Вентилируемые укупорочные средства для контейнеров - RU2332199C2
Код документа: RU2332199C2
Чертежи















































Описание
Информация о родственных заявках
Предпосылки создания изобретения
Область техники, к которой относится изобретение
В соответствии с одним аспектом данное изобретение относится к укупорочным средствам для контейнеров для напитков и, более точно, к укупорочным средствам, которые вентилируются в целях уменьшения отрицательного давления или разрежения, которое нарастает внутри контейнера при потреблении напитка из него. В соответствии с другим аспектом данное изобретение также относится к устройству и способу создания контейнера для напитков, используемого для охлаждения жидкости посредством диффузионного испарения.
Описание уровня техники, имеющего отношение к данному изобретению
Множество разнообразных контейнеров для напитков созданы с небольшим отверстием или выливной частью для питья, через которую текучее содержимое может быть извлечено. Отверстие приспособлено таким образом, чтобы человек мог поместить свой рот над отверстием, тем самым образуя уплотнение вокруг отверстия. К примерам данных типов контейнеров для напитков относятся бутылка для газировки с сиропом, имеющая небольшое кольцевое отверстие; чашка для питья или защищенная от расплескивания чашка, имеющая крышку, образованную с выливной частью для питья; и снабженная соской, детская бутылочка. По мере потребления текучего содержимого из одного из этих контейнеров для напитков отрицательное давление или разрежение нарастает внутри контейнера, вызывая необходимость в прерывании питья на достаточно длительное время, чтобы обеспечить возможность поступления воздуха в контейнер, выравнивающего давление между наружной атмосферой и внутренним пространством. Это прерывание создает неудобство для взрослых потребителей и затрудняет продолжение кормления младенцев. Были предложены многочисленные решения, в соответствии с которыми контейнер для напитков вентилируется для сброса нарастания отрицательного давления. Как и следовало ожидать, большинство решений направлено на чашки, защищенные от расплескивания, или детские бутылочки для кормления младенцев.
Краткое изложение сущности изобретения
В соответствии с предпочтительным вариантом осуществления создано укупорочное средство для выдачи текучих сред из контейнера. Укупорочное средство содержит пару из телескопически соединенных, первого и второго элементов, совместно образующих канал для текучей среды, причем первый элемент прикреплен к основанию или выполнен за одно целое с основанием, основание приспособлено для крепления, присоединения или прикрепления его к контейнеру, и основание и/или первый элемент включает одну или несколько частей из пористого вентилирующего материала, который обеспечивает возможность прохода газов и препятствует проходу массы жидкости. В предпочтительном варианте осуществления канал для текучей среды открывается для обеспечения возможности прохода текучей среды из контейнера путем перемещения второго элемента относительно первого элемента, которое включает откручивание или оттягивание второго элемента относительно первого. В некоторых вариантах осуществления пористый вентилирующий материал закрыт вторым элементом, когда укупорочное средство находится в закрытом положении, и открыт для воздействия воздуха, когда укупорочное средство находится в открытом положении.
В соответствии с предпочтительным вариантом осуществления создано укупорочное средство для обработки и выдачи жидкости, содержащее основание, которое содержит средство для крепления укупорочного средства к контейнеру; канал для жидкости, проходящий через основание, причем жидкость проходит по этому каналу, когда укупорочное средство используется; пористую матрицу для обработки, содержащуюся внутри канала для жидкости или соединенную с каналом для жидкости, причем жидкость проходит через матрицу, когда укупорочное средство используется; и, возможно, пористую вентилирующую матрицу, прикрепленную к основанию, причем пористая вентилирующая матрица обеспечивает возможность прохода газов через пористую вентилирующую матрицу и препятствует проходу жидкости через пористую вентилирующую матрицу, в результате чего обеспечивается возможность выравнивания давления воздуха между первым местом, находящимся в контакте с первым участком пористой вентилирующей матрицы, и вторым местом, находящимся в контакте со вторым участком пористой вентилирующей матрицы. Виды обработки, которым подвергается жидкость, когда она проходит через укупорочное средство, с помощью матрицы для обработки, включают избирательное или неизбирательное удаление или добавление химикатов либо за счет химического состава, размера или другой характеристики; катионный и/или анионный обмен; и химические реакции, но виды обработки не ограничены вышеуказанными. В предпочтительном варианте осуществления обработка представляет собой химическую обработку, включающую избирательное удаление консерванта или другого химиката из жидкости.
В другом варианте осуществления создано укупорочное средство для выдачи жидкости, содержащее основание, содержащее средство для крепления укупорочного средства к контейнеру; канал для жидкости, проходящий через основание, причем жидкость проходит по этому каналу, когда укупорочное средство используется; и пористую матрицу для потока, имеющую высокую плотность потока жидкости и низкое давление проникновения воды, содержащуюся внутри канала для жидкости, присоединенную к каналу для жидкости или соединенную с каналом для жидкости, причем жидкость проходит через матрицу, когда укупорочное средство используется; причем пористая матрица для потока по существу предотвращает поток жидкости через укупорочное средство, когда давление воздуха на противоположных концах матрицы по существу одинаковое. В предпочтительном варианте осуществления укупорочное средство дополнительно содержит пористую вентилирующую матрицу, прикрепленную к основанию.
В еще одном варианте осуществления создан узел для выдачи напитка, содержащий крышку, имеющую выполненное в ней отверстие для обеспечения возможности прохода жидкости и газа, корпус основания, приспособленный для крепления его к контейнеру, и в основном гидрофобный пористый вентилирующий материал, имеющий высокое давление проникновения воды, удерживаемый корпусом основания (например, содержащийся внутри корпуса основания, присоединенный к корпусу основания, выполненный за одно целое с корпусом основания или иным образом соединенный с корпусом основания), причем корпус основания и крышка соединены с возможностью перемещения и совместно определяют канал для жидкости, и вентилируемый воздух, проходящий в контейнер во время использования, проходит по центральной оси, вокруг которой течет жидкость, когда она выходит из контейнера и через выдачное устройство, в результате чего уменьшается вовлечение воздуха в выдаваемую жидкость.
Предпочтительные варианты осуществления укупорочных средств и узлов, раскрытых здесь, могут включать один или несколько из следующих [материалов]: вентилирующий материал, содержащий пластик, металл, керамический материал и/или стекло; гидрофобный вентилирующий материал; и вентилирующий пластик, характеризующийся высоким давлением проникновения воды. Кроме того, в предпочтительных вариантах осуществления укупорочных средств и узлов: пористый вентилирующий материал обеспечивает достаточное вентилирование для обеспечения возможности по существу постоянной плотности потока жидкости из укупорочного средства без создания существенного перепада давлений на укупорочном средстве, предпочтительно составляющей, по меньшей мере, приблизительно 500 мл/мин/см2, включая, по меньшей мере, приблизительно 50 мл/мин/см2; укупорочное средство обеспечивает снижение давления во время выдачи, составляющее менее приблизительно 2 фунтов на кв. дюйм, включая менее приблизительно 1 фунта на кв. дюйм.
В предпочтительных вариантах осуществления укупорочное средство или узел включает пористую матрицу для потока, находящуюся, по меньшей мере, в части канала для текучей среды, причем матрица для потока приспособлена для того, чтобы по существу препятствовать потоку жидкости через матрицу для потока, если не существует перепада давлений воздуха (предпочтительно приблизительно от 0, 05 до 2 фунтов на кв. дюйм) между внутренним пространством контейнера и пространством, наружным по отношению к контейнеру, к которому присоединено укупорочное средство. Кроме того, в предпочтительных вариантах осуществления укупорочное средство предусмотрено в комбинации с контейнером, причем контейнер имеет горловину с наружной резьбой, приспособленной для взаимодействия с внутренней резьбой на основании для присоединения укупорочного средства к контейнеру. В альтернативном варианте узел или укупорочное средство имеет основание, приспособленное для соединения с верхней частью алюминиевой банки для напитка.
Краткое описание чертежей
На фиг. 1 изображен собой выполненный с пространственным разделением элементов вид в перспективе детской бутылочки, показывающий пластиковый корпус бутылочки, вентилирующий элемент, соску и резьбовое кольцо при взаимном расположении их друг относительно друга.
На фиг. 2а изображено сечение закрытого конца корпуса бутылочки, показывающее вентилирующий элемент, прикрепленный к корпусу бутылочки посредством литьевого прессования (см. линию А на фиг. 1, показывающую плоскость сечения для видов 2а-2d, и линию В на фиг. 1, показывающую линию отсечения, ограничивающую нижнюю часть бутылочки на видах 2а-2d).
На фиг. 2b изображено сечение закрытого конца корпуса бутылочки, показывающее вентилирующий элемент, прикрепленный к корпусу бутылочки с помощью сварки, герметика или ультразвуковой сварки.
На фиг. 2с изображено боковое сечение закрытого конца корпуса бутылочки, показывающее вентилирующий элемент, выполненный в виде пробки и вставленный в отверстие, образованное в корпусе бутылочки.
На фиг. 2d изображено боковое сечение закрытого конца корпуса бутылочки, показывающее вентилирующий элемент, выполненный в виде пробки с буртиком и вставленный в полость, образованную в нижней части корпуса бутылочки.
На фиг. 3 изображен выполненный с пространственным разделением элементов вид в перспективе бутылки для занятий спортом, выполненной с вентилирующим элементом, показанным в определенном положении относительно нижней части бутылки.
На фиг. 4 изображено боковое сечение навинченной крышки для чашки для питья, показывающее вентилирующий элемент, прикрепленный к внутренней поверхности крышки с помощью сварки, герметика или ультразвуковой сварки.
На фиг. 5 изображено боковое сечение вентилируемого укупорочного средства для повторно закрываемой бутылки, выполненного со средствами, обеспечивающими вентилирование, расположенными во фланце и вдоль стержня, образующего проход для текучей среды. Пористая предотвращающая расплескивание матрица показана в двух местах вместе с возможной соломинкой. Возможный защитный колпачок показан над выливной частью как часть упаковки.
На фиг. 6 изображен канал для потока воздуха через вентилирующие элементы во фланце, расположенные в укупорочном средстве для вентилируемой бутылки такого типа, как показано на фиг. 5.
На фиг. 7А-7С изображены различные геометрические расположения пористых материалов в одной или нескольких плоскостях.
На фиг. 8А и 8В изображены конфигурации упаковки с элементами, расположенными стопкой, на выполненном с пространственным разделением элементов виде и виде сбоку одного варианта осуществления вентилируемого укупорочного средства для бутылки и способ перехода от хранения к режиму использования. Эта конфигурация предназначена для использования в упаковках для газированных напитков.
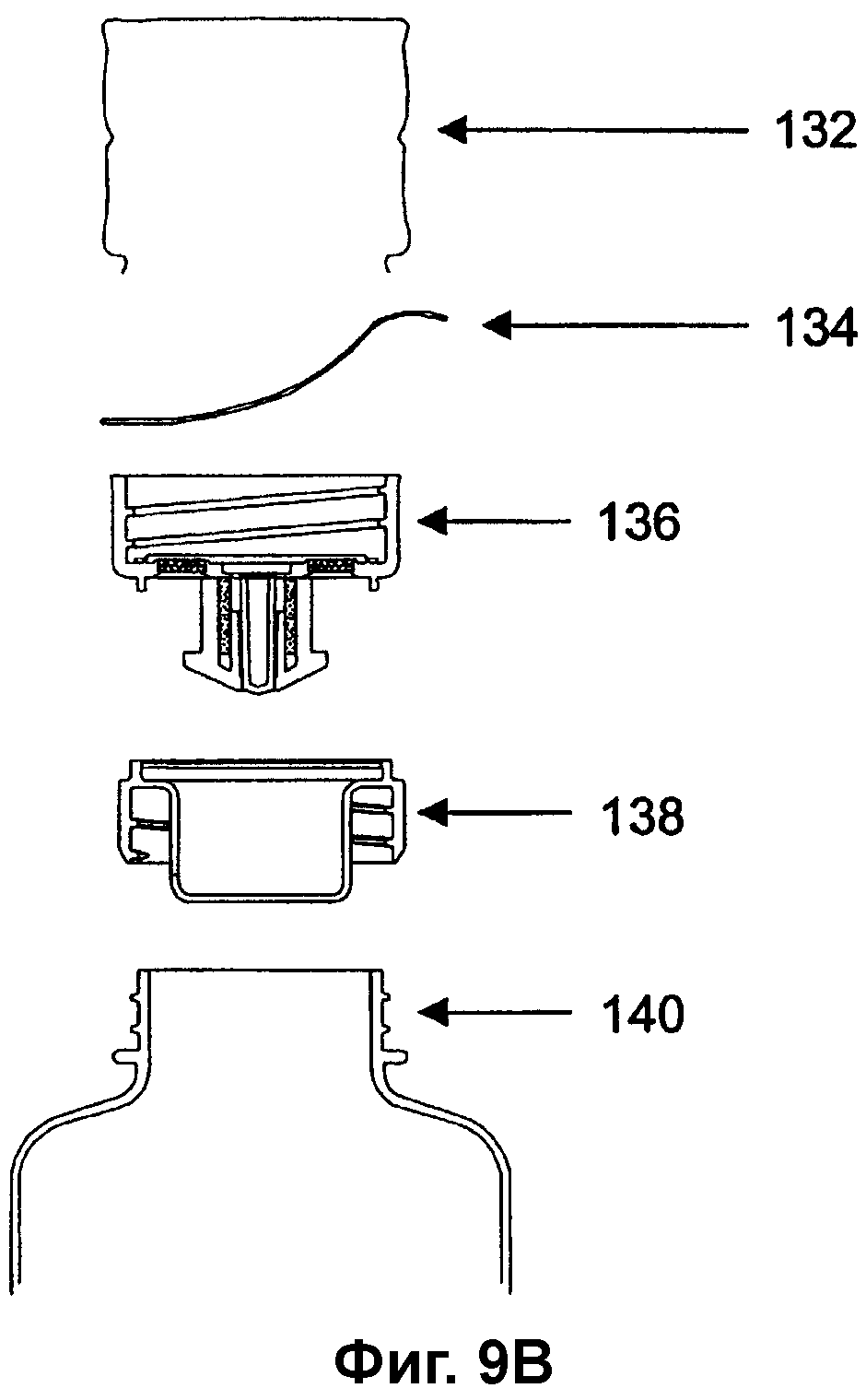
На фиг. 9А-9С изображены выполненные с пространственным разделением вид и сечения конфигурации упаковки с колпачком для вентилируемого укупорочного средства для бутылки с вентилирующими элементами, расположенными во фланце, и способ перехода от хранения к режиму использования. Данная конфигурация может быть использована в упаковках для газированных напитков.
На фиг. 10А и 10В изображены сечения вентилируемого контейнера коробчатого типа с одной полостью, предназначенного для напитков и предусмотренного с возможной пористой предотвращающей расплескивание матрицей в канале для текучей среды в дополнение к возможной соломинке и повторно закрываемой выливной части. На фиг. 10С и 10D изображены сечения вентилируемых, выполненных с перегородкой контейнеров для напитков с возможной пористой предотвращающей расплескивание матрицей в канале для текучей среды с возможной соломинкой и повторно закрываемой выливной частью.
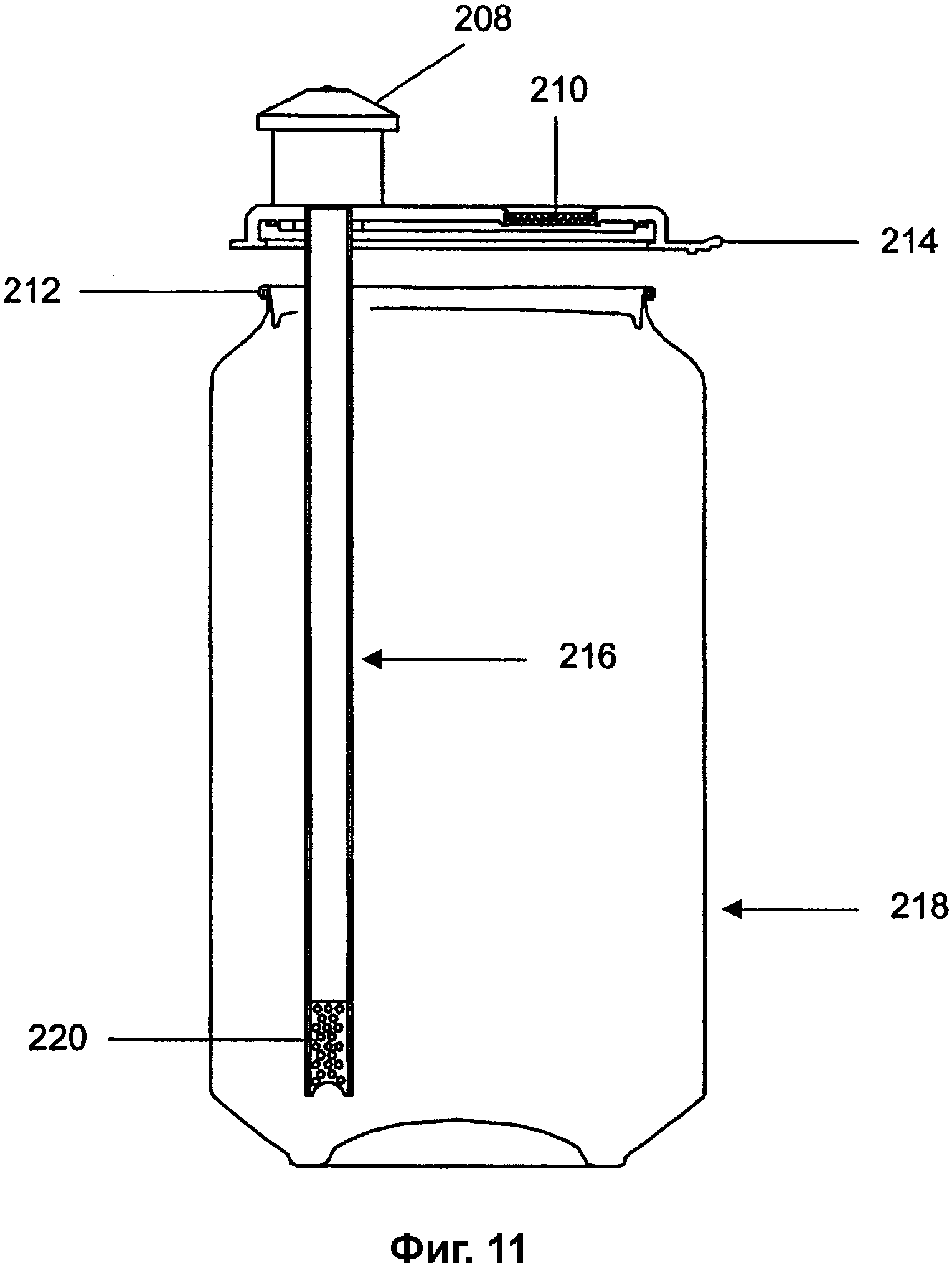
На фиг. 11 изображено сечение вентилируемой системы с укупорочным средством и с повторно закрываемой выливной частью с возможной соломинкой в канале для текучей среды, предназначенной для использования с банками для напитков. Вентилирующий канал может быть закрыт, когда выливная часть находится в закрытом положении, для предотвращения испарения содержимого.
