Листовой основной материал из армирующего волокна, заготовка и формованный продукт из армированной волокном смолы - RU2719817C2
Код документа: RU2719817C2
Чертежи















Описание
Область техники, к которой относится изобретение
[0001]
Настоящее изобретение относится к листовому основному материалу из армирующего волокна, который используется в качестве основного материала формованного продукта из армированной волокном смолы, к заготовке, использующей листовой основной материал из армирующего волокна, и к формованному продукту из армированной волокном смолы.
Уровень техники
[0002]
Армированные волокном пластмассы (FRP), особенно армированные углеродным волокном пластмассы (CFRP), использующие углеродные волокна, обладают малым весом и имеют превосходные механические свойства, такие как прочность и жесткость. Соответственно, в последнее время расширяется применение армированных волокном пластмассовых элементов для транспортного оборудования.
[0003]
Литьевое прессование пластмасс (RTM) привлекло внимание, и его применение было расширено в качестве способа изготовления формованного продукта из армированной волокном смолы. RTM использует армирующие волокна в форме непрерывных волокон, так что изготовленный формованный продукт из армированной волокном смолы имеет высокие механические свойства, такие как жесткость и прочность. RTM позволяет формовать формованный продукт из армированной волокном смолы за более короткое время и имеет более высокую производительность по сравнению с обычным способом формования армированного волокном полимерного элемента с использованием автоклава.
[0004]
RTM обычно использует либо (i) тканевый основной материал из пучков армирующих волокон, тканых ординарным переплетением, саржевым переплетением и т.п., либо (ii) неизвитый основной материал, в котором пучки армирующих волокон выстраиваются и укладываются параллельно, а также соединяются сшиванием с использованием вспомогательной нити или с помощью другой методики для поддержания формы. Эти тканевый основной материал и неизвитый основной материал конфигурируются как основной материал из армирующего волокна, который производится заранее так, чтобы он был непрерывным в продольном направлении и имел фиксированную ширину и фиксированный вес на единицу площади.
[0005]
Раскроенные основные материалы вырезаются из материала на основе армирующего волокна с использованием различных выкроек в соответствии с формой и физическими свойствами желаемого формованного продукта из армированной волокном смолы. Выкройка в основном имеет форму развернутой на плоскости формы формуемого продукта из армированной волокном смолы. Множество раскроенных основных материалов располагается и укладывается так, чтобы соответствующие раскроенные основные материалы имели ориентации армирующих волокон в предопределенных направлениях, а также имели предопределенное количество армирующих волокон.
[0006]
Когда желаемый формованный продукт из армированной волокном смолы имеет пространственную форму, слоистое тело формируется приблизительно в ту же самую форму, что и форма формованного продукта из армированной волокном смолы, с использованием предварительной формы. В этом процессе заготовка производится путем фиксации формы с использованием связующего вещества и т.п., наносимого на основной материал из армирующего волокна. Затем заготовка помещается в форму. После того, как форма закрывается, жидкая смола, такая как эпоксидная смола, вводится в форму таким образом, чтобы заготовка пропиталась смолой, а затем смола отверждается. Это приводит к получению формованного продукта из армированной волокном смолы.
[0007]
Этот способ содержит вырезание раскроенных основных материалов, имеющих предопределенные формы, из основного материала из армирующего волокна, который имеет фиксированную ширину и является непрерывным в продольном направлении. Ненужные части основного материала из армирующего волокна, которые выходят за границы выкроек, не используются. Доля ненужных частей увеличивается, когда форма выкройки не позволяет эффективно вырезать раскроенный основной материал из основного материала из армирующего волокна. Это приводит к значительному уменьшению выхода материала и к увеличению стоимости изготовления элемента.
[0008]
Для того, чтобы решить эту проблему, например, методика Патентного документа 1 располагает и выравнивает множество пучков армирующих волокон в области заданной формы (соответствующей форме выкройки) на листовом основном материале и связывает выровненные пучки армирующих волокон для того, чтобы изготовить основной материал для изготовления заготовки, имеющей форму этой области. Методика Патентного документа 1 не предполагает вырезания раскроенного основного материала в соответствии с заданной выкройкой из подготовленного заранее основного материала из армирующего волокна, а использует армирующие волокна для того, чтобы непосредственно изготовить основной материал из армирующего волокна, имеющий форму, соответствующую форме выкройки. Соответственно, методика Патентного документа 1 не содержит процесс вырезания раскроенного основного материала, и тем самым уменьшает отходы материала.
[0009]
С целью более эффективного использования характеристик формованного продукта из армированной волокном смолы, который обладает малым весом и имеет превосходные механические свойства, прочность и жесткость могут быть частично улучшены в соответствии с требуемыми характеристиками формованного продукта из армированной волокном смолы. Более конкретно, количество армирующих волокон увеличивается в части формованного продукта из армированной волокном смолы. В этом случае обычно используемый способ подразумевает вырезание раскроенного основного материала для упрочнения, имеющего форму упрочняемой области, из подготовленного заранее основного материала из армирующего волокна, имеющего фиксированную ширину и фиксированный вес на единицу площади, и дополнительную укладку раскроенного основного материала для упрочнения на раскроенный основной материал.
[0010]
С целью обеспечения подходящего упрочнения формованного продукта из армированной волокном смолы раскроенный основной материал для упрочнения может потребоваться поместить во внутренний слой многослойного тела основных материалов из армирующего волокна. В случае упрочнения этим способом, раскроенный основной материал для упрочнения вырезается из подготовленного заранее основного материала из армирующего волокна. Остатки после раскроя основного материала являются ненужными. Это приводит к уменьшению выхода материала. Кроме того, раскроенный основной материал для упрочнения обычно имеет меньшую форму относительно формованного продукта из армированной волокном смолы. Операция добавления небольших кусков раскроенного основного материала для упрочнения в процессе укладки раскроенных основных материалов, имеющих развернутую на плоскости форму формованного продукта из армированной волокном смолы, является трудоемкой и снижает производительность. Дополнительно к этому, раскроенный основной материал для упрочнения, который раскладывается частями, с большой вероятностью может сдвинуться во время формования. Это препятствует достижению стабильного качества изготовления.
Список документов
Патентные документы
[0011]
Патентный документ 1: JP 2014-159099A
Сущность изобретения
Техническая проблема
[0012]
Соответственно существует (i) потребность в листовом основном материале из армирующего волокна, который позволял бы сократить отходы и увеличить выход материала в производстве формованного продукта из армированной волокном смолы. Существует (ii) потребность в листовом основном материале из армирующего волокна, который не нуждался бы в нарезке основного материала из армирующего волокна для упрочнения с целью частичного улучшения механических свойств формованного продукта из армированной волокном смолы и тем самым позволял бы увеличить выход материала. Существует (iii) потребность в листовом основном материале из армирующего волокна, который легко помещал бы основной материал из армирующего волокна для упрочнения в заданном положении без позиционного сдвига.
Решение проблемы
[0013]
Для того, чтобы решить по меньшей мере часть описанных выше проблем, настоящее изобретение может быть осуществлено с помощью аспектов, описанных ниже.
(1) Предлагается листовой основной материал из армирующего волокна, выполненный с возможностью поддерживать листовую форму за счет выстраивания и укладки пучков армирующих волокон таким образом, что их продольные направления являются одним идентичным направлением, и ограничения положения смежных пучков армирующих волокон друг относительно друга, причем количество размещаемых армирующих волокон частично увеличивается, и вес размещаемых армирующих волокон на единицу площади является неравномерным в этом листовом основном материале из армирующего волокна.
[0014]
(2) Предлагается листовой основной материал из армирующего волокна, выполненный с возможностью поддерживать листовую форму за счет обеспечения слоя пучков армирующих волокон, выстроенных и уложенных таким образом, что продольные направления армирующих пучков волокон являются одним идентичным направлением, укладывания двух или более таких слоев таким образом, что продольные направления пучков армирующих волокон в соответствующих слоях являются различными направлениями, и скрепления смежных пучков армирующих волокон друг с другом, причем количество размещаемых армирующих волокон частично увеличивается, и вес размещаемых армирующих волокон на единицу площади является неравномерным в этом листовом основном материале из армирующего волокна.
[0015]
(3) Предлагается листовой основной материал из армирующего волокна, описанный в п.(1) или (2), имеющий внешнюю периферийную форму, которая является произвольной формой, определяемой в соответствии с формой формованного продукта из армированной волокном смолы, который использует листовой основной материал из армирующего волокна в качестве армирующих волокон, в котором область, в которой вес размещаемых армирующих волокон является неравномерным, определяется в соответствии с требованиями конструктивного решения формованного продукта из армированной волокном смолы.
[0016]
(4) Предлагается листовой основной материал из армирующего волокна, описанный в п.(1) или (2), имеющий внешнюю периферийную форму, которая является произвольной формой, определяемой в соответствии с формой формованного продукта из армированной волокном смолы, который использует листовой основной материал из армирующего волокна в качестве армирующих волокон, в котором область, в которой вес размещаемых армирующих волокон является неравномерным, является областью, в которой вес размещаемых армирующих волокон уменьшается вместе с трансформацией листового основного материала из армирующего волокна в соответствии с формой формованного продукта из армированной волокном смолы.
[0017]
(5) Предлагается листовой основной материал из армирующего волокна, описанный в любом из пп.(1) - (4), в котором положения смежных пучков армирующих волокон скрепляются друг с другом с помощью связующего полимерного компонента.
[0018]
(6) Предлагается листовой основной материал из армирующего волокна, описанный в любом из пп.(1) - (4), в котором положения смежных пучков армирующих волокон скрепляются друг с другом за счет сшивания вспомогательной нитью.
[0019]
(7) Предлагается заготовка из основного материала из армирующего волокна, которая формируется и фиксируется в пространственной форме путем использования двух или более основных материалов из армирующего волокна, которые включают в себя по меньшей мере один или более листовых основных материалов из армирующего волокна, описанных в любом из пп.(1) - (6), в которой количество размещаемых армирующих волокон частично увеличивается.
[0020]
(8) Предлагается формованный продукт из армированной волокном смолы, который получается путем пропитки матричной смолой заготовки из основного материала из армирующего волокна, описанной в п. (7), в которой количество размещаемых армирующих волокон частично увеличивается, и отверждения матричной смолы.
[0021]
Настоящее изобретение может также быть осуществлено с помощью описанных ниже аспектов.
