Способ изготовления колготок или подобных изделий на двухфонтурной кругловязальной машине - SU1240365A3
Код документа: SU1240365A3
Чертежи

Описание
Изобретение относится к способу, с помощью которого колготки могут быт получены на двухфонтурной кругловя- зальной машине.
Целью изобретения является повьше ние прочности изделия.
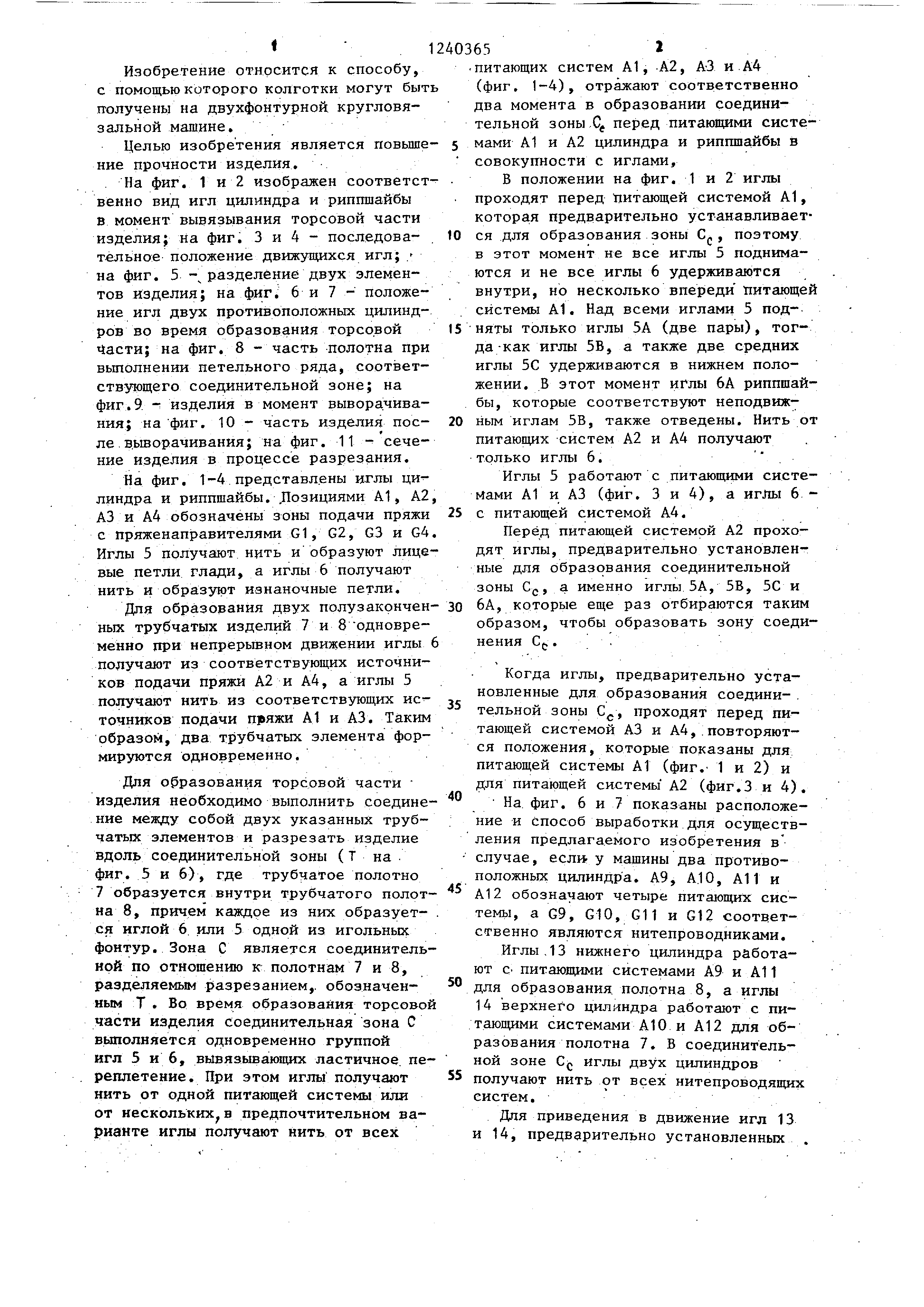
На фиг. 1 и 2 изображен соответственно вид игл цилиндра и риппшайбы в момент вывязывания торсовой части изделия; На фиг. 3 и 4 - последова- тельное положение движущихся игл; / на фиг. 5 - разделение двух элементов изделия; на фиг. 6 и 7 - положение игл двух противоположных цилиндров во время образования торсовой Части; на фиг. 8 - часть полотна при вьшолнении петельного ряда, соответствующего соединительной зоне; на фиг.9. - изделия в момент выворачивания; на фиг, 10 - часть изделия после вьюорачивания; на фиг. 11 - сечение изделия в процессе разрезания.
