Стопка сложенного ленточного материала для гигиенических изделий - RU2613861C2
Код документа: RU2613861C2
Чертежи







Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Изобретение относится к стопке сложенного ленточного (рулонного) материала для гигиенических изделий, такого как бумага или нетканые материалы, упомянутая стопка содержит по меньшей мере две ленты, при этом ленты включают в себя первую ленту, разделенную на отдельные листы посредством линий ослабления, и вторую ленту, разделенную на отдельные салфетки посредством линий ослабления. Упомянутые первая и вторая ленты взаимно сложены одна с другой, так что образуют упомянутую стопку, и при этом первая лента и второй лист упорядочены в упомянутой стопке таким образом, что линии ослабления первого листа и линии ослабления второго листа смещены одна по отношению к другой вдоль лент.
УРОВЕНЬ ТЕХНИКИ
В области выдачи гигиенических изделий из стопки или рулона гигиенических изделий, помещенных в дозатор, известны несколько возможностей размещения этих гигиенических изделий.
Обычно желательно, чтобы, когда изделие извлечено из дозатора, следующее изделие было автоматически расположено в дозаторе в положении выдачи таким образом, чтобы пользователю можно было его легко достать. С этой целью требуется использовать какие-то устройства для обеспечения того, чтобы передний конец ленточного материала, включающего в себя изделия, всегда находился в правильном положении выдачи, в котором он может быть легко захвачен пользователем.
В дозаторах, которые имеют привод, например электрический, подача переднего конца листа в положение выдачи может быть произведена посредством приводного подающего устройства. В ручных дозаторах (бесприводных) подача переднего конца, тем не менее, должна, предпочтительно, выполняться только с использованием силы, приложенной пользователем при вытягивании изделия, выполненного из ленточного материала.
Были предложены стопки взаимно-сложенных гигиенических изделий, в которых во взаимно-сложенном виде находятся два листа, каждый из которых содержит соединенные отдельные гигиенические изделия. Эти отдельные гигиенические изделия определены двумя листами, каждый из которых снабжен линиями ослабления, такими как перфорационные линии, таким образом, что эти отдельные гигиенические изделия соединены друг с другом по этим линиям ослабления до разделения их на отдельные гигиенические изделия пользователем, разрывающим упомянутые линии ослабления. Для обеспечения подачи пользователю переднего конца листа было предложено укладывать два листа в стопку таким образом, чтобы линии ослабления одного листа были смещены по отношению к линиям ослабления другого листа.
Следовательно, когда в соответствующий дозатор заряжена стопка, содержащая два уложенных со смещенным положением листа, и пользователь вытягивает переднее отдельное гигиеническое изделие, линия ослабления листа, содержащего это изделие, разорвется, так чтобы упомянутое гигиеническое изделие отделилось от листа, и при этом вместе с изделием одновременно вытянется другая из двух лент, так что теперь пользователю будет представлен передний конец изделия из другого листа. Соответственно, в ручном дозаторе может быть достигнута автоматическая подача.
Однако стопки, содержащие два взаимно-сложенных листа, как описанные выше, пригодны также для использования и в приводных дозаторах.
Публикация WO 00/00072 описывает пример стопки взаимно-сложенных изделий в соответствии с вышеописанным.
Тем не менее, использование стопки, содержащей идущие параллельно друг другу по меньшей мере два разделенных листа, может создавать некоторые проблемы.
В дозаторе ленточный материал обычно идет от отсека хранения, предназначенного для содержания стопки сложенного материала, к отверстию выдачи. Следовательно, дозатор будет определять канал для ленты, по которому развернутый ленточный материал проходит от упомянутого отсека хранения до упомянутого отверстия выдачи.
В частности, когда требуется обеспечить хранение в дозаторе относительно большого количества ленточного материала, было предложено расположить отсек хранения и канал для ленты таким образом, чтобы ленточный материал подавался сверху стопки.
Вообще говоря, вдоль упомянутого ленточного канала ленточный материал может направляться различными средствами, такими как валки, выступы и т.д. Некоторые из таких средств могли бы быть эффективными для совместного удержания двух листов ленточного материала.
Для начальной зарядки предназначенного для выдачи листа материала стопка должна быть помещена в отсек хранения дозатора, а передний конец ленточного материала должен быть продет вдоль канала для ленты до отверстия выдачи. Такое продевание может включать в себя протяжку листа между выступами или поверх различного типа роликов, и иногда выполнить ее может быть довольно трудно. Было осознано, что продевание листов в таких дозаторах, использующих стопку, содержащую по меньшей мере два раздельных листа, могло бы признаваться слишком трудным, поскольку при этом должно быть обеспечено, чтобы оба листа были введены правильно и с сохраненным смещенным положением между листами. Кроме того, если где-то вдоль ленточного канала происходит непреднамеренный разрыв, то должно быть выполнено новое продевание ленточного материала, чтобы переустановить дозатор.
Для правильной подачи ленточного материала из дозатора необходимо, чтобы оставалось сохраненным смещенное положение между листами. Однако при этом есть вероятность, что это смещенное положение при перемещении по листовому каналу будет нарушено, другими словами, что подача двух листов станет, соответственно, асинхронной. Это, в свою очередь, может привести к менее оптимальной выдаче листов из дозатора. Было найдено, что эта проблема особенно остра в таких дозаторах, в которых лист должен подаваться с верхней части стопки материала, предположительно, из-за воздействия силы тяжести. Кроме того, поскольку при непрерывной выдаче ленточного материала величина рассинхронизации между листами может возрастать, то при безостановочной выдаче или при относительно длинных величинах ленточного материала это становится особенно принципиально, как в тех случаях, когда используются большие стопки материала и (или) используется несколько соединенных между собой стопок для образования длинных непрерывных листов. В то же время требуется выдача без перерывов, поскольку это уменьшает необходимость в техническом обслуживании дозатора.
Задачей настоящего изобретения является предложить усовершенствованную стопку ленточного материала в отношении по меньшей мере одного из вышеупомянутых аспектов.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В первом объекте настоящего изобретения вышеупомянутая цель достигнута посредством стопки сложенного ленточного материала для гигиенических изделий, такого как бумага или нетканые материалы, при этом упомянутая стопка содержит по меньшей мере два листа, и эти ленты включают в себя первую ленту, разделенную на отдельные салфетки посредством линий ослабления, и второй лист, разделенный на отдельные салфетки посредством линий ослабления, упомянутые первая и вторая ленты являются взаимно сложенными одна с другой, так что образуют упомянутую стопку. Первая лента и второй лист упорядочены в упомянутой стопке таким образом, что линии ослабления первого листа и линии ослабления второго листа смещены вдоль листов одна по отношению к другой.
Под "линиями ослабления" здесь имеются в виду линии, которые слабее, чем ленточный материал вообще, и которые предназначены для того, чтобы разделять ленточный материал на отдельные салфетки. Линии ослабления, предпочтительно, могут быть перфорационными линиями.
Будучи сами по себе известными в соответствующей области, линии ослабления имеют прочность на разделение, которая представляет собой силу, требуемую для того, чтобы отделить отдельную салфетку от листа вдоль упомянутой линии ослабления.
В соответствии с этим упомянутым первом объектом изобретения первая лента и второй лист соединены друг с другом во множестве соединений, образующих в упомянутой стопке множество внутренних соединений отдельной салфетки. Каждое "внутреннее соединение отдельной салфетки" образовано соединением или соединениями, связывающими отдельную салфетку первого листа с отдельной салфеткой второго листа.
Следовательно, внутреннее соединение отдельной салфетки между отдельной салфеткой первого листа и отдельной салфеткой второго листа может содержать одно или более соединений.
Каждое внутреннее соединение отдельной салфетки имеет прочность на разделение, которая является силой, требуемой для того, чтобы отделить, соответственно, одну от другой две отдельные салфетки первой и второй ленты таким образом, чтобы соединение или соединения, создающие упомянутое внутреннее соединение отдельной салфетки, при этом были разорваны.
В соответствии с упомянутым первом объектом прочность на разделение внутренних соединений отдельной салфетки меньше, чем прочность на разделение линии ослабления в упомянутой стопке.
В соответствии с вышеизложенным, предполагается, что внутренние соединения отдельной салфетки, соединяющие первую и вторую ленты, распределены вдоль двух листов стопки.
Внутренние соединения отдельной салфетки предназначены для обеспечения того, чтобы соотношение между двумя листами сохранялось также и во время их продевания и (или) прохождения по листовому каналу в дозаторе, тем самым решается вышеупомянутая задача.
Однако недостатком, связанным с внутренним соединением двух листов, может быть то, что пользователь, вытягивающий передний конец одного из листов, имеет вероятность получить более одной отдельной салфетки. Другими словами, если внутренние соединения отдельной салфетки выполнены слишком прочными, то пользователь, вытягивающий из дозатора отдельную салфетку, будет иметь вероятность получить несколько салфеток от обоих листов, причем упомянутые салфетки являются связанными между собой посредством внутренних соединений отдельной салфетки.
Тогда было осознано, что для того чтобы избежать предполагаемого недостатка, связанного с соединением двух листов, при сохранении преимуществ, следует определить прочность на разделение внутренних соединений отдельной салфетки по отношению к прочности на разделение линий ослабления. Если прочность на разделение внутренних соединений отдельной салфетки меньше, чем прочность на разделение линий ослабления, то проблема с одновременно подаваемыми салфетками от обоих листов может быть исключена.
Прочность на разделение, требуемая для того, чтобы обеспечить, чтобы две листовые секции удерживались вместе и не становились асинхронными, зависит от нескольких обстоятельств, таких как частота внутренних соединений отдельной салфетки вдоль листа, конструкция дозатора, в котором будет использоваться данная стопка, и т.д.
Однако стало понятно, что, к счастью, прочность на разделение внутренних соединений отдельной салфетки может быть относительно небольшой, предпочтительно меньше чем 0,1 от прочности на разделение линий ослабления, более предпочтительно меньше чем 0,05. Относительно слабые внутренние соединения салфетки имеют то преимущество, что они вряд ли будут ощутимы пользователем, в то же время обеспечивая требуемые преимущества.