(1) В соответствии с одним аспектом настоящего изобретения предлагается, листовой основной материал из армирующего волокна, используемый для изготовления формованного продукта из армированной волокном смолы. Листовой основной материал из армирующего волокна содержит первый слой, включающий в себя множество пучков армирующих волокон, которые располагаются таким образом, что их продольные направления являются приблизительно одним идентичным направлением, а также таким образом, что по меньшей мере часть пучков армирующих волокон, которые примыкают друг к другу, являются скрепленными друг с другом. Первый слой включает в себя: первую часть, которая включает в себя множество пучков армирующих волокон; и вторую часть, которая включает в себя множество пучков армирующих волокон и имеет больший вес армирующих волокон на единицу площади, чем в первой части.
Этот аспект позволяет производить формованный продукт из армированной волокном смолы путем использования листового основного материала из армирующего волокна, который заранее конфигурируется так, чтобы он включал в себя часть с большим весом армирующих волокон, без процесса нарезки. Эта конфигурация уменьшает отходы материала в процессе изготовления формованного продукта из армированной волокном смолы. Эта конфигурация также обеспечивает упрочнение формованного продукта из армированной волокном смолы без увеличения отходов материала. Кроме того, эта конфигурация позволяет осуществить упрочнение в точном положении в процессе формования формованного продукта из армированной волокном смолы.
[0022]
(2) Листовой основной материал из армирующего волокна в соответствии с вышеописанным аспектом может дополнительно содержать второй слой, включающий в себя множество пучков армирующих волокон, которые располагаются таким образом, что их продольные направления являются приблизительно одним идентичным направлением, а также таким образом, что по меньшей мере часть пучков армирующих волокон, которые примыкают друг к другу, являются скрепленными друг с другом. Первый слой и второй слой могут быть уложены таким образом, чтобы продольные направления множества пучков армирующих волокон, соответственно включенных в первый слой и во второй слой, отличались друг от друга. По меньшей мере часть пучков армирующих волокон, включенных во второй слой, может быть по меньшей мере частично скреплена с пучками армирующих волокон, включенными в первый слой. Второй слой может включать в себя третью часть, которая располагается по меньшей мере частично в положении, перекрывающемся с первой частью, и включает в себя множество пучков армирующих волокон; а также четвертую часть, которая располагается по меньшей мере частично в положении, перекрывающемся со второй частью, включает в себя множество пучков армирующих волокон и имеет больший вес армирующих волокон на единицу площади, чем в третьей части.
В соответствии с этим аспектом листовой основной материал из армирующего волокна выполнен с возможностью включать в себя множество слоев. Это сокращает количество процессов, выполняемых при укладке листовых основных материалов из армирующего волокна для изготовления формованного продукта из армированной волокном смолы.
[0023]
(3) В листовом основном материале из армирующего волокна в соответствии с вышеупомянутым аспектом первый слой может дополнительно включать в себя первый частичный слой, который обеспечивается в первой части и во второй части и имеет фиксированный вес армирующих волокон на единицу площади; а также второй частичный слой, который не предусматривается в первой части, но предусматривается во второй части и имеет фиксированный вес армирующих волокон на единицу площади.
Этот аспект выполняет операцию с использованием тех же самых пучков армирующих волокон множество раз так, чтобы изготовить первую часть и вторую часть в листовом основном материале из армирующего волокна. Это соответственно облегчает изготовление первой части и второй части.
[0024]
(4) В листовом основном материале из армирующего волокна в соответствии с вышеупомянутым аспектом пучки армирующих волокон во второй части могут быть более толстыми, чем пучки армирующих волокон в первой части.
Этот аспект позволяет увеличить количество армирующих волокон в части листового основного материала из армирующего волокна.
[0025]
(5) В листовом основном материале из армирующего волокна в соответствии с вышеупомянутым аспектом множество пучков армирующих волокон во второй части может быть расположено на более узком интервале, чем интервал множества пучков армирующих волокон, расположенных в первой части.
Этот аспект производит первую часть и вторую часть в листовом основном материале из армирующего волокна путем изменения интервала компоновки пучков армирующих волокон при использовании тех же самых пучков армирующих волокон. Это соответственно облегчает изготовление первой части и второй части.
[0026]
(6) Листовой основной материал из армирующего волокна в соответствии с вышеупомянутым аспектом может иметь внешнюю периферийную форму, которая определяется в соответствии с формой формованного продукта из армированной волокном смолы. Первая часть и вторая часть могут определяться в соответствии с требованиями конструктивного решения формованного продукта из армированной волокном смолы.
Этот аспект увеличивает количество армирующих волокон, размещенных в части листового основного материала из армирующего волокна, в соответствии с требованиями конструктивного решения формованного продукта из армированной волокном смолы.
[0027]
(7) В листовом основном материале из армирующего волокна в соответствии с вышеупомянутым аспектом вторая часть может быть частью, которая формирует область формованного продукта из армированной волокном смолы, имеющую по меньшей мере одно из более высокой прочности и более высокой жесткости, чем прочность или жесткость области, формируемой первой частью.
Этот аспект увеличивает количество армирующих волокон, размещенных в части листового основного материала из армирующего волокна, соответствующего той области формованного продукта из армированной волокном смолы, которая требует высокой прочности или высокой жесткости.
[0028]
(8) Листовой основной материал из армирующего волокна в соответствии с вышеупомянутым аспектом может иметь внешнюю периферийную форму, которая определяется в соответствии с формой формованного продукта из армированной волокном смолы. Вторая часть может быть областью, в которой вес армирующих волокон на единицу площади уменьшается при превращении формуемого листового основного материала из армирующего волокна в соответствии с формой формованного продукта из армированной волокном смолы.
Этот аспект подразумевает предварительное размещение большого количества армирующих волокон в соответствующей части листового основного материала из армирующего волокна для того, чтобы подавить значительное уменьшение веса армирующих волокон на единицу площади в той области, где вес армирующих волокон на единицу площади при превращении формуемого листового основного материала из армирующего волокна уменьшается по сравнению с остальной областью.
[0029]
(9) В листовом основном материале из армирующего волокна в соответствии с вышеупомянутым аспектом вторая часть может быть частью, которая формирует область формованного продукта из армированной волокном смолы, имеющую большую кривизну, чем кривизна области, формируемой первой частью.
Область формованного продукта из армированной волокном смолы, имеющая большую кривизну, является областью, которая будет значительно деформироваться и растягиваться в процессе изготовления формованного продукта из армированной волокном смолы. Эта конфигурация подразумевает предварительное размещение большого количества армирующих волокон в соответствующей части листового основного материала из армирующего волокна для того, чтобы подавить значительное уменьшение веса армирующих волокон на единицу площади в этой области по сравнению с остальной областью.
[0030]
(10) В листовом основном материале из армирующего волокна в соответствии с вышеупомянутым аспектом пучки армирующих волокон, которые примыкают друг к другу, могут быть скреплены друг с другом связующей смолой.
Этот аспект позволяет легко скреплять пучки армирующих волокон, которые находятся близко друг к другу в любом произвольном направлении в листовом основном материале из армирующего волокна.
[0031]
(11) В листовом основном материале из армирующего волокна в соответствии с вышеупомянутым аспектом пучки армирующих волокон, которые примыкают друг к другу, могут прошиваться вспомогательной нитью.
Этот аспект позволяет скреплять пучки армирующих волокон, которые находятся близко друг к другу в любом произвольном направлении в листовом основном материале из армирующего волокна, с помощью подходящей настройки методики прошивки.
[0032]
(12) В листовом основном материале из армирующего волокна в соответствии с вышеупомянутым аспектом пучок армирующих волокон может быть сделан из углеродных волокон.
Листовой основной материал из армирующего волокна в соответствии с этим аспектом обеспечивает изготовление легкого формованного продукта из армированной волокном смолы.
[0033]
(13) В соответствии с другим аспектом настоящего изобретения предлагается заготовка. Эта заготовка содержит два или более основных материала из армирующего волокна, которые включают в себя листовой основной материал из армирующего волокна в соответствии с вышеупомянутым аспектом и которые формуются в пространственную форму и фиксируются в этой пространственной форме.
В соответствии с этим аспектом основной материал из армирующего волокна выполнен с возможностью включения в него множества листовых основных материалов из армирующего волокна. Эта конфигурация сокращает количество процессов, выполняемых при укладке основных материалов из армирующего волокна для изготовления формованного продукта из армированной волокном смолы.
[0034]
(14) В соответствии с другим аспектом настоящего изобретения предлагается формованный продукт из армированной волокном смолы. Этот формованный продукт из армированной волокном смолы содержит заготовку в соответствии с вышеупомянутым аспектом, которая пропитывается отверждаемой матричной смолой.
Этот аспект обеспечивает формованный продукт из армированной волокном смолы, включающий область с увеличенным количеством армирующих волокон, которая обеспечивается с высокой точностью.
[0035]
(15) В соответствии с другим аспектом настоящего изобретения предлагается способ изготовления формованного продукта из армированной волокном смолы с использованием листового основного материала из армирующего волокна. Этот способ содержит формирование единичного слоя. Формирование единичного слоя содержит выстраивание множества пучков армирующих волокон таким образом, что их продольные направления являются приблизительно одним идентичным направлением; и скрепление друг с другом по меньшей мере части пучков армирующих волокон, которые соседствуют друг с другом. Выстраивание множества пучков армирующих волокон содержит соответственно формирование первой части, которая включает в себя множество пучков армирующих волокон; а также формирование второй части, которая включает в себя множество пучков армирующих волокон и имеет больший вес армирующих волокон на единицу площади, чем первая часть.
Этот аспект позволяет производить формованный продукт из армированной волокном смолы путем использования листового основного материала из армирующего волокна, который заранее конфигурируется так, чтобы он включал в себя часть с большим весом армирующих волокон, без процесса нарезки. Эта конфигурация уменьшает отходы материала в процессе изготовления формованного продукта из армированной волокном смолы. Эта конфигурация также обеспечивает упрочнение формованного продукта из армированной волокном смолы без увеличения отходов материала. Кроме того, эта конфигурация позволяет осуществить упрочнение в точном положении в процессе формования формованного продукта из армированной волокном смолы.
[0036]
(16) Способ вышеупомянутого аспекта может дополнительно содержать формирование множества различных единичных слоев путем повторения формирования единичного слоя так, чтобы соответствующие единичные слои имели различные продольные направления множества пучков армирующих волокон; а также создание условий для того, чтобы по меньшей мере часть пучков армирующих волокон, включенных в один единичный слой из множества единичных слоев, и по меньшей мере часть пучков армирующих волокон, включенных в другой единичный слой из множества единичных слоев, были по меньшей мере частично скреплены друг с другом. По меньшей мере в двух единичных слоях из множества единичных слоев соответствующие первые части могут по меньшей мере частично перекрываться друг с другом, и соответствующие вторые части могут по меньшей мере частично перекрываться друг с другом.
