Способ ремонта клееного берда - SU1423648A1
Код документа: SU1423648A1
Чертежи
Описание
(21)4086403/28-12
(22)08.07.86
(46) 15.09.88, Бюп. № 34
(71)Центральный научно-исследовательский институт технологической оснастки текстильного оборудования
(72)В.И.Кожин и Э.И.Давьщов
(53)677.058.11(088.8)
(56)Худых М.И. Технология ремонта оборудования ткацкого производства. М.: Легкая и пищевая промьппленность,
1982, с.249-250.
(54)СПОСОБ РЕМОНТА КЛЕЕНОГО БЕРДА
(57)Изобретение относится к текс-i тильной промьшшенности и может быть использовано при ремонте клееных берд преимущественно с закреплением зубьев клеем - расплавом. Цель изобретения ,- повышение долговечности бер- да после ремонта и повышение производительности ремонта. Способ ремонта клееного берда включает выполнение выемки 1 в профилированной накладке
2 берда на участке замены зубьев 4, как правило, в одном из гребней берда , нагрев гребней на участке замены
/f
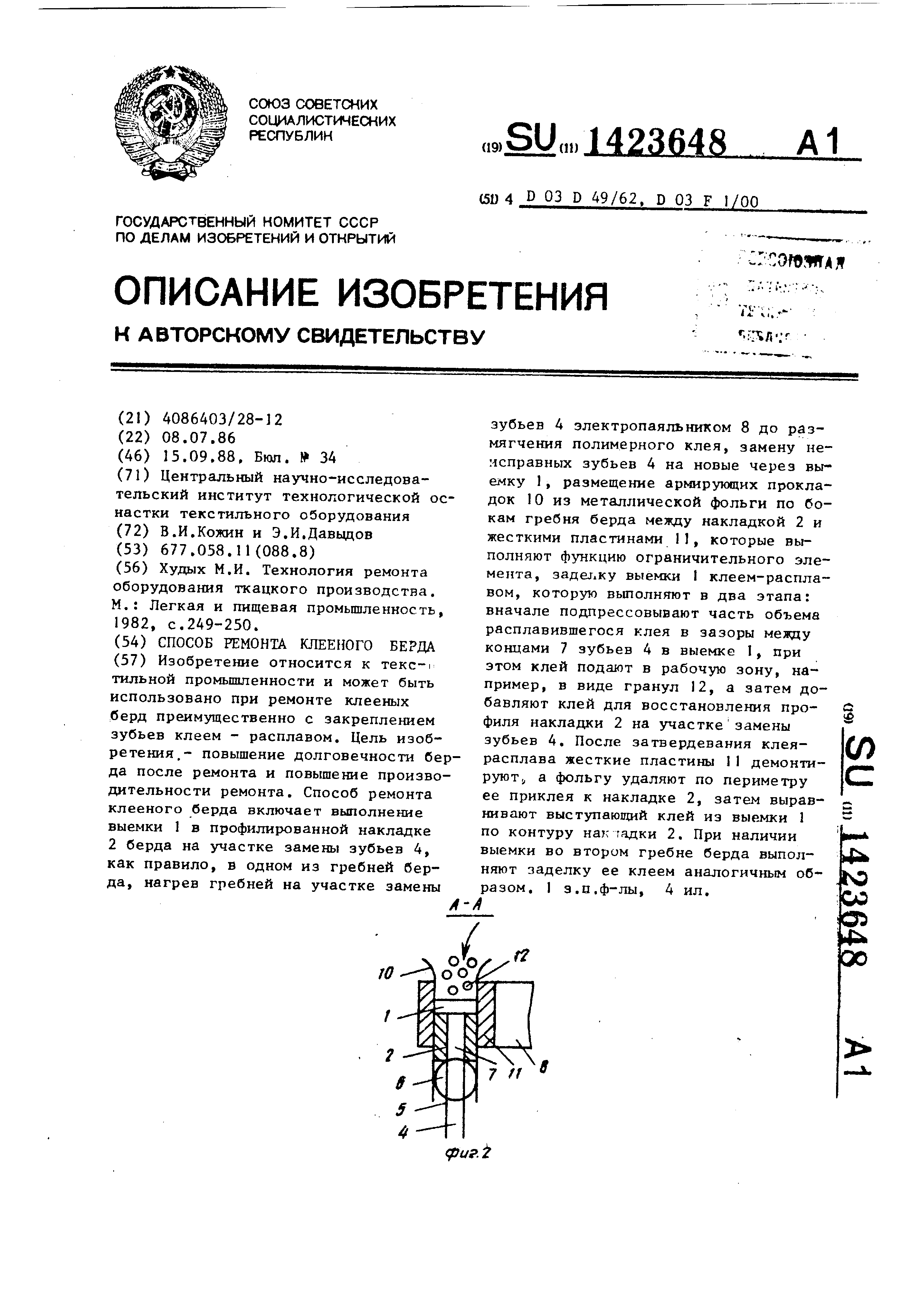
зубьев 4 электропаяльником 8 до размягчения полимерного клея, замену неисправных зубьев 4 на новые через выемку 1, размещение армирующих прокладок 10 из металлической фольги по бокам гребня берда между накладкой 2 и жесткими пластинами 11, которые выполняют функцию ограничительного элемента , задет.ку выемки I клеем-расплавом , которую вьшолняют в два этапа: вначале подпрессовывают часть объема расплавившегося клея в зазоры меяду концами 7 зубьев 4 в выемке I, при этом клей подают в рабочую зону, например , в виде гранул 12, а затем добавляют клей для восстановления профиля накладки 2 на участке замены зубьев 4. После затвердевания клея- расплава жесткие пластины 11 демонтируют ,, а фольгу удаляют по периметру ее приклея к накладке 2, затем выравнивают выступающий клей из выемки 1 по контуру нак гадки 2. При наличии выемки во втором гребне берда выполняют заделку ее клеем аналогичным образом . I з.п.ф-лы, 4 ил.
