Способ изготовления выдачного устройства или его детали и выдачное устройство или деталь, изготовленные указанным способом - RU2490122C2
Код документа: RU2490122C2
Чертежи




















Описание
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к деталям выдачных устройств, в частности к выдачным устройствам или деталям выдачных устройств, содержащим, по меньшей мере, два компонента, выбранные из ряда пластиков, при этом указанные компоненты могут быть соединены вдоль шва, проходящего от первого бокового края до второго бокового края детали выдачного устройства. Изобретение также относится к способу изготовления подобных деталей выдачных устройств.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Во многих типах выдачных устройств по разным причинам часто желательно выполнить часть выдачного устройства, в которой, по меньшей мере, наружная поверхность, оболочка или аналогичная деталь выдачного устройства изготовлена из двух аналогичных или разных пластиков. Например, можно выполнить одну часть детали выдачного устройства прозрачной для облегчения проверки уровня расходуемого продукта, содержащегося в выдачном устройстве. Вторая часть может быть выполнена непрозрачной, чтобы скрыть механизм выдачи, обеспечить возможность мониторинга уровня заполнения и придать выдачному устройству эстетически приятный внешний вид.
При изготовлении подобной детали выдачного устройства первый компонент обычно получают литьем под давлением в первой пресс-форме и перемещают во вторую пресс-форму для соединения его с компонентом, получаемым впоследствии посредством литья под давлением. Деталь выдачного устройства, изготовленная таким способом, может иметь дефекты, связанные с деформацией, по меньшей мере, первого компонента, а также шва, в частности в зонах или рядом с зонами боковых краев. Компоненты обычно соединяют встык, и даже при локальных усилительных элементах шов может не иметь прочности, достаточной для того, чтобы выдерживать усилия, воздействию которых, как ожидается, он может подвергаться. Например, передняя часть выдачного устройства может быть открыта для воздействия случайной или преднамеренной сосредоточенной нагрузки, такой как ударная сила, создаваемая предметом или человеком, ударяющим по выдачному устройству. Непрочный шов может привести к тому, что деталь выдачного устройства, образующая кожух, будет растрескиваться, по меньшей мере, вдоль части передней поверхности, что вызывает необходимость в замене детали выдачного устройства.
Различные способы изготовления изделий, получаемых литьем под давлением, известны из разных документов по предшествующему уровню техники. Документ WO 98/02361 относится к известному способу многокомпонентного формования, в котором первый компонент (для преформы) впрыскивают в первую пресс-форму. Затем преформу перемещают во вторую пресс-форму, в которую впрыскивают второй материал и в которой он подвергается формованию поверх преформы для образования готового изделия, в котором материалы соединены вдоль непрерывного кругового шва. Johannaber/Michaeli «Handbuch Sprizgiessen, 6-Sonderverfahren der Spritzgiesstechnologie», Carl Hanser Verlag, Мюнхен, Германия, представляет собой справочник по литью под давлением. Некоторые страницы из этого справочника относятся к способам многокомпонентного формования. В документе JP 03-120022 показан обычный способ многокомпонентного формования, в котором два компонента размещают в пресс-форме и соединяют посредством литья под давлением дополнительного материала в зазоре между указанными компонентами.
Задача изобретения состоит в разработке усовершенствованной детали выдачного устройства и способа ее изготовления для решения вышеуказанных проблем, связанных с деформированием детали выдачного устройства и прочностью шва.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Вышеуказанные проблемы были решены посредством способа изготовления детали выдачного устройства, такой как все выдачное устройство или часть выдачного устройства, посредством детали выдачного устройства и компонента, изготовленной(-го) данным способом в соответствии с приложенной формулой изобретения.
Изобретение относится к изготовлению деталей выдачных устройств, в частности выдачных устройств или деталей для выдачных устройств для расходуемых материалов в ресторанах, туалетах или аналогичных местах. Выдачные устройства данного типа могут быть предназначены для рулонов или стоп бумаги или других материалов для вытирания или для моющих средств, таких как жидкий крем-мыло, мыло или другие детергенты.
В нижеприведенном тексте такие термины, как «передний», «задний», «внутренний» и «наружный», определены по отношению к видимой наружной передней или боковой поверхности самого выдачного устройства или там, где это уместно, к поверхности детали выдачного устройства, расположенной в выдачном устройстве, при этом указанная поверхность обращена к пользователю. Кроме того, термин «шов» используется как общий термин, определяющий любой шов или соединение, пригодный(-ое) для соединения двух компонентов, содержащих пластик, в одну деталь выдачного устройства. В большинстве случаев термин «деталь выдачного устройства» («dispenser part») используется для обозначения как всего выдачного устройства, так и элемента конструкции выдачного устройства. В последнем случае элемент конструкции может представлять собой видимый кожух или его часть, или часть конструкции выдачного устройства, расположенную внутри кожуха. Кроме того, термин «составная часть, компонент» («component part») используется для обозначения каждого компонента, полученного литьем под давлением, который соединен с одним или более дополнительными компонентами для образования детали выдачного устройства.
В соответствии с предпочтительным вариантом осуществления изобретение относится к способу изготовления детали выдачного устройства, содержащей, по меньшей мере, два компонента, каждый из которых присоединен посредством шва, проходящего от первого бокового края до второго бокового края детали выдачного устройства. При упоминании «детали выдачного устройства» в нижеприведенном тексте данный термин относится к выдачному устройству, изготовленному как одно целое, или к внутренней части, к наружной оболочке или кожуху выдачного устройства для бумажных влажных салфеток/полотенец, рулонов без сердечника, пластиковых или бумажных стаканчиков, жидкого мыла/крема или к аналогичным выдачным устройствам. Передняя часть, оболочка или кожух может содержать два компонента, изготовленные из одинаковых или разных пластиков с любой заданной комбинацией непрозрачной, полупрозрачной, просвечивающей или прозрачной форм. Компоненты, образующие деталь выдачного устройства, также могут иметь функционально разные свойства, при этом компоненты могут содержать закрывающую часть, присоединенную к режущему устройству посредством разработанного способа. Тем не менее, изобретение не ограничено видимыми компонентами, поскольку шов согласно изобретению может также быть пригодным для деталей выдачного устройства, установленных внутри в подобных выдачных устройствах. Способ предусматривает использование одной пресс-формы и изготовление детали выдачного устройства посредством использования процесса двухкомпонентного литья под давлением.
Процесс двухкомпонентного литья под давлением включает в себя выполнение первой операции литья под давлением для образования, по меньшей мере, первого компонента в указанной пресс-форме, удерживание, по меньшей мере, одного компонента в пресс-форме и выполнение второй операции литья под давлением для образования, по меньшей мере, второго компонента в указанной пресс-форме и для комплектования детали выдачного устройства. Пресс-форму размещают в первом положении во время первой операции литья под давлением и затем перемещают или поворачивают во второе положение, в котором выполняют вторую операцию литья под давлением и последующее охлаждение. В своем самом простом варианте способ используется для изготовления детали выдачного устройства с одним первым и вторым компонентом. Подобная деталь выдачного устройства может содержать верхний первый компонент из первого материала, который является прозрачным, и нижний второй компонент из второго материала, который является непрозрачным. Тем не менее, в пределах объема изобретения возможен ряд вариантов. Например, деталь выдачного устройства в виде передней крышки может содержать прозрачный первый компонент, простирающийся в горизонтальном направлении через центральную часть детали выдачного устройства, и верхний и нижний непрозрачные вторые компоненты, или наоборот. В соответствии с изобретением в том случае, когда деталь выдачного устройства содержит более одного первого и одного второго компонента, все первые компоненты формуют на первой операции литья под давлением, и все вторые компоненты формуют на второй операции литья под давлением. Следовательно, деталь выдачного устройства может содержать, по меньшей мере, один шов, при этом каждый компонент присоединяют к соседнему компоненту посредством шва согласно изобретению во время указанного процесса литья под давлением.
Первый край, по меньшей мере, одного первого компонента и получаемый литьем под давлением второй край, по меньшей мере, одного второго компонента соединяют для образования указанного шва во время второй операции литья под давлением. Каждый первый край, по меньшей мере, одного первого компонента образуют литьем под давлением для образования, по меньшей мере, одной ступени в направлении, поперечном к первому краю. По меньшей мере, одну ступень предпочтительно, но необязательно, образуют литьем под давлением вдоль каждого первого края от первого до второго бокового края первого компонента.
Для каждого первого компонента, по меньшей мере, одна ступень может быть отформована/отлита под давлением для образования первой поверхности контакта, перпендикулярной к внутренней или наружной поверхности детали выдачного устройства, и второй поверхности контакта, простирающейся по направлению к первому краю. Следовательно, вторая поверхность контакта будет расположена так, что она будет простираться между внутренней и наружной поверхностями как в поперечном, так и в продольном направлении шва. Вторая поверхность контакта может быть отформована для образования выступающих средств увеличения контакта вдоль длины шва, предпочтительно вдоль всей длины шва. Выступающие средства увеличения контакта будут расплавляться при контакте с материалом, впрыскиваемым во время второй операции литья под давлением.
В данном контексте продольное направление шва определяется как направление переднего края соответствующего компонента, где компоненты соединены посредством шва, или основное направление переднего края, если край нелинейный. Поперечное направление шва в определенном месте определяется как направление, перпендикулярное к указанному переднему краю в плоскости детали выдачного устройства в указанном месте.
Каждый первый край первого компонента может быть отлит под давлением для образования, по меньшей мере, двух ступеней. Это может быть обеспечено посредством формования первого края для образования третьей поверхности контакта, перпендикулярной к наружной или внутренней поверхности детали выдачного устройства. Например, в его самом простом виде шов может содержать первую поверхность контакта, перпендикулярную к наружной поверхности детали выдачного устройства, и вторую поверхность контакта, простирающуюся по направлению к первому краю. Шов завершается третьей поверхностью контакта, перпендикулярной к внутренней поверхности детали выдачного устройства.
