Контейнер, пригодный для использования в микроволновой печи - RU2664217C1
Код документа: RU2664217C1
Чертежи



Описание
Область техники, к которой относится изобретение
Изобретение относится к контейнеру, пригодному для использования в микроволновой печи. В частности, настоящее изобретение относится к контейнеру, пригодному для использования в микроволновой печи, который содержит полученные многослойным формованием сусцепторы для передачи тепла, способен приготавливать пищу применительно к биметаллической поверхности и имеет повышенный срок службы.
Уровень техники
Вот уже больше тридцати лет микроволновые печи пользуются увеличивающимся спросом у потребителей. В наши дни сложно найти дом, где бы ни пользовались этим электроприбором. Однако, несмотря на такую широкую популярность, приготовление пищи в микроволновых печах традиционно связано с проблемой, состоящей в невозможности приготовления определенной пищи надлежащим образом. Например, несмотря на то, что микроволновые печи всегда превосходно показывали себя в поджаривании попкорна, подогревании оставшейся еды или размораживании пищи, приготовленное мясо всегда оказывается жестким и неподжаренным. Поджаривание пищи и, в частности, обжаривание мяса для придания ощущения вкуса хрустящих поверхностей после приготовления на кухонных плитах давно является целью пользователей микроволновых печей. Необходимой характеристикой является способность контейнера, пригодного для использования в микроволновой печи, к поджариванию пищи.
Контейнеры, пригодные для использования в микроволновой печи, также должны быть долговечными и удобными в использовании. Основным фактором успешного приготовления пищи в микроволновой печи является удобство и скорость приготовления. Это соответствует потребностям современного домашнего хозяйства, где порционная еда становится менее распространенной. Однако во избежание отрицательного влияния на основное преимущество микроволновых печей контейнер, пригодный для использования в микроволновой печи, должен легко очищаться в мойке, так чтобы после приготовления пищи контейнер через короткое время снова можно было использовать. Таким образом, контейнер должен иметь простую конструкцию, которая исключает конфигурации, имеющие многочисленные взаимосвязанные части, или необходимость разборки с целью очистки, поскольку, если контейнер должен быть разобран на части для очистки труднодоступных мест или необходимо очищать много частей, контейнер нельзя будет снова использовать через короткое время.
Срок службы также является необходимым признаком контейнеров, пригодных для использования в микроволновой печи. Поскольку микроволновую печь часто используют множество раз для приготовления пищи для одной семьи, контейнеры, пригодные для использования в микроволновой печи, должны соответствовать этому требованию. Это делает необходимым, чтобы наружные контактные поверхности контейнера были достаточно твердыми во избежание повреждения или смещения при нормальном износе или выкрашивании при контакте с кухонным столом, мойкой или посудомоечной машиной.
И, наконец, контейнер, пригодный для использования в микроволновой печи, должен отвечать всем нормативным требованиям, относящимся к контейнерам для продуктов питания.
Осуществляются действия, направленные на усовершенствование контейнеров, пригодных для использования в микроволновой печи. В патентном документе US № 7,067,778 описан контейнер, пригодный для приготовления пищи в микроволновой печи, и микроволновая печь. В патентном документе US № 4, 870,233 описан металлический лоток и сусцептор для использования в микроволновых печах. В патентных документах US № 2006/0237451 и US № 8,269,154 описана жаропрочная посуда для микроволновых печей. В патентных документах US №№ 5,523,549, 5,665,819 и 6,077,454 описаны ферритовые композиционные составы для использования в микроволновых печах. Тем не менее, существует постоянная необходимость в контейнерах, пригодных для использования в микроволновой печи, которые имеют долговечную конструкцию и способность к поджариванию пищи аналогично приготовлению пищи на кухонных плитах.
Раскрытие изобретения
В варианте осуществления изобретение относится к контейнеру, пригодному для использования в микроволновой печи и содержащему емкость и крышку емкости. Емкость содержит дно, непрерывную стенку, ободок, первый нагревательный слой и первый полимерный слой. Дно содержит верхнюю поверхность и нижнюю поверхность. Первый нагревательный слой содержит верхнюю поверхность и нижнюю поверхность, причем верхняя поверхность первого нагревательного слоя прикреплена к нижней поверхности дна. Непрерывная стенка выступает вверх вдоль периферии дна и содержит верх, основание, внутреннюю поверхность и наружную поверхность; ободок продолжается наружу от верха непрерывной стенки и содержит верхнюю поверхность, нижнюю поверхность и наружную боковую кромку; и первый полимерный слой прикреплен к верхней поверхности ободка, наружной боковой кромке ободка, нижней поверхности первого нагревательного слоя и нижней поверхности дна емкости. Крышка емкости содержит верхнюю поверхность, нижнюю поверхность, наружную боковую кромку, второй полимерный слой и второй нагревательный слой, содержащий верхнюю поверхность и нижнюю поверхность, причем нижняя поверхность второго нагревательного слоя прикреплена к верхней поверхности крышки емкости, и второй полимерный слой прикреплен к верхней поверхности крышки емкости, верхней поверхности второго нагревательного слоя и боковой кромке крышки емкости. Первый и второй нагревательные слои независимо содержат сусцепторный порошок, выбранный из марганец-цинкового феррита, никель-цинкового феррита, стронциевого феррита или их смесей, и полимерную матрицу, выбранную из силиконового каучука, жидкокристаллического полимера, полимера полифениленсульфида или их смесей, причем сусцепторный порошок диспергирован в полимерную матрицу, и первый и второй нагревательные слои имеют твердость 5 - 70 единиц по Шору A.
В другом варианте осуществления изобретение относится к способу изготовления контейнера, пригодного для использования в микроволновой печи. Способ включает в себя первую глубокую вытяжку первой металлической заготовки для образования неокончательно обработанной емкости, содержащей дно, непрерывную стенку и ободок; дно содержит верхнюю поверхность и нижнюю поверхность, непрерывная стенка выступает вверх вдоль периферии дна и содержит верх, основание, внутреннюю поверхность и наружную поверхность, ободок продолжается наружу от верха непрерывной стенки и содержит верхнюю поверхность, нижнюю поверхность и наружную комку. Далее выполняют глубокую вытяжку второй металлической заготовки для образования неокончательно обработанной крышки емкости, причем крышка емкости содержит верхнюю поверхность, нижнюю поверхность и наружную боковую кромку. Затем ободок пробивают для образования множества перфорированных отверстий в ободке неокончательно обработанной емкости. Далее на верхнюю поверхность дна емкости, внутреннюю поверхность непрерывной стенки и нижнюю поверхность крышки емкости наносят противопригарное покрытие. На нижнюю поверхность дна емкости посредством многослойного формования наносят нагревательный слой, содержащий сусцепторный порошок, диспергированный в полимерной матрице, тем самым образуя обработанное дно емкости. Далее на верхнюю поверхность крышки емкости посредством многослойного формования наносят нагревательный слой, тем самым образуя обработанную крышку емкости. Затем предварительно формованную ручку крепят к обработанной крышке емкости, тем самым образуя формованную сборочную единицу. Далее на формованную сборочную единицу в литейной форме посредством многослойного формования наносят полимерный слой. И, наконец, посредством многослойного формования наносят полимерный слой на обработанное дно емкости.
