Однонаправленный армирующий наполнитель и способ получения однонаправленного армирующего наполнителя - RU2617484C2
Код документа: RU2617484C2
Чертежи

Описание
Область техники
Настоящее изобретение относится к однонаправленному армирующему наполнителю и способу получения однонаправленного армирующего наполнителя. Однонаправленный армирующий наполнитель согласно настоящему изобретению можно применять во всех областях, где обычно используются армирующие наполнители, и, в первую очередь, в тех случаях, когда для распределения пластмассы в литьевой форме применяется либо вакуумная инфузия, либо литьевое прессование (RTM), а также когда необходимо обеспечить высокое качество и прочность конечного изделия. Однонаправленный армирующий наполнитель согласно настоящему изобретению предназначен, прежде всего, для производства ламинатов, из которых производятся полки лонжеронов для лопастей ветроэнергетических установок, деталей автомобилей, небольших судов, различных силовых деталей конструкций и других подобных деталей удлиненной формы.
Предпосылки создания изобретения
Композитные материалы и ламинаты, в которых используются волокнистые наполнители, например, стеклянные, базальтовые, углеродные и арамидные волокна, а также лен, пенька, джут, кенаф и другие натуральные волокна, применяются в производстве, например, деталей ветроэнергетических установок, автомобилей и небольших судов. При этом производство начинается с получения волокнистого армирующего наполнителя с тканой или вязаной структурой однонаправленной или многоосной ориентации. Наполнитель с такой структурой помещается затем в литьевую форму для производства заготовки или конечного изделия. Разумеется, литьевая форма имеет конфигурацию конечного изделия, зачастую весьма сложную. Поэтому армирующий наполнитель, помещаемый в литьевую форму, нужно подвергать основательному формованию. В литьевую форму обычно укладывают несколько (до десяти) слоев армирующего наполнителя один поверх другого, после чего литьевую форму заполняют термореактивной смолой, например, эпоксидной смолой с отвердителем или ненасыщенной полиэфирной смолой либо винилэфирной смолой, чтобы сформировать изделие из композитного материала, армированного волокнами. В качестве смолы используются также термопластичные полимеры, например, полиамид (PА), циклический полибутилентерефталат (CBT) и т.п. Практика показала, что для производства конечных изделий с высокой механической прочностью желательно использовать однонаправленные армирующие наполнители с поперечной укладкой, скрепляемые путем сшивания, так как их можно оптимально ориентировать с учетом нагрузки. Такие однонаправленные армирующие наполнители получают из ровингов или жгутов, которые обычно называют армирующими волокнами.
Однонаправленные армирующие наполнители формируют обычно из однослойных армирующих ровингов. Структура армирующего наполнителя зависит от требуемого значения поверхностной плотности и номинальной линейной плотности ровингов (которая выражается в тексах). Если требуется высокое значение поверхностной плотности, используют плотный ровинг (например, ровинг из Е-стекла 2400 текс), а если требуется армирующий наполнитель с низким значением массы на единицу площади, его производят из ровинга низкой плотности (например, используют ровинг из Е-стекла 600 текс).
Конечное изделие, т.е. отвержденный ламинат, можно изготовить из нескольких подобных однонаправленных армирующих наполнителей либо путем такой укладки слоев армирующих наполнителей, что в конечном изделии ровинги каждого слоя будут параллельны или некоторые слои будут ориентированы в другом направлении с учетом нагрузок, которым подвергается деталь из ламината, либо путем предварительного производства тканей из нескольких слоев однонаправленного армирующего наполнителя с расположением ровингов соседних слоев под определенным углом с последующим получением конечного изделия из подготовленных таким образом тканей. В зависимости от количества направлений, вдоль которых ориентируются волокна, такие ткани могут называться би-, три-, квадроаксиальными и т.д.
Однонаправленные армирующие наполнители по своей структуре непрочны, так как в них пучки волокон направлены одинаково. Для удобства обработки ровинги однонаправленных армирующих наполнителей необходимо связывать или скреплять между собой приемлемым способом. В известных решениях для этого используются два принципиально разных механических способа.
Один из них заключается в закреплении ровингов с помощью сшивания (например, основовязаного переплетения). При этом сшивающие нити образуют трикотажные петли, которыми армирующие ровинги удерживаются в структуре армирующего наполнителя. Петли формируются с помощью различных вязальных инструментов, например, игл, которые проходят сквозь слой или слои армирующих волокон в соответствии с определенным видом трикотажного переплетения. Сшивающие нити проходят вдоль оси волокон, образуя одно из известных основовязаных переплетений, например, цепочку, трико и т.п. Сшивающая нить обычно, но не обязательно, представляет собой структурно модифицированную или немодифицированную нить, изготовленную из полиэфира или полиэтилентерефталата, обладающую плотностью приблизительно от 34 дтекс до 167 дтекс и содержащую, как правило, несколько десятков волокон, например, 24 или 48 волокон.
Сшитые армирующие наполнители широко применяются и имеют определенные положительные свойства. Во-первых, они обладают хорошей поперечной устойчивостью, если используется такой вид переплетения, в котором проходящие продольно сшивающие нити соединяются со смежными нитями, поскольку сшивающие нити, хотя проходят преимущественно по длине, образуют структуру (например, трико), которая придает однонаправленным ровингам прочность, достаточную для армирующего наполнителя. Во-вторых, если надлежащим образом отрегулированы параметры сшивки, например длина петли, калибр иглы, натяжение нити и другие, то сшитый армирующий наполнитель сохраняет высокую гибкость и способность правильно размещаться в литьевой форме, следуя по ее контуру.
Тем не менее, использование сшивки порождает и некоторые проблемы. Так, например, при сшивке ровинги регулярно изгибаются и несущие нагрузку волокна отклоняются от исходного прямолинейного направления. В некоторых местах ровинги при сшивке сжимаются, что приводит к неравномерному распределению полимера и создает опасность концентрации внутренних напряжений в материале.
Другой механический способ скрепления продольных нитей основы - применение ткацкого переплетения с использованием в определенных местах уточных нитей малой плотности. В качестве уточных нитей используются как простые нити, так и нити с плавящимся покрытием. После переплетения материал подвергают нагреву и охлаждению, в результате чего плавящееся связующее придает армирующему наполнителю значительную прочность. Несмотря на это, ткацкое переплетение теперь не считается предпочтительным способом, так как для такого переплетения армирующие нити должны изгибаться при пересечении с уточными нитями, что приводит к концентрации внутренних напряжений и снижению механических характеристик по сравнению со способом основовязаного переплетения. Исследования показали, что при использовании нитей с плавящимся связующим в процессе отверждения возникают нарушения в отверждаемой полимерной матрице, поэтому такой способ скрепления ровингов более не применяется. Уточные нити, как простые, так и покрытые полимерным связующим, являются, как правило, многоволоконными и при сжатии становятся плоскими.
Еще одним недостатком, который возникает в армирующих наполнителях, создаваемых с применением сшивания и особенно переплетения, является то, что прямые в иных условиях волокна армирующего наполнителя в определенных местах искривляются, образуя изгибы или петли. Петли, создающие концентрацию напряжений и риск образования микротрещин, считаются основной причиной снижения статических и динамических механических характеристик ламинатов. Это в известной степени неожиданно, т.к. главной идеей разработки и внедрения армирующих наполнителей с прошивкой было отсутствие петель, характерных для ткацких переплетений.
Дополнительным недостатком сшитых армирующих наполнителей является их высокая гибкость и явно выраженная склонность к образованию складок и внутренних изгибов, что особенно проявляется при большом количестве слоев армирующего наполнителя, характерном, например, для полок лонжеронов в лопастях ветроэнергетических установок. Зоны, в которых находятся названные выше складки и изгибы, заполняются избыточным количеством полимера. При превышении температуры термообработки в таких зонах может происходить частичное разрушение ламината.
В промышленных целях применялись также химические способы сшивки однонаправленных ровингов с помощью различных термопластичных связующих. Практика показала, что химическая сшивка ровингов приводит к излишней жесткости армирующего наполнителя, которая препятствует его правильному расположению в литьевой форме. Чем сложнее контур литьевой формы, тем труднее уложить по нему относительно жесткий наполнитель. Тем не менее, при тщательном подборе типа связующего, обычно на основе термопластичных полимеров, например, в виде порошка, и его количества можно добиться приемлемых формовочных свойств (в первую очередь, гибкости) армирующего наполнителя. Кроме описанной выше излишней жесткости, химически связанным армирующим наполнителям присущи недостатки, касающиеся проницаемости уложенного в литьевую форму пакета и скорости его пропитки полимером.
Для повышения поперечной прочности однонаправленного армирующего наполнителя предлагалось использовать дополнительную тканую сетку или слой, состоящий из рубленных комплексных нитей, но такой дополнительный слой снижает дражируемость и создает опасность образования пустот, увеличивает вес, толщину и стоимость конечного изделия.
Недостаточная пропитка наполнителя полимером и недостаточная сшивка ровингов армирующего наполнителя объясняется тем, что ровинги на стадии инфузионного формования в некоторых местах слишком сильно прижаты друг к другу. При этом сжатие, возникающее при вакуумной инфузии, приводит к тому, что процесс выхода газа из пустот и заполнения пустот смолой происходит слишком медленно, если для его ускорения не принимаются специальные меры. Так как для успешного формования необходимо хорошее проникновение смолы, его обычно ускоряют, создавая разность давлений при подаче смолы в литьевую форму. Для эффективного распределения смолы в литьевой форме по всем слоям армирующего наполнителя повсеместно применяются многочисленные разновидности методов либо вакуумной инфузии, либо литьевого прессования (RTM), а также вспомогательные средства, например пластиковые сетки для распределения смолы. Иногда, несмотря на все применяемые средства, такие как вакуум или повышенное давление, в армирующем наполнителе остаются небольшие воздушные пустоты, которые значительно снижают прочность ламината. Сказанное выше подтверждает необходимость поиска более эффективных способов удаления газа из пакета армирующих наполнителей и пропитки наполнителя смолой.
Специфические сложности присущи обеим описанным выше структурам, т.е. однонаправленным армирующим наполнителям, сшитым как механическим, так и химическим способом.
Одним из способов улучшения пропитки армирующего наполнителя является создание каналов для быстрого распределения смолы внутри слоев наполнителя. В литературе уже описаны многочисленные способы создания каналов для распределения смолы внутри слоев и между слоями в пакете армирующих наполнителей. Однако выяснилось, что эффективность таких каналов распределения не слишком велика, так как на стадии инфузии под действием вакуума сдвигаются или смещаются находящиеся вблизи канала ровинги армирующего наполнителя, перекрывая каналы и пустоты.
В заявке EP-A1-1491323 описана структура армирующего наполнителя, содержащая однонаправленные армирующие нити и поперечные упрочняющие нити. Упрочняющие нити располагаются с определенными промежутками на слое армирующих нитей. Упрочняющие нити могут содержать термопластичный материал, который при плавлении или размягчении скрепляется с армирующими нитями, благодаря чему армирующий наполнитель получает необходимую поперечную прочность. Продольные дренажные нити для обеспечения достаточного капиллярного дренажа инжектируемой смолы размещаются в слое продольных армирующих нитей параллельно им и друг другу. Дренажные нити располагаются с определенными промежутками в слое армирующих нитей. Дренажные нити могут состоять из стеклянных волокон, покрытых волокнами, обладающими достаточными капиллярными свойствами для дренажа инжектируемой смолы, например волокнами хлопка или целлюлозы. Другой тип дренажных нитей представляют армирующие нити, каждая из которых обвита непрерывным моноволокном. За счет этого формируется спиральный канал распределения смолы. Очевидно, что таким образом каналы распределения ориентированы по армирующему наполнителю в продольном направлении.
