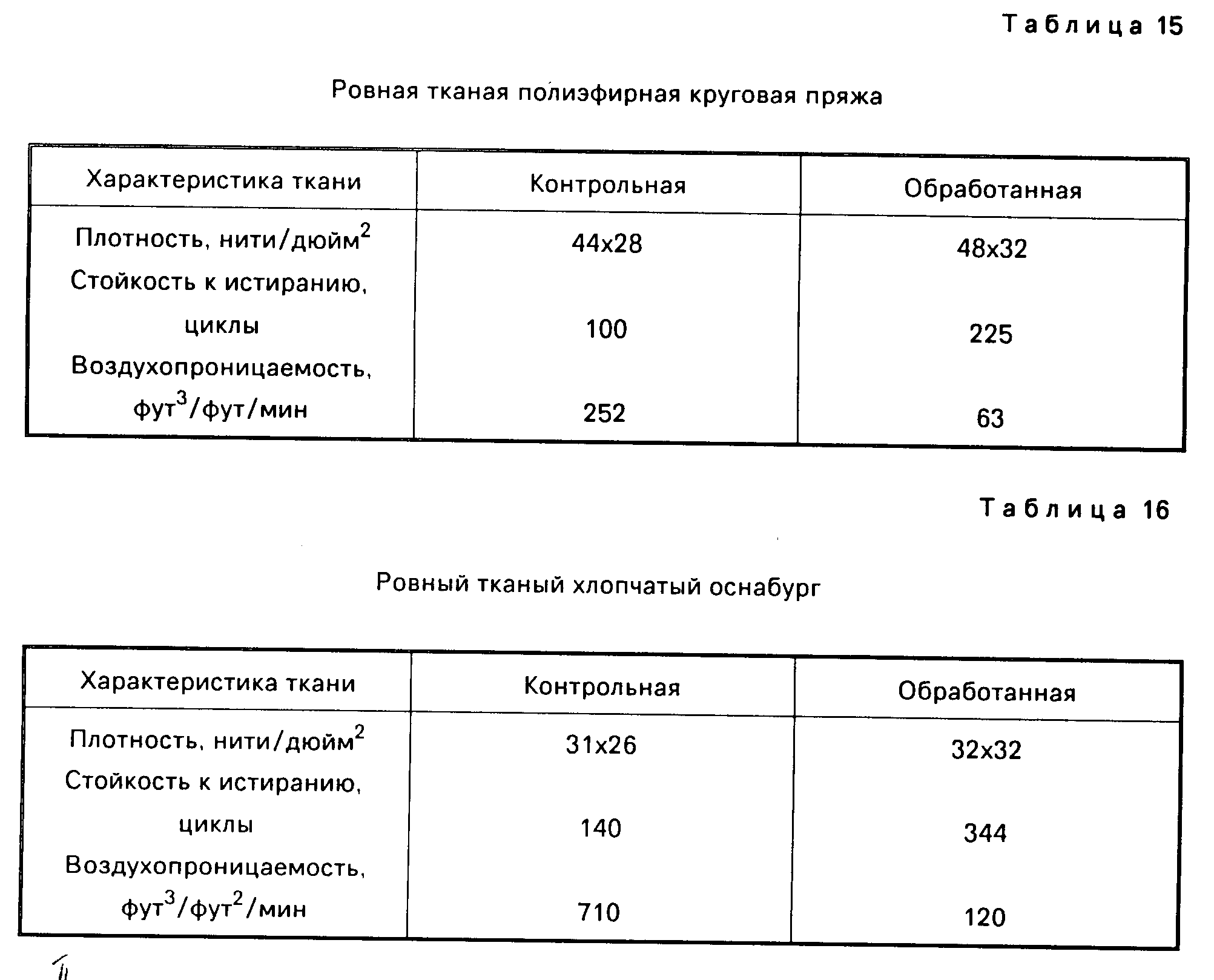
П р и м е р ы 15 и 16. Условия, использовавшиеся в процессе согласно примеру 14, были применены для обработки ровного тканого хлопчатого оснабурга и полиэфирной ткани с круговой пряжей, причем полученные результаты приведены в табл.15 и 16.