В соответствии с одним примером способ включает в себя формование выступающих средств увеличения контакта для образования, по меньшей мере, одной дополнительной ступени на второй поверхности контакта между первой и третьей поверхностями контакта. Высота ступеней может быть выбрана в зависимости от толщины стенки выдачного устройства, примыкающей к шву, и может быть выбрана, например, в пределах от 0,05 до 3 мм. Ступеням предпочтительно, но необязательно, придают одинаковую высоту. Например, в шве, соединяющем прозрачный и непрозрачный компоненты, первая ступень, примыкающая к наружной поверхности детали выдачного устройства, предпочтительно, но необязательно, больше дополнительных ступеней. Это создает четкую линию, разделяющую два компонента, и способствует заполнению пресс-формы рядом с краем первого компонента во время второй операции литья под давлением. Непрозрачный материал, имеющий первую ступень с большей толщиной рядом со швом, также обеспечивает предотвращение ситуации, при которой данная часть детали выдачного устройства становится частично прозрачной. Например, стенка выдачного устройства может иметь постоянную полную толщину, составляющую 1-6 мм, предпочтительно 2,5-4,5 мм, рядом со швом. Каждая из первой ступени, выполненной рядом с наружной поверхностью, и первой ступени, выполненной рядом с внутренней поверхностью, может иметь высоту 0,2-1 мм. Данные первая и вторая ступени могут быть разделены некоторым количеством промежуточных дополнительных ступеней с высотой 0,05-1 мм. Промежуточные ступени предпочтительно, но необязательно, имеют одинаковую высоту. Интервал между каждыми двумя соседними ступенями может представлять собой расстояние, равное высоте или превышающее высоту меньшей из указанных ступеней. Каждый угол указанных дополнительных ступеней будет расплавляться во время второй операции литья под давлением.
Ступени могут проходить непрерывно или с перерывами вдоль всей длины шва в продольном направлении. Если ступени выполнены с перерывами, то сумма длины всех прерывающихся участков, выполненных со ступенями, должна иметь общую длину, составляющую не менее половины длины шва. Расстояние между соседними ступенчатыми участками может быть постоянным или переменным. Предпочтительно, чтобы ступенчатые участки совпадали с неплоскими участками шва, такими как углы, частей, которые могут быть подвергнуты ударному нагружению.
В соответствии с альтернативным примером способ включает в себя формование указанных выступающих средств увеличения контакта для образования, по меньшей мере, одного соответствующего выступа. Аналогично вышеуказанному примеру, каждый первый край первого компонента может быть получен литьем под давлением для образования, по меньшей мере, двух ступеней. Шов может содержать первую поверхность контакта, перпендикулярную наружной поверхности детали выдачного устройства, и вторую поверхность контакта, простирающуюся по направлению к первому краю. Шов завершается третьей поверхностью контакта, перпендикулярной к внутренней поверхности детали выдачного устройства. В данном примере высота первой и третьей поверхностей контакта может быть равна или приблизительно равна половине толщины стенки выдачного устройства, примыкающей к шву. Выступающие средства увеличения контакта могут образовывать, по меньшей мере, один выступ вдоль длины шва, например, один или несколько ровных выступов, выступающих перпендикулярно от второй поверхности контакта вдоль длины шва.
Альтернативно, выступающие средства увеличения контакта могут образовывать множество отдельных выступов по, по меньшей мере, одной ровной или неровной линии вдоль длины шва. Выступы также могут быть распределены равномерно или с перерывами по всей второй поверхности контакта, при этом большая концентрация выступов предусмотрена вдоль участков шва, подвергаемых воздействию сравнительно больших сил во время удара. Данным выступам может быть придана форма круглых, прямоугольных или треугольных столбиков, или данные выступы могут быть выполнены с формой полусферических, конических, пирамидальных или V-образных выступов. Выступы могут иметь высоту, составляющую до приблизительно половины высоты первой ступени или первой поверхности контакта. Наибольший размер поперечного сечения выступа, измеренный у основания подобного выступа в плоскости второй поверхности контакта, может максимум в два раза превышать его высоту.
Выступы могут простираться непрерывно или с перерывами вдоль всей длины шва в продольном направлении. Если выступы расположены с перерывами, то полная суммарная длина всех прерывистых участков, выполненных с выступами, должна составлять не менее половины длины шва. Расстояние между соседними участками, выполненными с выступами, может быть постоянным или переменным. Предпочтительно, чтобы участки, выполненные с выступами, совпадали с неплоскими участками шва, такими как углы, частей, которые могут подвергаться ударному нагружению.
В соответствии с дополнительным примером способ включает в себя формование выступающих средств увеличения контакта для образования удлиненных гребней. Аналогично вышеуказанному альтернативному примеру, каждый первый край первого компонента может быть получен литьем под давлением для образования, по меньшей мере, двух ступеней одинаковой высоты. В данном примере высота первой и третьей поверхностей контакта может быть равна или приблизительно равна половине толщины стенки выдачного устройства, примыкающей к шву. Выступающие средства увеличения контакта могут образовывать, по меньшей мере, один гребень вдоль длины шва. Подобный гребень может иметь V-образное сечение в поперечном направлении шва. Альтернативно, может быть предусмотрено множество параллельных гребней, имеющих V-образное поперечное сечение.
Гребни могут простираться непрерывно или с перерывами вдоль всей длины шва в продольном направлении. Если гребни выполнены с перерывами, то полная сумма длины всех прерывающихся участков, выполненных с гребнями, должна иметь величину, составляющую не менее половины длины шва. Расстояние между соседними участками, выполненными с гребнями, может быть постоянным или переменным. Предпочтительно, чтобы участки, выполненные с гребнями, совпадали с неплоскими участками шва, такими как углы, частей, которые могут быть повергнуты ударному нагружению.
В вышеприведенных примерах, по меньшей мере, один выступ или гребень может иметь высоту, составляющую до половины толщины первой поверхности контакта, измеренной от основания выступа до наружной поверхности готовой детали выдачного устройства в направлении, перпендикулярном к указанной наружной поверхности. Выступы могут быть выполнены с одинаковой высотой или с разными высотами.
Шов, описанный во всех вышеприведенных примерах, может иметь ширину в поперечном направлении, равную расстоянию, максимум в 5 раз превышающему толщину более тонкого из первого и второго компонентов, в направлении, поперечном к направлению шва между компонентами, в плоскости указанных компонентов.
Если первый компонент содержит прозрачный материал, ступени образуют для уменьшения толщины каждого первого края по направлению к внутренней поверхности первого компонента. Второй компонент может содержать непрозрачный материал, и противоположный край второго компонента может быть использован для того, чтобы скрыть выступающие средства увеличения контакта в шве между компонентами. В соответствии с одним примером первый и второй компоненты могут иметь одинаковую толщину с каждой из двух сторон шва и поперек шва. В соответствии с дополнительным примером толщина стенки первого компонента может постепенно увеличиваться в направлении края первого компонента, примыкающего к шву.
Для обеспечения заданной прочности каждый угол указанных ступеней или каждый выступ выполнен с возможностью его расплавления во время второй операции литья под давлением. Было установлено, что за счет выполнения ступеней, образованных по существу прямоугольными углами, вдоль всей длины шва обеспечивается образование однородного прочного шва. Когда расплавленный материал, впрыскиваемый во время второй операции литья под давлением, достигнет затвердевшего края первого компонента, углы или выступы будут способствовать сплавлению первого и второго компонентов. Для гарантирования этого температуру материала, подлежащего впрыскиванию, и/или температуру одной или обеих пресс-форм можно регулировать для достижения заданного результата. Например, температура материала, впрыскиваемого, по меньшей мере, во время второй операции литья под давлением, может быть выбрана превышающей рекомендуемую температуру впрыскивания для конкретного материала. По мере протекания второго материала через пресс-форму по направлению к первому компоненту его температура будет постепенно падать. Однако поскольку начальная температура в начале впрыскивания выше обычной, температура расплавленного второго материала будет по-прежнему достаточной для расплавления края затвердевшего первого компонента. Температуру первого компонента можно регулировать посредством регулирования охлаждения пресс-формы. Первый компонент удерживают в пресс-форме после первой операции литья под давлением для сохранения формы первого компонента, когда он начнет охлаждаться, и для поддержания повышенной температуры первого компонента до тех пор, пока вторая операция литья под давлением не будет завершена. Готовая деталь выдачного устройства может быть затем охлаждена и извлечена из пресс-формы.
При выборе совместимых полимерных материалов, а также соответствующих температур впрыскивания для первого и второго материалов шов, подобный описанному выше, будет иметь повышенное сопротивление удару по сравнению со швами по предшествующему уровню техники, полученными обычными способами. Сопротивление удару может быть определено как энергия, требуемая для разрушения образца, подвергнутого ударному нагружению так, как в испытании на удар. Альтернативными терминами являются энергия удара, величина удара, ударостойкость и поглощение энергии.
Кроме того, изобретение относится к детали выдачного устройства, изготовленной способом, подобным описанному выше. Деталь выдачного устройства содержит, по меньшей мере, два компонента, соединенных швом, проходящим от первого бокового края до второго бокового края детали выдачного устройства. Шов, соединяющий соответствующие первый и второй компоненты, имеет сопротивление удару, по меньшей мере, равное сопротивлению удару любого из первого и второго компонентов в зоне, примыкающей к шву. На практике это означает, что при подвергании детали выдачного устройства удару в зоне шва в целом деталь выдачного устройства будет сначала разрушаться с одной стороны шва или параллельно шву, но не в самом шве или вдоль самого шва.
Изобретение также относится к компоненту детали выдачного устройства, изготовленной указанным способом. Компонент представляет собой промежуточный продукт, который должен быть образован во время первой операции литья под давлением, при этом первый край, по меньшей мере, одного первого компонента содержит некоторое количество отдельных ступеней. Данные ступени были описаны в вышеприведенном тексте.
Деталь выдачного устройства может содержать два или более компонентов, полученных литьем под давлением, соединенных швом, имеющим заданную прочность. Это может быть обеспечено посредством детали выдачного устройства, содержащей первый пластиковый компонент, полученный литьем под давлением и имеющий соединяемую первую сопрягающуюся поверхность; второй пластиковый компонент, полученный литьем под давлением и имеющий соединяемую вторую сопрягающуюся поверхность, и шов, образованный указанной первой сопрягающейся поверхностью и указанной второй сопрягающейся поверхностью во время литья под давлением для соединения указанного первого компонента и указанного второго компонента для образования детали выдачного устройства. Прочность получающегося в результате шва предпочтительно равна или больше прочности, по меньшей мере, одного из указанных первого и второго отформованных пластиковых компонентов. Сопротивление получающегося в результате шва удару предпочтительно равно или больше сопротивления, по меньшей мере, одного из указанных первого и второго отформованных пластиковых компонентов.
