Нагреватель сосуда для нагрева жидкости и сосуд для нагрева жидкости - RU2401517C2
Код документа: RU2401517C2
Чертежи
















Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к электрическим нагревателям (нагревательным блокам), в состав которых входит резистивный нагревательный элемент и которые должны перекрывать отверстие, предусмотренное в основании резервуара для жидкости, имеющегося у сосудов для нагрева жидкости. Более конкретно, но не исключительно, изобретение относится к нагревателям для нагрева воды либо до температуры кипения, либо до более низкой температуры. Изобретение относится также к сосудам для нагрева жидкости, снабженным подобным нагревателем.
Уровень техники
Нагреватели, которые могут быть использованы для перекрывания отверстия в основании сосуда для нагрева жидкости (или в основании резервуара такого сосуда), получили название "скрытые нагреватели". Такие нагреватели, содержащие закрытый нагревательный элемент, расположенный с нижней стороны нагревателя, хорошо известны в промышленности. Относительно низкая стоимость установки и низкие эксплуатационные затраты на оборудование для изготовления и установки подобных нагревателей привели к тому, что в некоторых секторах рынка они заняли доминирующее положение.
Традиционная конструкция скрытого нагревателя предусматривает использование, по существу, плоской круглой пластины из нержавеющей стали толщиной, как правило, от 0,4 до 0,8 мм. Краям пластины придается соответствующая форма, чтобы обеспечить возможность герметичного крепления пластины в сосуде. В качестве примера такого выполнения можно указать периферийный канал, выполненный в качестве части системы герметизации Sure Seal согласно международной заявке WO 96/18331, поданной заявителем настоящего изобретения. При этом, однако, центральная, нагревающаяся часть пластины обычно выполняется плоской.
Затем к центральной плоской части пластины из нержавеющей стали снизу припаивается круглая алюминиевая пластина, известная как теплорассеивающая пластина. Теплорассеивающая пластина обычно имеет толщину от 1,5 мм до 3 мм. После этого на теплорассеивающую пластину припаивается закрытый трубчатый нагревательный элемент. Данный нагревательный элемент (именуемый также электронагревателем) представляет собой удлиненную изогнутую алюминиевую трубку, внутрь которой помещена намотанная в виде спирали резистивная проволока, запрессованная в оксид магния.
Теплорассеивающая пластина снабжается резьбовыми выступами, которые крепятся к ней или выполняются с ней как одно целое. Кроме того, на теплорассеивающей пластине закрепляются дискретные управляющие компоненты или блок управления. При этом термочувствительные исполнительные элементы, входящие в состав управляющих компонентов, устанавливаются в хорошем тепловом контакте с теплорассеивающей пластиной.
Теплорассеивающая пластина выполняет несколько функций. Во-первых, она способствует отводу тепла от нагревательного элемента, что необходимо для беспрепятственной работы нагревательного элемента в связи с низкой теплопроводностью пластины из нержавеющей стали. Кроме того, благодаря данной пластине до некоторой степени увеличивается тепловой поток, поступающий к воде. При этом еще более важно, что такое решение позволяет быстро подводить тепло к биметаллическим (или иным) термодатчикам в составе управляющих компонентов в случае, если сосуд включен без воды.
Во-вторых, теплорассеивающая пластина служит для установки блока управления или управляющих компонентов и для их жесткого крепления к нагревающейся пластине из нержавеющей стали.
В-третьих, наличие теплорассеивающей пластины предотвращает деформирование нагревающейся пластины во время припаивания к ней нагревательного элемента как следствие наличия разности температур по поверхности нагревающейся пластины в процессе ее охлаждения.
Однако заявитель настоящего изобретения пришел к выводу, что материальные затраты, связанные с использованием нагревающейся пластины из нержавеющей стали и теплорассеивающей пластины из алюминия, составляют существенную долю от общей стоимости скрытого нагревателя с закрытым нагревательным элементом.
Раскрытие изобретения
В связи с этим основная задача, на решение которой направлено настоящее изобретение, состоит в снижении затрат, обусловленных использованием нагревающейся пластины из нержавеющей стали и/или теплорассеивающей пластины.
В своем первом аспекте настоящее изобретение обеспечивает создание нагревателя сосуда для нагрева жидкости, содержащего нагревающуюся пластину из нержавеющей стали и нагревательный элемент, закрепленный или сформированный непосредственно на нижней стороне нагревающейся пластины. При этом нагревающаяся пластина имеет толщину, по существу, равную или меньшую 0,4 мм.
Предпочтительно, чтобы нагревающаяся пластина имела толщину, равную или меньшую 0,3 мм. Еще более предпочтительно, чтобы эта толщина равнялась, по существу, 0,2 мм.
Таким образом, специалистам в соответствующей области будет понятно, что согласно изобретению в качестве основания для нагревателя используется тонкая пластина из нержавеющей стали, не снабженная теплорассеивающей пластиной. Такое решение значительно сокращает материальные затраты, поскольку более тонкая нагревающаяся пластина имеет меньшую стоимость; кроме того, устраняются затраты, связанные со стоимостью алюминия для теплорассеивающей пластины.
Раньше специалисты данной отрасли полагали, что предложенное решение не является реализуемым с коммерческой точки зрения, поскольку подобному нагревателю обычного размера для электрочайников и устройств для приготовления различных напитков нельзя придать достаточную жесткость или внешний вид, который представлялся бы приемлемым для потребителей. В частности, одна из потенциальных проблем, вытекающая из отказа от алюминиевой теплорассеивающей пластины, заключалась в том, что в процессе припаивания нагревательного элемента возникает тенденция к деформациям нагревающейся пластины. Они приводят к нежелательному искажению формы и, следовательно, к совершенно неудовлетворительному внешнему виду изделия, так что нельзя ожидать, что оно будет принято потребителями. Аналогичное искажение формы, ухудшающее внешний вид, может возникнуть и в процессе пользования, особенно в случае включения сосуда на нагрев в сухом состоянии. При отсутствии теплорассеивающей пластины зона в месте припаивания нагревательного элемента будет нагреваться очень быстро, тогда как остальная часть нагревающейся пластины практически не будет нагреваться в связи с низкой теплопроводностью нержавеющей стали.
В связи с этим еще одной задачей, решаемой настоящим изобретением, является ослабление данной проблемы и придание нагревателю по изобретению дополнительных преимуществ.
В соответствии с первой группой предпочтительных вариантов изобретения нагревающаяся пластина снабжена конструктивным элементом, смещенным относительно нагревательного элемента в направлении ее центра и предназначенным для поглощения деформаций пластины в процессе ее изготовления. Заявителю удалось установить, что при снабжении нагревающейся пластины специальным элементом для поглощения деформаций (искажений формы) остальная часть пластины будет деформироваться в меньшей степени. Такое решение представляется новым и соответствующим изобретательскому уровню. Поэтому в своем втором аспекте настоящее изобретение обеспечивает создание электрического нагревателя, содержащего нагревающуюся пластину из нержавеющей стали, предназначенную для перекрывания отверстия в основании указанного сосуда, и нагревательный элемент, закрепленный или сформированный на нижней стороне нагревающейся пластины. Согласно изобретению указанная пластина снабжена конструктивным элементом, смещенным относительно нагревательного элемента в направлении ее центра и предназначенным для поглощения деформаций пластины в процессе ее изготовления или использования.
Заявителем установлено также, что искажения формы вследствие деформации нагревающейся пластины могут происходить различным образом. Например, искажение формы может быть обусловлено тепловым расширением в радиальном направлении (деформациями первого типа) и тепловым расширением в направлении по окружности (деформациями второго типа). Заявитель обнаружил при этом, что можно применять различные варианты конструктивных элементов для поглощения деформаций различных типов с целью снижения их влияния.