Ткани, обработанные согласно примерам 14-16, отличаются существенным уменьшением воздухопроницаемости и повышением стойкости. Энергетические уровни процессов в этих примерах составляли приблизительно 0,46 л.с.ч/фунт. Было установлено, что имеется определенная связь между энергией процесса и усилением. Повышенные энергетические уровни обеспечивают оптимальное усиление.
Вышеупомянутые примеры иллюстрируют применение процесса гидроусиления согласно изобретению для повышения качества однослойных тканей и вязанных материалов.
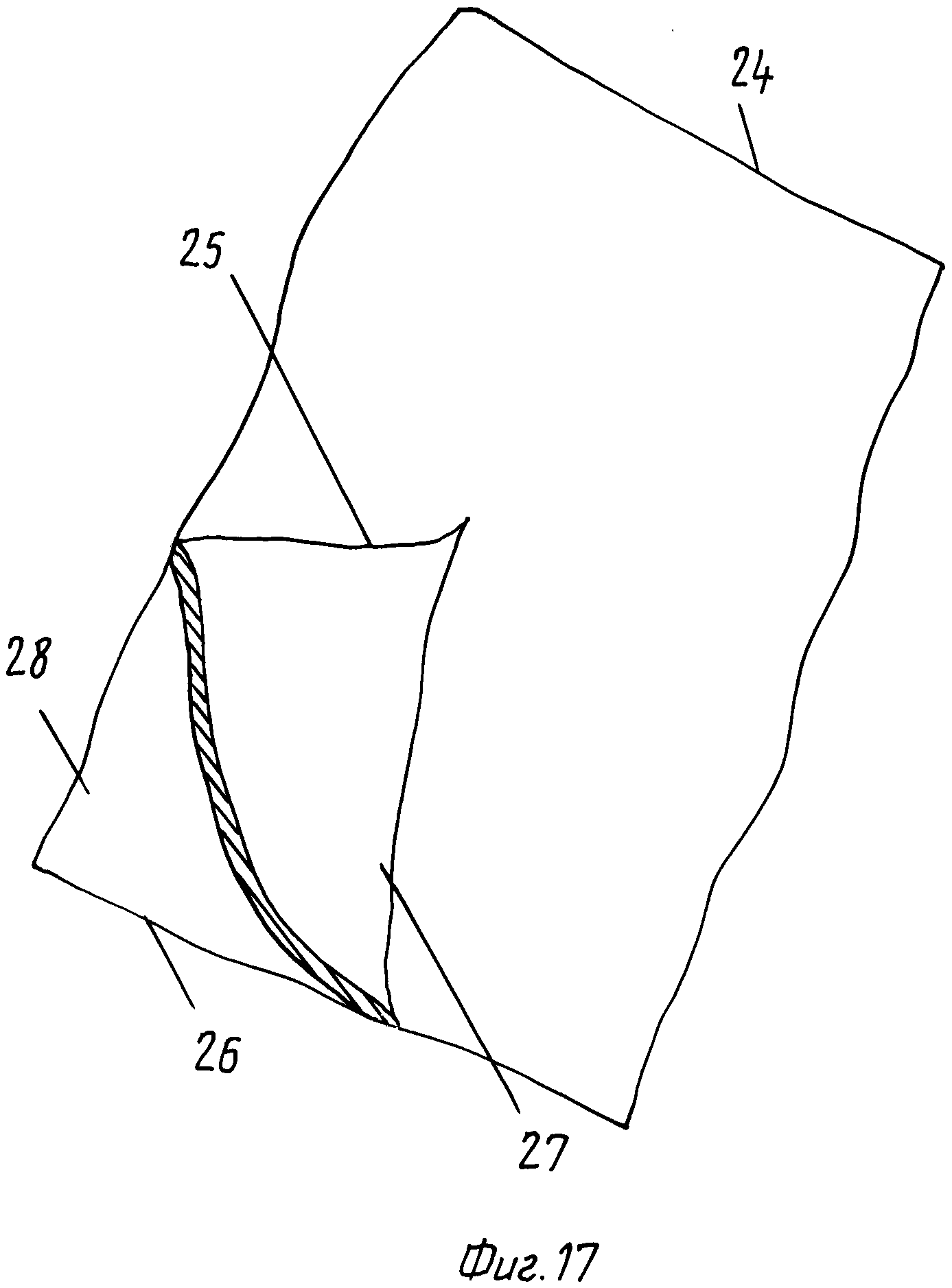
При альтернативном применении процесса гидравлического усиления согласно изобретению слои ткани посредством гидравлического воздействия сцепляются в единую композитную ткань. На фиг.17 представлена композитная фланелевая ткань 24, включающая в себя слои 25, 26. Гидравлическое сцепление слоев вначале осуществляется приданием ворсистости противоположным поверхностям 27, 28 каждого из слоев для подъема волокон поверхности. Затем противоположные поверхности 27, 28 располагаются с перекрытием и обрабатываются на линии обработки согласно изобретению. См. фиг.1 и 16. Усиление слоев 25, 26 приводит к спутыванию волокон в ворсистых поверхностях и сцеплению слоев для образования единой композитной ткани 24. Наружные поверхности также усиливаются посредством процесса, что приводится к улучшению поверхности и качества композитной ткани.