Первая сопрягающаяся поверхность и указанная вторая сопрягающаяся поверхность являются по существу неплоскими за счет того, что шов проходит от первого бокового края на первой боковой стенке детали выдачного устройства, через, по меньшей мере, часть передней поверхности и до второго бокового края на второй боковой стенке детали выдачного устройства.
Для достижения заданной прочности деталь выдачного устройства должна быть получена литьем под давлением посредством использования материалов, имеющих соответствующие свойства для достижения данной цели. В соответствии с одним примером каждый из указанного первого компонента и указанного второго компонента выбран из группы пластиков на основе сополимера акрилонитрила, бутадиена и стирола (АБС-пластиков). В соответствии со вторым примером первый компонент представляет собой АБС-пластик, и указанный второй компонент представляет собой пластик на основе метилметакрилата, акрилонитрила, бутадиена и стирола (прозрачный АБС-пластик). В зависимости от заданных свойств или применения детали выдачного устройства первый компонент может представлять собой непрозрачный АБС-пластик, и второй компонент может представлять собой прозрачный пластик на основе метилметакрилата, акрилонитрила, бутадиена и стирола. Толщина сечения детали выдачного устройства в поперечном направлении в зоне указанного шва может составлять от 1 до 6 мм, предпочтительно от 2,5 до 4,5 мм.
Как указано выше, первый и второй пластиковые компоненты могут быть отформованы из материала из группы, выбранной из АБС-пластиков. Альтернативно, может быть использован пластик на основе поликарбоната, хотя подобные материалы имеют меньшее сопротивление царапанию. Аналогично АБС-пластикам/пластикам на основе метилметакрилата, акрилонитрила, бутадиена и стирола, указанный пластик на основе поликарбоната может быть или прозрачным, или непрозрачным.
Прочность детали выдачного устройства по шву должна быть такой, чтобы при изгибе шов имел максимальную нагрузку, составляющую, по меньшей мере, 35 МПа, предпочтительно свыше 40 МПа, более предпочтительно свыше 50 МПа. Сравнение между рядом швов согласно изобретению и обычным швом будет подробно описано ниже. В соответствии с одним примером сечение шва в поперечном направлении может содержать, по меньшей мере, одну ступень или выступ вдоль всей длины шва, как описано выше.
Деталь выдачного устройства также может содержать два или более компонентов, полученных литьем под давлением и соединенных непрерывным швом, проходящим от одной стороны детали выдачного устройства до другой. Это может быть обеспечено посредством детали выдачного устройства, содержащей первый полученный литьем под давлением пластиковый компонент с соединяемой первой сопрягающейся поверхностью; второй полученный литьем под давлением пластиковый компонент, имеющий соединяемую вторую сопрягающуюся поверхность; шов, образованный указанной первой сопрягающейся поверхностью и указанной второй сопрягающейся поверхностью во время литья под давлением для соединения указанного первого компонента и указанного второго компонента для образования детали выдачного устройства, и компонент, имеющий переднюю поверхность, первую и вторую боковые поверхности, каждая из которых имеет край, обращенный от передней поверхности. Получающийся в результате шов выполнен так, что он проходит от края, соотнесенного с первой боковой поверхностью, до края, соотнесенного со второй боковой поверхностью детали выдачного устройства. В данном случае первая сопрягающаяся поверхность и вторая сопрягающаяся поверхность являются по существу неплоскими.
Для получения неплоского шва, соединяющего два компонента от первого свободного края до второго свободного края, деталь выдачного устройства должна быть получена литьем под давлением посредством использования материалов, имеющих соответствующие свойства для достижения данной цели. Помимо прочности шва желательно использовать материалы, которые не разбиваются при подвергании удару в зоне шва или рядом со швом.
В соответствии с одним примером каждый из указанного первого компонента и указанного второго компонента выбран из группы пластиков на основе сополимера акрилонитрила, бутадиена и стирола (АБС-пластиков). В соответствии со вторым примером первый компонент представляет собой АБС-пластик, и указанный второй компонент представляет собой пластик на основе метилметакрилата, акрилонитрила, бутадиена и стирола (прозрачный АБС-пластик). В зависимости от заданных свойств или применения детали выдачного устройства первый компонент может представлять собой непрозрачный АБС-пластик, и второй компонент может представлять собой прозрачный пластик на основе метилметакрилата, акрилонитрила, бутадиена и стирола. Толщина сечения детали выдачного устройства в поперечном направлении в зоне указанного шва может составлять от 1 до 6 мм, предпочтительно от 2,5 до 4,5 мм.
Шов должен обладать способностью выдерживать удар с энергией, составляющей, по меньшей мере, 10 Джоулей, но предпочтительно 15 Джоулей, без растрескивания у его свободных краев или вдоль неплоских зон. Соответствующий метод испытания швов согласно изобретению, а также обычных швов будет подробно описан ниже. В соответствии с одним примером сечение шва в поперечном направлении может содержать, по меньшей мере, одну ступень вдоль всей длины шва.
Кроме того, деталь выдачного устройства может содержать два или более компонентов, полученных литьем под давлением и соединенных швом, которому придана такая форма, чтобы он обеспечивал заданную прочность и ударостойкость. Это может быть обеспечено посредством детали выдачного устройства, содержащей, по меньшей мере, один полученный литьем под давлением пластиковый компонент с соединяемой первой сопрягающейся поверхностью; по меньшей мере, один второй полученный литьем под давлением пластиковый компонент, имеющий соединяемую вторую сопрягающуюся поверхность; шов, образованный указанной первой сопрягающейся поверхностью и указанной второй сопрягающейся поверхностью во время литья под давлением для соединения указанного первого компонента и указанного второго компонента для образования детали выдачного устройства. Поперечное сечение шва содержит поверхность контакта между внутренней и наружной поверхностями детали выдачного устройства.
В соответствии с одним примером изобретение относится к детали выдачного устройства, содержащей, по меньшей мере, два компонента, соединенные швом, проходящим от первого бокового края, через переднюю поверхность и до второго бокового края детали выдачного устройства. Деталь выдачного устройства может содержать более одного первого и второго компонента, каждый из которых получен соответственно во время первой и второй операций литья под давлением. Следовательно, каждый первый компонент может содержать одну или две поверхности контакта в зависимости от формы и/или конструкции детали выдачного устройства.
Каждая поверхность контакта образована так, чтобы она проходила вдоль длины шва, и, по меньшей мере, одна поверхность контакта может иметь протяженность в поперечном направлении, превышающую до 5 раз толщину, по меньшей мере, одного из первого или второго компонентов рядом со швом. Альтернативно, поверхность контакта может иметь протяженность в поперечном направлении, превышающую в 3-5 раз толщину, по меньшей мере, одного из первого или второго компонентов рядом со швом. Величина протяженности поверхности контакта в поперечном направлении может быть определена как суммарная длина перекрытия между первым и вторым компонентами, перпендикулярного шву, параллельному наружной поверхности детали выдачного устройства. Данный, по меньшей мере, один компонент предпочтительно представляет собой более тонкий компонент из первого и второго компонентов. Альтернативно, это также может быть компонент, имеющий постоянную толщину в его поперечном направлении вплоть до шва. Шов может иметь максимальную толщину, которая равна толщине или больше толщины, по меньшей мере, одного из первого или второго компонентов рядом со швом. Максимальная толщина может в 1,2-1,5 раза превышать толщину указанных компонентов.
Предпочтительно, но необязательно, поперечное сечение шва содержит первую ступень, примыкающую и по существу перпендикулярную к наружной поверхности детали выдачного устройства. По меньшей мере, одна ступень простирается вдоль каждого первого края от первого до второго бокового края. Каждая, по меньшей мере, одна ступень может образовывать первую поверхность контакта, перпендикулярную к внутренней или наружной поверхности детали выдачного устройства, и вторую поверхность контакта, простирающуюся по направлению к первому краю. По меньшей мере, одна ступень предпочтительно получена литьем под давлением вдоль каждого первого края от первого до второго бокового края первого компонента.
Следовательно, вторая поверхность контакта расположена так, что она простирается между внутренней и наружной поверхностями как в поперечном, так и в продольном направлении шва. Вторая поверхность контакта может быть образована литьем под давлением для образования выступающих средств увеличения контакта вдоль длины шва, предпочтительно вдоль всей длины шва. Выступающие средства увеличения контакта будут расплавляться при контакте с материалом, впрыскиваемым во время второй операции литья под давлением.
Каждый первый край первого компонента может быть образован литьем под давлением так, чтобы образовать, по меньшей мере, две ступени. Это может быть обеспечено посредством формования первого края так, чтобы образовать третью поверхность контакта, перпендикулярную к наружной или к внутренней поверхности детали выдачного устройства. Например, в его самом простом виде шов может иметь первую поверхность контакта, перпендикулярную к наружной поверхности детали выдачного устройства, и вторую поверхность контакта, простирающуюся по направлению к первому краю. Шов завершается третьей поверхностью контакта, перпендикулярной к внутренней поверхности детали выдачного устройства.
В соответствии с одним примером способ включает в себя формование выступающих средств увеличения контакта для образования, по меньшей мере, одной дополнительной ступени на второй поверхности контакта между первой и третьей поверхностями контакта. Высота ступеней может быть выбрана в зависимости от толщины стенки выдачного устройства рядом со швом. Данную толщину предпочтительно измеряют перпендикулярно передней поверхности более тонкого из компонентов непосредственно перед швом. Высота дополнительных ступеней может быть выбрана, например, в пределах от 0,05 до 2 мм. Ступеням предпочтительно, но необязательно, придают одинаковую высоту. Например, в шве, соединяющем прозрачный и непрозрачный компоненты, первая ступень, примыкающая к наружной поверхности детали выдачного устройства, предпочтительно, но необязательно, больше дополнительных ступеней. Это создает четкую линию, разделяющую два компонента, и способствует заполнению пресс-формы рядом с краем первого компонента во время второй операции литья под давлением. Непрозрачный материал, имеющий первую ступень с большей толщиной рядом со швом, также обеспечивает предотвращение ситуации, при которой данная часть детали выдачного устройства становится частично прозрачной. Например, стенка выдачного устройства может иметь постоянную полную толщину, оставляющую 1-6 мм, предпочтительно 2,5-4,5 мм, рядом со швом. Каждая из первой ступени, выполненной рядом с наружной поверхностью, и первой ступени, выполненной рядом с внутренней поверхностью, может иметь высоту 0,2-1 мм. Данные первая и вторая ступени могут быть разделены некоторым количеством промежуточных дополнительных ступеней с высотой 0,05-1 мм. Промежуточные ступени предпочтительно, но необязательно, имеют одинаковую высоту. Интервал между каждыми двумя соседними ступенями может представлять собой расстояние, равное высоте или превышающее высоту меньшей из указанных ступеней. Каждый угол указанных дополнительных ступеней будет расплавляться во время второй операции литья под давлением.
