Усовершенствованная конструкция спортивной клюшки - RU2472559C2
Код документа: RU2472559C2
Чертежи






Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к усовершенствованной конструкции спортивной клюшки.
Уровень техники
Спортивные клюшки, например хоккейные клюшки, традиционно делают из дерева. Деревянная клюшка имеет сплошную структуру и для увеличения прочности может быть выполнена из нескольких слоев. Дерево было и остается удобным и традиционно используемым материалом, но у дерева есть ограничения, связанные с прочностью и весом. В результате последних разработок спортивные клюшки были усовершенствованы - их стали выполнять из металла, такого как алюминий. Обычно такие клюшки изготовляют из цельной трубы, полученной способом экструзии, к которой могут быть прикреплены крюк и рукоять. Полая трубчатая конструкция обеспечивает пониженный вес и простоту крепления крюка и рукояти.
В более современных конструкциях клюшек использованы композитные материалы на основе смол, армированных волокнами, например, эпоксидной смолы, в которую внедрено углеродное волокно. Для увеличения прочности и минимизации веса такие клюшки по конструкции выполняют трубчатыми.
Композитные материалы являются привлекательной альтернативой, поскольку имеется большой выбор типов волокон и типов смол, позволяющий получать множество вариантов конструкций, которые демонстрируют увеличенную жесткость, прочность, которые меньше подвержены влиянию климатических факторов, чем конструкции из более традиционных материалов.
Ранним примером использования композитных материалов для спортивных клюшек является патент США 4086115 (Sweet), в котором описана трубчатая хоккейная клюшка, изготовленная из стекловолокна в полиэфирной смоле способом пултрузии.
В патентах США 5419553 и 5303916 (Rogers) раскрыта усовершенствованная хоккейная клюшка, изготовленная из композитных материалов также способом пултрузии с дополнительным определенным ориентированием волокон с целью увеличения жесткости и прочности клюшки.
Процесс пултрузии также применяется и для создания спортивных клюшек из двух труб с внутренней стенкой между ними.
В патентах США 5549947, 5688571, 5888601, 6129962 (Quigley) описан непрерывный производственный процесс получения хоккейной клюшки со сплошным волоконным армированием.
Ограничения при изготовлении спортивных клюшек способом пултрузии заключаются в том, что нет возможности менять укладку волокон по длине конструкции, и невозможно варьировать поперечное сечение конструкции по ее длине.
В патентах США 5636836 (Carroll), 5746955 (Calapp), 5865696 (Calapp) и 6241633 (Conroy) описаны хоккейные клюшки, изготовленные из материалов на основе армированных волокнами смол с определенной ориентацией волокон с целью получения требуемых характеристик клюшки. Существует несколько патентных заявок, в которых описываются спортивные клюшки с отверстиями на рукояти, которые получены в пресс-форме, в дальнейшем такие отверстия именуются «окнами».
В патентной заявке США 11/752574 (которая является продолжением патентной заявки США 11/183585) (Davis) описывается композитная хоккейная клюшка с формованными окнами.
В патентной заявке США 11/584197 (Davis) описана композитная хоккейная клюшка из нескольких труб, при этом с целью образования окон указанные трубы разделены.
В патентной заявке США 11/584198 (Davis) описана композитная хоккейная клюшка из одной трубы, при этом окна образованы путем прорезания отверстий в трубе и последующей операции формовки.
Раскрытие изобретения
Настоящее изобретение касается конструкции спортивной клюшки, рукоять которой образована единой полой трубой, содержащей, по меньшей мере, одно «окно», а желательно - ряд окон, которые проходят через полую трубу рукояти.
По меньшей мере, одно из указанных окон ограничено, по меньшей мере, частично внутренними стенками, сформированными на противоположных сторонах полой трубы.
Желательно, чтобы каждое окно было образовано пустотелой втулкой, у которой имеется внешняя стенка, проходящая между противоположными отверстиями в полой трубе рукояти.
Противоположные концы втулки вставлены между внутренними стенками, которыми ограничено окно, и, в предпочтительном варианте, приклеены к указанным стенкам в местах противоположных отверстий.
Желательно, чтобы каждое окно было выполнено в виде противоположно направленных дугообразных поверхностей, форма которых обеспечивает дополнительную прочность, жесткость, удобство и снижение аэродинамического сопротивления.
