Способ получения крученой нити - SU1707102A1
Код документа: SU1707102A1
Чертежи
Описание
Изобретение относится к текстильной промышленности, преимущественно к производству двухкомплектных крученых нитей, используемых для выработки тканей, трикотажа, в производстве швейных ниток.
Известен способ получения крученой нити на прядильно-крутильной машине путем проведения через полое веретено и скручивания в нем двух компонентов: мычки, подаваемой выпускной парой вытяжного прибора, и пряжи, сматываемой с паковки, установленной на вращающемся полом веретене pj.
При этом исходная крутка кем- понента, сматываемого с веретена на 50-80% больше окончательной крутки, сообщаемой обоим компонентам и имеющей противоположное ей направление.
Недостатком этого способа формирования крученой нити является скручивание компонентов различной структуры (мычка и пряжа) при значительном колебании натяжения составляющих, что обуславливает появление нагона (раз- нодлинности) компонентов в пределах 6-8%, что в 2-2,5 раза выше рекомендуемого . При этом выпрядаемый компонент испытывает ложное кручение от взаимодействия с прикручиваемым компо нентом, вращающимся вместе с крутильным органом (полым веретеном), практически не имеет исходной крутки в конечном продукте и, как следствие,, незначительный прирост () относительной разрывной нагрузки крученой пряжи по сравнению с исходной едином- ной пряжей. Качество крученой пряжи в большей мере зависит от равномерности и компактности структуры выпрядаемого компонента.
Наиболее близким к предлагаемому является способ кручения, предусматривающий формирование крученой нити в полом веретене из двух стренг: одна в виде крученой нити, размещенной на паковке, которая вращается вместе с веретеном, другая стренга в виде трощеной пряжи на неподвижной паковке, установленной в питающей рамке. Сматываясь с паковок стренги подаются в полый канал веретена, у верхнего края которого они соединяются. Проведенные через осевой канал веретена стренги благодаря проведению через два радиальных отверстия, расположенные вдоль оси у нижнего конца веретена, причем через первое они выводятся на наружную (боковую) поверхность, а через второе вводятся вновь в канал веретена , испытывают тормозящее воздействие сопровождаемое эффектом ложного кручения , при котором стренги частично раскручиваются одна относительно другой внутри полого веретена. Благодаря вращение одной из стренг вместе с веретеном по выходе из осевого канала веретена, стренги скручиваются в кру ченую нить в направлении, противоположном направлению исходной крутки стренги, вращающейся в баллоне при сходе с паковки на веретене 2 .
Тормозящее воздействие за счет изгиба и искривления траектории движения стренг в нижней части веретена обеспечивает повышенное натяжение скрученной нити на участке веретено- выпускная пара и увеличенную плотност намотки выпускной паковки.
Недостатком известного способа формирования крученой нити является скручивание составляющих стренг со значительной разницей в их первона- чальном натяжении, обусловленной различными способами сматывания: подаваемой из питающей рамки при осевом
,-
Q
j 20 25 35
55 40
45
сматывании с неподвижной паковки, имеющей определенное натяжение, другая ,сматываемая с паковки, установленной на вращающемся полом веретене, испытывает меняющееся натяжение за счет переменного диаметра сматывания бобины, размера и характера (одно- волнового или .многоволнового) баллона нити, различной частоты вращения веретен. Все это создает условия скручивания составляющих стренг различной жесткости, характеризующиеся сопротивлением деформации пространственного изгиба, определяемой в большей степени натяжением составляющих. При этом стренга, сматываемая с веретена , обвивает стренгу, подаваемую из питающей рамки и зажатую между питающей и выпускной парами. Это создает условия формирования оплеточной структуры вырабатываемой нити со значительной разнодлинностью (нагоном) составляющих стренг и ухудшает физико-механические свойства. Кроме того, использование в нижней части веретена двух отверстий, позволяющих повысить воздействие полого веретена как вьюрка , чрезвычайно затрудняет эксплуатационные возможности машины в моменты заправки и ликвидации обрыва, время осуществления основных рабочих приемов увеличивается в 2-3 раза.