В соответствии с альтернативным примером способ включает в себя формование указанных средств увеличения контакта для образования, по меньшей мере, одного соответствующего выступа. Аналогично вышеприведенному примеру, каждый первый край первого компонента может быть получен литьем под давлением с образованием, по меньшей мере, двух ступеней. Выступающие средства увеличения контакта могут образовывать, по меньшей мере, один выступ вдоль длины шва, такой как один или несколько ровных выступов, простирающихся перпендикулярно ко второй поверхности контакта вдоль длины шва.
Альтернативно, выступающие средства увеличения контакта могут образовывать множество отдельных выступов, по меньшей мере, одной ровной или неровной линии вдоль длины шва. Выступы также могут быть распределены равномерно по всей второй поверхности контакта. Данным выступам может быть придана форма круглых, прямоугольных или треугольных столбиков, или данные выступы могут быть выполнены с формой полусферических, конических, пирамидальных или V-образных выступов.
В соответствии с дополнительным примером способ включает в себя формование выступающих средств увеличения контакта для образования удлиненных гребней. Аналогично вышеуказанному примеру, каждый первый край первого компонента может быть получен литьем под давлением для образования, по меньшей мере, двух ступеней. Выступающие средства увеличения контакта могут образовывать, по меньшей мере, один гребень вдоль длины шва. Подобный гребень может иметь V-образное сечение в поперечном направлении шва. Альтернативно, может быть предусмотрено множество параллельных гребней, имеющих V-образное поперечное сечение.
В вышеприведенных примерах, по меньшей мере, один выступ или гребень может иметь высоту, составляющую до половины толщины первой поверхности контакта, измеренной от основания выступа до наружной поверхности готовой детали выдачного устройства в направлении, перпендикулярном к указанной наружной поверхности. Выступы могут быть выполнены с одинаковой высотой или с разными высотами.
Шов, описанный во всех вышеприведенных примерах, может иметь ширину в поперечном направлении, равную расстоянию, максимум в 5 раз превышающему толщину более тонкого из первого и второго компонентов, в направлении, поперечном к направлению шва между компонентами, в плоскости указанных компонентов.
Если первый компонент содержит прозрачный материал, ступени образуют для уменьшения толщины каждого первого края по направлению к внутренней поверхности первого компонента. Второй компонент может содержать непрозрачный материал, и противоположный край второго компонента может быть использован для того, чтобы скрыть выступающие средства увеличения контакта в шве между компонентами. В соответствии с одним примером первый и второй компоненты могут иметь одинаковую толщину с каждой из двух сторон шва и поперек шва. В соответствии с дополнительным примером толщина стенки первого компонента может постепенно увеличиваться в направлении края первого компонента, примыкающего к шву.
В соответствии с дополнительным примером первый компонент может быть выполнен с толщиной, которая постепенно увеличивается в поперечном направлении по направлению к шву. Максимальная толщина шва может максимум в 1,5 раза превышать толщину второго компонента рядом со швом. Передний конец первого компонента выполнен таким, что он простирается мимо шва в поперечном направлении указанного шва. Соответственно, передний конец первого компонента может содержать кромку, простирающуюся по направлению к внутренней поверхности второго компонента. Таким образом, полная длина поверхности контакта, определенная выше, может быть увеличена. Данная кромка может быть соответственно скруглена или может проходить под углом по направлению к указанной внутренней поверхности.
Деталь выдачного устройства, подобная описанной выше, может содержать первый и второй компоненты, каждый из которых имеет переднюю поверхность и первую и вторую боковые поверхности, каждая из которых имеет край, обращенный от общей передней поверхности. Шов согласно изобретению может быть выполнен так, что он будет проходить от края, соответствующего первой боковой поверхности, до края, соответствующего второй боковой поверхности.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Изобретение будет описано подробно со ссылкой на приложенные фигуры. Следует понимать, что чертежи предназначены только для иллюстрации и не предназначены для ограничения объема изобретения, который следует определять, исходя из приложенной формулы изобретения. Кроме того, следует понимать, что чертежи необязательно вычерчены в масштабе и что, если не указано иное, они предназначены только для схематической иллюстрации конструкций и операций, описанных здесь.
Фиг.1a-b показывают схематическую иллюстрацию конструкции для выполнения процесса формования для изготовления детали выдачного устройства согласно изобретению;
фиг.2 показывает схематическую иллюстрацию детали выдачного устройства, изготовленной способом согласно изобретению;
фиг.3 показывает схематическую иллюстрацию шва по предшествующему уровню техники;
фиг.4a-d показывают схематическую иллюстрацию сечений ряда альтернативных швов согласно изобретению;
фиг.5 показывает увеличенный вид шва по фиг.4a;
фиг.6 схематически показывает увеличенную часть первой детали выдачного устройства, выполненной с множеством ступеней в соответствии с первым примером;
фиг.7 схематически показывает увеличенную часть первой детали выдачного устройства, выполненной с выступами в соответствии со вторым примером;
фиг.8 схематически показывает увеличенную часть первой детали выдачного устройства, выполненной с гребнем в соответствии с третьим примером;
фиг.9 схематически показывает увеличенную часть первой детали выдачного устройства, выполненной с прерывистыми гребнями в соответствии с четвертым примером;
фиг.10 показывает схематическую иллюстрацию детали выдачного устройства, выполненной с прерывистыми гребнями, подобными показанным на фиг.9;
фиг.11 показывает схематическую иллюстрацию детали выдачного устройства, выполненной со ступенчатым краем, подобным показанному на фиг.6;
фиг.12a-c показывают иллюстрации сечений ряда швов согласно изобретению;
фиг.13 показывает первый пример выдачного устройства, содержащего деталь выдачного устройства согласно изобретению;
фиг.14 показывает второй пример выдачного устройства, содержащего деталь выдачного устройства согласно изобретению;
фиг.15 показывает третий пример выдачного устройства, содержащего деталь выдачного устройства согласно изобретению;
фиг.16 показывает четвертый пример выдачного устройства, содержащего деталь выдачного устройства согласно изобретению.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Фиг.1a и 1b показывают схематическую иллюстрацию конструкции для выполнения процесса двухкомпонентного литья под давлением для изготовления детали выдачного устройства согласно изобретению.
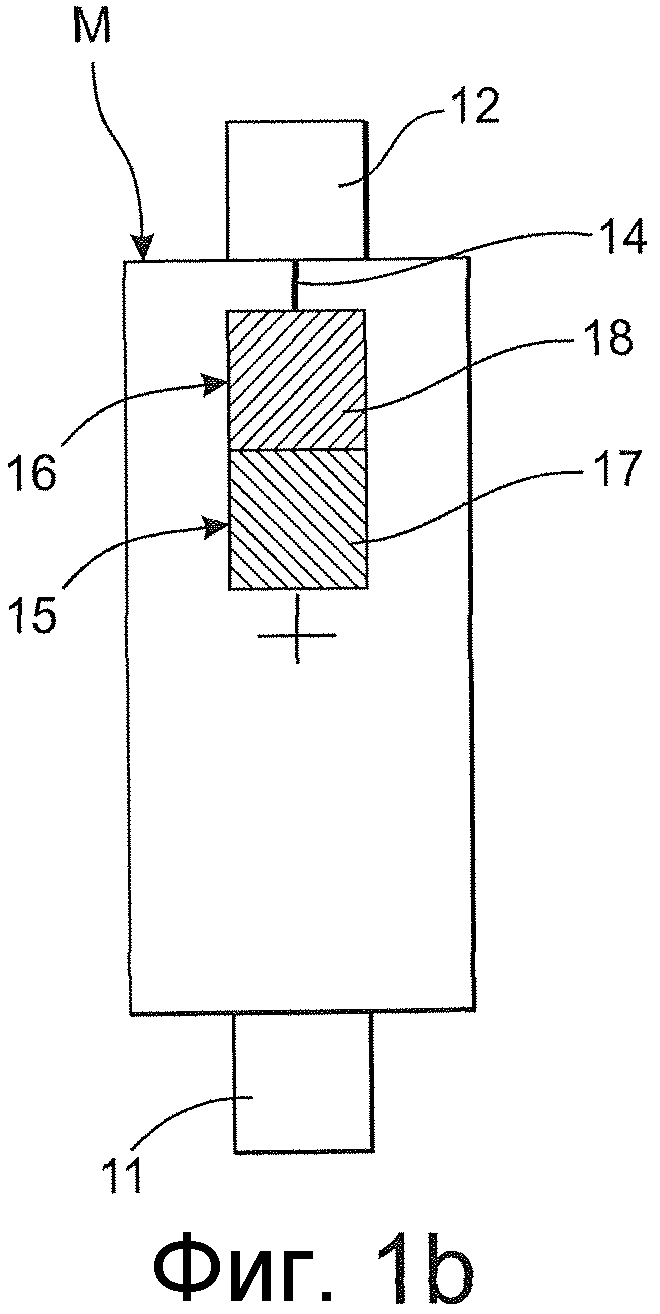
В данном примере в процессе используются два впрыскивающих устройства 11, 12 и поворотная пресс-форма М, предназначенные для последовательного литья под давлением одной детали с использованием двух разных материалов. В последующем тексте процесс описан для впрыскивания прозрачного и непрозрачного материалов, но он применим для любой комбинации прозрачных и/или окрашенных материалов. Пресс-форма М, используемая в данном примере, представляет собой двухместную пресс-форму. Пресс-форму М удерживают закрытой в положении заполнения первой полости, показанном на фиг.1a, и нагревают до заданной рабочей температуры. Первый материал, который обычно представляет собой материал, имеющий самую высокую температуру впрыскивания, впрыскивают из первого впрыскивающего устройства 11 через основную систему 13 распределительных литников в первую полость 15 для образования первого компонента 17. В данном примере первый материал представляет собой прозрачную или просвечивающую смолу/полимер. Во время первого впрыскивания объем пресс-формы, который должен быть занят вторым материалом, закрыт от основной системы распределительных литников. Пресс-форму открывают и центральную плиту поворачивают на 180°, как показано стрелкой А, в положение заполнения второй полости, показанное на фиг.1b, после чего пресс-форму закрывают. Вспомогательная система 14 распределительных литников соединена с объемом, подлежащим заполнению, и второй материал впрыскивают из второго впрыскивающего устройства 12 во вторую полость 16 для образования второго компонента 18. В данном примере второй материал представляет собой непрозрачную смолу/полимер. После достаточного охлаждения полученной литьем под давлением детали 17, 18 выдачного устройства пресс-форму открывают, и деталь выдачного устройства выталкивают.