Настоящее изобретение также относится к усовершенствованному способу изготовления конструкции спортивной клюшки с одним или несколькими окнами, который является более экономичным и обеспечивает более широкий выбор вариантов характеристик клюшки - ее жесткости, прочности, способности демпфировать колебания и внешнего вида.
Изготовление соответствующей изобретению конструкции спортивной клюшки может осуществляться простым и эффективным способом с низкими затратами в отношении и материалов, и заработной платы.
Соответствующая изобретению конструкция спортивной клюшки отличается долговечностью и надежностью, и она позволяет организовывать зоны с особой жесткостью и различной ориентацией и расположением по длине рукояти.
Соответствующая изобретению конструкция спортивной клюшки отличается превосходной прочностью и сопротивлением усталости, улучшенными характеристиками поглощения удара и демпфирования колебаний, а также улучшенной аэродинамикой, уникальным внешним видом и улучшенной эстетикой.
Краткое описание чертежей
Варианты выполнения настоящего изобретения будут подробнее описаны ниже со ссылками на прилагаемые чертежи, из которых:
фиг.1 представляет собой вид спереди конструкции спортивной клюшки, соответствующей настоящему изобретению;
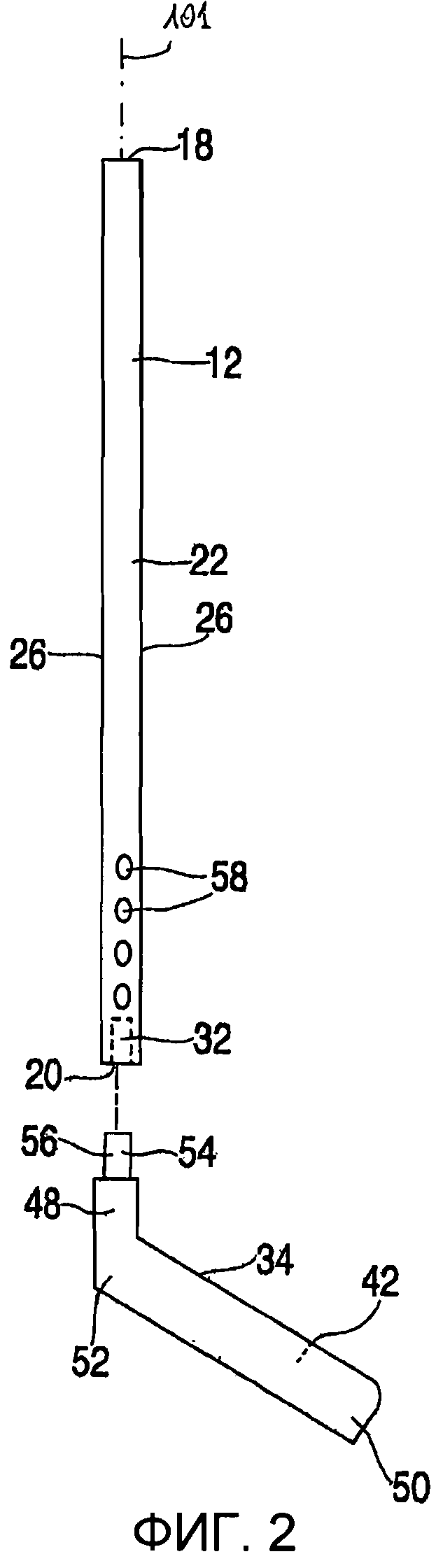
фиг.2 представляет собой вид спереди конструкции спортивной клюшки фиг.1 в разобранном состоянии;
фиг.3 представляет собой изометрическую проекцию части рукояти во время производственного этапа формовки соответствующей изобретению конструкции спортивной клюшки;
фиг.4 изображает сечение части рукояти фиг.3;
фиг.5 изображает сечение части рукояти фиг.4 во время последующего производственного этапа формирования соответствующей изобретению конструкции спортивной клюшки;
фиг.6 изображает сечение части рукояти фиг.4 во время последующего производственного этапа формирования соответствующей изобретению конструкции спортивной клюшки; и
фиг.7 представляет собой вид сверху части рукояти конструкции спортивной клюшки фиг.1-2.
На всех чертежах одинаковые детали обозначены одинаковыми позиционными номерами.