Цель изобретения - улучшение физико-механических свойств крученой нити.
Поставленная цель достигается тем, что в способе, согласно которому сходящую с паковки на рамке стренгу подают к вращающемуся полому веретену , сообщают кручение вращающейся в баллоне стренге при ее сходе с паковки на вращающемся полом веретене, стренги соединяют одна с другой, проводят их совместно через осевой канал вращающегося веретена, раскручивают стренги в нем одна относительно другой путем сообщения им ложного кручения при проведении стренг через закрепленный на веретене в зоне выхода его осевого канала зажимной элемент и в зоне между зажимным элементом и выпускной парой скручивают стренги в крученую нить в направлении, противоположном направлению кручения стренги , вращающейся в баллоне при сходе с паковки на веретене, в осевом канале веретена выравнивают натяжение раскрученных одна относительно другой стренг путем их проведения через
установленный на веретене на входе в его осевой канал зажимной элемент.
Положительный эффект, заключающийся в улучшении физико-механических свойств крученой пряжи, достигается по следующим причинам.
Использование в способе вращающегося зажима в нижней части веретена позволяет, согласно модели ложного кручения, наложить временную действительную крутку на стренги в полом веретене направления, совпадающего с вращением веретена, которая пропадает после прохождения этого зажим- ного элемента. Одновременно за счет обвивания стренги, подаваемой из питающей рамки, стренгой, сматываемой с вращающегося веретена, накладывается действительная крутка противополож ного направления, так как скручивание осуществляется по отношению к точке зажима м пускной пары. Эти два направления скручивания гасят друг друга и стренги внутри полого веретена остаются практически только строщенными .
Для выравнивания натяжения стренг используют верхний зажимной элемент, который за счет торможения сдерживает подачу их в веретено, устраняя их разнодлинность перед наложением окончательной крутки по выходе из веретена .
Величина тормозящего усилия в зажимах выбирается из условий, что прочность скручиваемых стренг в 2-3 раза превышает создаваемое натяжение. Скручивание выравненных по натяжению стренг (имеющих одинаковый модуль кручения) обеспечивает одинаковые пространственные изгибы стренг относительно оси крученой нити, т.е. происходит ликвидация оплеточной структуры нити. При этом обе составляющие стренги испытывают равные нагрузки при деформации нити в последующих технологических переходах (перемотке, ткачестве и т.д.), это является основным фактором повышения физико- механических свойств крученой нити (см. таблицу).
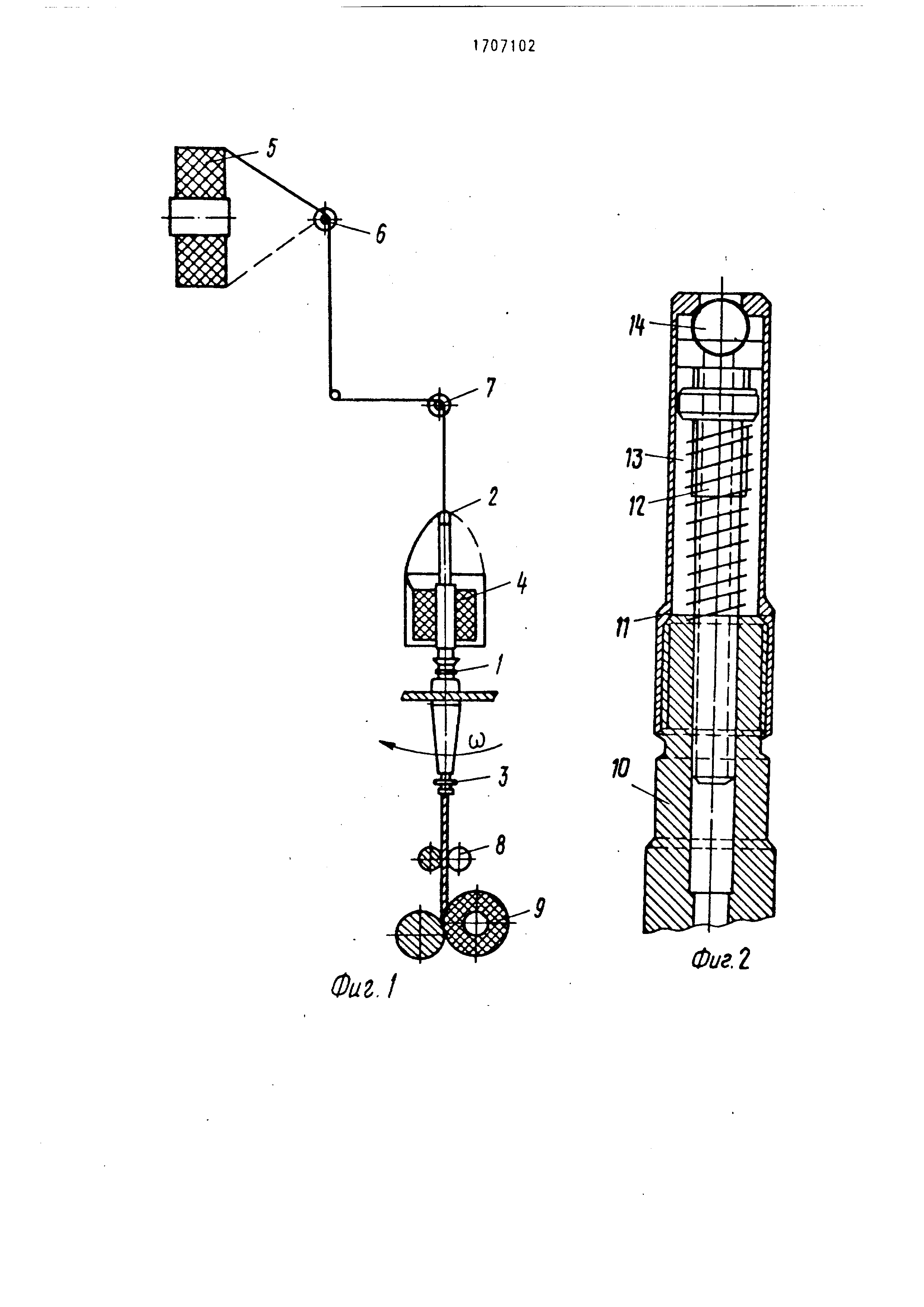
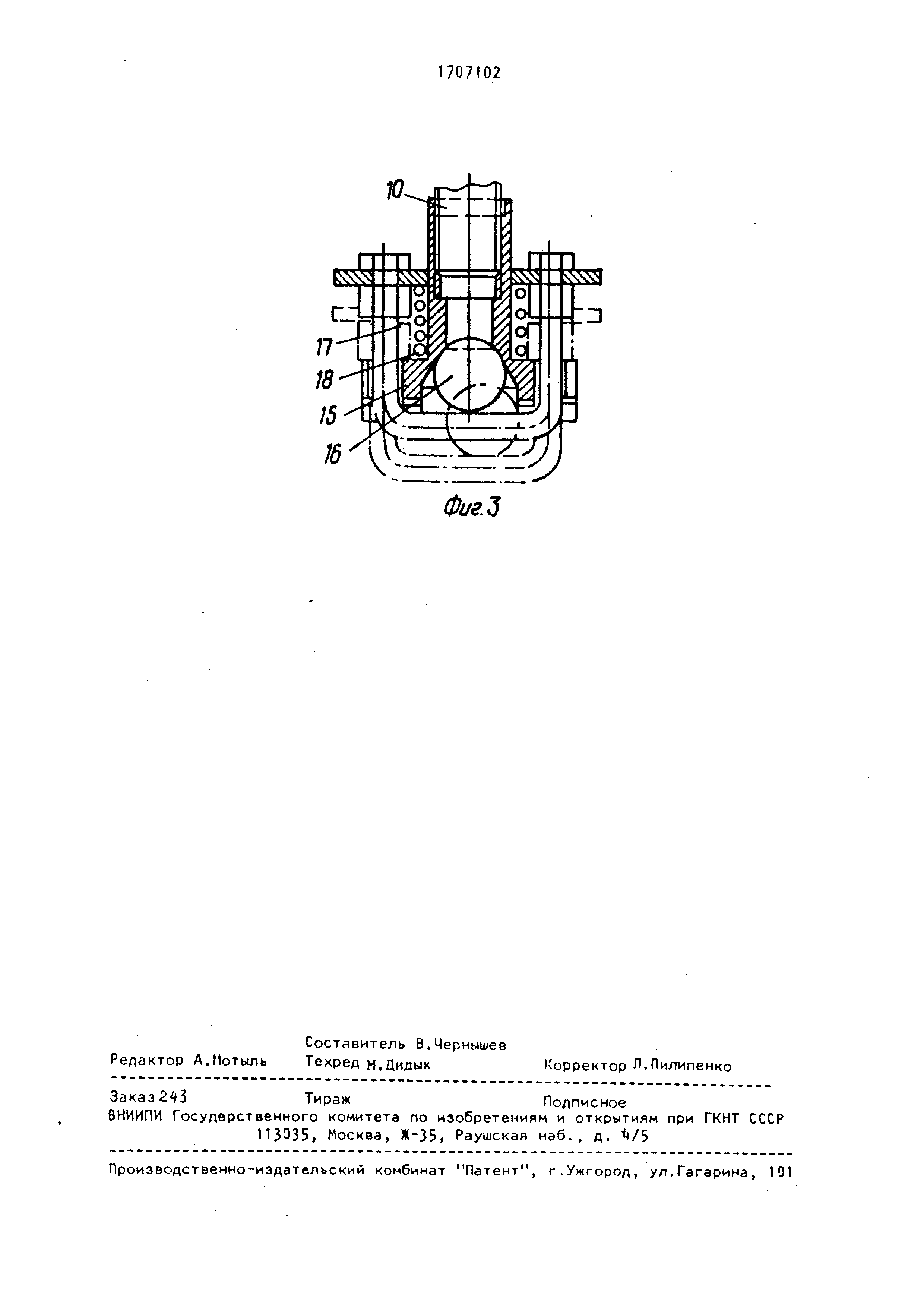
На фиг. 1 представлена схема устройства для осуществления предлагаемого способа; на фиг. 2 - конструкция верхнего зажима; на фиг. 3 - конструк ция нижнего зажима.