Ворсистые поверхности обеспечиваются посредством использования обычных механических устройств для придания ворсистости. Такое устройство включает в себя цилиндры, покрытые металлическими заострениями или ворсовальными шишками, которые производят обдирку поверхностей ткани.
Композитная ткань 24 преимущественно изготавливается без необходимости в обычных клеящих составах для слоев. В результате композитная ткань вентилируется и имеет улучшенные визуальные характеристики, полученные в случае известных слоистых композитов. Понятно, что такие композитные ткани имеют разнообразное применение в этой отрасли, например, для одежды и обуви.
Оптимальное усиление (в однослойных или многослойных тканях) представляет собой функцию энергии. Предпочтительные результаты получаются при уровнях энергии, приблизительно составляющих 0, 46 л.с.ч/фунт. Энергетические требования, безусловно, будут изменяться для различных тканей в зависимости от условий процесса, необходимых для достижения оптимальных энергетических уровней. Вообще говоря, для получения предпочтительных энергетических уровней могут быть изменены скорость процесса, конфигурация сопел и расстояние между ними.
Усиленные ткани согласно изобретению предпочтительно изготавливаются из пряжи, включающей в себя волокна, имеющие денье и длины, находящиеся в диапазонах соответственно 0,3-10 и 0,5-6,0 дюймов (1,27-15,23 см), а также плотность пряжи 0, 55-8,05. Оптимальное усиление достигается в ткани, имеющей денье волокон в диапазоне 0,5-6, штапельное волокно 0,5-6,0 дюймов (1,27-15,24 см) и плотность пряжи в диапазоне 0, 5-50. Предпочтительные системы прядения, применяемые в случае тканей согласно изобретению, включают в себя хлопчатобумажную пряжу, оберточную пряжу и шерстяную пряжу. Эксперименты показывают, что предпочтительные результаты усиления получаются в тканях, для которых характерны невысокие величины денье, волокна малой длины, а также слабо скрученную пряжу.
Можно считать, что изобретение обеспечивает прогресс в этой отрасли, если признать, что может быть получено превосходное усиление ткани при контролируемых условиях процесса и энергетических уровнях. До настоящего времени в этой отрасли не были выявлены преимущества гидравлического усиления, а также степень, до которой может быть применено гидроусиление с целью повышения качества ткани. Следует подчеркнуть, что результаты, достигнутые в изобретении, отражают значительный и неожиданный вклад в эту отрасль.
В свете приведенного выше содержания возможен ряд модификаций. Например, хотя в случае предпочтительных процессов и устройства применяются проницаемые опорные элементы, в объем изобретения входят и непористые опорные элементы. Аналогично этому, фиг.1 и 16 иллюстрируют линии ведения процесса соответственно с двумя и четырьмя стадиями усиления. Системы, которые могут быть применены в изобретении, включают в себя один или более модулей, имеющей плоский, барабанный или другой опорный элемент.
Процесс согласно изобретению может широко применяться для производства большого разнообразия усиленных тканей. Поэтому примеры не предназначены для ограничения изобретения.
Наконец, хотя в раскрытом процессе усиления для выпуска столбчатых струй и создания жидкостной завесы применяются отверстия, для этой цели могут быть применены и другие устройства.
