Устройство индукционного нагрева в бегущем магнитном поле - RU182858U1
Код документа: RU182858U1
Чертежи


Описание
Полезная модель относится к области электротехники, а именно к индукционному нагреву изделий и заготовок из электропроводящего материала в бегущем магнитном поле, создаваемом линейным индуктором с трехфазной обмоткой, и может быть использована для нагрева изделий перед обработкой давлением и для операций термообработки.
Известны устройства, позволяющие производить индукционный нагрев в бегущем магнитном поле
(1. Dughiero, F., Forzan, М, Lupi, S., Zenkov, A. Comparison of edge effects of transverse flux and travelling wave induction heating inductors // IEEE Transactions Magnetics, 1999, vol. 35, No. 5, pp. 3556-3558.
2. Pang, L. Wang, Y., Chen, T. New development of traveling wave induction heating // IEEE Transactions on Applied Supercondactivity, vol. 20, No. 3, june 2010, pp. 1013-1016.)
По сравнению с традиционным способом индукционного нагрева в пульсирующем магнитном поле нагрев в бегущем магнитном поле позволяет симметрировать загрузку электрической сети, снизить шум и вибрацию установок, уменьшить неравномерность тепловыделения по длине заготовок. Недостаток известных устройств индукционного нагрева в бегущем магнитном поле состоит в появлении больших электромагнитных сил, действующих на нагреваемые заготовки, что требует применения дополнительных устройств для удержания заготовок в рабочей зоне нагрева. Другим недостатком является проявление краевого эффекта, приводящего к перегреву краев заготовок по сравнению с центральной зоной.
Наиболее близким аналогом к предлагаемой полезной модели, позволяющим производить индукционный нагрев в бегущем магнитном поле, является устройство, включающее двухсторонний линейный индуктор с катушками трехфазной обмотки, уложенными в пазы магнитопровода, выполненного из электротехнической стали. (Pang, L. Wang, Y., Chen, Т. New development of traveling wave induction heating // IEEE Transactions on Applied Supercondactivity, vol. 20, No. 3, june 2010, pp. 1013-1016.)
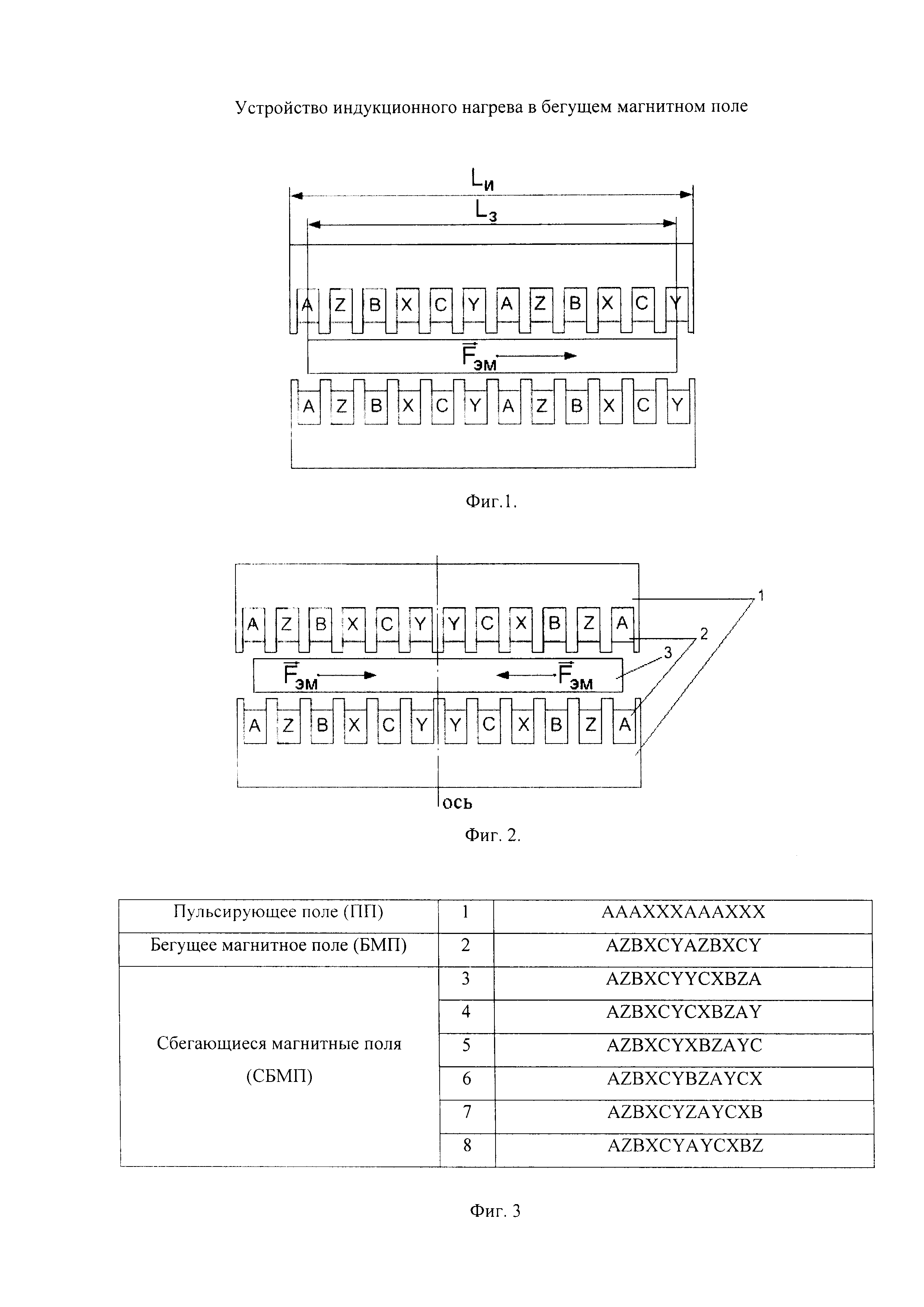
