Способ и устройство для формирования обернутого контейнера, используя прижатие и преобразование - RU2721027C1
Код документа: RU2721027C1
Чертежи






Описание
ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
[0001] Настоящая заявка на патент на изобретение относится к и испрашивает приоритет по предварительной заявке США № 62/340,730 от 24 мая, 2016 года и предварительной заявке США № 62/356,630 от 30 июня, 2016 года, описания которых полностью включены в настоящую заявку путем ссылки.
ОБЛАСТЬ ТЕХНИКИ
[0002] Настоящее описание изобретения относится по существу к теплоизоляционным контейнерам, включая стаканчики, для хранения горячих и холодных напитков и других потребляемых пищевых продуктов. Более конкретно, настоящее описание изобретения относится к теплоизоляционным контейнерам, причем контейнер или стаканчик выполнены с двухстенной конструкцией, и в которых воздушный зазор предусмотрен между отдельными стенками двухстенной конструкции.
УРОВЕНЬ ТЕХНИКИ
[0003] Правопреемник настоящей заявки, компания Paper Machinery Corporation, Милуоки, штат Висконсин, США, является производителем машин для производства бумажных стаканчиков, использующихся для производства разнообразных стаканчиков и контейнеров. Типичная машина для стаканчиков для производства бумажных стаканчиков, например, включает в себя барабан, имеющий множество оправок, вокруг которых образуются контейнеры. Барабан последовательно поворачивает оправки во взаимодействии с множеством рабочих станций, где выполняется множество процедур для образования стаканчиков.
[0004] В иллюстративной процедуре, круглая заготовка дна вырезается на одной рабочей станции и прикрепляется к концу оправки посредством вакуума, применяемого через оправку. Во время этой процедуры, внешняя кромка заготовки дна загибается вниз. На следующей рабочей станции, заготовка боковой стенки оборачивается вокруг оправки. Заготовка боковой стенки нагревается и сваривается, используя шовный зажим, вдоль наложенного бокового шва, который проходит по существу в продольном направлении вдоль стороны стаканчика. Типично, лист картона или твердого пластика покрыт термопластиком, например полиэтиленом, так, что заготовки дна и боковой стенки могут нагреваться и свариваться друг с другом. В некоторых применениях, заготовка боковой стенки проходит за кромку заготовки дна, и этот фланец сгибается по кромке. На станции окончательного формирования дна, фланец прессуется на кромке с внутренней углубленной области дна стаканчика. Посредством нагревания полиэтилена и крепкого спрессовывания фланца боковой стенки и кромки заготовки дна друг с другом, образуется нижний шов, и стаканчик обеспечивается с крепкой нижней областью, имеющей углубленную область. Также могут иметь место другие рабочие станции, где выполняются различные другие дополнительные процедуры для образования стаканчиков. Например, одна станция может использоваться для обеспечения завитка на верхней части или крае стаканчика для обеспечения более функционального питьевого контейнера и лучшего внешнего вида.
[0005] Стаканчики и контейнеры, изготавливаемые в соответствии с вышеприведенной процедурой, типично не имеют возможности поддерживать напитки и пищевые продукты, хранимые в них, теплыми и, одновременно, защищать руку от неприятного ощущения вследствие удерживания горячей жидкости или материала. Аналогичным образом, такие стаканчики и контейнеры не имеют возможности теплоизолировать холодный напиток или продукты и защищать внешнюю часть холодного контейнера от конденсации влаги, которая может скапливаться на дне контейнера.
[0006] Множество стаканчиков и контейнеров было изготовлено с втулками, обертками или слоистыми материалами для обеспечения теплоизоляционного двухстенного стаканчика или контейнера с воздушным зазором между внутренней и внешней стенками для создания защиты при удерживании рукой дополнительно к сохранению тепла и холода напитка или пищевого продукта, содержащегося в нем.