Действительная измеренная величина прочности на разделение будет зависеть от сил, присутствующих в системе выдачи в целом, - прочности ленточного материала, выбранной для дозатора силы вытягивания, а также, конечно, от прочности на разделение линий ослабления.
В предпочтительном варианте исполнения прочность на разделение внутренних соединений отдельной салфетки находится в диапазоне 0,01-5 Н, предпочтительно 0,01-1 Н.
Опять же, в предпочтительном варианте исполнения прочность на разделение внутренних соединений отдельной салфетки больше чем 0,01 Н, предпочтительно больше чем 0,05 Н, наиболее предпочтительно больше чем 0,10 Н.
Предпочтительная прочность на разделение линий ослабления может находиться в диапазоне 1-30 Н, предпочтительно 3-20 Н, наиболее предпочтительно 3-10 Н.
Все из вышеприведенных вариантов исполнения являются особенно пригодными для стопки салфеток с качеством листа, пригодным для ручных полотенец и для того, чтобы их можно было использовать в дозаторе, в частности в дозаторе, настроенном на выдачу ленточного материала сверху стопки.
В настоящее время предпочтительным способом формирования таких соединений является приложение клея. Этим способом легко управлять, с тем чтобы достичь необходимых прочностей на разделение внутренних соединений отдельной салфетки.
Однако представляется, что соединения, образующие упомянутые внутренние соединения отдельной салфетки, могли бы быть созданы, используя известные в соответствующей области различные способы для взаимного соединения ленточного материала, включая механическое связывание и (или) химическое связывание. Механическое связывание могло бы быть выполнено, например, тиснением, кромочным тиснением и (или) точечной перфорацией. Химическое связывание могло бы включать формирование водородных связей. Механическое и химическое связывание могли бы также использоваться одновременно, например, при нанесении клея.
Авторы настоящего изобретения поняли, что подходящая прочность на разделение может быть достигнута соединениями упомянутых внутренних соединений отдельной салфетки, которые образованы посредством связующего вещества, и особенно тем, что в каждом внутреннем соединении отдельной салфетки количество связующего вещества находится в диапазоне 0,0001-1 мг при вычислении с сухим содержанием в 100%.
Связующее вещество с сухим содержанием в 100% представляет собой, например, горячий расплав. Когда используются связующие вещества других типов, предпочтительное количество такого связующего вещества должно быть скорректировано с учетом его сухого содержания.
Вообще говоря, каждый лист определяет поверхность ленточного материала, которая является ограниченной продольными внешними краями этого листа. Когда ленточный материал сложен в стопку, его поверхности образуют секции, продолжающиеся между последовательными линиями сгиба, причем упомянутые секции упорядочены в наложенном одна на другую положении, чтобы образовать стопку, продолжающуюся между нижней секцией и верхней секцией. При этом продольные края листов образуют две противоположные боковые стороны стопки, а линии сгиба образуют две другие противоположные боковые стороны стопки.
Соединения могут быть образованы таким образом, чтобы они соединяли поверхность ленточного материала первого листа с поверхностью ленточного материала второго листа.
Альтернативно или в дополнение к соединению поверхностей ленточного материала, соединения могут быть образованы таким образом, чтобы они соединяли продольные края первого листа с продольными краями второго листа.
Соединения могут быть обеспечены в виде любой подходящей картины или формы. Картина соединений может быть прерывистой или непрерывной.
Например, соединения, предпочтительно, могут быть образованы из связующего вещества, нанесенного в виде точечной картины.
Более того, соединения, предпочтительно, могут быть обеспечены в виде декоративной картины, возможно, образуя декоративные элементы, такие как листья. Кроме того, когда для образования соединений используется связующее вещество, это связующее вещество может быть окрашено в один или несколько цветов, с тем чтобы получить декоративный эффект.
В одном варианте исполнения каждое внутреннее соединение отдельной салфетки содержит только одно соединение, при этом упомянутое соединение состоит из одной точки связующего вещества, предпочтительно, упомянутая точка связующего вещества содержит количество связующего вещества между 0,0001 мг и 1 мг, вычисленное при 100%-ном содержании сухого вещества. Упомянутое соединение, состоящее из одной точки, может быть нанесено таким образом, чтобы соединять поверхности ленточного материала первого и второго листов.
Когда соединения сформированы таким образом, чтобы соединять между собой продольные края первого листа с продольными краями второго листа, эти соединения могут быть нанесены в виде прерывистой картины, если смотреть с боковой стороны стопки, содержащей упомянутые продольные края. Каждое соединение может быть образовано количеством связующего вещества в диапазоне 0,0001-1 мг.
Когда соединения сформированы таким образом, чтобы соединять между собой продольные края первого листа с продольными краями второго листа, эти соединения, альтернативно, могут быть нанесены в виде картины непрерывной линии, если смотреть со стороны торца, содержащего упомянутые продольные края, при этом упомянутая картина непрерывной линии, предпочтительно, имеет ширину в диапазоне 0,5-10 мм.
В зависимости от распределения внутренних соединений отдельной салфетки и размера стопки сумма всех внутренних соединений отдельной салфетки упомянутой стопки может содержать количество связующего вещества, которое значительно изменяется, например, в диапазоне от 0,2 до 250 мг.
Стопка может благоприятно содержать от около 100 до 1000 отдельных салфеток.
Линии ослабления в упомянутом первом листовом материале, предпочтительно, равномерно распределены по всему листу, при этом расстояние между последовательными линиями ослабления соответствует длине отдельных салфеток.
Линии ослабления в упомянутом втором листовом материале, предпочтительно, равномерно распределены по всему второму листу, при этом расстояние между последовательными линиями ослабления соответствует длине отдельных салфеток.
Предпочтительно, расстояние между последовательными линиями ослабления в первом листе равно расстоянию между последовательными линиями ослабления во втором листе. Другими словами, длина салфеток первого листа равна длине салфеток второго листа.
Вышеприведенные признаки, касающиеся положения линий ослабления и длины салфеток, следует понимать как относящиеся к большинству длин салфеток в стопке, например к более чем 80% или даже более длин. В этих признаках могут быть исключения, в частности, по концам стопки, где, например, может использоваться случайная более короткая длина салфетки.
Предпочтительно и как и должно быть, по существу все линии ослабления в стопке имеют одну и ту же прочность на разделение.
Предпочтительно, по существу все из внутренних соединений отдельной салфетки в стопке имеют одну и ту же прочность на разделение.
Стопка на по меньшей мере одном из концов этой стопки, предпочтительно, обеспечена соединительным средством для соединения с другой стопкой.
Соединительное средство может содержать связующее вещество, связующую подушечку или крепление типа "крючок-петля".
В одном альтернативном варианте исполнения внутреннее соединение отдельной салфетки выполнено по меньшей мере на каждой четвертой, предпочтительно на каждой второй, наиболее предпочтительно на каждой салфетке, по по меньшей мере большей части длины листов в стопке, предпочтительно по меньшей мере по 90% длины листов в стопке.
Предполагается, что вышеприведенная конфигурация является эффективной для обеспечения того, чтобы два листа удерживались вместе во время зарядки дозатора. В частности, она является достаточно надежной, чтобы обеспечивать легкую перезарядку также в том случае, когда ленточный материал был непреднамеренно порван где-нибудь вдоль самого ленточного материала.
В другом альтернативном варианте исполнения внутренние соединения отдельной салфетки распределены по листу таким образом, что менее чем каждая четвертая салфетка листов является внутренне связанной посредством внутренних соединений отдельной салфетки, предпочтительно, внутренне связанной является менее чем каждая 10-я салфетка, более предпочтительно менее чем каждая 20-я салфетка, наиболее предпочтительно, что внутренние соединения обеспечены в диапазоне от каждой 20-й до 100-й салфетки.
Предполагается, что вышеприведенная конфигурация обеспечивает достаточную взаимную связь между двумя листами, с тем чтобы исключить проблемы, связанные с рассинхронизацией двух листов.
Во втором объекте изобретения предложена стопка сложенного ленточного материала для гигиенических изделий, такого как бумага или нетканые материалы, при этом упомянутая стопка содержит по меньшей мере два листа, каковые листы включают в себя первую ленту, разделенную на отдельные салфетки посредством линий ослабления, и второй лист, разделенный на отдельные салфетки посредством линий ослабления, причем упомянутые первая и вторая ленты являются взаимно сложенными одна с другой таким образом, что образуют упомянутую стопку. Первая лента и второй лист упорядочены в упомянутой стопке таким образом, что линии ослабления первого листа и линии ослабления второго листа смещены одна по отношению к другой вдоль листов. Первая лента и второй лист соединены друг с другом во множестве соединений, образующих множество внутренних соединений отдельной салфетки, при этом внутреннее соединение отдельной салфетки образовано соединением или соединениями, связывающими отдельную салфетку первого листа с отдельной салфеткой второго листа. Упомянутые соединения распределены по листам так, что менее чем каждые четвертые салфетки листа соединены между собой посредством внутренних соединений отдельной салфетки.
В соответствии с упомянутым вторым объектом предложено решение проблемы, связанной с рассинхронизацией двух листов во время их выдачи.
Например, посредством внутренних соединений отдельной салфетки внутренне связанной может быть менее чем каждая 10-я салфетка каждого листа, предпочтительно менее чем каждая 20-я салфетка, наиболее предпочтительно в диапазоне между каждой 20-й салфеткой и каждой 100-й салфеткой.
Когда внутренне связанными являются немногие салфетки, любые проблемы, связанные с тем, что соединения между двумя листами являются слишком прочными, окажутся возникающими относительно редко и могут быть допустимыми. Если так, то в соответствии со вторым объектом изобретения прочность на разделение внутренних соединений отдельной салфетки нет необходимости подстраивать под прочность на разделение линий ослабления.
Однако обеспечение относительно небольшого количества внутренних соединений отдельной салфетки в соответствии со вторым объектом, конечно же, может быть благоприятно скомбинировано с соотношением между прочностями на разделение, как это предложено в первом объекте настоящего изобретения.