В соответствии с одним из примеров, ориентированных на деформации первого типа, указанный элемент для поглощения деформаций содержит канавку и/или отгибку, выступающую (выступающие) из средней плоскости нагревающейся пластины. Такое решение может просто обеспечивать поглощение радиальных деформаций за счет сжатия или растяжения в радиальном направлении по типу сильфона, не оказывающего заметного влияния на общий внешней вид нагревающейся пластины. Разумеется, может быть использована любая комбинация канавок и отгибок. Помимо того, что данное решение способствует поглощению деформаций, он обеспечивает также повышение жесткости нагревающейся пластины.
Согласно одной группе предпочтительных вариантов нагревающаяся пластина содержит кольцевой канал, смещенный относительно нагревательного элемента в направлении центра нагревающейся пластины. В конкретном предпочтительном варианте указанная пластина снабжена вертикальным участком, выступающим из нее вблизи нагревательного элемента и указанного канала.
Заявителю удалось также обнаружить, что жесткость нагревающейся пластины может быть усилена (при одновременном ослаблении влияния деформаций на внешний вид нагревателя) в случае, когда центральная часть нагревающейся пластины выполнена полностью криволинейной с постоянной или плавно изменяющейся кривизной и не имеющей горизонтальных участков. Такое решение частично вытекает из осознания того, что влияние деформации наиболее заметно на плоских поверхностях. В дополнение к этому кривизна поверхности пластины с выходом этой поверхности из плоскости, в которой пластина контактирует с нагревательным элементом, способствует также приданию пластине большей жесткости. Именно поэтому используется центральная часть с постоянной или плавно изменяющейся кривизной.
Предлагается целый ряд конструкций, обладающих данной особенностью. Любая из этих конструкций может рассматриваться как новая и соответствующая изобретательскому уровню. В предпочтительной группе вариантов изобретения центральная часть имеет, по существу, куполообразную форму, предпочтительно выпуклую при наблюдении со стороны пластины, обращенной к жидкости. Кроме того, на периферии куполообразной части предпочтительно выполнен канал путем придания скачкообразного изменения профилю пластины в вертикальной плоскости.
В других вариантах нагревающейся пластине придается форма, близкая к части поверхности тора. Другими словами, в сечении вертикальной плоскостью поверхность нагревающейся пластины характеризуется максимальным или минимальным расстоянием от средней горизонтальной плоскости, проходящей примерно на середине длины каждого радиуса.
Такое решение также рассматривается в качестве нового и соответствующего изобретательскому уровню. Поэтому в еще одном своем аспекте изобретение обеспечивает создание электрического нагревателя сосуда для нагрева жидкости, содержащего нагревающуюся пластину из нержавеющей стали, предназначенную для перекрывания отверстия в основании указанного сосуда, и резистивный нагревательный элемент, закрепленный или сформированный на нижней стороне нагревающейся пластины. Нагревающейся пластине при этом придана форма, близкая к части поверхности тора.
Благодаря использованию указанной торической формы центр нагревателя будет приподнят или опущен относительно уровня средней части нагревающейся пластины. В предпочтительном варианте центр приподнят - это означает, что профиль пластины соответствует нижней части тора. Центральный участок может быть, по существу, плоским, однако он имеет предпочтительно коническую или куполообразную форму. Было обнаружено, что такое выполнение способствует усилению циркуляции жидкости в сосуде. Более конкретно заявитель установил, что желательно выполнить верхнюю поверхность нагревающейся пластины соответствующей естественной траектории конвекционного течения воды во время нагрева. Когда традиционный скрытый нагревательный элемент крепится в периферийной зоне плоской пластины, находящаяся над ним вода будет нагреваться и подниматься в виде столба, поскольку будет приобретать меньшую плотность. Это приведет к формированию потоков воды с обеих сторон, причем эти потоки будут встречаться над нагревательным элементом. Далее вода будет подниматься вверх и снова опускаться вниз, как правило, по центральной части сосуда до тех пор, пока она не соприкоснется с пластиной, которая отклонит ее вправо или влево. Подобная траектория и особенно встречные течения, которые смешиваются друг с другом, в общем случае будут проявлять тенденцию к образованию застойных зон непосредственно над нагревательным элементом и над центром пластины, где движение воды будет минимальным. Застойные зоны в первом случае нежелательны потому, что их наличие усиливает тенденцию к локальному пузырьковому кипению, приводящему к генерированию шумов. Во втором случае наличие таких зон ограничивает точность, с которой температура воды в области над центральной частью нагревающейся пластины может быть определена с помощью термодатчика.
Однако заявителю удалось установить, что вышеупомянутая форма в виде части тора и особенно наличие центрального конуса или купола усиливает циркуляцию воды за счет ослабления тенденции к образованию застойных зон. В предпочтительном варианте, как уже упоминалось, контур нагревающейся пластины выполнен в соответствии с естественной траекторией конвекционного течения воды над пластиной.
При этом коническая или куполообразная форма центральной части также рассматривается как новая и соответствующая изобретательскому уровню. Следовательно, в одном из своих аспектов изобретение обеспечивает создание электрического нагревателя сосуда для нагрева жидкости, содержащего нагревающуюся пластину из нержавеющей стали для перекрывания отверстия в основании сосуда и нагревательный элемент, закрепленный или сформированный на нижней стороне нагревающейся пластины, дискретная центральная часть которой имеет коническую или куполообразную форму.
Когда согласно изобретению центральная часть выполнена приподнятой, т.е. имеет коническую или куполообразную форму, целесообразно придать этой части вращательную симметрию, другими словами, выполнить ее круглой в горизонтальном сечении (хотя данный признак и не является обязательным). Однако в случае выбора такой формы предпочтительно, чтобы теплопроводящий компонент был прикреплен к нижней стороне нагревающейся пластины, в частности, путем пайки, с использованием кольцевой контактной зоны. Такое решение является эффективным, поскольку оно позволяет переносить температуру воды через теплопроводящий компонент на термодатчик, выполненный, например, в форме биметаллической детали в составе блока управления. При этом кольцевая форма данной зоны минимизирует визуально различимое влияние, оказываемое припаиванием на теплопроводящий компонент.
Следует отметить, что даже если приподнятая центральная часть обладает вращательной симметрией, остальная часть нагревателя может не иметь этого свойства.
В предпочтительном варианте описанный выше теплопроводящий компонент изготовлен, в основном, из стали, предпочтительно из мягкой стали. Одно из отмеченных заявителем преимуществ стали над алюминием, который обычно служит подложкой для установки блока управления, заключается в том, что сталь обладает большей упругостью и благодаря этому из нее могут быть сформованы простые фиксаторы для блока управления, такие как упругие отгибки, лапки или зажимы.
Сталь, из которой изготовлен теплопроводящий компонент, может не иметь покрытия. Однако предпочтительно снабдить ее покрытием, например, на основе цинка. В предпочтительных вариантах данный компонент изготавливается из имеющегося в продаже материала ZintecTM.
Желательно также, чтобы теплопроводящий компонент служил для установки или был выполнен с возможностью установки на него одного или более управляющих компонентов, например, образующих блок управления. Кроме того, желательно, чтобы данный компонент находился в хорошем тепловом контакте с нагревательным элементом.
Единственный теплопроводящий компонент может охватывать нагреватель или, по меньшей мере, проходить по всему диаметру нагревателя, вплоть до нагревательного элемента, т.е. служить для нагревателя несущей структурой. Однако предпочтительно, чтобы теплопроводящий компонент содержал тепловой мостик между нагревательным элементом и термодатчиком. При этом в качестве такого термодатчика может использоваться термочувствительный исполнительный элемент, находящийся в хорошем тепловом контакте с тепловым мостиком. В предпочтительном варианте имеются два таких тепловых мостика. Единственный или каждый тепловой мостик может быть припаян, защелкнут или иным образом зафиксирован на нагревательном элементе. В предпочтительном варианте единственный или каждый тепловой мостик может быть зафиксирован относительно нагревательного элемента посредством своей отгибки, зажимаемой между нагревательным элементом и нагревающейся пластиной. Такое решение упрощает изготовление и обеспечивает хороший тепловой контакт между нагревательным элементом и тепловым мостиком.
