Колготки и способ их изготовления - SU1463138A3
Код документа: SU1463138A3
Чертежи

Описание
1
Изобретение относится к технологии вязания колготок или аналогичных предметов одежды.
Цель изобретения - повьшение качества изделия.
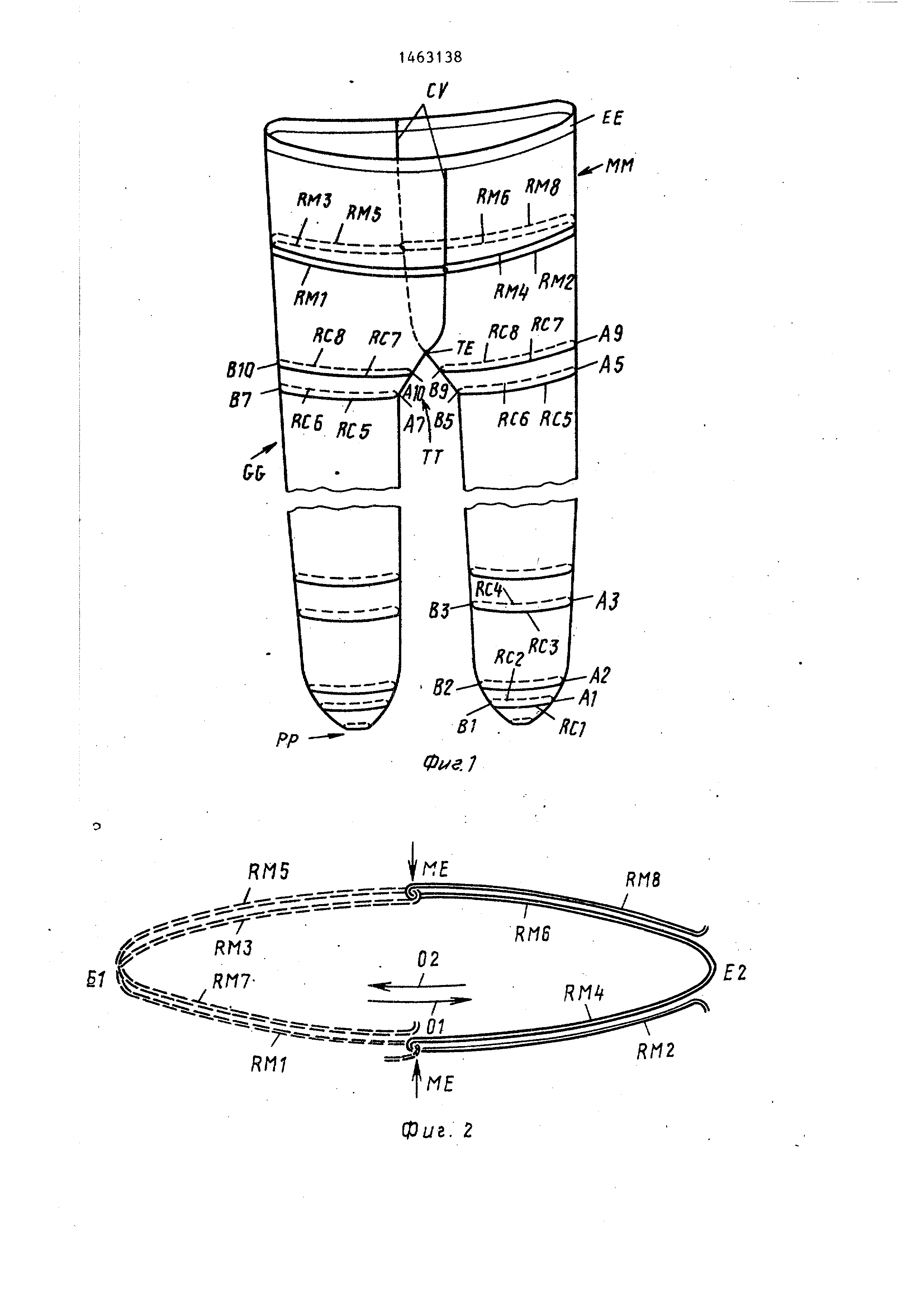
На фиг. 1 изображена схема изготавливаемого изделия согласно изобретению; на фиг. 2-4 - схема осуществления способа изготовления колготок.