Устройство для осуществления способа содержит полое веретено 1, обо
ю 15 о 25
jQ
с 5
0
0
рудованное верхним 2 и нижним 3 зажимами , на веретене установлена бобина 1 со стренгой, которая заправляется в верхний зажим веретена. Другая стренга с бобины 5, расположенной в питающей рамке, подается через напра- вители 6 и 7 также к верхнему зажиму 2, где и соединяются обе стренги,
В полом веретене, испытывая усилие зажимов, соединенные стренги получают дополнительное натяжение и выравниваются Вращаясь вместе с веретеном как одно целое, стренги не получают действительной крутки, т.е. порог крутки с верхнего края веретена переносится на РЫХОД нижнего зажима 3. Это позволяет наложить действительную крутку на участок нижний зажим 3 выпускная пара. 8, формируя крученую пряжу симметричной структуры с окончательной заданной интенсивностью и направлением Крученая пряжа, пройдя выпускную пару, наматывается на выпускную паковку (бобину) 9. Для осуществления предлагаемого способа могут быть использованы, например, конструкции верхних и нижних зажимов (фиг. 2 и 3).
Верхний зажим, закрепленный на вершине полого веретена 10, включает корпус 11, полый шток 12 с чашевидной головкой, коаксиально установленный в канале полого веретена, при этом головка штока под воздействием пружины 13 прижимает натяжной элемент 1 к входному отверстию корпуса, зажимая пропущенные стренги.