В других вариантах жесткость тонкой нагревающейся пластины и способность скрыть заметное искажение ее формы в процессе пайки в случаях, когда алюминиевая теплорассеивающая пластина не применяется, могут быть улучшены путем придания нагревающейся пластине профиля, имеющего несколько криволинейных участков. Каждый такой участок, а также переход (переходы) между ними предназначены как для усиления нагревающейся пластины, так и для того, чтобы скрыть искажения ее формы.
Такое решение представляется новым и соответствующим изобретательскому уровню. В связи с этим в еще одном своем аспекте изобретение обеспечивает создание электрического нагревателя сосуда для нагрева жидкости, содержащего нагревающуюся пластину из нержавеющей стали для перекрывания отверстия в основании сосуда и нагревательный элемент, закрепленный или сформированный на нижней стороне нагревающейся пластины. При этом профиль той части нагревающейся пластины, которая смещена относительно нагревательного элемента в направлении ее центра, имеет, по меньшей мере, два криволинейных участка с различной кривизной.
Нагревающаяся пластина может иметь плавный криволинейный профиль; альтернативно, данный профиль может содержать один или более ступенчатых участков. Действительно, было обнаружено, что ступенчатый участок может действовать аналогично криволинейным участкам. Поэтому в своем очередном аспекте изобретение обеспечивает создание электрического нагревателя сосуда для нагрева жидкости, содержащего нагревающуюся пластину из нержавеющей стали для перекрывания отверстия в основании сосуда и нагревательный элемент, закрепленный или сформированный на нижней стороне нагревающейся пластины. Профиль той части нагревающейся пластины, которая смещена относительно нагревательного элемента в направлении ее центра, имеет, по меньшей мере, один ступенчатый участок и один криволинейный участок.
Необходимо отметить, что наличие на профиле нагревающейся пластины ступенчатого участка и криволинейного участка или двух криволинейных участков различной кривизны - это предпочтительные признаки изобретения, которые могут быть реализованы и в ранее рассмотренных вариантах изобретения.
Для того чтобы уменьшить влияние деформаций второго типа, желательно в качестве конструктивного элемента для поглощения деформаций использовать участок на нагревающейся пластине, который ориентирован в направлении по окружности и выполнен приподнятым или пониженным. Другими словами, желательно, чтобы профиль нагревающейся пластины в направлении по окружности включал локальные подъемы или впадины. Заявитель обнаружил, что такой участок или такие участки могут служить для того, чтобы поглощать или скрывать деформации в направлении по окружности за счет того, что они способны сжиматься или растягиваться в указанном направлении. В результате будет иметь место незначительное увеличение (и/или уменьшение) высоты данных приподнятых и пониженных участков без заметного изменения общего вида нагревающейся пластины. Разумеется, может быть использована любая комбинация приподнятых и/или пониженных участков, которые пространственно распределены в направлении по окружности на поверхности нагревающейся пластины.
Такое решение представляется новым и соответствующим изобретательскому уровню. В связи с этим в одном из своих аспектов изобретение обеспечивает создание электрического нагревателя сосуда для нагрева жидкости, содержащего нагревающуюся пластину из нержавеющей стали для перекрывания отверстия в основании сосуда и нагревательный элемент, закрепленный или сформированный на нижней стороне нагревающейся пластины, при этом профиль нагревающейся пластины в направлении по окружности содержит, по меньшей мере, один приподнятый или пониженный участок.
Предлагаемое введение локальных выступов и впадин способствует не только поглощению деформаций второго типа, но и повышению жесткости нагревающейся пластины.
Приподнятые и/или пониженные участки могут быть сосредоточены в ограниченной по радиусу полосе нагревающейся пластины. Однако в предпочтительном варианте они имеют контур, высота которого уменьшается по радиусу нагревающейся пластины, т.е. выполнены аналогично спицам.
В предпочтительном варианте профиль нагревающейся пластины в направлении по окружности содержит, по меньшей мере, один приподнятый и один пониженный участки.
Причины, по которым наличие приподнятых или пониженных участков является полезным, приведены выше. Кроме того, в этой связи нагревательный элемент также целесообразно снабдить приподнятым участком, расположенным вблизи термодатчика, поскольку при таком исполнении в случае работы нагревателя при отсутствии жидкости зона расположения термодатчика будет нагреваться быстрее. В результате термодатчик, расположенный в зоне наибольшего нагрева, максимально быстро обнаружит перегрев нагревательного элемента и отключит или уменьшит мощность, подаваемую на данный элемент. По этой же причине целесообразно снабдить нагревательный элемент пониженным участком в области, удаленной от термодатчика, для того, чтобы эта область нагревалась в меньшей степени, в том числе когда при нагреве сосуда он расположен под небольшим углом таким образом, что его часть, соответствующая пониженному участку нагревательного элемента, находится выше, чем другие его части.
Таким образом, согласно некоторым предпочтительным вариантам осуществления изобретения желательно, чтобы нагревательный элемент был снабжен приподнятым участком и/или пониженным участком, расположенным (расположенными) в соответствии с положением приподнятого участка и/или пониженного участка на нагревающейся пластине, которая находится над нагревательным элементом.
Применительно к данной группе вариантов желательно также, чтобы профиль нагревающейся пластины в направлении по окружности содержал два приподнятых участка. Эти участки предпочтительно расположить диаметрально противоположно. Поэтому, если жидкость в сосуде начинает полностью выкипать, когда сосуд функционирует при наличии небольшого наклона, один из этих двух участков будет нагреваться в первую очередь. Тем самым гарантируется, что реакция на перегрев при наличии наклона нагревателя не будет замедленной по сравнению с его реакцией при горизонтальном расположении нагревающейся пластины. Более того, для большинства вариантов наклона эта реакция будет более быстрой. Желательно также, чтобы в вариантах рассматриваемой группы профиль нагревающейся пластины в направлении по окружности содержал два пониженных участка, предпочтительно расположенных диаметрально противоположно. Такое решение способствует улучшению характеристик нагревателя, когда он функционирует в наклонном положении, поскольку пониженные участки могут быть расположены на удалении от термодатчиков, где их наличие будет препятствовать перегреву пониженных участков нагревательного элемента до тех пор, пока термодатчики не прекратят подачу питания и тем самым не устранят полностью опасность перегрева.
В наиболее предпочтительных вариантах профиль нагревающейся пластины в направлении по окружности содержит два приподнятых участка и два пониженных участка. Желательно, чтобы эти участки чередовались в направлении по окружности. Согласно одному из вариантов пониженные участки расположены посередине между приподнятыми участками. Другими словами, приподнятые участки и пониженные участки располагаются поочередно, с взаимным смещением на 90°. Такое расположение обеспечивает оптимальную защиту от перегрева в наименее благоприятном случае, когда сосуд наклонен вокруг оси, соединяющей два приподнятых участка.
При этом приподнятые или пониженные участки на нагревающейся пластине необязательно должны совпадать с аналогичными участками на нагревательном элементе. Например, эти участки на пластине могут быть смещены относительно нагревательного элемента к центру пластины. Таким образом, нагревательный элемент может быть выполнен и без приподнятых и пониженных участков. Например, он может быть выполнен, по существу, плоским или иметь небольшой наклон в направлении термодатчика (термодатчиков).