В соответствии с этим аспектом листовой основной материал из армирующего волокна выполнен с возможностью включать в себя множество слоев. Это сокращает количество процессов, выполняемых при укладке листовых основных материалов из армирующего волокна для изготовления формованного продукта из армированной волокном смолы.
[0037]
(17) В способе вышеупомянутого аспекта формирование единичного слоя может содержать обеспечение первого частичного слоя, имеющего фиксированный вес армирующих волокон на единицу площади в первой части и во второй части; и не содержать обеспечение второго частичного слоя, имеющего фиксированный вес армирующих волокон на единицу площади в первой части, но содержать обеспечение второго частичного слоя во второй части.
[0038]
(18) В способе вышеупомянутого аспекта формирование второй части может содержать формирование второй части с использованием пучков армирующих волокон, которые являются более толстыми, чем пучки армирующих волокон, используемые для формирования первой части.
[0039]
(19) В способе вышеупомянутого аспекта формирование второй части может содержать расположение множества пучков армирующих волокон в более узком интервале, чем интервал множества пучков армирующих волокон, располагаемых для формирования первой части.
[0040]
(20) Способ вышеупомянутого аспекта может дополнительно содержать определение внешней периферийной формы листового основного материала из армирующего волокна в соответствии с формой формованного продукта из армированной волокном смолы; а также определение первой части и второй части в соответствии с требованиями конструктивного решения формованного продукта из армированной волокном смолы.
[0041]
Способ вышеупомянутого аспекта может дополнительно содержать определение в качестве второй части той части, которая образует область формованного продукта из армированной волокном смолы, имеющую по меньшей мере одно из более высокой прочности и более высокой жесткости, чем прочность или жесткость области, образуемой первой частью.
[0042]
(21) Способ вышеупомянутого аспекта может дополнительно содержать определение внешней периферийной формы листового основного материала из армирующего волокна в соответствии с формой формованного продукта из армированной волокном смолы; а также идентификацию той части листового основного материала из армирующего волокна, в которой вес армирующих волокон на единицу площади уменьшается при преобразовании листового основного материала из армирующего волокна в форму, соответствующую форме формованного продукта из армированной волокном смолы, и определение этой идентифицированной части в качестве второй части.
[0043]
Способ вышеупомянутого аспекта может дополнительно содержать определение в качестве второй части той части, которая образует область формованного продукта из армированной волокном смолы, имеющую большую кривизну, чем кривизна области, образуемой первой частью.
[0044]
(22) В способе вышеупомянутого аспекта пучки армирующих волокон, которые примыкают друг к другу, могут быть скреплены друг с другом путем использования связующей смолы.
[0045]
(23) В способе вышеупомянутого аспекта пучки армирующих волокон, которые примыкают друг к другу, могут быть скреплены друг с другом путем прошивки вспомогательной нитью.
Полезные эффекты изобретения
[0046]
Как было описано выше, в листовом основном материале из армирующего волокна по настоящему изобретению количество размещаемых армирующих волокон заранее увеличивается или уменьшается в требуемой части. Это приводит к неравномерному весу размещаемых армирующих волокон на единицу площади и позволяет легко производить частично укрепленный формованный продукт из армированной волокном смолы без потребности в отдельном производстве армирующего элемента и размещения армирующего элемента в слоистой структуре.
[0047]
Внешняя периферийная форма представляет собой любую произвольную форму, которая определяется в соответствии с формой формованного продукта из армированной волокном смолы. Эта конфигурация подавляет уменьшение выхода материала при нарезке основного материала из армирующего волокна.
[0048]