Краткое описание чертежей
Предмет рассмотрения настоящего изобретения станет более понятным из приведенного ниже подробного описания со ссылкой на приложенные чертежи, на которых:
на фиг. 1 - контейнер, пригодный для использования в микроволновой печи, с крышкой емкости сверху непрерывной стенки, вид в перспективе, частично в разрезе;
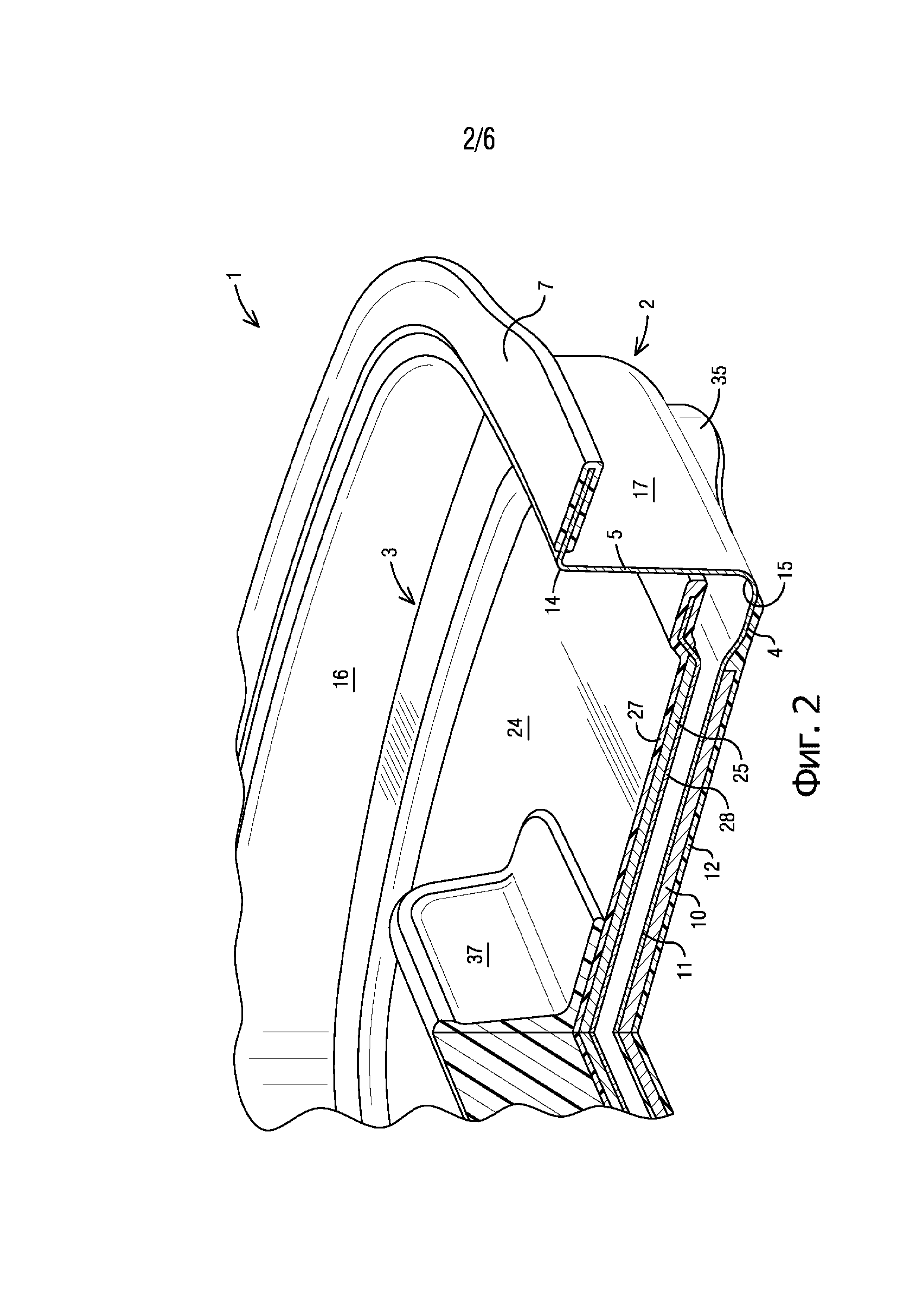
на фиг. 2 - часть контейнера, пригодного для использования в микроволновой печи, с крышкой емкости, опущенной в емкость, вид в перспективе, частично в разрезе;
на фиг. 3 - заготовка емкости, полученная глубокой вытяжкой;
на фиг. 4 - заготовка емкости, полученная глубокой вытяжкой, с полимерным слоем, нанесенным на ободок емкости и формованные ножки на нижней стороне дна емкости посредством многослойного формования;
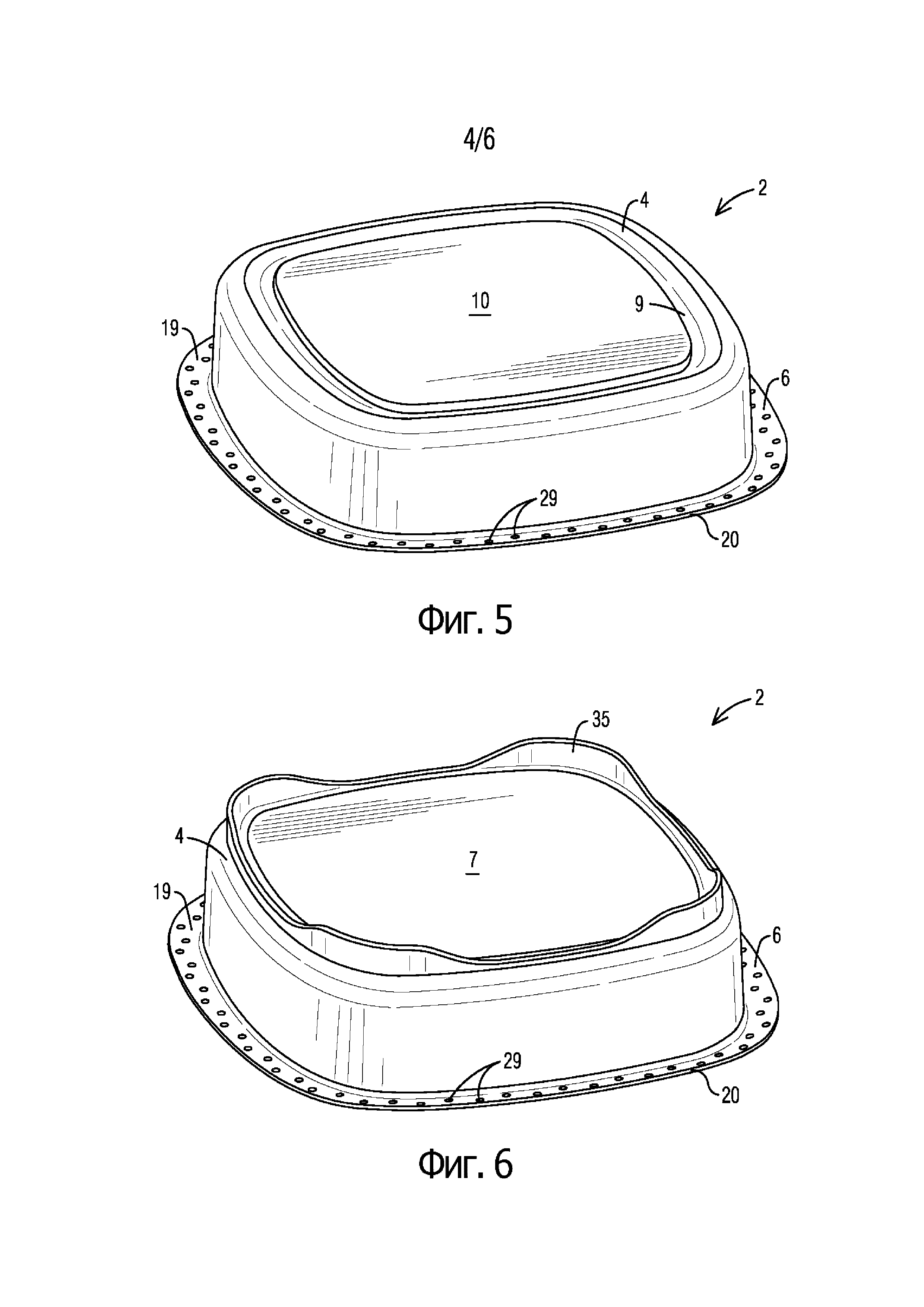
на фиг. 5 - емкость с нагревательным слоем, нанесенным посредством многослойного формования по центру на дно емкости, вид в перевернутом состоянии;
на фиг. 6 - емкость с полимерным слоем, нанесенным посредством многослойного формования на дно емкости и нагревательный слой, вид в перевернутом состоянии;
на фиг. 7 - заготовка крышки емкости, полученная глубокой вытяжкой, имеющая приподнятый край;