Следует также отметить желательность того, чтобы рассмотренные варианты содержали некоторые из перечисленных далее признаков или любые их комбинации. Предлагается, в частности, чтобы нагревающаяся пластина имела толщину, по существу, равную или меньшую 0,4 мм, предпочтительно равную или меньшую 0,3 мм. Наиболее предпочтительной представляется толщина, равная 0,2 мм. При этом нагревающуюся пластину целесообразно выполнить из нержавеющей стали. Нагреватель предпочтительно выполнен с возможностью нагревания воды до кипения, а его нагревающаяся пластина выполнена круглой. Мощность нагревательного элемента может быть выбрана в интервале 900-3000 Вт, предпочтительно 2-3 кВт. В состав нагревателя входит опорная скоба, предпочтительно выполняемая из стали, желательно с покрытием из цинка. Эта скоба располагается поперек нагревающейся пластины и прикрепляется к ней.
Диаметр нагревающейся пластины предпочтительно выбирается в интервале 80-300 мм, предпочтительно в интервале 100-250 мм. Еще более предпочтительным представляется интервал 120-220 мм, а самым предпочтительным - 170-210 мм. Рассматривая выбор размеров в другом аспекте, желательно, чтобы толщина нагревающейся пластины составляла менее 0,5% от ее диаметра, предпочтительно менее 0,3% и наиболее предпочтительно менее 0,2% от ее диаметра.
В соответствии с настоящим изобретением нагревательный элемент формируется непосредственно на нижней стороне нагревающейся пластины или устанавливается на этой стороне. Во многих случаях предпочтительным представляется применение обычного закрытого нагревательного элемента. Однако в некоторых вариантах нагревательный элемент может содержать резистивную проволоку, запрессованную в изолирующий материал внутри канала, сформированного непосредственно в нижней стороне нагревающейся пластины, на которую установлена соответствующая покрывающая деталь. Подобные конструкции описаны более подробно в международной заявке WO 00/13561.
Хотя при рассмотрении вышеописанных вариантов был упомянут только единственный нагревательный элемент, возможно также использование дополнительных нагревательных элементов. В частности, может иметься отдельный нагревательный элемент для поддержания жидкости в теплом состоянии.
Хотя, по меньшей мере, некоторые из описанных вариантов изобретения обеспечивают возможность успешного изготовления нагревателя без применения теплорассеивающей пластины, настоящее изобретение не ограничивается нагревателями, не имеющими такой пластины или аналогичного компонента. Например, некоторые из преимуществ настоящего изобретения могут быть реализованы и при наличии более тонкого или меньшего по размерам теплорассеивающего элемента или аналогичного элемента, изготовленного из более дешевого материала. Другими словами, использование некоторых из отличительных признаков настоящего изобретения целесообразно даже в случае использования традиционной теплорассеивающей пластины. В частности, представляется, что даже при наличии теплорассеивающей пластины ранее никому не удавалось успешно применять нагревательную пластину столь малой толщины (0,2-0,3 мм).
Все индивидуальные признаки изобретения, рассмотренные выше, могут применяться, без выхода за пределы изобретения, в любых комбинациях, за исключением случаев, когда эти признаки являются взаимоисключающими.
Краткое описание чертежей
Далее, только в качестве примеров, со ссылками на прилагаемые чертежи, будут описаны некоторые из предпочтительных вариантов осуществления изобретения.
Фиг.1 соответствует схематичному изображению закрытого нагревательного элемента, выполненного в соответствии с первым вариантом.
На фиг.2 представлено схематичное изображение нагревающейся пластины, на которую может быть установлен нагревательный элемент по фиг.1.
На фиг.3 схематично показана опорная скоба для использования совместно с первым вариантом нагревателя.
На фиг.4, в перспективном изображении, в разрезе, показаны нагревающаяся пластина и опорная скоба при отсутствующем нагревательном элементе.
На фиг.5, на виде снизу, показаны нагреватель и опорная скоба, соответствующие другому варианту изобретения.
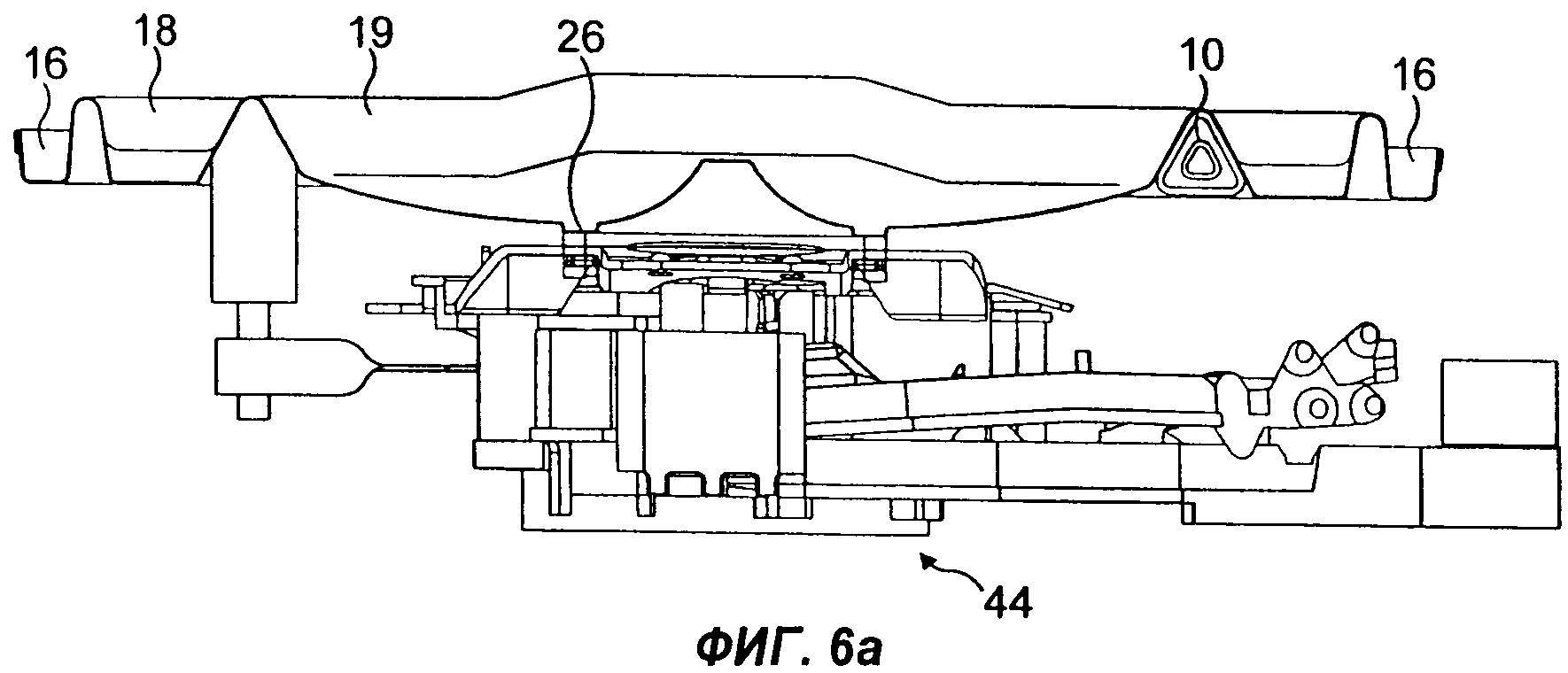
На фиг.6а и 6b, в разрезе, на виде снизу, представлен нагревательный блок, включающий в себя блок управления.
На фиг.7а и 7b, соответственно в разрезе и на виде снизу, представлен нагреватель в соответствии со вторым вариантом осуществления изобретения.
На фиг.8, на виде снизу, показана нагревающаяся пластина согласно еще одному варианту изобретения.