Нижний зажим, жестко установленный на нижнем конце полого веретена 10, включает корпус 15 с конусообразным отверстием, где размещается натяжной элемент 16, который посредством скобы 17 и пружины 18 прижимается к выходному отверстию корпуса, зажимая выходящие спрошенные стренги.
Пример. Получают опытные партии крученой хлопко-полиэфирной пряжи линейной плотностью (8,-7,5 текс) и (8,,i текс), идущей на выработку ткани Премьера и София на модернизированной машине ПК-100 предлагаемым способом и сравнивают с контрольным вариантом (прототипом). С этой целью на машине ПК-00 демонтируют вытяжной прибор, вместо ровницы размещают копсы с филаментной нитью, а на полые веретена устанавливают початки с кольцепрядильных машин. Для
осуществления предлагаемого способа можно использовать бобины с машины БД-200-РЦЕ. Для реализации известного способа на полом веретене машины ПК-100 выполнены два радиальных отверстия по образующей ф 3 мм на нижнем конце веретена.
Из данных таблицы видно, что при выработке крученой пряжи из двух го- товых стренг использованием полого веретена, оборудованного зажимами, возрастает удельная разрывная нагрузка на 25-30, значительно в 1,0-1,3 раза снижается коэффициент вариации по разрывной нагрузке, уменьшается в 2-2,2 раза нагон (разнодлинность) составляющих стренг выработанной пряжи . Это объясняется достаточно высокой упорядоченной структурой крученой пряжи, что обеспечивается наложением окончательной крутки на выравненные по натяжению составляющие стренги . Выравнивание осуществляется внутг ри полого веретена при наличии тормо- зящих элементов (вращающихся зажимов) исключающих разнодлинность стренг в зоне наложения действительной крутки.
I
Предлагаемый способ позволяет
улучшить эксплуатационные возможности формирования крученой пряжи, в частности значительно облегчены условия заправки стренг в веретено при ликвидации обрыва, что резко повышает про- изводительность труда и оборудования.
Кроме того, предлагаемый способ позволяет расширить диапазон вырабатываемых нитей различной линейной плотности .
Формула изобретения
Способ получение крученой нити, согласно которому сходящую с паковки на рамке стренгу подают к вращающемуся полому веретену, сообщают ей кручение вращающейся в баллоне стренгой при ее сходе с паковки на вращающемся полом веретене, соединяют стренги одна с другой, проводят их совместно через осевой канал вращающегося веретена , раскручивают стренги в нем одна относительно другой путем сообщения им ложного кручения при проведении стренг через закрепленный на веретене в зоне выхода его осевого канала зажимной элемент и в зоне между зажимным элементом и выпускной парой скручивают стренги в крученую нить в направлении , противоположном направлению кручения стренги, вращающейся в баллоне при сходе с паковки на веретене стренгой, отличающийся тем, что, с целью улучшения физико- механических свойств крученой нити, а осевом канале веретена выравнивают натяжения раскрученных одна относительно другой стренг путем их проведения через установленный на веретене на входе в его осевой канал зажимной элемент.




Реферат
Изобретение относится к текстильной промышленности, а именно к способу получения крученой нити, и позволяет улучшить физико-механические свойства крученой нити. Для этого, сходящую с паковки на рамке стренгу подают к вращающемуся полому веретену, сообщают ей кручение вращающейся в баллоне стренгой при ее сходе с паковки на вращающемся полом веретене и соединяют стренги одна с другой. Затем стренги совместно проводят через осевой канал вращающегося веретена , где стренги раскручивают одна относительно другой путем сообщения им ложного кручения при проведении стренг через закрепленный на веретене в зоне выхода его осевого канала зажимной элемент и выравнивают натяжения раскрученных, стренг путем их проведения через установленный на веретене на входе в его осевой канал зажимной элемент. В зоне между установленным на выходе стренг из осевого канала веретена зажимным элементом и выпускной парой скручивают стренги в крученую нить в направлении, противоположном направлению кручения стренги , вращающейся в баллоне при сходе с паковки на веретене стренгой. 3 ил., 1 табл. в (Л
Формула
Комментарии