Реферат
Сущность изобретения: устройство и взаимосвязанный с ним процесс для усиления тканых и вязаных материалов посредством использования динамического воздействия жидкостей, которые спутывают нити ткани и приводят к их выцвечиванию. Применяется двуступенчатый процесс усилия, при котором верхняя и нижняя стороны ткани соответствующим образом удерживаются на элементах и подвергаются динамическому воздействию жидкой завесы, включающей в себя струи под высоким давлением. При управляемом процессе и использовании опорных элементов, имеющих открытые зоны, которые выстроены в отведенном положении по отношению к линии ведения процесса, создаются ткани, имеющие однородную отделку и улучшенные характеристики, включая изнашиваемость кромок, использование в качестве драпировки, стабильность, стойкость к истиранию, вес и толщину ткани. 3 с. и 2 з.п. ф-лы, 17 ил. 16 табл.
Формула
3. Материал по п.1, отличающийся тем, что он включает в себя полиэфирное волокно в 2 денье и 4,8 см, хлопчатобумажную пряжу с открытым концом с номером пряжи порядка 17 S и плотностью порядка 19,29 х 9,06 на 1 см, при этом гидравлическое усиление приводит к уменьшению воздухопроницаемости ткани на 48%
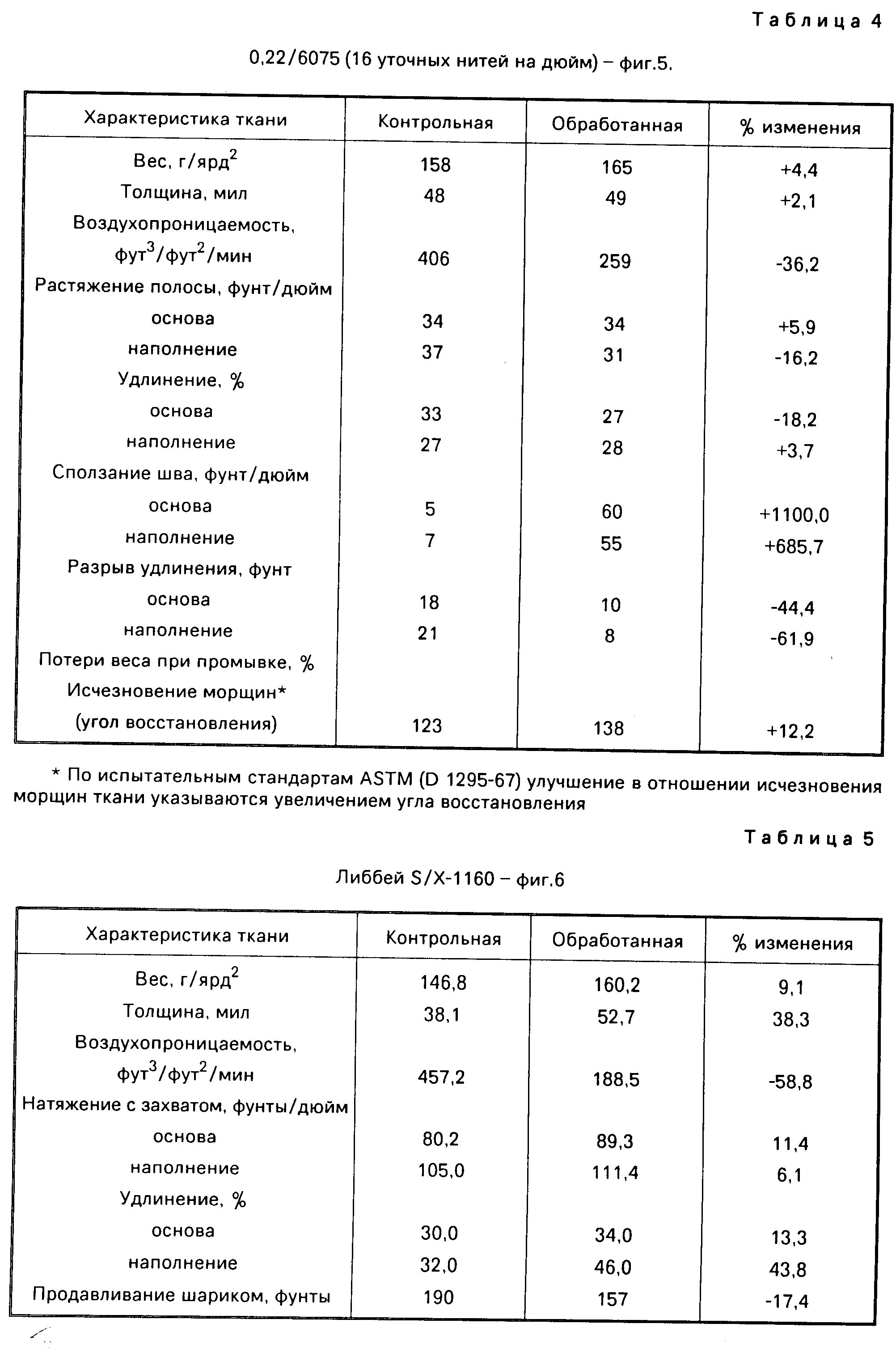
4. Материал по п.1, отличающийся тем, что он включает в себя хлопчатобумажную пряжу основы с открытым концом, имеющую волокно в 3 денье и 3,81 см, причем пряжа имеет номер пряжи порядка 9 S, 11,02 концов на 1 см, шерстяную крученую