На фиг. 12А изображено вентилируемое укупорочное средство с пористой предотвращающей расплескивание матрицей в канале для текучей среды, предназначенное для использования с контейнерами для напитков, приспособленными для содержания в них горячих жидкостей. На фиг. 12В и 12С изображены вентилируемые укупорочные средства для контейнеров для хранения пищи, предназначенных для одноразового и многоразового использования.
На фиг. 13А-13D изображены сечения вентилируемого укупорочного средства для винной бутылки с возможной, выполненной за одно целое матрицей для очистки, расположенной в канале для текучей среды, и предпочтительной конфигурации упаковки с переходом от хранения к режиму использования.
На фиг. 14А и 14В изображены сечения вентилируемого укупорочного средства для банки для напитка в открытой и закрытой конфигурациях с возможной пористой предотвращающей расплескивание матрицей и повторно закрываемой выливной частью, которое может быть использовано с газированными напитками.
На фиг. 15А-15D изображены сечения вентилируемого укупорочного средства для напитка с повторно закрываемой выливной частью и пористой предотвращающей расплескивание матрицей. Канал для вентилирования может быть закрыт, когда выливная часть находится в закрытом положении, для предотвращения испарения содержимого.
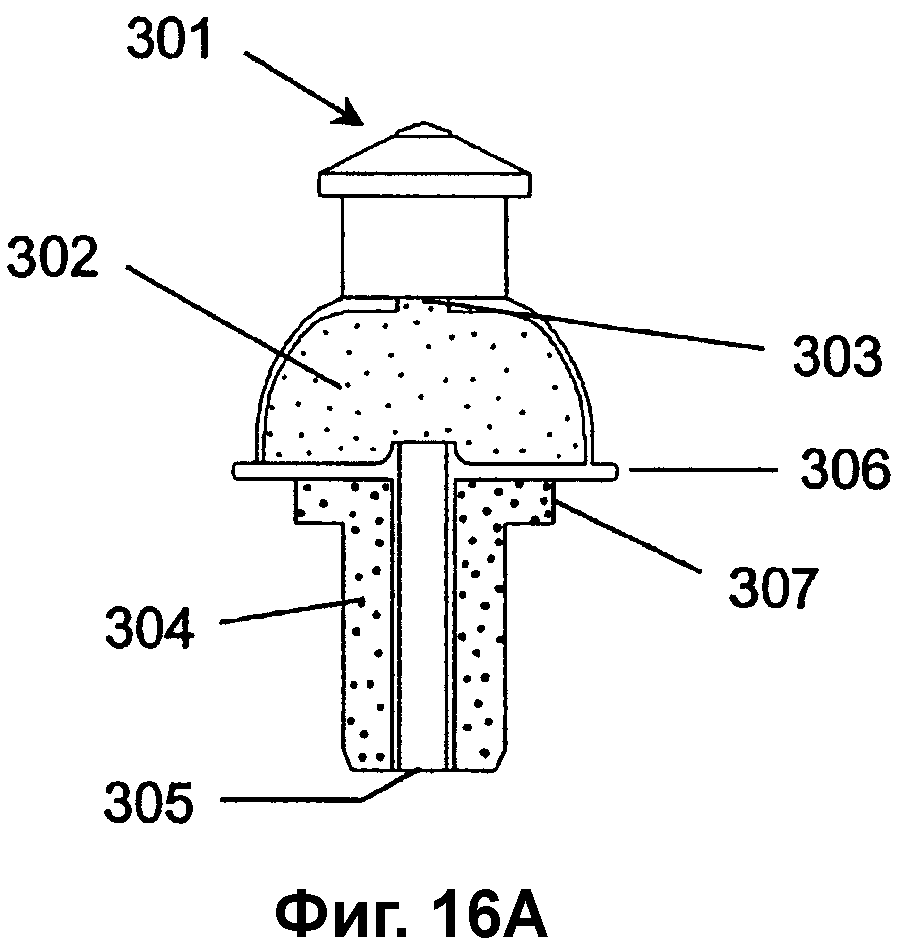
На фиг. 16А-16С изображены сечения вентилируемого укупорочного средства для повторно закрываемой винной бутылки с возможной выполненной за одно целое, пористой матрицей для очистки, расположенной в канале для текучей среды, и соответствующей ей конфигурации упаковки.
На фиг. 17А-17Е изображены различные схемы очистки для удаления, обмена или преобразования нежелательных загрязняющих веществ из жидкостей путем использования пористых материалов.
На фиг. 18А-18С изображен избирательный вентилируемый клапан для потока, полученный из комбинации пористых и непористых материалов.
На фиг. 19 изображена многофункциональная укупорочная система для газированных напитков, предназначенная для сброса давления, вентилирования и подачи текучей среды.
На фиг. 20А и 20В изображены выполненные с пространственным разделением элементов виды узла крышки, каналов для текучей среды, для вентилирования и для сброса давления многофункциональной укупорочной системы для напитков.
На фиг. 21А-21С изображены положение и взаимодействие крышки многофункциональной укупорочной системы для напитков при сбросе давления, вентилировании и выпуске жидкости.
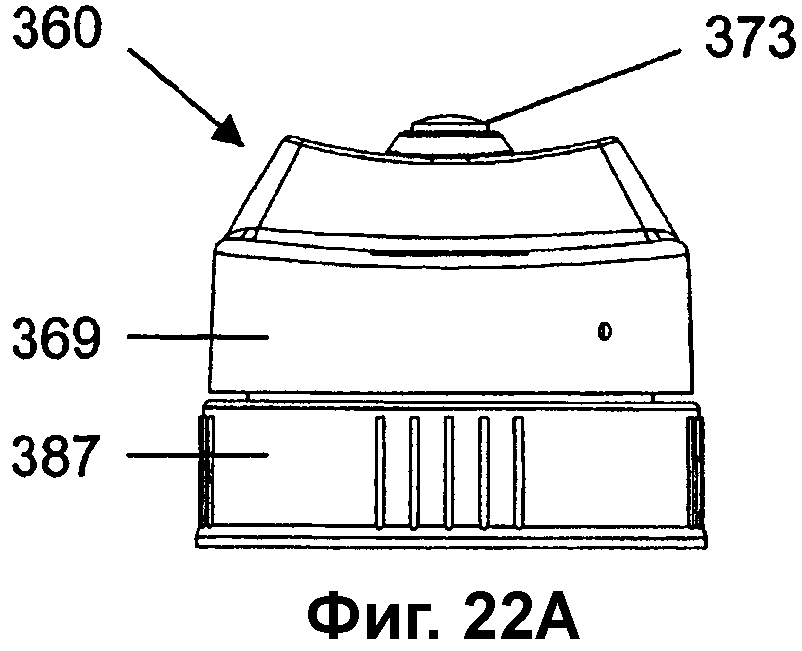
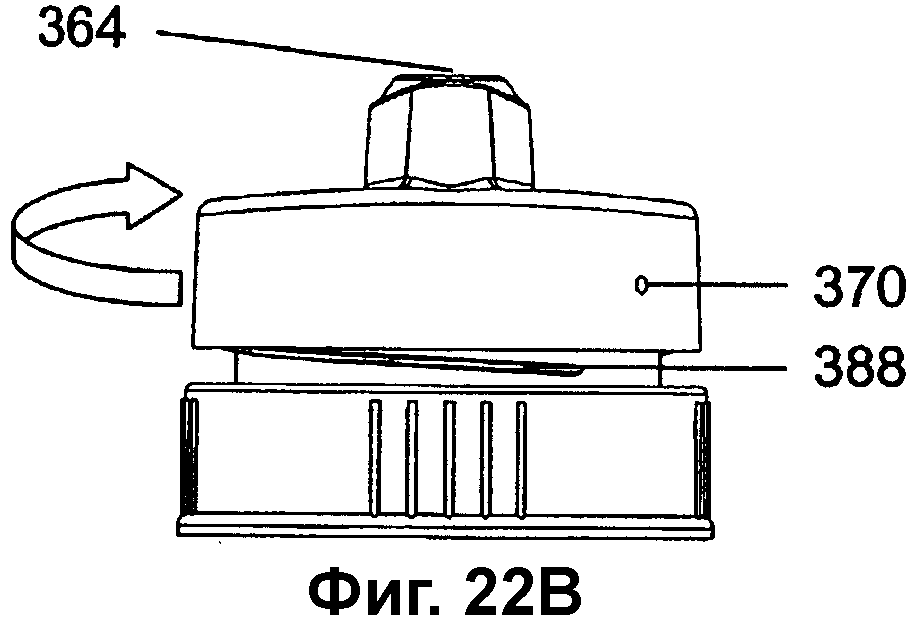
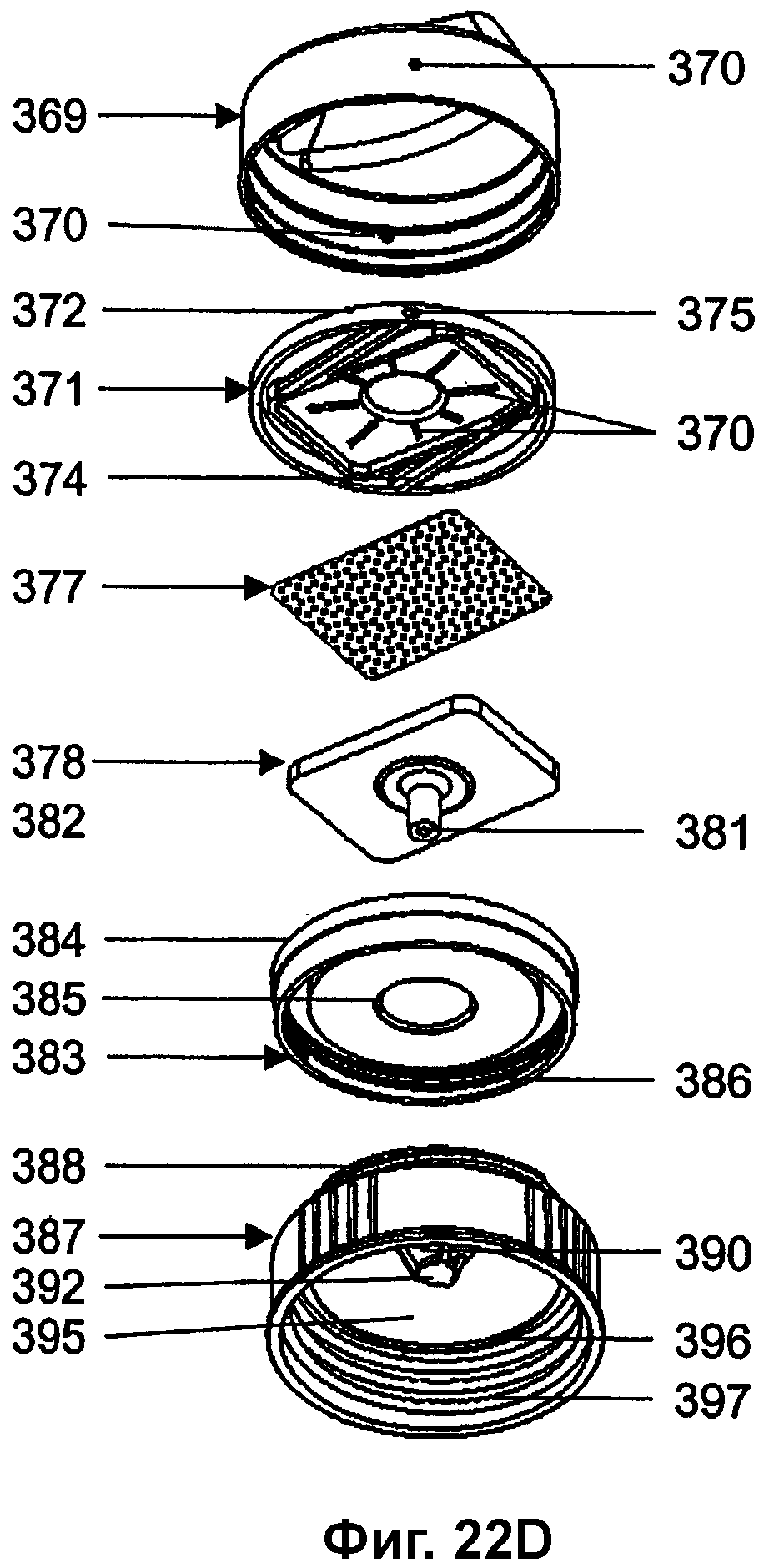
На фиг. 22А-22D изображена конструкция вентилируемого закручиваемого укупорочного средства, пригодная для автоматизированной сборки в крупносерийном производстве. Укупорочное средство спроектировано с выполненными за одно целое средствами перекрытия каналов для вентилирования и для жидкости и пригодно как для газированных, так и для негазированных жидкостей. Все укупорочное средство собирают путем использования поддающихся автоматизации в высокой степени механизмов для запрессовки или насаживания/вставки с защелкиванием. Проточный канал для жидкости «перевернут» по сравнению с обычными укупорочными средствами для оптимизации вентилирующих свойств и усиления ощущений при потреблении.
На фиг. 23А-23D изображена конструкция другого вентилируемого закручиваемого укупорочного средства, пригодного для автоматизированной сборки в крупносерийном производстве. Это укупорочное средство также спроектировано с выполненными за одно целое средствами перекрытия каналов для вентилирования и для жидкости и пригодно как для газированных, так и для негазированных жидкостей. Укупорочное средство содержит один элемент, который имеет пористый вентилирующий материал, или отформованный путем формования с использованием вставок, или приваренный путем использования обычного оборудования и технологий. Укупорочное средство собирают путем использования высокоавтоматизированных механизмов для запрессовки или насаживания/вставки с защелкиванием.
На фиг. 24А-24С изображено вентилируемое укупорочное средство большого диаметра с повторно закрываемой крышкой, пригодное для использования с бутылками для занятий спортом и другими контейнерами многократного использования. Канал для вентилирующего воздуха был оптимизирован для усиления ощущения при питье.