Пример устройства индукционного нагрева в бегущем магнитном поле, содержащего двухсторонний линейный индуктор, в пазы магнитопровода которого уложены катушки трехфазной обмотки, создающей бегущее магнитное поле и характеризующейся 60-градусной фазной зоной, показан на фиг. 1.
Недостатком известного технического решения для индукционного нагрева является то, что трехфазная обмотка создает бегущее магнитное поле, перемещающееся в одну сторону (слева направо). При этом взаимодействие токов, индуцированных в заготовке, с таким магнитным полем создает усилие Fэм, выталкивающее нагреваемую заготовку из рабочей зоны индуктора. Рассматриваемый линейный индуктор характеризуется также неравномерным распределением магнитного поля и наведенных вторичных токов по длине заготовки, что обусловливает неравномерность нагрева заготовок.
Указанные недостатки подтверждены при экспериментальных и теоретических исследованиях устройства индукционного нагрева в бегущем магнитном поле, подобного показанному на фиг. 1. В ходе экспериментальных исследований наблюдалась саморазгрузка нагреваемых алюминиевых заготовок под действием электромагнитной силы. При расчетах устройства, имеющего длину линейного индуктора Lи=415 мм и потребляемую мощность (при частоте 50 Гц) около 5 кВА, для алюминиевой заготовки длиной Lз=380 мм (сечение 100×10 мм) получено электромагнитное усилие Fэм=245 Н. При этом расчет распределения температуры по длине нагреваемой полосы показывает, что край полосы со стороны выхода бегущего магнитного поля оказывается перегретым по сравнению с центральной частью заготовки. Расчеты показывают, что уровень такого превышения температуры зависит от заглубления заготовок в индуктор (ΔL=(Lи-Lз)/2) и составляет 40-90% (через 30 сек. нагрева).
В предлагаемой полезной модели проблема решается путем создания в устройстве индукционного нагрева встречно направленных бегущих магнитных полей, перемещающихся к центру индуктора и индуцирующих вихревые токи, обеспечивающие нагрев заготовки. Такие магнитные поля создаются разделенной на две секции трехфазной обмоткой линейного индуктора при особом способе распределения катушек по пазам магнитопровода и чередования фаз обмоток линейного индуктора.