[0007] При разработке настоящего описания изобретения, авторы изобретения обнаружили трудности, возникающие при создании требуемого воздушного зазора между внутренней и внешней стенками контейнера. Например, было обнаружено, что, при нанесении обертки вокруг базового стаканчика или контейнера, воздушный зазор по существу исключается в области шва, образованной посредством наложения противоположных краев обертки, а также области, смещенной на 180° от области шва обертки. Это происходит вследствие механического прижатия, которое обычно выполняется во время образования обернутого контейнера. Такое отклонение приводит к образованию зоны, противоположной относительно шва обертки, которая может делать контейнер или стаканчик некомфортным или неудобным для удерживания относительно остальной части поверхности удерживания контейнера или стаканчика, когда заполнен горячим или холодным содержимым.
[0008] Соответственно, остается потребность в обеспечении двухстенного теплоизоляционного контейнера, который преодолевает недостатки предыдущих конструкций и создает обернутый контейнер с более одинаковым воздушным зазором между внутренней и внешней стенками контейнера при измерении на удалении от шва обертки для того, чтобы обеспечить комфорт пользователю обернутого контейнера по существу по его внешней периферии. Кроме того, является желательным обеспечить способ и устройство для образования такого обернутого контейнера.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0009] Настоящее описание изобретения относится к способу формирования обернутого контейнера. Способ включает этапы a) обеспечения базового контейнера, имеющего первый боковой шов на боковой стенке, который проходит вдоль продольной оси, для задания внутреннего объема, и дно, прикрепленное к боковой стенке; b) обеспечения боковой стенки базового контейнера с соединительными элементами по внешней периферии боковой стенки; c) обеспечения обертки, имеющей второй боковой шов на боковой стенке базового контейнера, таким образом обертка соединяется с разнесенным относительным положением посредством соединительных элементов с боковой стенкой базового контейнера; d) прижатия обертки к базовому контейнеру вдоль второго бокового шва для образования первой прижатой области; e) прижатия обертки к базовому контейнеру в области, смещенной на 180° от второго бокового шва, для образования второй прижатой области; и f) преобразования второй прижатой области для образования обернутого контейнера, имеющего по существу одинаковый промежуток и воздушный зазор между базовым контейнером и оберткой за исключением первой прижатой области.
[0010] Настоящее описание изобретения также относится к устройству для изготовления обернутого контейнера. Устройство включает в себя первое механизированное устройство, выполненное с возможностью обеспечения базового контейнера, имеющего боковую стенку и дно, соединенное с ней, при этом боковая стенка образуется с первым боковым швом, проходящим в ее продольном направлении. Второе механизированное устройство соединено с первым механизированным устройством и выполнено с возможностью обеспечения группы соединительных элементов на боковой стенки базового контейнера, и выполнено с возможностью размещения обертки, имеющей второй боковой шов, вокруг боковой стенки базового контейнера таким образом, что боковая стенка базового контейнера соединяется с разнесенным относительным положением с оберткой. Второе механизированное устройство включает в себя зажимное устройство, выполненное с возможностью прижатия обертки к базовому контейнеру вдоль второго бокового шва для образования первой прижатой области, и для прижатия обертки к базовому контейнеру в области, смещенной на 180° от второго бокового шва, для образования второй прижатой области. Второе механизированное устройство дополнительно включает в себя устройство для преобразования, преобразующее вторую прижатую область для образования обернутого контейнера, имеющего по существу одинаковый промежуток и воздушный зазор между оберткой и базовым контейнером за исключением первой прижатой области.
[0011] Настоящее описание изобретения дополнительно относится к способу формирования обернутого контейнера. Способ включает этапы a) обеспечения базового контейнера, имеющего первый боковой шов на боковой стенке, который проходит вдоль продольной оси, для задания внутреннего объема, и дно, прикрепленное к боковой стенке; b) обеспечения боковой стенки базового контейнера с соединительными элементами по внешней периферии боковой стенки за исключением свободной от адгезива области в месте вдоль боковой стенки базового контейнера, оставленной для прижатия; c) обеспечения обертки, имеющей второй боковой шов на боковой стенке базового контейнера, таким образом второй боковой шов находится в области, смещенной на 180° от свободной от адгезива области, и таким образом обертка соединяется с разнесенным относительным положением посредством соединительных элементов с боковой стенкой базового контейнера за исключением свободной от адгезива области вдоль боковой стенки базового контейнера; d) прижатия обертки к базовому контейнеру вдоль второго бокового шва для образования первой прижатой области; e) прижатия обертки к базовому контейнеру в области, смещенной на 180° от второго бокового шва и имеющей одинаковую протяженность со свободной от адгезива областью для образования второй прижатой области; и f) преобразования второй прижатой области для образования обернутого контейнера, имеющего по существу одинаковый промежуток и воздушный зазор между базовым контейнером и оберткой за исключением первой прижатой области.