Фиг.2 показывает схематическую иллюстрацию детали 20 выдачного устройства, изготовленной посредством вышеуказанного процесса. Деталь 20 выдачного устройства образована из двух компонентов 17, 18, полученных литьем под давлением во время процесса, показанного на фиг.1a-b. Указанные компоненты 17, 18 соединены вдоль шва 21, проходящего от одного бокового края 22 до второго бокового края 23 детали 20 выдачного устройства. Фиг.2 дополнительно показывает местоположение 24 литниковой системы для основной системы 13 распределительных литников и соответствующее местоположение 25 литниковой системы для вспомогательной системы 14 распределительных литников.
Один фактор, который необходимо учитывать во время процесса, - это относительная температура плавления двух материалов. Как указано выше, материал, имеющий самую высокую температуру впрыскивания, обычно впрыскивают первым. Для гарантирования того, что температура второго материала будет достаточной для, по меньшей мере, частичного расплавления взаимодействующего края первого материала, температура впрыскивания второго материала может быть увеличена. Повышенная температура может быть выше температуры впрыскивания, рекомендуемой производителем, но не может быть выше температуры разложения материала.
В вышеуказанном примере первый материал представлял собой прозрачную смолу, которая была подвергнута испытанию при двух разных температурах впрыскивания. Второй материал представлял собой непрозрачную смолу, впрыскиваемую при одной и той же температуре в обоих испытаниях. Данные испытания описаны ниже с дополнительными подробностями.
Дополнительными факторами являются температура стенки пресс-формы, скорость впрыскивания, выдержка времени между впрыскиваниями и температура впрыснутого компонента. Например, температуру стенки пресс-формы регулируют для поддержания заданной температуры первого компонента во время поворота первого компонента во второе положение впрыскивания. Таким образом, край первого компонента не вызовет охлаждения впрыскиваемого второго компонента до сплавления вместе взаимодействующих краев. Температуру обоих компонентов также можно поддерживать во время следующих друг за другом впрыскиваний для минимизации деформации детали выдачного устройства во время последующего охлаждения полностью отформованной детали выдачного устройства. Поскольку на каждой станции впрыскивания подача осуществляется посредством независимого впрыскивающего устройства, скорости и давления впрыскивания можно точно регулировать и адаптировать для каждого впрыскиваемого материала.
Помимо конструкции оснастки дополнительно принимаемыми во внимание факторами являются толщина стенки впрыснутого компонента, структура поверхности компонента со стороны основной системы распределительных литников для избежания проблем, связанных с удалением газов, поверхность оснастки и температура для извлечения из формы, местоположение литниковой системы для обеспечения оптимальной адгезии между компонентами в зависимости от траектории потока и способ извлечения детали из пресс-формы, определяющий усилие, подлежащее приложению к зоне адгезии между компонентами.
Для увеличения адгезии между контактирующими краями двух материалов шву была придана определенная конфигурация. Шов по предшествующему уровню техники, подобный показанному на фиг.3, образованный посредством соединения тех же двух материалов, был использован в качестве контрольного образца. Образец по предшествующему уровню техники был подвергнут сравнительному испытанию, в котором используются образцы, содержащие ряд альтернативных швов согласно изобретению, и образец, содержащий участок из однородного непрозрачного материала, имеющий такую же толщину, что и контрольный образец. Швы согласно изобретению показаны на фиг.4a-4d. Испытание будет описано ниже с дополнительными подробностями.
Фиг.3 показывает схематическую иллюстрацию шва по предшествующему уровню техники между прозрачным первым компонентом 31 и непрозрачным вторым компонентом 32. Первый и второй компоненты 31, 32 имеют одинаковую толщину стенки и соединены встык прямолинейным ровным швом 33.
Фиг.4a-d показывают схематическую иллюстрацию сечений ряда альтернативных швов согласно изобретению. Фиг.4a показывает прозрачный первый компонент 41а и непрозрачный второй компонент 42а. Первый и второй компоненты 41а, 42а имеют одинаковую толщину 3 мм и соединены встык швом 43а, содержащим некоторое количество ступеней. Шов простирается на расстоянии, в 2,5 раза превышающем толщину второго компонента 42а, в направлении, поперечном к направлению шва 43а, между компонентами. Передние поверхности соответствующих соединенных компонентов расположены полностью вровень друг относительно друга вдоль шва. В зоне шва передний край второго компонента 42а расположен так, что он перекрывает первый компонент 41а, чтобы скрыть шов 43а. Шов 43а будет описан ниже с дополнительными подробностями (см. фиг.5). На фиг.4a-d ступени показаны в виде отдельных ступеней с прямыми углами для ясности. Однако в законченном шве между двумя компонентами, полученными литьем под давлением, по меньшей мере, углы контактирующих поверхностей расплавлены для образования шва, полученного сплавлением. Для обеспечения заданной прочности каждый угол указанных ступеней выполнен с возможностью расплавления во время второй операции литья под давлением. Было установлено, что посредством выполнения ступеней, образованных по существу прямыми углами, вдоль всей длины шва обеспечивается образование однородного прочного шва. Когда расплавленный материал, впрыснутый во время второй операции впрыскивания, достигнет затвердевшего края первого компонента, углы будут способствовать сплавлению первого и второго компонентов. Для гарантирования этого температуру материала, подлежащего впрыскиванию, и/или температуру пресс-формы можно регулировать для достижения заданного результата.
Фиг.4b показывает прозрачный первый компонент 41b и непрозрачный второй компонент 42b. Первый и второй компоненты 41b, 42b соединены встык швом 43b, содержащим некоторое количество ступеней. Шов простирается на расстоянии, в 2,5 раза превышающем толщину второго компонента 42b, в направлении, поперечном к направлению шва 43b, между компонентами. Первый компонент 41b имеет толщину стенки, которая выполнена такой, что она увеличивается в направлении второго компонента 42b. Для избежания видимого увеличения прозрачного первого компонента 41b толщина стенки увеличивается постепенно от 3 мм до 4 мм на расстоянии 65 мм от переднего края первого компонента 41b. Зона с увеличенной толщиной стенки находится на внутренней, или задней, поверхности первого компонента 41b. Второй компонент 42b имеет постоянную толщину стенки, составляющую 3 мм. Передние поверхности соответствующих соединенных компонентов расположены полностью вровень друг относительно друга вдоль шва. В зоне шва передний край первого компонента 41b выполнен с кромкой 44b, расположенной так, что она перекрывает второй компонент 42b для того, чтобы усилить и скрыть шов 43b. Максимальная величина перекрытия в поперечном направлении шва равна толщине детали выдачного устройства. Толщина кромки 44b постепенно уменьшается до нуля, например, посредством скругленной части, показанной на фиг.4b. Часть стенки, имеющая увеличенную толщину, простирается мимо конца ступенчатой части шва 43b и далее скруглена по направлению к внутренней поверхности второго компонента 42b.
Фиг.4с показывает прозрачный первый компонент 41с и непрозрачный второй компонент 42с. Первый и второй компоненты 41с, 42с соединены встык швом 43с, содержащим некоторое количество ступеней. Шов простирается на расстоянии, в 2,5 раза превышающем толщину второго компонента 42с, в направлении, поперечном к направлению шва 43с, между компонентами. Первый компонент 41с имеет толщину стенки, которая выполнена такой, что она увеличивается в направлении второго компонента 42с. Для избежания видимого увеличения прозрачного первого компонента 41с толщина стенки увеличивается постепенно в указанном поперечном направлении. Толщина стенки увеличивается от 3 мм до 4 мм на расстоянии 15 мм от переднего края первого компонента 41с. Второй компонент 42с имеет постоянную толщину стенки, составляющую 3 мм. Передние поверхности соответствующих соединенных компонентов расположены полностью вровень друг относительно друга вдоль шва. В зоне шва передний край первого компонента 41с выполнен с кромкой 44с, расположенной так, что она перекрывает второй компонент 42с для того, чтобы усилить и скрыть шов 43с. Максимальная величина перекрытия в поперечном направлении шва равна толщине детали выдачного устройства. Толщина кромки 44с постепенно уменьшается до нуля, например, посредством скругленной части, показанной на фиг.4с. Стенка, имеющая увеличенную толщину, простирается мимо конца ступенчатой части шва 43с и далее скруглена по направлению к внутренней поверхности второго компонента 42с.
Фиг.4d показывает прозрачный первый компонент 41d и непрозрачный второй компонент 42d. Первый и второй компоненты 41d, 42d соединены встык швом 43d, содержащим некоторое количество ступеней. Шов простирается на расстоянии, в 2,5 раза превышающем толщину второго компонента 42d, в направлении, поперечном к направлению шва 43d, между компонентами. Первый компонент 41d имеет толщину стенки, которая выполнена такой, что она увеличивается в направлении второго компонента 42d. Для избежания видимого увеличения прозрачного первого компонента 41d толщина стенки увеличивается постепенно и параллельно направлению наклона шва в указанном поперечном направлении. Толщина стенки увеличивается от 3 мм до 4 мм от места на внутренней поверхности, находящейся непосредственно напротив переднего края второго компонента 42d, в котором он контактирует с первым компонентом 41d. Второй компонент 42d имеет постоянную толщину стенки, составляющую 3 мм. Передние поверхности соответствующих соединенных компонентов расположены полностью вровень друг относительно друга вдоль шва. В зоне шва передний край первого компонента 41d выполнен с кромкой 44d, расположенной так, что она перекрывает второй компонент 42d для того, чтобы усилить и скрыть шов 43d. Максимальная величина перекрытия в поперечном направлении шва равна толщине детали выдачного устройства. Толщина кромки 44с постепенно уменьшается до нуля, например, посредством скругленной части, показанной на фиг.4d. Часть стенки, имеющая увеличенную толщину, простирается параллельно ступенчатой части и мимо конца ступенчатой части шва 43d и далее скруглена по направлению к внутренней поверхности второго компонента 42d.