Пример реализации полезной модели показан на фиг. 2.
Преимущество предлагаемого устройства заключается в том, что при симметричном расположении заготовки в рабочей зоне электромагнитные усилия, создаваемые каждым из встречно бегущих магнитных полей, компенсируют друг друга, что исключает эффект саморазгрузки индуктора. При отклонении заготовки от симметричного положения возникает электромагнитное усилие, обеспечивающее самоцентрирование заготовки.
Для уменьшения неравномерности нагрева по длине заготовок предлагается устройство на основе линейного индуктора, трехфазная обмотка которого состоит из двух секций, занимающих левую и правую половины индуктора и создающих встречно направленные бегущие магнитные поля, и характеризуется зеркальным расположением катушек отдельных фаз относительно оси индуктора (фиг. 2).
Преимущество предлагаемой конструкции обмотки индуктора заключается в том, что обеспечивается симметричное относительно оси индуктора распределение мощности тепловыделения и наименьшая неравномерность нагрева заготовок по длине индуктора (по сравнению с другими вариантами).
Дополнительное снижение неравномерности нагрева заготовок достигается тем, что магнитопровод линейного индуктора, возбуждающего встречно направленные бегущие магнитные поля, выполняется разъемным и обеспечивается возможность регулирования зазора между левой и правой частями магнитопровода.
Сущность полезной модели поясняется следующими фигурами:
фиг. 2 - пример реализации полезной модели;
фиг. 3 - варианты укладки обмоток линейного индуктора;
фиг. 4 - зависимости относительной неравномерности распределения температуры по длине заготовки от заглубления заготовки при 30 секундном нагреве;
фиг. 5 - зависимости относительной неравномерности распределения температуры по длине заготовки от заглубления заготовки при 180 секундном нагреве;
фиг. 6 - линейный индуктор с разделенным магнитопроводом;
фиг. 7 - зависимости относительной неравномерности распределения температуры в заготовке от величины зазора в разделенном магнитопроводе индуктора d;
фиг. 8 - распределение тепловыделения по длине заготовки при отсутствии зазора в магнитопроводе (1) и при зазоре в разделенном магнитопроводе индуктора d=4 мм (2).
На фиг. 2 приведен общий вид предлагаемой полезной модели. Полезная модель содержит: магнитопровод индуктора 1, выполненный из шихтованной электротехнической стали; обмотку 2, катушки отдельных фаз которой уложены таким образом, что создают бегущие магнитные поля, перемещающиеся к центру (сбегающиеся), обеспечивающие нагрев заготовки 3 и создающие встречно направленные электромагнитные усилия.
Полезная модель работает следующим образом: в момент загрузки обрабатываемой заготовки 3 в рабочую зону индуктора 1 электромагнитные усилия, создаваемые левой и правой секциями обмотки 2, направлены навстречу друг другу, что обеспечивают самоцентрирование заготовки и удержание ее в рабочей зоне. При симметричном положении заготовки в индукторе результирующее электромагнитное усилие, создаваемое сбегающимися магнитными полями близко к нулю. Бегущие магнитные поля наводят в заготовке вихревые токи, что обеспечивает индукционный нагрев заготовки. После нагрева заготовки одна из секций обмотки может отключаться, что обеспечит выдачу заготовки из рабочей зоны в нужном направлении.
Встречно направленные бегущие магнитные поля могут быть созданы при различных способах укладки катушек трехфазных обмоток. Варианты трехфазных обмоток, создающих сбегающиеся магнитные поля (СБМП) показаны на фиг. 3 (варианты 3-8). Для сравнения на фиг. 3 показаны схемы обмоток, создающих пульсирующее магнитное поле (ПП - вариант 1) и бегущее магнитное поле (БМП), перемещающееся в одну сторону (вариант 2).
Для сопоставления вариантов индукционного нагрева в магнитных полях, создаваемых обмотками, приведенными в таблице, выполнены расчеты электромагнитных и тепловых процессов при нагреве алюминиевой заготовки сечением 100×15 мм при различном заглублении заготовки в индуктор ΔL. На фиг. 4 и 5 представлены зависимости максимальных колебаний температуры по длине заготовки δΘ (%) от заглубления ΔL. Цифры на графиках соответствуют номерам вариантов в таблице. Значения δΘ определялись по выражению:
δΘ=100×(Θmax-Θmin)/Θcp,
где Θmax, Θmin и Θcp - соответственно максимальное минимальное и среднее значения температуры по длине заготовки.