[0012] Настоящее описание изобретения дополнительно относится к устройству для изготовления обернутого контейнера. Устройство включает в себя первое механизированное устройство, выполненное с возможностью обеспечения базового контейнера, имеющего боковую стенку и дно, соединенное с ней, при этом боковая стенка образуется с первым боковым швом, проходящим в ее продольном направлении. Второе механизированное устройство соединено с первым механизированным устройством и выполнено с возможностью обеспечения группы соединительных элементов на боковой стенке базового контейнера за исключением свободной от адгезива области в месте вдоль боковой стенки базового контейнера, оставленной для прижатия, и выполнено с возможностью размещения обертки, имеющей второй боковой шов, вокруг боковой стенки базового контейнера таким образом, что второй боковой шов находится в области, смещенной на 180° от свободной от адгезива области, и таким образом боковая стенка базового контейнера соединяется с разнесенным относительным положением с оберткой за исключением свободной от адгезива области вдоль боковой стенки базового контейнера. Второе механизированное устройство включает в себя зажимное устройство, выполненное с возможностью прижатия обертки к базовому контейнеру вдоль второго бокового шва для образования первой прижатой области, и для прижатия обертки к базовому контейнеру в области, смещенной на 180° от второго бокового шва и имеющей одинаковую протяженность со свободной от адгезива областью, для образования второй прижатой области. Второе