Обратный клапан и способ изготовления и встраивания клапана в надуваемый элемент - RU2141597C1
Код документа: RU2141597C1
Чертежи







Описание
Данное изобретение относится к обращенному клапану, предназначенному для надуваемых элементов, таких, как воздушные шары (аэростаты), по меньшей мере, с одним внутренним слоем термосвариваемого материала. Этот клапан представляет собой клапан такого типа, который обеспечивает возможность введения газа в надуваемый элемент и закрывает клапан в результате сгибающего действия давления газа на этот клапан внутри надуваемого элемента. Данное изобретение также относится к способу изготовления клапана и встраивания его в надуваемый элемент. С этой точки зрения мы будем называть термином "balloon" (аэростат, воздушный шар, шар-зонд) любой шар или надуваемый элемент, в который может быть встроен данный клапан.
В патенте US, А, 5295892 описан обратный клапан, содержащий две термосвариваемые полоски, которые образуют пластинчатый клапан, выполненный в виде трубки с одним входом для газа, к которому имеется доступ снаружи, и одним выходом, сообщающимся с внутренней полостью надуваемого элемента, причем полоски сварены с возможностью образования в клапане сужения и у отверстия клапана одна из полосок имеет зону с несвариваемым покрытием.
Из этой же публикации известен способ изготовления и встраивания обратного клапана в надуваемый элемент, включающий соединение сваркой вместе двух полосок в продольном направлении с образованием пластинчатого клапана, привариваемого к одному из листов.
Однако конструкция известного обратного клапана не обеспечивает предохранения надуваемого элемента от повреждений в случае использования мундштука для надувания.
Другая проблема относится к соответствующему размещению предварительно сваренного клапана на одной из внутренних поверхностей надуваемого элемента с целью приваривания клапана к листам, образующим надуваемый элемент. Данные проблемы с позиционированием приводят к снижению производительности и эффективности способа изготовления и встраивания клапана.
В основу изобретения поставлена задача создать обратный клапан, конструкция которого исключала бы повреждение надуваемого элемента в процессе надувания, а также создать способ изготовления и встраивания такого клапана, который не потребовал бы больших затрат времени для своего осуществления.
Поставленная задача решается тем, что в обратном клапане, содержащем две термосвариваемые полоски, которые образуют пластинчатый клапан, выполненный в виде трубки с одним входом для газа, к которому имеется доступ снаружи, и одним выходом, сообщающимся с внутренней полостью надуваемого элемента, причем полоски сварены с возможностью образования в клапане сужения и у отверстия клапана одна из полосок имеет зону с несвариваемым покрытием, согласно изобретению, на одной из сторон первой полоски в зоне с несвариваемым покрытием приварены две лежащие в одной плоскости полоски, расположенные на некотором расстоянии друг от друга в продольном направлении с образованием между ними пространства, представляющего собой отверстие для входа газа, которое частично совпадает с зоной с несвариваемым покрытием, а концы второй и третьей полосок соответственно совпадают с концом первой полоски.
Желательно, чтобы вторая и третья полоски имели различную длину и были приварены к первой полоске в продольном и поперечном направлении на входном конце клапана, ближайшем к входному отверстию, причем будучи закрытым, указанный конец был бы образован двумя слоистыми полосками, а с другой стороны входного отверстия две полоски были приварены друг к другу по наклонным линиям, которые образуют суженный канал.
Возможно, кроме того, чтобы вторая и третья полоски имели одинаковую длину, так, что отверстие для входа газа расположено в середине, и были бы приварены к первой полоске в продольном направлении и по наклонным линиям в виде двух групп линий с каждой стороны от входного отверстия, которые образуют различные суженные каналы, создавая, таким образом, двойной клапан с открытыми концами и одним входом.