iS
СЛ
Изобретение относится к текстильной промышленности и может быть использовано при ремонте клееных берд преимущественно с закреплением зубье берда клеем-расплавом.
Цель изобретения - повьппение производительности при ремонте и повышение долговечности берда.
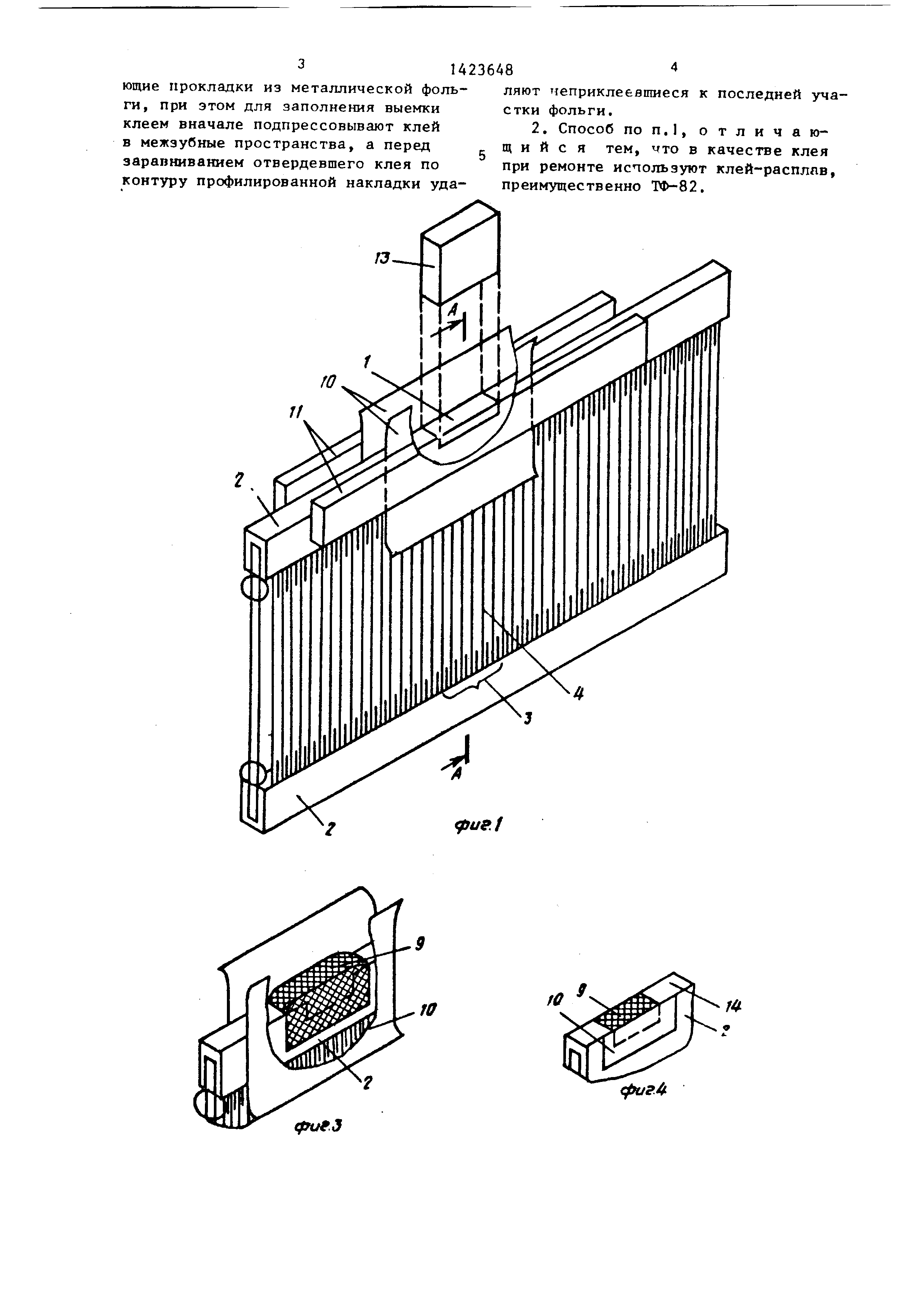
На фиг.1 показан фрагмент берда перед заделкой клеем выемки (показано пунктиром) на участке замены зубьев , изометрия; на фиг.2 - сечение А-А на фиг. в зоне ремонта верхнего гребня; на фиг.З - фрагмент профили- рованной накладки после заделки клеем и прокладками выемки, жесткие пластины демонтированы, изометрия; на фиг,А - фрагмент прюфилированной накладки после ремонта, изометрия.