Осуществление изобретения
В соответствии с прилагаемыми чертежами, настоящее изобретение относится к конструкции 10 спортивной клюшки, обеспечивающей увеличение гибкости, прочности и улучшение других игровых характеристик.
Конструкция 10 спортивной клюшки содержит рукоять 12 и ударный конец 34, т.е. крюк.
В предпочтительном случае рукоять 12 должна быть выполнена из композитного материала и должна содержать несколько слоев однонаправленных углеродных волокон, помещенных в эпоксидное связующее вещество, т.е. несколько слоев так называемого «углепластика». Волокна внутри разных слоев параллельны друг другу, однако ориентация волокон в разных слоях в предпочтительном случае различна.
Рукоять 12 образована полой трубой 36 (фиг.3), при этом в предпочтительном варианте труба имеет прямоугольное поперечное сечение и содержит верхний конец 18, нижний конец 20, переднюю сторону 22, заднюю сторону 22а, противоположную передней стороне, а также пару боковых сторон 26.
Рукоять 12 на нижнем конце 20 содержит гнездо 32 для крепления крюка 34.
Желательно, чтобы крюк 34 также был изготовлен из композитного материала и содержал несколько слоев однонаправленных углеродных волокон, помещенных в эпоксидное связующее вещество. Однако слои крюка 34, в отличие от рукояти 12, могут иметь другую ориентацию волокон.
По форме крюк 34 в общем представляет собой тонкий прямоугольник и содержит первую грань 40, вторую грань 42, верхнюю кромку 44, нижнюю кромку 46, ближний конец 48 и дальний конец 50.
Ближний конец 48 содержит изгиб 52 под углом 50-80° (желательно 65°), при этом угол изгиба измеряется между боковыми сторонами 26 рукояти и верхней и нижней кромками 44, 46 крюка 34.
Ближний конец 48 крюка 34 содержит выступающий штырь 54, который предназначен для установки в гнездо 32 рукояти 12 клюшки.
Рукоять 12 и крюк 34 могут быть также выполнены в виде одной детали и образовывать законченную клюшку цельной конструкции.
В рукояти 12 сформированы одно или несколько окон. Желательно, чтобы окна располагались вблизи нижнего конца 20 между передней стороной 22 и задней стороной 22а.
По меньшей мере, одно окно 58 ограничено, по меньшей мере, частично, внутренними стенками 64, 64а, образованными на противоположных сторонах 22, 22а полой трубы 36.
Желательно, чтобы внутренние стенки 64, 64а отходили от сторон 22, 22а вертикально внутрь полой трубы 36.
В предпочтительном варианте окно 58 образовано пустотелой втулкой 80, которая проходит через пару отверстий 70, 70а в противоположных сторонах 22, 22а полой трубы 36.
В предпочтительном варианте окно 58 имеет овальную форму, причем длинная ось овала совпадает с продольной осью 101 рукояти 12 (фиг.2).
Желательно, чтобы втулка 80 имела цилиндрическую форму и содержала внешнюю стенку 82, которая образует внешнюю стенку окна 58 между противоположными сторонами 22, 22а полой трубы 36.
Оптимально, чтобы втулку 80 можно было вставлять между внутренними стенками 64, 64а даже без приклеивания.
У втулки 80 имеются противоположные концы 80а, 80b, которые могут быть, по меньшей мере, частично приклеены к внутренним стенкам 64, 64а на противоположных сторонах 22, 22а полой трубы 36.
Желательно, чтобы было образовано несколько окон 58, которые по форме представляют собой двойные, противоположно направленные дугообразные поверхности.
Это позволяет конструкции 10 спортивной клюшки совершать изгиб (деформируясь в местах окон 58) и возвращаться в исходное состояние с большей эластичностью. Таким образом, окна 58 обеспечивают более высокую гибкость по сравнению с гибкостью, достижимой в традиционных конструкциях с цельной трубой.
Данная конструкция 10 спортивной клюшки позволяет сделать игру более комфортной за счет поглощения удара и демпфирования колебаний благодаря деформации в зоне окон 58.
Наконец, окна 58 могут улучшить аэродинамику клюшки, давая возможность воздуху проходить сквозь рукоять 12, что снижает сопротивление воздуха и улучшает маневренность.
Желательно, чтобы изготовление конструкции 10 спортивной клюшки осуществлялось при помощи процесса, который будет описан ниже.
