Способ сверления канала размещения датчика в сосуде для приготовления пищи и сосуд, полученный таким способом - RU2692534C2
Код документа: RU2692534C2
Чертежи

Описание
Настоящее изобретение относится к способу сверления канала размещения датчика в сосуде для приготовления пищи, более конкретно, канала для размещения датчика температуры, и сосуду для приготовления пищи, полученному таким способом. Сосуд для приготовления пищи предназначен для его расположения на варочной панели, горелке или аналогичном устройстве для приготовления пищи, и может представлять собой, например, сковороду, кастрюлю, сотейник, котелок или скороварку.
Из документа ЕР 1591049 известен сосуд для приготовления пищи, содержащий дно и датчик температуры, установленный в канал размещения, выполненный в дне. Способ выполнения канала размещения, раскрытый в данном документе, содержит один этап сверления.
Однако, стандартные сосуды для приготовления пищи содержат днища, толщина которых варьируется, например, от 4 миллиметров до 6 миллиметров. Таким образом, для выполнения сверлением канала размещения необходимо использовать сверло с небольшим диаметром, чтобы некоторая толщина материала дна оставалась с одной и с другой стороны просверленного отверстия. Эта толщина дна может не превышать нескольких десятых миллиметра. Кроме того, для того чтобы надлежащим и эффективным образом следить за температурой, необходимо установить датчик в дно сосуда для приготовления пищи с достаточным смещением относительно края чаши, например, расположив чувствительную часть датчика на расстоянии не менее 50 миллиметров от края.
Таким образом, при таком способе выполнения канала размещения датчика сверлением необходимо использовать сверло с небольшим диаметром и с большой длиной, которое будет очень хрупким и будет преждевременно изнашиваться.
Кроме того, поскольку толщина дна почти равна диаметру сверла, недопустимо какое-либо отклонение сверла во время сверления, что приводит к низкой производительности.
Наконец, канал размещения выполняют в дне именно из алюминия. Сверление сверлом с небольшим диаметром и большой длиной приводит к большой концентрации теплоты на вершине сверла, а также к большой сложности удаления из отверстия «приклеившейся» к сверлу стружки, следствием чего являются продолжительное время очистки и частые деформации отверстия.
Задачей настоящего изобретения является устранение вышеупомянутых недостатков уровня техники и создание способа сверления канала размещения датчика в сосуде для приготовления пищи, являющегося экономичным при его осуществлении.
Другой задачей настоящего изобретения является создание способа сверления канала размещения датчика в сосуде для приготовления пищи, позволяющего получать канал с нужными и постоянными размерами от одного сосуда к другому.
Данные задачи решены в способе сверления канала размещения датчика, например, датчика температуры, в сосуде для приготовления пищи, содержащем чашу с дном, имеющим толщину (е), в которой выполнен указанный канал размещения, отличающемся тем, что указанный способ содержит этап предварительного сверления с использованием сверла с диаметром D1 для выполнения первой части канала размещения, и этап глубокого сверления с использованием сверла с диаметром D2 для выполнения второй части канала размещения, при этом D1 больше D2.
Таким образом, первую часть, соответствующую первому отверстию, выполняют на этапе предварительного сверления. Это первое отверстие служит центровочной втулкой и позволяет стабилизировать режущую часть более длинного сверла, используемого на этапе глубокого сверления для выполнения второй части, при этом радиальное отклонение режущей части более длинного сверла ограничено стенкой первого отверстия. Действительно, по своей конструкции сверло никогда не является идеально прямолинейным. Оно всегда содержит изгиб. Таким образом, правильное направление режущей части более длинного сверла позволяет выполнить вторую часть в форме второго отверстия на оси первого и позволяет получить прямолинейный канал без отклонения с требуемыми размерами, постоянными от одного сосуда для приготовления пищи к другому.
Предпочтительно, этапы предварительного сверления и глубокого сверления выполняют последовательно для оптимизации ритма производства.
Предпочтительно, отношение между диаметром D1 и диаметром D2 составляет от 1,005 до 1,05, более предпочтительно от 1,01 до 1,02.