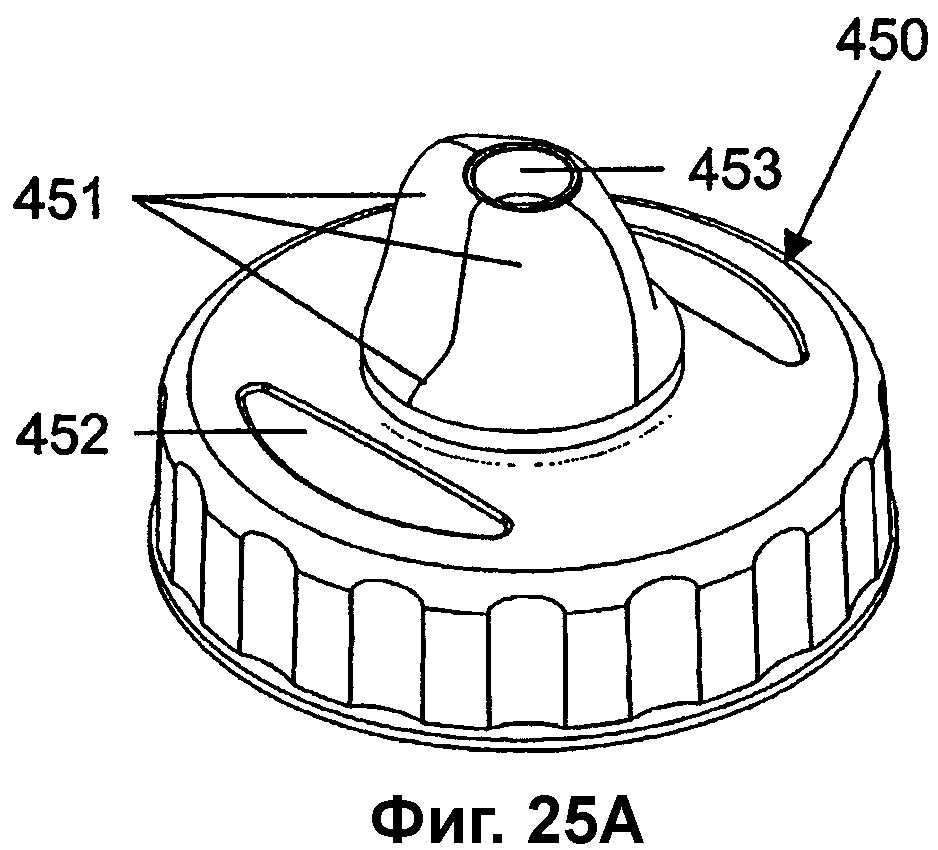
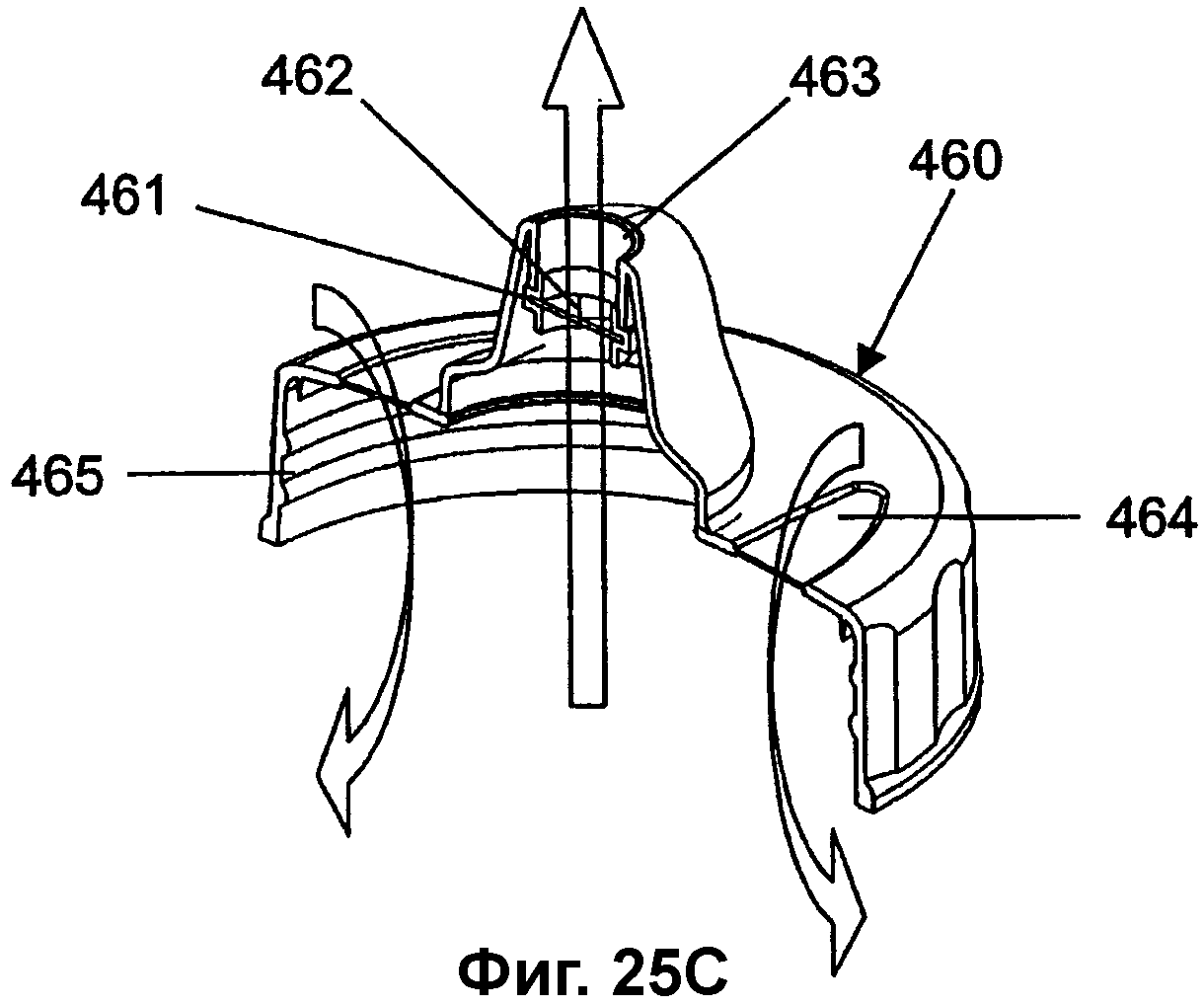
На фиг. 25А-25С изображено другое вентилируемое укупорочное средство большого диаметра, пригодное для использования с бутылками для занятий спортом и другими типами контейнеров. Укупорочное средство содержит самоуплотняющийся эластомерный клапан для регулирования предотвращения расплескивания в дополнение к оптимизированному каналу для вентилирующего воздуха, предназначенному для усиления ощущений при питье.
На фигурах показаны предпочтительные варианты осуществления, и предусмотрено, что они представлены просто в качестве примеров и показывают определенные варианты осуществления. С этой целью ряд фигур содержат возможные элементы, которые необязательно должны быть включены в какой-либо конкретный вариант осуществления изобретения, и форму, тип или определенную конфигурацию проиллюстрированного контейнера или укупорочного средства не следует рассматривать как ограничивающие изобретение.
Подробное описание предпочтительных вариантов осуществления
Далее описаны контейнеры для напитков и укупорочные средства для контейнеров, включая те, которые вентилируются в целях уменьшения отрицательного давления или разрежения, которое нарастает внутри контейнера при потреблении напитка из него. В предпочтительных вариантах осуществления контейнеры и/или укупорочные средства содержат пористые вентилирующие материалы.
Пористые вентилирующие материалы могут быть изготовлены из любого из большого разнообразия материалов, включая пластики, эластомеры, металлы, стекло и керамику, но материалы не ограничены вышеуказанными. Также могут быть использованы комбинации пластиков с металлами, стеклом или керамическими материалами. Комбинации могут быть «тесными», такими как полученные из смешивания двух или более компонентов, которые должны стать совместно спеченными, или могут быть слоистыми, такими как образованные из многослойных ламинированных структур, полученных из двух или более материалов. Комбинации различных пластиков, эластомеров, металлов, стекол или керамических материалов также могут быть совместно спечены или изготовлены в виде многослойных ламинированных структур, предназначенных для использования в качестве пористых материалов. Предпочтительные пластики для пористых вентилирующих материалов включают термопластичные полимеры, термоотверждающиеся эластомеры и термопластичные эластомеры, но не ограничены вышеуказанными пластиками. К предпочтительным термопластичным полимерам относятся полиэтилен низкой плотности (ПЭНП), линейный полиэтилен низкой плотности (LLDPE), полиэтилен средней плотности (MDPE), полиэтилен высокой плотности (HDPE), полиэтилен с ультравысокой молекулярной массой (UHMWPE), полипропилен (РР) и его сополимеры, полиметилпентен (PMP), полибутилентерефталат (PBT), полиэтилентерефталат (PET), полиэтилентерефталатгликоль модифицированный (PETG), полиэфирэфиркетон (PEEK), сополимер этилена и винилацетата (EVA), полиэтиленвиниловый спирт (EVOH), полиацеталь, полиакрилонитрил (PAN), сополимер акрилонитрила, бутадиена и стирола (ABS), сополимер акрилонитрила, стирола и акрилата (AES), сополимер акрилонитрила, этилена, пропилена и стирола (ASA), полиакрилаты, полиметакрилаты, полиметилметакрилат (PMMA), поливинилхлорид (ПВХ), хлорированный поливинилхлорид (CPVC), поливинилдихлорид (PVDC), сополимер тетрафторэтилена и гексафторпропилена (FEP), поливинилфторид (PVF), поливинилиденфторид (PVDF), политетрафторэтилен (ПТФЭ), сложный полиэфир, целллюлозы, сополимер этилена и тетрафторэтилена (ETFE), полиперфторалкоксиэтилен (PFA), найлон 6 (N6), полиамид, полиимид, поликарбонат, полиэфирэфиркетон (PEEK), полистирол (PS), полисульфон и полиэфирсульфон (PES), но предпочтительные термопластичные полимеры не ограничены вышеуказанными. К предпочтительным термоотверждающимся эластомерам относятся сополимер бутадиена и стирола, полибутадиен (BR - бутадиеновый каучук), сополимер этилена и пропилена, сополимер акрилонитрила и бутадиена (NBR - нитрильный каучук), полиизопрен, полихлоропрен, силикон, фторсиликон, уретаны, гидрированный нитрильный каучук (HNBR), полинорборен (PNR), бутилкаучук (IIR - изобутиленизопреновый каучук), включая хлорбутилкаучук (CIIR) и бромбутилкаучук (BIIR), фторэластомеры, такие как Viton® и Kalrez®, Fluorel™ и хлорсульфонированный полиэтилен. К категориям предпочтительных термопластичных эластомеров (TPE) относятся термопластичные олефины (TPO), включая те, которые промышленно изготавливаются и поставляются на рынок как Dexflex® и Indure®; эластомерные смеси и сплавы поливинилхлоридов, блок-сополимеры стирола (SBC), включая блок-сополимер стирола и бутадиена с чередованием блоков (SBS), блок-сополимер стирола и изопрена с чередованием блоков (SIS), блок-сополимер стирола и этилена/бутилена с чередованием блоков (SEBS) и блок-сополимер стирола, этилена и пропилена с чередованием блоков (SEPS), некоторые промышленно изготавливаемые и поставляемые на рынок блок-сополимеры стирола, включая Kraton®, Dynaflex® и Chronoprene™; термопластичные вулканизаты (TPV, также известные как динамически вулканизованные сплавы), включая те, которые промышленно изготавливаются и поставляются на рынок как Versalloy®, Santoprene® и Sarlink®; термопластичный полиуретан (TPU), включая те, которые промышленно изготавливаются и поставляются на рынок как ChronoThane®, Versollan™ и Texrin®; термопластичные эластомеры на основе сложных сополиэфиров (COPE), включая те, которые промышленно изготавливаются и поставляются на рынок как Ecdel®; и полиэфирные блок-сополиамиды (COPA), включая те, которые промышленно изготавливаются и поставляются на рынок как PEBAX®. К предпочтительным металлам для пористых материалов относятся нержавеющая сталь, алюминий, цинк, медь и ее сплавы. К предпочтительному стеклу и керамическим материалам для пористых материалов относятся кварц, боросиликат, алюмосиликат, натрийалюмосиликат, предпочтительно в виде спеченных частиц или волокон, полученных из указанных материалов. На вышеуказанный перечень предпочтительных материалов делаются ссылки везде в данном описании.
Предпочтительным способом получения макропористого пластика является получение его с помощью процесса, называемого спеканием, при котором порошкообразные или гранулированные термопластичные полимеры подвергаются воздействию тепла и давления, чтобы обеспечить частичное спекание гранул и образование когезионного макропористого листа или детали. Макропористый материал содержит сетку взаимосвязанных макропор, которые образуют произвольный извилистый канал, проходящий сквозь лист. Как правило, объем пор или пористость макропористого листа в процентах составляет от 30 до 65% в зависимости от условий спекания, хотя она может быть больше или меньше, чем границы приведенного диапазона, в зависимости от конкретного способа, применяемого производителем. Благодаря поверхностному натяжению макропористый материал может быть получен с заданными свойствами для отталкивания или абсорбции жидкостей, но воздух и пары могут легко проходить через него. В патенте США № 3 051 993, выданном на имя Goldman, полностью включенном в данную заявку путем ссылки, раскрываются детали изготовления макропористого пластика из полиэтилена.
Пористые пластики, включая макропористые пластики, пригодные для изготовления вентилирующего элемента в соответствии с предпочтительными вариантами осуществления, могут быть изготовлены в виде листов или отформованы в соответствии с техническими требованиями, и их можно приобрести у ряда поставщиков. Фирма Porex Corporation (Fairburn, Джорджия, США) является одним таким поставщиком и поставляет пористый пластик под товарным знаком POREX®. Пористые пластики, продаваемые под названием POREX®, можно приобрести в листах или отформованными в соответствии с техническими требованиями из любого из термопластичных полимеров, описанных ранее. Средняя пористость таких материалов POREX® может варьироваться от приблизительно 1 до 350 микрон в зависимости от размера используемых полимерных гранул и условий, используемых во время спекания. Фирма GenPore® (Reading, Пенсильвания, США) - это другой производитель пористых пластиковых изделий с размерами пор в диапазоне от 5 до 1000 микрон. Фирма MA Industries Inc. (Peachtree City, Джорджия, США) также производит пористые пластиковые изделия. Фирма Porvair Technology Ltd. (Wrexham, Северный Уэльс, Великобритания) является еще одним производителем пористых продуктов, поставляющим как пористые пластики (с размером пор от 5 до 200 мкм под торговым названием (брэндом) Vyon™), так и пористые металлические материалы (под брэндом Sinterflo®).
Базовый размер, толщина и пористость пластика, выбранного для изготовления вентилирующего элемента, могут быть определены путем расчета количества материала, которое должно пройти через вентилирующий элемент в заданный период времени (скорость потока). Скорость потока через заданную площадь вентилирующего элемента известна как плотность потока. Скорость потока и плотность потока для данного макропористого пластика изменяются в зависимости от факторов, включающих размер пор, пористость в процентах и толщину вентилирующего элемента в поперечном сечении, и, как правило, выражаются в объеме текучей среды в единицу времени на единицу площади для плотности потока и в объеме в единицу времени для скоростей потока. Для обеспечения достаточной степени вентилирования скорость потока через вентилирующий элемент должна быть такой, чтобы объем воздуха в минуту, который проходит через вентилирующий элемент, был равен или превышал объем напитка в минуту, который отводится из контейнера за счет выпивания или выдачи. Если пользователь младенец скорость потока при подаче текучей среды, составляющая приблизительно 50-200 мл/мин, достаточна для обеспечения способного доставить удовольствие ощущения при питье, в то время как для большинства взрослых при нормальных условиях питья предпочтительна скорость потока при подаче текучей среды, составляющая приблизительно 250-5000 мл/мин. В предпочтительном варианте осуществления комбинация размера пор, пористости в процентах и толщины макропористого вентилирующего элемента приводит к скоростям вентилирования, способным обеспечить в среднем скорости подачи текучей среды или напитка из контейнера, составляющие приблизительно от 50 до 5000 мл/мин, включая приблизительно 75, 100, 200, 250, 300, 400, 500, 600, 700, 750, 800, 900, 1000, 1500, 2000, 2500, 3000, 3500, 4000 и 4500 мл/мин, включая приблизительно от 50 до 200 мл/мин для младенцев, приблизительно от 100 до 500 мл/мин для детей, начинающих ходить, приблизительно от 250 до 2500 мл/мин для детей и приблизительно от 500 до 5000 мл/мин для взрослых юного и зрелого возраста. В предпочтительном варианте осуществления плотность потока напитка, подаваемого через вентилируемое укупорочное средство, составляет приблизительно от 50 до 5000 мл/мин·см2, включая приблизительно 75, 100, 200, 250, 300, 400, 500, 600, 700, 750, 800, 900, 1000, 1250, 1500, 1750, 2000, 2500, 3000, 3500, 4000 и 4500 мл/мин·см2.
В общеупотребительном значении «Макропористость» обычно относится к общему объему пустот материала или его макроструктуре. Термин «Макропористый» обычно используется для классифицирования отдельных пор материала, которые считаются большими по размеру. Термин «Микропористость», как правило, относится к размерам отдельных пор или распределению размеров пор, которые образуют микроструктуру пористого материала. Термин «Микропористый» обычно используется для классифицирования отдельных пор материала, которые считаются малыми по размеру. Для целей представленного здесь описания размер (диаметр) пор проклассифицирован в соответствии с определениями терминов, выбранными 26 февраля 2002 подкомитетом по макромолекулярной терминологии Международного союза теоретической и прикладной химии (ИЮПАК). Этот стандарт при классификации размеров пор делит их на три категории: микропористые (<0,002 мкм), мезопористые (от 0,002 до 0,050 мкм) и макропористые (>0,050 мкм). Также для целей представленного здесь описания объем пор будет рассмотрен с точки зрения «выраженной в процентах пористости» материала.
К предпочтительным пористым материалам относятся те, в которых поры на противоположных поверхностях (которые станут внутренней и наружной поверхностями) соединены друг с другом, так что две стороны сообщаются друг с другом. Тем не менее, такие соединения между сторонами предпочтительно являются не сквозными прямолинейными, подобными созданию трубок или каналов, по которым проходит материал; вместо этого сеть пор образует извилистую траекторию канала для жидкости или газа.
Для однослойного вентилирующего элемента пористые материалы предпочтительно представляют собой макропористые материалы с размерами пор, превышающими или равными 0,05 мкм, предпочтительно приблизительно от 0,1 до 500 мкм и приблизительно от 0,5 до 10 мкм, включая 0,25, 0,5, 1, 5, 15, 20, 40, 60, 80, 100, 150, 200, 250, 300, 350, 400 и 450 мкм. В одном варианте осуществления вентилирующие материалы, используемые вместе, имеют размеры пор от 0,1 до 100 мкм, предпочтительно от 0,5 до 75 мкм. Выраженная в процентах пористость (площадь пропускного сечения в процентах) материалов предпочтительно составляет приблизительно от 10 до 90%, включая от 30 до 75% или от 50 до 70%, включая 20%, 40%, 60% и 80%. Толщина пористых материалов предпочтительно находится в диапазоне от 0,025 до 7 мм, включая диапазон от 1 до 3 мм. Предпочтительная толщина вентилирующих материалов составляет приблизительно от 0,05 до 5 мм и приблизительно от 0,1 до 3,0 мм, включая 0,2, 0,3, 0,5, 0, 7, 1,0, 1,25, 1,5, 1,75, 2,0 и 2,5 мм. Другие варианты осуществления могут иметь значения вышеуказанных параметров, которые больше или меньше тех, которые приведены выше. Для значений, приведенных в данном абзаце, а также в любом другом месте в описании, приведенные диапазоны включают все значения, содержащиеся в них между значениями, указанными особо. В других вариантах осуществления материалы могут обладать одной или несколькими характеристиками, имеющими значения, лежащие за пределами раскрытых диапазонов.
Вентилирующий материал может быть получен из пластика, эластомеров, стекла, металла или их комбинаций. Некоторые предпочтительные материалы матриц, включая термопластичные полимеры, термоотверждающиеся эластомеры, термопластичный эластомер, металлы, стекло и керамику, такие, какие были детально описаны выше. Вентилирующие материалы могут быть приобретены у поставщиков, выпускающих их в промышленном масштабе, или они могут быть изготовлены в соответствии с множеством способов. В патенте США № 4076656, выданном на имя White и др., детально описан один способ, в котором в расплавленные или растворенные материалы добавляют порообразователи, которые могут быть выведены путем выщелачивания с помощью растворителя или экстрагированы с помощью сверхкритических текучих сред после того, как материал затвердеет и окажется в его конечной форме. В патенте США № 5262444, выданном на имя Rusincovitch и др., подробно описан другой способ создания пористого материала путем введения порообразователей, которые выделяются в виде газов после обработки материала, «оставляя за собой» пористую структуру. Эти патенты настоящим полностью включены в данное описание путем ссылки.