Фиг.4b-4d показывают шов с перекрытием, в котором краевая часть или кромка 44b, 44c, 44d на одном компоненте выдачного устройства простирается за зону шва, простирающуюся в поперечном направлении. Кромка 44b, 44c, 44d частично перекрывает заднюю поверхность на противоположном компоненте выдачного устройства для упрочнения шва. Сравнительные испытания на изгиб и на удар показали, что перекрытие данного типа дает только ограниченное увеличение прочности шва при изгибе. Однако заметный положительный эффект был отмечен во время испытания на удар. Следовательно, для дополнительного увеличения сопротивления детали выдачного устройства удару, зона перекрытия, подобная описанной выше, может быть предусмотрена вдоль части шва, которая может подвергаться удару. Примером такой части может быть передняя поверхность кожуха устройства для выдачи бумажных полотенец, предназначенного для туалета.
Фиг.5 показывает увеличенный вид шва по фиг.4а, включая прозрачный первый компонент 41а и непрозрачный второй компонент 42а. Передний край первого компонента 41а получают литьем под давлением с образованием некоторого количества отдельных ступеней 44, 45, 46. Высота ступеней выбрана в зависимости от толщины стенки выдачного устройства рядом со швом 43а. В данном примере толщина стенки выдачного устройства рядом со швом составляет 3 мм, и высота ступеней выбрана на основе данного размера. Например, в шве 43а, соединяющем прозрачный компонент 41а и непрозрачный компонент 42а, первая ступень 44, примыкающая к наружной поверхности 47 детали выдачного устройства, была выбрана большей, чем некоторое количество промежуточных ступеней 45. Это обеспечивает получение четкой линии, разделяющей два компонента 41а, 42а, и способствует заполнению пресс-формы рядом с краем первого компонента 41а во время второй операции литья под давлением. Более высокая первая ступень 46 рядом со швом 43а также предотвращает ситуацию, при которой данная часть детали выдачного устройства становится частично прозрачной. Аналогичным образом, конечная ступень 46, примыкающая к внутренней поверхности 48 детали выдачного устройства, была выбрана большей, чем промежуточные ступени 45, чтобы способствовать заполнению пресс-формы рядом с краем первого компонента 41а. В последнем случае ступени 44, 46, выполненные рядом как с наружной, так и с внутренней поверхностями 47, 48, были образованы каждая с высотой 0,2 мм. В случае стенки выдачного устройства, имеющей постоянную полную толщину, составляющую 2 мм, данные наружные, первые ступени разделены некоторым количеством промежуточных ступеней с размером 0,05-0,1 мм. В данном случае промежуточные ступени имеют одинаковую высоту 0,05 мм.
Фиг.6 схематически показывает увеличенную часть компонента, выполненную с множеством ступеней, подобных показанным в соответствии с первым примером. Данный компонент соответствует первому компоненту 41а, показанному на фиг.5. Как описано выше, передний край первого компонента 41а получен литьем под давлением с образованием некоторого количества отдельных ступеней 44, 45, 46 во время первой операции литья под давлением согласно изобретению. Первая ступень 44, примыкающая к наружной поверхности 47 компонента, имеет большую высоту, чем ряд промежуточных ступеней 45. Аналогичным образом, конечная ступень 46, примыкающая к внутренней поверхности 48 компонента, была выбрана большей, чем промежуточные ступени 45, чтобы способствовать заполнению пресс-формы рядом с краем первого компонента 41а. Первый компонент 41а будет соединен со вторым компонентом 41b (см. фиг.5) во время второй операции литья под давлением.
Фиг.7 схематически показывает увеличенную часть первого компонента 51, выполненную с выступами 52 в соответствии со вторым примером. В соответствии с данным примером поверхность 53 контакта выполнена с выступающими средствами увеличения контакта в виде некоторого количества конических выступов 52. Аналогично вышеприведенному примеру, передний край первого компонента 51 получен литьем под давлением с образованием, по меньшей мере, двух ступеней 54, 56. Первая ступень 54, примыкающая к наружной поверхности 57 компонента, имеет высоту, соответствующую половине толщины первого компонента 51. На фиг.7 выступающие средства увеличения контакта образуют два ряда 55а, 55b конических выступов 52 вдоль длины переднего края. Альтернативно, многочисленные отдельные выступы могут быть расположены на, по меньшей мере, одной ровной или неровной линии вдоль длины шва. Выступы также могут быть равномерно распределены по всей второй поверхности контакта. Передний край с соответствующими ему выступами 52, поверхность 53 контакта и ступени 54, 56 впоследствии будут образовывать часть шва между первым компонентом 51 и полученным литьем под давлением вторым компонентом (непоказанным) для образования детали выдачного устройства.
Фиг.8 схематически показывает увеличенную часть первого компонента 61, выполненную с гребнем 62 в соответствии с третьим примером. В соответствии с данным примером поверхность 63 контакта выполнена с выступающим средством увеличения контакта в виде гребня 62, простирающегося параллельно переднему краю первого компонента 61. Аналогично вышеприведенному примеру, передний край первого компонента 61 получен литьем под давлением с образованием, по меньшей мере, двух ступеней 64, 66. Первая ступень 64, примыкающая к наружной поверхности 67 компонента, имеет высоту, соответствующую половине толщины первого компонента 61. На фиг.8 выступающее средство увеличения контакта образует один V-образный гребень 62 вдоль длины переднего края. Альтернативно, гребень может иметь I-образное или U-образное, или прямоугольное сечение в направлении, поперечном к направлению переднего края. Кроме того, могут быть предусмотрены многочисленные параллельные гребни. Передний край с соответствующими ему выступами 62, поверхность 63 контакта и ступени 64, 66 впоследствии будут образовывать часть шва между первым компонентом 61 и полученным литьем под давлением вторым компонентом (непоказанным) для образования детали выдачного устройства.
Фиг.9 схематически показывает увеличенную часть первого компонента 71, выполненную с прерывистыми гребнями 72а, 72b в соответствии с четвертым примером. В соответствии с данным примером поверхность 73 контакта выполнена с выступающими средствами увеличения контакта в виде ровного, прямоугольного или I-образного гребня 72а, 72b, простирающегося параллельно переднему краю первого компонента 71. Аналогично вышеприведенному примеру, передний край первого компонента 71 получен литьем под давлением с образованием, по меньшей мере, двух ступеней 74, 76. Первая ступень 74, примыкающая к наружной поверхности 77 компонента, имеет высоту, соответствующую половине толщины первого компонента 51. На фиг.9 выступающие средства увеличения контакта образуют прерывистый I-образный гребень 62, при этом указанный гребень выполнен для упрочнения выбранных участков вдоль длины переднего края. Альтернативно, гребень может иметь V-образное или U-образное сечение в направлении, поперечном к направлению переднего края. Кроме того, могут быть предусмотрены многочисленные параллельные гребни, при этом указанные прерывистые гребни могут быть расположены в шахматном порядке. Передний край с соответствующими ему выступами 72а, 72b, поверхность 73 контакта и ступени 74, 76 впоследствии будут образовывать часть шва между первым компонентом 71 и полученным литьем под давлением вторым компонентом (непоказанным) для образования детали выдачного устройства.
В вышеприведенных примерах, подобных показанным на фиг.6-9, по меньшей мере, один выступ или гребень может иметь высоту, максимальная величина которой равна половине толщины первой ступени и которая измерена от основания выступа или гребня в плоскости первой поверхности контакта до наружной поверхности детали выдачного устройства в направлении, перпендикулярном к указанной наружной поверхности. Выступы/гребни могут быть образованы с одинаковой высотой или с разными высотами. Кроме того, получающийся в результате шов, описанный в вышеприведенных примерах, может простираться на расстоянии, максимум в 5 раз превышающем толщину более тонкого из первого и второго компонентов, в направлении, поперечном к направлению шва между компонентами. Например, на фиг.6. ширина получающегося в результате шва соответствует расстоянию между первой и второй ступенями 44, 46, измеренному в направлении, перпендикулярном к переднему краю, от переднего края.
Фиг.10 показывает схематическую иллюстрацию компонента 71, выполненного с прерывистыми гребнями 72а, 72b, 72с, 72d, 72е, подобными показанным на фиг.9. Как схематически показано на фиг.10, гребни расположены в зонах, в которых напряжение, вызванное внешней нагрузкой, как ожидается, будет сравнительно большим. Например, ряд гребней 72а, 72b, 72с расположен ближе друг другу вдоль участка А середины передней поверхности компонента 71, который может испытывать воздействие ударной нагрузки. Гребни 72а, 72b, 72с могут быть расположены ближе друг к другу и/или могут быть выполнены более длинными на данном участке. Ударная нагрузка на переднюю поверхность также вызовет увеличение деформации на угловом участке В компонента 71, что требует усиливающего гребня 72d на каждом таком участке В. Компонент 71 также содержит участок С свободного бокового края, который может подвергаться деформированию, вызванному как ударным нагружением, так и напряжениями, возникающими в материале во время охлаждения полученной литьем под давлением детали выдачного устройства. Следовательно, каждый участок С бокового края выполнен с усиливающим гребнем 42е. Следует отметить, что гребни на фиг.10 начерчены не в масштабе для ясности.
Фиг.11 показывает схематическую иллюстрацию компонента 41а, выполненного со ступенчатым краем 80, содержащим ряд отдельных ступеней 44, 45, 46, как показано на фиг.6. На фиг.11 можно видеть, как ступенчатый край 80 простирается непрерывно от одного бокового края 81 компонента 41а до второго бокового края 82.