Таким образом, более длинное сверло, используемое на этапе глубокого сверления, имеет диаметр D2, несколько меньший диаметра короткого сверла, используемого на этапе предварительного сверления. Это решение позволяет осуществить превосходное центрирование режущей части длинного сверла и при этом минимизировать трение длинного сверла с диаметром D2 в отверстии, выполненном коротким сверлом с диаметром D1.
Предпочтительно, диаметр D2 составляет от 2 до 3 миллиметров, более предпочтительно 2,5 миллиметра.
Минимальная толщина дна стандартного сосуда для приготовления пищи составляет примерно 4 мм. Поэтому такой диаметр позволяет выполнить канал размещения, совместимый со всеми типами сосудов для приготовления пищи.
Предпочтительно, первая часть канала размещения имеет глубину (Р1), а вторая часть имеет глубину (Р2), причем отношение между Р2 и Р1 составляет от 2 до 5, предпочтительно от 3 до 4,5.
В результате время на использование этапа предварительного сверления является значительно меньшим времени на использование этапа глубокого сверления, таким образом, достигается оптимизация ритма производства.
Предпочтительно, глубина (Р2+Р1) канала размещения составляет от 50 до 70 миллиметров, более предпочтительно 60 миллиметров.
Таким образом, датчик, установленный в дне канала размещения, имеющего такую глубину, достаточно смещен по отношению к краю чаши сосуда для приготовления пищи, чтобы детектировать параметр, а именно температуру, показательную для состояния пищи, содержащейся в сосуде для приготовления пищи, независимо от размера дна сосуда для приготовления пищи.
В предпочтительном варианте осуществления изобретения по меньшей мере на одном этапе сверления посредством сверлильной головки приводят во вращение сверло и обеспечивают осевое поступательное движение указанного сверла, на которое накладывается осевое колебание с заданной частотой. Предпочтительно, частота осевого колебания, прикладываемая к сверлу, представляет собой низкую частоту в несколько герц. Такое сверление, например, описано в документе US 2453136.
Такое сверление обеспечивает регулярное отделение стружки. Следовательно, устраняются явления забивания стружкой и, в результате, снижение вероятности поломки инструментов обеспечивает большую надежность способа. Кроме того, увеличивается срок службы сверла. Действительно, сверло работает только часть времени вследствие того, что резание становится прерывистым с оптимальной частотой, что позволяет охлаждать инструмент между фазами резания.
Предпочтительно, на этапах предварительного сверления и глубокого сверления сверла приводят во вращение со скоростью V1 вращения, составляющей от 8000 до 12000 оборотов в минуту, предпочтительно 10000 оборотов в минуту.
Такой диапазон скоростей вращения сверла позволяет оптимально удалять стружку именно в алюминии.
Предпочтительно, на этапе глубокого сверления сверло приводят во вращение со скоростью V2 вращения при подаче, когда его вводят в канал, выполненный на этапе предварительного сверления, при этом V2 меньше V1.
Данное решение позволяет избежать увеличения изгиба длинного сверла. Таким образом, режущая часть длинного сверла может быть введена в отверстие, выполненное на этапе предварительного сверления, без вероятности касания края этого отверстия.
Предпочтительно, отношение скорости V1 вращения к скорости V2 вращения составляет от 10 до 100, предпочтительно 20.
Предпочтительно, способ сверления канала размещения содержит этап фрезерования перед этапом сверления.
Данное решение позволяет подготовить плоскую поверхность сверления, перпендикулярную продольной оси сверла. Таким образом, во время этапа предварительного сверления на сверле не создается бокового усилия. Следовательно, увеличивается срок службы сверла.
Предпочтительно, материал дна, в котором выполняют канал размещения, выполнен из алюминия.
Изобретение относится также к сосуду для приготовления пищи, содержащему чашу с дном, имеющим толщину (е) и канал размещения датчика, например, датчика температуры, причем указанный канал размещения выполнен в толщине (е), отличающемуся тем, что канал размещения имеет первую часть с диаметром D1, и последующую вторую часть с диаметром D2, при этом D1 больше D2, и тем, что канал размещения выполнен согласно вышеописанному способу.