Однослойный пористый вентилирующий материал предпочтительно используется для обеспечения вентилирования укупорочных средств для контейнеров для горячих жидкостей и пищевых продуктов, таких как используемые в случаях применения при продаже на вынос. Эти контейнеры могут включать контейнеры для горячих жидкостей, таких как кофе, чай, шоколад, супы, подливки и соусы. Пористые вентилирующие материалы низкой стоимости со значениями плотности потока воздуха от низких до средних и высокими давлениями проникновения воды хорошо подходят для данного типа применения. Пористый вентилирующий материал предпочтительно не вызывает существенного нарушения конструктивной целостности укупорочного средства. В другом варианте осуществления пористые вентилирующие материалы с характеристиками, аналогичными вышеупомянутым материалам, предпочтительно выбраны для обеспечения вентилирования пластиковых контейнеров для хранения пищи, которые могут представлять собой контейнеры одноразового или многократного использования в зависимости от желательного применения. Вентилируемые контейнеры для пищевых продуктов также пригодны для условий нагрева токами сверхвысокой частоты в микроволновых печах, в которых они обеспечивают возможность безопасного отвода пара из контейнера для пищевого продукта во время процесса нагрева. В вариантах осуществления, которые выполнены с возможностью использования нагрева токами сверхвысокой частоты, предпочтительные пористые материалы выполнены из пластиков, включая эластомеры, поскольку металл был бы нецелесообразным для нагрева или подогрева токами сверхвысокой частоты. К предпочтительным пластикам относятся полиэтилен высокой плотности (ПЭВП), полиэтилен с ультравысокой молекулярной массой (UHMWPE), полипропилен (PP), полиметилпентен (PMP), полиэфирэфиркетон (PEEK), сополимер акрилонитрила, бутадиена и стирола (ABS), сложные полиэфиры, поливинилдихлорид (PVDC), поливинилфторид (PVF), поливинилденфторид (PVDF), политетрафторэтилен (ПТФЭ), полиамиды, сополимер этилена и тетрафторэтилена (ETFE), полиперфторалкоксиэтилен (PFA), полиимид, поликарбонат. Предпочтительные эластомеры представляют собой эластомеры термоотверждающегося типа и включают сополимер бутадиена и стирола, полибутадиен (BR), сополимер этилена и пропилена, сополимер акрилонитрила и бутадиена (NBR), полиизопрен, полихлоропрен, силикон, фторсиликон, уретаны, гидрированный нитрильный каучук (HNBR), полинорборен (PNR), бутилкаучук (IIR), включая хлорбутилкаучук (CIIR) и бромбутилкаучук (BIIR), а также другие пластики, упомянутые выше.
Базовый размер, толщина и пористость пластика, выбранного для изготовления вентилирующего элемента, могут быть определены путем расчета количества воздуха, которое должно пройти через вентилирующий элемент в заданный период времени (скорость потока). Скорость потока для заданного макропористого пластика изменяется в зависимости от факторов, включающих размер пор, пористость в процентах и толщину вентилирующего элемента в поперечном сечении, и, как правило, выражаются в объеме текучей среды в единицу времени. Для обеспечения достаточной степени вентилирования скорость потока через вентилирующий элемент должна быть такой, чтобы объем воздуха в минуту, который проходит через вентилирующий элемент в контейнер или из контейнера, был достаточным для поддержания атмосферного давления внутри контейнера в равновесии с давлением снаружи контейнера. Кроме того, для обеспечения достаточной степени вентилирования во время потребления из контейнера для горячего напитка скорость потока через вентилирующий элемент должна быть такой, чтобы объем окружающего воздуха в минуту, который проходит через вентилирующий элемент в контейнер, был достаточным для замещения объема жидкости, потребленного во время краткого выделенного интервала времени. Предпочтительные скорости потока приведены выше и включают значения, составляющие приблизительно от 10 до 3500 мл/мин или приблизительно от 500 до 2500 мл/мин для отвода пара, приблизительно от 10 до 100 мл/мин в случае горячих жидкостей для отвода пара наружу из контейнера и приблизительно от 50 до 1000 мл/мин, включая приблизительно от 100 до 500 мл/мин, для подвода воздуха в контейнеры для горячих напитков, чтобы способствовать потреблению напитка. Следует отметить, что из-за взаимосвязанности понятий скорости потока и плотности потока (плотность потока представляет собой скорость потока на единицу площади), эти термины могут быть использованы до некоторой степени как взаимозаменяемые при упоминании заданных свойств материала матрицы.
Для ламинированных гидрофобных вентилирующих материалов полученные в результате свойства конечного вентилирующего материала будут зависеть, по меньшей мере, частично от уникальных свойств каждого ламинатного слоя, которые образуют ламинат. Например, тонкий материал с плохой структурной целостностью, высоким давлением проникновения воды и обеспечивающий высокую плотность потока, может быть присоединен путем ламинирования к более толстому материалу с хорошей структурной целостностью, низким давлением проникновения воды и обеспечивающим высокую плотность потока, для получения вентилирующего материала с высоким давлением проникновения воды, хорошей структурной целостностью и обеспечивающего высокую плотность потока. В таком варианте осуществления предпочтительные тонкие ламинируемые материалы характеризуются высоким давлением проникновения воды и обеспечивают высокие плотности потока, и эти материалы предпочтительно получают из пластика, эластомеров, металлов или керамических материалов, включая определенные материалы, упомянутые здесь выше. Тонкие слои предпочтительно находятся в диапазоне приблизительно от 20 до 1000 мкм со средним размером пор, предпочтительно составляющим приблизительно от 0,5 до 350 мкм, включая приблизительно от 5 до 150 мкм, и пористость в процентах предпочтительно составляет приблизительно от 10 до 90%, включая приблизительно от 30 до 75% и приблизительно от 50 до 70%. Вышеуказанные диапазоны представляют собой диапазоны, которые используются в связи с определенными предпочтительными вариантами осуществления. Предполагается использование материалов, имеющих значения за пределами указанных диапазонов, если это желательно для конкретного применения.
Тонкие слои могут быть присоединены путем ламинирования к более толстым слоям путем использования способов, известных специалистам в данной области техники. Толстые ламинируемые материалы предпочтительно получают из пластика, эластомеров, металлов или керамических материалов, включая материалы из списка предпочтительных материалов, приведенного выше, но возможные материалы не ограничены данным списком. Толщина предпочтительно находится в диапазоне приблизительно от 100 до 5000 мкм со средними размерами пор, предпочтительно находящимися в диапазоне приблизительно от 0,5 до 500 мкм. Пористость материалов толстого слоя, выраженная в процентах, может находиться в диапазоне приблизительно от 10 до 90%, включая от 30 до 75% и от 50 до 70%.
Вентилирующий материал также может быть получен из пористых материалов, изготовленных из смесей. В предпочтительном варианте осуществления пористые материалы содержат фторированный полимер, включая поливинилфторид (PVF), поливинилиденфторид (PVDF), политетрафторэтилен (ПТФЭ), сополимер этилена и тетрафторэтилена (ETFE), сополимер тетрафторэтилена и гексафторпропилена (FEP), полиперфторалкоксиэтилен (PFA), но фторированные полимеры не ограничены вышеуказанными, и/или фторированные добавки, такие как Zonyl®, смешанные с одной или несколькими выбранными полиолефиновыми или другими смолами, включая те, которые выбраны из ряда полиэтиленов (линейного полиэтилена низкой плотности, полиэтилена низкой плотности, полиэтилена средней плотности, полиэтилена высокой плотности, полиэтилена с ультравысокой молекулярной массой), полипропилена, сложных полиэфиров, поликарбонатов, сополимера акрилонитрила, бутадиена и стирола (ABS), акриловых смол, стирола, полиметилпентена (PMP), полибутилентерефталата (PBT); полиэтилентерефталата (PET), полиэфирэфиркетона (PEEK), сополимера этилена и винилацетата (EVA), полиацеталя, сополимера акрилонитрила, бутадиена и стирола (ABS), сополимера акрилонитрила, стирола и акрилата (AES), сополимера акрилонитрила, этилена, пропилена и стирола (ASA), сложных полиэфиров, полиакрилатов, полиметакрилатов, полиметилметакрилата (PMMA), поливинилхлорида (ПВХ), поливинилдихлорида (PVDC), найлона 6 (N6), полиамида, полиимида, поликарбоната, полистирола и полиэфирсульфона (PES). Получающиеся в результате смеси, включая спеченные смеси, имеют пористые структуры с различающимися степенями пористости, гибкости и механической прочности, определяемыми главным образом характеристиками не содержащей политетрафторэтилена или другой нефторированной смолы, и с высокими давлениями проникновения воды, определяемыми главным образом характеристиками фторированной смолы вследствие ее преимущественной миграции к поверхности пор во время процесса спекания. Пористость в процентах, размер пор и толщина предпочтительно такие, как указанные выше. Смешанные материалы матриц можно приобрести у ряда поставщиков, изготавливающих их в промышленных масштабах, или они могут быть изготовлены в соответствии с множеством способов. В патенте США № 5693273, выданном на имя Wolbrom, детально описан процесс совместного спекания для получения пористых пластиковых листов с различными значениями пористости, которые могут быть получены из двух или более полимерных смол, и в патенте США № 5804074, выданном на имя Takiguchi и др., подробно описан процесс получения пластикового фильтра путем совместного спекания двух или более полимерных смол в процессе формования для получения частей фильтра. Оба этих патента настоящим полностью включены в данное описание путем ссылки.
Некоторые пористые материалы являются проницаемыми для жидкостей. Степень проницаемости связана с обеспечиваемой ими плотностью потока жидкости. Плотность потока жидкости определяется рядом факторов, включая размер пор, пористость в процентах, поверхностное натяжение и толщину в поперечном сечении. Благоприятное сочетание данных факторов позволяет получить плотности потока жидкости, которые обеспечивают возможности подачи жидких напитков из контейнера с подходящими скоростями потока, включая те, которые были описаны выше и которые, как было установлено, обеспечивают способные доставить удовольствие ощущения при питье.
Пористые материалы могут быть созданы или разработаны с обеспечением их гидрофильности. Пластики, являющиеся товарами широкого потребления, такие как найлон, полисульфон, и целлюлозные материалы имеются в наличии в гидрофильных сортах. Эти гидрофильные материалы могут быть измельчены до частиц и подвергнуты спеканию путем использования способов, известных специалистам в данной области техники, для получения гидрофильных пористых материалов, обеспечивающих большие плотности потока жидкостей. Пористый гидрофильный пластик, включая макропористый пластик, пригодный для подачи жидкого напитка в соответствии с предпочтительными вариантами осуществления, может быть изготовлен в виде листов или отформован в соответствии с техническими требованиями и может быть доступным для приобретения у ряда поставщиков. Фирма Porex Corporation (Fairburn, Джорджия, США) является одним таким поставщиком и поставляет гидрофильный пористый пластик под товарным знаком POREX®. Пористые пластики, продаваемые под названием POREX®, можно приобрести в листах или отформованными в соответствии с техническими требованиями из любого из термопластичных полимеров, описанных ранее. Средняя пористость таких материалов POREX® может варьироваться приблизительно от 1 до 350 микрон в зависимости от размера используемых полимерных гранул и условий, используемых во время спекания. Фирма GenPore® (Reading, Пенсильвания, США) - это другой производитель гидрофильных пористых пластиковых изделий с размерами пор в диапазоне от 5 до 1000 микрон. Фирма MA Industries Inc. (Peachtree City, Джорджия, США) также производит гидрофильные пористые пластиковые изделия. Фирма Porvair Technology Ltd. (Wrexham, Северный Уэльс, Великобритания) является еще одним производителем гидрофильных пористых продуктов, поставляющим как пористые пластики (с размером пор от 5 до 200 мкм под торговым названием (брэндом) Vyon™), так и пористые металлические материалы (под брэндом Sinterflo®). Размеры пор пористых гидрофильных волокнистых материалов предпочтительно находятся в пределах от 20 до 120 мкм с пористостью в процентах, находящейся в интервале от 25 до 80 для объема пор. Кроме того, гидрофобным пористым материалам, включая многие из тех, которые были упомянуты выше, может быть придана гидрофильность с помощью одного или нескольких процессов обработки, известных специалистам в данной области техники, включая плазменное травление, химическое травление, пропитку смачивающими веществами или нанесение гидрофильных покрытий, но возможные процессы обработки не ограничены вышеуказанными. Кроме того, процесс нанесения маскировочного покрытия может быть использован совместно с одним или несколькими процессами обработки для избирательного формирования на гидрофобном пористом материале зон гидрофильности с высокими плотностями потока жидкости. Материалы с узором предпочтительно могут быть включены в укупорочные средства для контейнеров для напитков для обеспечения дополнительного «управления» регулированием потока текучей среды из внутреннего пространства контейнера в пространство, наружное по отношению к нему, во время потребления. В одном варианте осуществления пористый материал с узором используется для получения выполненного с возможностью вращения селектора потока, образующего одно целое с укупорочным средством для напитка. Способы, используемые для придания гидрофильным материалам большей гидрофобности, также могут быть использованы для придания гидрофобным материалам большей гидрофильности.
Пористый вентилирующий элемент может быть изготовлен с возможностью встраивания его в укупорочное средство или контейнер для напитка, например, путем вырубной штамповки или вырубки диска или элемента с кольцеобразной геометрией из листа макропористого материала. Пористый вентилирующий элемент также может быть отформован спеканием с помощью соответствующего процесса и конструкции формы для получения конечной геометрии вентилирующего элемента за одну операцию. При формовании спеканием образуется меньше отходов, чем при вырубке из листов, и формование спеканием может быть экономичным в зависимости от количества деталей и затрат на оснастку. Другие геометрические формы пористых деталей могут быть аналогичным образом и легко получены данными двумя способами, а также другими пригодными способами, какие могут быть известны или очевидны для специалистов в данной области техники, для получения элементов, пригодных для укупорочных средств для контейнеров и для контейнеров.
В предпочтительных вариантах осуществления контейнеры и укупорочные средства для контейнеров, описанные здесь, обеспечивают подачу обычно водных жидкостей, имеющих значения поверхностного натяжения, составляющие приблизительно 40-75 мН/м, или диапазон значений поверхностного натяжения, которые можно обнаружить у большинства напитков. Несмотря на то, что предпочтительные варианты осуществления, описанные здесь, относятся к подаче напитков, идеи и укупорочные средства, описанные здесь, могут быть использованы при подаче любой текучей среды.
Применительно к данному описанию термины «вентилирующая матрица», «вентилирующий материал» и аналогичные термины относятся к пористым материалам, которые обеспечивают возможность легкого прохода воздуха и одновременно позволяют в общем избегать прохода жидкого продукта, хранимого в резервуарах, и тем самым обеспечивают способность к вентилированию. В вентилирующей матрице, используемой вместе с водной жидкостью, плотность потока воздуха, обеспечиваемая вентилирующей матрицей, является высокой, плотность потока воды или жидкости является низкой, и эта матрица характеризуется высоким давлением проникновения воды. Термин «матрица потока» аналогичным образом используется для обозначения пористых материалов, которые обеспечивают возможность прохода текучей среды, предпочтительно при наличии перепада давлений, с тем, чтобы обеспечить выдачу жидкости. Для матрицы потока, обеспечивающей выдачу водной жидкости, плотность потока жидкости предпочтительно является высокой, и давление проникновения воды предпочтительно является низким. Чем выше плотность потока жидкости и чем ниже давление проникновения воды, тем выше скорость, с которой будет выдаваться жидкость. Материал, обеспечивающий высокую плотность потока, создает возможность прохода - с рациональной скоростью (например, со скоростью, которая обеспечивает возможность приемлемого заданного функционирования укупорочного средства или контейнера) - газа или жидкости (соответственно для вентилирующей матрицы и матрицы потока) через материал. Аналогичным образом, материал, обеспечивающий низкую плотность потока, противодействует или по существу препятствует проходу жидкости (низкая плотность потока жидкости) или газа (низкая плотность потока газа). Когда жидкость представляет собой воду или является водной, материалы, обеспечивающие низкую плотность потока жидкости, также описаны как характеризующиеся высоким давлением проникновения воды, и материалы, обеспечивающие высокую плотность потока жидкости, описаны как характеризующиеся низким давлением проникновения воды.
Другой важной идеей является идея перепада давлений. Перепад давлений используется здесь при ссылке на абсолютную величину разности давлений между противоположными сторонами матрицы во время вентилирования или выдачи. В одном варианте осуществления, рассмотренном более подробно ниже, перепад давлений используется для обозначения разности давлений на матрице, необходимой для инициирования потока жидкости через матрицу потока, при этом матрица потока служит в качестве немеханического запорного клапана.
Вентилируемые контейнеры
Как показано на фиг. 1, один предпочтительный вариант осуществления вентилируемого контейнера изображен в виде детской бутылочки. Детская бутылочка имеет удлиненный цилиндрический корпус 10, имеющий открытый конец 12 и частично закрытый конец 14. В одном варианте осуществления корпус бутылочки предпочтительно образован из термопластичного полимера, включая полипропилен, полиэтилен или поликарбонат, но возможные полимеры не ограничены вышеуказанными, с помощью способов, известных в данной области техники, таких как пневмоформование или литьевое формование. Корпус бутылочки выполнен с резьбовым краем 16 на его открытом конце 12, так что эластомерная соска 18 может быть прижата к верхней части бутылочки с помощью резьбового кольца 20, которое навинчено на резьбовой край 16 бутылочки. Частично закрытый конец 14 корпуса бутылочки выполнен с отверстием 22 для приема вентилирующего элемента 23. Вентилирующий элемент 23 изготовлен из макропористого пластика и предпочтительно закреплен в отверстии одним из способов, рассмотренных ниже.
