Сосуд для тепловой кулинарной обработки пищевых продуктов - RU2026630C1
Код документа: RU2026630C1
Чертежи







Описание
Изобретение касается сосуда для тепловой кулинарной обработки пищевых продуктов, содержащего дно с поверхностью для размещения на источнике тепла, на которой выполнены радиальные выемки.
Известен сосуд указанного типа, а именно кухонная посуда, имеющая на наружной стороне дна, устанавливаемой на источнике тепла, радиальные выемки для улучшения эксплуатационных свойств посуды (патент ФРГ N 3639037, кл. A 47 I 27/022, 1988). Днища сосудов для тепловой кулинарной обработки пищевых продуктов, особенно когда они имеют относительно небольшую толщину, например 2-4 мм, имеют тенденцию деформироваться под воздействием источника тепла, которое испытывает внешняя поверхность днища. Эта деформация состоит во вздутии дна, выпуклость которого направляется источником тепла. Причиной вздутия является разница температур внешней и внутренней поверхностей сосуда при его нагревании. Внешняя температура днища сосуда значительно выше температуры внутренней поверхности. Разница между температурами усиливается присутствием продуктов питания в сосуде, которые уменьшают температуру его внутренней поверхности. Таким образом, часто случается, что внешняя поверхность дна нагревается более чем до 500оС, в то время, как температура внутренней поверхности сосуда не превышает 100оС. В результате происходит вздутие дна сосуда, выпуклость которого направлена к источнику тепла. Это вздутие еще более ярко выражено, когда сосуд находится на чугунной нагревательной плите или на стеклокерамической.
Вздутие дна сосуда влечет за собой ряд неудобств. С одной стороны, оно значительно уменьшает контактную поверхность между дном сосуда и нагревательной плитой, в результате чего имеет место напрасный расход энергии. С другой стороны, при вздутии дна тепловая обработка продукта осуществляется неодинаково по всей поверхности дна. Жир, например, вместо того, чтобы одинаково распространяться по поверхности, имеет тенденцию скапливаться в центре дна. Выполнение на наружной поверхности дна радиальных выемок в значительной степени решает эту проблему.
Целью изобретения является совершенствование известной посуды для обеспечения наилучшего сопротивления деформации дна при его нагревании при наименьшем расходе материала на изготовление посуды.
Поставленная цель достигается тем, что в сосуде указанного типа глубина радиальных выемок на поверхности дна составляет 1/4-1/2 толщины дна сосуда.
Указанные выемки разделяют дно сосуда на определенное количество зон, которые соединены друг с другом металлом дна только в части, близкой к внутренней поверхности сосуда. Таким образом, в части, близкой к внешней поверхности дна, металл, находящийся в зонах, разделенных выемками, может свободно увеличиваться в объеме вдоль концентрических кругов, сосредоточенных в середине дна, не оказывая воздействия на соседние зоны. Иначе говоря, это увеличение объема имеет целью уменьшить ширину выемок, не деформируя дна. Ширина и глубина выемок являются критическими. Ширина на самом деле должна быть достаточной, чтобы металлические зоны, разделенные выемками, могли свободно увеличиваться в объеме по отношению друг к другу. Таким образом, минимальная ширина выемок может быть рассчитана в зависимости от коэффициента увеличения объема используемого металла и температур, достигнутых на внешней и внутренней поверхностях дна. Глубина выемок также является критической. Она должна быть настолько большой, насколько это возможно. Однако она не должна достигать предельного значения, выше которого дно сосуда не имеет достаточного механического сопротивления. Установлено, что она должна составлять 1/4-1/2 толщины дна сосуда.
Описанный эффект не наблюдается, когда дно сосуда содержит концентрические выемки. Этот эффект имеет место только в случае радиальных выемок. Эти выемки делят дно сосуда на ряд зон, равных и равномерно распределенных вокруг центра дна. Выемки могут удаляться от радиального направления и иметь кривую форму вместо прямолинейной.