На первом этапе формуют полую трубу 36.
Полую трубу 36 рукояти 12 желательно выполнить из препрега, армированного длинными волокнами.
Традиционно, легкие композитные структуры изготовляют, готовя промежуточный материал, так называемый «препрег», который будет использован для формовки конечной структуры.
Препрег получают, пропитывая волокна, такие как углеродные, стеклянные и прочие смолой. Обычно это делают на машине для выкладки волокон, на которой производится нанесение неотвержденной смолы на волокна, так чтобы произошло их полное смачивание.
Такая смола находится на «стадии В», что означает, что для завершения процесса межмолекулярной сшивки и отверждения смолы требуются только температура и давление.
Популярны термоотверждаемые смолы, такие как эпоксидная смола, ибо при комнатной температуре они доступны в жидкой форме, что облегчает процесс пропитки.
Термоотверждаемый материал создается за счет химической реакции двух компонентов, образующих такой материал в ходе необратимого процесса.
Обычно, указанные два компонента присутствуют в жидкой форме и после смешивания друг с другом продолжают оставаться жидкими в течение какого-то времени, прежде чем начнется процесс межмолекулярной сшивки.
Именно на «стадии В» осуществляется процесс изготовления препрега, когда смола покрывает волокна. Обычно термоотверждаемыми материалами являются эпоксидные, полиэфирные, виниловые, фенолоальдегидные, полиимидные и другие смолы.
Листы препрега разрезают и выкладывают пакетом в определенной последовательности, следя за ориентацией волокон в каждом слое.
Каждый слой препрега содержит эпоксидную смолу в сочетании с однонаправленными параллельными волокнами следующих типов: углеродное волокно, стеклянное волокно, арамидное волокно, борное волокно (возможные типы волокон не ограничиваются данным перечнем).
Препрег разрезают на полосы под различными углами и выкладывают на столе.
Затем полосы собирают в пакет с чередованием, так чтобы у волокон каждого слоя было отличие от волокон соседнего слоя. Например, угол ориентации волокон в одном слое может быть равен +30°, а в следующем слое -30°. Если требуется увеличенная жесткость при изгибе, то может быть использован меньший угол, например 20°. Если требуется увеличенная жесткость при кручении, то может быть использован больший угол, например 45°. Кроме того, для получения максимальной жесткости при изгибе может быть использован угол 0°, а угол 90° может быть использован для обеспечения сопротивления ударным нагрузкам и поддержания геометрической формы конструкции трубы.
Такой выложенный пакет, содержащий различные полосы препрега, затем сворачивают в трубу.
Затем в трубу вводят тонкостенную эластичную полимерную камеру. Данная камера будет впоследствии использована для внутреннего наддува трубы, когда последняя будет помещена в пресс-форму.
Далее трубу закладывают в пресс-форму, которая создает форму рукояти спортивной клюшки. Если пресс-форма и труба имеют длину большую, чем конечный требуемый размер рукояти спортивной клюшки, то после формовки может быть выполнена операция обрезки рукояти 12 на заданную длину.
Камера оснащена воздушными фитингами, которые ведут в полость камеры. В предпочтительном варианте, камера закрыта с одного конца рукояти. Затем трубу закрывают в пресс-форме и помещают пресс-форму в нагретый плиточный пресс. Для эпоксидных смол температура обычно составляет около 177°С. Пока происходит нагрев пресс-формы, производят внутренний наддув трубы, что обеспечивает сжатие препрега и заставляет трубу принять форму пресс-формы. В то же самое время теплота вызывает отверждение эпоксидной смолы.
Предпочтительно, чтобы композитным материалом, который используется в процессе, был углепластик (эпоксидная смола, армированная углеродными волокнами), ибо задача состоит в обеспечении жесткости при минимально возможном весе.
Могут быть использованы и другие волокна, например стекловолокно, арамид, бор и другие.
Могут быть использованы и другие термоотверждаемые смолы, такие как полиэфир и виниловый эфир. Из термоотверждаемых смол может также быть использован нейлон, ABS, РВТ и другие.
Как показано на фиг.3, после формования в пресс-форме полая труба 36 содержит одну или несколько пар углублений 60, 60а, расположенных, соответственно, на плоской передней стороне 22 и плоской задней стороне 22а.