Как только макропористый вентилирующий элемент будет получен, вентилирующий элемент может быть прикреплен к корпусу пластиковой бутылочки любым из ряда способов. В одном варианте осуществления вентилирующий элемент заформовывают в полость, которая образована в стенке бутылочки при литье бутылочки под давлением (то есть прикрепляют посредством формования со вставкой). На фиг. 2а показан пример, в котором образующая отверстие деталь, заформованная в стенку бутылочки, содержит внутреннюю и наружную кромку 25 и 27, ограничивающие круглую полость 29, имеющую внутренний размер, который соответствует наружному размеру вентилирующего элемента 23. Перед литьем под давлением вентилирующий элемент 23 размещается в форму для литья под давлением, так что при вводе расплавленного пластика под давлением в форму, часть с кромками будет образована в стенке бутылочки вокруг краев вентилирующего элемента, так что герметичное уплотнение будет создано между стенкой бутылочки и вентилирующим элементом, и при этом вентилирующий элемент будет постоянно зафиксирован на месте.
Во втором варианте осуществления корпус бутылочки получен пневмоформованием или литьем под давлением и выполнен с отверстием. В одном варианте осуществления образующая отверстие часть стенки бутылочки содержит круглое углубление 21, как показано на фиг. 21b. Вентилирующий диск 23, выполненный с размерами, обеспечивающими его плотное прилегание к боковым сторонам 32 и днищу 34 углубления 21, зафиксирован на месте путем использования таких средств, как ультразвуковая сварка или сварка, как известно в данной области техники. В случае сварки края вентилирующего элемента и стенки бутылочки, которые подлежат свариванию вместе, подвергаются воздействию источника тепла до их расплавления и затем края соединяются вместе встык и зажимаются на месте до тех пор, пока они не охладятся. Низкотемпературный нагрев, пригодный для сварки, предпочтительно выполняют путем использования одного из следующих средств: распылителя горячего воздуха для пластика, воздуходувки для обдувания горячим воздухом, лампы для радиационного нагрева инфракрасным излучением, радиационной трубы, проволоки или ленты; или сварки трением.
Во время любого процесса сварки, нагрева или формования предпочтительно следует ограничить подвод тепла к краям вентилирующего элемента с тем, чтобы характеристики пористости вентилирующего элемента не подверглись существенному изменению где-либо за исключением зон краев вентилирующего элемента.
Вентилирующий элемент также может быть зафиксирован на месте путем использования герметика или клея. Тип используемого герметика зависит от способности герметика соединяться с порами или проникать в поры пластика. В одном примере клей из поливинилхлорида и/или сополимера акрилонитрила, бутадиена и стирола используется для механического соединения полипропилена с поливинилхлоридом, стиролом или сополимером акрилонитрила, бутадиена и стирола. В определенных случаях применения состоящие из двух частей эпоксидные композиции или силикон могут быть использованы для фиксации вентилирующего элемента на месте. Одно соображение заключается в том, что клей должен быть химически совместим с вентилирующим материалом и другим (-ми) соединяемым (-ми) материалом (-ми).
Как показано на фиг. 2с и фиг. 2d, вентилирующий элемент также может быть выполнен в виде пробки 23, которая может быть вставлена в отверстие 22, образованное в стенке бутылочки во время пневмоформования или литья под давлением корпуса бутылочки. В одном варианте осуществления пробка выполнена из политетрафторэтилена, и пробка 23 имеет наружный диаметр, немного превышающий диаметр отверстия 22. Для вставки пробки в отверстие пробку подвергают воздействию низкой температуры, например, путем подвергания пробки воздействию жидкого азота. Низкая температура заставляет пробку давать усадку в такой степени, которая достаточна для обеспечения возможности вставки пробки в отверстие. При нагреве пробка расширяется до ее исходного размера, тем самым забивая отверстие и образуя водонепроницаемое уплотнение между стенкой бутылочки и пробкой. Пробка также может быть запрессована в бутылочку.
Можно также использовать один из способов, описанных выше, для крепления вентилирующего элемента к резьбовой пластиковой навинчивающейся крышке, аналогичной резьбовому кольцу 20, используемому для зажима соски на открытом конце бутылочки. В этом случае бутылочка будет содержать удлиненную трубку с резьбой на каждом конце. Соска может быть прижата к одному концу бутылочки путем использования резьбового кольца, и резьбовая навинчивающаяся крышка, предусмотренная с макропористым вентилирующим элементом, может быть навинчена на другой конец корпуса бутылочки. В одном из вариантов осуществления крышка, надеваемая с зацеплением за венчик, может быть использована вместо навинчивающейся крышки для фиксации вентилирующего элемента.
Те же способы, которые используются для крепления вентилирующего элемента к корпусу детской бутылочки, также могут использоваться для крепления вентилирующего элемента к пластиковым корпусам других типов бутылок или контейнеров для напитков. Как и в предыдущем случае, бутылка или контейнер предпочтительно выполнены из пластика такими способами, как пневмоформование или литье под давлением. К примерам данных типов бутылок или контейнеров относятся бутылки для газированных напитков с сиропом, бутылки для воды, бутылки или фляги для занятий спортом. На фиг. 3 показана бутылка 36 для воды, выполненная с вентилирующим элементом 23, зафиксированным в основании.
Также существует возможность использования одного из способов, описанных выше, для крепления вентилирующего элемента к пластиковой крышке для чашки для питья. Как показано на фиг. 4, чашка 38 для питья выполнена с резьбой на ее открытом конце 40. Пластиковая крышка 42 выполнена с жесткой выливной частью 44 для питья с одной стороны, частью 46, образующей отверстие, с другой стороны и с резьбой 48 для фиксации крышки относительно чашки. Вентилирующий элемент 23 зафиксирован в отверстии 46 путем использования одного из описанных выше способов фиксации. Как чашка, так и крышка предпочтительно образованы из пластика с помощью способов, известных в данной области техники, таких как пневмоформование или литье под давлением.
Рассмотренные ранее способы, используемые для крепления вентилирующего элемента к пластиковому корпусу бутылки, также могут быть использованы для крепления вентилирующего элемента к стеклянному или металлическому контейнеру. Например, бутылка может быть отформована с образующей отверстие частью, как описано выше, и с пластиковым вентилирующим элементом, зафиксированным в ней путем использования герметика или способа усадки в холодном состоянии. Вариант осуществления, в котором вентилирующий элемент зафиксирован путем использования навинчивающейся крышки или крышки, надеваемой с зацеплением за венчик, также может быть использован со стеклянными или металлическими контейнерами.
В альтернативном варианте осуществления вентилирующий элемент может быть образован из металла или стекла путем спекания порошкового стекла или металлического порошка при выбранных условиях с точки зрения тепла и давления, что вызывает частичное спекание гранул и образование когезионной макропористой подложки. В зависимости от выбранных условий средняя пористость, составляющая 7-350 микрон, и объем пор 30-65% могут быть достигнуты. Стеклу или металлу предпочтительно придают гидрофобность или перед процессом формования, или после процесса формования путем использования веществ для модифицирования поверхности, таких как органосиланы, с тем, чтобы уменьшить нежелательную утечку в общем водного содержимого. Размер, толщина и пористость вентилирующего элемента могут быть определены, как описано выше, путем расчета плотности потока или скорости потока. В этом случае условия спекания и размеры формы могут быть согласованы для получения вентилирующего элемента, имеющего заданные свойства. Стеклянный или металлический вентилирующий элемент может быть прикреплен к стеклянному, металлическому или пластиковому контейнеру путем использования способов, рассмотренных выше.
В ряде вариантов осуществления, описанных здесь, и тех, которые проиллюстрированы здесь, используется дискообразный вентилирующий элемент. Несмотря на то, что форма диска может быть предпочтительной для обеспечения простоты изготовления и функциональной эффективности, существует возможность использования вентилирующих элементов с различными формами и геометрическими конфигурациями, например, овальными или прямоугольными, и любая подобная альтернативная форма в настоящее время предполагается. Предпочтительно форма вентилирующего элемента не препятствует фиксации вентилирующего элемента с обеспечением герметичности, например, путем использования одного из способов крепления, описанных выше, или эквивалентных способов.
Несмотря на то, что в примерах, описанных со ссылкой на фиг. 2, вентилирующий элемент размещен в закрытом конце бутылочки, вентилирующий элемент или многочисленные вентилирующие элементы могут быть так же легко размещены вдоль боковой стенки бутылки, и такие варианты осуществления предполагаются. Вентилирующий материал предпочтительно создан из гидрофобных макропористых материалов, которые не требуют перемещения частей для регулирования вентилирования. Вентилируемое укупорочное средство может быть прикреплено к любому типу контейнера для напитков, включая пластиковую, стеклянную бутылку и банки. В представленном здесь описании любое множество средств и способов может быть использовано для крепления или присоединения укупорочного средства к контейнеру. Такие средства и способы включают комплектующие детали, которые навинчивают, запрессовывают, устанавливают по посадке с натягом и/или по прессовой посадке; клеи, нанесенные на одну или несколько поверхностей контейнера или укупорочного средства; сварку, включая ультразвуковую сварку; и/или другие средства и способы укупоривания, известные в данной области техники. Термин «прикрепленный», используемый здесь в связи с присоединением или прикреплением укупорочного средства к контейнеру, представляет собой широкий термин, используемый в обычном смысле, и охватывает разъемные, неразъемные (то есть те, которые невозможно разъединить без разрушения конструкции укупорочного средства и/или контейнера) и выполненные за одно целое (например, единственную монолитную деталь или ее функциональный эквивалент) варианты. Термин «контейнеры» в используемом здесь смысле представляет собой широкий термин, используемый в его обычном смысле, и охватывает бутылки, банки, фляги, сосуды и другие резервуары, пригодные для удерживания и/или выдачи жидкостей. Контейнеры могут быть изготовлены из любого пригодного материала. Кроме того, термины «присоединенный к» и «прикрепленный к» представляют собой широкие термины, используемые в их обычных смыслах для описания взаимосвязи между двумя или более деталями, включая те случаи, где детали прикреплены с возможностью разъединения, прикреплены без возможности разъединения, приклеены, например, с помощью клеев, образующую одно целое конструкцию из двух деталей, крепление с помощью резьбовых соединений или соединений посредством прессовой посадки, отформованы вместе с использованием вставки и т.п.
В нескольких дополнительных вариантах осуществления гидрофильные и/или гидрофобные пористые материалы выбраны для получения матрицы, способной одновременно обеспечивать вентилирование и управление потоком текучей среды во время потребления напитка. Гидрофобные пористые материалы могут быть выборочно обработаны, например, посредством плазменного, химического травления, путем нанесения покрытий и т.п. для получения отдельных гидрофильных зон, где будет обеспечена возможность прохода потока текучей среды. Аналогичным образом, данный эффект также может быть обеспечен путем соединения или размещения гидрофильных и гидрофобных материалов в непосредственной близости таким образом, чтобы обеспечить возможность выборочного потока текучей среды в отдельных зонах при обеспечении только вентилирующего действия в остальных зонах. Кроме того, зоны потока текучей среды могут быть дополнительно специально обработаны с тем, чтобы обеспечить минимальное давление проникновения жидкости, чтобы жидкость начинала течь во время потребления (то есть немеханический запорный клапан). Таким образом, заданные характеристики предотвращения расплескивания и предотвращения утечек могут быть включены в функционирование укупорочного средства. Обеспечение заданных характеристик достигается за счет использования пористых материалов, имеющих заданные свойства, или путем выборочной обработки, как отмечено выше.
На фиг. 7А-7С изображены различные предпочтительные структуры пористости в одной или нескольких плоскостях. Комбинации пористых матриц используются для получения свойств, которые, как правило, не возможны при использовании взятых в отдельности материалов. На фиг. 7А показан один слой пористого материала, который был выполнен с узором для получения зон с разными свойствами пористости. Узор образуют как таковой путем использования соответствующего способа нанесения маскировочного покрытия с последующей химической, плазменной обработкой или обработкой путем нанесения покрытия. Зоны 94-100 выполнены различающимися по гидрофильности, что приводит к изменению плотностей потока через материалы и соответствующих давлений проникновения воды. Конструкция вентилируемых укупорочных средств, в которых используется данный признак, является предпочтительной при обеспечении улучшенного жидкостного регулирования во время потребления, как приведено в качестве примера на фиг. 18А-18С.
На фиг. 18А-18С проиллюстрированы три предпочтительных варианта осуществления вставок для жидкостного регулирования такого типа, которые могут быть предпочтительно размещены в канале для текучей среды для обеспечения функциональности укупорочного средства для контейнера. На фиг. 18А показаны пористые зоны (311) и (314) с отверстиями (312) и (315), выполненными в зонах с низким давлением проникновения воды. Пористые зоны (313) и (318) характеризуются высокими давлениями проникновения воды и могут обеспечить прекращение потока текучей среды. Поворот путем поворота кольца (316), опирающегося на втулку (317), используется для избирательного выставления отверстий для обеспечения возможности начала или прекращения потока текучей среды при вентилировании. Фиг. 18В немного отличается тем, что гидрофобная пористая вентилирующая матрица предусмотрена в конструкции в центре для непрерывного вентилирования. Пористые зоны с низкими давлениями проникновения воды расположены в местах (319) и (325) и имеют одно отверстие, показанное как (324). Зоны (321) и (326) содержат пористые зоны с более высокими давлениями проникновения воды по сравнению с зонами (319) и (325) для обеспечения или более медленного потока текучей среды, или предотвращения расплескивания. Поворот кольца (322) вокруг втулки (323) используется для выбора заданных параметров регулирования потока текучей среды. Фиг. 18С отличается от предыдущих двух тем, что зона (328) выполнена непористой. Она содержит центрально расположенную зону (327) непрерывного вентилирования при одной зоне (329) с низким давлением проникновения воды и одном отверстии (332). Предусмотрено выполненное с возможностью вращения кольцо (331), которое перемещается вокруг втулки (330).
На фиг. 7В и 7С показаны примеры двухслойных ламинированных конструкций из пористых материалов матриц в соответствии с предпочтительными вариантами осуществления. На фиг. 7В тонкий слой относительно гидрофобного пористого материала (104) присоединен путем ламинирования к более толстому слою пористого материала (102) для получения одной матрицы со свойствами, полученными от обоих материалов (102) и (104). Направление потока показано стрелкой, и поток проходит от более тонкого слоя через толстый слой. Конструкция, показанная на фиг. 7В, является предпочтительной для создания пористых гидрофобных вентилирующих элементов для кожухов контейнеров, в которых требуются высокие давления проникновения воды и высокие плотности потока воздуха. На фиг. 7С показан тонкий пористый слой материала (106), присоединенный путем ламинирования к толстому пористому слою материала (108), с получением в результате свойств по отношению к потоку, указанных стрелкой, которая показывает поток из более толстого материала через более тонкий. Конструкция, показанная на фиг. 7С, является предпочтительной для создания пористых матриц для управления потоком, от которых требуются высокие плотности потока жидкости и низкие давления проникновения воды.
В варианте осуществления, проиллюстрированном на фиг. 5, укупорочное средство является в общем круглым и предпочтительно выполнено с резьбой для распространенных типов отверстий контейнеров. В общем, непроницаемое уплотнение образуется между краем отверстия контейнера и внутренней стороной укупорочного средства при его фиксации. Целостность уплотнения может быть усилена за счет использования эластомерных уплотнений, уплотнительных колец и т.п. для предотвращения утечки газированных напитков. Размер отверстия контейнера может варьироваться. Для напитков пригодные размеры отверстий контейнеров включают круглые отверстия, имеющие диаметр, составляющий приблизительно от 15 до 80 мм, включая приблизительно 20, 30, 40, 50, 60 и 70 мм. Контейнер может быть изготовлен из любого пригодного материала, включая пластик, эластомер, металл или стекло, но предпочтительно является пластиковым. На фиг. 5 показана предпочтительная вентилируемая укупорочная система, предназначенная для присоединения к контейнеру.
На фиг. 5 показана повторно закрываемая выливная часть (54) для питья, имеющая телескопический выливной элемент, который представляет собой выливной элемент, который может быть вручную открыт или закрыт путем поворота или линейного перемещения выливного элемента, что приводит к его подъему или опусканию вдоль оси канала для подачи текучей среды. Текучая среда выходит через отверстие выливного элемента, когда контейнер перевернут или иным образом наклонен для обеспечения возможности потребления содержимого. Выливной элемент может заканчиваться одним или несколькими отверстиями для канала для подачи текучей среды. Нажатие и вытягивание или поворот, вызывающие закрытие выливной части, приводят к взаимодействию выливного элемента с концом канала (56) для текучей среды для перекрытия выхода жидкости из отверстия выливного элемента. Выливной элемент уплотнен, например, за счет сжимающих сил или посадки с натягом между верхней частью канала для текучей среды и отверстием выливного элемента. Целостность уплотнения может быть усилена за счет использования эластомерных уплотнений, уплотнительных колец и т.п. для предотвращения утечки газированных напитков. Пористый вентилирующий материал может быть размещен радиально (62) (66) и/или вдоль окружной периферии (58) канала (60) для текучей среды. Вентилирующие материалы предпочтительно характеризуются относительно высокими давлениями проникновения воды и обеспечивают сравнительно высокие плотности потока воздуха для приспосабливания к разнообразным манерам питья и типам напитков. Приток воздуха, устраняющего разрежение, показан на фиг. 6, при этом показано, что воздух проходит через пористые гидрофобные вентилирующие элементы. Вентилирующие материалы препятствуют проходу или в существенной степени предотвращают проход жидкости наружу из контейнера во время нормального потребления напитка, хранения или случайного опрокидывания контейнера. Предполагается, что некоторое количество молекул жидкости может проходить через многие предпочтительные вентилирующие материалы. Тем не менее, в используемом здесь смысле в связи с материалами, используемыми в качестве вентилирующих элементов, предотвращение в существенной степени прохода жидкости или воспрепятствование проходу жидкости следует рассматривать в связи с функциональностью в том смысле, что отсутствует проход массы жидкости через вентилирующий материал, такой, который привел бы к образованию капель или капелек жидкости, которая прошла через вентилирующий материал. Канал для текучей среды может находиться в любом месте, но часто расположен центрально в основании укупорочного средства. Укупорочное средство (64) механически прикреплено к бутылке (72) посредством резьбы на укупорочном средстве, взаимодействующей с резьбой (70) в отверстии бутылки, хотя в альтернативных вариантах осуществления могут быть использованы другие альтернативные средства присоединения. Если требуется, пористая матрица (68) для управления потоком расположена вблизи канала (60) для текучей среды для придания укупорочному средству свойств, обеспечивающих предотвращение расплескивания. Пористая матрица для управления потоком состоит из гидрофобных пористых материалов, характеризующихся, как правило, низкими давлениями проникновения воды и обеспечивающих высокие плотности потока жидкости, которые расположены в важных местах в канале для текучей среды, который, если требуется, может включать соломинку (76), в результате чего возможность прохода текучей среды будет обеспечена, как только определенный перепад давлений будет достигнут во время потребления. Гидрофобные пористые материалы такого типа, которые характеризуются низкими давлениями проникновения воды, функционируют как «запорные клапаны», требующие минимального перепада давлений до того, как поток жидкости начнет проходить, тем самым обеспечивая возможность прохода текучего напитка во время потребления. Пористые «запорные клапаны» могут быть предпочтительно объединены с гидрофобными пористыми вентилирующими материалами в одном и том же укупорочном средстве. Матрица для управления потоком функционирует аналогично механическому запорному клапану. Совместно с пористыми вентилирующими элементами (62) (66) поток текучей среды наружу из выливного элемента инициируется под действием минимального перепада давлений, создаваемого во время потребления, которому обычно предшествует действие по переворачиванию или наклону контейнера под углом, чтобы разместить его в удобном положении для потребления, а также чтобы обеспечить возможность создания давления текучей среды сверху на матрицу для управления потоком. Поток текучей среды остается по существу непрерывным вследствие устранения разрежения благодаря воздействию пористых вентилирующих элементов. Когда потребление прекращается, контейнер ставят ровно, перепад давлений устраняется и жидкость прекращает течь. На фиг. 5 показан один способ возможного упаковывания предпочтительного укупорочного средства для обеспечения чистоты. В проиллюстрированном варианте осуществления защитный колпачок (50) используется для ограждения укупорочного средства. Функциональные возможности этого варианта осуществления могут быть дополнительно расширены посредством возможной соломинки (76), которая предусмотрена и присоединена к укупорочному средству у проксимального конца канала для текучей среды. Соломинка может содержать возможное пористое приспособление для управления потоком текучей среды в дистальном месте (78) в соломинке. Матрица (68) для управления потоком также может быть расположена у проксимального конца канала в комбинации с соломинкой. Укупорочные системы для напитков, предусмотренные с возможной соломинкой и показанные на фиг. 5, предпочтительно используются в по существу вертикальном положении.