на фиг. 8 - крышка емкости с приподнятым краем с полимерным слоем, нанесенным посредством многослойного формования, и нагревательным слоем, нанесенным посредством многослойного формования на участок, ограниченный приподнятым краем;
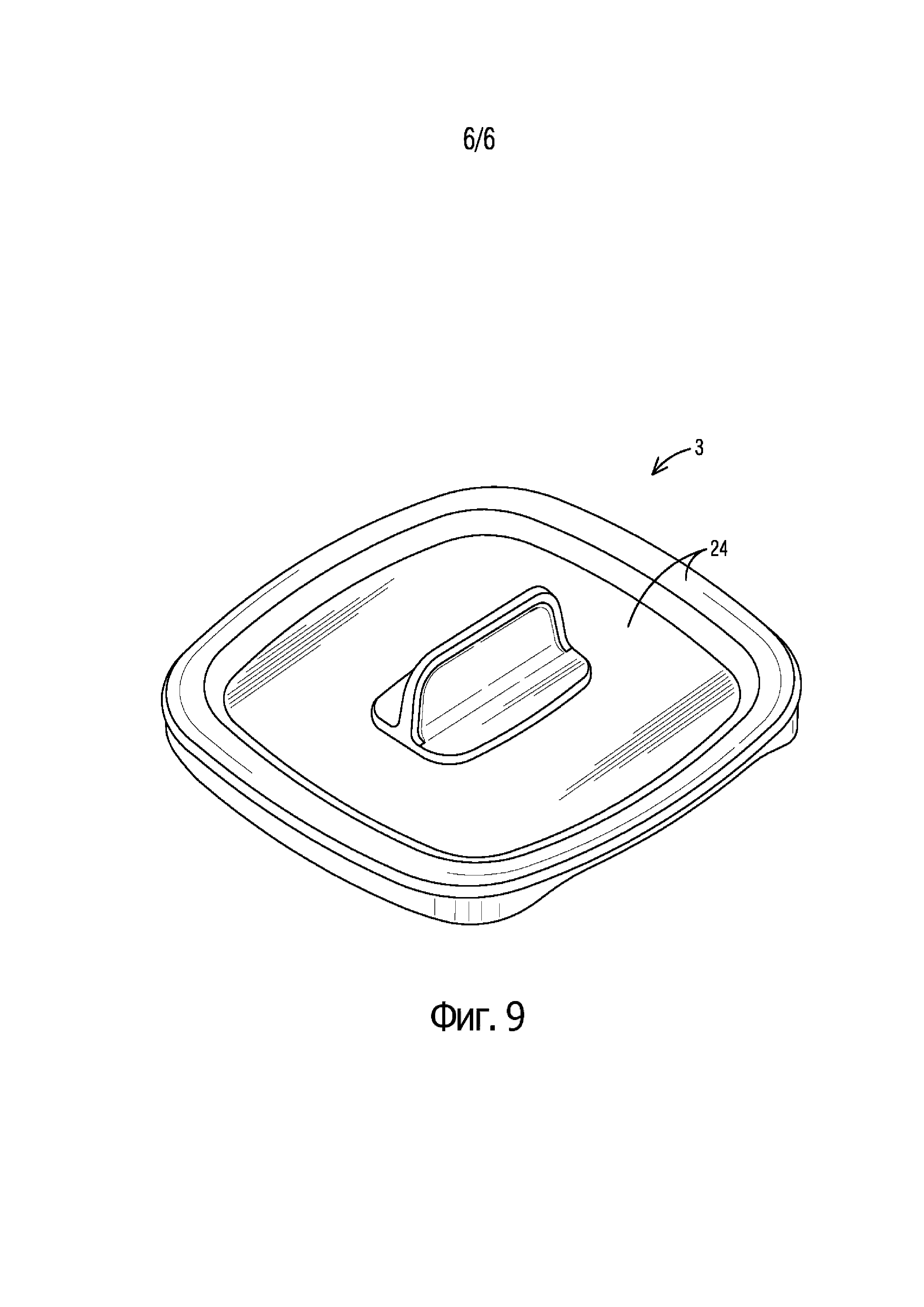
на фиг. 9 - крышка емкости с ручкой, полученная посредством многослойного формования.
Осуществление изобретения
Предмет рассмотрения настоящего изобретения относится к контейнеру, пригодному для использования в микроволновой печи, который содержит емкость и крышку емкости. Емкость и/или крышка емкости подергают пищу тепловой обработке с помощью тепловой энергии, конвертируемой из микроволновой энергии сусцепторами, диспергированными в нагревательных слоях, образованных посредством многослойного формования на емкости и/или крышке емкости. Емкость и крышку емкости получают посредством глубокой вытяжки из металлических заготовок и последующего многослойного формования с образованием полимерных слоев. Перед многослойным формованием с образованием нагревательного слоя или полимерного слоя на незащищенные металлические поверхности наносят грунтовки. На металлические поверхности, контактирующие с пищей, наносят противопригарные покрытия.