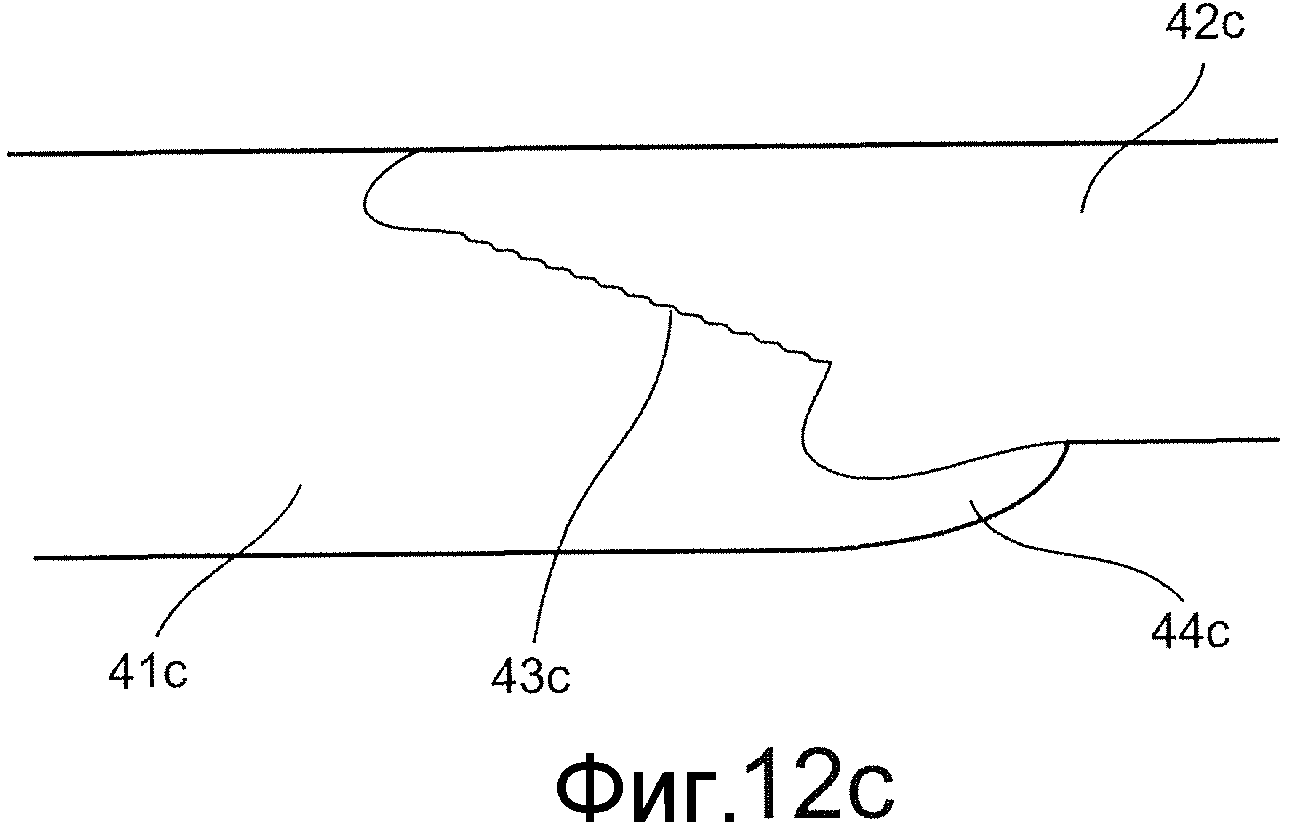
Фиг.12a-12c показывают изображения реальных фотографий сечений образцов ряда деталей выдачных устройств, соответствующие схематическим сечениям, показанным на фиг.4a-4c (. Показанные на фиг.12a-12c детали выдачных устройств были разрезаны в поперечном направлении шва между первым и вторым компонентами. Таким образом, фиг.12a, соответствующая фиг.4a, показывает прозрачный первый компонент 41а и непрозрачный второй компонент 42а. Первый и второй компоненты 41а, 42а имеют одинаковую толщину стенки, составляющую 3 мм, и соединены встык швом 43а, содержащим некоторое количество ступеней. Как можно видеть из фигуры, поверхности контакта были соединены, и углы отдельных ступеней расплавились с образованием скругленных поверхностей и слились со вторым компонентом 42а во время второй операции литья под давлением.
Фиг.12b и 12c показывают прозрачный первый компонент 41b, 41с и непрозрачный второй компонент 42b, 42с. Первый и второй компоненты 41b, 42b; 41с, 42с соединены встык швом 43b, 43с, содержащим некоторое количество ступеней. Шов простирается на расстоянии, в 2,5 раза превышающем толщину второго компонента 42b, 42с, в направлении, поперечном к направлению шва 43b, 43с между компонентами. Первый компонент 41b, 41с имеет толщину стенки, которая выполнена такой, что она увеличивается в направлении второго компонента 42b, 42с. Передний край первого компонента 41b, 41с выполнен с кромкой 44b, 44с расположенной так, что она перекрывает второй компонент 42b, 42с для того, чтобы усилить и скрыть шов 43b, 43с. Как показано на фиг.12a, поверхности контакта были соединены, и углы отдельных ступеней расплавились с образованием скругленных поверхностей и слились со вторым компонентом 42b, 42с во время второй операции литья под давлением.
В отличие от решения по предшествующему уровню техники, показанному на фиг.3, шов между двумя компонентами может выдерживать испытание на удар, которому подвергается деталь выдачного устройства, при ударе до 15 Джоулей. Данное испытание описано ниже с дополнительными подробностями. При подвергании детали выдачного устройства воздействию ударного нагружения, превышающего используемое в указанном испытании, она будет растрескиваться рядом со швом и параллельно шву.
Фиг.13 показывает первый пример выдачного устройства, содержащего деталь выдачного устройства согласно изобретению. В данном примере деталь 90 выдачного устройства образована посредством прозрачного первого компонента 91 и непрозрачного второго компонента 92. Первый компонент 91 и второй компонент 92 соединены швом 93, проходящим от первого бокового края 94 до второго бокового края 95 детали 90 выдачного устройства. Компоненты 91, 92 могут быть соединены любым из швов, описанных в связи с фиг.6-9. Деталь 90 выдачного устройства присоединена с возможностью отсоединения к задней секции 96 выдачного устройства для образования кожуха 97 выдачного устройства. Задняя секция 96 выдачного устройства выполнена с возможностью установки на вертикальной поверхности, такой как стена. В данном примере кожух 97 выдачного устройства предназначен для выдачного устройства, предназначенного для стопы бумажных полотенец или аналогичных изделий, которые извлекают через отверстие 98 выдачного устройства в нижней поверхности выдачного устройства.
Фиг.14 показывает второй пример выдачного устройства, содержащего деталь выдачного устройства согласно изобретению. В данном примере деталь 100 выдачного устройства образована посредством прозрачного первого компонента 101 и непрозрачного второго компонента 102. Первый компонент 101 и второй компонент 102 соединены швом 103, проходящим от первого бокового края 104 до второго бокового края 105, расположенного вдоль нижней граничащей части детали 100 выдачного устройства. Компоненты 101, 102 могут быть соединены любым из швов, описанных в связи с фиг.6-9. Деталь 100 выдачного устройства присоединена с возможностью отсоединения к задней секции 106 выдачного устройства для образования кожуха 107 выдачного устройства. Задняя секция 106 выдачного устройства выполнена с возможностью установки на вертикальной поверхности, такой как стена. В данном примере кожух 107 выдачного устройства предназначен для выдачного устройства, предназначенного для рулона бумаги или аналогичного изделия, которые извлекают через отверстие 108 выдачного устройства в нижней поверхности выдачного устройства.
Фиг.15 показывает третий пример выдачного устройства, содержащего деталь выдачного устройства согласно изобретению. В данном примере деталь 110 выдачного устройства образована посредством центрального прозрачного первого компонента 111 и верхнего и нижнего непрозрачных вторых компонентов 112а, 112b. Первый компонент 111 и вторые компоненты 112а, 112b соединены соответственно швами 113а и 113b. Оба шва 113а, 113b проходят параллельно от первого бокового края 114 до второго бокового края 115 детали 110 выдачного устройства. Компоненты 111, 112а, 112b могут быть соединены любым из швов, описанных в связи с фиг.6-9. Деталь 110 выдачного устройства присоединена с возможностью отсоединения к задней секции 116 выдачного устройства для образования кожуха 117 выдачного устройства. Задняя секция 116 выдачного устройства выполнена с возможностью установки на вертикальной поверхности, такой как стена. В данном примере кожух 117 выдачного устройства предназначен для выдачного устройства, предназначенного для стопы бумажных полотенец или аналогичных изделий, которые извлекают через отверстие 118 выдачного устройства в нижней поверхности выдачного устройства.
Фиг.16 показывает четвертый пример выдачного устройства, содержащего деталь выдачного устройства согласно изобретению. Фигура показывает вид в перспективе снизу выдачного устройства неразъемного или цельного типа, в данном случае выдачного устройства типа кронштейна. Согласно изобретению деталь выдачного устройство содержит кронштейн 120, предназначенный для удерживания или обеспечения опоры для пакета или коробки влажных салфеток В (показанных пунктирными линиями). Кронштейн 120 содержит два прозрачных первых компонента 121а, 121b по одному с каждой стороны кронштейна 120 и один задний и нижний непрозрачный второй компонент 122. Первые компоненты 121а, 121b и второй компонент 122 соответственно соединены швами 123а и 123b. Оба шва 123а, 123b проходят от первого бокового края 124а, 124b с задней стороны кронштейна до второго бокового края 125а, 125b рядом с передней стороной кронштейна 120. Компоненты 121а, 121b, 122 могут быть соединены любым из швов, описанных в связи с фиг.6-9. Кронштейн 120 выполнен с задней секцией 126 (непоказанной), обеспечивающей возможность прикрепления его к стене или аналогичной вертикальной поверхности. В данном примере кронштейн 120 предназначен для выдачного устройства, предназначенного для коробки В, содержащей стопу бумажных полотенец или аналогичных изделий, которые извлекают через отверстие 128 выдачного устройства в нижней поверхности выдачного устройства.
Цельное выдачное устройство типа кронштейна может быть изготовлено из, по меньшей мере, двух пластиковых компонентов, имеющих два или более разных цветов или комбинацию прозрачных, матовых или непрозрачных секций. Аналогичное выдачное устройство типа кронштейна может быть использовано для дозаторов мыла, которые содержат цельный кронштейн/держатель, в котором будет удерживаться или на который будет опираться многоразовая бутылка для мыла. В последнем случае многоразовая бутылка может быть выполнена похожей на «колпачок» или наружную крышку, подобные используемым в дозаторах мыла широко доступного типа. Другими словами, запасной элемент (то есть бутылка с мылом) будет занимать место одного из компонентов выдачного устройства (то есть колпака). В подобных случаях выдачное устройство типа кронштейна образует цельное выдачное устройство, определяемое как деталь выдачного устройства в соответствии с изобретением.