В третьем объекте изобретения обеспечена стопка, содержащая по меньшей мере два листа, каковые листы включают в себя первую ленту, разделенную на отдельные салфетки посредством линий ослабления, и второй лист, разделенный на отдельные салфетки посредством линий ослабления. Первая лента и второй лист упорядочены в этом составном листе таким образом, что линии ослабления первого листа и линии ослабления второго листа смещены одна по отношению к другой вдоль листов. Первая лента и второй лист соединены друг с другом во множестве соединений, образующих множество внутренних соединений отдельной салфетки, при этом внутреннее соединение отдельной салфетки образовано соединением или соединениями, связывающими отдельную салфетку первого листа с отдельной салфеткой второго листа, а передний участок и (или) задний участок листов является свободным от соединений. Упомянутый передний и (или) задний участок листов вместо этого является обеспеченным соединительным средством для соединения с другой стопкой, при этом упомянутое соединительное средство взаимно соединяет первая лента и упомянутый второй лист.
Этот альтернативный вариант, естественно, может быть объединен с двумя вышеупомянутыми объектами для объединения различных преимуществ.
Передний и (или) задний участок, являющийся свободным от соединений, может иметь длину в от 0,2 до 1 или, более предпочтительно, в от 0,5 до 1 длины отдельной салфетки.
Как вариант, составной лист является свободным от соединений на по меньшей мере первых пяти передних и (или) задних салфетках первого или второго листа.
В четвертом объекте изобретения обеспечена стопка ленточного материала для гигиенических изделий, такого как бумага или нетканые материалы, содержащая по меньшей мере два листа, эти листы включают в себя первую ленту, разделенную на отдельные салфетки посредством линий ослабления, и второй лист, разделенный на отдельные салфетки посредством линий ослабления, при этом каждый лист определяет поверхность ленточного материала, ограниченную продольными краями этого ленточного материала, в которой первая лента и второй лист расположены в упомянутом составном листе таким образом, что линии ослабления первого листа и линии ослабления второго листа смещены одна по отношению к другой вдоль листов. Первая лента и второй лист соединены друг с другом во множестве соединений, образующих множество внутренних соединений отдельной салфетки, при этом внутреннее соединение отдельной салфетки образовано соединением или соединениями, связывающими отдельную салфетку первого листа с отдельной салфеткой второго листа, и упомянутые соединения расположены таким образом, чтобы взаимно соединять продольные края первой и второй ленты.
Кроме того, нанесение соединений на продольные края листов может быть преимущественным с производственной точки зрения, что более подробно будет пояснено ниже.
В пятом объекте изобретения обеспечен способ для изготовления стопки в соответствии с вышеописанными двумя взаимно-сложенными отдельными листовыми секциями, такими как листовые секции ткани из двух непрерывных листов материала, включающий в себя нижеследующие этапы способа, выполняемые параллельно для обоих листов:
a) направление непрерывного листа к станции ослабления;
b) ослабление непрерывного листа, так чтобы образовать линии ослабления, продолжающиеся в боковом направлении через непрерывный лист в первых предопределенных положениях, тем самым между последовательными линиями ослабления образуются отдельные салфетки ленточного материала;
c) направление непрерывного листа к отрезной станции;
d) резку непрерывного листа на листовые секции во вторых предопределенных положениях,
e) фальцовку двух листовых секций, образованных из двух отдельных непрерывных листов, в стопку таким образом, чтобы в упомянутой стопке линии ослабления первого листа и линии ослабления второго листа были смещены вдоль листа одна по отношению к другой.
Способ включает в себя образование множества соединений между упомянутым первым и упомянутым вторым листами, при этом данное множество соединений образует множество внутренних соединений отдельной салфетки.
В одном варианте исполнения каждая из листовых секций содержит поверхность листа, ограниченную продольными краями, а упомянутые соединения обеспечены на поверхности листа таким образом, чтобы взаимно соединять между собой первую и вторую листовые секции по их соответствующим поверхностям листа.
В этом случае соединения могут быть благоприятно обеспечены в листовых секциях до взаимного сложения двух листовых секций для образования стопки взаимно сложенных салфеток (этап е), предпочтительно, после нарезки листовых секций (этап d) и до взаимного сложения листовых секций (этап е).
Соединения могут быть соответствующим образом обеспечены на станции нанесения соединения, при этом станция нанесения соединения, предпочтительно, содержит устройство нанесения связующего спрея или установку-аппликатор горячего расплава.
В другом варианте исполнения соединения обеспечены в листовых секциях после взаимного сложения двух листов для образования стопки взаимно сложенных салфеток по по меньшей мере одной боковой стороне стопки, образованной продольными краями листовых секций.
В этом случае соединения могут быть обеспечены на станции нанесения соединения, при этом станция нанесения соединения, предпочтительно, содержит устройство нанесения связующего спрея или установку-аппликатор горячего расплава.
Альтернативно, в этом случае соединения могут быть обеспечены на станции нанесения соединения, а станция нанесения соединения, включает в себя брусочную конструкцию, которую сначала обеспечивают связующим веществом, а затем приводят в контакт со стопкой взаимно сложенных салфеток для нанесения связующего вещества по упомянутой по меньшей мере одной боковой стороне стопки.
Брусочная конструкция, как вариант, может быть ровной, такой, чтобы связующее вещество могло быть нанесено на по меньшей мере одну боковую сторону упомянутой стопки в виде непрерывной линии.
Брусочная конструкция, как вариант, может быть неровной, такой, чтобы связующее вещество могло быть нанесено на по меньшей мере одну боковую сторону упомянутой стопки прерывисто.
Соединения могут быть обеспечены таким образом, чтобы взаимно соединить между собой листовые секции по существу только по их продольным краям, а упомянутая брусочная конструкция поэтому может быть приложена только к продольным краям листовых секций, образующим по меньшей мере одну боковую сторону упомянутой стопки.
Альтернативно, соединения могут быть обеспечены таким образом, чтобы взаимно соединить между собой листовые секции, по меньшей мере частично, через поверхности ленточного материала листовых секций, а упомянутая брусочная конструкция с этой целью, может быть, по меньшей мере частично, введена между поверхностями ленточного материала с боковых сторон стопки.
Например, могла бы быть использована "неровная" брусочная конструкция, эта брусочная конструкция имеет выступы, которые можно вставлять между секциями стопки по меньшей мере с одной ее боковой стороны. В этом случае связующее вещество может быть нанесено на поверхности ленточного материала и, возможно, также на ее продольные края по меньшей мере с одной ее боковой стороны.
В другом примере брусочная конструкция ("неровная" или гладкая) могла бы быть использована для нанесения связующего вещества только на продольные края листов. В этом случае брусочная конструкция должна быть обеспечена связующим веществом, а затем прижата к по меньшей мере одной боковой стороне стопки, но так, чтобы она не оказалась введенной между секциями. Результат должен быть таким, что клей должен быть нанесен только на боковую сторону стопки, так чтобы взаимно соединить между собой только продольные края листов.
Нанесение связующего вещества на боковые стороны стопки, для того чтобы обеспечить взаимное соединение только продольных краев листов, и (или) на поверхности листа стопки могло бы быть выполнено также посредством установки для нанесения связующего спрея или других известных соединительных устройств. Такая установка для нанесения связующего спрея могла бы быть, например, установкой, имеющей электромагнитную насадку.
В шестом объекте обеспечено оборудование для изготовления в соответствии с вышеизложенным стопок двух взаимно-сложенных отдельных листовых секций, таких как листовые секции ткани из двух непрерывных листов материала, содержащее для каждого листа станцию ослабления для нанесения линий ослабления через лист в боковом направлении, станцию резки для нарезки упомянутого листа на отдельные листовые секции и для обоих листов фальцовочную станцию для совместного складывания двух отдельных листовых секций в стопку. Кроме того, обеспечена станция нанесения соединений для обеспечения соединений между упомянутой первой отдельной ленточной секцией и упомянутой второй отдельной ленточной секцией.
В седьмом объекте изобретения обеспечен дозатор, включающий в себя корпус, имеющий отсек хранения, содержащий ленточный материал в виде стопки, в соответствии с вышеизложенным, при этом упомянутый дозатор имеет отверстие выдачи для выдачи пользователю салфеток упомянутого ленточного материала, при этом упомянутый дозатор определяет канал для ленты, по которому не сложенный ленточный материал из упомянутой стопки проходит из упомянутого отсека хранения до упомянутого отверстия выдачи, причем упомянутый корпус и упомянутый канал для ленты сконфигурированы таким образом, что лист подается сверху стопки.
В восьмом объекте изобретения обеспечено использование стопки в соответствии с вышеизложенным в дозаторе, включающем в себя корпус, имеющий отсек хранения для содержания ленточного материала в виде упомянутой стопки.
Дозатор, преимущественно, имеет отверстие выдачи для выдачи пользователю салфеток упомянутого ленточного материала, упомянутый дозатор определяет канал для ленты, по которому не сложенный ленточный материал из упомянутой стопки проходит из отсека хранения до упомянутого отверстия выдачи, а упомянутый корпус и упомянутый канал для ленты сконфигурированы таким образом, что ленточный материал подается сверху стопки.