С практической точки зрения это означает, что чем больше длина изделия, тем более сложным или по меньшей мере продолжительным будет процесс пропитки конечного изделия полимером. Практически невозможно даже представить себе экономически целесообразный процесс продольной пропитки полки лонжерона для лопасти ветроэнергетической установки, имеющей длину 50 метров или более. Можно, конечно, организовать инжекцию смолы с интервалом 2 метра по всей длине лопасти, но такой процесс будет сложным, длительным и чрезвычайно затратным.
В заявке EP-B1-1667838 описан способ формирования каналов распределения в композитном материале, армированном тканью, за счет множества по существу параллельных коаксиальных групп жгутов, причем каждая такая группа имеет один или более жгутов, причем часть указанных групп содержит два и более жгута. Предполагается, что течение смолы внутри ткани будет обеспечено благодаря тому, что промежутки между жгутами в группах имеют меньший размер, чем промежутки между соседними группами. Таким образом, необходимые каналы распределения образуются промежутками между соседними группами жгутов. По таким каналам смола должна распределяться сквозь ткань преимущественно вдоль жгутов, т.е. по продольной оси изделия.
В то же время понятно, что при увеличении длины конечного изделия появляется такая точка, в которой возможность распределения смолы достигает своего практического предела (глубины пропитки), и для таких изделий необходимо уделить серьезное внимание поиску других решений. Кроме того, опыты показали, что под действием вакуума на стадии инфузии либо каналы распределения перекрываются ближайшими ровингами, либо структура ламината становится волнистой из-за отдельных изгибов армирующих ровингов, вследствие чего снижается механическая прочность.
В патенте US-A-5484642 описан композит, армированный текстильным материалом, предназначенный для производства изделий слоистой структуры методом литья под давлением. Для получения изделия из армированного материала со слоистой структурой в соответствующую литьевую форму укладывают армированный текстильный наполнитель в несколько слоев, затем литьевую форму закрывают и впрыскивают в нее смолу. В качестве текстильного армирующего наполнителя можно использовать тканые и нетканые полотна, включая однонаправленные волокнистые ленты. Поперечную прочность армирующих слоев обеспечивают путем ткацкого или основовязаного переплетения, сшивания либо скрепления поперечными нитями или пучками волокон. Структура по меньшей мере одного из слоев пакета текстильных армирующих наполнителей содержит каналы для распределения смолы при впрыске по меньшей мере в одном определенном направлении. Относительно структуры материала такие каналы могут ориентироваться в продольном и/или в поперечном направлении. Основной идеей названного выше патента US является модификация части армирующих нитей для придания им большей стойкости к сжатию при закрытии литьевой формы и впрыске, что способствует лучшему распределению смолы в ткани. Модификация обычно заключается в дополнительном кручении части армирующих нитей или в обмотке жгутов углеродных волокон многоволоконной полиэфирной нитью. Недостатком такого метода является то, что среди обычных армирующих нитей находится большое количество относительно толстых нитей, которые при подаче давления проявляют свойства, значительно отличающиеся от свойств остальных нитей армирующего наполнителя. В основном это происходит из-за высокой крутки (260 витков на метр), которая влияет на упругость нити под нагрузкой. Кроме того, высокая крутка препятствует пропитке таких нитей смолой или замедляет ее. Часть нитей реагируют на нагрузку особым образом, и структура ламината становится неоднородной. В результате возрастает риск преждевременного разрушения ламината в условиях статической и, в особенности, динамической нагрузки.
Следует обратить внимание на пример 5 из патента US, в котором описано формирование поперечных каналов распределения за счет ткацкого переплетения с использованием в качестве нити утка углеродной нити 3К (3000 волокон), покрытой полиэфирной нитью с круткой 260 витков на метр. Вдоль такой уточной нити образуются спиральные каналы. На основе имеющегося опыта можно предположить, что этим способом достигается хорошее распределение смолы, но крутка 260 витков на метр слишком высока и отрицательно влияет на свойства ламината.
Хорошо известен способ оптимизации процесса пропитки пакета армирующих наполнителей смолой, согласно которому в литьевой форме под пакетом и над ним прокладывается сетка для распределения смолы или другой материал, способствующий течению смолы. Благодаря этому смола быстро распределяется по всей площади верхней и нижней поверхности пакета армирующего наполнителя. Удаление сетки с поверхности ламината по завершении пропитки и термообработки является трудоемкой операцией. Назначение сетки состоит в быстром распределении смолы по всей площади литьевой формы, чтобы она как можно скорее начала пропитывать пакет армирующих наполнителей, проникая в него в перпендикулярном к поверхности направлении. Однако чем толще пакет, тем медленнее он пропитывается смолой. Например, полка лонжерона для лопасти ветроэнергетической установки имеет почти квадратное сечение, и в центр пакета смола проникает с трудом.
Известно, что иногда при использовании однонаправленных армирующих наполнителей, особенно ткацкого переплетения, для повышения поперечной прочности и лучшего распределения смолы принимают дополнительные меры и добавляют поперечные нити. Обычно такие нити покрыты термоплавким клеем или другим термопластичным материалом, а сами они состоят из стеклянных волокон или полиэфира (например, скрученные пучки стеклянных волокон, обычно по 60 и более волокон в пучке, диаметр каждого пучка 10-15 мкм), при типичной линейной плотности с покрытием 100-200 текс. После переплетения термопластичное покрытие нитей подвергают плавлению, и расплав заполняет пустоты между нитями и ровингами, связывая, таким образом, ровинги основы с уточными нитями. Термопластичное покрытие формируется, как правило, из материалов на основе полиамида (PA) или этиленвинилацетата (EVA), температура плавления которых понижается добавкой парафинов или другими приемлемыми способами. Термопластичное покрытие обычно плохо совмещается с инфузионной полимерной матрицей, так как из-за относительно высокого содержания связующего вблизи армирующей нити в ламинате образуются слабые зоны. Стеклянные или полиэфирные волокна с клеем остаются в перпендикулярном положении относительно ровингов, придавая армирующему наполнителю поперечную прочность, необходимую при инфузии и других подобных операциях. Смола фактически не достигает поверхности волокон, поскольку эта поверхность покрыта термопластичным материалом.
Применение вспомогательных или дополнительных нитей такого типа в однонаправленных армирующих наполнителях неоправданно увеличивает вес материала и, возможно, приводит к местной деформации волокон, что в принципе нежелательно. Кроме того, в армирующих волокнах, направленных под углом, например 90, 60 или 45 градусов, и состоящих обычно из стекла, могут возникать микротрещины, когда на содержащую их однонаправленную структуру действует осевая нагрузка. С таких микротрещин может начинаться развитие более серьезных усталостных трещин, нарушающих прочность конечного изделия. Причиной в данном случае является то, что величина разрушающего удлинения стеклянной нити намного меньше соответствующей величины для матрицы в поперечном направлении. Кроме того, многоволоконные стеклянные нити или ровинги деформируются, когда на них действует под вакуумом сжимающее усилие. Их поперечное сечение становится овальным или даже плоским (см. Фиг. 1b). При использовании многоволоконных нитей отдельные их волокна сдвигаются и поперечное сечение нитей становится овальным или даже плоским. Нити, покрытые термопластичным материалом, при плавлении покрытия на стадии горячего прессования также приобретают плоскую форму в местах пересечения.
В первую очередь были рассмотрены многоволоконные нити, применявшиеся в прототипах для формирования поперечных каналов распределения. Диаметр таких нитей составляет до воздействия давления приблизительно 0,35-0,45 мм. Для проведения испытаний в литьевую форму уложили в два слоя плотностью 1200 г/м2 армирующий наполнитель с поперечными нитями указанного выше диаметра. После вакуумирования и инфузии смолы ламинат был выдержан до отверждения. Испытания показали, что при сжатии слоев армирующего наполнителя под действием вакуума на стадии инфузии поперечное сечение многоволоконных нитей стало овальным или плоским. Испытания также показали, что глубина пропитки армирующего наполнителя либо не изменилась, либо увеличилась лишь незначительно по сравнению с армирующим наполнителем, в котором поперечные нити отсутствовали. Причины этого обсуждаются ниже более подробно.
Можно, конечно, ожидать, что сшивающие нити, идущие поперек основного направления ровингов армирующего наполнителя, будут способствовать образованию поперечных каналов распределения смолы. Однако следует учесть, что в дополнение к описанным выше сложностям, связанным с технологией сшивания, в этом случае проявляется и склонность сшивающих нитей к деформации (сплющиванию) в поперечном сечении.
Армирующие наполнители с уточными нитями, покрытыми термоплавким клеем, появились на рынке приблизительно 20 лет назад, но их испытания на прочность как при статической нагрузке, так и при растяжении не дали успешных результатов. Кроме того, формовочные свойства таких армирующих наполнителей неудовлетворительны. Их практически невозможно использовать при изготовлении полок лонжеронов для лопастей ветроэнергетических установок, так как армирующие наполнители такого типа не способны принимать необходимую двояковогнутую форму.
Во вторую очередь были рассмотрены армирующие наполнители с поперечными стекловолоконными нитями, имеющими термопластичное покрытие. В таких армирующих наполнителях диаметр нити с покрытием составлял около 0,30-0,35 мм, а диаметр самой нити после прессования и расплавления или удаления покрытия (т.е. фактически толщина нити в направлении оси Z) составлял 0,04-0,06 мм. Отличие нитей с термопластичным покрытием от нитей, не имеющих покрытия, например сшивающих нитей, состоит в том, что в процессе размягчения (плавления) покрытия и скрепления нитей с ровингами армирующего наполнителя форма нитей изменяется в точках контакта с образованием местных препятствий для распределения (при сжатии уменьшается толщина нитей в направлении оси Z). Другими словами, в тех местах, где покрытая нить не подвергается сжатию, ее диаметр остается неизменным, а в тех точках, где происходит сжатие, диаметр (толщина) нити уменьшается до величины, которая может быть даже меньше, чем исходный диаметр нити без покрытия, так как сама нить сплющивается при сжатии. При использовании нитей с покрытием возникает еще одна проблема. Она связана с повышенной жесткостью и относительно большой толщиной таких нитей, вследствие чего в некоторых точках резко изменяется ориентация ровингов; изгибы ровингов порождают сложности, которые описаны выше и которые будут обсуждаться ниже в этом параграфе. При использовании нитей с покрытием возникает также проблема, связанная с полимерным материалом покрытия. Как правило, этот полимер несовместим с полимером матрицы и, следовательно, является инородным включением, ухудшающим механические свойства ламината. Рассмотрим теперь ламинат, сформированный из слоев армирующего наполнителя, скрепленных между собой для повышения прочности поперечными стеклянными нитями с покрытием. Исследования показали, что глубина пропитки пакетов армирующих наполнителей является приемлемой. Тем не менее, испытания на усталостную прочность ламината с поперечными стекловолоконными нитями, диаметр (толщина) которых изменяется от приблизительно 0,35 мм до приблизительно 0,04 мм, показали, что микротрещины появляются вскоре после начала испытания при двухосном растяжении. Тщательное изучение ламината и, в первую очередь, микротрещин показало, что микротрещины находятся в точках пересечения ровингов армирующего наполнителя и поперечных нитей, имеющих полимерное покрытие. Не подлежит сомнению, что причиной образования микротрещин является изгиб ровинга из-за слишком большого диаметра поперечной нити. Кроме того, нити с термоплавким покрытием при нагревании подвергаются сжатию, в результате которого сплющивается даже основа нити с образованием плоских участков. Из-за этого сокращается поперечное сечение каналов и возникает сопротивление распределению смолы на стадии инфузии.
Таким образом, оба способа, применяемых для сохранения формы и структуры однонаправленного армирующего наполнителя, имеют свои недостатки. Недостатки сшивки связаны с натяжением, которое при сшивке неизбежно, так как оно необходимо для закрепления петель вокруг одного или более ровингов. Избавиться от такого фундаментального недостатка чрезвычайно сложно. По-видимому, сохранение структуры ровингов с помощью термопластичного связующего является более перспективным способом формирования армирующих наполнителей, особенно в тех случаях, когда требуется оптимизация усталостных характеристик. В силу вышесказанного необходимо искать новые способы повышения проницаемости армирующего наполнителя для смолы.