На фиг. 1-4 представлены иглы ци линдра и риппшайбы. Позициями А1, А2 A3 и А4 обозначены зоны подачи пряжи с пряженап равителями G1, G2, G3 и G4 Иглы 5 получают нить и образуют лицевые петли глади, а иглы 6 получают нить и образуют изнаночные петли.
Для образования двух полузакончен ных трубчатых изделий 7 и 8 одновременно при непрерывном движении игды получают из соответствующих источников подачи пряжи А2 и А4, а иглы 5 получают нить из соответствующих ис- точников подачи пряжи А1 и A3. Таким образом, два трубчатых элемента формируются одновременно.
Для образования торсовой части изделия необходимо выполнить соединение между собой двух указанных труб- чатьрс элементов и разрезать изделие вдоль соединительной зоны (Т на. фиг. 5 и 6), где трубчатое полотно 7 образуется внутри трубчатого полот- на 8, причем каждое из них образует- ся иглой 6 или 5 одной из игольных фонтур. Зона С является соединительной по отношению к полотнам 7 и 8, разделяемым разрезанием,, обозначен- ным Т. Во время образования торсовой части изделия соединительная зона С выполняется одновременно группой игл 5 и 6, вывязывающих ластичное, пе- реплетение. При этом иглы получают нить от одной питающей системы или от нескольких в предпочтительном варианте иглы получают нить от всех
питающих систем А1, .А2, А-3 и.А4 (фиг. 1-4), отражают соответственно два момента в образовании соединительной зоны Cj перед питающими системами А1 и А2 цилиндра и риппшайбы в совокупности с иглами,
В положении на фиг. 1 и 2 иглы проходят перед питающей системой А1, которая предварительно устанавливается для образования зоны С, , поэтому в этот момент не все иглы 5 поднимаются и не все иглы 6 удерживаются внутри, но несколько питающей системы А1. Над всеми иглами 5 под-. няты только иглы 5А (две пары), тогда-как иглы 5В, а также две средних иглы 5С удерживаются в нижнем положении . В этот момент иглы 6А риппшайбы , которые соответствуют неподвиж- ньм иглам 5В, также отведены. Нить от питающих систем А2 и А4 получают только иглы 6.
Иглы 5 работают с питающими системами А1 и A3 (фиг. 3 и 4), а иглы 6 - с питающей системой А4.
Перёд питающей системой А2 проходят иглы, предварительно установленные для образования соединительной
зоны Cjj, а именно иглы 5А, 5В, 5С и 6А, которые еще раз отбираются таким образом, чтобы образовать зону соединения С(,. .
Когда иглы, предварительно установленные для образования соедини- . тельной зоны С, проходят перед питающей системой A3 и А4,:повторяются положения, которые показаны для питающей системы А1 (фиг. 1 и 2) и для питающей системы А2 (фиг.З и 4).