Таким образом, канал размещения состоит из последовательных первой и второй частей. Первая часть с большим диаметром обеспечивает возможность направления датчика во время его введения в канал размещения, а вторая часть с меньшим диаметром выполнена совпадающей с размерами датчика, что обеспечивает точное размещение, и даже легкое зажатие датчика внутри канала размещения. Следовательно, датчик не может сместиться и будет измерять температуру дна, обеспечивая повторяемость и надежность во времени.
Предпочтительно, сосуд для приготовления пищи представляет собой сковороду, кастрюлю, сотейник, котелок или скороварку.
Изобретение лучше понятно при изучении вариантов его осуществления, приведенных в качестве не ограничивающих примеров и показанных на чертежах, на которых:
- на фиг. 1 показан вид в перспективе чаши сосуда для приготовления пищи, содержащей канал размещения датчика согласно одному варианту осуществления изобретения;
- на фиг. 2 показан частичный вид чаши и канала размещения по направлению II, показанному на фиг. 1;
- на фиг. 3 показан частичный схематический вид заготовки чаши, то есть чаши без канала размещения, в разрезе по линии III-III, показанной на фиг. 1;
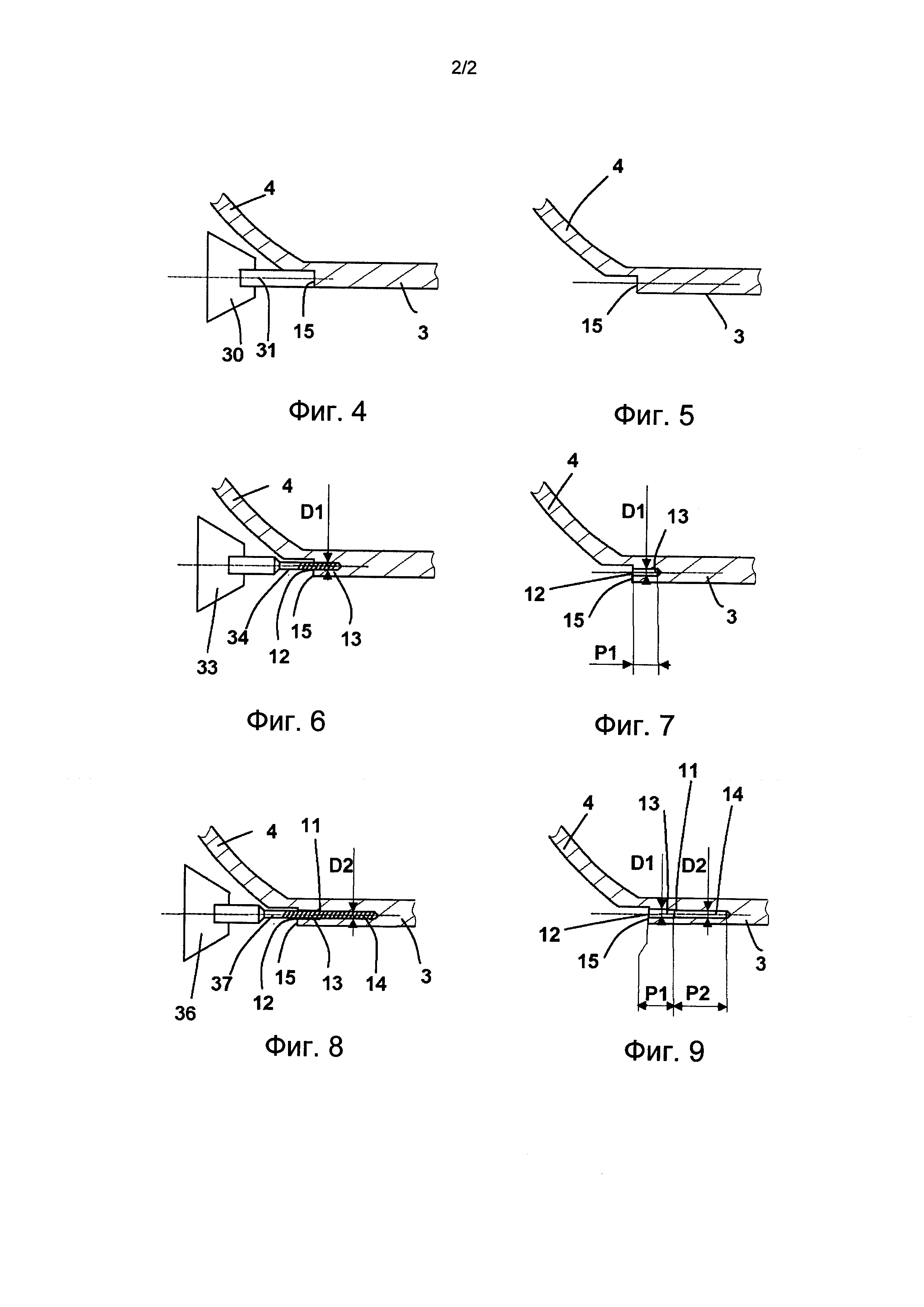
- на фиг. 4 показан частичный схематический вид в разрезе чаши, показанной на фиг. 3, на этапе фрезерования;
- на фиг. 5 показан частичный схематический вид в разрезе чаши, показанной на фиг. 3, после этапа фрезерования;
- на фиг. 6 показан частичный схематический вид в разрезе чаши, показанной на фиг. 3, на этапе предварительного сверления;
- на фиг. 7 показан частичный схематический вид в разрезе чаши, показанной на фиг. 3, после этапа предварительного сверления;
- на фиг. 8 показан частичный схематический вид в разрезе чаши, показанной на фиг. 3, на этапе глубокого сверления;
- на фиг. 9 показан частичный схематический вид в разрезе чаши, показанной на фиг. 3, после этапа глубокого сверления.