На фиг.1 показано осевое сечение сковороды, поставленной на нагревательную плиту и деформированной под действием тепла нагревательной плиты; на фиг.2 - осевое сечение сковороды, выполненной по предлагаемому изобретению; на фиг.3 - вид в плане, показывающий внешнюю поверхность дна сковороды; на фиг. 4 - то же, вариант выполнения; на фиг.5-8 - виды в плане, показывающие внешнюю поверхность различных вариантов выполнения изобретения; на фиг.9 - вид в плане дна сковороды, соответствующий предпочитаемому варианту изобретения; на фиг.10 - разрез А-А на фиг.9.
На фиг. 1 показана сковорода 1, дно 2 которой вздуто под воздействием тепла, выделенного нагревательной плитой 3, на которой находится сковорода. Вздутие дна 2 является результатом того, что дно окружено металлическим кольцом 3а, которое остается холодным и мешает расширению дна 2 к наружной части. Кроме того, при нагревании температура внешней стороны 4 дна 2, контактирующей с плитой 3, достигает 500оС, в то время как внутренняя сторона 5, контактирующая с продуктом питания, не превышает 100оС. В связи с этим металлическая зона, прилегающая к стороне 4, увеличивается в объеме больше, чем зона, прилегающая к стороне 5, так что дно 2 становится выпуклым (выгибается).
Чтобы помещать вздутию дна сковороды и не увеличивать его толщину, поверхность 6а дна 6 сковороды (фиг.2 и 3) имеет ряд выемок 7, расположены от периферии 8 дна 6 к его центру 0.
В примере, представленном на фиг.3, выемки 7 являются радиальными и располагаются начиная от круговой выемки 9 в центре О дна 6 и кончая другой круговой выемкой 10, выполненной на периферии 8 этого дна. Радиус круговой выемки 9 меньше половины радиуса дна 6.
Глубина и ширина выемок 7 являются достаточными для того, чтобы сделать дно 6 недеформируемым под воздействием тепла, выделяемого источником тепла. Преимущественно глубина выемок 7 равна 1/5-1/2 толщины дна 6 сковороды. Ширина выемок 7 преимущественно равна от 1/4 толщины дна 6 до величины, превышающей толщину дна 6 в 2 раза.
В случае выполнения сковороды из алюминия толщиной 2,5-6 мм глубина выемок 7 может быть 0,5-2 мм, а ширина - 0,6-15 мм.
Преимущественное выполнение выемок 7 - штамповка, но они могут выполняться также литьем в матричных формах или механической обработкой.
Как показано на фиг.3, ширина выемок может равномерно увеличиваться между центром О дна 6 и его периферией 8. Радиальные выемки 7 делят дно 6 сковороды на несколько секторов 11a, 11b, 11c, 11d, 11e, 11f, равных между собой.
Технические эффекты, обеспеченные выемками 7
в дне 6 сковороды, следующие:
выемки 7 способствуют тому, что металл, находящийся около источника тепла, может увеличиваться в объеме в
направлении стрелок F (фиг. 3);
увеличение в
объеме "поглощается" шириной выемок 7, так что секторы 11a-11f могут свободно увеличиваться в объеме по отношению друг к другу;
увеличение в объеме секторов 11a-11f не влечет никакой
деформации дна из-за оковывания, осуществленного периферическим кольцом 3а.
Толщину выемок 7 можно определить с помощью расчетов или экспериментально. Толщина должна быть такой, чтобы выемки могли поглощать увеличение в объеме. Глубина выемок 7 диктуется механическим сопротивлением дна 6, поэтому нужно, чтобы она не превышала половины толщины дна 6, особенно когда оно выполнено из алюминия и имеет обычную толщину порядка 3 мм. Преимущественно участок выемок 7 расширяется к внешней поверхности, потому что тепловое расширение более значительно на внешней поверхности дна 6, чем в зоне, расположенной около основания выемок 7. Эта особенность, кроме того, способствует чистке выемок.
Таким образом, изобретение позволяет с помощью простой штамповки, механической обработки или литья сделать дно кухонной посуды, предназначенной для приготовления пищи на источнике тепла, недеформируемым.