Сусцепторы
Контейнеры, пригодные для использования в микроволновой печи, содержат сусцепторы, которые диспергированы в полимерной матрице. Композиционный материал сусцептор/полимерная матрица наносят посредством многослойного формования на крышке емкости и емкости в виде нагревательных слоев. Сусцепторы являются материалами, которые обладают магнитными свойствами, воздействующими на микроволновую энергию микроволновой печи таки образом, что микроволновая энергия преобразуется в тепловую энергию. Характеристикой сусцепторов является тока Кюри Tc. При температурах ниже точки Кюри сусцептор преобразует микроволновую энергию в тепловую энергию. Выше точки Кюри сусцептор, по существу, теряет способность к преобразованию микроволновой энергии. Таким образом, сусцептор действует подобно термостату, нагреваясь, когда он преобразовывает микроволновую энергию в тепловую энергию, до тех пор, пока он не достигнет Tc. В этот момент преобразование энергии значительно уменьшается, и температура перестает подниматься или начинает падать. Когда температура сусцептора падает ниже Tc, сусцептор снова начинает преобразовывать микроволновую энергию, и его температура снова повышается до Tc.
Эффективность сусцептора в отношении преобразования микроволновой энергии в тепловую энергию определяется не только его химическим составом и концентрацией в полимерной матрице, но и его морфологией, например, полностью ли он спечен, и размером его частиц, а также характеристиками теплопередачи полимерной матрицы и его воздействием на микроволновую энергию. В идеальном случае теплопроводность полимерной матрицы является высокой, так что когда температура сусцептора повышается, тепловая энергия эффективно передается полимеру и затем металлической поверхности емкости или крышки емкости, которая нагревает пищу, содержащуюся в контейнере, пригодном для использования в микроволновой печи.
Предпочтительно сусцептор находится в полимерной матрице в виде порошка, причем порошок имеет средний диаметр частиц 1 - 500 микрон. Предпочтительно средний размер частиц сусцепторного порошка составляет 1 - 13 микрон. Еще более предпочтительно средний диаметр частиц сусцепторного порошка составляет 1 - 5 микрон.
Сусцепторный порошок диспергирован в полимерной матрице, с использованием стандартного смесительного оборудования, например, смесителей или экструдеров, где полимер представлен в форме твердого, жидкого, частично расплавленного материала или их комбинаций.
Точку Кюри сусцепторного порошка выбирают для обеспечения оптимальных условий приготовления пищи. Слишком высокая температура может привести к неравномерному приготовлению или приготовлению сухой или подгоревшей пищи. Слишком низкая температура может затруднить приготовление жареной пищи или увеличить время приготовления. Предпочтительно сусцепторный порошок имеет точку Кюри от температуры выше 175°C до температуры ниже 260°C. Более предпочтительно точка Кюри составляет 190 - 240°C. Еще более предпочтительно точка Кюри составляет 204 - 221°C.
Сусцептор, используемый в нагревательном слое, выбирают из марганец-цинкового феррита, никель-цинкового феррита, стронциевого феррита или их смесей. Предпочтительно сусцептор является марганец-цинковым ферритом, обычно именуемым как магнитомягкий феррит. Когда сусцептор является марганец-цинковым ферритом, компонент оксид марганца может быть или в форме оксида марганца (II, III) (Mn3O4) или оксида марганца (II) (MnO). Когда компонент оксид марганца представляет собой Mn3O4, марганец-цинковый феррит предпочтительно содержит 5,0 - 27,0% масс. Mn3O4, 4,0 - 25,0% масс. ZnO и 40,0 - 80,0 % масс. Fe2O3 исходя из общей массы марганец-цинкового феррита. Более предпочтительно сусцептор содержит 18,0 - 27,0% масс. Mn3O4, 8,0 - 15,0% масс. ZnO и 40,0 - 70,0 % масс. Fe2O3 исходя из общей массы марганец-цинкового феррита. Когда компонент оксид марганца представляет собой MnO, марганец-цинковый феррит предпочтительно содержит 6,0 - 17,0% масс. Mn3O4, 60,0 - 76,0% масс. Fe2O3, 0 - 3,0% масс. Fe3O4 и 7,0 - 16,0% масс. ZnO исходя из общей массы марганец-цинкового феррита. Предпочтительно сусцептор является марганец-цинковым ферритом. Более предпочтительно сусцептор является марганец-цинковым ферритом, содержащим Mn3O4. Еще более предпочтительно, когда сусцептор является марганец-цинковым ферритом, он является единственным ферритом, т.е. сусцептор не является смесью ферритов.
Предпочтительно сусцептор является спеченным. Спекание является высокотемпературной обработкой сусцептора, во время которой примеси, остаточная влага, связующие и смазки выгорают из продукта, материал уплотняется, и выявляются его магнитные и механические свойства. Пример процесса спекания включает в себя повышение температуры сусцептора вплоть до 800°C в воздушной атмосфере. Далее температуру повышают до 1000 - 1500°F, подавая неокисляющий газ. Затем сусцептор охлаждают.
Полимерная матрица
Полимерную матрицу, в которой диспергируют сусцепторный порошок, выбирают из силиконового каучука, жидкокристаллического полимера, полимера полифениленсульфида или их смесей. Эти материалы обеспечивают оптимальный баланс положительных характеристик формования, тепловые и электрические свойства и характеристики готового изделия.
Жидкокристаллические полимеры являются ароматическими полимерами, имеющими кристалличность в жидком состоянии. Такая кристалличность может быть получена или растворением полимера в растворителе (лиотропные жидкокристаллические полимеры) или нагревом полимера выше точки стеклования или плавления (термотропные жидкокристаллические полимеры). Примеры пригодных жидкокристаллических полимеров включают в себя продукты, представленные на рынке под торговыми наименованиями Vectran и Zenite.
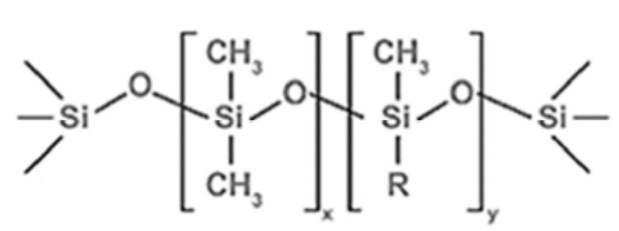
Полимеры полифениленсульфида включают в себя частично кристаллические высокотемпературные полимеры с общей формулой:

Примеры пригодных полимеров полифениленсульфида включают в себя полимеры полифениленсульфида, представленные на рынке под торговыми наименованиями Ryton от компании Solvay, Fortron от компании Celanese Corporation или Torelina от компании Toray Industries Inc.