Другие признаки и преимущества, как описано выше в отношении стопки по этому изобретению, могут естественным образом быть приложены к настоящему способу, устройству и использованию.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Далее будут полнее описаны варианты исполнения изобретения со ссылками на иллюстративные чертежи, на которых:
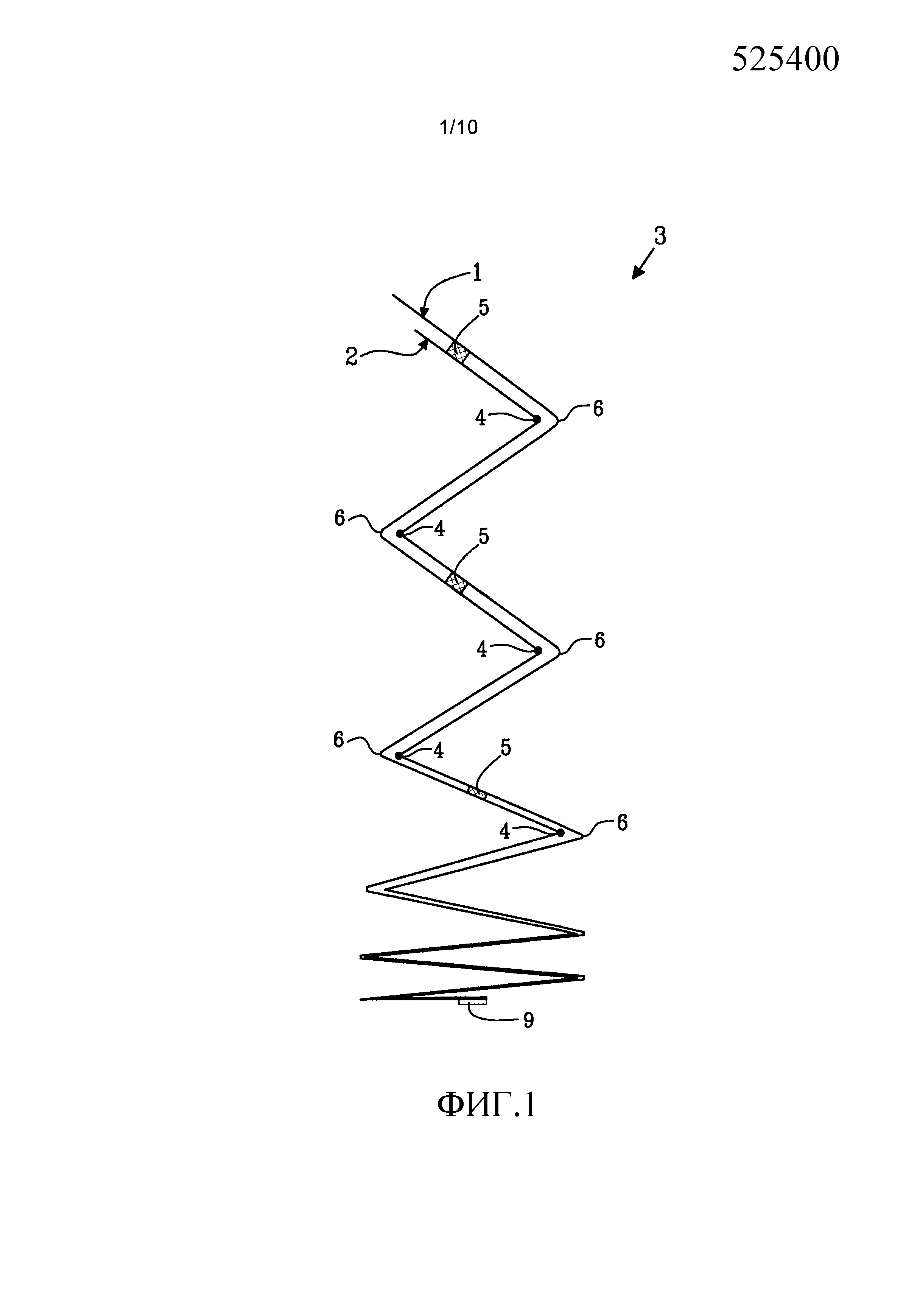
фиг. 1 иллюстрирует вариант исполнения стопки в соответствии с изобретением;
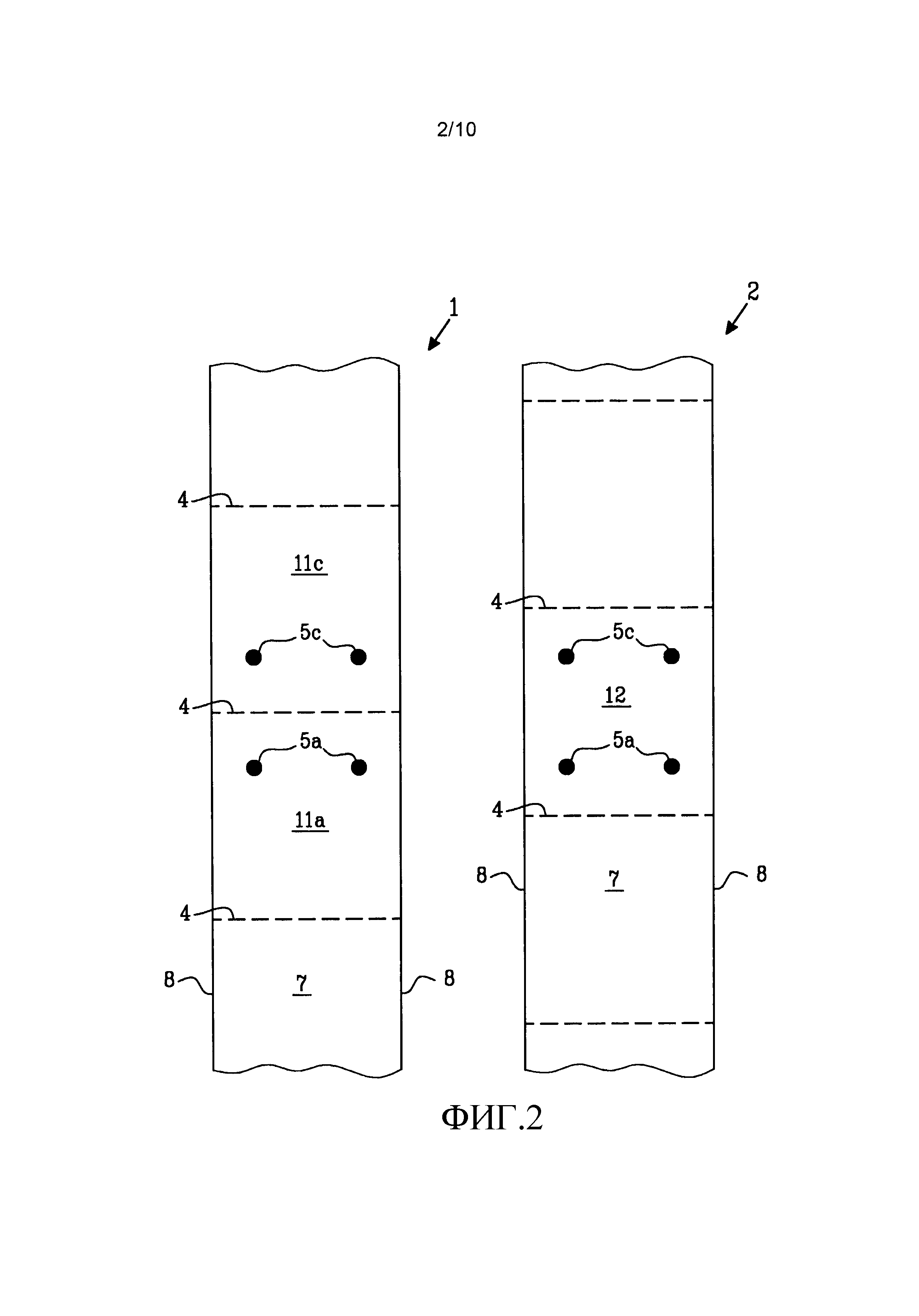
фиг. 2 иллюстрирует два листа в варианте исполнения стопки в соответствии с изобретением с несложенными листами, развернутыми сторона к стороне;
фиг. 3 иллюстрирует другой вариант исполнения стопки в соответствии с изобретением;
фиг. 4 иллюстрирует еще один вариант исполнения стопки в соответствии с изобретением;
фиг. 5а-5с иллюстрируют различные способы формирования некоторых вариантов исполнения стопок в соответствии с изобретением;
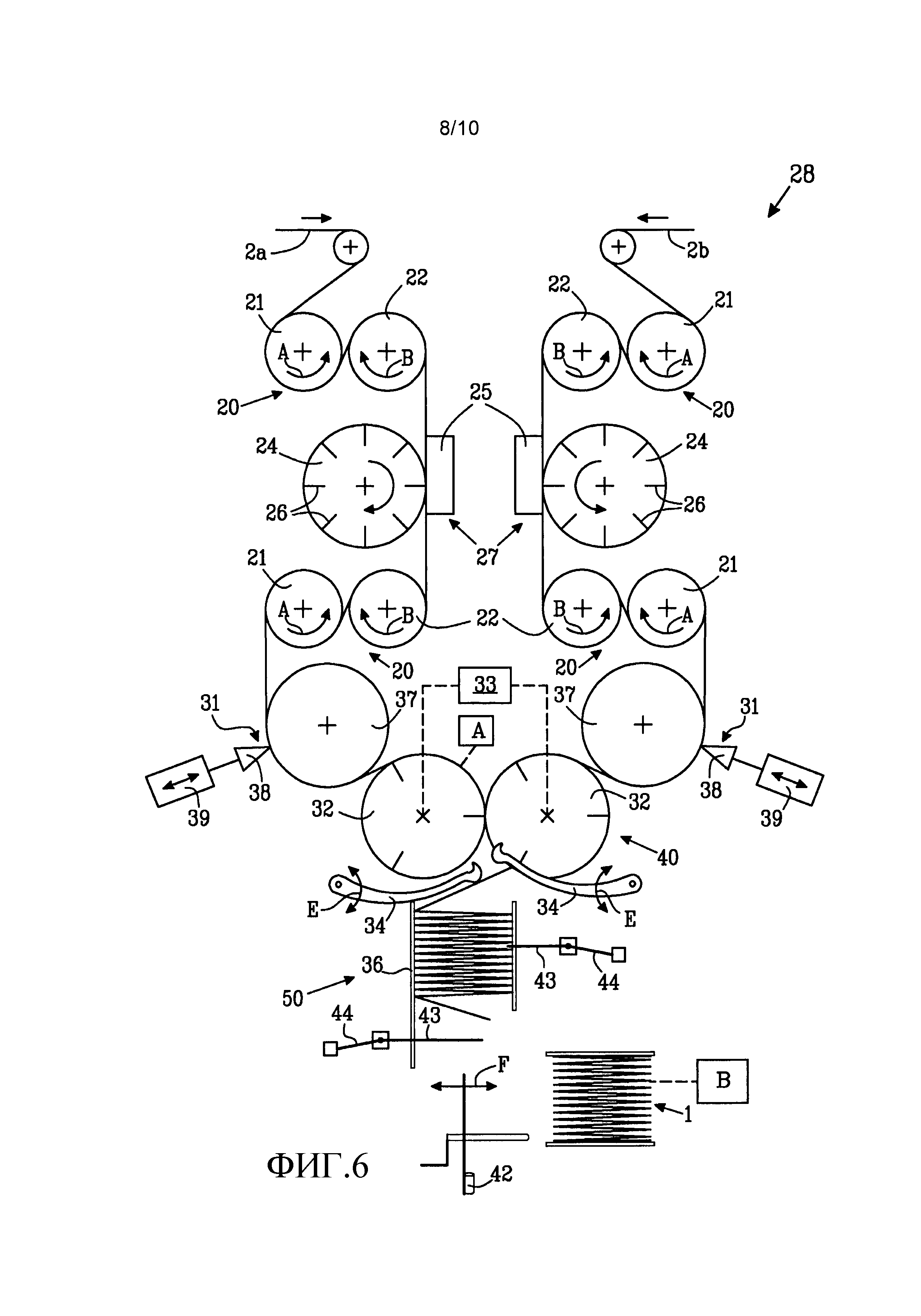
фиг. 6 иллюстрирует процесс формирования стопки в соответствии с изобретением;
фиг. 7 иллюстрирует дозатор, включающий в себя стопку в соответствии с изобретением;
фиг. 8 иллюстрирует положение образца во время измерения прочности на разделение.