Предотвращающая расплескивание выдачная система, состоящая из вентилируемого контейнера для напитка и укупорочного средства, для коробок с соломинками
На фиг. 10А-10В показаны конфигурации двух предпочтительных вариантов осуществления коробок с соломинками. На фиг. 10А предусмотрена соломинка (158), образующая канал для текучей среды в контейнере, выполненным с пористым вентилирующим материалом (152) (154) в корпусе или верхней части коробчатого контейнера. В одном варианте осуществления предусмотрена повторно закрываемая выливная часть (150) для питья. Единственная полость коробки, возможно, содержит пористую матрицу (156) для управления потоком с давлением проникновения воды от низкого до умеренного, присоединенную к проксимальной (156) и/или дистальной (162) части соломинки. Пористая матрица (156, 162) придает предотвращающие расплескивание свойства коробчатой системе (160) для напитка. На фиг. 10В показан вариант осуществления с выдачной соломинкой (164), имеющей возможную пористую матрицу (156, 162) для потока, используемую вместо повторно закрываемой выливной части.
Вентилируемые и выполненные с перегородками системы, состоящие из укупорочного средства и контейнера и предназначенные для многокомпонентных напитков
Пористые материалы могут быть предпочтительно включены в контейнеры для напитков для получения новой смешивающей системы для многокомпонентных напитков. Как правило, эти контейнеры для напитков созданы из выполненных с перегородками или многокамерных корпусов, содержащих две или более отдельные камеры для текучих сред. Эта новая смешивающая система особенно хорошо подходит для компонентов многокомпонентных напитков, способных спонтанно насыщаться углекислотой при смешивании. В одном варианте осуществления гидрофобный пористый материал с низким давлением проникновения воды и высокой плотностью потока жидкости уложен на более толстую зону гидрофильного пористого материала с высокой плотностью потока жидкости. Камеры контейнера для напитков и перегородки уплотнены в верхней части пористым ламинируемым материалом. Дополнительный гидрофобный вентилирующий материал также может быть предусмотрен предпочтительно в корпусе укупорочного средства для напитка для обеспечения устранения разрежения во время потребления, при этом такой материал также позволяет однородно смешанным компонентам жидкости выходить из произвольных и извилистых пористых каналов, образуемых соединенными друг с другом порами, в выливную часть. Гидрофобный пористый вентилирующий материал может быть предусмотрен в корпусе контейнера, если это желательно. В одном из вариантов осуществления соломинка может быть легко включена в вышеописанную систему подачи, которая обеспечивает смешивание нескольких компонентов.
На фиг. 10С и 10D показаны два варианта осуществления системы, состоящей из контейнера для напитков и укупорочного средства и предназначенной для многокомпонентных напитков. Система обеспечивает средство для смешивания компонентов на месте при инициировании потока текучей среды во время потребления. На фиг. 10С показан двухкамерный контейнер (176) с перегородкой (174), отделяющей камеру (172) от (180). Гидрофобные пористые вентилирующие матрицы предусмотрены в одном или нескольких местах (168), (170). Предусмотрена соломинка (166), так что при желании содержимое можно потреблять из контейнера, находящегося в более вертикальном положении. Соломинка присоединена у ее основания к пористому материалу (182) смешивающей матрицы, который выбран так, чтобы он характеризовался давлениями проникновения воды от низких до умеренных. При потреблении компоненты из камер (172) и (180) поступают в матрицу (182) и начинают смешиваться, когда они находятся «на пути» вверх по соломинке. Пористость матрицы (182) может быть получена с заданными характеристиками для обеспечения различающихся соотношений компонентов смеси, требуемых для данного применения. Если требуется, пористая матрица (177) для предотвращения расплескивания будет предусмотрена рядом с верхней частью соломинки, но она также может быть расположена у основания соломинки и/или у входных каналов смешивающей матрицы (182), или так, что она будет окружать/охватывать смешивающую матрицу.
На фиг. 10D показан другой вариант осуществления системы, состоящей из контейнера для многокомпонентного напитка и укупорочного средства. В укупорочном средстве (190) предусмотрена повторно закрываемая выливная часть (184) для питья вместе с гидрофобной пористой вентилирующей матрицей (186, 188) и корпусом укупорочного средства, выполненным с резьбой и взаимодействующим с отверстием корпуса контейнера. Существенный слой гидрофобного пористого материала (192) смешивающей матрицы предусмотрен у проксимального конца канала для текучей среды. Небольшое поперечное сечение пористого материала (194), характеризующегося низким давлением проникновения воды, предусмотрено именно дистально по отношению к материалу смешивающей матрицы для придания свойств, обеспечивающих предотвращение расплескивания, помимо нежелательного смешивания компонентов. Предусмотрена перегородка (196), которая разделяет камеры (198) и (204). Дополнительный материал (200, 206) для вентилирования контейнера также может быть предусмотрен в основании корпуса контейнера, как показано, или вдоль стенок корпуса контейнера.
Вентилируемые укупорочные средства для напитков, предназначенные для алюминиевых банок
На фиг. 11 показано вентилируемое укупорочное средство, предназначенное для использования вместе с алюминиевой банкой для напитка. Укупорочное средство снабжено возможной повторно закрываемой выливной частью (208) для питья, которая расположена со смещением от центра рядом с отверстием банки. Гидрофобный пористый вентилирующий элемент (210) предусмотрен и может быть расположен, например, центрально или напротив места расположения выливной части. Корпус укупорочного средства прикреплен к корпусу (218) алюминиевой банки с помощью фиксирующего механизма (214), который взаимодействует с отогнутым краем, образованным на верхнем ободе (212), расположенном в верхней части банки. Также может быть использован соединительный элемент, насаживаемый со щелчком, или другое пригодное средство крепления. Предусмотрена возможная соломинка (216), которая обеспечивает возможность потребления содержимого при вертикальном положении банки. Вместе с соломинкой показана возможная пористая матрица (220) для управления потоком, предусмотренная на дистальном конце соломинки для обеспечения противодействия расплескиванию.
На фиг. 14А и 14В показан другой вариант осуществления вентилируемого укупорочного средства для алюминиевой банки. Предусмотрена центрально расположенная, повторно закрываемая выливная часть для питья в дополнение к гидрофобному пористому вентилирующему материалу (270), как показано на фиг. 14А. Возможная пористая матрица (276) для управления потоком расположена у основания канала для текучей среды и обеспечивает регулирование предотвращения расплескивания. На фиг. 14В корпус укупорочного средства прикреплен к корпусу (280) алюминиевой банки с помощью фиксирующего механизма (274), который взаимодействует с отогнутым краем, образованным на верхнем ободе (278), расположенном в верхней части банки. На фиг. 14А укупорочное средство показано в открытом положении с уплотнением (268), отсоединенным от окружной периферии корпуса укупорочного средства, что позволяет открыть пористый вентилирующий материал (270) для воздействия. Уплотнение (266) у кончика выливной части показано открытым на фиг. 14А. Укупорочное средство с комбинацией повторно закрываемой выливной частью и вентилирующего материала является предпочтительным для сохранения свежести продукта в виде напитка после открытия банки, особенно в случае газированных напитков и т.п. Варианты осуществления на фиг. 14А и 14В, если требуется, могут включать приспособление с соломинкой (непоказанное) в качестве канала для текучей среды для обеспечения возможности потребления, когда контейнер находится в общем в вертикальном положении.
Укупорочные средства для контейнеров для горячих напитков и пищевых продуктов: укупорочные средства для многократно используемых контейнеров для хранения пищевых продуктов
На фиг. 12А показана укупорочная система для контейнера для горячих напитков, предназначенная для использования вместе с чашками и т.п. одноразового применения. Крышка контейнера предусмотрена с пористым гидрофобным вентилирующим материалом, пригодным для горячих напитков. Вентилирующий элемент (222) и (228) расположен напротив пористой выливной части (224) и (226) для питья, характеризуется высокими давлениями проникновения воды и обеспечивает высокую плотность потока воздуха. Выливная часть для питья предпочтительно изготовлена из материалов, совместимых с горячими напитками, характеризуется низкими давлениями проникновения воды и обеспечивает высокую плотность потока жидкости. Выливная часть для питья может обеспечить предотвращение расплескивания за счет использования пористого материала с давлениями проникновения воды от низких до умеренных. Вентилируемое укупорочное средство закреплено за счет прессовой посадки вдоль обода (230) верхней части корпуса (232) контейнера. Аналогичные укупорочные средства могут быть использованы с контейнерами многоразового применения, предназначенными для горячих жидкостей, такими как дорожные кружки и т.п. Другой вариант осуществления показан на фиг. 12В. Данный тип контейнера пригоден для контейнеров для пищевых продуктов/супов, продаваемых на вынос, и содержит пористую вентилирующую матрицу (234) и (236) в центре укупорочного средства. Укупорочное средство соединено по прессовой посадке с верхним ободом корпуса (238) контейнера. Вариант осуществления на фиг. 12В обеспечивает вентилирование содержимого контейнера без риска утечки жидкости. Вентилирующий материал выбран с учетом температурной совместимости с горячими пищевыми продуктами и жидкостями, продаваемыми на вынос. Несмотря на то, что вентилирующий материал показан в центре, фактически он может быть размещен в любом месте на укупорочном средстве.
На фиг. 12С показан один вариант осуществления контейнера для хранения пищевых продуктов, который может быть многократно используемым и/или одноразовым. Геометрические формы могут различаться, при этом геометрическая форма может быть прямоугольной, как показанная, или круглой (не показана), или любой другой пригодной формой. На фиг. 12С пористая вентилирующая матрица (240) предусмотрена в центре укупорочного средства, которое прикреплено к контейнеру посредством прессовой посадки, образуемой между краями обода закрывающего элемента (242) и краями верхнего обода корпуса (244) контейнера. Кроме того, несмотря на то, что вентилирующий материал показан в центре, в действительности он может быть расположен в любом месте на укупорочном средстве, и могут быть использованы другие способы крепления укупорочного средства к контейнеру.
Конфигурация упаковки для вентилируемого укупорочного средства для газированных напитков
Для газированных напитков вентилируемые укупорочные средства могут быть легко упакованы на заводе безалкогольных напитков вместе с контейнером без потери насыщенности углекислотой. В одном варианте такого укупорочного средства, как показано на фиг. 8А и 8В, в среднюю часть укупорочного узла для контейнера включена легко разрушаемая конструкция, которая обеспечивает отделение вентилируемого укупорочного средства от одноразового основного укупорочного средства для хранения. После освобождения вентилируемое укупорочное средство крепят к корпусу контейнера перед использованием. На фиг. 8А показан выполненный с пространственным разделением элементов вид конечной конфигурации упаковки для предпочтительного вентилируемого укупорочного средства, содержащего поддающийся повторному закрытию, предпочтительно телескопический, выливной элемент (118), пористую вентилирующую матрицу (120), корпус (122) вентилируемого укупорочного средства с резьбой, взаимодействующей с резьбой (124) в отверстии корпуса (126) основного укупорочного средства. На фиг. 8А два укупорочных средства, установленные друг на друга, показаны обернутыми в термоусадочный материал (114) с защитным колпачком (115), размещенным над выливным элементом (118) и прикрепленным к верхней части вентилируемого укупорочного средства (122) с помощью легко разрушаемого, откручиваемого или стягиваемого механического средства (116). Корпус (122) вентилируемого укупорочного средства присоединен к основному укупорочному средству (126) с помощью легко разрушаемого, откручиваемого или стягиваемого механического средства (123). Основное укупорочное средство (126) прикреплено к корпусу (130) контейнера с помощью резьбового соединения, и в нем предусмотрено легко разрушаемое, откручиваемое или стягиваемое механическое средство (127) для обеспечения целостности содержимого. Основное укупорочное средство выполнено так, чтобы оно обеспечивало поддержание насыщенности напитка углекислотой после упаковывания и во время длительного хранения. При использовании основной укупорочный узел вначале отделяют от корпуса контейнера первым, после чего отделяют вентилируемое укупорочное средство от основного. После этого основное укупорочное средство удаляют и выбрасывают, затем прикрепляют вентилируемое укупорочное средство к отверстию контейнера. В альтернативном варианте осуществления основное укупорочное средство исключено, и вспомогательный запечатывающий элемент, такой как отрываемый запечатывающий элемент из фольги, закрывает отверстие бутылки или внутреннее пространство корпуса вентилируемого укупорочного средства. На фиг. 8В показана конечная конфигурация упаковки с защитной термоусадочной оберткой над двумя укупорочными средствами, расположенными друг над другом, которая также может быть использована для обеспечения целостности продукта помимо показанного механического средства, обозначенного (127).
В другом варианте осуществления, показанном на фиг. 9А, вентилируемое укупорочное средство размещено в горловине закрытого контейнера и защищено от его содержимого посредством герметизированного колпачка одноразового использования. На фиг. 9В видно, что защитный колпачок (138) прикреплен к отверстию (140) контейнера, выполненному с резьбой, с образованием газонепроницаемого уплотнения путем использования обычных способов, известных специалистам в данной области техники, таких как эластомерные прокладки, компрессионные уплотнения, посадки с натягом и т.п. Вентилируемое укупорочное средство (136) предпочтительно хранится в полом пространстве защитного колпачка (138). Узел, состоящий из колпачка и укупорочного средства, может быть дополнительно упакован путем размещения защитного и удаляемого запечатывающего элемента (134), присоединенного путем термосварки, на который наружная обертка или термоусадочная обертка (132), если требуется, может быть наложена для обеспечения индикации вскрытия. Кроме того, легко разрушаемый запечатывающий элемент (непоказанный) может быть размещен в месте соединения корпусов колпачка и вентилируемого укупорочного средства. В качестве дополнительного варианта (непоказанного) можно использовать жесткую защитную крышку для защиты верхней стороны узла, которая может быть напрессована или навинчена на наружную сторону защитного колпачка. На практике после снятия защитной наружной обертки узел, состоящий из колпачка и укупорочного средства, отсоединяют от корпуса контейнера, затем колпачок отделяют и выбрасывают. Оставшееся укупорочное средство затем прикрепляют к выполненному с резьбой отверстию корпуса контейнера и готовят для потребления, как показано на фиг. 9С. Напиток выдается через выливной элемент (144), в то время как вентилирование обеспечивается вентилирующей матрицей (146), и матрица (148) для потока предусмотрена, если требуется. Защитный колпачок (142) может быть использован в качестве оболочки для сохранения чистоты выливного элемента.