Если полимер является силиконовым каучуком, его можно выбирать из жидкого силиконового каучука, высоковязкого каучука или каучука, вулканизируемого при комнатной температуре. Каучук, вулканизируемый при комнатной температуре, имеет молекулярную массу приблизительно 20000, и его обычно сшивают при комнатной температуре, используя конденсационное сшивание или аддитивное сшивание. Конденсационное сшивание можно осуществлять, например, между дигидроксиполидиметилсилоксаном и силикатами в присутствии дилаурат дибутилолова или катализатора октоат олова (II). Аддитивное сшивание включает в себя добавление SiH посредством двойных связей в присутствии каталитических солей и комплексных соединений платины, палладия или родия. Реакция происходит при комнатной температуре, когда используются комплексные соединения платиновый металл/олефин. Каучуки, получаемые посредством аддитивного сшивания, применительно к высокотемпературной обработке содержат азотосодержащие комплексные соединения платины, например, с пиридином, бензонитрилом или бензотриазолом. Жидкий силиконовый каучук и высоковязкий каучук имеют повторяющиеся звенья Si-O-Si с общей формулой:

где жидкий силиконовый каучук имеет молекулярную массу 900 - 7600 и степень полимеризации 10 - 100, а высоковязкий каучук имеет молекулярную массу 370000 - 740000 и степень полимеризации 5000 - 10000, и где степень полимеризации определяется как сумма x и y. R выбирают из -OH, -CH3, -CH=CH2 или арильной групп.
Примеры пригодных жидких силиконовых каучуков включают в себя жидкие силиконовые каучуки, представленные на рынке компанией Wacker под наименованиями Elastosil®, такие как LR3003/70; или компанией Shenzhen SQUARE Silicone materials Co., Ltd., такие как SQUARE LIM3900-12A/B. Примеры пригодных высоковязких каучуков включают в себя Elasosil® R401/20; CHN3000, представленные на рынке компанией Shin-Etsu Chemical Co., Ltd.; и RBB-2003-30, представленные на рынке компанией Dow Corning.
Высоковязкий каучук отверждается посредством пероксидного сшивания при повышенных температурах. Пероксидное сшивание основано на образовании свободных радикалов для инициирования реакции. Пероксидный катализатор разлагается на два свободных компонента, содержащих радикалы. Эти компоненты реагируют для переноса свободных радикалов в силиконовый полимер с алкильной или винильной функциональностью.
Жидкие силиконовые каучуки отверждаются посредством аддитивного отверждения при повышенных температурах.
Силиконовые каучуки могут включать в себя усиливающие и неусиливающие наполнители. Усиливающие наполнители, прежде всего, включают в себя коллоидальные двуокиси кремния, которые химически взаимодействуют с силиконом для улучшения механических свойств, повышают вязкость и изменяют температуру стеклования и кристаллизации. Неусиливающие наполнители включают в себя такие материалы как мел, кварцевую муку, диатомовую землю, слюду, каолин, тальк и Al(OH)3. Эти материалы слабо взаимодействуют с силиконовым полимером для повышения вязкости и модуля упругости вулканизаторов.
Нагревательный слой
Нагревательные слои являются смесью сусцептора и полимерной матрицы, где сусцептор диспергирован в полимерной матрице. Предпочтительно нагревательные слои независимо содержат 15 - 85% масс. сусцепторного порошка и 85 - 15% масс. полимера исходя из общей массы нагревательного слоя. Предпочтительно нагревательные слои независимо содержат 70 - 80 % масс. сусцепторного порошка и 30 - 20% масс. полимера исходя из общей массы нагревательного слоя. Предпочтительно первый и второй нагревательные слои имеют твердость 5 - 70 единиц по Шору A. Более предпочтительно твердость по Шору A первого и второго нагревательных слоев составляет 20 - 60 единиц. Еще более предпочтительно твердость по Шору A первого и второго нагревательных слоев составляет 30 - 50 единиц.
Контейнер, пригодный для использования в микроволновой печи
Контейнер, пригодный для использования в микроволновой печи, содержит емкость и крышку емкости для приготовления пищи. Нагревательные слои, состоящие из полимерной матрицы и сусцепторного порошка, прикреплены как к емкости, так и к крышке емкости на поверхностях емкости и крышки емкости, которые не контактируют с пищей. Нагревательные слои имеют твердость 5 - 70 единиц по Шору A. Полимер, используемый в качестве матрицы, выбирают из силиконового каучука, жидкокристаллического полимера, полимера полифениленсульфида или их смесей. Полимер, используемый в качестве матрицы, представляет собой силиконовый каучук. Сусцептор, используемый в нагревательном слое, выбирают из марганец-цинкового феррита, никель-цинкового феррита, стронциевого феррита или их смесей. Предпочтительно сусцептор является марганец-цинковым ферритом. Сусцепторы, используемые в нагревательных слоях, могут быть одинаковыми или разными, и содержание сусцептора в полимерной матрице в нагревательных слоях может быть различным, что позволяет варьировать способности к теплопередаче двух слоев.
Нагревательный слой предпочтительно расположен по центру на нижней поверхности дна емкости и/или верхней поверхности крышки емкости. Нагревательные слои прикреплены к емкости и/или крышке емкости посредством многослойного формования, используя литье под давлением или прямое формование, и на постоянной основе присоединены к дну емкости или крышке емкости. Емкость и крышка емкости изготовлены из металла, выбранного из нержавеющей стали, углеродистой стали или алюминия. Предпочтительно емкость и крышка емкости изготовлены из нержавеющей стали. Более предпочтительно емкость и крышка емкости изготовлены из нержавеющей стали 304.
Предпочтительно на непокрытый металлический участок емкости и крышки емкости, которые подлежат нанесению полимера посредством многослойного формования, наносят грунтовку. Пригодные грунтовки для нанесения на непокрытый металлический участок включают в себя грунтовки G790 и G418, представленные на рынке компанией Wacker; XP81-A6361 и XP-C0431, представленные на рынке компанией Momentive; DY39-067, представленная на рынке компанией Dow Corning; и Bluestar Silicone M&P Primer. Расположение нагревательного слоя на нижней поверхности дна емкости и верхней поверхности крышки емкости позволяет нагревательному слою преобразовывать микроволновую энергию в тепловую энергию, которая передается металлической емкости и/или крышке емкости и затем передается пище, подлежащей приготовлению. Тепловая энергия, передаваемая пище металлическими поверхностями, обеспечивает приготовление и поджаривание пищи, так чтобы она имела удовлетворительный вкус и текстуру, которые получают согласно обычным способам приготовления пищи на кухонной плите. Кроме того, использование металла для емкости и крышки емкости служит блокировке передачи микроволн пище. Хорошо известно, что приготовление пищи с использованием микроволновой энергии часто ведет к получению непривлекательной консистенции и внешнего вида. В рассматриваемом случае, несмотря на использование микроволновой печи, пищу приготавливают только с использованием тепловой энергии, тем самым значительно улучшая привлекательность пищи.
Крышка емкости выполнена с возможностью вставления внутрь емкости для обеспечения непрерывного контакта между нижней поверхностью крышки емкости и пищей, подлежащей подогреванию в микроволновой печи, причем крышку емкости можно перемещать в емкости вертикально вверх и вниз независимо от ориентации крышки. Как вариант, емкость и крышка емкости могут иметь прямоугольную или другую неквадратную форму (не показано), так что в первой ориентации крышка емкости может перемещаться вертикально за счет выравнивания с емкостью, но поворачивание емкости (например, на девяносто градусов для прямоугольника) во вторую ориентацию обусловливает опирание участков крышки емкости на участки ободка емкости, предотвращая вертикальное перемещение. Таким образом, первую ориентацию можно использовать для обеспечения контакта крышки емкости с пищей для ускорения приготовления или поджаривания пищи с обеих сторон, в то время как вторую ориентацию можно использовать для образования нагреваемого пространства, которое можно использовать аналогично печи. Во второй ориентации предпочтительно, чтобы зазор, образованный между ободком емкости и крышкой емкости, был достаточно мал для предотвращения или значительного уменьшения поступления микроволн внутрь контейнера.