Одинаковые ссылочные позиции обозначают на соответствующих чертежах схожие признаки.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ИСПОЛНЕНИЯ
Фиг. 1 иллюстрирует вариант исполнения стопки 3 в соответствии с изобретением. Стопка содержит первую ленту 1 и второй лист 2.
Первая и вторая ленты 1 и 2 сложены в виде гармошки по линиям 6 сгиба. Расстояние между двумя последовательными линиями 6 сгиба соответствует ширине стопки. Таким образом, листы 1, 2 сложены в секции, имеющие ширину стопки, а стопка 3 составлена упомянутыми секциями, уложенными одна смежно с другой.
Оба листа 1, 2 поделены на отдельные салфетки посредством линий 4 ослабления, продолжающихся в боковом направлении поперек листов. Таким образом, образованы салфетки ленточного материала, при этом упомянутые салфетки имеют длину, соответствующую расстоянию между последовательными линиями ослабления.
В стопке 3 первая и вторая ленты 1, 2 расположены по отношению к друг другу таким образом, что линии 4 ослабления первого листа 1 и линии 4 ослабления второго листа 2 смещены относительно друг друга.
Первая и вторая ленты 1, 2 соединены друг с другом во множестве мест соединений 5, образующих множество внутренних соединений отдельной салфетки.
Концепция "внутренних соединений отдельных салфеток" поясняется со ссылкой на фиг. 2. Фиг. 2 показывает два отдельных листа 1, 2 в том виде, как если бы соединения были разорваны и оба листа были бы выложены один рядом с другим, при этом оба листа имеют поверхность 7 ленточного материала, которая должны "смотреть" на другую, когда один из листов повернут вверх.
Первая лента 1 определяет поверхность 7 листа, продолжающуюся между продольными краями 8. Эта первая лента 1 обеспечена идущими в поперечном направлении линиями 4 ослабления, делящими лист на отдельные салфетки, такие как салфетки 11а и 11с.
Вторая лента 2, аналогично, определяет поверхность 7 листа, продолжающуюся между продольными краями 8. Эта вторая лента обеспечена линиями 4 ослабления, делящими лист на отдельные салфетки, такие как салфетка 12.
Первая и вторая ленты 1, 2 расположены таким образом, что соответствующие линии ослабления являются смещенными относительно друг друга.
Первая и вторая ленты 1, 2 соединены вместе посредством соединений 5а и 5с, внутренне соединяющих между собой их соответствующие поверхности 7 ленточного материала.
Как показано на фиг. 2, первый набор соединений 5а соединяет между собой отдельную салфетку 11а первого листа 1 с отдельной салфеткой 12 второго листа. Следовательно, между салфеткой 11а и салфеткой 12 посредством двух соединений, обозначенных поз. 5а, выполнено внутреннее соединение отдельных салфеток.
Кроме того, первая и вторая ленты 1, 2 соединены вместе посредством второго набора соединений 5с. Эти соединения 5с соединяют между собой отдельную салфетку 11с первого листа 1 с отдельной салфеткой 12 второго листа. Следовательно, между салфеткой 11с и салфеткой 12 посредством двух соединений, обозначенных поз. 5с, выполнено другое внутреннее соединение отдельных салфеток.
Может быть придумано огромное разнообразие картин соединений. Однако независимо от картины соединений, их частоты и т.д. внутреннее соединение отдельной салфетки является суммой соединений, соединяющих между собой две конкретные салфетки, по одной от каждого листа.
Прочность внутренних соединений отдельной салфетки должна быть меньше, чем прочность линий 4 ослабления.
В том, так ли это, можно убедиться, потянув салфетку одного из листов, смежную с внутренним соединением отдельной салфетки. Если салфетка может быть легко отделена от ленточной секции в результате разрыва линии ослабления без какого-либо дополнительного надрыва, требующегося для того, чтобы разорвать также и внутреннее соединение отдельной салфетки, значит, прочность на разделение внутреннего соединения отдельной салфетки менее прочная, чем прочность на разделение линии ослабления.
При рассмотрении прочностей и разрывов соединений следует заметить, что предполагается, что будут разрываться соединения внутренних соединений отдельных салфеток в местах внутренних соединений, а не сам ленточный материал. Следовательно, прочность и тип соединений, должны быть, естественно, адаптированы к качеству имеющихся листов.
Когда для того, чтобы образовать соединения внутреннего соединения отдельных салфеток используется связующее вещество, количество связующего вещества будет определять прочность соединения и, следовательно, будет оказывать влияние на прочность на разделение внутренних соединений отдельной салфетки. Было найдено, что для конкретных практических условий может быть пригодно количество связующего вещества в диапазоне 0,0001-1 мг для каждого внутреннего соединения отдельной салфетки.
В данном случае величины связующего вещества указаны для связующего вещества с сухим содержанием в 100%. Если используются связующие вещества с другими сухим содержанием, то в его количестве это иное содержание сухого вещества должно быть учтено.
Под линиями ослабления здесь имеются в виду линии, которые предназначены для разделения ленточного материала на отдельные салфетки. Предпочтительно и как указано в вариантах исполнения по иллюстрациям, линии ослабления могут быть перфорационными линиями.
Предпочтительно, перфорационные линии образованы перемежающимися перемычками и разрезами. Было найдено, что остаточная "связанная" длина, являющаяся общей длиной перемычек, деленная на (общая длина перемычек + общая длина разрезов), находящаяся между 4% и 50%, предпочтительно между 4% и 25%, наиболее предпочтительно между 4% и 15%, является подходящей для наиболее важных применений стопки. Общая "связанная" длина, деленная на (общая "связанная" длина + общая длина разрезов), может быть использована в качестве индикации прочности перфорационной линии. Желательно образовывать такие перфорационные линии, которые были бы достаточно прочными для того, чтобы обеспечивать подачу ленточного материала от стопки в соответствующем дозаторе, но которые в то же время были бы достаточно слабыми, чтобы обеспечивать разделение салфеток. В этом контексте, известно, что на прочность перфорационной линии будут влиять также и другие параметры, такие как качество бумаги, а также размер, форма и распределение разрезов и ушек. Таким образом, вышеупомянутые величины могут быть полезными в качестве ориентировки для специалиста в данной области при выборе подходящих перфорационных линий.
Однако для определения "прочности на разделение" перфорационных линий мера остаточная "связанная" длина является неудовлетворительной, и вместо этого следует использовать описанный далее способ.
Описанные здесь способы представляют собой способ, использованный для приведения примеров приемлемых диапазонов прочности на разделение линиями ослабления и внутренних соединений отдельной салфетки. Однако поскольку определение того, является ли прочность на разделения внутреннего соединения отдельной салфетки меньше, чем прочности на разделения линиями ослабления, есть определение относительное, представляется, что для этой цели могли бы быть успешно использованы и другие способы. Кроме того, как упоминалось выше, для практических целей тот простой факт, что салфетки могут быть извлечены из стопки одна за другой без возникновения каких-либо неисправностей, при которых взаимное внутреннее соединение салфетки приводит к тому, что у пользователя оказываются две внутренне соединенные салфетки, указывает на то, что внутренние соединения отдельной салфетки имеют более слабую прочность на разделения, чем линии ослабления.
Фиг. 3 иллюстрирует стопку 3 ленточного материала, в которой часть стопки удалена, так чтобы можно было показать образованные в стопке соединения 5. В этом примере соединения 5 тоже взаимно соединяют одну с другой поверхности 7 материала листов. Соединения 5 могли бы быть распределены по секции стопки в различных количествах, размерах и конфигурациях.
Для того чтобы взаимно соединить одну с другой поверхности 7 материала листов, соединения 5, предпочтительно, могут быть приложены в виде связующего вещества, которое нанесено на по меньшей мере один из листов 1, 2, прежде чем два листа будут взаимно сложены, чтобы образовать стопку. Это связующее вещество может быть, например, набрызгано или напечатано на поверхности 7 материала.
Фиг. 4 иллюстрирует другую стопку 3 ленточного материала, в которой соединения 5 не соединяют взаимно одну с другой поверхности 7 материала листов, а вместо этого соединения 5 соединяют между собой продольные края 8 листов. С этой целью соединения 5, предпочтительно, в виде связующего вещества могут быть приложены к одной боковой стороне 15 стопки, при этом упомянутая сторона 15 содержит продольные края 8 двух листов.
Приложение соединений на одну сторону 15 стопки 3 может быть выполнено нанесением связующего вещества на сторону 15 после того, как стопка 3 была составлена взаимным складыванием листов. Приложение связующего вещества может быть выполнено обычными способами, таким как набрызгивание или печать.
Кроме того, предложено, чтобы приложение связующего вещества на по меньшей мере одну сторону 15 могло быть выполнено с использованием брусочной конструкции, ровной или неровной.