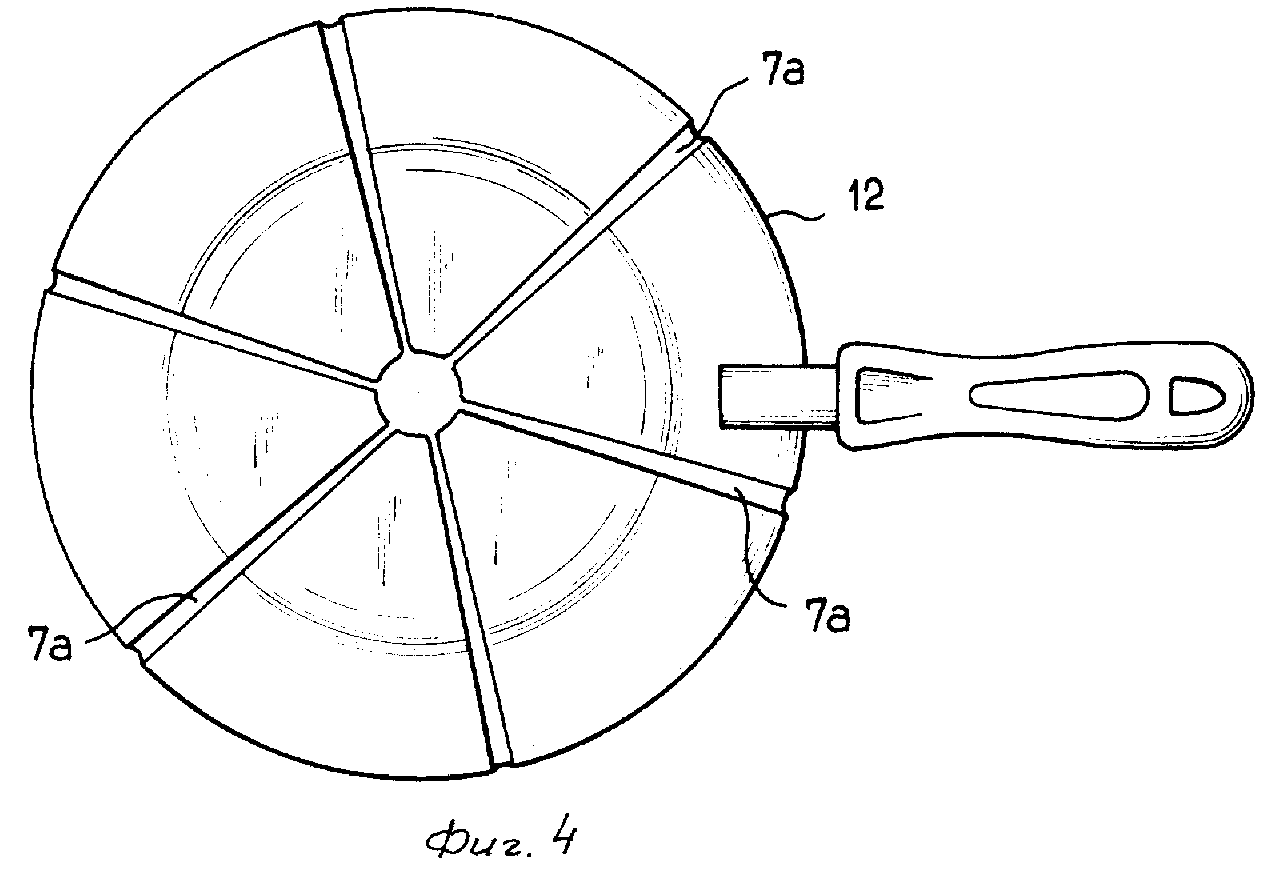
Фиг.4-8 показывают варианты изобретения.
Выемки 7а являются одинаково радиальными, но они удлиняются до внешнего края 12 сковороды (фиг.4).
Выемки 7b не являются точно радиальными, они представлены дугами, идущими от круговой выемки 9, расположенной около центра до периферии 8 дна (фиг.5). Кожух выемок 7b расположен на радиальных направлениях.