Многофункциональная укупорочная система для газированных напитков
На фиг. 19, 20А и 20В, 21А, 21В и 21С показана многофункциональная укупорочная система для газированных напитков, пригодная в качестве основного укупорочного средства для газированных напитков при розливе в бутылки, при погрузочно-разгрузочных работах, транспортировке и длительном хранении их потребителем. При повороте крышки из ее положения при хранении укупорочное средство для газированного напитка обеспечивает безопасный сброс избыточного давления через пористую матрицу, тем самым удерживая жидкость и любую пену внутри контейнера для напитка. Предпочтительно предотвращается проход как пены, так и жидкости через гидрофобную пористую матрицу наружу. При еще одном повороте крышки вентилирующие элементы остаются открытыми, в то время как проход для жидкости будет выровнен через укупорочное средство, чтобы предпочтительно обеспечить возможность потребления или подачи напитка. На фиг. 19 верхняя часть (335) укупорочного средства показана с двумя отверстиями (337) для вентилирования и выливным элементом (338) для подачи текучей среды, выступающим наружу относительно основания (336) укупорочного средства. Не показаны альтернативные конфигурации, которые обеспечивают возможность закрытия и повторной герметизации выливного элемента. На фиг. 20А и 20В показан выполненный с пространственным разделением элементов вид укупорочного средства для газированных напитков с одним из двух отверстий (342) для вентилирования, показанным в основании (343) укупорочного средства, и такими же двумя отверстиями (350) для вентилирования в верхней части (352) укупорочного средства. Не проницаемое для жидкостей, кольцевое уплотнение (341) обеспечивает получение свободного от утечек прохода для напитка, представляющего собой текучую среду, из контейнера через выливной элемент (339), и расположено в выемке (347) в основании (345) укупорочного средства. Гидрофобные пористые вентилирующие диски (349) обеспечивают возможность выравнивания (давления или разрежения) в контейнере с наружной атмосферой и расположены в выемках (348) в основании (345) укупорочного средства. В альтернативной конфигурации (непоказанной) гидрофобные диски образуют одно целое с верхней частью (340) укупорочного средства. Канавки (344) для вентилирования обеспечивают возможность прохода газов между основанием (345) укупорочного средства и верхней частью (340) укупорочного средства. Канавка (346) для поворота со щелчком расположена на верхнем крае основания (345) укупорочного средства. Канавка обеспечивает компрессионное уплотнение, которое сохраняется между верхней частью (352) укупорочного средства и основанием (345) укупорочного средства во время поворота верхней части укупорочного средства в различные положения, показанные на фиг. 21А-21С. На фиг. 21А показан вид сверху укупорочного средства в закрытом положении, при этом верхняя часть (353) укупорочного средства показана с использованием «прозрачного» вида, показывающего канавки (354) для вентилирования, не проницаемое для жидкостей, кольцевое уплотнение (358) между отверстиями (355) для вентилирования и выливной элемент (357) рядом с гидрофобным пористым диском (356). На фиг. 21В показано укупорочное средство, повернутое во второе положение, создающее возможность выравнивания гидрофобных пористых вентилирующих материалов (дисков) относительно канавок для вентилирования, в результате чего обеспечивается возможность безопасного сброса давления из контейнера без потери жидкости из контейнера. На фиг. 21С показано укупорочное средство, повернутое в третье положение, которое создает возможность продолжения вентилирования при одновременном обеспечении возможности прохода жидкого напитка через выровненный выливной элемент.
Вентилируемая система для очистки и фильтрации напитков при их подаче и проходе через нее
В дополнительном варианте осуществления пористые материалы используются для получения устройства, способного обеспечить очистку или фильтрацию напитка при одновременном вентилировании контейнера. Предпочтительные пористые пластики включают в укупорочные средства для контейнеров для обеспечения вентилирования во время потребления. Кроме того, выбранные пористые пластики, иногда называемые здесь матрицей для обработки или пористой матрицей для обработки, включены в одно или несколько отделений, образующих одно целое с укупорочным средством для контейнера, для обеспечения средства для химической обработки, включающей добавление реагента или вещества для химической обработки и/или удаление загрязняющих веществ. В одном варианте осуществления матрицы для обработки в виде пористых пластиков изготовлены для удаления веществ из потока текущей жидкости путем использования механизмов избирательного, неизбирательного отделения или отделения за счет химической реакции, или их комбинаций. В другом варианте осуществления пористые материалы выбраны для обеспечения смешивания по потребности двух или более компонентов напитка при одновременном вентилировании контейнера. Предпочтительные гидрофобные пористые материалы выбирают или изготавливают так, чтобы обеспечить минимальное давление проникновения жидкости для инициирования потока жидкости из нескольких компонентов напитка во время потребления (то есть немеханический запорный клапан). Кроме того, предпочтительный пористый материал с произвольно соединенными друг с другом порами, образующими внутреннюю структуру с извилистыми каналами, предпочтительно размещен так, чтобы обеспечить статическое смешивание компонентов напитка. Кроме того, предпочтительно пористый материал предусмотрен в укупорочном средстве или в корпусе контейнера для обеспечения вентилирования во время потребления напитка. Система подачи также может быть использована для обеспечения насыщения углекислотой на месте в дополнение к общему смешиванию двух или более компонентов.
Гидрофильные пористые материалы используются в качестве поддерживающей матрицы для обеспечения средства для отделения или отфильтровывания компонентов из раствора напитка, предпочтительно при использовании данных материалов в сочетании с гидрофобным вентилирующим материалом из укупорочного средства. Активные гидрофильные пористые материалы предпочтительно размещены в укупорочном средстве для обеспечения динамического отделения во время прохода потока жидкости по матрице через произвольную сеть соединенных друг с другом пор, сообщающихся с внутренним пространством контейнера и пространством, наружным по отношению к контейнеру. Процесс динамического отделения может быть избирательным или неизбирательным при удалении заданных компонентов напитка. К примерам избирательного удаления относятся анионный и катионный обмен, разделение по размерам, разделение по сродству и отделение за счет химических реакций. Гидрофильные пористые материалы с ионообменными свойствами могут быть получены с помощью процесса совместного спекания, известного специалистам в данной области техники. Кроме того, специалисты в области модификации поверхности могут легко обработать пористые материалы так, чтобы они содержали химические или каталитические продукты, прикрепленные к поверхности пор в целях обеспечения способности к динамическому отделению или фильтрации.
Активные гидрофильные пористые материалы легко можно включить в укупорочные средства для контейнеров для напитков, и данные материалы предпочтительно сочетаются с вентилированием укупорочного средства для обеспечения соответствующей подачи текучей среды во время потребления без нарастания разрежения внутри контейнера. Активные гидрофильные пористые материалы пригодны для удаления загрязняющих веществ, дезинфицирующих средств или других заданных компонентов напитков, таких как хлор, йод, пероксид, кофеин, натрий, спирт и т.д., из потока текущего жидкого напитка. В предпочтительном варианте осуществления используемые пористые структуры имеют одно или несколько, или все из следующих свойств: произвольно соединенные друг с другом поры, сообщающиеся с напитком и с пространством снаружи контейнера; средние размеры пор, находящиеся в диапазоне приблизительно от 0,5 до 500 мкм, включая приблизительно от 5 до 250 мкм; пористость в процентах, составляющую приблизительно от 10 до 90%, включая приблизительно от 50 до 90%; большие площади поверхности, предпочтительно составляющие приблизительно от 0,1 до 1000 м2/г, включая приблизительно от 100 до 1000 м2/г; и, как правило, большие значения поверхностной энергии с величинами поверхностного натяжения, находящимися в диапазоне приблизительно от 40 до 80 дин/см2, включая приблизительно от 50 до 70 дин/см2. Сочетание одного или нескольких, или всех из данных факторов в вариантах осуществления, которые используются непосредственно для питья, дает значения плотности потока жидкости, способные обеспечить скорость потока напитка, составляющую приблизительно от 50 до 4000 мл/мин, включая приблизительно от 500 до 2000 мл/мин и приблизительно от 1000 до 2000 мл/мин.
Существует множество способов, предназначенных для фильтрации жидкостей, которые могут быть применены для очистки напитков. На фиг. 17А-17Е показаны предпочтительные варианты осуществления, базирующиеся на наиболее распространенных методологиях сепарации жидкостей. На фиг. 17А показана пористая матрица, которая является неизбирательной для примесей на основе химического состава. Неизбирательная матрица может быть использована для отделения всех органических соединений, например, при обеспечении наличия пористой матрицы, полученной из активированного угля. В другом примере размер пор может быть использован для «отсеивания» частиц с различными размерами независимо от химического состава. На фиг. 17В показана пористая матрица, которая может обеспечить избирательное удаление одного или нескольких типов определенных загрязняющих веществ. Это может быть осуществлено посредством механизмов типа сродства, базирующихся на межмолекулярном связывании, полярности, магнитных и других свойствах. На фиг. 17С показана пористая матрица, которая обеспечивает отделение загрязняющих веществ на основе наличия результирующего отрицательного заряда с последующей заменой определенным новым химическим структурным элементом с результирующим отрицательным зарядом. Этот процесс известен специалистам в данной области техники как анионный обмен. Аналогичным образом, обменный процесс с получением результирующего положительного заряда (фиг. 17Е), известный как катионный обмен, также может быть реализован при использовании пористых материалов для отделения жидких загрязняющих веществ. Последний тип процесса отделения базируется на химической реакции, которая обеспечивает преобразование загрязняющего вещества в новый химический продукт, который предпочтительно является неопасным. Термин «отделение за счет химической реакции» используется для описания процесса для специалистов в данной области техники и проиллюстрирован с помощью пористой матрицы, показанной на фиг. 17D.
Процессы очистки, выполняемые посредством вариантов осуществления, показанных на фиг. 17А-17Е, предпочтительно «включены» в материалы пористых матриц для одновременной очистки и вентилирования при выдаче жидких напитков. На фиг. 13А-13D показан один предпочтительный вариант осуществления, предназначенный для очистки вина путем удаления консервантов, таких как сульфиты, бисульфиты и диоксид серы. Консерванты имеют важное значение для длительного хранения вина, но имеют много недостатков для потребителя вина, включая аллергические реакции, химическую сенсибилизацию, жгучий вкус и едкий запах и маскирование естественных, но слабых привкусов, имеющихся в вине. Для обеспечения получения большего удовольствия от вина было бы предпочтительно иметь выдачное устройство или укупорочное средство для винной бутылки, которое было бы упаковано вместе с винной бутылкой при покупке, которое привело бы к незначительному повышению стоимости или не вызвало бы увеличения стоимости вина как товара, которое могло бы обеспечить очистку вина во время выдачи из исходного контейнера для него и обеспечить способ герметизации содержимого, если это желательно.
На фиг. 13А упакованное укупорочное средство в конечном виде, предназначенное для вина, показано с наружной оберткой (245) из металлической фольги или пластмассовой гильзы. На фиг. 13В показано, как упакованный узел, состоящий из пробки и укупорочного средства, отделяется от винной бутылки (258). Узел содержит вентилируемое укупорочное средство (248) для очистки, присоединенное к пробке (252). Вентилируемое укупорочное средство имеет пористую матрицу (250) для очистки, расположенную центрально (246) в вентилирующем укупорочном средстве для очистки. Матрица для очистки представляет собой материал со значительной пористостью, с высокими плотностями потока жидкости и низкими давлениями проникновения жидкости и с поверхностями пор, обладающими склонностью отделять консерванты для вина. После отделения узла, состоящего из укупорочного средства и пробки, его переворачивают и снова прикрепляют к винной бутылке путем вставки в отверстие, как показано на фиг. 13С. Пробку отделяют от вентилируемого укупорочного средства для очистки, которое остается в горлышке отверстия бутылки за счет прессовой посадки или посадки с натягом. Стержень (262) для подачи показан и содержит матрицу для очистки. Фланец вентилируемого укупорочного средства (264) для очистки содержит пористую вентилирующую матрицу, которая также проходит вдоль длины корпуса укупорочного средства с тем, чтобы обеспечить сообщение между пространством, наружным по отношению к контейнеру, и внутренним пространством контейнера. На фиг. 13D показано вентилирующее действие укупорочного средства при выдаче вина за счет переворачивания бутылки.
На фиг. 16А-16С показан другой вариант осуществления вентилируемого укупорочного средства для очистки, такого как предназначенное для выдачи вина. Упакованное укупорочное средство показано на фиг. 16В с оберткой (308) из фольги над узлом пробки и горлышком бутылки. Пробка (309) также показана и по-прежнему используется в качестве основного укупорочного средства. Вентилируемое укупорочное средство показано на фиг. 16А и содержит повторно закрываемый выливной элемент (301), камеру (302) очистки, пористую вентилирующую оболочку (304) и фланец (307). На фиг. 16А показан местный разрез вентилируемого укупорочного средства, показывающий выливной элемент (301), матрицу (302) для очистки, канал (303) для выхода текучей среды, пористые вентилируемые оболочку и фланец (304, 307) и открытый канал (305) для подачи жидкости. В данном случае пористая матрица для очистки также обеспечивает высокую плотность потока жидкости, характеризуется низким давлением проникновения воды и химически пригодна для очистки вина от консервантов, таких как сульфиты, и родственных им продуктов в растворе. Вентилируемые пористые оболочка и фланец образованы из пористых гидрофобных материалов с высокими давлениями проникновения воды и высокими плотностями потока воздуха. На фиг. 16С показан выливной элемент в открытом положении с одновременным вентилированием. Зная это, предпочтительно можно обеспечить комбинацию вентилирования, очистки и введения дезинфицирующих средств путем использования интегрированной системы из пористых материалов для введения дезинфицирующих средств в напиток и избирательного удаления дезинфицирующего средства во время потребления напитка из контейнера для него при обеспечении одновременного вентилирования для создания доставляющего удовольствие ощущения при питье. Кроме того, при знании этого также становится очевидным объединение других типов схем введения растворенных веществ в пористые материалы для введения их в контейнер для напитка, чтобы он включал лекарственные средства, вкусовые или ароматизирующие вещества, красящие вещества, витамины или лечебные средства из трав, помимо наличия пористых материалов для обеспечения возможности очистки и вентилирования.
Вентилируемые укупорочные средства для напитков, предназначенные для крупносерийного производства/розлива в бутылки
На фиг. 15А-15D показано предпочтительное вентилируемое укупорочное средство для напитков, имеющее повторно закрываемые вентилирующий элемент и канал для текучей среды. Конечная конфигурация в упакованном виде показана на фиг. 15А с защитной термоусадочной оберткой (282) над укупорочным средством (284), показанным на фиг. 15В. Корпус укупорочного средства имеет резьбу, взаимодействующую с резьбой в отверстии бутылки для крепления. В альтернативных вариантах осуществления могут быть использованы соответствующие укупорочные средства, отличные от резьбовых укупорочных средств. Возможный вспомогательный защитный запечатывающий элемент (288) также может быть использован для обеспечения дополнительной защиты целостности продукта. Корпус укупорочного средства содержит выливной элемент (286) для питья, расположенный центрально и повторно закрываемый на его конце. На фиг. 15С показано сечение укупорочного средства, с механизмами, обеспечивающими возможность повторного закрытия и предусмотренными на окружной периферии (292) укупорочного средства и конце (290) выливного элемента для питья. Укупорочное средство с комбинацией повторно закрываемых вентилирующего элемента и выливного элемента является предпочтительной при сохранении свежести продукта в виде напитка. На фиг. 15D показано укупорочное средство в открытом положении (294), в котором пористый материал (296) вентилирующей матрицы открыт для воздействия. Пористая матрица (298) для управления потоком текучей среды расположена в канале для текучей среды или может быть исключена.
На фиг. 22А-22D показано вентилируемое выдачное укупорочное средство для напитков. Вариант осуществления укупорочного средства, включающего вентилирующий материал, предпочтительно собирают полностью путем использования технологий насаживания/вставки со щелчком или запрессовки, и поэтому он хорошо подходит для крупносерийного производства. Прямоугольная форма вентилирующего материала является предпочтительной для изготовления, поскольку она позволяет фактически исключить образование идущего в отходы, вентилирующего материала в сравнении с круглыми геометрическими формами. Уменьшенное образование отходов значительно способствует снижению затрат на производство при крупносерийном производстве. Кроме того, как теперь может стать очевидным для специалистов в данной области техники, размещение пористого вентилирующего материала в центре создает возможность наиболее эффективного использования материала, что обеспечивает дополнительное преимущество и экономию затрат в крупносерийном производстве. Вариант осуществления вентилируемого укупорочного средства на фиг. 22А-22D имеет элементы для управления перекрытием подвода воздуха и жидкости, приводимые в действие за счет поворота крышки относительно корпуса основания. Эта предпочтительная конфигурация создает возможность размещения канала для подвода воздуха на центральной оси и канала для потока жидкости радиально с тем, чтобы уменьшить вовлечение воздуха в дистальную часть потока жидкости. Разделение воздуха и жидкости в аксиальном направлении имеет важное значение для уменьшения вовлечения, следствием которого может быть последующее потребление аэрированного напитка. Изменение обычно центрально проходящего потока текучей среды на проходящий по периферии обеспечивает дополнительное усиление ощущений при питье при потреблении напитков из контейнеров с вентилируемыми укупорочными средствами. Несмотря на то, что здесь рассмотрение связано с определенным рядом вариантов осуществления, другие укупорочные средства, описанные здесь, могут быть приспособлены для использования потока с измененным течением с учетом нижеследующего рассмотрения. Данная конструкция с «потоком с измененным течением» существенно уменьшает формирование режима турбулентного потока рядом с входом канала для текучей среды, имеющимся в вентилирующем укупорочном средстве. К факторам, которые, как считается, способствуют образованию турбулентного потока, относятся угол выдачи перевернутого контейнера для напитка, скорость потребления жидкости, скорость вентилирования воздухом, размер отверстия и количество каналов для вентилирующих струй воздуха, величина расстояния в аксиальном направлении и направлении по ширине между вентилирующей струей воздуха и входом жидкости в канал для текучей среды. Следовательно, конструкции вентилируемого укупорочного средства присуще наличие «критического отверстия», превышение размера которого может привести к развитию турбулентного потока и вовлечению воздуха в канал для текучей среды. Например, два вентилируемых укупорочных средства с «потоком с измененным течением» такого типа, как показанное на фиг. 22А, были изготовлены с резьбовой поверхностью для бутылки с размером 28 мм. Одно из укупорочных средств имело отверстие с размером 1/16", а другое - 1/8". В две бутылки было залито по 500 мл воды, после чего каждое укупорочное средство было прикреплено к соответствующей ему бутылке. Затем бутылки были перевернуты так, что они оказались расположенными полностью вверх дном и вертикально (под углом 90 градусов относительно горизонта). Было отмечено время для выливания содержимого каждой бутылки, а также наличие вовлечения воздуха в воду, как показано в нижеприведенной таблице 1.
Согласно таблице 1 увеличение вдвое диаметра отверстия привело к вовлечению воздуха в жидкий напиток. Следовательно, «критическое отверстие» для конструкции находится где-то в интервале диаметров от 1/16" до 1/8". Знание «критического отверстия» предпочтительно при проектировании вентилируемых укупорочных средств для напитков для обеспечения наиболее приятных ощущений при питье. Предусмотрено, что использование термина «критическое отверстие» не означает того, что определенное отверстие является необходимым или имеет решающее значение для функционирования описанных здесь вариантов осуществления. Это просто термин, используемый для описания размера или диапазона размеров отверстия, которые обеспечивают менее турбулентный поток; укупорочные средства согласно многим вариантам осуществления могут иметь в общем турбулентный поток, или они могут быть спроектированы с учетом идеи «критического отверстия».