механизированное устройство дополнительно включает в себя устройство для преобразования, преобразующее вторую прижатую область для образования обернутого контейнера, имеющего по существу одинаковый промежуток и воздушный зазор между оберткой и базовым контейнером за исключением первой прижатой области.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0013] На чертежах показан считающийся в настоящее время наилучший способ воплощения описания изобретения.
[0014] На чертежах:
[0015] Фигура 1 представляет собой схематичный вид в плане машины для производства стаканчиков для производства базового контейнера или стаканчика, образующего часть обернутого контейнера.
[0016] Фигура 2 представляет собой перспективный вид снизу базового контейнера или стаканчика, изготовленного машиной, показанной на фигуре 1.
[0017] Фигура 3 представляет собой разрез, взятый по линии 3-3 фигуры 2.
[0018] Фигура 4 представляет собой схематичный вид в плане машины для производства стаканчиков для нанесения адгезивных элементов на базовый контейнер или стаканчик и для нанесения на него обертки.
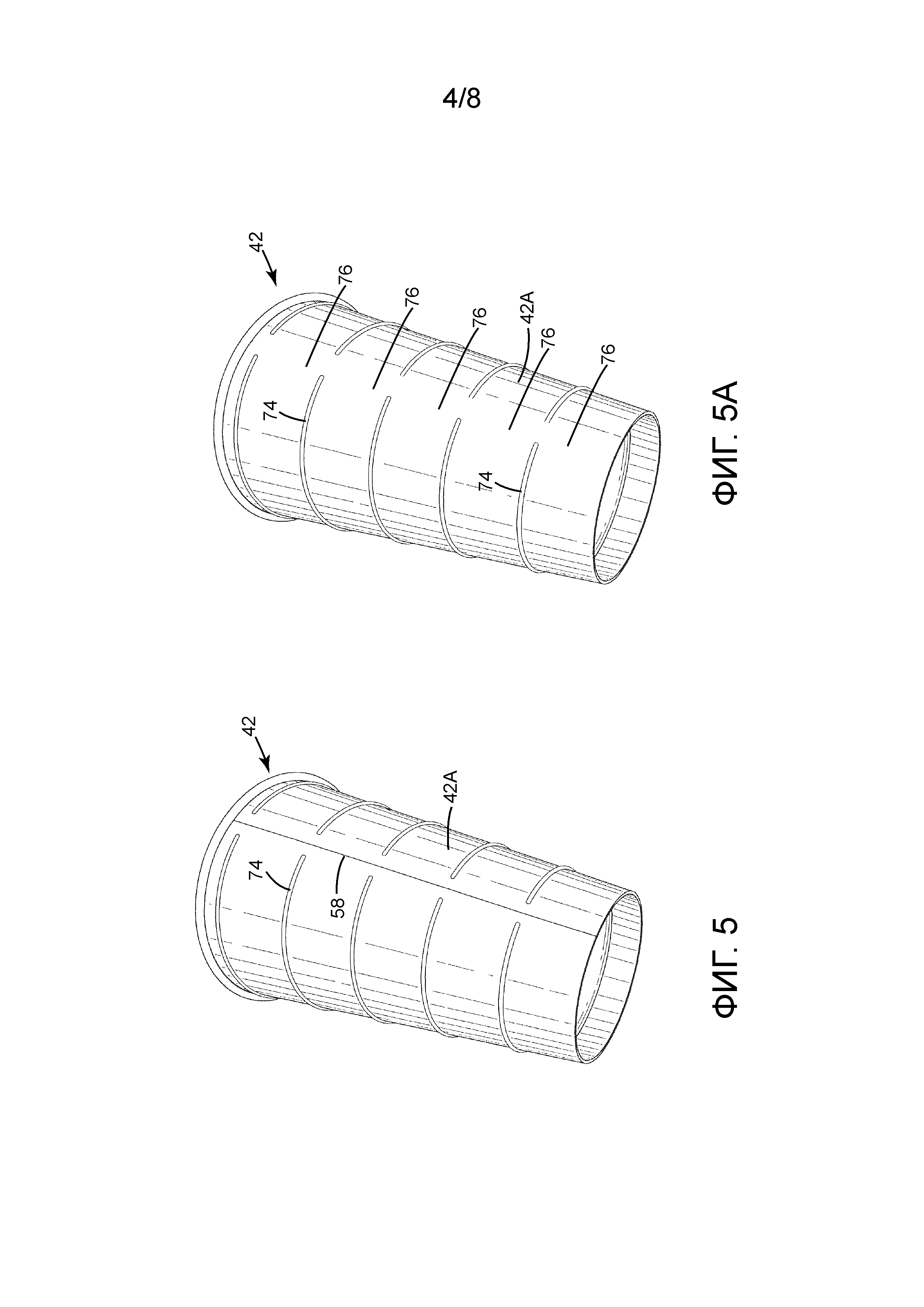
[0019] Фигура 5 представляет собой вид, аналогичный Фигуре 2, показывающий адгезивные элементы, нанесенные на базовый контейнер или стаканчик.
[0020] Фигура 5A представляет собой вид, аналогичный Фигуре 5, показывающий другой вариант осуществления обернутого контейнера.
[0021] Фигура 6 представляет собой вид, показывающий обертку почти расположенную и прикрепленную вокруг базового контейнера или стаканчика.