Поставленная задача решается также и тем, что в способе изготовления и встраивания клапана в надуваемый элемент, включающем соединение сваркой вместе двух полосок в продольном направлении с образованием пластинчатого клапана, привариваемого к одному из листов, согласно изобретению, на одну сторону первого непрерывного листа термосвариваемого материала, который имеет расположенные на одинаковом расстоянии друг от друга зоны с несвариваемым покрытием на некотором расстоянии друг от друга накладывают второй и третий, лежащие в одной плоскости термосвариваемые листы так, чтобы отверстие между ними было частично совмещено с зоной с несвариваемым покрытием, после наложения листом друг на друга их соединяют вместе термосваркой в поперечном направлении и по наклонным линиям, образующим суженные каналы, затем их разрезают в поперечном направлении для получения клапанов, которые последовательно размещают на внутренней стороне термосвариваемого листа, на котором уже образованы отверстия, расположенные на одинаковом расстоянии друг от друга, причем клапаны размещают так, чтобы входные отверстия клапанов были совмещены с отверстиями, после этого клапаны прикрепляют к листу термосваркой по линиям, проходящим через зону с несвариваемым покрытием, и затем к листу с клапаном присоединяют второй термосвариваемый лист сваркой по контуру надуваемого элемента, после чего осуществляют вырезание каждого из приваренных листов с получением надуваемых элементов с встроенными клапанами.
Краткое описание чертежей
В описании включены чертежи для облегчения понимания изобретения, приведен пример создания клапана, способов изготовления и
встраивания клапана в надуваемый элемент.
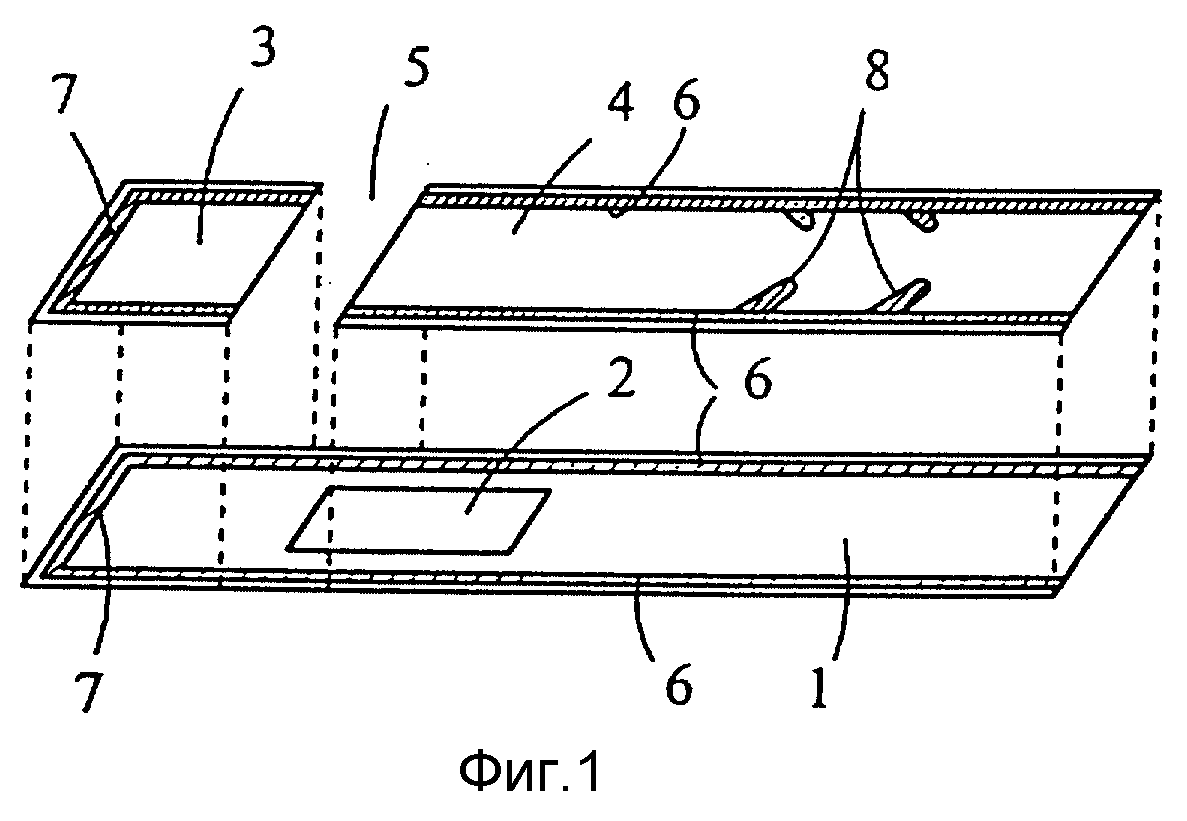
На фиг. 1 представлено перспективное изображение частей клапана;
на фиг. 2 - вид в плане клапана, изображенного на фиг. 1;
на фиг. 3 - вид в плане встроенного сдвоенного клапана;
на фиг. 4 - перспективное схематичное изображение основной операции способа изготовления клапанов;
на фиг. 5 - перспективное
схематичное изображение первого этапа способа встраивания клапана в надуваемый элемент в процессе его изготовления;
на фиг. 6 - клапан, встроенный в слоистый материал надуваемого элемента;
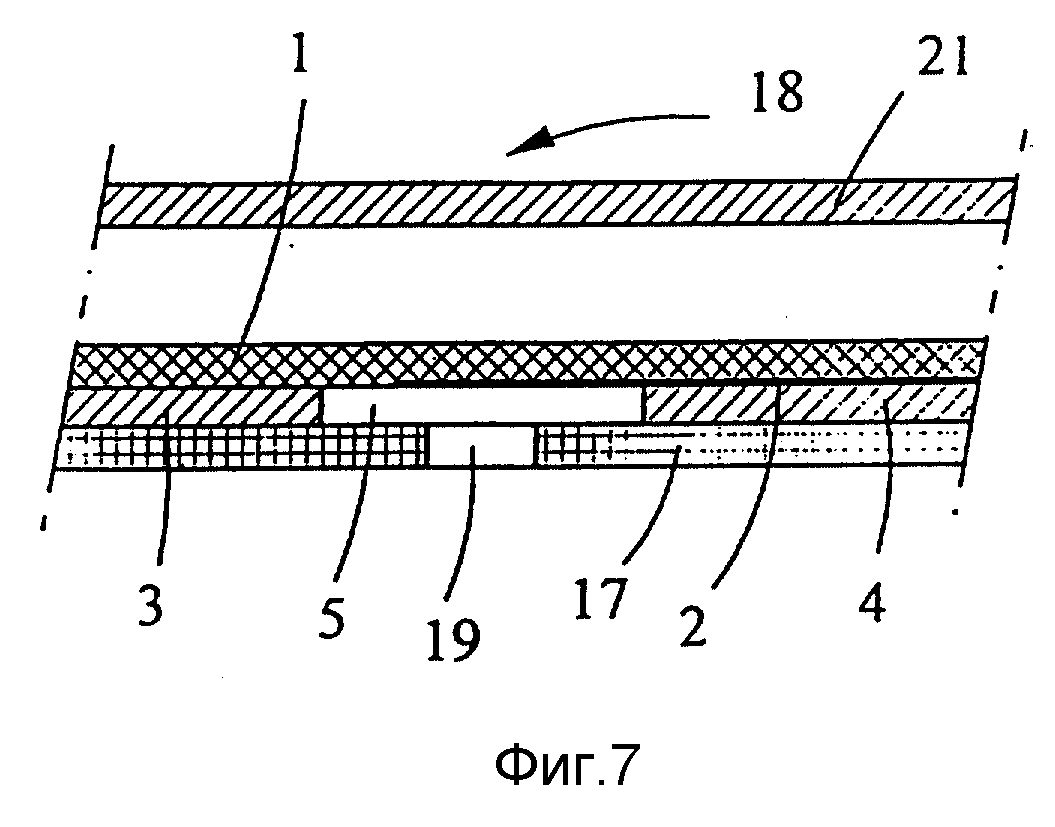