На фиг.9, на виде сверху, показана нагревающаяся пластина согласно другому варианту изобретения.
Фиг.10 соответствует перспективному изображению еще одного варианта нагревающейся пластины.
На фиг.11 нагревающаяся пластина по фиг.10 изображена в разрезе, на виде снизу.
На фиг.12 нагревающаяся пластина по фиг.10 изображена, в разрезе, на виде снизу, с закрепленным на ней закрытым нагревательным элементом.
Фиг.13 - это перспективное изображение нагревательного элемента с неизображенной нагревающейся пластиной.
На фиг.14 представлен еще один вариант нагревателя по изобретению, имеющий пространственно разделенные тепловые мостики.
На фиг.15 нагреватель по фиг.14 изображен в разрезе.
На фиг.16 нагреватель изображен в разрезе, аналогичном разрезу, использованному на фиг.15, но при снятых тепловых мостиках.
Осуществление изобретения
На фиг.1 представлен закрытый нагревательный элемент 2, выполненный согласно первому варианту изобретения, перед тем, как он будет прикреплен к нижней стороне нагревающейся пластины. По существу, нагревательный элемент изготавливается по традиционной технологии путем ввода спирали из никель-хромовой резистивной проволоки в металлическую трубку и заполнения свободного пространства трубки оксидом магния для обеспечения теплопроводности и электрической изоляции. Однако нагревательный элемент, представленный на фиг.1, обладает также некоторыми новыми признаками. Во-первых, в соответствии с одним из аспектов изобретения наружная трубчатая оболочка нагревательного элемента выполнена из соответствующей мягкой стали, а не из алюминия, традиционно используемого для этой цели.
Во-вторых, поперечное сечение трубчатой оболочки 4 на большей части ее длины не является круглым; скорее оно имеет треугольную форму с вершиной, соответствующей верхней части оболочки, которая расположена наиболее близко к жидкости, в частности к воде. В-третьих, нагревающаяся часть нагревательного элемента 2 не расположена полностью на одной высоте. Действительно, у нее имеются два приподнятых вверх участка 8, расположенных диаметрально противоположно друг другу и смещенных примерно на 90° относительно холодных концевых выводов 10.
При этом можно видеть, что холодные выводы 10 не имеют традиционной подковообразной формы. Вместо этого, в рассматриваемом варианте нагревающаяся часть нагревательного элемента 2 охватывает почти 360°, тогда как оба конца 12 данного элемента касаются друг друга. При этом холодные выводы 10 отогнуты примерно на 90° относительно плоскости нагревающейся части, т.е. направлены вниз относительно этой плоскости.
Схематично вид нагревающейся пластины, к которой должен прикрепляться нагревательный элемент 2, представлен на фиг.2. Более подробно данная пластина показана на фиг.4, 6а и 7а. Первое общее представление от нагревающейся пластины 14 заключается в том, что она почти не имеет плоских участков. Нагревающаяся пластина 14, как и традиционные пластины, изготовлена из нержавеющей стали; однако ее толщина, в отличие от обычного значения, соответствующего 0,4-0,8 мм, составляет только 0,2-0,3 мм. Кроме того, как это особенно хорошо видно из фиг.6а, в данном случае отсутствует теплорассеивающая пластина из алюминия толщиной в несколько миллиметров, которая в обычных скрытых нагревателях крепится к нижней стороне нагревающейся пластины. При этом согласно изобретению вообще не используется никакого элемента традиционного типа с функциями рассеивания тепла.
Вдоль краев нагревающейся пластины расположен открытый кверху периферийный канал 16 для закрепления пластины с защелкиванием на выступающем вниз краю стенки сосуда. Как яснее всего показано на фиг.4, верхний край наружной стенки канала 16 не имеет простой формы, которая характерна для пластины в системе герметизации нагревателей Sure SealTM, но снабжен отгибкой 17. Это придает ему повышенную жесткость для того, чтобы скомпенсировать снижение прочности, обусловленное применением для изготовления нагревающейся пластины тонкого листа нержавеющей стали. Внутренняя стенка канала 16 доходит до плавного изгиба 18, который является общим признаком пластин нагревателя, использующих систему герметизации Sure SealTM. Однако, в отличие от традиционных пластин, та часть нагревающейся пластины, которая расположена с внутренней стороны изгиба 18, снабжена еще одним изгибом 19, который имеет форму, согласованную с формой нагревательного элемента 2 по фиг.1. Соответственно, данный изгиб имеет, по существу, треугольное поперечное сечение с вершиной, обращенной вверх. Кроме того, у данного изгиба также имеются два приподнятых участка 20, предназначенные для ввода в них приподнятых участков 8 нагревательного элемента. Как можно видеть из фиг.6а, оба изгиба 18, 19, за исключением приподнятых участков 20, имеют примерно одинаковую высоту.
С внутренней стороны изгиба 19 расположена тарельчатая часть 22 нагревающейся пластины 14. Однако в отличие от участков обычной тарельчатой формы, данная часть 22 снабжена обращенным вверх коническим выступом 24, расположенным в ее центральной области. Как следствие, поверхность пластины 14 с внутренней стороны изгиба 19 имеет форму, близкую к форме нижней части поверхности тора. По периметру основания центрального конического выступа 24 имеется кольцевое углубление (канал) 26, назначение которого будет объяснено позднее.
Таким образом, из рассмотрения фиг.2, 4, 6а и 7а можно видеть, что нагревающаяся пластина 14 имеет несколько участков (в том числе изгибы 18, 19, тарельчатую часть 22 и центральный конический выступ 24) различной кривизны. Кроме того, эта пластина имеет ступенчатые участки, например обращенную вовнутрь стенку наружного изгиба 18, а также кольцевое углубление 26 вокруг центрального конического выступа 24. Комбинация участков различной кривизны, а также криволинейных участков со ступенчатыми участками увеличивает жесткость нагревающейся пластины и, кроме того, помогает ослабить влияние деформаций, возникающих в процессе пайки.
На фиг.3 схематично представлена опорная скоба 28, которая закрепляется на нижней поверхности сборки нагревательный элемент 2 - пластина 14. Связь опорной скобы 28 с другими элементами нагревателя будет пояснена далее со ссылками на другие чертежи. Однако ее основные особенности будут понятны из фиг.3. На виде в плане опорная скоба имеет приблизительно прямоугольную форму, причем оба ее конца отогнуты вверх с образованием пары пространственно разделенных фланцев 30. В нижней центральной части опорной скобы 28 имеется круглое центральное отверстие 32, окруженное слегка приподнятой плоской кольцевой зоной 34. Три лапки 36 вырезаны из плоской поверхности опорной скобы и отогнуты из этой плоскости с образованием держателей блока управления.
Далее, со ссылками на фиг.5, 6а, 6b, 7а и 7b, будет описано изготовление нагревателя. При этом следует отметить, что форма опорной скобы в данном варианте слегка отличается от показанной на фиг.3 при сохранении, однако, всех ее основных особенностей.
Первым изготавливается нагревательный элемент 2. Для этого используется заготовка в виде прямой трубки круглого сечения с внешним диаметром 8,8 мм из мягкой стали, на которую нанесено тонкослойное покрытие из меди. После этого через центральное отверстие трубки протягивают спираль из никель-хромовой резистивной проволоки. Затем это отверстие заполняют оксидом магния до получения плотности, составляющей в типичном случае 2,3 г/см3. Далее трубку прокатывают в вальцах, уменьшая ее наружный диаметр в типичном случае примерно до 8,0 мм и увеличивая тем самым плотность оксида магния примерно до 3,0-3,2 г/см3. После этого отгибают холодные концы трубки примерно на 90° и придают ей форму окружности с диаметром, составляющим в типичном случае около 100 мм. При этом в процессе гибки трубки не происходит ее сжатия по внутреннему диаметру, но имеет место растяжение по наружному диаметру. Это приводит к микротрещинам в уплотненном оксиде магния. Как следствие, возникает необходимость его повторного уплотнения. На заключительном этапе производится придание нагревательному элементу треугольного профиля на большей части его длины. Холодные концы 12 удерживаются вместе с помощью обвязки или зажима для того, чтобы их можно было скрепить в процессе пайки.