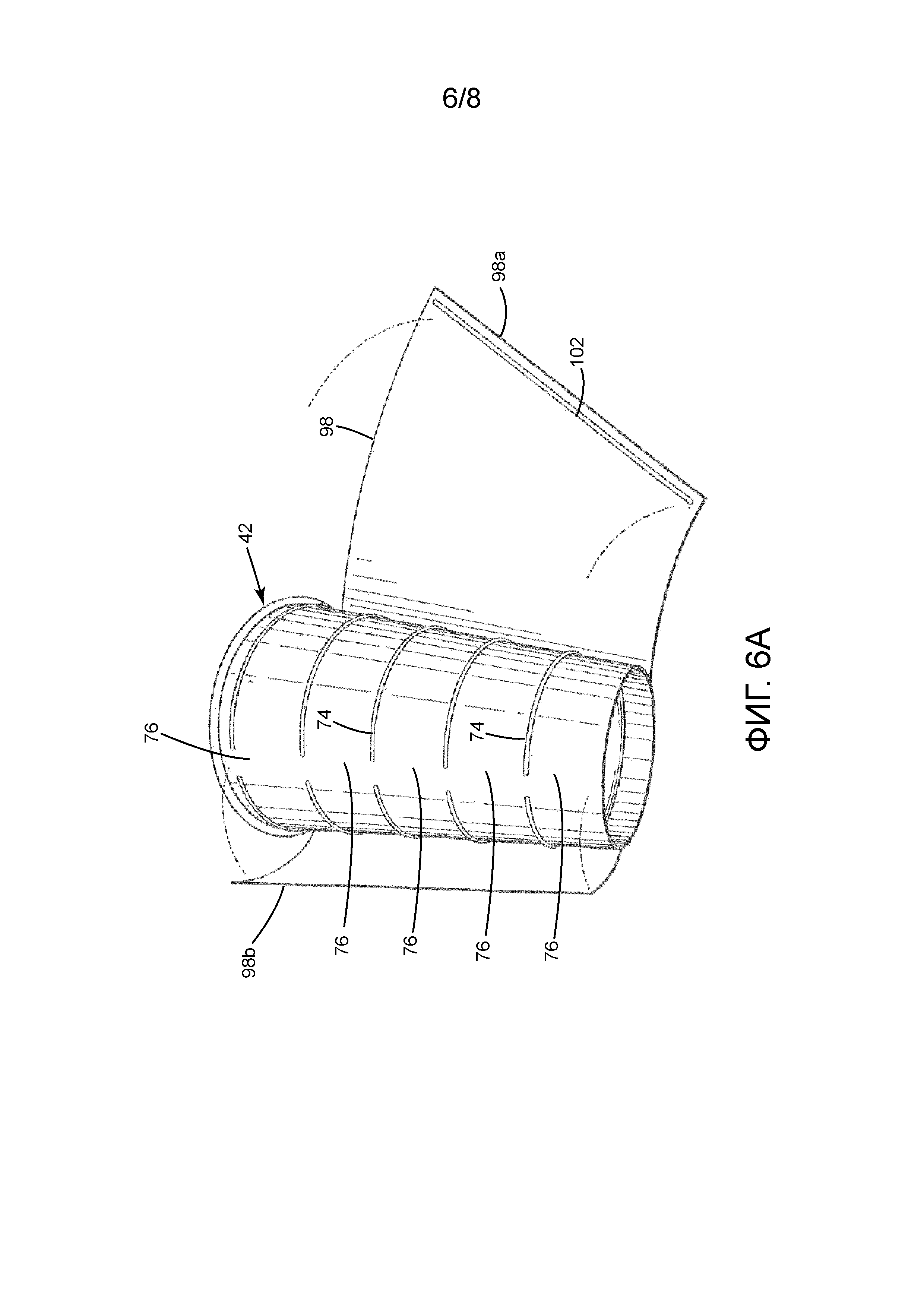
[0022] Фигура 6A представляет собой вид, аналогичный Фигуре 6, показывающий вариант осуществления фигуры 5A.
[0023] Фигура 7 представляет собой перспективный вид снизу готового обернутого контейнера.
[0024] Фигура 8 представляет собой разрез, взятый по линии 8-8 фигуры 7, показывающий адгезивные элементы между базовым контейнером или стаканчиком и оберткой.
[0025] Фигура 9 представляет собой вид снизу готового обернутого контейнера, показывающий отсутствие воздушного зазора между внутренней и внешней стенками обернутого контейнера на прижатых областях шва обертки и области, диаметрально противоположной от них, и варьирующейся воздушный зазор между этими прижатыми областями.
[0026] Фигура 10 представляет собой вид снизу готового обернутого контейнера, показывающий по существу одинаковый воздушный зазор между внутренней и внешней стенками обернутого контейнера за исключением прижатой области шва обертки обернутого контейнера.
ПОДРОБНОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0027] В настоящем описании, определенные термины были использованы для краткости, ясности и понимания. Отсюда не следует накладывать ненужные ограничения сверх требования предшествующего уровня техники, так как такие термины используются только с целью описания и предполагают рассматриваться в широком смысле. Разные системы и способы, описанные здесь, могут использоваться по отдельности или в комбинации с другими системами и способами. Различные эквиваленты, альтернативы и модификации являются возможными в пределах объема прилагаемой формулы изобретения. Каждое ограничение в прилагаемой формуле изобретения предполагает ссылаться на толкование в соответствии с разделом 35 Кодекса законов США, 112, шестой абзац, только если термины "средства для" или "этапы для" явно приведены в соответствующем ограничении.