на фиг. 7 - сечение по линии VII-VII по фиг. 6;
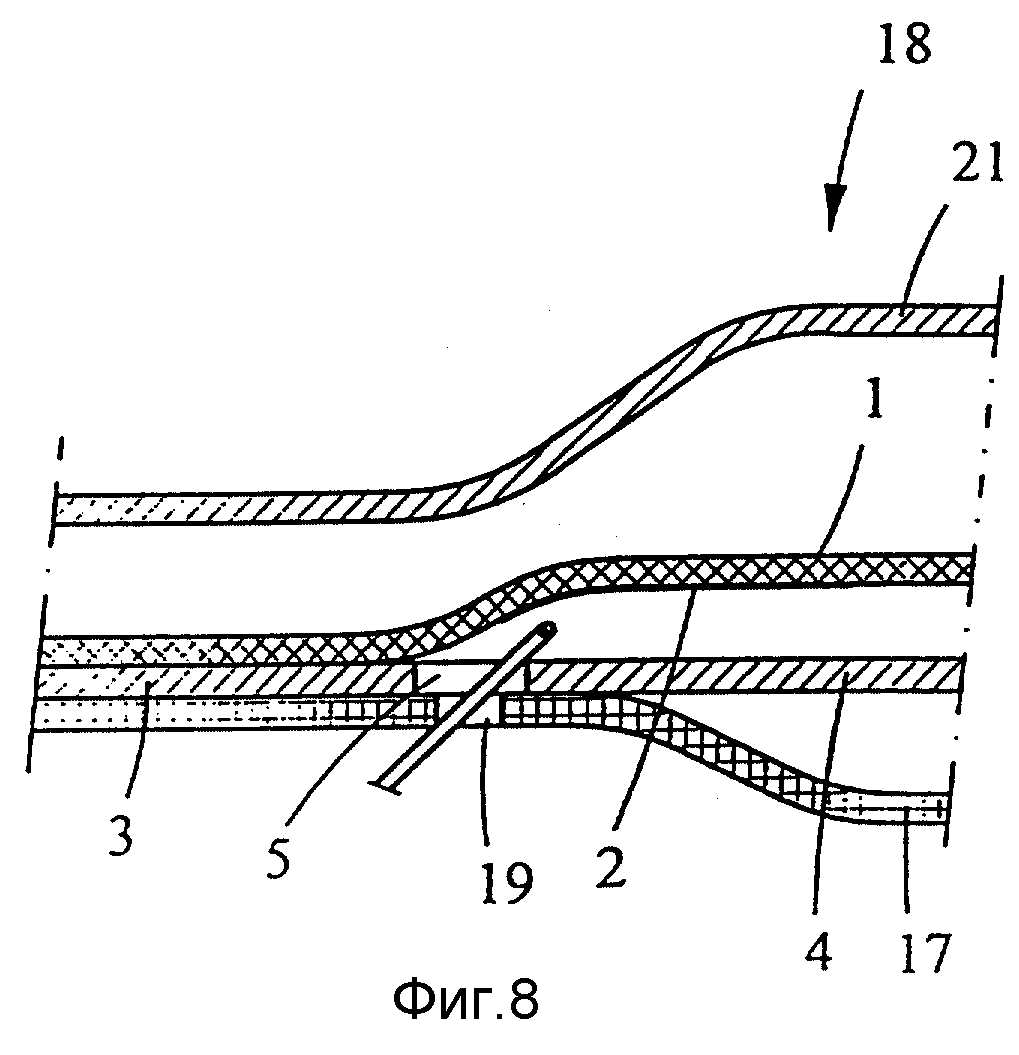
на фиг. 8 - то же, что и на фиг. 8, с мундштуком для вдувания, вставленным в клапан, встроенный в надуваемый элемент;
на фиг. 9
и 10 - схематично различные надуваемые элементы со встроенными внутрь клапанами.
Описание предпочтительного варианта осуществления
Показанный на чертежах клапан содержит
первую пластинчатую полоску 1 из термосвариваемого материала с зоной 2 несвариваемого материала. К одной стороне полоски 1 приварены две другие полоски 3 и 4 различной длины с образованием свободного
пространства 5 между ними, которое представляет собой отверстие для ввода газа и которое частично совмещено с зоной 2. Полоски 3 и 4 приварены к полоске 1 посредством продольных линий 6, поперечной
линии 7 и пары наклонных линий 8, которые образуют суженный канал 9 известного типа. Важно указать на поперечную линию 7, которая закрывает один конец клапана. Между отверстием 5 и линией 7 имеется
двойная заслонка 10, выполненная для упрочнения (фиг. 2), которая предохраняет надуваемый элемент от повреждения при вставке в него мундштука для надувания (фиг. 8).