Фиг. 5а-5с схематично показывают варианты исполнения способа, использующего брусочную конструкцию.
Фиг. 5а иллюстрирует способ, использующий ровную брусочную конструкцию 16, имеющую прямой край 17. Этот край 17 обеспечивают связующим веществом, а затем прижимают к боковой стороне 15 стопки 3 (упомянутая боковая сторона 15 содержит продольные края 8 листов). Результатом является область 18 приложения, образующая непрерывную линию связующего вещества, проходящую вдоль боковой стороны 15 стопки на длину, соответствующую длине края 17 бруска 16. Такая линия связующего вещества обеспечит соединение между продольными концами двух листов, поскольку там, где края обеспечены клеем, она склеет между собой края 8 листов. В этом случае соединения будут обеспечены на каждой секции стопки, означая, что количество соединений каждой салфетки будет зависеть, например, от того, как салфетки сложены в секции. Тем не менее, каждое внутреннее соединение отдельной салфетки будет, как определено ранее, содержать все соединения, внутренне соединяющие каждую конкретную салфетку от каждого из двух листов. Когда ленточный материал будет разворачиваться (когда этот ленточный материал будет подаваться из стопки), непрерывная линия 18 связующего вещества будет разрываться на отдельные соединения 5. Каждое такое соединение 5 будет удерживать два листа вместе до тех пор, пока салфетка, смежная с этим соединением 5, не оторвется от ленточного материала в результате разрыва смежной линии ослабления.
Фиг. 5 иллюстрирует использование неровной брусочной конструкции 16, край которой имеет выступы 17, которые обеспечены связующим веществом. Эту неровную брусочную конструкцию 16 прижимают к стороне 15 стопки 3, что приводит к возникновению нескольких прерывных областей 18 приложения связующего вещества. В зависимости от размера выступов 17 размер прерывных областей 18 приложения связующего вещества может изменяться от включающего в себя большое количество секций вплоть до захвата только краев 8 двух листов, образующих одну секцию. В последнем случае каждая прерывная область 18 приложения образует между двумя листами одно единственное соединение 5. Во всех других случаях каждая прерывная область 18 приложения - когда ленточный материал будет разворачиваться - будет разрываться на несколько соединений 5. Выступы 17 могли бы иметь относительно небольшую площадь, ровно такую, чтобы образовать соединения только между несколькими секциями или образовать только одно единственное соединение 5.
Для образования соединения 5, взаимно соединяющего листы по их продольным краям 8, неровная брусочная конструкция 16 должна быть сконфигурирована таким образом, чтобы прижиматься к стороне 5 стопки 3 так, чтобы выступы 17 упирались в продольные края 8, как показано на фиг. 5с.
Как вариант, неровная брусочная конструкция 16, могла бы быть использована для образования соединений 5, связывающих между собой листы 1, 2 также и через поверхности 7 их ленточного материала. В этом случае требуются относительно небольшие выступы 17. Такие выступы 17 могли бы быть введены между секциями стопки 3 вместо просто прижатия к боковой стороне 15 этой стопки. В этом случае связующее вещество будет приложено между поверхностями 7 материала двух листов через боковую сторону 15 стопки 3.
Вышеописанная брусочная конструкция 16, предпочтительно, могла бы иметь удлиненную форму, которая приложена к боковой стороне 15 стопки либо в вертикальном направлении, если смотреть снизу или сверху стопки, либо в наклонном направлении, которое продолжается по крайней мере и в вертикальном направлении, так чтобы обеспечить соединения, распределенные по длине листов.
Однако можно было бы представить и брусочную конструкцию, имеющую более широкую форму, например, определенную шириной стопки, для обеспечения связующего вещества в выбранных местах где-нибудь поверх боковой поверхности стопки.
Альтернативно, для создания соединений можно было бы использовать ротационный процесс или флексографическую печать.
Ввиду вышеизложенного будет понятно, что соединения, которые образованы для того, чтобы взаимно соединять продольные края упомянутого первого листа и второго листа, могли бы быть соединениями, взаимно соединяющими между собой и продольные края листов, и поверхности ленточного материала этих листов.
Однако в более предпочтительном варианте исполнения стопка содержит по меньшей мере некоторые соединения, которые образованы таким образом, чтобы взаимно соединять продольные края только упомянутых первого и второго листов. В другом предпочтительном варианте исполнения стопка содержит по существу только такие соединения, которые образованы для того, чтобы взаимно соединять продольные края только упомянутых первого и второго листов.
Под соединением, которое образовано для того, чтобы взаимно соединять продольные края только первого и второго листов, имеется в виду соединение, которое действует в первую очередь на упомянутые края. Например, такое соединение образовала бы точка связующего вещества, приложенного к продольным краям. Следует понимать, что небольшое количество связующего вещества могло бы, тем не менее, проникнуть на некоторое расстояние в салфетку со стороны края, что зависит, главным образом, от вязкости связующего вещества и скорости поглощения материала салфетки.
Соединения, естественно, могут быть образованы на одной или на обеих боковых сторонах 15 стопки 3.
Кроме того, к продольным краям могут быть приложены и распределены по ширине секции несколько соединений. В этом случае каждая секция стопки может быть обеспечена множеством соединений, расположенных на по меньшей мере одном из продольных концов листов.
Частота внутренних соединений отдельной салфетки в стопке может зависеть от принятия во внимание различных обстоятельств.
Во многих случаях главной проблемой является предотвратить выход двух листов из синхронизации во время выдачи из стопки. Было найдено, что для того, чтобы достичь этой цели, достаточно, чтобы стопка содержала относительно редко распределенные внутренние соединения отдельной салфетки. Надо, чтобы была соединена внутренним соединением каждая четвертая салфетка, а во многих случаях даже реже чем каждая 10-я, каждая 20-я или реже чем 20-я - 100-я салфетка.
Частота, которая является достаточной для конкретной комбинации листа, прочности на разделение внутреннего соединения отдельной салфетки и дозатора, специалистом в данной области может быть выбрана по нескольким экспериментам способом проб и ошибок, используя в качестве исходной приведенную здесь информацию.
Действительно, когда требуется относительно немного внутренних соединений салфеток, можно решить пренебречь предположением, что внутренние соединения отдельной салфетки будут иметь прочность на разделение, которая является меньшей, чем прочность на разделение линий ослабления. Это, несомненно, приведет к тому, что когда внутреннее соединение отдельной салфетки будет рядом, пользователь имеет вероятность получить две взаимно-соединенные салфетки. Обычно такое функционирование не является желательным. Однако когда такая неисправность случается относительно нечасто, ее можно допустить. Это именно так при частоте внутренних соединений каждой 20-й салфетки или реже.
Естественно, лучшим вариантом является объединить идею использования внутренних соединений салфетки с частотой менее чем каждой четвертой салфетки с идеей, что внутренние соединения салфетки должны быть слабее, чем линий ослабления.
Частоты соединения каждой четвертой салфетки или реже для внутренних соединений отдельной салфетки, в частности, могут быть выбраны там, где есть сильная потребность облегчить повторную заправку ленточного материала в дозаторе, в том случае, если непреднамеренный обрыв листа допускается в любом месте вдоль листа. При таких частотах сильные внутренние соединения отдельной салфетки, которые обычно приводят к одновременному извлечению двух салфеток (по одной от каждого листа) на каждое внутреннее соединение отдельной салфетки, обычно не могут быть допустимыми. Следовательно, прочность на разделение внутренних соединений отдельной салфетки должна быть меньше, чем прочность на разделение линий ослабления.
В варианте исполнения по фиг. 1 по обоим концам стопки 3 обеспечено соединительное средство 9. Такие соединительные средства 9 могут быть устроены на одном или на обоих концах стопки и предназначены для того, чтобы соединять эту стопку с другой аналогичной стопкой, с тем чтобы образовать большую составную стопку материала, которая может находиться в корпусе дозатор. Такие большие составные стопки материала формируются таким образом, что при этом большое количество ленточного материала может быть выдано без необходимости пополнения или повторного продевания материала дозатора.
В соответствующей области известны и в контексте этой патентной заявки могут использоваться многочисленные соединительные средства 9, такие как связующие вещества, связующие вещества, изначально покрытые защитной фольгой, клейкая лента, соединения на основе крючка, соединения типа "крючок-петля" и т.д.
Соединительные средства 9 для соединения стопки с другой стопкой могут быть приложены только к одному из двух листов. В этом случае внутреннее соединение отдельной салфетки, приложенное смежно с соединительным средством 9, может быть использовано для того, чтобы обеспечить, что, когда ленточный материал будет подаваться из стопки, другой лист не будет отставать назад.
Соединительное средство 9, альтернативно, может быть приложено таким образом, чтобы взаимно соединить два листа на переднем и (или) на заднем участке ленточного материала в стопке 3. Такой вариант исполнения изображен на фиг. 1, где одно соединительное средство 9 на верхней стороне и одно соединительное средство 9 на нижней стороне стопки 3 взаимно соединяют передний и задний концы, соответственно, первой и второй ленты.
Было осознано, что поскольку соединительное средство, взаимно соединяющее первую и вторую ленты, на самом деле будет функционировать таким образом, чтобы исключить рассинхронизацию и (или) облегчить продевание ленточного материала в дозаторе, нет необходимости в соединениях, образующих внутренние соединения отдельной салфетки, смежные с таким соединительным средством.
Следовательно, настоящим предложено формировать стопку, включающую в себя множество внутренних соединений отдельной салфетки и в которой передний и (или) задний участки листов являются свободными от соединений, причем вместо этого передний и (или) задний участки листов обеспечены соединительным средством, которое соединяет между собой два листа.
Предложенные здесь стопки могут быть также благоприятно обеспечены оберткой для сохранения формы стопки при обращении с ней и ее хранении.
Фиг. 6 схематично показывает способ и устройство для производства стопки взаимно-сложенных салфеток в соответствии с некоторыми из вышеупомянутых вариантов исполнения.