Ремонт клееного берда (фиг.1 и 2) включает выполнение выемки I в профилированной накладке 2 на участке 3 неисправных зубьев 4, как правило, в одном из гребней бердя (гребень берд включает профилированную накладку 2, перевивочный элемент 5, слачки 6 и концы 7 зубьев 4 внутри перевивочног элемента 5 и накладки 2),нагрев греб ней на участке 3 зубьев 4 нагревателным элементом 8, например электропа- яльником, до размягчения полимерного клея 9 между концами 7 зубьев 4, замену неисправных зубьев 4 на новые ч рез выемку 1, размещение армируюпшх прокладок 10 из металлической фольги по бокам гребня берда между накладкой 2 и жесткими пластинами 11, заделку выемки 1 клеем-расплавом, кото рую выполняют в два этапа: вначале подпрессовывают часть объема расплавившегося клея в зазоры между концам 7 зубьев 4 в выемке 1, клей подают (фиг, 2, стрелка) в рабочую зону, например, в виде гранул 12 или пленки , а затем добавляют клей для восстановления профиля накладки 2 на участке 3 замены зубьев 4. Подпрес- совку части объема расплавленного клея вьшолняют, например, посредством плунжера 13 (фиг. 1, пунктир),, размеры поперечного сечения рабочего конца которого соответствуют размерам выемки 1 в накладке 2, а конец плунжера 13 вьтолнен, например, из фторопласта. Подпрессовку можно выполнять также и с помощью пневматического термопистолета (не показан),
размеры поперечного сечения сопла которого соответствуют размерам выемки 1 в наклядке 2. После затвердения клея-расплава 9 (фиг.З) жесткие пластины 1 1 демонтир ют, затем выравнивают выступающий клей 9 из выемки 1 по контуру ребра 14 накладки 2, а фольгу 10 удсшяют по периметру ее приклея к накладке 2. При наличии выемки во втором гребне берда выполняют заделку ее клеем аналогичным образом .
Использование предлагаемого способа ремонта клееного берда обеспечивает повышение долговечности берд после ремонта в связи с одинаковым уровнем прочности закрепления зубьев берда до и после ремонта и сокращение премени ремонта в связи с выполнением ремонта как правило, со стороны только одного гребня берда, при этом отпадает необходимость выполнения выемки во втором гребне берда, последующей заделки ее клеем и обработки выемки после затвердевания клея с целью выравнивания профиля накладки. Одновременно уменьшается расход клея на заделку только одной технологической выемки в профилированной накладке.
Формула изобретения
. Способ ремонта клееного берда, включающий выполнение выемки, по меньшей мере в одной профилированной накладке берда на участке неисправных зубьев берда, йагревание профилированной накладки на участке выемки до размягчения клея с последующим удалением неисправньк зубьев через выемку и заменой их исправными зубьями, наложение ограничительного элемента на выемку с последующим наполнением выемки клеем, и удаление ограничительного элемента после отверждения клея с последующим заравниванием от- вержденного клея по контуру профилированной накладки, о тличаю- щ и и с я тем, что, с целью повышения производительности при ремонте и повьшзения долговечности берда, ограничительный элемент выполняют в форме жестких пластин, которые располагают по обе стороны от профилированной накладки, перед нaлoжeниeJ ограничительного элемента на профилированную накладку на участке выемки с обеих ее боковых сторон накладьшают армиру
Реферат
Формула
Комментарии