Дополнительно к этому, когда основной материал из армирующего волокна формуется в форму формованного продукта из армированной волокном смолы, преобразование плоской формы основного материала в пространственную форму может вызвать образование области, в которой количество размещаемых пучков армирующих волокон частично уменьшается. Заблаговременное размещение большего количества пучков армирующих волокон в этой области позволяет производить формованный продукт из армированной волокном смолы, в котором необходимое количество размещаемых армирующих волокон сохраняется даже после преобразования.
Краткое описание чертежей
[0049]
Фиг.1 представляет собой вид сверху, иллюстрирующий листовой основной материал 1a из армирующего волокна в соответствии с одним вариантом осуществления настоящего изобретения;
Фиг.2 представляет собой вид в перспективе, иллюстрирующий один пример устройства 200 размещения пучка армирующих волокон, используемого для изготовления листового основного материала 1a из армирующего волокна;
Фиг.3A представляет собой вид сверху, иллюстрирующий один аспект способа скрепления положений смежных пучков 2 армирующих волокон друг с другом в листовом основном материале 1 из армирующего волокна;
Фиг.3B представляет собой вид в разрезе, иллюстрирующий структуру листового основного материала 1 из армирующего волокна, скрепленного с помощью способа скрепления, показанного на Фиг.3A;
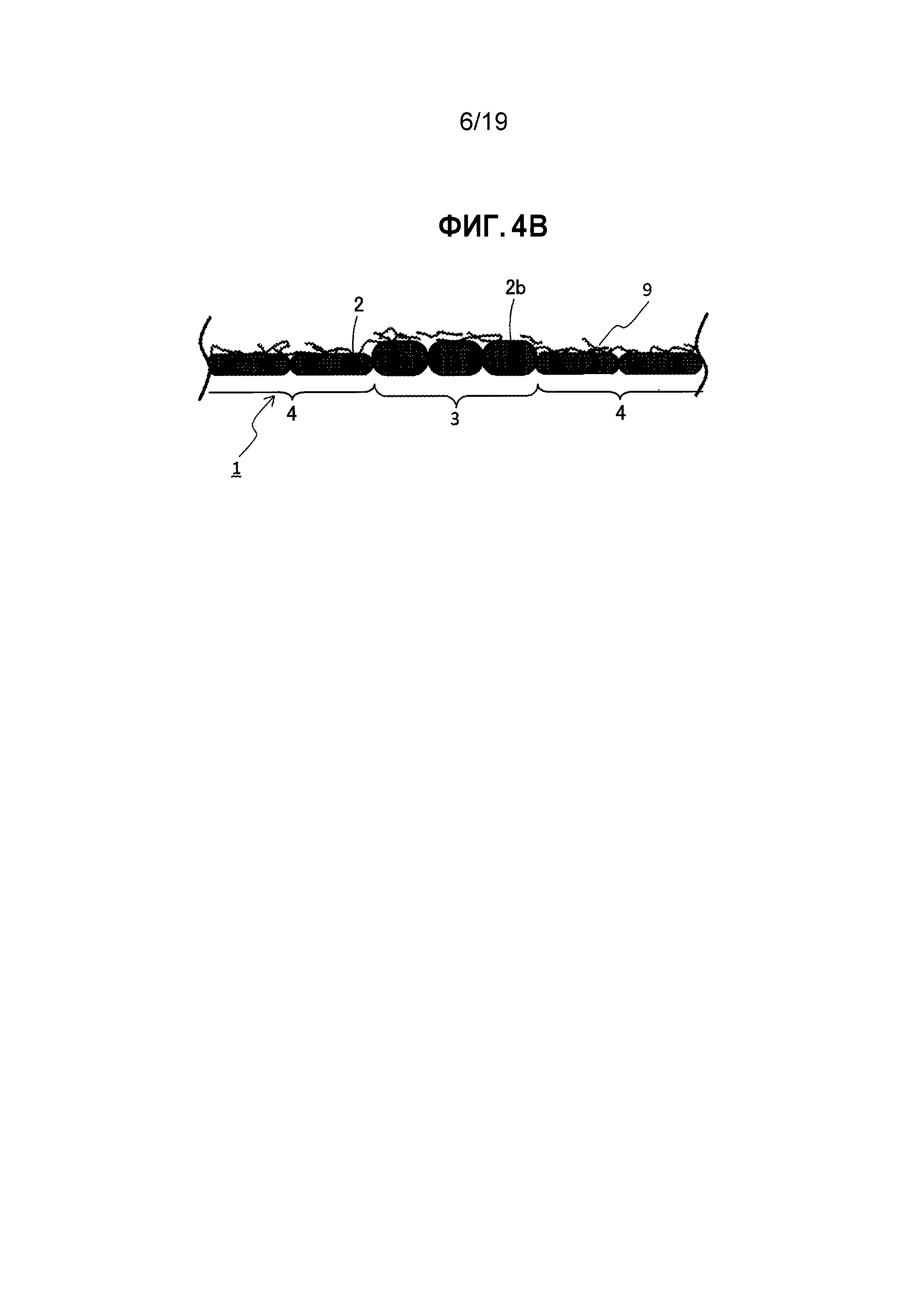
Фиг.4A представляет собой вид сверху, иллюстрирующий другой аспект способа скрепления положений смежных пучков 2 армирующих волокон в листовом основном материале 1 из армирующего волокна;
Фиг.4B представляет собой вид в разрезе, иллюстрирующий структуру листового основного материала 1 из армирующего волокна, скрепленного с помощью способа скрепления, показанного на Фиг.4A;
Фиг.5A представляет собой вид сверху, иллюстрирующий другой аспект способа скрепления положений смежных пучков 2 армирующих волокон в листовом основном материале 1 из армирующего волокна;
Фиг.5B представляет собой вид в разрезе, иллюстрирующий структуру листового основного материала 1 из армирующего волокна, скрепленного с помощью способа скрепления, показанного на Фиг.5A;
Фиг.6A представляет собой вид сверху, иллюстрирующий другой аспект способа скрепления положений смежных пучков 2 армирующих волокон в листовом основном материале 1 из армирующего волокна;
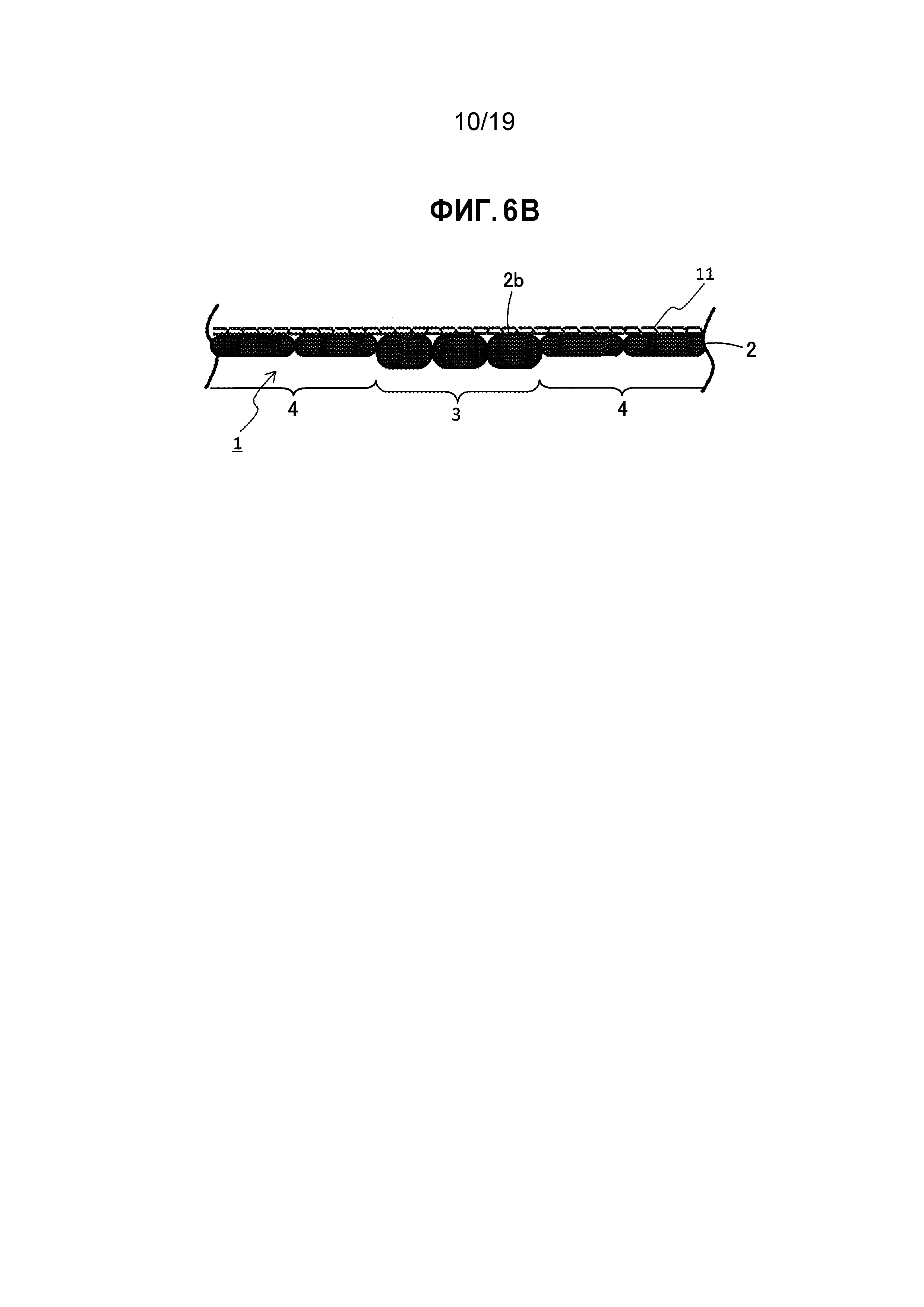
Фиг.6B представляет собой вид в разрезе, иллюстрирующий структуру листового основного материала 1 из армирующего волокна, скрепленного с помощью способа скрепления, показанного на Фиг.6A;
Фиг.7 представляет собой вид в разрезе, иллюстрирующий один аспект способа частичного увеличения количества армирующих волокон в листовом основном материале из армирующего волокна;
Фиг.8 представляет собой вид в разрезе, иллюстрирующий другой аспект способа частичного увеличения количества армирующих волокон в листовом основном материале из армирующего волокна;
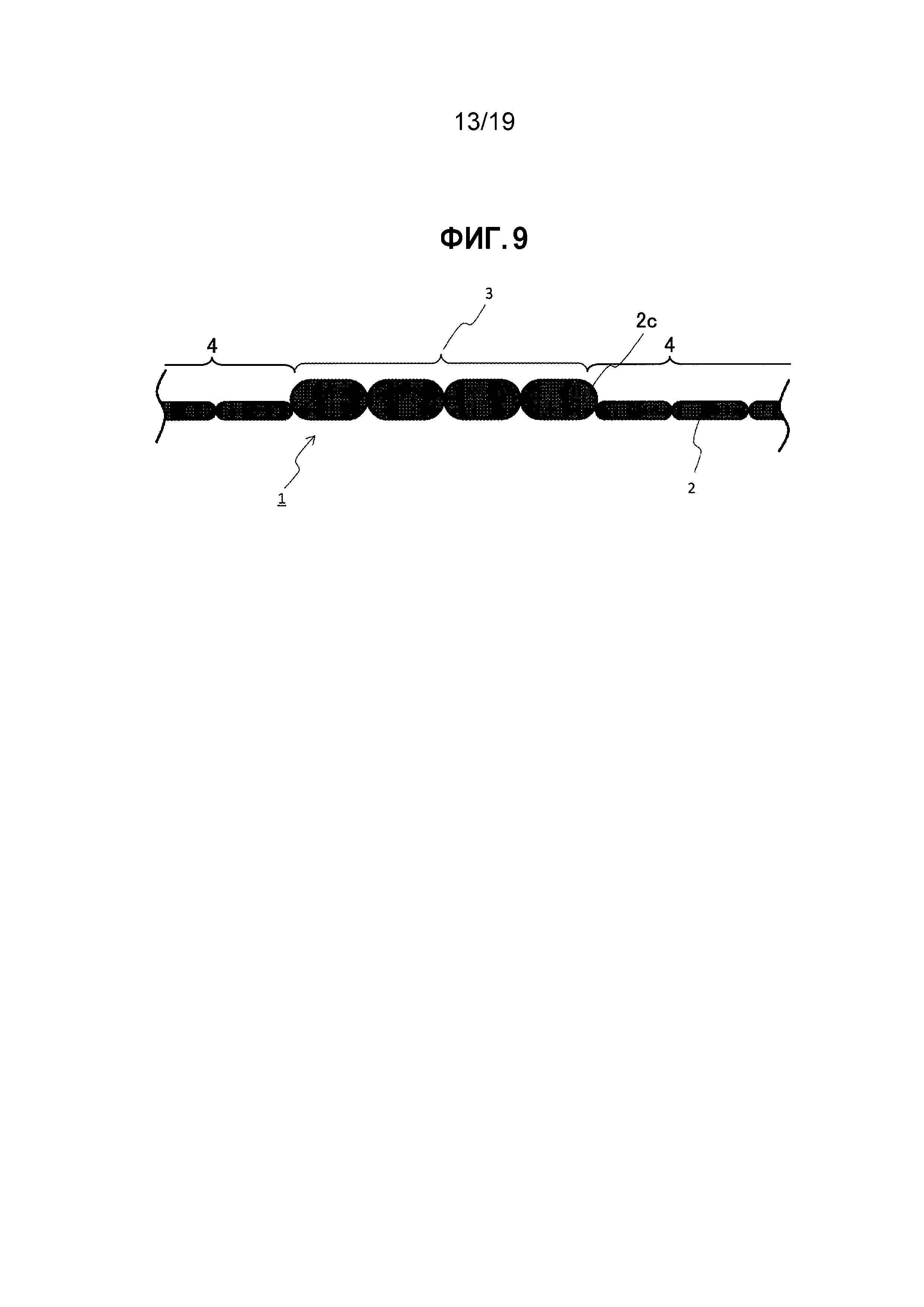
Фиг.9 представляет собой вид в разрезе, иллюстрирующий другой аспект способа частичного увеличения количества армирующих волокон в листовом основном материале из армирующего волокна;
Фиг.10 представляет собой блок-схему, показывающую процесс изготовления формованного продукта из армированной волокном смолы;
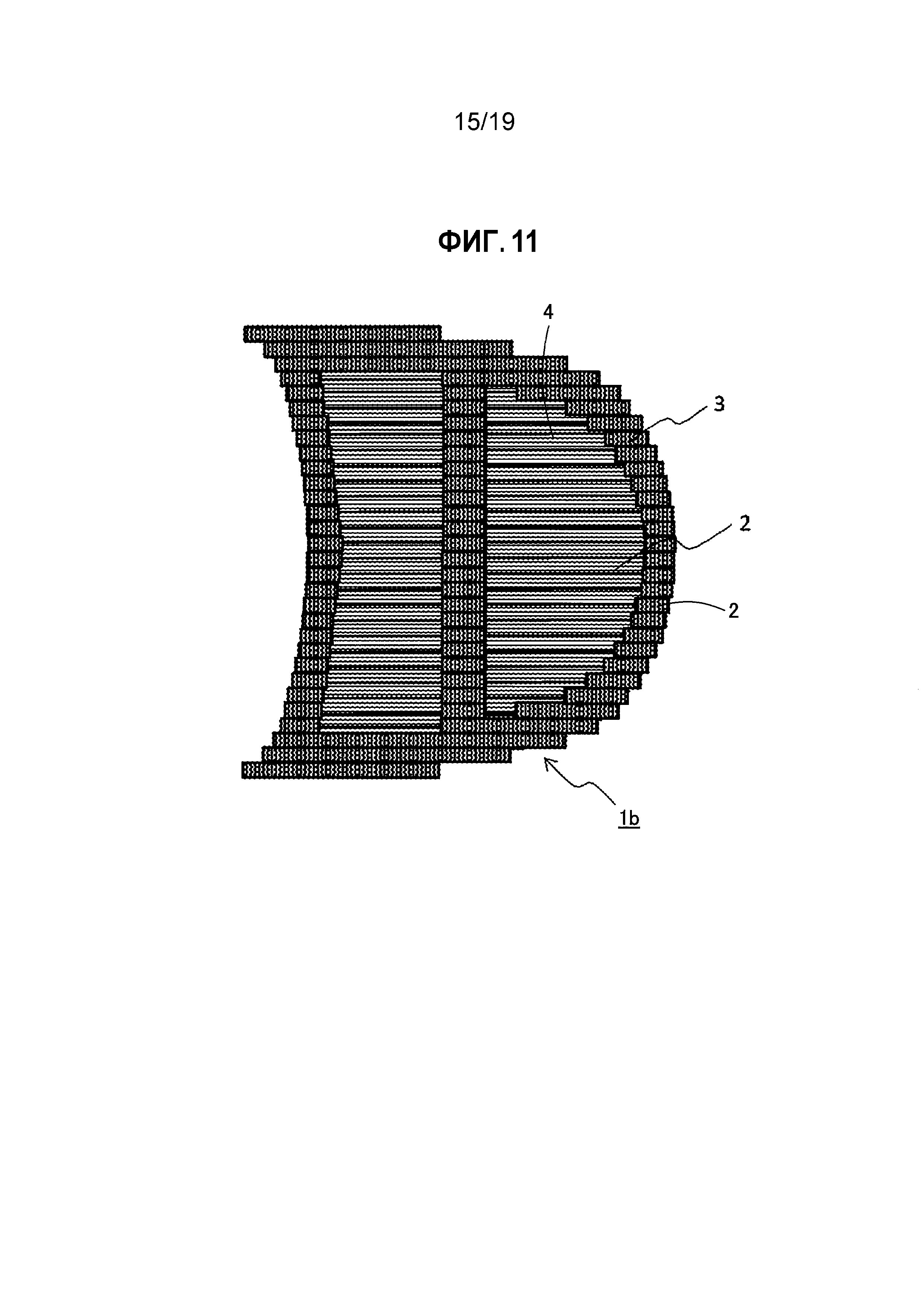
Фиг.11 представляет собой вид сверху, иллюстрирующий листовой основной материал 1b из армирующего волокна в соответствии с одним вариантом осуществления настоящего изобретения;
Фиг.12 представляет собой вид сверху, иллюстрирующий листовой основной материал 1c из армирующего волокна в соответствии с одним вариантом осуществления настоящего изобретения;
Фиг.13 представляет собой концептуальную схему, иллюстрирующую процесс укладки основных материалов из армирующего волокна для изготовления слоеного тела из основных материалов 6 из армирующего волокна;
Фиг.14 представляет собой вид в перспективе, иллюстрирующий слоеное тело из основных материалов 6 из армирующего волокна; и
Фиг.15 представляет собой концептуальную схему, иллюстрирующую один способ изготовления слоеного тела из основных материалов 6С из армирующего волокна в соответствии с одним сравнительным примером.