Расположение каждой пары углублений соответствует окну 58, которое должно быть там выполнено.
Желательно, чтобы углубления 60, 60а имели овальную форму с цилиндрическими внутренними стенками 64, 64а и, соответственно, нижними стенками 66, 66а.
На фиг.4 представлено сечение рукояти 12 клюшки по линии А-А фиг.3. Углубление 60 располагается на передней стороне 22, а соответствующее углубление 60а располагается на задней стороне 22а, непосредственно напротив углубления 60.
Следующим этапом производственного процесса является удаление нижних стенок 66, 66а углублений 60, 60а. Удаление материала обычно выполняют путем станочной обработки. Материал также может быть удален штамповкой, лазерной резкой, водоструйной резкой и иными способами. На фиг.5 показано сечение фиг.4 с удаленными нижними стенками 66, 66а, при этом образовались отверстия 70, 70а. Внутренние стенки 64, 64а, которые образовались в пресс-форме при формировании углублений 60, 60а, остались нетронутыми.
Касательно фиг.5 следует отметить, что, по меньшей мере, окно 58, по меньшей мере, частично образовано внутренними стенками 64, 64а, которые таким образом получены на противоположных сторонах 22, 22а полой трубы. Следует также отметить, что стенки 64, 64а сообщают полой трубе 36 дополнительную прочность и жесткость.
Желательно, чтобы между внутренними стенками 64 и 64а была вставлена втулка 80 цилиндрической формы со сплошной цилиндрической стенкой 82.
Концы 80а, 80b втулки 80 придают окну 58 сплошную овальную форму, и их желательно приклеить к внутренним стенкам 64, 64а. Желательно, чтобы концы 80а, 80b втулки 80 были приклеены к внутренним стенкам 64, 64а по всей замкнутой поверхности. Для этого может быть использован эпоксидный или другой подходящий клей.
Внешняя стенка 82 втулки 80, таким образом, проходит от передней стороны 22 до задней стороны 22а полой трубы 36.
Фиг.7 представляет собой вид сверху участка рукояти 12 клюшки, на котором показаны окна 58, полученные приклеиванием втулки 80 в отверстии 70 по внутренним стенкам 64.
С образованием окон 58 в рукояти 12, клюшка 10 обретает лучшие аэродинамические свойства, поскольку происходит существенное сокращение передней поверхности. Для спортивной клюшки это является очень полезным качеством, так как клюшка имеет большую длину, и может быть затруднительным во время размаха задавать большую скорость ее движения.
Наличие аэродинамических окон 58 в рукояти 12 может существенно снизить аэродинамической сопротивление. Размер каждого из окон 58 и интервал между ними можно изменять в зависимости от требуемых характеристик. Ориентация или ось окон совпадают с направлением размаха рукояти, увеличивая тем самым аэродинамический выигрыш.
Размер окон 58 и интервал между ними может влиять на жесткость клюшки нужным образом. За счет окон 58 можно, если требуется, смещать точку изгиба рукояти 12 в направлении ее нижней части. Считается, что спортивная клюшка с низко расположенной точкой изгиба сообщает снаряду более высокую скорость.
Побочный полезный эффект от окон 58 в рукояти 12 состоит в том, что они фактически увеличивают долговечность и прочность конструкции 10 спортивной клюшки. Это происходит из-за того, что окна действуют как арочные структуры, которые очень эффективно распределяют напряжения и нагрузки.
Данный способ изготовления конструкции 10 спортивной клюшки значительно более простой и менее дорогостоящий, чем применяемые в настоящее время способы, благодаря тому, что в пресс-форме формируется цельная трубчатая структура.
Далее, для получения отверстий 70, 70а требуется выемка материала, что может уменьшить прочность конструкции. Однако внутренние стенки 64 и 64а создают дополнительную жесткость, действуя в качестве внутренней столбчатой опоры конструкции 10 и увеличивая прочность по сравнению с традиционной клюшкой.
Эффект упрочнения может быть дополнительно усилен, если между стенками 64 и 64а вставить втулку 80.
Наконец, цилиндрические втулки 80 дают возможность формирования окон 58 из материалов, отличающихся от материала рукояти 12 клюшки. Это расширяет круг возможных вариантов характеристик клюшки по сравнению с известными конструкциями, содержащими окна. Например, втулки 80 могут быть выполнены из полимерного материала, такого как полиамид, ABS, акрил, армированная штапелированным волокном пластмасса или другого аналогичного материала.