Нагревающуюся пластину 14 формируют из листа нержавеющей стали толщиной 0,4 мм или менее. Путем формования на соответствующем оборудовании ей придают профиль, показанный на фиг.2. Затем пластину переворачивают и на внутреннюю поверхность изгиба 19 наносят соответствующий припой, после чего внутрь этого изгиба помещают нагревательный элемент 2. Припой может быть чисто медным и не содержать серебра, как это будет пояснено далее.
На следующем этапе устанавливают опорную скобу 42. Как уже упоминалось, она слегка отличается от опорной скобы, показанной на фиг 3. Опорная скоба штампуется из мягкой стали толщиной примерно 0,8-1,2 мм с покрытием из цинка. У нее имеется плоская центральная часть и два наружных фланца 38, 40, расположенных по ее концам. Наружные фланцы 38, 40 параллельны центральной части опорной скобы, но смещены относительно нее в вертикальном направлении. На каждом углу центральной части имеется упругий зажим 36, отогнутый из плоскости опорной скобы. В центре центральной части имеется круглое отверстие, ограниченное кольцевой зоной 34. Видно, что стальная опорная скоба 42 расположена вдоль всего диаметра нагревающейся пластины 14 между двумя ее точками, смещенными примерно на 90° относительно холодных выводов 10. Таким образом, опорная скоба будет проходить под приподнятыми участками 8, 20 нагревательного элемента и пластины.
На наружные фланцы 38, 40 опорной скобы 42 (см. фиг.7), а также на кольцевую зону 34, охватывающую центральное отверстие 32, выполненное в указанной скобе, наносят дополнительное количество припоя. Затем опорную скобу устанавливают сверху на нагревательный элемент 2 и на дно канала 16, как это показано на фиг.5. При этом она находится между концами 12 нагревательного элемента.
После этого вся описанная сборка может быть установлена (на опорном кольце из керамики или нержавеющей стали) в паяльную печь. Поскольку нагревающаяся пластина 14, оболочка 4 нагревательного элемента и опорная скоба 42 представляют собой стальные компоненты, их пайка может производиться при температуре около 1050°С в печи с восстановительной атмосферой без использования паяльного флюса. Указанная температура намного превышает максимально возможную температуру для случая, когда среди припаиваемых компонентов имеются компоненты из алюминия (ограничивающие температуру пайки до примерно 600°С). Отсутствие паяльного флюса устраняет необходимость отводить выделяемые газы, которые, как правило, образуются в случае его использования. Восстановительная атмосфера позволяет использовать припои, не содержащие серебра. Кроме того, она обеспечивает важное преимущество, состоящее в том, что нагревающаяся пластина после пайки остается чистой. В результате отпадает необходимость в последующей операции полирования, что существенно сокращает производственные затраты и длительность процесса изготовления.
Нагревающаяся пластина 14 изготавливается из очень тонкого листа нержавеющей стали, причем отсутствие на ее нижней стороне теплорассеивающей пластины значительной и однородной толщины означает, что нагревающаяся пластина может деформироваться в процессе ее охлаждения после пайки. Более конкретно тонкая пластина 14 будет охлаждаться сравнительно быстро, тогда как охлаждение нагревательного элемента 2 займет намного больше времени. По мере того, как нагревательный элемент 2 охлаждается и соответственно уменьшается в размерах, он будет создавать усилие сжатия, действующее на уже остывшую нагревающуюся пластину, деформируя ее (т.е. искажая ее форму). В традиционных скрытых нагревателях теплорассеивающая пластина предотвратила бы эту деформацию, нейтрализуя тепловые дифференциалы.
В соответствии с предпочтительными вариантами изобретения данная деформация до некоторой степени нейтрализуется за счет придания профилю пластины различных изгибов и криволинейных участков, которые повышают жесткость пластины по сравнению с плоскими пластинами. Тем не менее, какая-то деформация все же неизбежно будет иметь место. С наибольшей вероятностью деформироваться будут те участки нагревающейся пластины 14, которые подвергаются в процессе пайки действию наибольших температурных дифференциалов, а также те участки, которые находятся в контакте с нагревательным элементом 2 и с опорной скобой 42. Следовательно, искажения формы наиболее вероятны в области изгибов 18, 19 и кольцевого углубления 26. Однако конструкция пластины 14 такова, что любое искажение формы в названных или в каких-либо других зонах с большой вероятностью не проявится в явном виде. Например, деформация в области наружного изгиба 18 будет, скорее всего, проявляться внутри периферийного канала 16 или в углублении, образованном между двумя изгибами 18, 19. Поэтому маловероятно, чтобы указанная деформация могла быть замечена пользователем, заглядывающим внутрь сосуда, снабженного описываемым нагревателем. Деформация второго типа вокруг изгиба 19 будет скрыта приподнятыми участками 20. Аналогичным образом радиальная деформация вокруг кольцевого углубления 26 будет скрыта четко выраженными краями этого углубления. Действительно, кольцевая симметрия зоны контакта между опорной скобой 42 и нагревающейся пластиной означает, что деформация с наибольшей вероятностью также будет обладать кольцевой симметрией. Поэтому, даже если эта деформация и будет визуально обнаружимой, она будет казаться предусмотренной конструкцией нагревателя.
Помимо того, что повышение жесткости нагревающейся пластины 14 достигается приданием ей описанного профиля, дополнительный существенный вклад в придание нагревателю большей прочности обеспечивается за счет свойств самого нагревательного элемента 2. Действительно, поскольку его концы 12 припаяны друг к другу, он приобретает жесткость законченного кольца. Разумеется, жесткость конструкции нагревателя обеспечивается также за счет опорной скобы 42. В частности, поскольку в рассматриваемом варианте опорная скоба 42 доходит до краев нагревающейся пластины 14, той части пластины, которая выступает наружу за нагревательный элемент и которая могла бы быть менее прочной, чем ее остальная часть, сообщается дополнительная жесткость. Такое решение становится особо эффективным в случае, когда нагревающаяся пластина имеет существенно больший диаметр, чем нагревательный элемент (в частности, в чайниках традиционной формы).
После того, как операция пайки компонентов нагревателя завершена и он охладился до нормальной температуры, может быть произведена установка блока 44 управления. Этот блок закрепляется с защелкиванием на опорной скобе 42 посредством четырех упругих лапок 36, отогнутых от плоскости средней части опорной скобы и входящих в соответствующие вырезы в монтажной плате 46 блока управления. Альтернативный вариант предусматривает защелкивание лапок 36 за края монтажной платы 46.
Блок 44 представляет собой вариант стандартного блока управления серии U, выпускаемой заявителем настоящего изобретения. Его единственное существенное отличие заключается в том, что питание от блока 44 управления на нагревательный элемент подается через пару контактных элементов 48, которые присоединены посредством электрической контактной сварки непосредственно к холодным выводам 10. Возможность такого решения облегчается высокой точностью установки, достигаемой в рассмотренной конструкции. Более конкретно монтажная плата 46 блока управления очень точно согласуется по положению с трубкой 4 нагревательного элемента благодаря использованию опорной скобы 42. Точность установки устраняет необходимость в соединительных проводах, лепестковых контактах и т. д. Однако, если это представляется желательным, подобные элементы также могут быть использованы.