Отправной точкой дальнейшей оптимизации однонаправленного армирующего наполнителя является такая структура, в которой вопросы стабильности при технологической обработке и проницаемости решаются без ущерба для прочностных и, в первую очередь, усталостных характеристик. Повышение прочностных и усталостных характеристик ламинатов, производимых на основе таких армирующих наполнителей, требует отказа от стабилизации наполнителя с помощью волокон и нитей, проходящих сквозь него в поперечном направлении. Однако при этом затрудняются последующие стадии технологического процесса. Например, при изготовлении лопасти ветроэнергетической установки, армирующие наполнители, часто тяжелые, укладывают в литьевую форму один поверх другого в 50-60 слоев длиной в несколько метров, часто 50-60 метров, а иногда и более. Поперечная прочность необходима, чтобы рабочий, укладывающий армирующие наполнители в литьевую форму, мог точно выровнять каждое полотно в поперечном направлении. Это невозможно, если полотна не имеют достаточной прочности на поперечное растяжение. Непрерывные каналы распределения, проходящие в продольном направлении от одного до другого конца полотна армирующего наполнителя, как описано в заявке EP-B1-1667838, представляют собой линии пониженной прочности, по которым полотно легко разрывается на две или более части, т.е. на продольные полосы.
Практика показала, что в однонаправленных армирующих наполнителях, применяемых в настоящее время, наблюдается несколько проблемных зон:
- однонаправленные армирующие наполнители в своей основной форме с порошковым наполнителем имеют очень ограниченную проницаемость для смолы, особенно в поперечном направлении, вследствие чего из них чрезвычайно трудно изготовить длинномерные детали;
- если проницаемость для смолы улучшают с помощью продольных каналов распределения, армирующий наполнитель теряет поперечную прочность;
- сшивание и использование поперечных нитей с покрытием вызывают изгиб ровингов, в результате которого возрастает вероятность образования микротрещин и ухудшения механических характеристик;
- для сшитых армирующих наполнителей характерна высокая вероятность образования складок или изгибов с малым радиусом кривизны при укладке толстых полотен в литьевой форме. В складках могут возникать зоны повышенного тепловыделения, в которых материал подвергается значительному разрушению;
- толстые скрученные многоволоконные нити, протянутые в поперечном направлении для создания каналов распределения смолы, проходят между ровингами и создают между ними большие промежутки, в которых высока вероятность образования микротрещин, а при вакуумном прессовании многоволоконные нити сжимаются с уменьшением эффективного диаметра (толщины в направлении оси Z) и создают препятствия для распределения смолы;
- между волокнами однонаправленных ровингов остаются газовые карманы, в которые не проникает смола даже при вакуумной инфузии и которые способны в еще большей степени снизить прочность конечного изделия; и
- термопластичное покрытие и термоплавкий клей плохо совмещаются, по меньшей мере в некоторых местах, со смолами, используемыми для инфузии.
Определения
Следующие определения приведены для пояснения некоторых терминов, часто используемых в техническом описании и в формуле настоящего изобретения. Данные пояснения предназначены для облегчения понимания, но не для ограничения области настоящего изобретения.
Поверхностная плотность - вес (масса) единицы площади одного слоя сухой армирующей ткани.
Связующее - полимерный материал, применяемый в виде порошка, пленки или жидкости. Связующие могут состоять из отдельных полимеров или их смеси. Их физические и химические свойства характеризуются рядом показателей, таких как жесткость, температура плавления, полимерная структура, температура стеклования и т.д. Связующие применяются для скрепления структур волокон, формирования сеток и, в конечном счете, армирующего наполнителя. Для этих целей пригодны термопластичные эпоксидные продукты, сополимеры полиэфиров, бисфенольные полиэфирные смолы и их смеси, а также многие другие продукты.
Ткань - гибкое полотно, состоящее из переплетения натуральных или искусственных волокон, часто называемых нитями. Ткани изготавливают путем ткацкого переплетения, трикотажного переплетения, вязания крючком, вязания узлом, иглопробивания или прессования волокон (сукно).
Ламинат - материал, получаемый путем пропитки одного или более слоев армирующего наполнителя смесью соответствующей смолы с отвердителем с последующим отверждением в результате либо химической реакции, либо охлаждения. Ламинат представляет собой структуру, состоящую из полимерной матрицы и армирующих волокон, например, стеклянных, углеродных, арамидных и т.п. Матрица может состоять из термореактивных полимеров (эпоксидной смолы, полиэфира, винилового эфира) или из термопластичных полимеров. Армирующее стекловолокно используется в корпусах небольших судов, в деталях автомобилей, в лопастях ветроэнергетических установок и т.д.
Матрица - материал, связывающий армирующие наполнители для получения композитного материала. В качестве матрицы композитных материалов используются полимеры специального состава, такие как термореактивные эпоксидные смолы, винилэфирные смолы, ненасыщенные полиэфиры и фенолформальдегидные смолы, а также термопластичные полимеры (см. «Полимер») и многие другие.
Моноволокно - нить, состоящая из одного непрерывного волокна, полученного, как правило, из синтетического материала, например, полиамида (нейлон), полиэтилентерефталата, полипропилена, полибутилентерефталата и т.п.
Многоволоконная нить - нить, состоящая из множества непрерывных волокон, обычно синтетических, например, полиамида (нейлон), полиэтилентерефталата, полипропилена, полибутилентерефталата и т.п. В контексте настоящего изобретения под многоволоконной нитью понимается скрученный или нескрученный пучок волокон, не связанных между собой, который, если не подвергнут высокой крутке, может под действием сжатия смещаться в боковом направлении.
Полимер - в общем случае к числу полимеров относятся, например, гомополимеры и сополимеры, например, блок-сополимеры, привитые, статистические и чередующиеся сополимеры, тройные сополимеры и т.д., а также их смеси и модификации. Кроме того, если не оговариваются особые ограничения, термин «полимер» включает все возможные геометрические конфигурации материала. К таким конфигурациям относятся, например, полимеры изотактического, синдиотактического и нерегулярного строения.
Армирующий наполнитель - сеть, содержащая армирующие волокна, в которой волокна скрепляются с помощью специальных средств. Армирующие наполнители производят в виде непрерывных сеток. Известно несколько способов производства армирующих наполнителей однонаправленной, многоаксиальной и случайной ориентации, в том числе такие текстильные технологии, как ткацкое переплетение, вязание, плетение, сшивание, а также способы с использованием специальных связующих.
Армирующие волокна - волокна, входящие, наряду с полимерной матрицей, в состав композитных материалов. Для этой цели обычно используются искусственные волокна, например, стеклянные (со всеми модификациями), углеродные (со всеми модификациями) или арамидные, как прерывные, так и непрерывные. Используются также самые разнообразные натуральные волокна, например, сизаль, лен, джут, кокосовое волокно, кенаф, пенька или базальт и многие другие.
Литьевое прессование (RTM) - технологический процесс получения изделий из армированных композитных материалов в литьевой форме, состоящей из двух смыкающихся частей, в которую смола подается, как правило, с низкой вязкостью под низким или высоким давлением, причем в форму, как правило, помещают подготовленный сухой армирующий материал. В литьевую форму закачивают смолу и получают деталь из композита с армирующим материалом.
Ровинг - длинный узкий пучок нескрученных непрерывных волокон, в частности стеклянных волокон. Ровинг, в контексте настоящего изобретения, является синонимом термина «жгут». Кроме стеклянных волокон применяются также углеродные, базальтовые и арамидные, а также другие непрерывные искусственные волокна.
Группа ровингов или группа жгутов - один или более жгутов или ровингов, непосредственно прилегающих друг к другу.
Сшивающие нити - нити, сформированные из 24 или 48 индивидуальных волокон, изготовленных из структурно-модифицированного полиэфира. Как правило, для производства однонаправленных армирующих наполнителей используются сшивающие нити с линейной плотностью 76 или 110 дтекс. Индивидуальные волокна имеют диаметр, как правило, от 5 до 10 мкм.
Число текс - единица измерения линейной плотности нитей, масса 1000 метров нити в граммах. Текс используют для обозначения линейной плотности в Канаде и континентальной Европе, а в США и Великобритании чаще используют денье (массовый номер волокна). Обозначение единицы - текс. В отношении искусственных волокон чаще применяется децитекс (обозначение - дтекс), т.е. масса 10 000 метров нити в граммах.
Текстиль - общее наименование различных изделий из волокон и нитей, в том числе полотен, сеток, тканей и матов, состоящих из одного или более слоев, сформированных из однонаправленных или разнонаправленных нитей.
Термопласты - плавкие полимеры, размягчающиеся при нагревании и, как правило, снова затвердевающие при охлаждении до комнатной температуры. К термопластичным материалам относятся, например, поливинилхлориды, некоторые полиэфиры, полиамиды, многофтористые углеводороды, полиолефины, некоторые полиуретаны, полистирены, поливиниловый спирт, капролактам, сополимеры этилена с по меньшей мере одним из виниловых мономеров (например, полиэтиленацетат), эфиры целлюлозы и акриловые смолы.
Реактопласты - необратимо отверждаемые полимерные материалы. Их отверждение осуществляется путем нагревания (как правило, выше 200 градусов Цельсия), химической реакции (например, двухкомпонентные эпоксидные составы) или облучения (например, электронно-лучевой обработки).
Нить - скрученный пучок волокон.
Жгут - в области композитных материалов: нескрученный пучок непрерывных волокон. Термин относится к искусственным волокнам, в частности углеродным (графитовым) волокнам. Жгуты обозначаются в соответствии с количеством содержащихся в них волокон. Например, жгут 12К состоит приблизительно из 12 000 волокон. В данном документе жгут - синоним ровинга.
Поперечная прочность - сила, препятствующая деформации и разрыву однонаправленного армирующего наполнителя. Такая прочность необходима при расположении пакета из полотен армирующего наполнителя в литьевой форме, когда требуется сдвигать полотна в поперечном направлении относительно ориентации волокон.
Однонаправленный (UD) армирующий наполнитель - армирующий наполнитель, в котором все ровинги или жгуты ориентированы в одном направлении, в данном случае - в продольном. Существуют однонаправленные армирующие наполнители и с поперечной ориентацией. В известных технических решениях ровинги в однонаправленных армирующих наполнителях скрепляются с помощью сшивки и, как правило, содержат дополнительные тонкие слои рубленых нитей или непрерывных многоволоконных нитей для того, чтобы ровинги не распадались на отдельные пучки. Для скрепления ровингов применяется также ткацкое переплетение, в котором уточные нити придают прочность. Уточные нити могут также быть покрыты термоплавким клеем. Еще одним способом скрепления ровингов или жгутов является применение полимерного связующего, термопластичного или термореактивного. При использовании связующего также возможно применение дополнительных упрочняющих слоев.
Вакуумная инфузия - процесс формования конечного изделия в односторонней форме. Снизу помещается жесткая форма, а сверху - гибкая мембрана или вакуумный мешок. С помощью вакуумного насоса из полости формы удаляют воздух, после чего в полость всасывается смола (возможно, под небольшим давлением со стороны подачи, что характерно для процесса RTM), полностью пропитывая армирующий наполнитель при отсутствии воздушных пустот в структуре ламината.
Глубина пропитки - положение фронта распределяющейся смолы или фактическое расстояние от точки инжекции смолы в пакет армирующего наполнителя до текущего положения фронта.
Нить - длинный сплошной отрезок, состоящий из множества волокон, часто скрученных. Применяется для изготовления текстиля, шитья, вязания, вышивки, изготовления тканей, трикотажа, свивания веревок и канатов. Нити изготавливаются из прерывистых и непрерывных, натуральных и синтетических волокон.
Ось Z - направление, перпендикулярное плоскости слоя или пакета слоев, т.е. направление толщины.
Краткое изложение сущности изобретения
Целью настоящего изобретения является решение по меньшей мере одной из описанных выше задач.