Чаша 2 сосуда 1 для приготовления пищи, показанная на фиг. 1 и 2, содержит дно 3 и боковую стенку 4. Чаша 2 выполнена из алюминия, например, путем штамповки диска или операции литья. Дно 3 имеет толщину (е), равную 4 миллиметрам, в которой выполнен канал 11 размещения датчика 20. Канал 11 размещения образует горловину 12 в боковой стенке и проходит радиально от данной горловины 12 в направлении центра дна 3. Канал 11 размещения содержит, начиная от данной горловины 12, первую часть 13, образованную цилиндрическим отверстием с диаметром D1 (фиг. 9), и последующую вторую часть 14, образованную цилиндрическим отверстием с диаметром D2 (фиг. 9), при этом диаметр D1 больше диаметра D2. Первая и вторая части 13, 14 обе имеют одну и ту же продольную ось.
Датчик 20, показанный на фиг. 1, представляет собой, например, датчик температуры, образованный нигистором или термопарой. Под «нигистором» понимается термистор с отрицательным температурным коэффициентом. Датчик 20 температуры снабжен двумя изолированными проводящими элементами 21, 22, вставленными в трубчатую оболочку 23 из нержавеющей стали, закрытую с одной стороны. Датчик 20 температуры расположен в дне трубчатой оболочки 23 вблизи закрытого конца. Проводящие элементы 21, 22 соединены электрически с электронной схемой (на чертежах не показана), предназначенной для обработки величины, измеряемой датчиком 20 температуры, и индикации температуры.
Трубчатая оболочка 23 имеет диаметр D3, по существу постоянный по длине трубчатой оболочки. Диаметр D3 несколько меньше диаметра D2 второй части 14 для того, чтобы трубчатая оболочка 23 после ее полного введения в канал 11 размещения должным образом удерживалась в правильном положении, то есть почти без зазора. Так как диаметр D2 меньше, чем диаметр D1, существует более значительный зазор трубчатой оболочки 23 в первой части 13. Первая часть 13, таким образом, служит направляющей зоной трубчатой оболочки 23 во время ее введения в канал 11 размещения.
Боковая стенка 4 содержит паз 6, идущий от горловины 12 канала 11 размещения к верху боковой стенки 4. Паз 6 предназначен для того, чтобы принять проводящие элементы 21, 22 после введения трубчатой оболочки 23 в канал 11 размещения. На пазе 6 предусмотрен защитный чехол 7, образующий защитный канал для датчика 20 и проводящих элементов 21, 22.