Описание вариантов осуществления
[0050]
А. Конфигурация листового основного материала из армирующего волокна
Фиг.1 иллюстрирует листовой основной материал 1a из армирующего волокна в соответствии с одним вариантом осуществления настоящего изобретения. В листовом основном материале 1a из армирующего волокна в соответствии с вариантом осуществления настоящего изобретения пучки 2 армирующих волокон выстраиваются и укладываются таким образом, что их продольные направления Ld являются по существу одним и тем же направлением. В результате листовой основной материал 1a из армирующего волокна обеспечивает листовую форму за счет выстроенных и уложенных пучков 2 армирующих волокон.
[0051]
Используемый пучок 2 армирующих волокон особенно не ограничивается и может быть любым пучком армирующих волокон, который может использоваться в качестве армирующих волокон армированной волокном смолы. Например, для пучка 2 армирующих волокон могут использоваться углеродные волокна или стекловолокно. Использование углеродных волокон является особенно предпочтительным, поскольку оно дает армированный волокном полимерный элемент, обладающий малым весом и превосходными механическими свойствами. Несколько различных пучков армирующих волокон из различных материалов или различных разновидностей могут использоваться в комбинации.
[0052]
Фиг.2 представляет собой вид в перспективе, иллюстрирующий один пример устройства 200 размещения пучка армирующих волокон, используемого для изготовления листового основного материала 1a из армирующего волокна. Устройство 200 размещения пучка армирующих волокон включает в себя стол 205 для укладки, который является подвижным в направлении оси X и выполнен с возможностью поддерживать пучки армирующих волокон, а также головку 210, которая выполнена с возможностью укладывать пучки армирующих волокон на стол 205 для укладки. Головка 210 является подвижной относительно стола 205 для укладки в направлении оси Y и в направлении оси Z. Направление оси X, направление оси Y и направление оси Z являются ортогональными друг к другу.
[0053]
Эта конфигурация позволяет головке 210 помещать пучок армирующих волокон в произвольное положение на столе 205 для укладки и отрезать поданный пучок армирующих волокон в произвольном положении на столе 205 для укладки. Направление оси Y идентично направлению подачи пучка армирующих волокон. В результате пучки армирующих волокон выстраиваются и укладываются в направлении оси Y на столе 205 для укладки.
[0054]
Пучки 2 армирующих волокон выстраиваются в листовую форму, например, с помощью устройства 200 размещения пучка армирующих волокон, которое выполнено с возможностью вытягивания пучков 2 армирующих волокон в одном направлении и расположения пучков 2 армирующих волокон на столе 205 для укладки, как показано на Фиг.2. Фиг.2 иллюстрирует устройство, выполненное с возможностью выстраивания и укладки пучков 2 армирующих волокон в одном направлении. Также может использоваться устройство, выполненное с возможностью расположения пучков армирующих волокон в любом произвольном направлении. Для того, чтобы изготовить листовой основной материал из армирующего волокна с низкими затратами, желательно использовать недорогое и высокоскоростное оборудование с простой конфигурацией. Листовой основной материал из армирующего волокна может быть изготовлен более эффективно путем одновременного вытягивания и укладки множества пучков 2 армирующих волокон.
[0055]
Соответствующие концы соответствующих выстраиваемых пучков 2 армирующих волокон обрезаются в заданных положениях. В результате выстраиваемые пучки 2 армирующих волокон формируют лист, имеющий в целом заданную внешнюю периферийную форму. Эта внешняя периферийная форма определяется в соответствии с конфигурацией целевого формованного продукта из армированной волокном смолы. Внешняя периферийная форма выстраиваемых пучков 2 армирующих волокон в принципе является развернутой на плоскости пространственной формой формованного продукта из армированной волокном смолы. С точки зрения улучшения качества продукта и выхода материала, предпочтительно слегка модифицировать просто развернутую на плоскости форму, принимая во внимание поведение соответствующих частей листа в процессе преобразования листового основного материала из армирующего волокна в пространственную форму.
[0056]
По меньшей мере смежные пучки 2 армирующих волокон скрепляются в своих соответствующих положениях так, чтобы выстроенные пучки 2 армирующих волокон сохраняли листовую форму. Способ скрепления пучков 2 армирующих волокон особо не ограничивается, но может представлять собой связывание с помощью связующего вещества из полимерного компонента. Термин «скреплять» в данном описании включает в себя такое состояние, в котором смещения соответствующих положений по существу невозможны, а также такое состояние, в котором смещения соответствующих положений возможны в предопределенном диапазоне.
[0057]
Фиг.3A представляет собой вид сверху, иллюстрирующий один аспект способа скрепления положений смежных пучков 2 армирующих волокон в листовом основном материале 1 из армирующего волокна. Фиг.3B представляет собой вид в разрезе, иллюстрирующий структуру листового основного материала 1 из армирующего волокна, скрепленного с помощью способа скрепления, показанного на Фиг.3A. Фиг.3A - 6B иллюстрируют структуры, применимые к различным листовым основным материалам из армирующего волокна, в дополнение к листовому основному материалу 1a из армирующего волокна, показанному на Фиг.1. Соответственно, на Фиг.3A - 6B листовой основной материал из армирующего волокна обозначается ссылочной позицией «1».
[0058]
Как показано на Фиг.3A и 3B, порошкообразная связующая смола 8 распыляется на выстроенные и уложенные пучки 2 армирующих волокон, плавится путем применения тепла, а затем охлаждается для отверждения. В результате это приводит к связыванию части смежных пучков 2 армирующих волокон друг с другом.
[0059]
На Фиг.3B пучки 2b армирующих волокон располагаются на более узких интервалах, чем другие пучки 2 армирующих волокон, и тем самым имеют в поперечном сечении форму с меньшей шириной и большей толщиной, чем у других пучков 2 армирующих волокон. То же самое относится к Фиг.4B, Фиг.5B и Фиг.6B. В описании пучок 2 армирующих волокон обозначает весь пучок армирующих волокон, включая пучок 2b армирующих волокон, а также пучок армирующих волокон, имеющий в поперечном сечении форму с большей шириной и меньшей толщиной, чем у пучка 2b армирующих волокон.
[0060]
Фиг.4A представляет собой вид сверху, иллюстрирующий другой аспект способа скрепления положений смежных пучков 2 армирующих волокон в листовом основном материале 1 из армирующего волокна. Фиг.4B представляет собой вид в разрезе, иллюстрирующий структуру листового основного материала 1 из армирующего волокна, скрепленного с помощью способа скрепления, показанного на Фиг.4A. Как показано на Фиг.4A и 4B, положения смежных пучков 2 армирующих волокон могут быть скреплены друг с другом путем распыления расплавленной смолы на выстроенные и уложенные пучки 2 армирующих волокон с последующим охлаждением для отверждения смолы в волокнистой форме. Смола, отвержденная в волокнистой форме, показана на Фиг.4A и 4B ссылочной позицией 9.
[0061]
Дополнительно к этому, положения смежных пучков 2 армирующих волокон могут также быть скреплены друг с другом путем выстраивания и укладки пучков 2 армирующих волокон с нанесенным заранее на их поверхность полимерным компонентом, плавления полимерного компонента, а затем отверждения расплавленного полимерного компонента.
[0062]
Фиг.5A представляет собой вид сверху, иллюстрирующий другой аспект способа скрепления положений смежных пучков 2 армирующих волокон в листовом основном материале 1 из армирующего волокна. Фиг.5B представляет собой вид в разрезе, иллюстрирующий структуру листового основного материала 1 из армирующего волокна, скрепленного с помощью способа скрепления, показанного на Фиг.5A. Листовой основной материал 1 из армирующего волокна, показанный на Фиг.5A и 5B, имеет двухслойную структуру, включающую в себя второй слой 1Lb, сформированный на первом слое 1La. Эта конфигурация сокращает количество процессов укладки большого количества листовых основных материалов 1 из армирующего волокна для изготовления формованного продукта из армированной волокном смолы. Количество слоев, из которых состоит листовой основной материал 1 из армирующего волокна, обычно меньше количества укладываемых слоями листовых основных материалов 1 из армирующего волокна. Это позволяет позиционировать соответствующие слои в листовом основном материале 1 из армирующего волокна с высокой точностью. Вышеописанная конфигурация листового основного материала из армирующего волокна улучшает точность положений соответствующих слоев в изготовленном формованном продукте из армированной волокном смолы.
[0063]
Как показано на Фиг.5A и 5B, выстроенные и уложенные пучки 2 армирующих волокон могут быть прошиты вспомогательной нитью 10 для их соединения друг с другом. Материал вспомогательной нити 10 специально не ограничивается, и может быть, например, стекловолокном, полиэфирным волокном или нейлоновым волокном. Тип нити и методика сшивания не ограничиваются, и могут быть любым типом и любой методикой, которые позволяют скрепить положения смежных пучков 2 армирующих волокон друг с другом.