Другой целью настоящего изобретения является разработка нового однонаправленного армирующего наполнителя с высокой проницаемостью для смолы в поперечном направлении относительно ориентации армирующих волокон.
Еще одной целью настоящего изобретения является разработка нового однонаправленного армирующего наполнителя с высокой способностью к вакуумированию и удалению воздуха из пакета наполнителей, а также последующей пропитке пакета смолой в поперечном направлении относительно ориентации армирующих волокон.
Еще одной целью настоящего изобретения является повышение пригодности армирующего наполнителя к переработке без применения сшивки, но с сохранением достаточной поперечной прочности и стабильности такого наполнителя.
Еще одной целью настоящего изобретения является ускорение процесса производства однонаправленных армирующих наполнителей.
Еще одной целью настоящего изобретения является упрощение процесса производства однонаправленных армирующих наполнителей.
Еще одной целью настоящего изобретения является сохранение прямолинейности волокон однонаправленного армирующего наполнителя.
Еще одной целью настоящего изобретения является получение армирующего наполнителя без поперечных армирующих волокон/ровингов или скрепляющих нитей.
По меньшей мере одна из описанных выше задач решается и цели настоящего изобретения достигаются за счет использования поперечно ориентированных тонких обособленных элементов для формирования каналов распределения смолы, совместно с однонаправленными армирующими ровингами, чтобы создать свободные зоны в поперечном направлении относительно ориентации однонаправленных ровингов, как для выхода воздуха из армирующего наполнителя, так и для эффективной пропитки и смачивания материала смолой.
По меньшей мере одна из проблем, присущих известным решениям, решается и по меньшей мере одна из целей достигается с помощью однонаправленного армирующего наполнителя, предназначенного для производства армированных волокном композитных материалов одним из методов литьевого прессования или вакуумной инфузии, с тем отличием, что однонаправленный армирующий наполнитель, содержащий непрерывные однонаправленные ровинги, ориентированные в продольном направлении и связанные друг с другом термопластичным или термореактивным связующим, имеет верхнюю и нижнюю поверхность и снабжен элементами, облегчающими при пропитке пакета армирующих наполнителей проникновение смолы в наполнитель в поперечном направлении относительно ориентации однонаправленных ровингов, причем эти облегчающие пропитку элементы представляют собой обособленные тонкие элементы для формирования каналов распределения смолы в поперечном направлении относительно ориентации однонаправленных ровингов, причем эти обособленные тонкие элементы для формирования каналов имеют при сжатии соотношение ширины сечения к высоте не более 2 и образуют по обе стороны от себя поперечные каналы распределения шириной от одного продольного края однонаправленного армирующего наполнителя до его противоположного продольного края.
Аналогичным образом, по меньшей мере одна из проблем, присущих известным решениям, решается и по меньшей мере одна из целей достигается с помощью способа получения однонаправленного армирующего наполнителя для производства армированных волокном композитных материалов литьевым прессованием или вакуумной инфузией, отличающегося тем, что включает следующие стадии:
a) однонаправленную укладку непрерывных ровингов одним слоем вплотную один к другому для формирования однонаправленной сетки;
b) нанесение на сетку термопластичного и/или термореактивного связующего;
c) активацию связующего для скрепления ровингов и формирования однонаправленного армирующего наполнителя, и
d) формирование каналов распределения смолы в поперечном направлении относительно ориентации однонаправленных ровингов путем укладки тонких обособленных формирующих каналы элементов, имеющих при сжатии соотношение ширины сечения к высоте не более 2 по непрерывным однонаправленным ровингам либо до стадии с), либо после нее.
Другие отличительные признаки однонаправленных армирующих наполнителей согласно настоящему изобретению и метод их производства описаны в прилагаемой формуле изобретения.
С помощью настоящего изобретения достигаются по меньшей мере некоторые из перечисленных ниже преимуществ:
- сшивки и поперечные скрепляющие нити заменены скрепляющей системой, которая исключает нежелательные изгибы, возникающие при сшивке, причем
- прочностные характеристики армирующего наполнителя улучшаются благодаря тому, что его волокна остаются прямыми;
- производительность не ограничивается устройством, выполняющим сшивку;
- проницаемость однонаправленного армирующего наполнителя для смолы улучшается в достаточной степени, чтобы облегчить распределение смолы;
- одновременно с пропиткой материала удаляется остающийся в нем воздух, благодаря чему после пропитки в материале практически не остается непропитанных зон и газовых пузырей между однонаправленными волокнами;
- глубина проникновения смолы в поперечном направлении значительно увеличивается: проведенные эксперименты показали увеличение в по меньшей мере 2,5 раза по сравнению со сшитым однонаправленным армирующим наполнителем и намного большее увеличение по сравнению с несшитым однонаправленным армирующим наполнителем;
- существенно сокращается время пропитки: проведенные эксперименты показали по меньшей мере шестикратное сокращение по сравнению с известными решениями;
- сведены к минимуму недостатки, присущие сшитой структуре;
- конечное изделие имеет превосходные прочностные и усталостные характеристики;
- сведены к минимуму недостатки, связанные с химическим воздействием на матрицу;
- отпадает необходимость в каких-либо армирующих волокнах или скрепляющих нитях для получения достаточной поперечной прочности;
- благодаря пониженной гибкости однонаправленный армирующий наполнитель с порошковым связующим допускает плоскую укладку в литьевой форме даже в том случае, когда пакет наполнителей размещается в вогнутой форме. Такая особенность намного снижает вероятность формирования складок или особых зон ровингами однонаправленного наполнителя, резко изгибающимися внутри ламината, и
- так как исключается вероятность складок и изгибов благодаря применению порошкового связующего, получаемый армирующий наполнитель особенно хорошо подходит для получения ламинатов на основе углеродных волокон. Такая особенность объясняется тем, что внутренние складки и изгибы значительно снижают прочность при сжатии ламинатов на основе углеродных волокон.
Краткое описание чертежей
Ниже с помощью прилагаемых чертежей более подробно рассматривается однонаправленный армирующий наполнитель согласно настоящему изобретению и способ его получения.
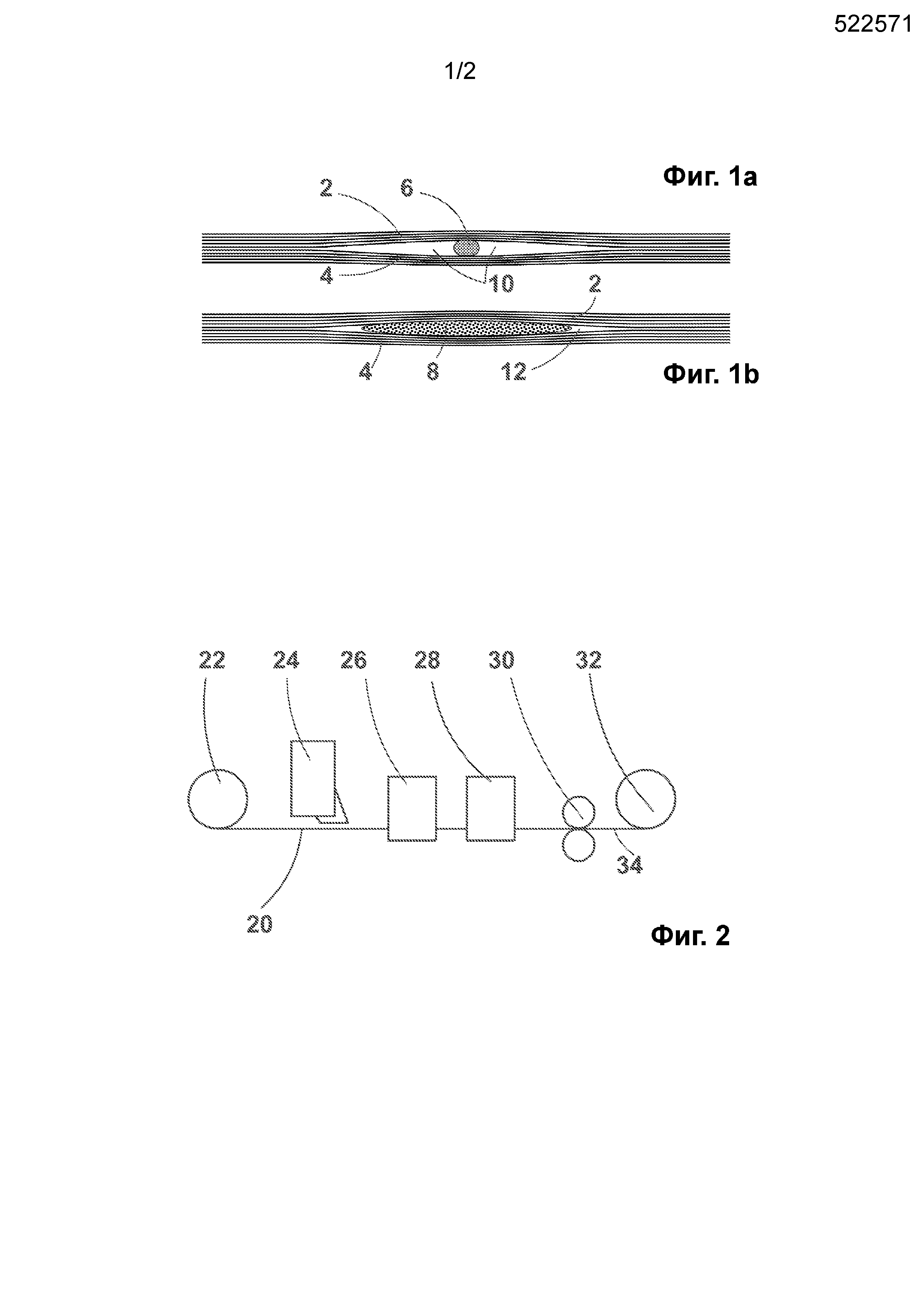
Фиг. 1a и 1b представляют схематическое сравнение характера изменения тонких обособленных элементов, формирующих каналы распределения, в данном случае моноволокон и многоволоконных нитей, при сжатии между двумя армирующими наполнителями или между двумя ровингами.
На Фиг. 2 показана схема процесса получения однонаправленного армирующего наполнителя согласно предпочтительному варианту осуществления настоящего изобретения.
На Фиг. 3a-3d показаны варианты замены обособленного моноволокна пучком скрепленных моноволокон.
На Фиг. 4 показано сравнение динамики глубины пропитки сшитого однонаправленного наполнителя в соответствии с известным техническим решением и трех однонаправленных наполнителей с порошковым связующим.