Первый непрерывный лист 2а и второй непрерывный лист 2b непрерывно подаются, соответственно, к первому натяжному устройству 20. Это первое натяжное устройство состоит из двух валков, которые вращаются в противоположных направлениях А и В и вокруг которых S-образным образом накладываются первая лента 2а и вторая лента 2b. Между двумя валками 21, 22 есть зазор для того, чтобы листы 2а и 2b не защемились в узкой части между натяжными валками. Благодаря S-образному контакту между листами вокруг валков 21, 22, между листом и этими валками образована большая контактная площадь, приводя к высокому трению между листами и валками. Для того чтобы увеличить трение, могут быть применены обычные способы, такие как изменение шероховатости поверхности окружной поверхности валков 21, 22. Удобный способ повышения трения состоит в том, чтобы покрыть окружные поверхности валков вольфрамом. Из-за трения между листами 2а и 2b и первым натяжным устройством 20 скорость переноса листов 2а и 2b приведена точно к окружной скорости валков 21, 22.
После ухода с первого натяжного устройства 20 листы 2а, 2b направлены на перфорационные станции 27 с перфорирующими валками 24, которые работают, соответственно, вместе с опорными элементами 25. Перфорирующие валки 24 вращаются с окружной скоростью, которая может быть отличной от скорости переноса листов 2а и 2b. Окружная скорость перфорирующих валков может быть регулируемой в диапазоне от до -60% до +40% относительно скорости переноса листов 2а и 2b.
Перфорирующие валки оснащены несколькими перфорирующими ножами 26, которые в соответствии с этим примером могут быть выборочно включены или оставлены в неработающем состоянии. Это сделано для того, чтобы использовать это устройство для салфеток различных типов, состоящих из двух, трех, четырех или даже из большего количества секций для каждой салфетки.
Перфорирующие валки создают перфорационные линии, которые идут перпендикулярно направлению длины листов 2а и 2b. Для того чтобы избегать вибрации перфорирующих валков, временной период перфорирующего воздействия может быть продлен посредством обеспечения винтовых перфорирующих элементов, для того чтобы образовать непрерывно перемещающееся местоположение, в котором перфорирующий элемент проникает в листы 2а и 2b.
Непосредственно за перфорирующими валками 24 находится второе натяжное устройство 20, которое использует тот же самый принцип, что и поясненный выше для первого натяжного устройства.
Хотя в этом варианте исполнения используется оборудование для образования перфорационных линий, понятно, что может быть использовано оборудование другого типа для образования линий ослабления других типов.
Скорость переноса листов 2а, 2b на втором натяжном устройстве выше, чем скорость переноса этих листов на первом натяжном устройстве. Разница в скорости может доходить до 1%. Это предназначено для натяжения листа в том положении, в котором листы проходят через перфорационные станции 27.
После ухода со второго натяжного устройства листы 2а, 2b направлены на отрезную станцию 31, содержащую опорные валки 37 и режущие ножи 38, которые функционально соединены с соответствующим механизмом 39, который приводит режущий нож 38 в возвратно-поступательное движение. Во время работы режущий нож 38 производит либо чистую обрезку, либо обрезку со связующими ушками, так чтобы разделить листы 2а, 2b на отдельные части 2, 3.
В первом альтернативном варианте способа в соответствии с настоящим изобретением присутствует станция (А) нанесения соединения, предназначенная для нанесения на листы 2а, 2b соединений в виде связующего вещества после того, как они разрезаны на отдельные листовые части 2, 3. Станция (А) нанесения соединения, преимущественно, может содержать устройство нанесения спрея, обеспечивающее связующее вещество на поверхности листовых материалов листовых частей 2, 3.
После этого листовые части переносятся в вакуумное фальцовочное устройство, в целом обозначенное ссылочной позицией 40. Механизм 39 может быть кулачковым механизмом или электрическим приводным механизмом, подобным пьезоэлектрическому приводу.
После ухода из отрезной станции 31 листовые части 2, 3 направляются в вакуумную станцию 30 с вакуумными фальцовочными валками 32, которые подсоединены к устройству 33, создающему в отдельных частях окружностей вакуумных фальцовочных валков 32 субатмосферное давление. Все это предназначено для того, чтобы принудить листы попеременно примыкать к одному из двух вакуумных фальцовочных валков, которые во время работы взаимодействуют с упаковочными лапами 34, двигающимися по стрелке Е, и используются, чтобы отделять две части 2, 3 листа от вакуумных фальцовочных валков 32 и направлять сложенные части 2, 3 листа в стопкоукладочную станцию 50.
Стопкоукладочное устройство 36 может быть устройством любого известного специалистам типа. Оно оснащено загрузочным рычагом 42, выполненным с возможностью совершения возвратно-поступательных движений в направлении стрелки F, разделительными щупами 43, двигающихся вверх и вниз в направлении вертикального упорядочения, как показано на фиг. 3, и счетными пальцами 44, которые работают совместно, отсчитывая предопределенное количество сложенных салфеток, прежде чем разделительные щупы отрежут листовые части в случае все еще присутствующих связующих ушек и прежде чем завершенная стопка не опустится вниз и загрузочным рычагом 42 будет перемещена в направлении, перпендикулярном направлению формирования стопки, - в сторону от устройства.
Во втором альтернативном способе в соответствии с изобретением станция (В) нанесения соединения расположена после этапа сложения листовых секций в стопки. Эта станция нанесения соединения также может включать в себя устройство нанесения спрея. Однако в этом случае станция нанесения соединения может, соответствующим образом, включать в себя брусочную конструкцию.
Для обеспечения натяжения листов 2а, 2b могут быть использованы различные натяжные устройства, а также любая вариация S-образных охватов вокруг валков, при этом проходы между валками могут свободно изменяться.
Хотя на схематичном представлении по фиг. 6 показан горизонтальный стопкоукладочный станок, ключевой аспект изобретения может быть реализован также, когда используется горизонтальный стопкоукладочный станок. Ключевым аспектом изобретения является то, что помимо перфорационного устройства 27, присутствует отдельное отрезное устройство 31, так что положение концевых краев верхних секций внутри одной стопки может свободно выбираться в соответствии с конкретными потребностями пользователя.
Перфорационные линии могут быть выполнены достаточно механически прочными, то есть с достаточной прочностью на разделение, так чтобы они были пригодными для предполагаемого использования. В частности, они могут быть обеспечены с достаточной прочностью на разделение, так чтобы противостоять силе тяжести в дозаторе вертикального дозирования со значительной высотой его подающего магазина. Далее может быть сделан свободный выбор относительно того, делать ли на отрезной станции чистую обрезку или же обрезку со связующими ушками, поскольку эта операция полностью зависит от перфорационного этапа. Когда производится внутреннее складывание так, как показано на фиг. 5, листы 2а, 2b обрабатываются независимо друг от друга вплоть до фальцовочных валков. Тем не менее, введен центральный блок управления, с тем чтобы могли бы быть должным образом обеспечены перфорационные линии и чистая обрезка листов или же обрезка со связующими ушками и их смещенное расположение относительно друг друга, для того чтобы реализовать стопку так, как пояснено выше со ссылкой на фиг. 1.
Фиг. 7 иллюстрирует вариант исполнения дозатора 100, включающего в себя вариант исполнения стопки 3 в соответствии с настоящим изобретением.
Этот дозатор 100 включает в себя отсек 110 хранения, содержащий стопку 3, от которой ленточный материал подается вдоль ленточного канала к отверстию 120 выдачи. В показанном варианте исполнения канал для ленты направлен вверх от отсека 110 хранения в направлении блока 130 управления, а затем вниз к разделительному устройству 140, установленному рядом с отверстием 120 выдачи.
В этом варианте исполнения блок 130 управления предназначен для оказания на ленточный материал небольшого давления. Соответственно, блок управления участвует в удержании первого и второго листов вместе и является нужным для способствования сохранения синхронизацию этих листов. Однако и дозаторы без такого блока 130 управления могли бы, конечно, использоваться для выдачи материала из стопки 3 так, как это здесь описано.
Разделительное устройство 140 предназначено для разделения ленточного материала вдоль линий ослабления, когда пользователь тянет за передний конец ленточного материала.
Вообще говоря, проблема двух листов, становящихся асинхронными во время их выдачи, становится особенно актуальной, когда материал подается из стопки в направлении против действия силы тяжести, то есть когда материал подается сверху стопки.
Стопка наиболее легко может быть размещена в дозаторе в стоячем положении, то есть опираясь только на нижнюю секцию стопки и продолжаясь в вертикальном направлении, таким образом, что материал может подаваться с вершины стопки.
Однако можно придумать, чтобы стопка была размещена в наклонном или даже в горизонтальном направлении, лишь бы один конец секции стопки ("вершина") был свободен от нагрузки какого-либо веса стопки и ленточный материал подавался бы с упомянутого конца секции.
Следует понимать, что стопка, содержащая соединения отдельной салфетки, как это предложено в соответствии с вышеприведенным описанием, значительно уменьшит вероятность того, что два листа станут асинхронными во время их подачи через канал для ленты дозатора.
Более того, некоторые варианты исполнения стопок с относительно большим количеством внутренних соединений отдельной салфетки также будут гарантировать, что ленточный материал может быть легко перезаправлен, даже если где-то вдоль ленточного канала произойдет разрыв листа.
Возвращаясь вновь к вопросу рассмотрения прочностей, связанных с выводом материала стопки, в качестве примера может быть упомянуто, что для дозатора типа, проиллюстрированного на фиг. 6 и предназначенного для ручной выдачи, сила вытягивания, требуемая для вытягивания салфетки из дозатора, составляет около 3-10 Н.
В дозаторе, сконфигурированном для выдачи ленточного материала сверху стопки, можно достичь почти постоянной силы извлечения при извлечении салфеток из дозатора. Более того, если смотреть по отношению к дозаторам других типов, сила извлечения может быть относительно низкой. Предполагается, что для такого дозатора стопка, такая как описанная здесь, будет функционировать особенно хорошо. Прочность на разделение линий ослабления стопки может находиться примерно в том же диапазоне, что и сила извлечения для дозатора, например около 1-30 Н, предпочтительно 3-20 Н, наиболее предпочтительно 3-10 Н.