Конструкция крышки емкости может включать в себя приподнятый край вдоль наружного периферийного края крышки. Приподнятый край может включать в себя множество перфорированных отверстий для улучшения адгезии полимера, наносимого посредством многослойного формования, к металлу края и способствования увеличению срока службы. Вокруг периферии емкости образован вентиляционный зазор за счет расстояния между наружной кромкой крышки емкости с полимерным слоем, нанесенным на нее посредством многослойного формования, и внутренней поверхностью стенки емкости, что обеспечивает выпуск пара во время приготовления. В полимерный слой, нанесенный на крышку емкости посредством многослойного формования, могут быть включены продолжающиеся наружу вентиляционные выступы для ее направления внутри емкости, обеспечивая при этом вентиляцию. Такие выступы ориентированы параллельно плоскости крышки емкости. В случае наличия указанных выступов с разных сторон крышки емкости предусмотрено, по меньшей мере, два вентиляционных выступа. Предпочтительно предусмотрено четыре вентиляционных выступа.
Во время приготовления пищи в микроволновой печи с пищей контактируют только металлические части емкости и крышки емкости. Это облегчает возможность обжаривания в контейнере и способствует равномерному приготовлению. Металлические участки емкости и крышки емкости, которые контактируют с пищей, могут быть обработаны противопригарным покрытием для оптимизации очистки. Предпочтительно противопригарное покрытие является политетрафторэтиленом (PTFE), который можно наносить с помощью стандартного оборудования для распыления.
Верхняя поверхность и приподнятый край крышки емкости покрыты полимером с помощью многослойного формования с целью увеличения срока службы, улучшения эстетики и закрывания нагревательного слоя (если предусмотрен), так что он ни при каких обстоятельствах не может контактировать с пищей. Полимер, нанесенный посредством многослойного формования, выбирают независимым образом из силиконового каучука, жидкокристаллического полимера, полимера полифениленсульфида или их смесей, имеющих твердость 50 - 95 единиц по Шору A. Предпочтительно твердость полимера по Шору A составляет 60 - 80 единиц. Еще более предпочтительно твердость полимера по Шору A, нанесенного посредством многослойного формования, больше твердости нагревательных слоев, описанных выше. Предпочтительно перед многослойным формованием на непокрытую металлическую поверхность наносят грунтовку. Многослойное покрытие выступающего края включает в себя нижнюю поверхность приподнятого края на нижней поверхности крышки емкости.
Крышка емкости также содержит ручку для удобства обращения с крышкой. Ручку предпочтительно формуют предварительно и крепят к верхней стороне крышки емкости посредством установки ее в форму перед выполнением процесса многослойного формования. Кроме того, как описано выше, многослойное формование крышки емкости может включать в себя многослойное формование нижней поверхности крышки емкости у наружной периферии. Это соответствует нижней поверхности приподнятого края крышки емкости при его наличии. И, наконец, многослойное формование крышки емкости может включать в себя продолжающиеся вниз выступы от нижней поверхности крышки емкости для обеспечения минимального зазора между металлом крышки емкости и металлом емкости для предотвращения возникновения электрической дуги во время работы микроволновой печи. В многослойное покрытие крышки емкости также могут быть включены продолжающиеся наружу вентиляционные выступы для ориентации крышки емкости внутри емкости. В случае наличия указанных выступов предусмотрено, по меньшей мере, два вентиляционных выступа. Предпочтительно предусмотрено четыре вентиляционных выступа.
Емкость состоит из дна емкости, которое контактирует с пищей, непрерывной стенки, которая продолжается вверх от дна емкости, первого нагревательного слоя, первого полимерного слоя и предпочтительно ободка, который продолжается наружу от верха непрерывной стенки. Дно емкости также содержит желоб, который продолжается вокруг основания непрерывной стенки и служит для сбора жидкостей, образующихся во время приготовления пищи.
Емкость также покрыта полимером посредством многослойного формования, как описано выше в отношении крышки емкости. Полимер, используемый для многослойного формования емкости, может быть таким же или отличаться от полимера, используемого для многослойного формования крышки емкости. Нижняя сторона дна емкости покрыта полимером посредством многослойного формования, в свою очередь, для увеличения срока службы и улучшения эстетики, а также для предотвращения воздействия нагревательного слоя (если используется) на пищу. Верхняя и нижняя поверхности ободка емкости и наружная поверхность непрерывной стенки также могут быть подвергнуты многослойному формованию. Продолжающийся наружу ободок ориентирован параллельно плоскости дна емкости. И, наконец, многослойное формование нижней стороны дна емкости может включать в себя продолжающиеся вниз ножки для придания устойчивости емкости в микроволновой печи. Предпочтительно перед нанесением полимера на непокрытый металл емкости посредством многослойного формования на непокрытый металл емкости наносят грунтовку.
Непрерывная стенка предпочтительно имеет угол наклона 1 - 4 градуса относительно вертикальной оси емкости для улучшения процесса многослойного формования. Предпочтительно угол наклона относительно вертикальной оси составляет 2 - 3 градуса.
В другом варианте выполнения наружная поверхность непрерывной стенки также покрыта полимером посредством многослойного формования, так что вся наружная сторона емкости покрыта полимерным слоем посредством многослойного формования.
Способ изготовления контейнера, пригодного для использования в микроволновой печи
Контейнер, пригодный для использования в микроволновой печи, изготавливают посредством первой глубокой вытяжки первой металлической заготовки для образования неокончательно обработанной емкости, содержащей дно, непрерывную стенку, выступающую вверх и соединенную с дном емкости у основания стенки и продолжающуюся вдоль периферии дна емкости, и ободок, продолжающийся наружу от верха непрерывной стенки. Дно емкости содержит верхнюю поверхность, которая контактирует с пищей, и нижнюю поверхность, которая контактирует с нагревательным слоем. Непрерывная стенка имеет внутреннюю поверхность, которая обращена внутрь емкости и может контактировать с приготавливаемой пищей, и наружную поверхность. Вдоль основания непрерывной стенки продолжается желоб для сбора жидкостей, образующихся в процессе приготовления пищи. Ободок содержит верхнюю поверхность, нижнюю поверхность и наружную кромку. Предпочтительно ободок содержит группу перфорированных отверстий.
Глубока вытяжка металлической заготовки является процессом металлообработки, который обычно выполняют при комнатной температуре. Процесс вытяжки рассматривают как глубокую вытяжку, а не штамповку металла, когда деталь протаскивают (вытягивают) в полость матрицы, и глубина полости в детали равна или превышает минимальную ширину детали. При глубокой вытяжке используют тангенциальное сжатие с радиальным растяжением для придания металлической заготовке формы полой емкости, которая может быть цилиндрической или коробчатой формы с прямыми или коническими сторонами. Специалистам в этой области хорошо известны прессы для глубокой вытяжки.