[0064]
Способ соединения пучков 2 армирующих волокон путем прошивки является особенно эффективным для укладки армирующих волокон в два слоя или в большее количество слоев, как показано на Фиг.5B. Конфигурация, показанная на Фиг.5B, осуществляется путем обеспечения слоя армирующих волокон, выстроенных и уложенных таким образом, что продольные направления Ld соответствующих армирующих волокон являются одним идентичным направлением, укладки двух или более таких слоев таким образом, что продольные направления Ld соответствующих пучков 2 армирующих волокон являются различными направлениями, и скрепления положений смежных пучков 2 армирующих волокон и положений перекрывающих их пучков 2 армирующих волокон друг с другом.
[0065]
Изготовление листового основного материала 1 из армирующего волокна, имеющего форму, поддерживаемую за счет скрепления положений смежных пучков 2 армирующих волокон друг с другом, уменьшает вероятность того, что форма изменится в процессе передачи и укладывания слоев листовых основных материалов 1 из армирующего волокна. Это также уменьшает вероятность того, что соответствующие пучки 2 армирующих волокон сдвинутся случайным образом, разрушая основной материал 1 в процессе формования основных материалов 1 в форму формованного продукта из армированной волокном смолы. Это соответственно обеспечивает листовой основной материал 1 из армирующего волокна, который удовлетворяет как требованиям легкого обращения с ним, так и требованиям легкого формования.
[0066]
Чрезмерно слабая сила сцепления пучков 2 армирующих волокон приводит к сложностям в обращении. Чрезмерно прочная сила сцепления пучков 2 армирующих волокон, с другой стороны, является нежелательной, поскольку она отрицательно влияет на преобразование листового основного материала 1 из армирующего волокна в процессе формования листового основного материала 1 из армирующего волокна. Соответственно, предпочтительными являются такая конфигурация и условия скрепления, которые обеспечивают подходящий уровень силы сцепления.
[0067]
В примере, показанном на Фиг.5B, количество армирующих волокон во второй части 3 первого слоя 1La равно количеству армирующих волокон в первой части 4 первого слоя 1La. В соответствии с одной модификацией пучки армирующих волокон могут быть расположены в первом слое 1La таким образом, чтобы количество армирующих волокон во второй части 3 было больше, чем количество армирующих волокон в первой части 4. Для того, чтобы отличить первую часть 4 и вторую часть 3 первого слоя 1La этой модификации от первой части 4 и второй части 3 второго слоя 1Lb, первая часть и вторая часть второго слоя 1Lb могут соответственно называться «третьей частью» и «четвертой частью» в их описании. Третья часть второго слоя 1Lb обеспечивается в диапазоне, перекрывающемся с первой частью 4 первого слоя 1La. Четвертая часть второго слоя 1Lb обеспечивается в диапазоне, перекрывающемся со второй частью 3 первого слоя 1La.
[0068]
Фиг.6A представляет собой вид сверху, иллюстрирующий другой аспект способа скрепления положений смежных пучков 2 армирующих волокон в листовом основном материале 1 из армирующего волокна. Фиг.6B представляет собой вид в разрезе, иллюстрирующий структуру листового основного материала 1 из армирующего волокна, скрепленного с помощью способа скрепления, показанного на Фиг.6A. Как показано на Фиг.6A и 6B, способ связывания подобного ткани материала или сетчатого материала с выстроенными пучками 2 армирующих волокон может использоваться для создания силы сцепления пучков 2 армирующих волокон. В проиллюстрированном примере подобный ткани материал 11 связывается с пучками 2 армирующих волокон.
[0069]
Используемый подобный ткани материал 11 может быть, например, нетканой тканью, тканой тканью или трикотажной тканью. Материал, который связывается с пучками 2 армирующих волокон, может быть любым материалом, который имеет предопределенный размер (площадь) в двумерных направлениях, и который может связываться с выстроенными пучками 2 армирующих волокон. Материал, используемый для подобного ткани материала или сетчатого материала, особенно не ограничивается. Когда для подобного ткани материала или сетчатого материала используется термопластическая смола, она может быть размягчена или расплавлена для создания силы сцепления. Подобный ткани материал или сетчатый материал может быть связан с пучками 2 армирующих волокон с использованием клейкого вещества. Подобный ткани материал или сетчатый материал с малым весом на единицу площади оказывает меньшее влияние на физические свойства формованного продукта из армированной волокном смолы. Подобный ткани материал или сетчатый материал с превосходной способностью к деформации является предпочтительным, поскольку он навряд ли будет ухудшать эффективность формования листового основного материала 1 из армирующего волокна.
[0070]
В способе скрепления пучков 2 армирующих волокон связующим веществом из полимерного компонента (как показано на Фиг.3A - 4B) или в способе скрепления пучков 2 армирующих волокон с использованием термопластичного подобного ткани материала или сетчатого материала (как показано на Фиг.6A и 6B), когда уложенные в стопку листовые основные материалы 1 из армирующего волокна формуются в форму элемента, связующее вещество из полимерного компонента или термопластичный подобный ткани материал или сетчатый материал служит в качестве связующего вещества между слоями для поддержания формы.
[0071]
В листовом основном материале 1 из армирующего волокна в соответствии с вариантом осуществления настоящего изобретения предпочтительно частично увеличивать количество размещаемых армирующих волокон. Часть 3 с частично увеличенным количеством устанавливается в соответствии с той частью, в которой механические свойства, такие как прочность и жесткость, должны быть усилены в соответствии с требованиями конструктивного решения армированного волокном полимерного элемента. Одна конфигурация частичного увеличения количества размещаемых армирующих волокон показана на Фиг.1. На Фиг.1 часть листового основного материала 1a из армирующего волокна, имеющая меньший вес армирующих волокон на единицу площади, определяется как первая часть 4, а часть, имеющая больший вес армирующих волокон на единицу площади, чем первая часть 4, определяется как вторая часть 3.
[0072]
Однако конфигурация частичного увеличения количества размещаемых армирующих волокон не ограничивается конфигурацией, показанной на Фиг.1. Часть листового основного материала 1a из армирующего волокна, которая должна быть усилена, определяется в соответствии с требованиями конструктивного решения элемента и может быть любой из различных частей, таких как периферийная часть, центральная часть или локальная часть. Например, часть листового основного материала 1a из армирующего волокна, которая образует в формованном продукте из армированной волокном смолы область с более высокой прочностью, чем прочность области, образованной первой частью 4 листового основного материала 1a из армирующего волокна, может быть определена как вторая часть 3 листового основного материала 1a из армирующего волокна. Часть листового основного материала 1a из армирующего волокна, которая образует в формованном продукте из армированной волокном смолы область с более высокой жесткостью, чем жесткость области, образованной первой частью 4 листового основного материала 1a из армирующего волокна, может быть определена как вторая часть 3 листового основного материала 1a из армирующего волокна. «Прочность» оценивается как величина нагрузки, которая разрушает часть формованного продукта из армированной волокном смолы, когда эта нагрузка прикладывается к этой части при фиксированных условиях и постепенном увеличении прикладываемой нагрузки. «Жесткость» оценивается как величина деформации части формованного продукта из армированной волокном смолы, когда эта нагрузка прикладывается к этой части при фиксированных условиях.
[0073]
Часть листового основного материала 1a из армирующего волокна, которая образует в формованном продукте из армированной волокном смолы область с большей кривизной, чем кривизна области, образованной первой частью 4 листового основного материала 1a из армирующего волокна, может быть определена как вторая часть 3 листового основного материала 1a из армирующего волокна. В случае изготовления формованного продукта из армированной волокном смолы пространственной формы из листового основного материала 1a из армирующего волокна часть с большей кривизной скорее всего будет значительно деформирована (растянута) в процессе формования. Соответственно эта часть, скорее всего, будет иметь уменьшенную плотность армирующих волокон. Вышеописанная конфигурация уменьшает вероятность того, что плотность армирующих волокон будет уменьшена в части с большей кривизной.
[0074]
Усиленная часть может представлять собой большую часть листовых армирующих волокон. В этом случае можно говорить о том, что количество размещаемых армирующих волокон частично уменьшается, или более конкретно уменьшается в первой части 4 в листовом основном материале из армирующего волокна.
[0075]
Фиг.7 представляет собой вид в разрезе, иллюстрирующий один аспект способа частичного увеличения количества армирующих волокон в листовом основном материале из армирующего волокна. Фиг.7 концептуально иллюстрирует структуру поперечного сечения по линии A-A, показанной на Фиг.1. Чертежи, показанные на Фиг.7-9, не отражают точные размеры соответствующих частей. Фиг.7-9 иллюстрируют структуры, применимые к различным листовым основным материалам из армирующего волокна, в дополнение к листовому основному материалу 1a из армирующего волокна, показанному на Фиг.1. Соответственно, на Фиг.7-9 листовой основной материал из армирующего волокна также обозначается ссылочной позицией «1».
[0076]
Как показано на Фиг.7, способ сужения шага укладки пучков 2b армирующих волокон может использоваться во второй части 3, где количество армирующих волокон должно быть увеличено, в качестве способа частичного увеличения количества размещаемых армирующих волокон. В аспекте, показанном на Фиг.7, вторая часть 3 имеет более узкий интервал пучков 2b армирующих волокон, так что поперечное сечение вторых пучков 2b армирующих волокон имеет меньшую ширину и большую толщину, чем поперечное сечение пучков 2 армирующих волокон в первой части 4.
[0077]
Фиг.8 представляет собой вид в разрезе, иллюстрирующий другой аспект способа частичного увеличения количества армирующих волокон в листовом основном материале из армирующего волокна. Фиг.8 концептуально иллюстрирует структуру поперечного сечения по линии A-A, показанной на Фиг.1. Как показано на Фиг.8, способ укладки пучков 2 армирующих волокон перекрывающимся образом и т.п. может использоваться для увеличения плотности укладки пучков 2 армирующих волокон во второй части 3, где количество армирующих волокон должно быть увеличено. В результате листовой основной материал 1 из армирующего волокна включает в себя первый частичный слой SL1, который обеспечивается как в первой части 4, так и во второй части 3, а также вторые частичные слои SL2, SL2, которые отсутствуют в первой части 4, но обеспечиваются во второй части 3. Первый частичный слой SL1 и второй частичный слой SL2 формируются из тех же самых пучков 2 армирующих волокон и соответственно имеют идентичные фиксированные веса армирующих волокон на единицу площади.
[0078]
Другой доступный способ может расширять шаг укладки пучков 2 армирующих волокон в первой части 4 или может не укладывать пучки 2 армирующих волокон в первой части 4 для того, чтобы обеспечить часть с относительно увеличенным количеством размещаемых армирующих волокон.