наполнительную пряжу с открытым концом с номером пряжи порядка 4 S, 6, 3 уточных нитей на 1 см, с акриловым волокном в 3 денье и 7,62 см, при этом гидравлическое усилие приводит к уменьшению воздухопроницаемости ткани на 36%
5. Материал по п.1, отличающийся тем, что он представляет собой оберточную крученую ткань, включающую акриловое волокно в 3 денье и 7,62 см, оберточную пряжу в 100 денье из текстурированной полиэфирной нити с номером пряжи порядка 4 S и плотностью порядка 5,5 х 6,30 на 1 см, при этом гидравлическое усиление приводит к уменьшению воздухопроводимости ткани на 65%
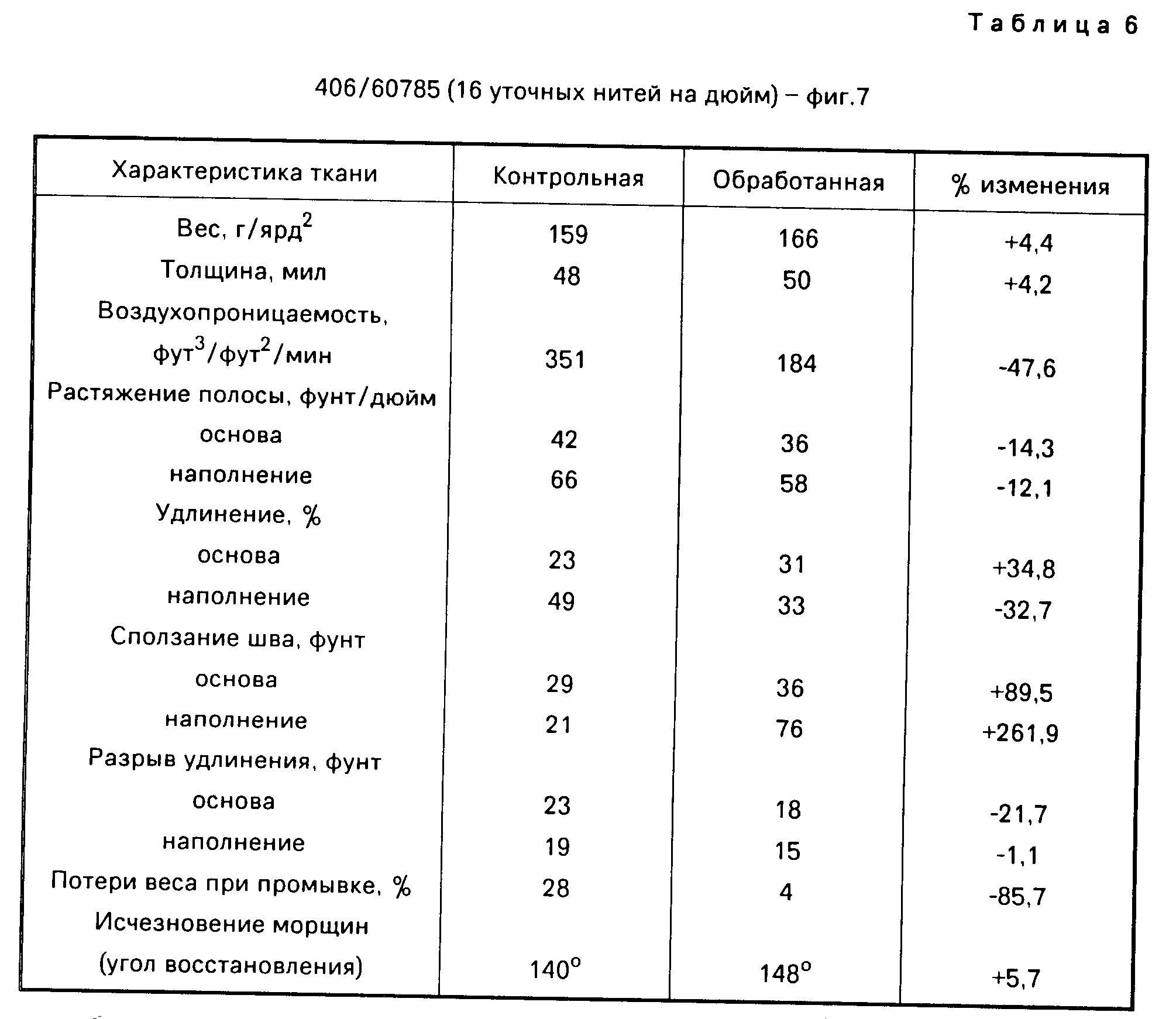
6. Материал по п.1, отличающийся тем, что он включает в себя пряжу из хлопчатобумажной основы с открытыми концами, с номером пряжи порядка 9 S, с 11, 02 концами на 1 см, с акриловым волокном в 3 денье и 3,81 см, и полую оберточную наполнительную пряжу с 2,36 кручениями на 1 см, с номером пряжи порядка 4 S, 6,30 уточными нитями на 1 см, с акриловым волокном в 3 денье и 7,62 см для обеспечения при гидравлическом усилении уменьшения воздухопроницаемости ткани на 48%
7. Материал по п.1, отличающийся тем, что он включает в себя пряжу из шерстяной основы с открытыми концами, с номером пряжи порядка 4 S, 5,51 концами на 1 см, с волокном в 3 денье и 3,81 см и шерстяную наполнительную пряжу с открытыми концами, с номером пряжи порядка 2,6 S, 6,30 уточными нитями на 1 см и с волокном в 3 денье и 7,62 см, при этом гидравлическое усиление приводит к уменьшению воздухопроницаемости ткани на 48%