Выработку изделия начинают с мыска РР, продолжают до образования / трубчатых элементов GG, затем вывязывают переходный участок ТТ h,наконец, торсовую часть ММ, заканчивающуюся эластичной кромкой ЕЕ..
На машине в это время происходит следующее. Цилиндр совершает реверсивное движение, выдвигается определенное количество игл в центре каждой из дуг G1-G8 цилиндра во время его движения в одном направлении. Во время движения цилиндра в обратном направлении выдвигаются соответствующие дополнительные иглы. Формирование мысков продолжается во время ходов в чередующихся направлениях, и перед каждым ходом последовательно вводятся в действие дополнительные иглы возле крайних уже работающих игл. Затем для каждого из восьми трубчатых изделий
4;
о:
со
со
00
см
3 1463138
иглами цилиндра формируют ряды RC1ков торса ММ. На фиг. 2 и 4 показано,
между точками А1 и В1, а ряды RC2, что, начиная, например, с крайней
между точками В1 и А1 формируются иг-внешней точки Е2 дуги G2 игл придвилами диска. Ряды постепенно увеличи- жении в направлении 02 иглами дуги
ваются при введении в действие всеG2 цилиндра, расположенными между
большего количества игл до тех пор,точкой Е2 и центральной точкой ME дупока все иглы дуги G не будут задейг.ги G2, Т1, 01, формируется ряд петель
ствованы для формирования рядов RC3RM2. Одновременно другой нитью формимежду точками A3 и ВЗ и RC4. междую руется ряд петель-RM1,, причем нить
точками ВЗ и A3 соответственно игламиотносится к дуге G1 игл между точками
барабана при движении в одном направ-EI и ME и иглы являются иглами цилении и иглами диска при движении влиндра. По завершении хода, обозна-..
другом направлении. Затем формируют-ченного стрелкой 02, начинается обся трубчатые элементы, начиная с мыс-15 ратное движение цилиндра и диска в
ков РР, причем передняя сторона форми-направлении стрелки 01 и формируется
руется рядами, вьфабатьшаемыми игла-второй ряд RM4 при помощи игл цилиндми цилиндра, а задняя сторона - ря-ра, расположенных между точками ME и
дами, вьшязынаеМыми иглаз ш диска.Е2, и одновременно формируется ряд
Нить попеременно переходит из перед-20 петель RM3 при помощи игл диска, расних рядов в задние и подается в той-положенных между точками Е1 и ME.
же точке нитенаправителем по мере пе-При новом ходе в направлении 02
риодического ее захвата поднятыми иг-иглами диска и нитью дуги G2 между
лами, . -точками ME и Е2 формируются ряд пеСоседние трубчатые элементы GG,25 тель RM6 и одновременно ряд петель сформированные иглами дуг j G1 и G2,км5 иглами диска и нитью дуги G1 межпосле того, как эти элементы достиг-ду точками ME и Е1. Четвертый ход в нут необходимой длины, следует про-направлении 01 определяет формирова- должить для образования торса ММ.Пос- ние петель ряда RM8 между центральной ле формирования конечных рядов RC5зО точкой ME и точкой Е2 иглами диска и и RC6 между точками А5 и В5, а такжеряда петель RM7 между точками Е1 и А7 и В7 и завершения вывязывания поточкой ME иглами цилиндра, длине трубчатых элементов, программаТакие чередующиеся ходы повторя- отбора игл задает одновременное илиются до тех пор, пока не будут сфор- последовательное введение в действиемированы торс ММ и эластичная -кром- игл дуги Т1, образованной между дуга-. ка ЕЕ.