Подробное описание чертежей
Выше отмечены четыре разных обстоятельства, влияющие на возможность создания поперечных каналов распределения смолы в соответствующих армирующих наполнителях. Во-первых, использование нитей с термопластичным покрытием нежелательно вследствие несовместимости термопластичного материала с материалом матрицы. Во-вторых, если нить, подвергнутая сжатию при вакуумировании литьевой формы, имеет слишком большую толщину в направлении оси Z (0,3-0,4 мм), то вероятность возникновения микротрещин в конечном изделии при динамической нагрузке будет слишком велика. В-третьих, многоволоконная нить без покрытия при сжатии становится в поперечном сечении плоской или овальной, перекрывая каналы распределения смолы. В-четвертых, производство длинномерных армированных изделий, например, полок лонжеронов для лопастей ветроэнергетических установок, практически невозможно в том случае, когда отсутствует возможность эффективного распределения смолы и пропитки пакета армирующих наполнителей под прямым углом, т.е. в поперечном направлении относительно ориентации однонаправленных ровингов армирующего наполнителя. С учетом перечисленных выше обстоятельств была испытана возможность использования при создании каналов распределения смолы тонких обособленных элементов меньшего диаметра, и было проведено сравнение свойств полученных ламинатов с ламинатами, изготовленными по известным технологиям, в которых для обеспечения поперечной прочности армирующего наполнителя используются многоволоконные нити. Следует иметь в виду, что определения «тонкие обособленные элементы, формирующие каналы распределения» или «тонкие обособленные элементы для формирования каналов распределения» относятся к моноволокнам, обсуждаемым более подробно с помощью Фиг. 3a-3d, но не ограничиваются ими. Можно также рассматривать применимость многоволоконных нитей для создания каналов распределения смолы между слоями армирующего наполнителя. Всесторонние испытания, включавшие сравнение показателей глубины пропитки и усталостной прочности показали, что для тонких обособленных элементов, формирующих каналы распределения, оптимальное значение диаметра или толщины в направлении оси Z составляет от 100 мкм до 200 мкм, предпочтительно от 130 мкм до 170 мкм. Тем не менее, в легких армирующих наполнителях можно применять элементы немного меньшего диаметра, от 70 мкм, и, подобным образом, в особо плотных армирующих наполнителях, применять элементы диаметром до 300 мкм. Следует пояснить, что под диаметром, как в тексте выше, так и в других случаях, когда в данном документе упоминается диаметр, применительно к сжимаемому моноволокну или тонкому элементу, формирующему каналы распределения, следует понимать поперечный, в направлении оси Z, размер моноволокна или тонкого элемента, формирующего каналы распределения. Испытания показали, что смола очень быстро заполняла все пустоты и вытесняла воздух, не удаленный в процессе вакуумирования перед началом инфузии. При сравнении глубины пропитки, достигнутой в пакете слоев армирующего наполнителя с тонкими обособленными элементами, формирующими каналы распределения и имеющими толщину 130 мкм, и в ламинате, полученном ранее известным способом с использованием нитей, проходящих под углом 90° или +/-45 градусов относительно продольных ровингов, было отмечено двукратное увеличение глубины пропитки в пакете, подготовленном согласно настоящему изобретению. При сравнении глубины пропитки, достигнутой в пакете слоев армирующего наполнителя, изготовленного из однонаправленных ровингов с порошковым связующим с применением обособленных элементов толщиной 130 мкм, формирующих каналы распределения, с глубиной пропитки ламината, изготовленного из однонаправленных ровингов с порошковым связующим без применения поперечных нитей или тонких обособленных элементов, формирующих каналы распределения, по истечении определенного времени было отмечено приблизительно 16-кратное увеличение глубины пропитки в пакете, подготовленном согласно настоящему изобретению. Кроме того, после отверждения ламината, полученного согласно настоящему изобретению, были проведены его испытания на усталостную прочность в сравнении с прочностью ламината, полученного ранее известным способом с использованием нитей, проходящих под углом 90° или +/-45 градусов относительно продольных ровингов. Испытания показали, что усталостные характеристики ламината, полученного согласно настоящему изобретению, заметно превышают показатели ламината, полученного ранее известным способом. Единственной причиной такого улучшения усталостных характеристик является меньшее количество изгибов в однонаправленных армирующих ровингах UD-наполнителя с порошковым связующим, более полное удаление воздуха из пакета армирующих наполнителей и, как следствие, меньшее количество пустот на стадии инфузии. Таким образом, параметры процесса и свойства изделия, в том числе скорость пропитки, прочность и усталостные характеристики были определенно улучшены.
Один из проведенных экспериментов был предназначен для проверки возможности применения многоволоконных нитей для формирования каналов распределения. Так как первые эксперименты показали, что применение тонких обособленных элементов, формирующих каналы распределения, т.е. моноволокон толщиной (диаметром) в направлении оси Z 130 мкм, не приводит к ухудшению усталостных характеристик конечного ламината, следующие эксперименты были проведены для определения типа многоволоконной нити, который при сжатии обеспечит приблизительно такую же толщину в направлении оси Z, какую имели тонкие обособленные элементы, формирующие каналы распределения, использованные в первых экспериментах. Другими словами, между слоями армирующего наполнителя были размещены такие многоволоконные нити, которые не раздвигали ровинги при сжатии под вакуумом на большее расстояние, чем тонкие обособленные элементы, формирующие каналы распределения, использованные в первых экспериментах. Очевидно, что прочность и усталостные характеристики однонаправленного ламината при такой толщине нити не пострадают.
На Фиг. 1a и 1b представлено в поперечном сечении схематическое сравнение характера изменения тонких обособленных элементов, формирующих каналы распределения согласно настоящему изобретению, в данном случае моноволокон и многоволоконных нитей, при сжатии на стадии вакуумной инфузии между двумя армирующими наполнителями или слоями ровингов. На Фиг. 1а в сечении показаны два наложенных друг на друга армирующих наполнителя 2 и 4, изготовленных из пучков ровингов, скрепленных термопластичным и/или термореактивным порошкообразным связующим, и моноволокно 6, проложенное между полотнами под прямым углом к однонаправленным ровингам. На Фиг. 1b показаны те же армирующие наполнители 2 и 4, изготовленные из пучков ровингов, скрепленных термопластичным и/или термореактивным порошкообразным связующим, и многоволоконная нить 8, проложенная между полотнами под прямым углом к ровингам. На Фиг. 1а видно, что моноволокно раздвигает ровинги армирующих наполнителей 2 и 4 или удерживает их на расстоянии таким образом, что между армирующими наполнителями 2 и 4 по бокам от моноволокна 6 формируются свободные каналы 10 для распределения. На Фиг. 1b показаны ровинги армирующих наполнителей 2 и 4, раздвинутые так же, как и на Фиг. 1а, т.е. толщина двух наполнителей с моноволокном и с многоволоконной нитью одинакова. Видно, однако, что многоволоконная нить 8, раздвигающая ровинги или удерживающая их на расстоянии, значительно отличается размером и площадью поперечного сечения. Под действием сжатия многоволоконная нить 8 становится овальной или плоской до такой степени, что по ее бокам практически отсутствуют каналы 12, пригодные для распределения.
Причина в том, что многоволоконные нити состоят из десятков или сотен отдельных волокон, каждое из которых имеет диаметр 5-10 мкм. Когда находящаяся в литьевой форме многоволоконная нить подвергается сжатию при вакуумной инфузии, ее волокна, даже если они скручены, под действием давления сдвигаются в стороны, и толщина нити в направлении оси Z уменьшается в несколько раз по сравнению с кажущимся исходным диаметром. Крутка нити, как правило, невысока и находится в пределах 20-40 кручений на метр, так как смола должна проникать также между волокнами скрученной нити, заполняя все пространство между ними. Проведенные испытания показали, что многоволоконная полиэфирная нить, сжатая под давлением 0,5 бар (меньшим, чем давление 0,95 бар при инфузии) до толщины 130 мкм, имеет линейную плотность 1120 дтекс, тогда как моноволокно с линейной плотностью 167 дтекс имеет один и тот же диаметр 130 мкм как под давлением, так и в его отсутствие. При одинаковых условиях линейная плотность нити из стекловолокна может приблизительно в 18 раз превосходить линейную плотность моноволокна. Очевидно, что многоволоконные нити при сплющивании заполняют пустоты, изначально формирующиеся рядом с ними. Это препятствует распределению смолы по пустотам и каналам.
Нити с высокой круткой, около 150 кручений на метр и более, оказывают заметное сопротивление сжатию под вакуумом. Тем не менее, их применение в композитных материалах нежелательно, так как они медленно и недостаточно пропитываются смолой, а их скрученные волокна при растяжении отличаются худшей упругостью от соседних нескрученных нитей ровинга. К тому же в связи с худшей упругостью скрученных нитей в однонаправленных армирующих ровингах образуются изгибы. Крутка нитей допустима, но она должна быть низкой, в пределах 20-40 кручений на метр, так как необходимо, чтобы смола проникала между волокнами скрученной нити. С точки зрения распределения смолы это значит, что каждое сдвинутое вбок волокно уменьшает поперечное сечение канала, который становится практически непригодным для распределения смолы.
То же самое происходит с петлевыми нитями, скрепляющими пучки ровингов. Нити, изначально круглые, становятся овальными и даже плоскими, наподобие ленты толщиной 5-40 мкм.
На Фиг. 2 схематически показан процесс получения однонаправленного армирующего наполнителя согласно предпочтительному варианту осуществления настоящего изобретения. Процесс производства однонаправленного армирующего наполнителя состоит из следующих стадий. Сначала однонаправленные ровинги (предпочтительно, но не обязательно стеклянные, углеродные, арамидные, асбестовые или базальтовые, или изготовленные из льна, джута, пеньки, сизаля, кокоса, кенафа и других натуральных волокон) извлекают из упаковки 22 и укладывают вплотную или на определенном расстоянии друг от друга, чтобы сформировать однородную сеть 20 в соответствии с требуемой поверхностной плотностью. Здесь и далее термин «ровинг» применяется для обозначения жгутов, ровингов, волокон и т.п., используемых для производства однонаправленных армирующих наполнителей. Ровинги укладывают предпочтительно вплотную, в один слой, но возможна укладка в несколько слоев.
Затем сеть 20 направляется в установку нанесения связующего 24. Связующее можно наносить несколькими способами, причем каждый из этих способов находится в пределах сущности настоящего изобретения. В иллюстративной системе используется термопластичное порошковое связующее, которое распределяется с помощью устройства 24 по всей поверхности сетки, т.е. не только сверху сетки 20, но и вокруг отдельных ровингов. Необходимо покрыть ровинги тонким равномерным слоем порошкового связующего. В устройстве 24 можно, например, применять вибрацию сетки ровингов, а порошок распределять, используя струю воздуха. В отличие от простого рассеивания, в устройстве 24 порошковое связующее покрывает ровинги или поверхность сетки не только сверху. Необходимо, чтобы связующее проникало под ровинги, т.е. на нижнюю поверхность сетки, во избежание провисания свободных ровингов или волокон. Для обеспечения поперечной прочности связующее должно проникать также между ровингами.
Следует учесть, что существует много способов нанесения порошкового связующего на ровинги.
Количество связующего необходимо тщательно подбирать, так как однонаправленным армирующим наполнителям в рамках настоящего изобретения именно благодаря связующему придается поперечная прочность. Тем не менее, здесь, как отмечалось выше, требуется оптимизация. Чем больше связующего наносится на армирующий наполнитель, тем выше его поперечная прочность. Но, в то же время, чем больше связующего наносится, тем более жестким становится наполнитель и тем сложнее уложить его по контуру литьевой формы. Следовательно, количество связующего должно быть минимально достаточным для обеспечения поперечной прочности. Кроме того, количество связующего следует ограничивать во избежание проблем с несовместимостью связующего и матрицы. Таким образом, согласно настоящему изобретению, расход связующего для наполнителя с поверхностной плотностью 1000-1200 г/м2 составляет 5-30 г/м2, предпочтительно приблизительно 8-15 г/м2. Очевидно, что при меньшей поверхностной плотности требуется меньше наполнителя, и наоборот.
Однако следует учитывать, что связующие можно применять не только в виде порошка, но также в виде жидкости или полимера, нагретого для снижения вязкости, и во многих других формах. Следовательно, в общем случае связующие можно называть полимерными связующими. Жидкие связующие могут применяться в виде водных взвесей, растворов в различных растворителях или других систем. Поскольку применение связующего может включать разные операции, например, нагревание и/или распыление растворителя и/или выпаривание растворителя, этот процесс можно называть активацией связующего. В любом случае связующее можно наносить путем распыления, экструзии (в виде расплава), центробежного распыления и многими другими способами. Связующее может содержать термопластичный или термореактивный полимер либо их смесь.