Сосуд для приготовления пищи содержит ручку (на чертежах не показана), один конец которой закреплен на боковой стенке посредством средств крепления (на чертежах не показаны). Проводящие элементы 21, 22 и защитный чехол 7 установлены на ручке.
На фиг. 3-9 показаны различные этапы осуществления способа сверления канала 11 размещения датчика 20. Частичный разрез заготовки чаши 2 показан на фиг. 3.
Первый этап способа заключается в осуществлении фрезерования плоской поверхности 15 в боковой стенке 4 на уровне дна 3. Рабочая головка 30 приводит фрезу 31 с плоским концом во вращение и эта рабочая головка 30 приводится в поступательное движение в радиальном направлении по отношению к дну 3 (фиг. 4). Таким образом, плоский конец фрезы 31 обеспечивает выполнение плоской поверхности 15, перпендикулярной дну 3 (фиг. 5).
Следующий этап способа заключается в предварительном сверлении первой части 13 в форме отверстия с диаметром D1, равным например 2,55 миллиметра, и глубиной Р1, равной 13 миллиметрам, в толщине дна 3. Сверлильная головка 33 приводит во вращение короткое сверло 34 со скоростью V1, равной например 10000 оборотов в минуту, и обеспечивает осевое поступательное движение сверла 34. Сверлильная головка 33 приводится в поступательное движение в том же самом радиальном направлении по отношению к дну 3, что и направление рабочей головки 30 (фиг. 6). Таким образом, сверло 34 выполняет первую часть 13 канала 11 размещения глубиной Р1 (фиг. 7). В одном варианте осуществления изобретения осевое колебание с заданной частотой может быть наложено на поступательное движение сверла 34.
Далее, способ содержит этап глубокого сверления второй части 14 в форме отверстия с диаметром D2, равным например 2,5 миллиметра, и глубиной Р2, равной 47 миллиметрам, в толщине дна 3. Так же, как и в случае предварительного сверления, сверлильная головка 36 приводит во вращение длинное сверло 37 со скоростью, равной например 10000 оборотов в минуту, и обеспечивает осевое поступательное движение сверла 37. Сверлильная головка 36 приводится в поступательное движение в том же самом радиальном направлении по отношению к дну 3, что и направление рабочей головки 30 и направление сверлильной головки 33 (фиг. 8). Таким образом, сверло 37 выполняет вторую часть 14 канала 11 размещения (фиг. 9). Общая глубина Р1+Р2 канала 11 размещения, следовательно, равна 60 миллиметрам. В одном варианте осуществления изобретения на поступательное движение сверла 37 может быть наложено осевое колебание с заданной частотой.
В одном варианте осуществления изобретения на этапе глубокого сверления сверло 37 приводят во вращательное движение со скоростью V2 вращения в 500 оборотов в минуту при его введении в первую часть 13, выполненную на этапе предварительного сверления, и приводят в движение со скоростью V1 в 10000 оборотов в минуту непосредственно перед тем, как сверло 30 начнет сверление, соответствующее второй части 14 канала 11 размещения.
Очевидно, что изобретение никоим образом не ограничено описанными и показанными вариантами его осуществления, которые приведены только в качестве примера. Возможны модификации, в частности, с точки зрения конструкции различных элементов или их замены эквивалентными элементами без выхода при этом за пределы объема правовой охраны изобретения.
Так, в одном варианте осуществления изобретения сосуд для приготовления пищи содержит чашу, выполненную из алюминия, одна наружная сторона дна которого снабжена перфорированной пластиной из нержавеющей стали. Канал размещения выполнен в толщине алюминиевой части дна.
Реферат
Изобретение относится к области металлообработки и может быть использовано при сверлении канала для размещения датчика температуры в сосуде для приготовления пищи, содержащем чашу с дном. Способ сверления содержит этап предварительного сверления с использованием сверла с диаметром D1 для выполнения первой части (13) канала (11) и этап глубокого сверления с использованием сверла (37) с диаметром D2 для выполнения второй части (14) канала (11), причем D1 больше D2, а отношение между D1 и D2 составляет от 1,005 до 1,05. Использование изобретения позволяет повысить точность изготовления канала для размещения датчика температуры в сосуде. 2 н. и 11 з.п. ф-лы, 9 ил.
Комментарии