На фиг. 4 представлены зависимости, полученные через 30 секунд нагрева, а на фиг. 5 - через 180 сек. Как видно на фиг. 4 неравномерность распределения температуры по длине существенно зависит от заглубления заготовок в индуктор и для случаев ПП и БМП (варианты 1 и 2) может достигать 100%. При использовании встречно направленных БМП неравномерность нагрева существенно снижается. Лучший результат получен для варианта укладки обмоток 3, в котором трехфазная обмотка индуктора состоит из двух секций, занимающих левую и правую половины индуктора и создающих встречно направленные бегущие магнитные поля, и характеризуется зеркальным расположением катушек отдельных фаз относительно поперечной оси индуктора. В этом случае при Lз
По результатам исследований можно сделать вывод о том, что предлагаемое устройство индукционного нагрева, обеспечивающее создание встречно направленных (сбегающихся) бегущих магнитных полей, не только исключает явление саморазгрузки индуктора, но и обеспечивает уменьшение неравномерности нагрева по длине заготовок по сравнению с нагревом в пульсирующем или бегущем магнитных полях.
Дополнительное уменьшение неравномерности нагрева по длине заготовки достигается при разделении магнитопровода предлагаемого линейного индуктора на две части с возможностью регулирования зазора d в центральной зоне индуктора, как показано на фиг. 6.
Результаты исследования индуктора с разъемным магнитопроводом показаны на фиг. 7 и 8. На фиг. 7 видно, что колебания температуры по длине заготовки зависят от величины зазора d. Для исследованного линейного индуктора рационально устанавливать зазор d=4-5 мм, при котором достигаются минимальные значения отклонений температур (до 16% через 30 секунд нагрева и до 3,5% через 180 секунд). Распределения мощности тепловыделения для случаев d=0 и d=4 мм показаны на фиг. 8. Нетрудно видеть, что при наличии зазора d происходит выравнивание мощностей по длине заготовки.
Таким образом, по результатам исследований можно сделать выводы о преимуществах предлагаемой полезной модели перед известными устройствами:
при симметричном расположении заготовки в рабочей зоне электромагнитные усилия, создаваемые каждым из встречно бегущих магнитных полей, компенсируют друг друга, что исключает эффект саморазгрузки индуктора;
в линейном индукторе, трехфазная обмотка которого состоит из двух секций, занимающих левую и правую половины индуктора и создающих встречно направленные бегущие магнитные поля, и характеризуется зеркальным расположением катушек отдельных фаз относительно оси индуктора, обеспечивается симметричное относительно оси индуктора распределение мощности тепловыделения и наименьшая неравномерность нагрева заготовок по длине индуктора;
выполнение линейного индуктора, возбуждающего встречно направленные бегущие магнитные поля, с разъемным магнитопроводом при наличии зазора между левой и правой частями магнитопровода дополнительно снижает неравномерность нагрева заготовок.
Реферат
Полезная модель относится к области электротехники, а именно к индукционному нагреву изделий и заготовок из электропроводящего материала в бегущем магнитном поле и может быть использована для нагрева изделий перед обработкой давлением и для операций термообработки. Технический результат, предлагаемой полезной модели, заключается в устранении явления саморазгрузки индуктора и уменьшении неравномерности нагрева по длине заготовок. Достижение указанного результата обеспечивается тем, что в устройстве индукционного нагрева в бегущем магнитном поле, содержащем двухсторонний линейный индуктор, состоящий из магнитопровода и трехфазной обмотки, создающей бегущее магнитное поле, трехфазная обмотка индуктора выполнена из двух секций, создающих направленные к центру бегущие магнитные поля, катушки отдельных фаз которых расположены зеркально относительно поперечной оси индуктора, а магнитопровод индуктора выполнен разъемным с возможностью регулирования зазора между его левой и правой частями.
Комментарии