[0079]
Фиг.9 представляет собой вид в разрезе, иллюстрирующий другой аспект способа частичного увеличения количества армирующих волокон в листовом основном материале из армирующего волокна. Фиг.9 концептуально иллюстрирует структуру поперечного сечения по линии A-A, показанной на Фиг.1. Как показано на Фиг.9, возможный способ может использовать толстую нить, имеющую большее количество одиночных нитей, включаемых в пучок армирующих волокон, в качестве пучка 2с армирующих волокон, укладываемого во второй части 3, по сравнению с количеством одиночных нитей, включаемых в пучок 2 армирующих волокон, укладываемый в первой части 4.
[0080]
Другой возможный способ может, напротив, использовать тонкую нить, имеющую меньшее количество одиночных нитей, включаемых в пучок армирующих волокон, в качестве пучка армирующих волокон, укладываемого в первой части 4, по сравнению с количеством одиночных нитей, включаемых в пучок армирующих волокон, укладываемый во второй части 3. Два или более способов из способов, описанных выше со ссылкой на Фиг.7-9, могут использоваться в комбинации.
[0081]
В. Изготовление листового основного материала из армирующего волокна
Как показано на Фиг.3A - 4B и Фиг.7-9, листовой основной материал 1 из армирующего волокна в соответствии с вариантом осуществления настоящего изобретения может быть изготовлен путем выстраивания и укладки армирующих волокон таким образом, что их продольные направления Ld являются одним идентичным направлением, и скрепления соответствующих армирующих волокон. Этот листовой основной материал из армирующего волокна включает в себя единственный слой армирующих волокон 1La.
[0082]
Листовой основной материал из армирующего волокна в соответствии с вариантом осуществления настоящего изобретения также может быть изготовлен путем (i) обеспечения слоя армирующих волокон, выстроенных и уложенных таким образом, что продольные направления Ld соответствующих армирующих волокон представляют собой одно идентичное направление, и укладки двух или более из этих слоев таким образом, что продольные направления Ld соответствующих пучков 2 армирующих волокон являются различными направлениями, и (ii) скрепления положений смежных пучков 2 армирующих волокон и положений перекрытия пучков 2 армирующих волокон друг с другом. Одним примером этой конфигурации является первый слой 1La и второй слой 1Lb, имеющие различные направления Ld пучков 2 армирующих волокон, как показано на Фиг.5A и 5B.
[0083]
Термин «смежный» в настоящем документе не ограничивается состоянием, в котором пучки 2 армирующих волокон одного идентичного листового основного материала из армирующего волокна выстраиваются приблизительно параллельно и смежно друг другу, но также включает в себя состояние, в котором пучки армирующих волокон, включенные в два листовых основных материала из армирующего волокна (1La и 1Lb, показанные на Фиг.5B), которые соседствуют друг с другом, являются смежными друг с другом (смежными друг с другом в направлении укладки слоев) в слоистом теле из листовых основных материалов из армирующего волокна. Другими словами, состояние, в котором пучки армирующих волокон являются «смежными друг с другом», обозначает такое отношение между двумя пучками армирующих волокон, в котором нет никакого другого пучка армирующих волокон между этими двумя пучками армирующих волокон.
[0084]
«Перекрывающиеся пучки армирующих волокон» не ограничиваются отношением двух пучков армирующих волокон, которые являются смежными друг с другом в направлении укладки слоев, но также включают в себя отношение трех или более групп пучков армирующих волокон, в котором каждая группа обеспечивается как набор пучков армирующих волокон, смежных в направлении укладки слоев.
[0085]
В этом случае, например, описанные выше способ использования связующей смолы (показанный на Фиг.3A - 4B) или способ прошивки вспомогательной нитью (показанный на Фиг.5A и 5B) могут использоваться в качестве средства скрепления положений смежных пучков армирующих волокон и перекрывающихся пучков армирующих волокон друг с другом.
[0086]
Конфигурация одного листового основного материала из армирующего волокна, получаемая путем укладывания двух или более слоев таким образом, что продольные направления соответствующих пучков 2 армирующих волокон являются различными направлениями (как показано на Фиг.5A и 5B), дает следующие выгодные эффекты. Эта конфигурация сокращает количество операций укладки в процессе укладки множества листовых основных материалов из армирующего волокна для изготовления основного материала из армирующего волокна и дальнейшей укладки основных материалов из армирующего волокна. Пучки 2 армирующих волокон в двух различных направлениях скрепляются друг с другом в одном листовом основном материале из армирующего волокна. Эта конфигурация уменьшает вероятность того, что листовой основной материал из армирующего волокна будет расщеплен, или вероятность того, что положение пучка 2 армирующих волокон сдвинется в процессе формования основного материала из армирующего волокна при производстве заготовки. В результате это обеспечивает более устойчивое поддержание конфигурации основного материала из армирующего волокна.
[0087]
Листовой основной материал из армирующего волокна, имеющий такую многослойную структуру, может быть изготовлен с помощью следующих аспектов. Первый аспект выстраивает и укладывает пучки 2 армирующих волокон в одном направлении, а затем выстраивает и укладывает пучки 2 армирующих волокон в другом направлении на выстроенных в одном направлении пучках 2 армирующих волокон. Первый аспект затем скрепляет положения соответствующих пучков 2 армирующих волокон друг с другом.
[0088]
Второй аспект обеспечивает промежуточный продукт путем выстраивания и укладки пучков 2 армирующих волокон в одном направлении и скрепления положений смежных пучков 2 армирующих волокон друг с другом. Второй аспект затем укладывает друг на друга два или более слоев этого промежуточного продукта и скрепляет положения перекрывающихся пучков 2 армирующих волокон друг с другом путем использования связующего вещества или прошивки для получения листового основного материала из армирующего волокна, имеющего многослойную структуру.
[0089]
Также предпочтительно выполнять следующий процесс при проектировании формованного продукта из армированной волокном смолы. В случае формования в соответствии с формой формованного продукта из армированной волокном смолы положения пучков 2 армирующих волокон, включенных в листовой основной материал из армирующего волокна, могут быть сдвинуты в ходе преобразования из плоской формы в пространственную форму, что может привести к уменьшению количества размещаемых армирующих волокон. Этот процесс заранее идентифицирует ту часть основного материала из армирующего волокна, в которой ожидается уменьшение количества размещаемых армирующих волокон, и размещает большее количество армирующих волокон в той части листового основного материала из армирующего волокна, которая соответствует идентифицированной части основного материала из армирующего волокна, по сравнению с количеством размещаемых армирующих волокон в остальной части (как показано на Фиг.7-9).
[0090]
Когда основной материал из армирующего волокна формуется в форму со значительными выпуклостями и впадинами, количество размещаемых армирующих волокон скорее всего будет уменьшено в части сформованного основного материала из армирующего волокна. Это может привести тому, что заданные механические свойства не будут обеспечены. Выполнение вышеописанного процесса, однако, обеспечивает поддержание требуемого количества размещаемых армирующих волокон после формования, и тем самым гарантирует достижение заданных механических свойств.
[0091]
Заготовка может быть изготовлена путем укладывания друг на друга двух или более листовых основных материалов из армирующего волокна, которые включают в себя по меньшей мере один листовой основной материал из армирующего волокна, обработанный как было описано выше, например, путем формирования основного материала из армирующего волокна, формования этого основного материала из армирующего волокна приблизительно в ту же самую форму, что и у формованного продукта из армированной волокном смолы, и фиксации этой формы.
[0092]
Выполнение этого процесса позволяет легко производить заготовку, в которой необходимое количество армирующих волокон размещается в заданной области, без необходимости в размещении армирующего элемента в многослойном теле с высокой позиционной точностью.
[0093]
Формованный продукт из армированной волокном смолы в соответствии с вариантом осуществления настоящего изобретения формуется путем использования такого листового основного материала из армирующего волокна или заготовки.
Далее со ссылкой на чертежи описывается конкретный способ изготовления формованного продукта из армированной волокном смолы.
[0094]
Фиг.10 представляет собой блок-схему, показывающую один процесс изготовления формованного продукта из армированной волокном смолы. На стадии S10 производится листовой основной материал из армирующего волокна. Более конкретно, на стадии S12 пучки армирующих волокон выстраиваются и укладываются таким образом, что их продольные направления LD являются приблизительно одним и тем же направлением, с использованием устройства 200 размещения пучка армирующих волокон, показанного на Фиг.2. Пучки армирующих волокон выстраиваются так, что путем использования одного или более способов, описанных выше со ссылкой на Фиг.7-9, во второй части 3 размещается большее количество армирующих волокон, чем в первой части 4 (также показанной на Фиг.1).
[0095]
На стадии S12 смежные пучки армирующих волокон затем скрепляются друг с другом с помощью одного или более способов, описанных выше со ссылкой на Фиг.3A - 6B. В результате это обеспечивает, например, единичный слой 1La, формирующий листовой основной материал 1a из армирующего волокна, показанный на Фиг.1.
[0096]
На стадии S10 на Фиг.10 формирование единичного слоя (стадия S12) выполняется один или более раз. Когда формирование единичного слоя выполняется два или более раз, один или более новых единичных слоев формируются в области, перекрывающейся с ранее сформированным единичным слоем 1La. Например, один или более новых единичных слоев формируются в области, которая идентична области ранее сформированного единичного слоя 1La. По меньшей мере один из вновь сформированных единичных слоев включает в себя пучки 2 армирующих волокон с другой укладкой (то есть с ориентацией продольных направлений Ld) по сравнению с укладкой пучков 2 армирующих волокон в ранее сформированном единичном слое 1La. Множество единичных слоев, сформированных на стадии S10, может включать в себя два или более единичных слоев, имеющих ту же самую укладку пучков армирующих волокон.
[0097]
По меньшей мере в двух или более единичных слоях из множества единичных слоев, формируемых путем повторения формирования единичного слоя (стадии S12), вторые части 3, имеющие большее количество армирующих волокон, располагаются так, чтобы они по меньшей мере частично перекрывали друг друга. По меньшей мере в двух или более единичных слоях первые части 4, имеющие меньшее количество армирующих волокон, располагаются так, чтобы они по меньшей мере частично перекрывали друг друга. На проекции множества единичных слоев, включающих в себя первые части 4 и вторые части 3 в направлении укладки слоев, предпочтительно, чтобы области первых частей 4 были идентичны друг другу, и чтобы области вторых частей 3 также были идентичны друг другу в соответствующих единичных слоях.
[0098]
На стадии S10 по меньшей мере часть пучков армирующих волокон, включенных в один единичный слой 1La из множества единичных слоев, формируемых таким образом, и по меньшей мере часть пучков армирующих волокон, включенных в другой единичный слой 1Lb, скрепляются друг с другом по меньшей мере частично (например, как показано на Фиг.5A и 5B). Это дает листовой основной материал 1 из армирующего волокна, включающий в себя один или более единичных слоев.