Признаки конструкции укупорочного средства на фиг. 22А-22D с «изменением течения потока» включают центрально расположенный, имеющий прямоугольную форму (другие формы возможны), гидрофобный пористый вентилирующий материал (377), захваченный между входной частью (371) корпуса вентилирующего элемента и выходной частью (378) корпуса вентилирующего элемента для создания герметизированного подузла с двумя входными отверстиями (375) вентилирующего элемента и входной вентилирующей трубки элемента (381). Отверстия (375) и трубка (381) напрямую связаны с вентилирующим материалом (377) последовательно. Вентилирующий материал (377) удерживается на расстоянии от плоской поверхности частей (371) и (378) с помощью выступающих ребер (382). Это разделение способствует надлежащему функционированию материала (377). Пористый вентилирующий материал (377) герметично закрыт за счет действия уплотнения (380). Подузел из элементов (371), (377) и (378) сначала запрессовывают в дистальный колпачок (369), и затем закрывающий уплотняющий элемент (383) запрессовывают в дистальный колпачок (369), закрывая подузел из входной части (371) корпуса вентилирующего элемента, вентилирующего материала (377) и выходной части (378) корпуса вентилирующего элемента. Корпус (387) основания затем добавляют к узлу, чтобы сделать его законченным.
После сборки наружный канал (370) вентилирующего элемента представляет собой вход для воздуха, который напрямую связан с отверстием (375) канала, которое проходит через гибкую трубку (374) вентилирующего элемента и находится в непосредственном контакте с внутренней стороной корпуса вентилирующего элемента и выступающими ребрами (382). Воздух будет проходить через пористый гидрофобный фильтр, чтобы достичь дистальной трубки (381) для воздуха. Когда укупорочное устройство находится в закрытом состоянии (фиг. 22А), трубка (381) герметично закрыта за счет контакта с уплотняющей поверхностью элемента (392), опоры для вентилирующего элемента/седла клапана. Когда укупорочное устройство находится в открытом состоянии (фиг. 22В), воздух будет выходить из трубки (381) и проходить через отверстие (390) и во внутреннее пространство бутылки для замещения вытесненной текучей среды до тех пор, пока не будет достигнуто равновесное давление.
Входная часть (371) предпочтительно является гибкой в части (374). Эта гибкость создает возможность фиксации наружного уплотнительного/фиксирующего кольца (372) относительно дистального колпачка (369), и центральный участок входной части (371) может перемещаться в аксиальном направлении относительно уплотнительного/фиксирующего кольца. Каналы (374) для прохода будут закручиваться и деформироваться для сообщения аксиального движения. Когда укупорочное устройство находится в открытом состоянии (жидкость проходит и воздух подводится), отсутствует аксиальное смещение/изгиб части (371). По мере закрытия узла дистального колпачка укупорочного средства трубка (381) будет входить в контакт с поверхностью (392) с обеспечением герметичного закрытия ее посредством самоцентрирующегося конуса и уплотнительной опоры под нагрузкой. При продолжении операции закрытия центральный участок входной части (371) смещается в аксиальном направлении вследствие контакта с трубкой (381) и будет продолжать смещаться в аксиальном направлении до тех пор, пока цилиндрическая уплотняющая поверхность (373) не войдет в отверстие (364). Закручиваемое укупорочное средство будет иметь механические упоры, предназначенные для ограничения величины перемещения при открытии и закрытии устройства и для обеспечения надлежащего аксиального перемещения для изоляции воздуха и жидкости.
Колпачок (369) представляет собой дистальный компонент, улавливающий и направляющий текучую среду, выходящую из отверстия (364). Элементы (369), (371), (377), (378) и (383) будут образовывать законченный подузел, который будет прикреплен к элементу (387). Форма [элемента] (362) выполнена такой, чтобы она была эргономичной для губы при питье. Элемент (364) представляет собой отверстие, предназначенное для прохода текучей среды через него, когда укупорочное устройство находится в открытом состоянии, а также образует кольцевое уплотнение вместе с уплотняющей поверхностью (373) по отношению к текучей среде за счет посадки, когда устройство находится в закрытом состоянии. Закрывающий элемент (383) представляет собой крышку, предназначенную для ограждения камеры верхнего узла, предназначенной для текучей среды, и динамическое уплотнение (385) для плотного прилегания к цилиндрической уплотняемой поверхности (394). Элемент (384) представляет собой уплотняющий элемент и фиксатор для элементов, выполненный в виде сжимающего обруча. Поток жидкости во время использования начинается через отверстие (390), затем он проходит мимо или вокруг части (371) и наружу через дистальное отверстие (364). Открытие и закрытие осуществляют посредством сопряжения резьбы (386) внутри закрывающего элемента (383) верхнего узла и резьбы (388) корпуса основания. Закручивание на 90 градусов используют в данной конфигурации для открытия и закрытия клапанов или каналов.
На фиг. 23А-23D показано менее сложное вентилируемое укупорочное средство, предназначенное для выдачи напитков. Окончательную сборку варианта осуществления укупорочного средства выполняют путем использования технологий насаживания/вставки со щелчком или запрессовки, и поэтому данный вариант хорошо подходит для крупносерийного производства. В зависимости от возможностей производителя вариант осуществления может производиться любым из двух способов. Первый способ требует использования технологии формования со вставками, при этом гидрофобный пористый вентилирующий материал (419) помещают в форму для литья под давлением перед введением полимера для получения вставной опоры (430) для вентилирующего элемента. Кроме того, в зависимости от производителя робототехника может быть использована для захвата и установки плоского тороидального вентилирующего материала вместо вставки вручную. Использование робототехники очень предпочтительно для крупносерийного производства, предусматривающего применение форм для литья под давлением с высокими степенями кавитации. Для специалистов-практиков в данной области техники также может стать очевидным применение разновидности непрерывного или периодического процесса формования, в котором непрерывную полосу пористого вентилирующего материала пропускают между парой взаимодействующих сопрягаемых формообразующих полостей посредством механизма подачи с помощью цепного устройства, обеспечиваемого за счет наличия V-образных канавок вдоль боковых сторон полосы или отверстий, пробитых в стратегически важных местах в середине полосы. При данном сценарии центральная часть (430) может быть путем формования присоединена непосредственно к непрерывной полосе пористого материала, когда формообразующие полости сближаются, и после выхода из формообразующих полостей при их открытии резак может быть использован рядом с траекторией выхода из формы, в результате чего готовая деталь будет освобождена от непрерывной полосы. Процесс подачи с помощью цепного устройства также хорошо подходит для форм с сильной кавитацией и поэтому может также быть использован в операциях крупносерийного производства. Остальные элементы, то есть крышку (401) и основание (402), изготавливают путем использования технологии литья под давлением, известной специалистам-практикам в данной области техники. Готовые три детали впоследствии собирают путем использования технологий насаживания/вставки со щелчком, рассмотренных ранее.
Второй способ предусматривает изготовление всех трех деталей (401), (402) и (430) путем использования стандартной технологии литья под давлением, известной специалистам-практикам в данной области техники. Перед сборкой гидрофобный пористый вентилирующий материал (419) прикрепляют к центральной детали (430) предпочтительно путем использования способов, пригодных для крупносерийного производства, таких как ультразвуковая или лазерная сварка. Другие способы прикрепления могут быть использованы, как рассмотрено выше. После этого полученные в результате три детали (401), (402), (419, 430) собирают путем вставки их друг в друга со щелчком, как было рассмотрено выше. Вариант осуществления вентилируемого укупорочного средства по фиг. 23А-23D содержит выполненные за одно целое элементы для управления перекрытием подвода воздуха и жидкости, приводимые в действие путем закручивания колпачка относительно корпуса основания. Данная предпочтительная конфигурация обеспечивает возможность размещения канала для подвода воздуха периферийно вокруг центральной оси и размещения канала для прохода потока жидкости центрально вместе с его отверстием (408) для текучей среды, но на существенно большей высоте по отношению к каналам (407) для вентилирующего воздуха с тем, чтобы уменьшить вероятность вовлечения воздуха в дистальной части потока жидкости, проходящего в трубку (427). Разделение воздуха и жидкости за счет высоты также используется для регулирования вовлечения воздуха в текущую жидкость.
Вариант осуществления менее сложного вентилируемого укупорочного средства, изображенный на фиг. 23А, включает отверстие укупорочного средства (400), выполненное в выливной части (403) для текучей среды, расположенной центрально наверху крышки (401) укупорочного средства, выполненной с эргономичной формой (404) и сообщающейся с резьбовым основанием (402). На фиг. 23В вид снизу показывает каналы (407) для вентилирующего воздуха, корпус (409) элемента для отклонения потока воздуха, отверстие (408) для текучей среды и выполненную за одно целое резьбу (410) для крепления к бутылкам. Укупорочное средство может быть переведено в открытое положение путем поворота или откручивания крышки (401) относительно основания (поворота на 1/4 оборота в проиллюстрированном варианте осуществления) (402), что заставляет крышку, содержащую центральную деталь (430), показанную на фиг. 23D, подниматься по высоте вдоль направляющей резьбы (429) за счет действия канавки (421) внутри стойки вставной опоры для вентилирующего материала. На фиг. 23D трубчатый уплотняющий элемент (414) удерживается на месте опорами (415) для трубчатого уплотняющего элемента, которые действуют, когда крышка находится в закрытом состоянии, тем самым обеспечивая не проницаемое для жидкости уплотнение в канале для текучей среды. Расположенные радиально каналы (416) для прохода воздуха, содержащиеся в кольцевой уплотняющей части (417) крышки, показаны как расположенные на небольшом расстоянии внутри по отношению к кольцевому наружному уплотняющему выступу (418) для вентилирующего материала, который прижимается к кольцевому уплотняющему элементу (431) основания при переводе крышки в закрытое положение, тем самым обеспечивая образование воздухонепроницаемого уплотнения между острой кромкой уплотняющего элемента (431) основания, заклиниваемой между кольцевым уплотняющим выступом крышки (418) и кольцевой уплотняющей частью (417) крышки. Заклинивание уплотняющего элемента основания выполняется за счет перемещения крышки вниз во время поворота в закрытое положение. В открытом положении крышка перемещается вверх, и воздух может проходить, когда каналы (425) совместятся с каналами (416) в крышке (413). Проходящий воздух затем вытесняется через гидрофобный пористый вентилирующий материал (419) посредством внутреннего кольцевого уплотняющего элемента (420), что приводит к проходу потока воздуха через отверстие (424) для вентилирования, выполненное во вставной опоре (430) для вентилирующего материала, содержащей несколько опорных поперечин (422). Отсюда проходящий воздух направляется в каналы (407) для вентилирующего воздуха, выполненные в основании (402), где уплотняющий элемент (432) воздействует на край отверстия контейнера, обеспечивая создание не проницаемого для жидкости и воздухонепроницаемого уплотнения, когда укупорочное средство прикреплено к бутылке. В этом случае приток воздуха служит для нейтрализации нарастания разрежения внутри контейнера для напитка, чтобы обеспечить возможность создания доставляющего удовольствие ощущения при питье.
На фиг. 24А-24С изображено вентилируемое укупорочное средство большего размера, предназначенное для напитков и наиболее предпочтительно подходящее для многократно используемых контейнеров для напитков, предназначенных для занятий спортом. Укупорочное средство (435) на фиг. 24А содержит повторно закрываемый выливной элемент (436) и канавки на окружной периферии, которые помогают при креплении укупорочного средства к соответствующей бутылке для занятий спортом. Выливной элемент может быть приведен в действие путем откручивания или путем использования движений, вызывающих придавливание или оттягивание, как показано на фиг. 24В. Как укупорочное средство, так и бутылка для занятий спортом изготовлены из пластиков и предпочтительно из таких пластиков, которые можно мыть вручную мылом и водой, и наиболее предпочтительно из таких пластиков, которые могут выдерживать отрицательные воздействия чистящих циклов бытовой посудомоечной машины и моющих средств, чтобы обеспечить возможность повторного использования укупорочного средства и бутылки. Примеры предпочтительных пластиков и свойства таких материалов приведены здесь выше.
На фиг. 24В показано вентилируемое укупорочное средство (438), предусмотренное с гидрофобным макропористым вентилирующим материалом (439), который обеспечивает возможность поступления воздуха и прохода его через корпус крышки. Расположенные в важных местах элементы (440) и (441) для отклонения потока воздуха служат для отклонения воздуха от канала для текучей среды и тем самым уменьшения вероятности вовлечения воздуха в выдаваемый жидкий напиток. На фиг. 24С детально показан вид снизу вентилируемого укупорочного средства (445), показывающий положение гидрофобного пористого вентилирующего материала (447), находящегося непосредственно над элементами (446) для отклонения потока воздуха, при этом показаны дистальный (449) и проксимальный (448) каналы для текучей среды.
На фиг. 25А-25С показаны вентилируемые укупорочные средства с эргономичной конструкцией, предпочтительно предназначенные для использования с многократно используемыми контейнерами для напитков, предназначенными для занятий спортом. На фиг. 25А выливной элемент укупорочного средства (450) расположен центрально и имеет удобную эргономичную форму (451), которая усиливает приятное ощущение при питье. Самоуплотняющийся выливной элемент выполнен так, что он остается в фиксированном положении, так что отсутствует необходимость в открытии или закрытии для предотвращения потока напитка. Вентилирование укупорочного средства обеспечивается вентилирующим материалом (452), расположенным рядом с краями корпуса укупорочного средства. Предусмотрено, что жидкость будет выходить в месте (453) расположения выливного элемента при выдаче. Выдача осуществляется посредством потребления содержимого, для чего самоуплотняющийся клапан выполнен с возможностью открытия его элементов, в результате чего обеспечивается возможность инициирования потока жидкого напитка. При прекращении питья элементы клапана закрываются и поток жидкости прекращается. В сочетании с вентилированием процесс питья остается непрерывающимся так долго, как желает потребитель. Отсутствует нарастание разрежения или необходимость в энергичном сдавливании контейнера для напитка для поддержания выдачи. На фиг. 25В подробно показан клапанный узел вентилируемого укупорочного средства, содержащий эластомерный элемент (456) с перфорированными щелями (457), расположенными в элементе. Эластомерный элемент удерживается в канале для текучей среды с помощью [элемента] (458), который присоединен механически и размещен центрально внутри канала для текучей среды с помощью одного из способов, известных специалистам-практикам в данной области техники, таких как ультразвуковая сварка, ротационная сварка, склеивание, запрессовка, или других аналогичных способов. На фиг. 25С показано сечение вентилируемого укупорочного средства, поток воздуха, проходящий через вентилирующий элемент (464), и текучая среда, выходящая из выливного элемента (463) после прохода через фиксатор (461) и эластомерный элемент (462). Укупорочное средство предпочтительно может содержать элементы для отклонения воздушного потока (непоказанные) с целью уменьшения захватывания воздуха и усиления ощущения при питье. Был проведен ряд экспериментов для сравнения эксплуатационных характеристик различных материалов матриц. Контейнеры были наполнены 700 мл воды, и величина отверстия для выдачи (следовательно, величина, площадь поперечного сечения потока) составляла 0,71 см2. Перепад давлений, возникающий только за счет подвода воздуха и во время выдачи жидкости, был измерен и приведен в таблице 2. В предпочтительных вариантах осуществления перепад давлений предпочтительно составляет менее 2 фунтов на кв. дюйм, включая менее приблизительно 1,2, 1,1, 1,0, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1 и 0,05 фунта на кв. дюйм. Как можно видеть в таблице 2, все подвергнутые испытаниям материалы находятся полностью в пределах заданного диапазона.
Время опорожнения контейнера было измерено, и скорость потока и плотность потока были рассчитаны и представлены в таблице 3.
В таблице 4 приведены результаты испытаний на герметичность, проведенные для определения того, была ли видимая утечка через материал матрицы при использовании газированного безалкогольного напитка (CSD) с 5% добавленного этанола и без 5% добавленного этанола.
Различные способы и технологии, описанные выше, представляют собой ряд способов реализации изобретения. Само собой разумеется, следует понимать, что необязательно все описанные задачи или преимущества могут быть достигнуты в соответствии с любым конкретным вариантом осуществления, описанным здесь. Следовательно, например, специалисты в данной области техники признают, что способы могут быть реализованы таким образом, что это обеспечит достижение или оптимизацию одного преимущества или группы преимуществ, приведенных здесь, и при этом необязательно достигаются другие задачи или преимущества, которые могли быть рассмотрены или предложены здесь.
Кроме того, специалист в данной области техники осознает взаимозаменяемость различных признаков из различных вариантов осуществления. Аналогичным образом, различные признаки и операции, рассмотренные выше, а также другие известные эквиваленты для каждого такого признака или операции могут быть использованы вместе и приведены в соответствие друг другу обычным специалистом в данной области техники для выполнения способов в соответствии с описанными здесь принципами.
Несмотря на то, что изобретение было раскрыто в связи с определенными вариантами осуществления и примерами, специалистам в данной области техники будет понятно, что изобретение распространяется за определенные раскрытые здесь варианты осуществления, охватывая другие альтернативные варианты осуществления и/или применения и их очевидные модификации и эквиваленты.
Реферат
Укупорочное средство содержит пару подвижно соединенных первого и второго элементов, совместно образующих канал для текучей среды. Причем указанный первый элемент присоединен к основанию, приспособленному для крепления его к контейнеру. Причем основание и/или первый элемент включает в себя по меньшей мере две выполненные из пористого вентилирующего материала секции, которые обеспечивают возможность прохода газов и препятствуют проходу большого количества массы жидкости. При этом материал одной секции имеет более высокое давление проникновения воды, чем материал другой секции. Заявленная группа изобретений также относиться к укупорочному средству для обработки и выдачи жидкости, а также к узлу для выдачи напитка, пористому вентилирующему материалу и контейнеру, содержащему такой материал. Предложенное изобретение расширяет возможность использования укупорочного средства за счет использования пористого материала. 7 н. и 67 з.п. ф-лы, 25 ил., 4 табл.

Комментарии