После того как порошковое или жидкое связующее нанесено на всю поверхность сетки 20, сетка передается в устройство 26 для размещения или укладки на сетку тонких обособленных элементов, формирующих каналы распределения, в поперечном направлении относительно направления хода сетки. Согласно настоящему изобретению, тонкие обособленные элементы, формирующие каналы распределения, имеют диаметр 70-300 мкм, предпочтительно 100-200 мкм, еще более предпочтительно 130-170 мкм. На этой стадии для формирования каналов распределения следует выбирать тонкие обособленные элементы с учетом их сжимаемости, чтобы в случае сжатия тонких обособленных элементов, формирующих каналы распределения, на стадии инфузии их толщина в направлении оси Z находилась в пределах 70-300 мкм, предпочтительно 100-200 мкм, еще более предпочтительно 130-170 мкм. Такой диаметр является оптимальным в том случае, когда вязкость инжектируемой смеси смолы с отвердителем составляет при комнатной температуре от 200 до 350 мПа. Если вязкость намного выходит за эти пределы, необходимо отрегулировать расстояние между соседними тонкими обособленными элементами, формирующими каналы распределения, или их диаметр (толщину в направлении оси Z). В данном контексте слово «поперечный» следует понимать в широком смысле, так как тонкие обособленные элементы, формирующие каналы распределения, могут быть ориентированы под углом ±45 градусов, т.е. от -45 до +45 градусов, к направлению, перпендикулярному ровингам однонаправленной сетки, т.е. тонкие обособленные элементы, формирующие каналы распределения, ориентированы под углом не менее ±45 к направлению однонаправленных ровингов сетки. Тонкие обособленные элементы, формирующие каналы распределения, можно укладывать на сетке 20 в устройстве 26 с помощью нитеводителей, широко применяемых в многоосевых текстильных машинах, т.е. с помощью устройства, которое совершает возвратно-поступательные движения поперек сетки, укладывая на нее в единицу времени определенное количество тонких обособленных элементов, формирующих каналы распределения. Укладку можно облегчить, например, с помощью манипулятора с сервоприводом, оснащенного устройством подачи тонких обособленных элементов, формирующих каналы распределения.
Другим применимым средством укладки тонких обособленных элементов, формирующих каналы распределения, является колесо, которое вращается в устройстве 26 под по существу прямым углом к сетке вокруг нее, наматывая тонкие обособленные элементы, формирующие каналы распределения, на сетку. При использовании такого вращающегося колеса тонкие обособленные элементы, формирующие каналы распределения, укладываются одновременно на верхнюю и на нижнюю поверхность сетки. При использовании такого рода средств намотки тонких обособленных элементов, формирующих каналы распределения, необходимо обеспечить, чтобы тонкие обособленные элементы, формирующие каналы распределения, не изгибали ровинги и не сужали сетку по краям. Натяжение тонких обособленных элементов, формирующих каналы распределения, следует тщательно отрегулировать, а средства для предотвращения изгибов наиболее предпочтительно применять между укладкой тонких обособленных элементов, формирующих каналы распределения, и следующей стадией изготовления, т.е. термообработкой сетки или, в общем случае, активацией связующего. К числу таких средств относятся, например, направляющие, установленные вдоль краев сетки 20 от устройства намотки тонких обособленных элементов, формирующих каналы распределения, до места выполнения следующей операции, т.е. активации связующего 28.
Выгодным отличием настоящего изобретения является то, что тонкие обособленные элементы, формирующие каналы распределения, укладываются на сетку по прямым параллельным линиям, т.е. тонкие обособленные элементы, формирующие каналы распределения, располагаются прямолинейно и единообразно от одного края сетки до другого ее края, другими словами, тонкие обособленные элементы, формирующие каналы распределения, не образуют, например, петель, обнаруживаемых обычно в материалах с переплетением. Прямая, т.е. линейная и плоская укладка тонких обособленных элементов, формирующих каналы распределения поперек однонаправленных армирующих ровингов, в основном обеспечивает распределение смолы от одного края сетки до другого в кратчайшее время. Независимо от фактической ориентации тонких обособленных элементов, формирующих каналы распределения, их располагают с одинаковыми промежутками, т.е. расстояние между ними по горизонтали с обеих сторон армирующего наполнителя составляет приблизительно от 2 до 50 мм, предпочтительно от 5 до 25 мм, наиболее предпочтительно приблизительно 10-20 мм. Точное расстояние следует подбирать в соответствии с вязкостью смолы и поверхностной плотностью сетки.
Однако следует учесть, что сказанное выше относится к простейшему способу производства армирующего наполнителя. Принципиально аналогичный способ применим для производства армирующего наполнителя, состоящего из нескольких однонаправленных слоев. В этом случае тонкие обособленные элементы, формирующие каналы распределения, укладываются на верхнюю и/или нижнюю поверхность армирующего наполнителя или между его слоями. Можно также производить армирующие наполнители с многоосевой ориентацией, в том числе однонаправленные, би-, три- и квадроаксиальные структуры с тонкими обособленными элементами, формирующими каналы распределения, расположенными поперек фактической ориентации армирующих волокон. При производстве многоосевых армирующих наполнителей тонкие обособленные элементы, формирующие каналы распределения, могут изначально находиться в структуре армирующего наполнителя или могут быть уложены между его слоями в процессе производства.
Согласно другому предпочтительному варианту осуществления настоящего изобретения, тонкие обособленные элементы, формирующие каналы распределения, укладываются между любыми двумя слоями ровингов однонаправленного армированного наполнителя, т.е. не только по меньшей мере на верхней и/или нижней поверхности армирующего наполнителя, но и между слоями ровингов. Другими словами, если армирующий наполнитель содержит четыре слоя ровингов, тонкие обособленные элементы, формирующие каналы распределения, можно уложить в каждом промежутке между слоями или между вторым и третьим слоем, т.е. в середине пакета армирующего наполнителя. Практически это означает, что укладка однонаправленных ровингов для формирования сетки и укладка тонких обособленных элементов, формирующих каналы распределения, должна происходить в таком порядке, что сначала укладывается слой (или несколько слоев) однонаправленных ровингов, затем ряд тонких обособленных элементов, формирующих каналы распределения, а затем - следующий слой (или несколько слоев) однонаправленных ровингов и т.д. Только после требуемой укладки слоев армирующего наполнителя и тонких обособленных элементов, формирующих каналы распределения, слои и тонкие обособленные элементы, формирующие каналы распределения, соединяются посредством порошковых и жидких связующих материалов.
Затем сетка с тонкими обособленными элементами, формирующими каналы распределения, размещенными на ее поверхности (поверхностях), переносится в устройство активации 28 (хорошо известное), предназначенное для плавления термопластичного и/или термореактивного связующего, или для распыления растворителя на связующее, или для испарения из него растворителя, или для осуществления одной из многих других возможных операций для активации связующего, чтобы скрепить между собой как ровинги, так и тонкие обособленные элементы, формирующие каналы распределения, для объединения их в единую систему. После этого сетка 20 проходит обжатие валками 30 для регулирования толщины армирующего наполнителя. Обжатие 30 выполняется, например, по меньшей мере однократно в зазоре между валками, чтобы путем обжатия сетки улучшить скрепление ровингов расплавом связующего и сформировать однонаправленный армирующий наполнитель 34 требуемой толщины. После стадии обжатия 30 однонаправленный армирующий наполнитель 34 сматывают в рулон 32 для отправки потребителю. Иногда перед отправкой армирующий наполнитель обрабатывают на перемотно-резательном станке для получения полотна необходимой ширины.
Здесь следует учесть, что описанные выше стадии активации связующего, в частности связанной с нагревом, и укладки тонких обособленных элементов, формирующих каналы распределения, можно выполнять в обратном порядке, т.е. сначала нагревание для плавления связующего, а затем укладку тонких обособленных элементов, формирующих каналы распределения. В этом последнем варианте тонкие обособленные элементы, формирующие каналы распределения, могут быть изготовлены, например, из такого материала, который не выдерживает температуру плавления связующего и поэтому укладывается на поверхности (поверхностях) в тот период времени, когда связующее уже остыло по сравнению с температурой нагрева, но еще остается расплавленным или по меньшей мере липким, чтобы скрепить тонкие обособленные элементы, формирующие каналы распределения. Следует также учесть, что на практике после нагрева и обжатия часто применяется охлаждение, чтобы матрица затвердела как можно быстрее.
Для скрепления тонких обособленных элементов, формирующих каналы распределения, с ровингами однонаправленной сетки имеется несколько способов. В одном из них применяются двухкомпонентные тонкие обособленные элементы, формирующие каналы распределения, с плавким компонентом, нанесенным на основу, или покрытые тонким слоем связующего. После того как любой из тонких обособленных элементов, формирующих каналы распределения, уложен на ровинги или между слоями ровингов, первый вариант состоит в том, что тонкие обособленные элементы, формирующие каналы распределения, нагревают для расплавления плавкого компонента и скрепления их с ровингами, причем основа элементов не плавится и сохраняет свой исходный диаметр. В этом варианте активацию, т.е. нагрев тонких обособленных элементов, формирующих каналы распределения, можно выполнять как одновременно со скреплением однонаправленных ровингов, так и после него как отдельную операцию. В последнем случае тонкие обособленные элементы, формирующие каналы распределения, укладываются на ровинги после их скрепления. Второй вариант состоит в том, что на тонкие обособленные элементы, формирующие каналы распределения, распыляется растворитель, и растворяющееся связующее распределяется по ровингам, скрепляя тонкие обособленные элементы, формирующие каналы распределения, с ровингами. Если необходимо ускорить такой процесс скрепления, то для ускоренного выпаривания растворителя армирующий наполнитель можно нагреть.
Другой способ скрепления тонких обособленных элементов, формирующих каналы распределения, с ровингами состоит в том, что тонкие обособленные элементы, формирующие каналы распределения, укладывают на ровинги после того, как ровинги скреплены между собой, а затем повторно проводят активацию связующего (например, прокатывая горячим валиком), таким образом скрепляя тонкие обособленные элементы, формирующие каналы распределения, с ровингами тем же самым связующим, которым ровинги скреплены между собой.
Другой способ скрепления тонких обособленных элементов, формирующих каналы распределения, с ровингами состоит в том, что тонкие обособленные элементы, формирующие каналы распределения, укладывают на ровинги после того, как ровинги скреплены между собой, но до или после укладки на ровинги тонких обособленных элементов, формирующих каналы распределения, наносят на ровинги (возможно, и на тонкие обособленные элементы, формирующие каналы распределения) дополнительное связующее, активируя его для скрепления тонких обособленных элементов, формирующих каналы распределения, с ровингами дополнительным связующим.
Описанные выше способы укладки тонких обособленных элементов, формирующих каналы распределения, на ровинги и скрепления их с ровингами открывают ряд перспективных возможностей при производстве армированных наполнителей согласно настоящему изобретению.
Одна из предпочтительных возможностей заключается в том, чтобы для производства однонаправленного армирующего наполнителя, скрепленного связующим, и для присоединения к нему тонких обособленных элементов, формирующих каналы распределения, использовались отдельные последовательности операций. Другими словами, в первую последовательность входит укладка непрерывных ровингов параллельно, вплотную, в один слой для формирования однонаправленной сетки, нанесение на сетку термопластичного и/или термореактивного связующего и активация связующего для скрепления ровингов между собой с образованием однонаправленного армирующего наполнителя, после чего скрепленный однонаправленный армирующий наполнитель можно обжать на валках, а ко второй последовательности операций приступить либо сразу же, либо после хранения в течение определенного времени, либо после получения его потребителем.
Во вторую последовательность операций входит раскручивание рулона скрепленного связующим однонаправленного армирующего наполнителя, укладка тонких обособленных элементов, формирующих каналы распределения, на непрерывные однонаправленные ровинги в поперечном направлении относительно ориентации однонаправленных ровингов и, возможно, скручивание скрепленного однонаправленного армирующего наполнителя с тонкими обособленными элементами, формирующими каналы распределения, для дальнейшего использования. Преимущество такой организации процесса состоит в том, что первая последовательность операций, в силу своего характера, может осуществляться намного быстрее, чем вторая. Следовательно, разделяя их, можно выполнять все операции с оптимальной скоростью, не замедляя те, которые входят в первую последовательность. Благодаря такому разделению процессов вторую последовательность можно выполнять на площадке конечного потребителя армирующего наполнителя, например производящего лопасти ветроэнергетических установок. Кроме того, вследствие применения тонких обособленных элементов, формирующих каналы распределения, могут быть наложены новые ограничения на свойства обжимных валков. В случае если какие-либо тонкие обособленные элементы, формирующие каналы распределения, легко сплющиваются вследствие свойств, присущих либо материалу, либо структуре, следует обратить внимание на давление при обжатии, т.е. тонкие обособленные элементы, формирующие каналы распределения, не должны при обжатии изменить форму поперечного сечения или по меньшей мере не настолько изменить ее, чтобы это могло повлиять на распределение смолы. Разумеется, можно отказаться от обжатия валками или использовать валки с мягкой поверхностью, или уменьшить давление при обжатии.