Две биметаллические детали, входящие в состав блока 44 управления, будут находиться в контакте с плоской центральной частью опорной скобы 42 (положение этих деталей в собранном нагревателе обозначено на фиг.5 в виде штриховых окружностей 50). Должно быть понятно, что нагрев биметаллических деталей будет происходить через опорную скобу 42 как непосредственно от нагревательного элемента 2 через ту пару наружных фланцев 40, которая расположена ближе к центру скобы, так и от воды в сосуде через кольцевую контактную область 26, 34 между опорной скобой и нагревающейся пластиной. Однако, в зависимости от типа операций, на которые рассчитан нагреватель, в опорной скобе 42 могут быть выполнены ограничивающие вырезы, изменяющие относительное влияние нагревательного элемента 2 и воды в сосуде на температуру биметаллических деталей. Например, при наличии серповидных вырезов 52 (обозначенных на фиг.5 штриховыми линиями), которые расположены между биметаллическими деталями 50 и кольцевой контактной областью 26, 34 между опорной скобой 42 и нагревающейся пластиной, можно добиться того, что доминирующее влияние на биметаллические детали будет оказывать температура нагревательного элемента.
Обеспечить такое доминирующее влияние со стороны нагревательного элемента представляется желательным для того, чтобы обеспечить возможность быстрого обнаружения перегрева нагревательного элемента и, как следствие, прекращения подачи на него питания. С учетом изложенного будет понятным и назначение приподнятых участков 8, 20 нагревательного элемента и нагревающейся пластины. Если вода в сосуде начнет выкипать (например, из-за сбоя в функционировании устройства, предназначенного для обнаружения кипения), приподнятые участки 20 первыми подвергнутся дополнительному нагреву, так что быстрое повышение температуры будет иметь место именно для этих участков. Данные участки расположены непосредственно над опорной скобой 42 и, более конкретно, над той ее областью 40, которая находится в контакте с нагревательным элементом 2. Поэтому указанное повышение температуры будет быстро воспринято биметаллическими деталями, в результате чего они сработают и прервут питание нагревательного элемента 2.
Благодаря тому, что два приподнятых участка расположены диаметрально противоположно, описанная операция, обеспечивающая безопасность работы, не будет чувствительна к небольшим наклонам сосуда. Другими словами, имеется возможность предусмотреть наличие двух независимых, пространственно разделенных механизмов защиты от перегрева, которые соответствуют всем стандартам безопасности, причем каждый из этих механизмов дублирует друг друга. Даже в самом неблагоприятном из возможных случаев, когда сосуд наклонен вокруг оси, соединяющей два участка 20, они нагреются столь же быстро, как и единственный центральный участок (если бы он имелся). Во всех других случаях один или другой участок будет нагреваться быстрее.
Другое преимущество, которое может быть достигнуто в соответствии с изобретением, станет ясно из рассмотрения фиг.7а. Как это показано штриховыми линиями со стрелками, плавный контур пластины 14, включающий изгиб 19, тарельчатую часть 22 и центральный конический выступ 24, способствует циркуляции значительных объемов воды в сосуде в процессе ее нагревания, поскольку данный контур соответствует естественной траектории конвекции. Такое решение помогает избежать образования застойных зон и тем самым уменьшает уровень шума, генерируемого при нагреве в результате пузырькового кипения. Подобный шум может представлять собой проблему в случае использования мощных нагревателей. Кроме того, появляется возможность более точно определять температуру воды в процессе ее нагрева с помощью термодатчика.
На фиг.8 представлен еще один вариант осуществления изобретения. Он весьма близок к предыдущему варианту за исключением того, что нагревательный элемент 10' охватывает угол, значительно превышающий 360°. Действительно, длина этого элемента соответствует почти двум полным виткам. Соответственно концы 12' нагревательного элемента в данном варианте не находятся во взаимном контакте. Однако это обстоятельство компенсируется тем, что отрезок нагревательного элемента перекрывает зазор между двумя его концами, так что не происходит уменьшения жесткости пластины 14' нагревателя. Разумеется, удвоенная ширина нагревательного элемента почти по всей его длине означает, что отпадает необходимость в наличии двух изгибов на профиле нагревающейся пластины. В других отношениях конструкция и функционирование данного варианта нагревателя весьма близки к конструкции и функционированию ранее описанного варианта, так что в их рассмотрении нет необходимости. Достоинство данного варианта состоит в том, что при заданной плотности мощности может быть достигнута более высокая мощность при меньшем диаметре. Это может быть полезным в небольших электронагревательных приборах (например, в кофейниках); кроме того, становится возможным дополнительное снижение стоимости нагревающейся пластины.
Фиг.9 иллюстрирует другой вариант осуществления изобретения. Данная фигура соответствует виду сверху на нагревающуюся пластину, выполненную согласно данному варианту. В нем использован набор распределенных по окружности радиально выступающих ребер 54, расположенных в канавке между наружным изгибом 18'' и изгибом 19'', взаимодействующим с нагревательным элементом. Такое решение также способствует усилению периферийной области нагревающейся пластины 14''. В связи с этим может отпасть необходимость продолжить опорную скобу вплоть до краев нагревающейся пластины 14'' (как это было сделано в предыдущих вариантах нагревателя). Это значит, что опорная скоба может быть продолжена в радиальном направлении только до местоположения нагревательного элемента. Очевидно, что в результате будет обеспечено снижение материальных затрат при изготовлении опорной скобы за счет формирования лишь некоторых дополнительных деталей на пластине из нержавеющей стали в процессе ее изготовления. Таким образом, опорная скоба в данном варианте будет в большей степени схожа с представленной на фиг.3. В качестве альтернативы дискретным ребрам, может быть предусмотрен непрерывный криволинейный прилив.
Еще один вариант осуществления изобретения представлен на фиг.10. Он имеет сходство с вариантом, описанным ранее со ссылками на фиг.2-7, в том, что нагревающаяся пластина 104 имеет наружный периферийный изгиб 118, изгиб 119, выполненный таким образом, чтобы обеспечить установку нагревательного элемента, закрепляемого на нижней стороне нагревающейся пластины, по существу, тарельчатую часть 122 и центральный куполообразный выступ 124, окруженный у его основания кольцевым углублением 126. В данном варианте предусмотрен также фланец 101, выступающий из основания изгиба 118 и образующий край нагревающейся пластины. Данная пластина выполнена из нержавеющей стали, причем ее толщина составляет 0,2 мм.
Как можно видеть из фиг.10 и 11, изгиб 119 и, по существу, тарельчатая часть 122 пластины имеют два диаметрально противоположных приподнятых участка 120, а также два диаметрально противоположных пониженных участка 121. При этом чередующиеся приподнятые и пониженные участки отделены один от другого по окружности пластины угловыми интервалами, составляющими примерно 90°. Между приподнятыми и пониженными участками 120, 121 имеются участки 123 средней высоты. Другими словами, при обходе пластины по окружности ее профиль поочередно принимает три различных значения высоты. Благодаря этому нагревающаяся пластина 104 имеет кривизну, изменяющуюся не только в радиальном направлении (поскольку включает изгибы 118, 119, тарельчатую часть 122 и центральный куполообразный выступ 124), но и в направлении по окружности. Добавление смещенных по окружности участков, имеющих различную высоту, дополнительно повышает жесткость пластины. Более конкретно добавление к профилю пластины по ее окружности участков с различной высотой способствует устранению влияния деформации второго типа, возникающей во время изготовления пластины или ее использования.
На фиг.12 показан нагревательный элемент 102, прикрепленный к нижней части нагревающейся пластины 104. Нагревающаяся часть нагревательного элемента 102 охватывает почти 360°, тогда как оба конца 112 данного элемента касаются друг друга. При этом холодные выводы 110 отогнуты примерно на 90° относительно нагревающейся части, т.е. направлены вниз относительно этой части.