ми G1 и G2, как на цилиндре, так иДля связки в точках- ME рядов RM2,
на диске. При последовательном вводеRM4 с одной стороны и RM1, RM7сдрув действие игл дуги Т этот ввод на-гой, а также RM6, RM8 с одной сторочинается с концов дуги Т и продолжа- о ны.и RM3, RM5 с другой, соотретственется по направлению к ее центру. По-но сформированных иглами цилиндра и
зициями RC7 и RC8 обозначены ряды пе-диска, по так назьгааемой линии разтель постепенно увеличивающейся дли-деления CV (фиг. 1) и тем самым по
ны, которые формируются в переходнойцентральной зоне дуг Т1, ТЗ, Т5 и .части ТТ между точками А9 и В9, AID Т7 игл, как цилиндра, так и диска
и В10. Достигнув конца этой области,по меньшей мере,одна игла или ограт .е. точки ТЕ на фиг. 1, когда всениченная группа игл (и цилиндра, и
иглы дуги Т1 введены в действие, на-диска) управляются так, чтобы сцепчинается формирование участка торсалять две нити, подаваемые на группы
с помощью количества игл, равного игл, например, G1 и G2. Эта игла или
сумме игл в дугах 61, Т1 и G2 и наэти иглы могут формировать петли в
цилиндре, и на диске.каждом случае либо захватывать нить
Для формирования торса используют-и удерживать петлю для формирования
ся две нити, подаваемые.двумя нитё- Nпетель только один раз обеими нинаправителями , относящимися к дугамтями.
G1 и G2. При каждом перемещении вОтбор игл для ввода во время фордвух направлениях цилиндра и дискамирования мысков РР, ввода во время
формируются два ряда петель, соответ-формирования переходной области ТТ
ственно для правого и левого участ-и для определения времени подъема
и опускания игл одного и другого передних элементов для формирования соответствующих рядов достигается с помощью двух программ отбора. Когда на дуге работают иглы цилиндра , иглы диска работать не могут и наоборот. Пространства между игпяг ми М1, МЗ, М5 и М7 и дуги с иглами, которые не работают, .например Т1, ТЗ, Т5, Т7, во время формирования трубчатых элементов обеспечивают возможность надлежащего изготовления рядов даже если амплитуда углового хода в чередующихся направлениях ци- линдра и диска больше, чем амплитуда изготавливаемых рядов петель.
Даже когда ряды соседних петель одновременно формируются иглами одного и того же элемента, например ци- линдра или диска, при помощи двух соседних нитенаправителей, формирование петель в двух рядах всегда происходит на различных участках окружности машины.
Формула изобретения
1. Колготки, содержащие торс и два трубчатых элемента, каждый из которых образован соответствующей нитью и включает ряды с постоянно увеличивающимся количеством петель в направлении торса, в средней части которого расположена соединительная
зона, разделяющая торс на правую и левую части, о тличающиеся тем, что, с целью повьшения качества изделия, торс включает пары рядов образующие правую и левую его части, при этом ряды в каждой паре соединены между собой при помощи петель.
каждая из которых включает две нити, составляющие соответственно ряды правой и левой частей торса, при этом все соединительные петли образуют соединительную зону.
2.Способ изготовления колготок, включающий вывязывание торсовой части , включающей переднюю и заднюю половины , и вывязывание трубчатых элементов , осуществляемое на вязальной машине с дйумя вяжущими системами, несущими крючковые иглы и установленными с возможностью реверсивного вращательного движения, отличающийся тем, что, с целью повышения качества изделий, одновременно вывязывают петельные ряды мысков нескольких пар колготок с последующим вывязыванием трубчатых элементов при реверсивном вращении вяжущих систем несущих крючковые иглы, после чего осуществляют вывязывание увеличенных по длине по сравнению с рядами трубчатых элементов рядов, образующих соединительную зону, далее вяжут пары последовательных рядов передней и задней половин торсовой части,при этом для каждого изделия используют две нити, каждая из которых образует соответственно тр.убчатьш элемент и одну из, половин торса, а соединение рядов осуществляют по разделительной линии, расположенной на торсовой части между передней и задней половинами . .
3.Способ по п. 2, отличающийся тем, что при вывязывании торсовой части по меньшей мере одну петлю разделительной линии формируют двумя нитями соседних рядов обеих половин торса.
рр



Реферат
Изобретение относится к технологии вя-зания колготок или аналогичных изделий. Цель изобретения - повышение качества изделия. Ряды правой и левой частей торса изделия соединены между собой при помощи петель, каждая из которых включает две нити, составляющие соответственно ряды правой и левой частей торса, при этом все соединительные петли образуют соединительную зону. Петельные ряды ,мысков нескольких пар изделий вывязывают одновременно, далее вывязывают трубчатые элементы и осуществляют вывязывание увеличенных по длине по сравнению с рядами трубчатых элементов рядов, образующих соединительную зону. 2 с , и 1 з.п. ф-лы, 4 ил. а (О со
Формула
Комментарии