При выборе материалов должно быть установлено, что используемые смолы по существу совместимы и отсутствуют какие-либо антагонистические явления между смолами. Материалами, пригодными для использования в вышеописанном способе, являются пластики нс основе акрилонитрила, бутадиена и стирола (АБС-пластики) и/или пластики на основе метилметакрилата и акрилонитрила, бутадиена и стирола (MABS). Однако данные материалы приведены только в качестве примера, и изобретение не ограничено данными материалами. Материалы, подвергнутые испытаниям в нижеприведенных примерах, представляют собой материал Terlux® TR2802 (BASF Corp.) на основе метилметакрилата и акрилонитрила, бутадиена и стирола (MABS) или материал Polylux® C2 (A.Schulman GmbH) на основе метилметакрилата и акрилонитрила, бутадиена и стирола (MABS) для прозрачного первого компонента и материал Polyman® M/MI A40 (A.Schulman GmbH) (АБС-пластик) для непрозрачного второго компонента.
Сравнительное испытание на изгиб было выполнено посредством выбора вышеуказанных материалов для швов, подобных описанным в связи с фиг.3 и 4а-d. Используемое испытание соответствует ISO 178:2001. Образцы для испытаний в виде пяти отдельных полосок с размерами от 1 см до 10 см были вырезаны из некоторого количества компонентов, полученных литьем под давлением. Конфигурации швов включали шов по предшествующему уровню техники, показанный на фиг.3, в качестве контрольного примера, швы, показанные на фиг. 4А-D, и образец, содержащий участок из однородного непрозрачного материала, имеющий такую же толщину, как контрольный образец. Как показано в таблице 1, все образцы, имеющие шов, кроме одного были изготовлены посредством соединения одних и тех же двух материалов. Образцы удерживали на каждом свободном конце и подвергали воздействию силы, приложенной к шву. Во время данного испытания регистрировали максимальную нагрузку (МПа) и напряжение при разрыве (МПа).
В таблице 1 образцы 1А-1С имеют шов, соответствующий контрольному шву по фиг.3, при этом образцы содержат разные материалы, соединенные при разных температурах впрыскивания. Аналогичным образом, образцы 2а-2b имеют шов, соответствующий шву по фиг.4a, в то время как образцы 3-5 имеют швы, соответствующие швам по фиг.4b-d, соответственно. Образец 6 содержит участок из однородного непрозрачного материала с толщиной, равной толщине контрольного образца.
Также было установлено, что для улучшения свойств шва между двумя компонентами целенаправленный выбор температур впрыскивания во время первой и/или второй операций литья под давлением имел положительный эффект.
В соответствии с одним примером была изготовлена деталь выдачного устройства, содержащая материал Polylux® C2 (A.Schulman GmbH) на основе метилметакрилата и акрилонитрила, бутадиена и стирола (MABS) для прозрачного первого компонента и материал Polyman® M/MI A40 (A.Schulman GmbH) на основе акрилонитрила, бутадиена и стирола (ABS) для непрозрачного второго компонента детали выдачного устройства. Температура впрыскивания или корпуса была изменена для первой операции литья под давлением. Согласно каталогу материалов, содержащему технические данные для указанных пластиков, поставляемых компанией A.Schulman GmbH; «Schulamid»®; страница 28; (3-е издание, май 2006), можно видеть, что рекомендуемая температура впрыскивания для материала Polylux® C2 на основе метилметакрилата и акрилонитрила, бутадиена и стирола (MABS) составляет 200-240°С.
При выполнении процесса двухкомпонентного литья под давлением в соответствии с изобретением на первой операции литья под давлением используют температуру впрыскивания, составляющую 260-290°, предпочтительно 280°С, для прозрачного первого компонента. В сочетании с конфигурацией швов, подобных показанным на фиг.4a-d, в частности на фиг.4a, последующие испытания показали, что повышенная температура впрыскивания во время первой операции литья под давлением обеспечила в результате повышенную конструкционную прочность шва, соединяющего компоненты.
Как можно видеть из таблицы 1, образцы 2А и 2В, имеющие шов, показанный на фиг.4a, обеспечивают адгезию между двумя компонентами, которая равна или лучше адгезии у образца 6, содержащего участок из однородного непрозрачного материала. Испытание также показывает, что прочность шва в образцах 2А и 2В почти в два раза превышает прочность шва контрольного образца независимо от материала или температуры впрыскивания.
Во время испытаний было установлено, что образцы 3-5, несмотря на наличие шва с по существу одной и той же конфигурацией, имели тенденцию разрушаться рядом со скругленной концевой частью прозрачных компонентов там, где она была соединена с непрозрачным компонентом. Очевидно, что концевая часть создавала ослабленную часть в этом месте. Несмотря на это, прочность образцов 3-5, тем не менее, равна или больше прочности контрольных образцов 1А-1С.
Дополнительным выполненным испытанием было испытание на удар с имитационным моделированием внешней силы, приложенной к детали выдачного устройства, которой придана форма переднего закрывающего элемента, в зоне шва. Соответствующее испытание, разработанной для этой цели, предусматривает подвешивание груза, прикрепленного к поворотной консоли, при этом указанный груз отпускают для выполнения удара по ограниченной зоне передней поверхности закрывающего элемента выдачного устройства, закрепленного на неподвижной поверхности или на опоре, предназначенной для прикрепления выдачного устройства к стене. Данное испытание обеспечивает моделирование удара предмета или человека по выдачному устройству с заданной силой.
В соответствии с одним примером в испытании использовали груз массой 13 кг, прикрепленный к консоли, имеющей длину 0,75 м. Часть груза, предназначенная для выполнения удара по передней поверхности детали выдачного устройства, имела площадь, соответствующую средней площади кулака взрослого мужчины, соответствующую площади плоского прямоугольника, составляющей приблизительно 63 см2 (7×9 см). Консоль, к которой груз был прикреплен, поворачивали из вертикального в горизонтальное положение по дуге, составляющей приблизительно 34°, и отпускали. Данный угол может быть выбран и задан для получения заданной энергии удара с высокой повторяемостью. Предусмотрено, что энергия удара, поглощаемая деталью выдачного устройства при использовании настроек для испытаний, описанных выше, соответствует величине 15 Джоулей (Дж). Во время испытаний детали выдачных устройств подвергались ударам с энергией, составляющей соответственно 10 и 15 Дж. Нижнее значение было выбрано в качестве минимального приемлемого уровня, и верхнее значение было выбрано в качестве предпочтительного уровня сопротивления удару без растрескивания.
Некоторое количество комбинаций материалов было подвергнуто испытанию и отбраковано вследствие того, что, по меньшей мере, один из компонентов раскалывался под действием удара. Дополнительные комбинации материалов были подвергнуты испытаниям и отбракованы вследствие растрескивания или расщепления шва между компонентами.
После выполнения значительного количества испытаний для определений прочности различных конфигураций швов и комбинаций материалов было определено, что комбинация материалов на основе акрилонитрила, бутадиена и стирола или материалов на основе акрилонитрила, бутадиена и стирола (ABS) и метилметакрилата и акрилонитрила, бутадиена и стирола (MABS) давала в результате шов, который имел заданные свойства. Было установлено, что помимо соответствующих свойств, характеризующих качество поверхности, связанных, например, с глянцем и сопротивлением царапанию, деталь выдачного устройства, полученная литьем под давлением и содержащая шов согласно изобретению, имела заданную прочность и выдерживала испытание на удар без растрескивания. Примерами подобных материалов являются материал Polylux® C2 (A.Schulman GmbH) на основе метилметакрилата и акрилонитрила, бутадиена и стирола (MABS) для прозрачного первого компонента и материал Polyman® M/MI A40 (A.Schulman GmbH) на основе акрилонитрила, бутадиена и стирола (ABS) для непрозрачного второго компонента детали выдачного устройства.
Конструкция оснастки, используемой в описанном примере, представляет собой поворотную плиту. Она представляет собой двухпозиционную пресс-форму, которая поворачивается в вертикальном (или горизонтальном) направлении. Поворотную плиту удерживают в первом положении на первой станции впрыскивания для впрыскивания первого материала. Затем ее поворачивают во второе положение на второй станции впрыскивания для впрыскивания второго материала.
Альтернативной оснасткой является оснастка для последовательного многокомпонентного литья core-back. При данной технологии подвижный разделительный сердечник сначала закрывают, и впрыскивают первый материал. Затем подвижный разделительный сердечник открывают и впрыскивают второй материал.
Изобретение не ограничено вышеприведенными примерами, но может быть свободно изменено в пределах объема притязаний приложенной формулы изобретения. Например, в вышеприведенных примерах описана комбинация прозрачного и непрозрачного материалов. Кроме того, могут быть использованы комбинации одного или нескольких окрашенных и/или прозрачных материалов. Кроме того, в примерах описан один шов, проходящий горизонтально или под углом через переднюю поверхность детали выдачного устройства. Альтернативные решения могут содержать один или несколько швов, проходящих вертикально или выполненных с «охватом» одного угла. Шов необязательно должен быть расположен вдоль прямой линии, как описано выше, но он также может быть образован в виде кривой, волнистой линии или линии неправильной формы.
Реферат
Изобретение относится к деталям выдачных устройств, выдачным устройствам и способу изготовления деталей выдачных устройств. Способ предусматривает процесс двухкомпонентного литья под давлением, включающий выполнение первой операции литья для образования первого компонента в пресс-форме, удерживание компонента в пресс-форме, выполнение второй операции литья для образования второго компонента, соединение первого края первого компонента и второго края второго компонента для образования шва во время второй операции литья, формование первого края первого компонента для образования одной ступени в направлении, поперечном к первому краю, формование ступени для образования первой поверхности контакта под углом к наружной или внутренней поверхности детали выдачного устройства и второй поверхности контакта, проходящей по направлению к первому краю, формования второй поверхности контакта для образования выступающих средств увеличения контакта вдоль длины шва и расплавление выступающих средств во время второй операции литья. Изобретение обеспечивает высокие характеристики детали выдачного устройства, связанные с деформированием детали и прочностью шва. 3 н. и 14 з.п. ф-лы, 22 ил., 1 табл.
Формула
Документы, цитированные в отчёте о поиске
Выдачное устройство для листового материала
Комментарии