[0099]
Стадия S10, показанная на Фиг.10, выполняется один или более раз. Когда стадия S10 выполняется два или более раз, по меньшей мере один из вновь сформированных листовых основных материалов из армирующего волокна включает в себя пучки армирующих волокон с другой компоновкой (то есть ориентацией продольных направлений Ld) по сравнению с компоновкой пучков армирующих волокон в ранее сформированном листовом основном материале из армирующего волокна. Множество листовых основных материалов из армирующего волокна, сформированных на стадии S10, может включать в себя два или более листовых основных материала из армирующего волокна, имеющих одну и ту же компоновку пучков армирующих волокон.
[0100]
По меньшей мере в двух или более листовых основных материалах из армирующего волокна из множества листовых основных материалов из армирующего волокна (как показано на Фиг.1, Фиг.11 или Фиг.12), формируемых путем повторения стадии S10, вторые части 3, имеющие большее количество армирующих волокон, располагаются так, чтобы они по меньшей мере частично перекрывали друг друга в уложенных слоями листовых основных материалах из армирующего волокна. По меньшей мере в двух или более листовых основных материалах из армирующего волокна первые части 4, имеющие меньшее количество армирующих волокон, располагаются так, чтобы они по меньшей мере частично перекрывали друг друга в уложенных слоями листовых основных материалах из армирующего волокна.
[0101]
Фиг.11 представляет собой вид сверху, иллюстрирующий листовой основной материал 1b из армирующего волокна в соответствии с одним вариантом осуществления настоящего изобретения. Фиг.12 представляет собой вид сверху, иллюстрирующий листовой основной материал 1с из армирующего волокна в соответствии с одним вариантом осуществления настоящего изобретения. Листовые основные материалы 1b и 1c из армирующего волокна имеют различные направления пучков 2 армирующих волокон по сравнению с листовым основным материалом 1a из армирующего волокна, показанным на Фиг.1. Другие конфигурации листовых основных материалов 1b и 1c из армирующего волокна подобны конфигурации листового основного материала 1a из армирующего волокна. Структуры поперечного сечения листовых основных материалов 1a - 1c из армирующего волокна показаны на Фиг.8. На Фиг.11 и 12 компоненты, подобные показанным на Фиг.1, отмечены теми же самыми ссылочными цифрами. На проекции в направлении укладки слоев соответствующие области первых частей 4 идентичны друг другу, и соответствующие области вторых частей 3 идентичны друг другу в листовых основных материалах 1a - 1c из армирующего волокна.
[0102]
На стадии S20, показанной на Фиг.10, листовые основные материалы из армирующего волокна (показанные на Фиг.1, Фиг.11 или Фиг.12), сформированные на стадии S10, укладываются друг на друга. Это приводит к созданию основного материала из армирующего волокна. Листовой основной материал 1d из армирующего волокна имеет ориентацию пучков 2 армирующих волокон, отличающуюся от листовых основных материалов 1a - 1c из армирующего волокна. Другая конфигурация листового основного материала 1d из армирующего волокна является подобной конфигурации листового основного материала 1a из армирующего волокна. В листовых основных материалах 1a, 1b, 1c и 1d из армирующего волокна вторые части 3 располагаются так, чтобы они перекрывали друг друга. Конкретная область основного материала из армирующего волокна, соответствующая вторым частям 3, соответственно включает в себя большее количество армирующих волокон по сравнению с остальной областью.
[0103]
Когда стадия S10 выполняется только один раз, основной материал из армирующего волокна, изготовленный на стадии S20, равен листовому основному материалу из армирующего волокна, сформированному на стадии S10. Другими словами, в этом случае на стадии S20 не выполняется никакой обработки.
[0104]
Комбинация стадии S10 и стадии S20, показанная на Фиг.10, выполняется один или более раз. Это приводит к производству одного или более основных материалов из армирующего волокна.
[0105]
Фиг.13 представляет собой концептуальную схему, иллюстрирующую процесс укладки основных материалов из армирующего волокна для изготовления слоеного тела из основных материалов 6 из армирующего волокна. В этом проиллюстрированном примере основной материал из армирующего волокна, изготовленный на стадии S20, показанной на Фиг.10, представляет собой любой из листовых основных материалов 1a, 1b, 1c и 1d из армирующего волокна, и укладка листовых основных материалов из армирующего волокна друг на друга не выполняется на стадии S20.
[0106]
На стадии S30, показанной на Фиг.10, как показано на Фиг.13, основные материалы из армирующего волокна (листовые основные материалы 1a, 1b, 1c и 1d из армирующего волокна), изготовленные на стадии S20, укладываются друг на друга. Это приводит к производству слоеного тела из основных материалов 6 из армирующего волокна.
[0107]
Фиг.14 представляет собой вид в перспективе, иллюстрирующий слоеное тело из основных материалов 6 из армирующего волокна. Вторые части 3 располагаются так, чтобы они перекрывали друг друга в листовых основных материалах 1a, 1b, 1c и 1d из армирующего волокна, служащих в качестве основных материалов из армирующего волокна. Конкретная область слоеного тела из основных материалов 6 из армирующего волокна, соответствующая вторым частям 3, соответственно включает в себя большее количество армирующих волокон по сравнению с остальной областью.
[0108]
На стадии S30, показанной на Фиг.10, слоеное тело из основных материалов 6 из армирующего волокна формуется с использованием формы. Более конкретно, слоеное тело из основных материалов 6 из армирующего волокна формуется из плоской формы в трехмерную форму без каких-либо работ по удалению, таких как резка. Форма слоеного тела из основных материалов 6 из армирующего волокна фиксируется затем с помощью связующего вещества. Это приводит к получению заготовки.
[0109]
На стадии S40 эта заготовка помещается в пресс-форму. После того, как пресс-форма закрывается, жидкая смола, такая как эпоксидная смола, впрыскивается в пресс-форму. Эта смола служит в качестве матричной смолы в формованном продукте из армированной волокном смолы, являющемся конечным продуктом.
[0110]
На стадии S50 смола, которой пропитана заготовка, отверждается. Это приводит к производству формованного продукта из армированной волокном смолы. Смола, используемая для фиксации относительных положений армирующих волокон в формованном продукте из армированной волокном смолы, называется «матричной смолой». Матричная смола включает в себя смолы, используемые на стадиях S10, S20 и S40, показанных на Фиг.10, в дополнение к смоле, используемой на стадии S50, показанной на Фиг.10.
[0111]
Фиг.15 представляет собой концептуальную схему, иллюстрирующую один способ изготовления слоеного тела из основных материалов 6С из армирующего волокна в соответствии с одним сравнительным примером. В сравнительном примере выкроенные основные материалы 1p, 1q, 1r и 1s, имеющие приблизительно одинаковые внешние формы, укладываются друг на друга. Для того, чтобы усилить часть формованного продукта из армированной волокном смолы в качестве конечного продукта, выкроенные основные материалы 12p - 12t для упрочнения дополнительно укладываются в соответствии с формами усиливаемых областей. Выкроенные основные материалы 12p - 12t для упрочнения вырезаются из предварительно изготовленного основного материала из армирующего волокна, имеющего фиксированную ширину и фиксированный вес на единицу площади.
[0112]
В этом сравнительном примере выкроенные основные материалы 12p - 12t для упрочнения вырезаются из предварительно изготовленного основного материала из армирующего волокна, имеющего фиксированную ширину и фиксированный вес на единицу площади. Эта конфигурация приводит к образованию неиспользуемой части основного материала и к низкому выходу материала.
[0113]
Однако в листовом основном материале из армирующего волокна в соответствии с вариантом осуществления слой листового основного материала из армирующего волокна, имеющий внешнюю форму, определяемую в соответствии с формой формованного продукта из армированной волокном смолы, и структура, предусмотренная для упрочнения, формируются без процесса резки (как показано на Фиг.2). Эта конфигурация (i) уменьшает отходы материала в производстве формованного продукта из армированной волокном смолы, и (ii) обеспечивает упрочнение формованного продукта из армированной волокном смолы без увеличения отходов материала.
[0114]
После формирования слоистой структуры, включающей в себя первую часть и вторую часть, эти слоистые структуры, имеющие приблизительно одинаковые внешние формы, укладываются друг на друга (как показано на Фиг.13). Эта конфигурация соответственно (iii) уменьшает вероятность того, что положение основного материала из армирующего волокна для упрочнения будет смещено во время формования формованного продукта из армированной волокном смолы.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0115]
Листовой основной материал из армирующего волокна в соответствии с вариантом осуществления настоящего изобретения предпочтительно используется для изготовления формованного продукта из армированной волокном смолы, обладающего малым весом и превосходными механическими свойствами, с высокой эффективностью и высоким качеством.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
[0116]
1, 1a, 1b, 1c, 1d - листовой основной материал из армирующего волокна
1La - единичный слой (первый слой)
1Lb - единичный слой (второй слой)
1p, 1q, 1r, 1s - раскроенный основной материал
2, 2b, 2c - пучок армирующих волокон
3 - вторая часть
4 - первая часть
6 - слоистое тело из основных материалов из армирующего волокна
6С - слоистое тело из основных материалов из армирующего волокна
8 - связующая смола
9 - волокнистая смола
10 - вспомогательная нить
11 - подобный ткани материал
12p - 12t - раскроенный основной материал
200 - устройство для укладки пучка армирующих волокон
205 - укладочный стол
210 - головка
Ld - продольное направление армирующего волокна
SL1 - первый частичный слой
SL2 - второй частичный слой
Реферат
Изобретение относится к области армированных волокном материалов и касается листового основного материала из армирующего волокна, заготовки и формованного продукта из армированной волокном смолы. Материал выполнен с возможностью поддержания листовой формы за счет выстраивания и укладки пучков армирующих волокон таким образом, чтобы их продольные направления представляли собой одно идентичное направление, а также скрепления положений смежных пучков армирующих волокон друг с другом. В листовом основном материале количество размещаемых армирующих волокон частично увеличивается, так что вес размещаемых армирующих волокон на единицу площади является неравномерным. Изобретение обеспечивает создание листового материала из армирующего волокна, который не нуждается в нарезке основного материала из армирующего волокна для упрочнения с целью частичного улучшения механических свойств формованного продукта из армированной волокном смолы, увеличивая выход материала, и который легко помещает основной материал из армирующего волокна для упрочнения в заданном положении без позиционного сдвига. 4 н. и 16 з.п. ф-лы, 15 ил.
Комментарии