Структура пакета армирующего наполнителя согласно настоящему изобретению обеспечивает распределение инжектируемой смолы на стадии инфузии по каналам 10 в поперечном направлении относительно ориентации ровингов армирующего наполнителя, ее проникновение между отдельными ровингами или волокнами, высокую скорость распределения и полную пропитку. Воздух вытесняется движением смолы в процессе инфузии из камер и пустот армирующего наполнителя сначала в дренажные каналы, а затем за пределы изделия. Как распределение смолы, так и удаление воздуха можно ускорить дополнительным давлением со стороны подачи смолы на первых концах каналов распределения, если верхняя часть литьевой формы обладает жесткостью, как это предусмотрено в процессах RTM или Light RTM (хотя последний редко применяется) и/или созданием разрежения с противоположной стороны.
На Фиг. 1а схематически показано, что тонкие обособленные элементы, помещенные между слоями армирующего наполнителя 2 и 4 для облегчения пропитки пакета армирующих наполнителей смолой и удаления воздуха, задержавшегося между слоями армирующего наполнителя, формируют каналы 10 распределения по сторонам от себя и между однонаправленными ровингами армирующего наполнителя. Тонкие обособленные элементы, формирующие каналы распределения, являются предпочтительно моноволокнами, состоящими из полиамида (PA), сополимера полиамида или сополимера полиэфира (co-PET), сечение которых может быть, например, круглым, квадратным, овальным, Х-образным или пустотелым. Тонкие обособленные элементы, формирующие каналы распределения, могут быть двухкомпонентными или многокомпонентными. Другими словами, благодаря тому, что тонкие обособленные элементы, формирующие каналы распределения, производят из подходящего полимерного материала, например методом экструзии, поперечное сечение таких элементов можно выбирать из множества вариантов для оптимизации процесса распределения смолы. В целях осуществления настоящего изобретения предпочтительно использовать для формирования каналов распределения такие тонкие обособленные элементы, которые обеспечивают максимальное геометрическое сечение или максимальное расстояние между ровингами двух смежных слоев армирующего наполнителя при заданном объеме и с минимальным количеством неармирующего материала (полимера, из которого состоит моноволокно).
Элементы, формирующие каналы распределения смолы, как правило, представляют собой отдельные волокна диаметром около 70-300 мкм, предпочтительно 100-200 мкм, наиболее предпочтительно 130-170 мкм. Тем не менее, согласно настоящему изобретению, для формирования каналов распределения смолы можно использовать элементы нескольких других типов. Элементы, формирующие каналы распределения, могут быть сформированы из пучков моноволокон, например трех волокон, возможно также из пяти или более волокон (см. Фиг. 3a-3d), соединенных между собой так, чтобы между слоями армирующего наполнителя, которые укладываются один поверх другого, оставался зазор необходимого размера в направлении оси Z.
Один из вариантов - пучок, составленный несколькими моноволокнами, который может быть слабо скручен и способен сплющиваться при сжатии. В этом случае толщина пучка в направлении оси Z после сжатия равна диаметру каждого отдельного моноволокна, который составляет предпочтительно 70-300 мкм, более предпочтительно 100-200 мкм, и наиболее предпочтительно 130-170 мкм.
Другой вариант - такое соединение нескольких моноволокон, при котором поперечное сечение пучка остается при сжатии по существу неизменным. Для этого, согласно другому предпочтительному варианту осуществления настоящего изобретения, моноволокна должны быть скреплены друг с другом, как показано на Фиг. 3a-3d, образуя более компактные элементы, формирующие каналы распределения, c отношением ширины сечения к высоте значительно ниже 2,0. Волокна, составляющие пучок, можно на стадии укладки либо подвергать термообработке, либо наносить на них связующее в виде раствора, чтобы скрепить волокна, как показано на Фиг. 3а, и предотвратить их смещение при сжатии. Пучок моноволокон можно также поместить в оболочку, как показано на Фиг. 3b, или создать пучок двухкомпонентных волокон, покрытых специальным связующим, как показано на Фиг. 3с. Во всех описанных выше вариантах желательно, чтобы связующее было совместимо с полимерной матрицей будущего ламината. Другим условием, относящимся к связующему, является необходимость обеспечить максимальную гибкость получаемых с его помощью тонких обособленных элементов, формирующих каналы распределения, чтобы предотвратить образование изгибов в структуре ламината. Кроме того, моноволокна можно сплавить друг с другом, как показано на Фиг. 3d. Диаметр применяемых тонких обособленных элементов, формирующих каналы распределения, или, фактически, их размер в направлении оси Z, составляет около 70-300 мкм, предпочтительно 100-200 мкм, более предпочтительно 130-170 мкм. Фактический размер элементов в направлении оси Z зависит от проницаемости используемых армирующих волокон и их диаметра.
Таким образом, чтобы обеспечить максимальную относительную эффективность каналов распределения, сформированных с помощью тонких обособленных элементов, с учетом того количества постороннего материала, который вносится в армирующий наполнитель тонкими обособленными элементами, формирующими каналы распределения, пучок моноволокон должен быть предельно компактным, то есть отношение его ширины к высоте должно быть не более 2,0, предпочтительно менее 1,5, наиболее предпочтительно - максимально близко к 1,0. Отношение ширины к высоте, равное 2, получается, например, когда два моноволокна уложены вплотную.
Форму и размер тонких обособленных элементов, формирующих каналы распределения, а также особенности их размещения на слоях армирующего наполнителя, т.е. расстояние между ними, необходимо тщательно анализировать (в числе прочих факторов), чтобы обеспечить надлежащую пропитку и смачивание смолой пакета армирующего наполнителя. Каналы распределения смолы, сформированные по бокам тонких обособленных элементов, формирующих каналы распределения, не должны быть слишком свободными, чтобы смола не просто протекала от точки инжекции к противоположному краю пакета армирующего наполнителя, а имела достаточно времени для пропитки ровингов. Очевидно, что, чем меньше расстояние между соседними тонкими обособленными элементами, формирующими каналы распределения, тем большее поперечное сечение могут иметь каналы, сформированные по бокам тонких обособленных элементов, и наоборот. Другой фактор, который следует учитывать - это поверхностная плотность армирующего наполнителя. Чем выше поверхностная плотность слоя армирующего наполнителя, тем больше времени потребуется для его полной пропитки смолой. Благодаря настоящему изобретению появляется возможность регулировать проницаемость армирующего наполнителя таким образом, чтобы обеспечить полное смачивание отдельных армирующих волокон, а также предотвратить образование непропитанных зон и пустот между волокнами. Тем не менее, независимо от диаметра и формы или других свойств тонких обособленных элементов, формирующих каналы распределения в поперечном направлении, они не придают армирующему наполнителю сколь-нибудь заметной поперечной прочности. Поперечная прочность однонаправленного армирующего наполнителя обеспечивается только за счет правильного выбора термоплавкого и/или термореактивного связующего. Связующее должно соответствовать матрице, т.е. быть совместимым с полимерным материалом и обеспечивать достаточную гибкость скрепляемого им армирующего наполнителя. Это последнее требование на практике означает, с одной стороны, что затвердевшее связующее должно обладать определенной упругостью и, с другой стороны, что количество связующего должно быть оптимальным для обеспечения как достаточной поперечной прочности, так и достаточной гибкости армирующего наполнителя. Эксперименты показали, что в зависимости от полимерной матрицы предпочтительными материалами для связующего являются ненасыщенные полиэфиры бисфенольного типа, сополимеры полиэфиров и эпоксидные смолы на основе бисфенола-А. Допустимо применение других порошковых и жидких связующих материалов, обеспечивающих требуемые свойства. Расход сухого связующего, необходимый для соединения ровингов с тонкими обособленными элементами, формирующими каналы распределения, составляет приблизительно 15-30 г/м2 в зависимости от требуемых технологических свойств.
Также согласно одному из предпочтительных вариантов осуществления настоящего изобретения, в идеальном случае полимерный материал тонких обособленных элементов, формирующих каналы распределения, не должен препятствовать сшивке матрицы или оказывать другое отрицательное влияние на химические, термические или механические свойства матрицы. В проведенных экспериментах использовались тонкие обособленные элементы, формирующие каналы распределения, изготовленные из полиамида, сополимера полиамида или сополимера ПЭТ. Допустимо также применение других материалов, обеспечивающих требуемые свойства.
Другое желательное, но не обязательное свойство полимерного материала для изготовления тонких обособленных элементов, формирующих каналы распределения - это его растворимость в смоле, по меньшей мере частичная. Однако растворение в смоле должно быть достаточно слабым или медленным, чтобы тонкие обособленные элементы, формирующие каналы распределения, не растворились и не исчезли полностью до тех пор, пока армирующий наполнитель не пропитается смолой. Тем не менее, преимущество по меньшей мере частично растворимых тонких обособленных элементов заключается в том, что сформированные ими каналы при этом заполняются и исчезают, благодаря чему материал становится более гомогенным по сравнению с тем, в котором используются нерастворимые тонкие обособленные элементы, формирующие каналы распределения. В качестве примера описанных выше вариантов можно упомянуть двухкомпонентные тонкие обособленные элементы, формирующие каналы распределения, содержащие моноволокно или пучок моноволокон с внешним слоем из полимера, отличающегося по своим свойствам и растворимого в материале матрицы. Растворимость внешнего слоя предпочтительно подбирать так, чтобы он растворялся в смоле после того, как смола пропитает пакет армирующих наполнителей. Преимущество такой структуры тонких обособленных элементов, формирующих каналы распределения, заключается в том, что диаметр их основы может составлять 120 мкм, а толщина внешнего слоя - 10 мкм. Таким образом, диаметр двухкомпонентных тонких обособленных элементов, формирующих каналы распределения, во время пропитки составляет 140 мкм, а после растворения внешнего слоя - 120 мкм, благодаря чему ровинги в конечном изделии находятся ближе друг к другу. За счет этого практически до нуля снижается вероятность преждевременного разрушения ламината на границах между тонкими обособленными элементами, формирующими каналы распределения, и ровингами.
Из предшествующего опыта известно, что, например, при использовании поперечных стекловолоконных нитей с покрытием из термоплавкого клея для скрепления между собой однонаправленных ровингов армирующего наполнителя поперечные волокна стекловолоконных нитей могут под действием поперечной нагрузки разрушаться, создавая в результате микротрещины. Микротрещины могут отрицательно влиять на статическую и динамическую прочность ламината, так как являются причиной возникновения более крупных трещин и видимых разрушений структуры ламината, приводящих в итоге к полному разрушению детали. Очевидно, что аналогичная опасность существует и для тонких обособленных элементов, формирующих каналы распределения.
Следовательно, величина удлинения при разрыве для тонких обособленных элементов, формирующих каналы распределения, должна быть не меньше значения этого показателя для матрицы. Например, удлинение при разрыве для эпоксидной матрицы составляет приблизительно 6%. Тогда удлинение при разрыве для тонких обособленных элементов, формирующих каналы распределения, должно быть больше 6%, предпочтительно приблизительно 10%, наиболее предпочтительно приблизительно 20%. Точное значение зависит от типа используемой смолы. Кроме того, для сравнения механической прочности матрицы и тонких обособленных элементов, формирующих каналы распределения, используется модуль упругости. Другими словами, для того чтобы обеспечить требуемую прочность и надежность в любых условиях применения, модуль упругости тонких обособленных элементов, формирующих каналы распределения, должен быть ниже, предпочтительно заметно ниже модуля упругости материала матрицы. Так как модуль упругости применяемых в матрице материалов, например, эпоксидной смолы, полиэфира или винилэфирной смолы составляет приблизительно 3 ГПа, модуль упругости тонких обособленных элементов, формирующих каналы распределения должен быть предпочтительно приблизительно 2 ГПа или менее.