Далее выполняют глубокую вытяжку второй металлической заготовки для образования неокончательно обработанной крышки емкости, как и в случае неокончательно обработанной емкости. Крышка емкости содержит верхнюю поверхность, которая контактирует с нагревательным слоем, нижнюю поверхность, которая контактирует с приготавливаемой пищей, и наружную боковую кромку. Предпочтительно неокончательно обработанная крышка емкости содержит край, продолжающийся вдоль наружной периферии крышки емкости, который выступает относительно остальной части верхней поверхности крышки емкости. Предпочтительно край содержит группу перфорированных отверстий. Эти перфорированные отверстия улучшают адгезию к крышке материала, который наносят посредством многослойного формования во время этапа многослойного формования и увеличивают срок службы.
В случае ободка емкости и приподнятого края крышки емкости их можно временно закрыть перед нанесением противопригарного покрытия; например, на ободок и край можно установить временную прокладку. Это обеспечивает, что подготовку поверхности для нанесения противопригарного покрытия не будут выполнять на приподнятом краю или ободке, и само противопригарное покрытие не будут наносить на приподнятый край или ободок перед многослойным формованием, поскольку они ухудшают адгезию между металлом и полимером, который наносят посредством многослойного формования.
Для достижения повышенной адгезии между металлическим ободком и полимером во время этапа многослойного формования и увеличения срока службы в ободке неокончательно обработанной емкости предварительно пробивают множество отверстий. Затем на нижнюю поверхность емкости, внутреннюю поверхность непрерывной стенки и нижнюю поверхность крышки емкости наносят противопригарное покрытие. Для улучшения сцепления между неокончательно обработанной емкостью и нагревательным слоем на металлическую поверхность можно нанести грунтовку.
Далее на нижнюю поверхность дна емкости посредством многослойного формования наносят нагревательный слой, содержащий сусцепторный порошок в полимерной матрице, тем самым образуя обработанное дно емкости. Нагревательный слой расположен по центру на нижней поверхности дна емкости. Предпочтительно нагревательный слой расположен на нижней поверхности дна емкости, ограниченной желобом, т.е. на приподнятой секции дна емкости, соответствующей желобу. Многослойное формование можно выполнять с помощью процесса литья под давлением или прямого формования. Можно использовать стандартное оборудование для литья под давлением или прямого формования.
Нагревательный слой также наносят посредством многослойного формования на верхнюю поверхность крышки емкости, тем самым образуя обработанную крышку емкости. Нагревательный слой расположен по центру на верхней поверхности крышки емкости. Предпочтительно нагревательный слой расположен в области верхней поверхности крышки емкости, ограниченной приподнятым краем.
Поскольку на нижнюю поверхность дна емкости и верхнюю поверхность крышки емкости наносят полимерный слой посредством многослойного формования после нанесения нагревательного слоя посредством многослойного формования на заготовку, полученную глубокой вытяжкой, полимерный слой, полученный посредством многослойного формования, может контактировать как с нагревательным слоем, так и с металлом заготовки, полученной глубокой вытяжкой. Предпочтительно для способствования адгезии между полимерным слоем и непокрытым металлом наносят грунтовку. Грунтовку не наносят на наружную поверхность нагревательного слоя.
Далее к обработанной крышке емкости можно прикрепить ручку, тем самым образуя формованную сборочную единицу. Ручку можно прикрепить любым способом, известным специалистам в этой области, например, с помощью клея. Предпочтительно ручка выполнена предварительным формованием, но ручку можно изготавливать монолитно с выполнением многослойного формования. Более предпочтительно ручку предварительно формуют из полимера, выбранного из силиконового каучука, жидкокристаллического полимера, полимера полифениленсульфида или их смесей, как описано выше. Формованную ручку предпочтительно крепят к обработанной крышке емкости посредством вставления формованной ручки в форму перед многослойным формованием обработанной крышки емкости и последующего многослойного формования второго полимерного слоя.
И, наконец, на формованную сборочную единицу и на обработанное дно емкости наносят полимерный слой посредством многослойного формования. Полимерный слой выбирают из силиконового каучука, жидкокристаллического полимера, полимера полифениленсульфида или их смесей, как описано выше. Полимерные слои на формованной сборочной единице и на обработанном дне емкости могут быть одинаковыми или разными.
Нагревательные слои и полимерные слои наносят на нижнюю поверхность дна емкости и верхнюю поверхность крышки емкости посредством многослойного формования, используя процесс литья под давлением или процесс прямого формования. Можно использовать стандартное оборудование для литья под давлением или прямого формования.
После выполнения многослойного формования контейнер, пригодный для использования в микроволновой печи, нагревают, например, при 200°C в течение 4 часов для удаления летучих органических соединений (ЛОС).
На фиг. 1 показан вид с частичным разрезом контейнера 1, пригодного для использования в микроволновой печи. Крышка 3 емкости вставлена в емкость 2, так что между боковой кромкой 23 и внутренней поверхностью непрерывной стенки 5 существует вентиляционный зазор 30. Верхняя поверхность крышки 3 емкости выполнена многослойным формованием с нанесением второго полимерного слоя 24. К крышке 3 емкости прикреплена формованная ручка 37. Продолжающийся вниз выступ 32 крышки 3 емкости ограничивает минимальное расстояние между нижней поверхностью крышки емкости и верхней поверхностью емкости во избежание образования электрической дуги в микроволновой печи во время ее работы. Второй нагревательный слой 25 выполнен многослойным формованием на верхней поверхности крышки 3 емкости. Нижняя поверхность 28 второго нагревательного слоя 25 прикреплена к верхней поверхности крышки емкости посредством многослойного формования. Верхняя поверхность 27 второго нагревательного слоя 25 в крышке 3 емкости покрыта посредством многослойного формования вторым полимерным слоем 24. Первый нагревательный слой 10 прикреплен к дну 4 емкости 2 посредством многослойного формования. Нижняя поверхность 12 первого нагревательного слоя 10 выполнена посредством многослойного формования с нанесением первого полимерного слоя 7. Первый полимерный слой 7 также покрывает ободок крышки. Емкость 2 имеет непрерывную стенку 5 с верхней частью 14 и нижней частью 15. Вдоль основания 15 непрерывной стенки 5 продолжается желоб 34 для сбора жидкости, образующейся во время приготовления пищи. Наружная поверхность 17 непрерывной стенки 5 показана в виде металла без покрытия. В других вариантах выполнения наружная поверхность 17 может быть покрыта первым полимерным слоем 7. Продолжающиеся вниз ножки 35 (показаны как монолитно формованные) служат для придания устойчивости контейнеру 1, пригодному для использования в микроволновой печи, а также поддержания минимального расстояния между дном 4 емкости и дном микроволновой печи с целью обеспечения воздействия микроволновой энергии на дно емкости.