8. Материал по п.1, отличающийся тем, что он включает в себя 80% шерсти, 20% нейлона в твидовом ткацком переплетении 2 х 1, при этом гидравлическое усилие ткани приводит к уменьшению воздухопроницаемости ткани на 49,5%
9. Материал по п.1, отличающийся тем, что он содержит 53% полиэфира (47% хлопка) и включает в себя твидовое ткацкое переплетение 3 х 1 при плотности ткани 47 концов/см х 14,9 уточных нитей/см, при этом гидравлическое усиление ткани приводит к уменьшению воздухопроницаемости ткани на 50,6%
10. Материал по п.1, отличающийся тем, что он представляет собой ткань с двойной вязкой, состоящей из 50% полиэфира (50% хлопка) и включающей в себя оберточную крученую пряжу с полиэфирной оберткой в 100 денье, при этом гидравлическое усиление ткани приводит к уменьшению воздухопроницаемости ткани приблизительно на 16%
11. Способ получения равномерно усиленного тканого или вязаного текстильного материала, заключающийся в удержании на опорном элементе материала и пересечении материала непрерывной жидкостной завесой, отличающийся тем, что, с целью улучшения эстетических и функциональных характеристик материала, пересечение материала непрерывной жидкостной завесой осуществляют за время, достаточное для обеспечения спутывания нитей в точках их пересечения, при этом динамическое воздействие жидкостной завесой обеспечивают с энергией 5,733 · 105 11,466 · 106 Дж/кг.
Комментарии