Второй вариант представляет собой сдвоенный клапан, показанный на фиг. 3, который аналогичен клапану, показанному на фиг. 2, но основным отличительным свойством которого является то, что он имеет два суженных отверстия 9a, центральное отверстие 5a, которое является общим для двух клапанов, и открытые концы 7a. Этот клапан используется в качестве соединения (связи) между двумя надуваемыми элементами 18.
На фиг. 4 показана основная операция способа изготовления клапанов типа описанных выше. Этот способ включает использование одной непрерывной ленты (полосы) 11 термосвариваемого материала, которая имеет расположенные на равных расстояниях друг от друга зоны 2 несвариваемого материала. На одну из сторон полосы 11 накладывают две другие полосы из термосвариваемого материала 12 и 13. Они разделены пространством 5, ширина которого соответствует ширине отверстия клапана, подлежащего изготовлению. Это пространство частично совмещено с несвариваемыми зонами 2.
После наложения полос их приваривают друг к другу путем термосварки с помощью электрода 15, который сваривает полосы последовательно по линиям 6, 7, 8 в соответствии с вариантом исполнения по фиг. 1 и 2 или только по линиям 6, 8 для варианта исполнения по фиг. 3. После этого приваренные друг к другу полосы разрезают в поперечном направлении и последовательно для получения клапанов 16.
Клапаны последовательно размещают - или на непрерывной полосе, или свободно - на одной стороне термосвариваемого листа 17, который представляет собой часть надуваемого элемента 18. Каждый клапан должен быть установлен так, чтобы входное отверстие 5 было совмещено с отверстием 19, образованным в листе 17 (фиг. 6). После этого клапан 16 приваривают к листу 17 по линии сварки 20, которая частично проходит по несвариваемой зоне 2, оставляя участок 20a неприваренным, так что клапан не заблокирован изнутри. После приваривания клапана к листу 17 приваривают второй термосвариваемый лист 21, который представляет собой часть надуваемого элемента 18, и листы соединяют вместе линией сварки 22, которая проходит по контуру надуваемого элемента. В процессе сварки листы могут быть вырезаны для получения надуваемого элемента со встроенным внутрь клапаном.
Способы изготовления и встраивания клапана в надуваемый элемент очень просты, поскольку отверстие 5 получают, не разрезая или не вырезая слоистые элементы. Просто необходимо выдерживать зону отверстия 5 в виде расстояния при выполнении сварки (фиг. 4), обеспечивая лишь легкое совмещение этой зоны - непрерывного разделяющего пространства 5 между полосками с несвариваемыми зонами 2. Преимуществом способа встраивания клапана в надуваемый элемент является то, что позиционирование клапана 16 на слоистом материале 17 выполняется очень легко, просто путем совмещения отверстия 5 с отверстием 19. Этот способ может быть реализован автоматически, что приводит к уменьшению затрат.
Важно указать на то, что внутреннее давление газа в полости надуваемого элемента обеспечивает сдавливание полосок, образующих клапан, вместе и прижатие их к внутренней стенке надуваемого элемента в зоне линии 20, что создает добавочный закрывающий элемент в дополнение к закрывающему элементу клапана.
Также имеет существенное значение то, что при использовании описанного выше способа можно получить одинарные клапаны (фиг. 2) или двойные (фиг. 3) путем простого изменения ширины полосок. Отличительным свойством клапанов и способов их изготовления и встраивания их в надувные элементы является то, что клапаны можно размещать в центральной части надуваемого элемента (фиг. 5), в горловине (фиг. 9) или рядом с периферией (фиг. 10) надуваемого элемента.
Реферат
Изобретение относится к обратным клапанам. Клапан содержит полоску, к которой приварены две лежащие в одной плоскости полоски, разделенные отверстием. При изготовлении клапана к полосе приваривают наложенные на нее две полоски, разделенные пространством. Полученный клапан приваривают к слоистому листу, который образует часть надуваемого элемента и имеет отверстие, которое должно быть совмещено с отверстием клапана. После этого первый лист приваривают ко второму слоистому листу, который образует часть надуваемого элемента. Аналогично получают двойной клапан с одним входным отверстием. Техническим результатом изобретения является исключение повреждения клапана при надувании и сокращение времени на изготовление клапана. 2 с. и 2 з.п. ф-лы, 10 ил.
Комментарии