Выемки 7с являются прямыми, но наклонены по отношению к радиальным направлениям (фиг.6).
Выемки 7d образуют сетку, представляющую петли в форме ромба. Они располагаются от периферии 8 к центру. Только некоторые являются радиальными (фиг.7).
Некоторые выемки 7d являются радиальными, а другие выемки, такие как 7а, - параллельны этим последним (фиг.8).
В примерах, представленных на фиг.5-8, выемки 7b-7e делят дно сосудов для приготовления пищи на зоны, в которых металл может увеличиваться в объеме, не приводя к деформации. Выемки 7b-7е могут быть легко выполнены штамповкой, которая имеет преимущества перед механической обработкой, так как осуществляется быстро и без удаления металла.
Сковорода, представленная на фиг.9, была изготовлена штамповкой из алюминиевого диска обычной толщины 2,4-6 мм. Эта сковорода включает круглое и плоское дно 13 и боковую стенку 14.
Круглое дно включает в себя первую серию радиальных выемок 15, концы которых, противоположные центру О дна, выходят, т.е. открываются на боковую поверхность сковороды.
Вторая серия выемок 16 расположена между первым рядом выемок 15. Этот второй ряд выемок 16 короче первого, а их концы 17, противоположные центру, закрыты.
Вокруг центра О располагается металлическая зона 18, которая не имеет выемок.
Ряд выемок 16 расположен на половинном расстоянии от первого ряда выемок 15. Кроме того, первый ряд выемок 15 выходит концом в круговую выемку 19, центром которой является центр О дна 13. С другой стороны выемки 16 имеют конец, который ближе к центру О, чем конец выемок 15. Число выемок 15 первого ряда равно 7. Они делят дно 13 на семь равных секторов, ограниченных на периферии круговой выемкой 19 и внутри круговой металлической зоной 18.
Ширина выемок 15 и 16 равна 8-12 мм, преимущественно 10 мм, а их глубина равна 0,5-1,5 мм. Предпочитаемая глубина длинных выемок 15 равна 1 мм, а более коротких выемок 16 равна 0,5 мм.
Как показано на фиг.10, выемки 15 и 16 расширяются к внешней поверхности, их поперечное сечение является точно трапециевидным. Эта форма легко достигается штамповкой.
Ширина дна выемок 15 преимущественно равна 2-4 мм, оптимальная величина по результатам испытаний равна 3 мм.
Испытания показали, что алюминиевая сковорода, отвечающая характеристикам, описанным выше, переносила без деформации воздействие тепла, выделяемого нагревательной плитой или горелкой даже тогда, когда дно имеет небольшую толщину 2,4 мм. Этот результат достигнут благодаря наличию коротких выемок 16 около центра О.
Классическая сковорода, штампованная из алюминия такой же толщины, сильно деформируется под воздействием тепла, что делает ее несоответствующей для использования на нагревательных плитах.
Реферат
Использование: тепловая кулинарная обработка пищевых продуктов. Сущность изобретения: сосуд состоит из дна с поверхностью для размещения на источнике тепла. На поверхности выполнены радиальные выемки 7, глубина которых равна 1/4-1/2 толщины дна сосуда. Радиальные выемки делят поверхность дна на несколько равных секторов. Ширина выемок изменяется от 1/5 толщины дна до величины, превышающей толщину дна сосуда в 2-2,5 раза. Радиальные выемки могут быть выполнены литьем или механической обработкой, а их ширина может увеличиваться от центра дна к его периферии. Поверхность дна сосуда для размещения на источнике тепла имеет форму круга, в центре которого выполнена круговая выемка 9, радиус которой меньше половины радиуса поверхности для размещения на источнике тепла. Выемки могут быть выполнены с сечением, расширяющимся к внешней части дна. Радиальные выемки могут быть выполнены двумя сериями. Выемки первой серии поочередно расположены между выемками второй серии и имеют длину, отличную от длины выемок второй серии. Выемки первой серии своим периферийным концом выходят на боковую поверхность сосуда, а концы выемок второй серии являются закрытыми. 15 з.п. ф-лы, 10 ил.

Комментарии