На фиг. 2 показан вид с частичным разрезом части контейнера 1, пригодного для использования в микроволновой печи. Крышка 3 емкости вставлена в емкость 2, опираясь на верхнюю часть приготавливаемой пищи, и в этом прямоугольном варианте выполнения может перемещаться вверх и вниз внутри емкости 2 в зависимости от высоты пищи, находящейся в контейнере. Верхняя поверхность крышки 3 емкости выполнена посредством многослойного формования с нанесением второго полимерного слоя 24. Формованная ручка 37 прикреплена к верхней поверхности крышки 3 емкости. Второй нагревательный слой 25 выполнен посредством многослойного формования на верхней поверхности крышки 3 емкости. Нижняя поверхность 28 нагревательного слоя 25 прикреплена к верхней поверхности крышки емкости посредством многослойного формования. Верхняя поверхность 27 нагревательного слоя 25 в крышке 3 емкости покрыта посредством многослойного формования с нанесением второго полимерного слоя 24. Первый нагревательный слой 10 прикреплен к дну 4 емкости 2 посредством многослойного формования. Верхняя поверхность 11 первого нагревательного слоя 10 прикреплена к нижней поверхности дна 4 емкости 2 посредством многослойного формования. Нижняя поверхность 12 первого нагревательного слоя 10 выполнена посредством многослойного формования с нанесением первого полимерного слоя 7. Первый полимерный слой 7 также выполнен посредством многослойного формования на ободке емкости. Емкость 2 имеет непрерывную стенку 5 с верхней частью 14 и основанием 15. Наружная поверхность 17 непрерывной стенки 5 показана как металл без покрытия. В других вариантах выполнения наружная поверхность 17 может быть покрыта первым полимерным слоем 7. Продолжающиеся вниз ножки 35 служат для придания устойчивости контейнеру 1, пригодному для использования в микроволновой печи, а также поддержания минимального расстояния между дном 4 емкости и дном микроволновой печи.
На фиг. 3 показан вид емкости 2, полученной глубокой вытяжкой. Емкость 2 включает в себя дно 4 с верхней поверхностью 8 для контакта с пищей, продолжающуюся вверх непрерывную стенку 5 и продолжающийся наружу ободок 6. Непрерывная стенка 5 имеет внутреннюю поверхность 16 для контакта с пищей и наружную поверхность 17, верхнюю часть 14 и основание 15. Желоб 34 для сбора жидкостей, образующихся во время приготовления пищи, продолжается по периферии дна 4 емкости у основания 15 непрерывной стенки 5. Ободок 6 имеет множество перфорированных отверстий 29, которые улучшают многослойное формование ободка 6, верхней поверхности 18 и наружной боковой кромки 20.
На фиг. 4 показан вид емкости 2, полученной глубокой вытяжкой, где ободок выполнен посредством многослойного формования с нанесением первого полимерного слоя 7. Продолжающиеся вниз формованные ножки 35 служат для придания устойчивости контейнеру 1, пригодному для использования в микроволновой печи, а также ограничивают минимальное расстояние между дном 4 емкости и дном микроволновой печи. Емкость 2 содержит дно 4 с верхней поверхностью 8 для контакта с пищей и продолжающуюся вверх непрерывную стенку. Непрерывная стенка имеет внутреннюю поверхность 16 для контакта с пищей и наружную поверхность 17. Желоб 34 для сбора жидкостей, образующихся во время приготовления пищи, продолжается по периферии 13 дна 4 емкости у основания 15 непрерывной стенки.
На фиг. 5 показан вид емкости 2 в перевернутом состоянии. Ободок 6 имеет нижнюю поверхность 19, множество перфорированных отверстий 29 и наружную боковую кромку 20. Первый нагревательный слой 10 выполнен посредством многослойного формования на нижней поверхности 9 дна 4 емкости в пространстве, ограниченном желобом емкости.
На фиг. 6 показан вид емкости 2 в перевернутом состоянии. Ободок 6 имеет нижнюю поверхность 19, множество перфорированных отверстий 29 и наружную боковую кромку 20. Первый полимерный слой 7 выполнен посредством многослойного формования на дне 4 емкости, включая сюда как нижнюю поверхность дна емкости, так и первый нагревательный слой 10. Первый полимерный слой 7 включает в себя продолжающиеся вниз формованные ножки 35 для придания устойчивости емкости 2 в микроволновой печи, а также поддержания минимального расстояния между дном 4 емкости и дном микроволновой печи.
На фиг. 7 показана полученная вытяжкой заготовка крышки 3 емкости. Крышка 3 емкости содержит верхнюю поверхность 21. Посредством вытяжки металлической заготовки получают приподнятый край 26 относительно верхней поверхности 21. Приподнятый край 26 содержит множество перфорированных отверстий 38, которые улучшают многослойное формование второго полимерного слоя и способствуют повышению прочности.
На фиг. 8 показана крышка 3 емкости, имеющая приподнятый край 26, содержащий множество перфорированных отверстий 38. Приподнятый край 26 получен посредством многослойного формования с нанесением второго полимерного слоя 24. Центральный участок 25 крышки 3 емкости получен посредством многослойного формования с нанесением второго нагревательного слоя 25 в области, ограниченной приподнятым краем 26.
На фиг. 9 показана крышка 3 емкости, полностью полученная посредством многослойного формования с нанесением второго полимерного слоя 24 и формованной ручки 37.
Другие признаки, преимущества и варианты осуществления раскрытого изобретения станут понятными специалистам в этой области после изучения вышеприведенного описания. В этом отношении, несмотря на то, что конкретные варианты осуществления изобретения были описаны достаточно подробно, разновидности и модификации этих вариантов осуществления могут быть внедрены без отклонения от сущности и объема изобретения, описанных и заявленных в формуле изобретения.
Реферат
Контейнер для использования в микроволновой печи, содержащий емкость и крышку емкости. Емкость содержит дно, непрерывную стенку, ободок и первый полимерный слой. Дно содержит верхнюю поверхность и нижнюю поверхность. Непрерывная стенка выступает вверх вдоль периферии дна и содержит верх, основание, внутреннюю поверхность и наружную поверхность. Ободок продолжается наружу от верха непрерывной стенки и содержит верхнюю поверхность, нижнюю поверхность и наружную боковую кромку. Первый полимерный слой прикреплен к верхней поверхности ободка, наружной боковой кромке ободка, нижней стороне первого нагревательного слоя и нижней поверхности дна емкости. Крышка емкости содержит верхнюю поверхность, нижнюю поверхность, наружную боковую кромку и второй полимерный слой. Второй полимерный слой прикреплен к верхней поверхности крышки емкости, верхней поверхности второго нагревательного слоя и боковой кромке крышки емкости. Емкость и/или указанная крышка емкости дополнительно содержат нагревательный слой в форме первого нагревательного слоя, относящегося к указанной емкости, и второго нагревательного слоя, относящегося к крышке. Первый нагревательный слой содержит верхнюю поверхность и нижнюю поверхность. Верхняя поверхность первого нагревательного слоя прикреплена к нижней поверхности дна. Второй нагревательный слой содержит верхнюю поверхность и нижнюю поверхность, которая прикреплена к верхней поверхности крышки емкости. Изобретение имеет долговечную конструкцию и способность к поджариванию пищи. 2 н. и 18 з.п. ф-лы, 9 ил.
Формула
Документы, цитированные в отчёте о поиске
Герметично закрытая упаковка для нагревания в микроволновой печи
Комментарии