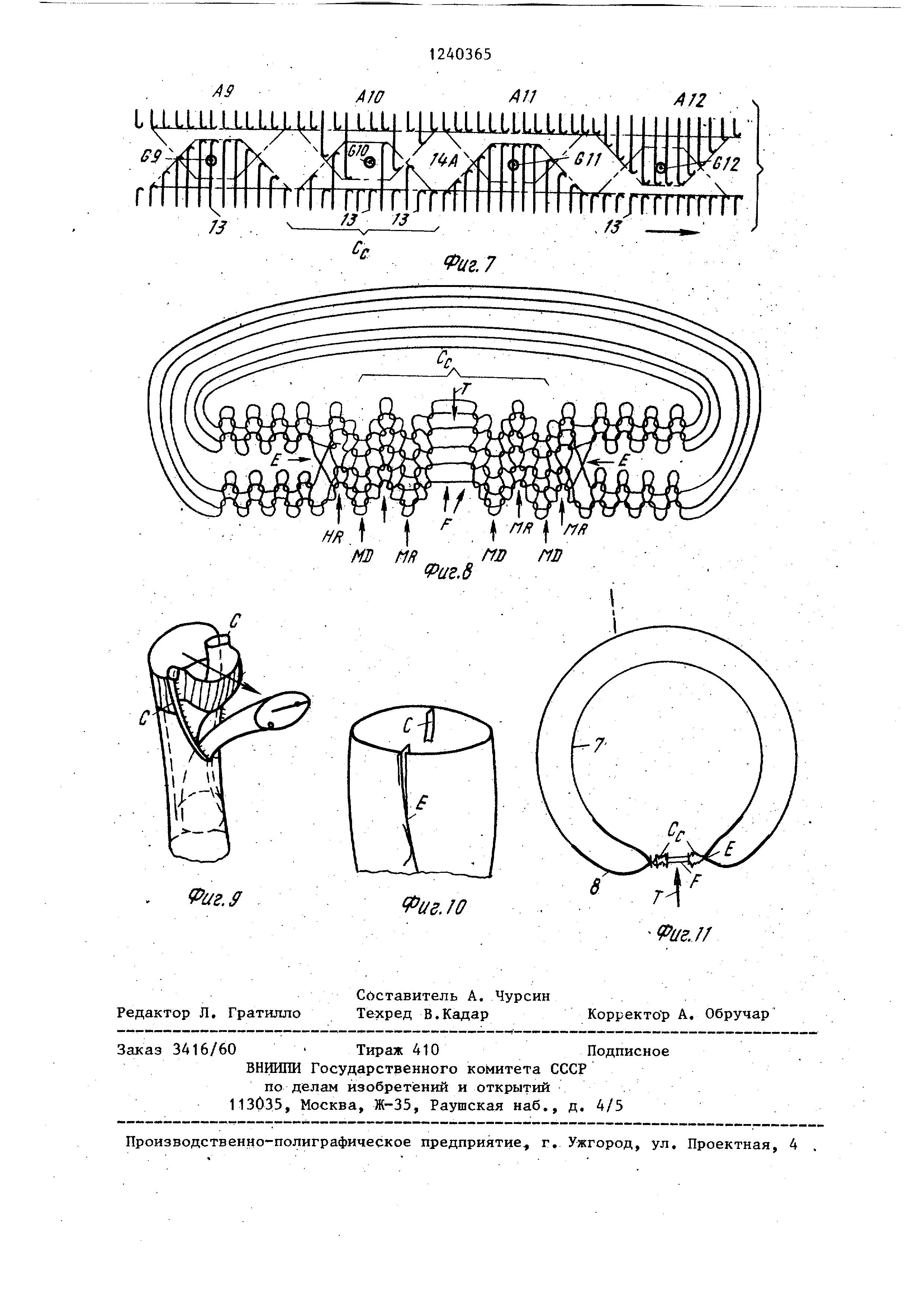
На фиг. 6 и 7 показаны расположение и Способ выработки для осуществления предлагаемого изобретения в случае, есл у машины два противоположных цилиндра. А9, А.10, All и А12 обозначают четыре питающих системы , а G9, G10, G11 и G12 соответственно являются нитепроводниками.
Иглы, 13 нижнего цилиндра работают С питающими системами А9 и А11 для образования, полотна 8, а иглы 14 верхнего цилиндра работают с питающими системами А1О и А12 для образования полотна 7. В соединительной зоне Ср иглы двух цилиндров получают нить от всех нитепроводящих систем.
Для приведения в движение игл 13 и 14, предварительно установленных
для образования зоны Cj,, могут быть предусмотрены пятки игл, которые имеют специальную высоту.
Таким, о бразом, получена структура полотна (фиг, 8), петельные ряды которого в этой.зоне включают лицевые и изнаночные петли, .т.е. ластичное переплетение, когда начиная от периферийных зон, обозначенных Е , петли образуются нитями одного полотна 7 вместе с петлями из нитей, образующих дру.гое полотно 8. В центральной зоне Г петли могут отсутствовать, т.е. ни одна игла не поднимается на заключение. . .
У
SB Сс St
Разрезание, обозначенное ст)елка - ми Т, выполняется в центральной зоне Г, любым способом (посредством нагревания или с помощью лезвий и т.д.) на машине.
После разрезания с изделиями поступают так, как показано на фиг. 8,чтобы достигнуть положения показаннаго на фиг. 10, при котором так называв- мые опущенные петли находятся внутри изделия.
Таким образом в зоне С образованЬ прочное соединение изделия, при ЭТОМ сама соединительная зона имеет красивый внешний вид.
uzJ .
s
Реферат

Формула
Комментарии