Описанный выше вариант применения скрепленного связующим однонаправленного армирующего наполнителя в производстве полок лонжеронов для лопастей ветроэнергетических установок - лишь один из множества вариантов применения подобных армирующих наполнителей. Армирующий наполнитель согласно настоящему изобретению наиболее успешно применяется там, где требуется однонаправленный армирующий наполнитель с наилучшими механическими свойствами, в первую очередь усталостной прочностью, но также и стойкостью к статической нагрузке. Однако следует помнить, что скрепленный связующим однонаправленный армирующий наполнитель согласно настоящему изобретению можно использовать во всех случаях, где применимы материалы на основе армированной волокнами полимерной матрицы.
На Фиг. 4 сравниваются характеристики процесса распределения смолы в известных ранее армированных наполнителях, сшитых переплетающими нитями, в однонаправленных армирующих наполнителях, скрепленных порошкообразным связующим, и в однонаправленных армирующих наполнителях согласно настоящему изобретению с тонкими обособленными элементами, формирующими каналы распределения, с двумя вариантами параметров элементов. Для эксперимента были подготовлены четыре разных образца армирующих наполнителей. Во всех образцах использованы одинаковые однонаправленные ровинги (1200 г/м2). Первый контрольный образец состоял из армирующего наполнителя со сшивающими многоволоконными переплетающими нитями из Е-стекла (200 текс, 400 волокон по 16 мкм каждое), расположенными с шагом 10 мм под углами +45 и -45 градусов относительно ориентации однонаправленных ровингов. Второй контрольный образец состоял из однонаправленного армирующего наполнителя поверхностной плотностью 1200 г/м2, скрепленного порошкообразным связующим (10 г/м2). В первом образце армирующего наполнителя согласно настоящему изобретению использованы тонкие обособленные элементы, формирующие каналы распределения, состоящие из волокон (ПЭТ-сополимер, сополимер полиэтилентерефталата) диаметром 100 мкм, расположенные под прямым углом к однонаправленным ровингам поверхностной плотностью 1200 г/м2, которые были скреплены порошкообразным связующим (10 г/м2). Тонкие обособленные элементы, формирующие каналы распределения, т.е. моноволокна, были уложены с шагом 20 мм. Во втором образце армирующего наполнителя согласно настоящему изобретению использован тот же однонаправленный наполнитель, что и в первом, но с тем единственным отличием, что диаметр моноволокна составлял 130 мкм.
Из всех четырех образцов армирующего наполнителя для эксперимента были вырезаны полотна одинакового размера. В каждом опыте пакет из четырех одинаковых полотен помещали в литьевую форму на стеклоткань, а поверх армирующих наполнителей укладывали полимерную пленку. Пакет герметизировали обычным герметиком. Литьевую форму вакуумировали при разрежении 0,95 бар, после чего в нее инжектировали эпоксидную смолу в направлении поперек армирующих ровингов с вязкостью 300 мПа·с при температуре 23°C. Полученные графики отображают изменение глубины пропитки во времени.
На Фиг. 4 показано изменение глубины пропитки смолой во времени. Самая нижняя кривая показывает положение фронта проникновения смолы в армирующем наполнителе без каналов распределения, скрепленном с помощью порошкового связующего. За приблизительно 30 минут смола проникает на глубину 1 см. Положение фронта распределения, т.е. глубина пропитки, в основном соответствует известному закону Дарси, согласно которому глубина проникновения обратно пропорциональна квадратному корню из времени. Таким образом, существует определенный предел, к которому значение может бесконечно приближаться, никогда его не достигая. Если другие условия, такие как вязкость и температура, остаются постоянными, то положение фронта проникновения смолы характеризует проницаемость материала. Необходимо заметить, что самая нижняя кривая (соответствующая образцу, подготовленному ранее известным способом) оставалась почти горизонтальной в течение 25-35 минут, поэтому можно ожидать, что даже при значительном увеличении времени пропитки глубина пропитки не увеличится. Две следующие кривые отображают распределение смолы в армирующем наполнителе со сшивающими переплетающими нитями, подготовленном в соответствии с ранее известным способом, и в скрепленном с помощью порошкового связующего армирующем наполнителе, в котором в поперечном направлении уложены моноволокна диаметром 100 мкм с шагом 20 мм. В обоих образцах фронт распределения смолы прошел за 25 минут приблизительно 9 см и пропитка еще продолжалась, что при увеличении времени пропитки позволяет ожидать глубину проникновения около 10 см. Самая верхняя кривая отображает распределение смолы в армирующем наполнителе, в котором в поперечном направлении уложены моноволокна диаметром 130 мкм с шагом 20 мм. Фронт распределения смолы прошел за 25 минут приблизительно 16 см, причем пропитка продолжалась, что при увеличении времени пропитки позволяет ожидать глубину проникновения около 20 см.
По результатам проведенных экспериментов очевидно, что, увеличивая диаметр тонких обособленных элементов, формирующих каналы распределения, в данном примере моноволокон, можно увеличить скорость и/или глубину пропитки. Конечно, в таком случае необходимо обеспечить, чтобы ровинги оставались достаточно прямыми, т.е. чтобы тонкие обособленные элементы, формирующие каналы распределения, не раздвигали их на слишком большое расстояние, создавая опасность появления микротрещин. На практике верхний предел диаметра тонких обособленных элементов, формирующих каналы распределения, находится в диапазоне 170-300 мкм и зависит от поверхностной плотности армирующего наполнителя. Другой очевидный способ увеличения скорости и/или глубины пропитки - это более частая укладка тонких обособленных элементов, формирующих каналы распределения. Шаг укладки можно уменьшить до 15 или 10 мм и даже до 5 мм. Для каждого набора условий оптимальный вариант следует подбирать индивидуально.
Описанные выше эксперименты ясно показывают огромное преимущество нового способа формирования каналов для распределения с помощью тонких обособленных элементов. Как уже отмечалось выше, это преимущество заключается не только в том, что за счет ускорения инфузии значительно повышается производительность, но также в том, что эффективное удаление газа из пакета армирующих наполнителей способствует получению ламината без пустот, непропитанных или частично пропитанных зон, и в том, что такой ламинат имеет лучшие прочностные и усталостные характеристики по сравнению ламинатами, применявшимися ранее для аналогичных целей, и в том, что благодаря плоской, не содержащей изгибов структуре ламината снижается вероятность появления зон с низкой прочностью на сжатие.
Было также выполнено сравнение армирующего наполнителя согласно настоящему изобретению с ранее известным армирующим наполнителем по модулю упругости на растяжение и пределу прочности на растяжение в направлении вдоль ровингов (под углом 0 градусов) и поперек ровингов (под углом 90 градусов) по стандартам ISO 527-4 и 527-5. Испытан сшитый (переплетенный) нитью однонаправленный армирующий наполнитель ранее известного типа с поверхностной плотностью 1200 г/м2 и однонаправленный армирующий наполнитель согласно настоящему изобретению с поверхностной плотностью 1171 г/м2 с порошковым связующим и поперечными моноволокнами. В обоих армирующих наполнителях матрица состояла из эпоксидной смолы. В таблице ниже приведены результаты сравнения, из которых следует, что предел прочности на растяжение увеличился почти на 20% в продольном направлении и более чем на 10% в поперечном направлении. Модуль упругости на растяжение увеличился почти на 15% в продольном направлении и снизился на 6% в поперечном направлении. Модуль упругости на растяжение в поперечном направлении оказался ниже из-за того, что в армирующем наполнителе ранее известного типа имеются поперечные стеклянные волокна плотностью 100 г/м2.
Армирующий наполнитель согласно настоящему изобретению можно применять в сочетании с любыми инфузионными технологиями, включая вакуумную инфузию, процессы Light RTM и RTM, но не ограничиваясь ими. За счет применения армирующих наполнителей согласно настоящему изобретению можно улучшить свойства других ламинатов, в которых распределение смолы замедлено или сдерживается присутствием плотно упакованных волокон или других компонентов ламината, например, сотовым заполнителем, огнестойкими добавками, наполнителями, пигментами и т.п., для которых вязкость смолы может быть слишком высока.
Армирующие наполнители согласно настоящему изобретению можно применять для производства как заготовок, так и конечных изделий, т.е. таких ламинатов, из которых изготавливают лопасти ветроэнергетических установок. Заготовку можно производить по меньшей мере из двух армирующих наполнителей, уложив один поверх другого так, чтобы тонкие обособленные элементы, формирующие каналы распределения, первого армирующего наполнителя были обращены ко второму армирующему наполнителю, и применив, в случае необходимости, связующее (иногда для скрепления ровингов бывает достаточно простого нагревания армирующего(-их) наполнителя(-ей) с ранее нанесенным связующим). Однонаправленные армирующие наполнители можно располагать один поверх другого либо так, чтобы ровинги всех армирующих наполнителей были параллельны, либо так, чтобы ровинги первого армирующего наполнителя были направлены под углом к ровингам второго. В последнем случае формируется многоосевая заготовка.
Подобным образом можно производить ламинат из армирующего наполнителя согласно настоящему изобретению или из описанной выше заготовки. В соответствии с этим способом производства ламината по меньшей мере два армирующих наполнителя или две заготовки укладывают в литьевую форму один поверх другого таким образом, что тонкие обособленные элементы, формирующие каналы распределения, первого армирующего наполнителя обращены ко второму армирующему наполнителю, находящемуся над первым армирующим наполнителем, после чего на армирующие наполнители помещают крышку, закрывают литьевую форму и обеспечивают разность давления для удаления воздуха из литьевой формы и для пропитки армирующего(-их) наполнителя(-ей) смолой.
В другом варианте осуществления используется только одно полотно однонаправленного армирующего наполнителя, которое размещается в литьевой форме так, что тонкие обособленные элементы, формирующие каналы распределения, обращены и к нижней части, и к крышке литьевой формы.
Очевидно, что данное изобретение не ограничивается описанными выше примерами и может осуществляться различными другими способами в пределах сущности изобретения. Очевидно также, что приемы, входящие в каждый из описанных выше вариантов осуществления, можно применять в составе других вариантов осуществления, если это целесообразно.
Реферат
Настоящее изобретение относится к однонаправленному армирующему наполнителю. Техническим результатом является повышение качества и прочности композиционного материала. Технический результат достигается однонаправленным армирующим наполнителем для производства армированных волокном композитных материалов с применением одного из процессов литьевого прессования и вакуумной инфузии. Причем однонаправленный армирующий наполнитель содержит непрерывные однонаправленные ровинги, ориентированные в направлении вдоль полотна армирующего наполнителя и скрепленные друг с другом термопластичным и/или термореактивным связующим. Причем армирующий наполнитель, имеющий верхнюю и нижнюю поверхность, снабжен элементами, облегчающими при пропитке пакета армирующих наполнителей проникновение в армирующий наполнитель смолы в поперечном направлении относительно ориентации однонаправленных ровингов. При этом элементы, облегчающие пропитку, являются единичными моноволокнами, либо пучком из нескольких скрепленных между собой моноволокон, формирующими каналы распределения смолы в поперечном направлении относительно ориентации однонаправленных ровингов. Причем единичные моноволокна, либо пучки из нескольких скрепленных между собой моноволокон, имеют при сжатии соотношение ширины сечения к высоте не более 2 и образуют по обе стороны от себя поперечные каналы распределения, проходящие от одного продольного края однонаправленного армирующего наполнителя до его противоположного продольного края. 6 н. и 16 з.п. ф-лы, 8 ил., 1 табл.
Комментарии