Как упоминалось выше, прочность на разделение внутренних соединений отдельной салфетки должна быть слабее, чем прочность на разделение линий ослабления, предпочтительно значительно слабее. В этом примере прочность на разделение внутренних соединений отдельной салфетки могла бы, следовательно, быть меньше чем около 0,3-1 Н.
Однако, естественно, внутренние соединения отдельной салфетки должны также иметь достаточную прочность для того, чтобы выполнять свое предназначение. Изменением количества внутренних соединений, их распределения и их прочности в конкретной дозаторной системе специалист в данной области сможет найти приемлемое практическое решение для каждой такой системы.
Имея в виду вышеизложенное, специалист в данной области может ясно представить несколько вариантов изобретения и приспособить их к потребностям конкретной ситуации.
СПОСОБЫ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ НА РАЗДЕЛЕНИЕ
ПРОЧНОСТЬ ВНУТРЕННИХ СОЕДИНЕНИЙ ОТДЕЛЬНОЙ САЛФЕТКИ
Определения:
Fmax(N) - максимальная сила, зарегистрированная во время испытаний.
MD - направление станка.
Внутреннее соединение салфетки - соединения между двумя отдельными салфетками, по одной от каждого листа.
Максимальная сила, разделяющая две салфетки, соединенные внутренним соединением салфетки, измерялась прибором для определения прочности на растяжение.
Скорость траверсы головки испытательного прибора - 50 мм/мин.
Расстояние между зажимами - 100 мм.
Ячейка 10 Н.
Верхний зажим с малым весом.
Ширина зажимов может быть выбрана такой, чтобы соответствовать образцам.
Подготовка образца
- Нарежьте образцы по длине на 150 мм. Ширина должна быть выполнена такой, чтобы включала в себя внутреннее соединение по всей салфетке вместе с соединением в середине в направлении по длине. (Одна салфетка будет продолжаться примерно на 75 мм вверх от соединения, а другая салфетка будет продолжаться примерно на 75 мм вниз от соединения.)
- Измеряются 10 образцов в направлении станка.
- Образцы в течение 4 часов должны подвергаться кондиционированию при относительной влажности (50±2)% и температуре (23±1)°С в соответствии со стандартом ISO-187.
Процедура испытания
- Подготовьте испытательную установку в соответствии с инструкцией установки.
- Отрегулируйте длину расстояния между зажимами на 100 мм и обнулите оборудование в начальном положении.
- Поместите первую салфетку материала в верхний зажим, а вторую салфетку материала в нижний зажим. При этом листы будут разведены в разные стороны - см. фиг. 8. (На фиг. 8 для лучшей видимости размер внутреннего соединения салфеток значительно преувеличен.)
- Включите испытательную установку для определения прочности на растяжение.
- Повторите испытательную процедуру для оставшихся образцов.
Вычисление и интерпретация результатов
Программное обеспечение испытательной установки для определения прочности на растяжение записывает максимальный пик, зарегистрированный во время испытания образца. Эта максимальная сила (N) используется в качестве меры прочности на разделение внутреннего соединения салфетки образца. Средняя величина этой максимальной силы (N) 10 образцов считается величиной, представляющей прочность на разделение внутреннего соединения салфетки образцов.
N.B. Образцы должны быть подобными, следовательно, они содержат подобные листовые материалы и подобные внутренние соединения салфетки. Полученная мера должна быть представительной для выбранной комбинации материалов и внутренних соединений салфетки.
ПРОЧНОСТЬ ЛИНИЙ ОСЛАБЛЕНИЯ
Определения:
Fmax(N) - максимальная сила, зарегистрированная во время испытаний.
MD - направление станка.
Линейное растяжение - удлинение материала в процентах при максимальной силе.
Максимальная сила, разделяющая две отдельные салфетки ленточного материала, соединенные линией ослабления, измерялась прибором для определения прочности на растяжение.
Скорость траверсы головки испытательного прибора - 50 мм/мин.
Расстояние между зажимами - 100 мм.
Ячейка 10 Н.
Верхний зажим с малым весом.
Ширина зажимов может быть выбрана такой, чтобы соответствовать образцам.
Подготовка образца
- Нарежьте образцы по длине на 150 мм, так чтобы линия ослабления оказалась в середине в направлении по длине. (Одна салфетка будет продолжаться примерно на 75 мм вверх от линии ослабления, а другая салфетка будет продолжаться примерно на 75 мм вниз от соединения или линии ослабления.) Ширина образца должна быть во всю ширину салфетки и, следовательно, должна содержать всю линию ослабления.
- Измеряются 10 образцов в направлении станка.
- Образцы в течение 4 часов должны подвергаться кондиционированию при относительной влажности (50±2)% и температуре (23±1)°С в соответствии со стандартом ISO-187.
Процедура испытания
- Подготовьте испытательную установку в соответствии с инструкцией установки.
- Отрегулируйте длину расстояния между зажимами на 100 мм и обнулите оборудование в начальном положении.
- Поместите образец между верхним и нижним зажимами. Убедитесь в том, что образец является прямым, а также в том, что линия ослабления находится посередине между зажимами.
- Включите испытательную установку для определения прочности на растяжение.
- Повторите испытательную процедуру для оставшихся образцов.
Внимание: Исключите образцы, которые разорвались как-либо по-другому, а не вдоль перфорации.
Вычисление и интерпретация результатов
Программное обеспечение испытательной установки для определения прочности на растяжение записывает максимальный пик, зарегистрированный во время испытания образца. Эта максимальная сила (N) используется в качестве меры прочности на разделение линии ослабления образца. Средняя величина этой максимальной силы (N) 10 образцов считается величиной, представляющей прочность на разделение линии ослабления образцов.
N.B. Образцы должны быть подобными, следовательно, они содержат подобные листовые материалы и подобные линии ослабления. Полученная мера должна быть представительной для выбранной комбинации материалов и линий ослабления.
Обсуждение результатов
Для того чтобы определить "полезную" прочность на разделение для таких линий, были испытаны различные листы, содержащие линии ослабления. Для листов, имеющих веса основ в 26-36 г/м2, ширину в 212 мм и линии ослабления с остаточной "связанной" длиной, являющейся общей длиной перемычек, деленной на (общую длину перемычек + общую длину зазоров), в около (4-10)%, были получены прочности на разделение между 4 и 17 Н.
Что касается внутренних соединений отдельной салфетки, то были проведены испытания на образцах, в которых на продольную сторону стопки, содержащей ленточный материал, был нанесен клей в виде линейного рисунка, а именно связующее вещество ПВА с 4%-ным содержанием сухого вещества. Нанесение было произведено, используя 90 мг клея, нанесенного на площадь с длиной 260 мм, соответствующей высоте стопки, и с шириной в 5 мм. Клей был в течение около 2 минут впитан в тканый материал, что приводит к приблизительному размеру клейких внутренних соединений между каждой секцией стопки в 2×5 мм.
Для стопки, такой как описана выше, содержащей ленточный материал Hybrid 2-ply, была измерена средняя прочность на разделение внутренних соединений отдельной салфетки в 2,11 Н со стандартным отклонением в 0,3 Н.
Для стопки, такой как описана выше, содержащей ленточный материал TAD 1-ply, была измерена средняя прочность на разделение внутренних соединений отдельной салфетки в 1,8 Н со стандартным отклонением в 0,3 Н.
Соответственно, используя вышеописанные способы, прочность на разделение линий ослабления и внутренних соединений отдельной салфетки может быть определена для предназначенных целей с достаточной точностью.
Вообще, специалисты в данной области могут, используя свои общие знания о линиях ослабления и внутренних соединениях, таких как клейкие соединения, адаптировать соответствующие параметры, для того чтобы достичь требуемой прочности на разделение линий ослабления и (или) внутренних соединений салфетки.
Для создания внутренних соединений салфеток стопки, использованных в вышеприведенных испытаниях, был использован способ приложения связующего вещества к листовому материалу, в котором неровный цилиндр был сконфигурирован с возможностью вращения таким образом, чтобы неровная структура была погружена в ванночку связующего вещества. При вращении цилиндра неровная структура выходит из ванночки связующего вещества и переносится в направлении ленточного материала. Следовательно, захваченное неровной структурой связующее вещество переносится на ленточный материал. Этот ленточный материал, предпочтительно, можно линейно перемещать со скоростью, подстроенной под скорость вращения цилиндра, так чтобы можно было достичь непрерывного нанесения связующего вещества. Такой способ может быть также приемлем при масштабно увеличенном способе или аппаратуры для создания внутренних соединений салфеток между двумя листовыми материалами такой стопки, как описанная здесь.
Реферат
Изобретение относится к стопке сложенного ленточного материала для гигиенических изделий, такого как бумага или нетканые изделия, при этом упомянутая стопка содержит по меньшей мере две ленты (1, 2), причем ленты включают в себя первую ленту (1), разделенную на отдельные листы посредством линий (4) ослабления, и вторую ленту (2), разделенную на отдельные листы посредством линий (4) ослабления. Упомянутые первая и вторая ленты (1, 2) являются взаимно сложенными друг с другом, так что образуют упомянутую стопку (3), и при этом первая лента (1) и вторая лента (2) уложены в стопку (3) таким образом, что линии (4) ослабления первой ленты (1) и линии (4) ослабления второй ленты (2) смещены одна по отношению к другой вдоль лент (1, 2). Каждая линия (4) ослабления имеет прочность на разделение, которая является силой, требуемой для того, чтобы отделить отдельный лист от ленты по упомянутой линии (4) ослабления. Первая лента и вторая лента (1, 2) соединены друг с другом во множестве смычек, образующих множество объединений (5) отдельного листа, при этом каждое объединение отдельного листа образовано смычкой или смычками, связывающими отдельный лист первой ленты (1) с отдельным листом второй ленты (2), и каждое объединение (5) отдельного листа имеет прочность на разделение, которая является силой, требуемой для того, чтобы разделить один от другого два отдельных листа первой и второй ленты (1, 2) таким образом, чтобы смычка или смычки, создающие упомянутое объединение (5) отдельного листа, были разорваны, при этом прочность на разделение объединений (5) отдельного листа меньше, чем прочность на разделение линий (4) ослабления. 8 н. и 37 з.п. ф-лы, 11 ил.
Комментарии