Как можно более ясно видеть из фиг.13, нагревающаяся часть нагревательного элемента 102 не лежит в одной плоскости, а содержит чередующиеся участки 108, 109, смещенные кверху и книзу для того, чтобы обеспечить соответствие приподнятым и пониженным участкам 120, 121 изгиба 119, выполненного в нагревающейся пластине 104. Два соседних смещенных кверху участка 108 смещены примерно на 90° относительно холодных выводов 110 и расположены диаметрально противоположно по отношению друг к другу. Имеется также смещенный книзу участок 109, расположенный диаметрально противоположно холодным выводам 110. У нагревательного элемента имеются также смещенные книзу участки 109, смежные с его концами 112.
Как это было описано применительно к рассмотренным ранее вариантам, приподнятые участки 108, 120 нагревательного элемента и нагревающейся пластины обеспечивают защиту от перегрева за счет того, что первыми подвергаются дополнительному нагреву, если сосуд нагреется до температуры кипения в сухом состоянии, даже если сосуд наклонен. Данный вариант, благодаря наличию на нагревательном элементе и на нагревающейся пластине пониженных участков 109, 121, отстоящих примерно на 90° от приподнятых участков 108, 120, обеспечивает также еще одно преимущество. В самом неблагоприятном случае сосуд будет наклонен вокруг оси, соединяющей два приподнятых участка 108, 120, так что самая верхняя часть нагревающейся пластины будет расположена напротив холодных выводов 110. Названные части пластины и нагревательного элемента в наибольшей степени удалены от термодатчиков, так что повышение температуры не будет сразу же передано на биметаллические детали. Однако пониженные участки 109, 121 в тех же частях пластины и нагревательного элемента будут удерживать жидкость, предотвращая локальный перегрев нагревательного элемента до момента, пока приподнятые участки 108 нагревательного элемента не перегреются и не обеспечат переключение биметаллических деталей.
Хотя в описанном варианте нагревательный элемент имеет смещенные по высоте участки для согласования по форме с приподнятыми и пониженными участками на нагревающейся пластине, такое выполнение не является обязательным. Пластина может быть выполнена с изменяющимся по высоте профилем по окружности и с припаянным к ней нагревательным элементом, имеющим плоский, переменный по высоте или наклонный профиль. В частности, у нагревательного элемента может не быть смещенных по высоте участков. Таким образом, он может быть плоским, в то время, как у пластины имеются приподнятые или пониженные участки или какие-либо иные периодические изменения профиля по высоте в направлении по окружности в тарельчатой части 122, смещенной вовнутрь относительно изгиба 119. Такое решение позволит устранить влияние деформации второго типа и увеличить жесткость пластины, а также удерживать порции воды для того, чтобы уменьшить опасность перегрева, если нагреватель работает в наклонном положении. В альтернативном варианте нагревательный элемент может не иметь выраженных участков со смещением по вертикали (как это было описано выше). Вместо этого, ему может быть придан плавный наклон из самой низшей точки в области холодных выводов до приподнятой точки, смещенной на 90° относительно холодных выводов, а затем обратный наклон к низшей точке, расположенной напротив холодных выводов. Угол наклона для подобного нагревательного элемента может быть выбран составляющим примерно 3° для того, чтобы сосуд мог пройти стандартное испытание с кипячением до сухого состояния при наклоне сосуда на 3°.
Следующий вариант изобретения иллюстрируется фиг.14-16. Он близок предшествующему варианту по фиг.10-13, поэтому будут описаны только его основные отличия. Первое главное отличие состоит в форме центральной части. Вместо использования конического выступа в центре пластины, вся ее центральная часть 200, расположенная с внутренней стороны относительно нагревательного элемента 202, по существу, имеет выпуклую куполообразную форму (если смотреть на нее со стороны жидкости). На периферии этой центральной части 200, там, где она стыкуется с изгибом 206, задающим положение нагревательного элемента 202, образован канал 204. Выпуклая центральная часть 200 придает нагревающейся пластине достаточную жесткость, тогда как канал 204 и стенка изгиба 206, смежная с данным каналом, позволяют учесть влияние любой деформации, возникающей при изготовлении или использовании пластины без каких-то явных проявлений этой деформации.
Как и в предыдущем варианте, нагревательный элемент 202 и изгиб 206 имеют профиль с изменяющейся высотой в направлении по окружности, т.е. профиль, имеющий приподнятые и пониженные участки с расположенными между ними участками средней высоты. Такая форма профиля распространяется радиально от изгиба по центральной части в направлении центра пластины. Однако данный профиль сужается к центру пластины, так что его вариации по высоте в направлении окружности становятся менее заметными по мере удаления от изгиба 206.
Более внимательное рассмотрение профилей нагревательного элемента 202 и изгиба 206 в сечении показывает, что их форма несколько отличается от формы, использованной в предыдущих вариантах. Эти профили, действительно, сужаются по направлению к центру и имеют, по существу, треугольную форму. Однако боковые стороны профиля являются выпуклыми, особенно вблизи вершины, так что профиль в целом напоминает профиль пули (т.е. имеет оживальную форму). За счет этого дополнительно увеличивается площадь поверхности контакта между нагревательным элементом 202 и нагревающейся пластиной.
Другое существенное отличие варианта по фиг.14-16 от предыдущих вариантов заключается в том, что вместо единственного теплопроводящего элемента, пересекающего пластину по диаметру, здесь используется пара отдельных стальных тепловых мостиков 208, расположенных на противоположных сторонах пластины. Эти мостики идентичны и содержат плоский горизонтальный фланец 210 и вертикальный фланец 212. Горизонтальному фланцу придана форма, позволяющая установить на него биметаллический исполнительный механизм типа контакта мгновенного действия. Как можно видеть на фиг.15, вертикальный фланец 212 зажат между нагревательным элементом 202 и изгибом 206 в пластине, на которую устанавливается этот элемент. Тепловые мостики 208 устанавливаются перед началом операции пайки внутрь изгиба 206 совместно с нагревательным элементом 202 и с добавлением припоя. Вертикальный фланец 212 на виде в плане имеет форму дуги, что позволяет ему следовать за контуром нагревательного элемента.
На дугообразном краю каждого теплового мостика 208 имеется пара отгибок (язычков) 214, которые отходят от вертикального фланца 212 и упираются в обращенную к ним сторону нагревательного элемента 202. Основное назначение этих отгибок 214 состоит в придании тепловым мостикам 208 стабильности при покачивании нагревателя.
На радиальных сторонах горизонтального фланца 210 каждого теплового мостика 208 имеются упругие защелки 216, которые вырезаны из фланца и отогнуты наружу. Эти защелки позволяют установить с защелкиванием блок управления (не изображен) между тепловыми мостиками 208 таким образом, что его биметаллические детали упираются в соответствующие горизонтальные фланцы 210.
Реферат
Нагреватель сосуда для нагрева жидкости содержит нагревающуюся пластину (200) из нержавеющей стали и закрытый нагревательный элемент (2020 в стальной оболочке, закрепленный или сформированный непосредственно на нижней стороне нагревающейся пластины. Нагревающаяся пластина (200) имеет толщину, равную или меньшую 0,3 мм, и выполнена с криволинейной центральной частью в виде изгибов с возможностью установки закрытого нагревательного элемента. Центральная часть нагревающейся пластины имеет выпуклую куполообразную форму для установки сосуда с водой. Снижение деформации нагревающейся пластины при уменьшении ее толщины является техническим результатом изобретения. 2 н. и 18 з.п. ф-лы, 18 ил.
Формула
Документы, цитированные в отчёте о поиске
Нагревательная пластина для сосуда, предназначенного для удержания нагреваемой воды, в особенности для чайника
Электронагреваемый сосуд для кипячения воды
Комментарии