Втулки 80 нужной формы могут быть изготовлены литьем под давлением, если их трудно изготовить в пресс-форме из армированного волокном композита.
Втулки 80 могут быть металлическими для увеличения жесткости или для придания клюшке эстетически уникального вида.
С другой стороны, конструкция 10 спортивной клюшки может быть получена в пресс-форме в виде единой детали с присоединенным крюком 34, и, таким образом, изготовлена цельная клюшка.
В этом случае не образуется никакого стыка между трубой и крюком, а клюшка 10 выполняется с более длинными трубами препрега, которые соединяются с конструкцией крюка перед их обработкой в пресс-форме. Цельная клюшка 10 со всеми компонентами (трубой и крюком) обрабатываются в пресс-форме вместе за одну операцию.
Способ, соответствующий настоящему изобретению, обеспечивает средства размещения окон ближе к крюку для достижения еще более значительного аэродинамического выигрыша.
Также имеется возможность подготовки предварительно отвержденного (или обработанного в пресс-форме) крюка 34 и его последующего помещения в пресс-форму для склейки с трубой из препрега в процессе его отверждения.
Также имеется возможность подготовки предварительно отвержденных (или обработанных в пресс-форме) рукояти 12 и крюка 34 и их последующего совместного помещения в пресс-форму с упрочняющим препрегом, обернутым вокруг места стыка или места перехода от трубы к крюку с целью формирования цельного изделия.
Также имеется возможность использования для полой трубы 36 металлического материала, например алюминия, и формирования углублений штамповкой или прессованием. После формирования углублений следует этап удаления нижних поверхностей 66, 66а углублений 60, 60а. Этапы установки втулок 80 между внутренними стенками 64 и 64а, а также приклеивания втулок к указанным внутренним стенкам для получения окон 58 могут быть предусмотрены в том виде, как это было описано ранее.
Соответствующая настоящему изобретению конструкция спортивной клюшки в особенности подходит для хоккея на льду, но не ограничивается только этим видом спорта.
Данная конструкция может быть применима и для хоккея на траве, поскольку ее аэродинамические преимущества несут для хоккея на траве больший потенциал, так как ширина передней поверхности клюшек, используемых в хоккее на траве, гораздо больше, чем у клюшек для хоккея на льду.
Соответствующая изобретению конструкция спортивной клюшки может быть использована в качестве клюшки для лакросса. Клюшки для лакросса отличаются очень большой длиной, и следовательно, имеют значительную площадь фронтальной поверхности и могли бы выиграть от улучшенной аэродинамики, которую обеспечивают окна 58.
Соответствующая изобретению конструкция спортивной клюшки может также быть использована в видах спорта, подобных флорболу, в котором клюшки используются способом, аналогичным способу использования клюшки в играх на льду.
Реферат
Заявленное изобретение относится к спортивному оборудованию, а именно к спортивным клюшкам. Конструкция (10) спортивной клюшки содержит рукоять (12) и ударный конец (34) для контакта с предметом и приведения предмета в движение. Рукоять содержит полую трубу (36), снабженную одним или более окнами, проходящими через противоположные стороны (22, 22а) указанной полой трубы. При этом одно окно (58), по меньшей мере, частично ограничено внутренними стенками (64, 64а), образованными на противоположных сторонах указанной полой трубы. Указанное окно образовано пустотелой втулкой (80), проходящей через противоположные стороны (22, 22а) полой трубы. Технический результат заключается в обеспечении более высокой гибкости конструкции спортивной клюшки, демпфировании колебаний, а также улучшении аэродинамики клюшки. 2 н. и 11 з.п. ф-лы, 7 ил.
Формула
- формуют полую трубу (36), по меньшей мере, с одной парой углублений (60, 60а) на противоположных сторонах (22, 22а) указанной полой трубы, при этом указанные углубления имеют нижние стенки (66, 66а) и внутренние стенки (64, 64а), которые проходят внутрь полой трубы; и
- удаляют нижние стенки (66, 66а) указанных углублений для образования пары отверстий (70, 70а) с ограничением указанного окна, по меньшей мере, частично внутренними стенками углублений.
Комментарии