[0028] Ссылаясь главным образом на фигуру 1, показана иллюстративная машина или устройство 10 для производства стаканчиков. Эта конкретная конструкция включает в себя барабан 12 с оправками, который взаимодействует с передаточным барабаном 14 и формирующим край барабаном 16. Барабан 12 с оправками включает в себя множество имеющих форму усеченного конуса оправок 18, которые вращаются пошаговым или индексирующим образом между окружающими рабочими станциями. Например, заготовка дна может размещаться на заданную оправку 18 на изготавливающей дно станции 20 и затем поворачиваться к станции 22 преобразования дна. С этого момента, оправка 18 поворачивается во взаимодействии с передаточным барабаном 14, который получает по существу трапецеидальные заготовки боковой стенки из загрузочной воронки 24 и поворачивает каждую заготовку боковой стенки во взаимодействии с взаимодействующей оправкой 18. Заготовка боковой стенки затем сгибается вокруг оправки 18 на заготовке дна, нагревается и сваривается вдоль шва.
[0029] Далее, заготовка дна и заготовка боковой стенки поворачиваются к станции 26 нагрева дна. После нагрева, барабан 12 с оправками индексирует рассматриваемую оправку 18 к станции 28 скручивания роликом, где участок заготовки боковой стенки, т.е. фланец заготовки боковой стенки, загибается по внешней кромке заготовки дна для образования углубленного дна в стаканчике. Стаканчик затем перемещается на станцию 30 окончательного формирования дна, где фланец заготовки боковой стенки и кромка заготовки дна прессуются на нижней области заготовки боковой стенки для образования шва.
[0030] Как только дно образовано и заварено, стаканчик передается на формирующий край барабан 16 и поворачивается к смазочной станции 32 и затем к формирующей край станции 34 предварительного закручивания, где верхняя кромка боковой стенки закручивается наружу. Из этой станции, стаканчик индексируется к формирующей край станции 36 окончательного закручивания, которая окончательно формирует закрученный участок вдоль верхней части стаканчика для создания привлекательного края. С этого момента, стаканчик может перемещаться на необязательную станцию 38 формирования канавки для крышки и затем на станцию 40 выдувания стаканчика для извлечения готового стаканчика, показанного на фигуре 2, в виде базового контейнера или стаканчика 42 с боковой стенкой 42A, которая проходит вокруг продольной оси, для задания внутреннего объема.
[0031] Базовый контейнер или стаканчик 42 включает в себя верхнюю область 44, имеющую закрученный край 46, и нижнюю область 48. Стаканчик 42 выполнен из заготовки 50 боковой стенки, кроме того размещенной по существу поперечно. Заготовка 52 дна типично сгибается или загибается вблизи ее внешнего края для образования кромки 54. Заготовка 50 боковой стенки располагается относительно заготовки 52 дна таким образом, что фланцевый участок 56 проходит за кромку 54. Фланцевый участок 56 сгибается или загибается вокруг кромки 54 так, что кромка 54 может зажиматься между фланцевым участком 56 и нижним участком 57 заготовки 50 боковой стенки (см. фигуру 3).
[0032] Базовый контейнер или стаканчик 42 типично выполняется из картонных заготовок, имеющих термопластичное покрытие, например, полиэтилен. Термопластичный материал обеспечивает возможность нагрева и сварки соседних составных элементов. Например, когда заготовка 50 боковой стенки оборачивается вокруг заготовки 52 дна, соседние края нагреваются и спрессовываются друг с другом вдоль шва 58 базового стаканчика. Машина 10 для производства стаканчиков имеет возможность создания стаканчиков 42 как со швом слева-направо, так и со швом справа-налево. Аналогичным образом, кромка 54, фланцевый участок 56 и нижний участок 57 заготовки 50 боковой стенки могут нагреваться и спрессовываться друг с другом на станции 30 окончательного формирования дна для образования крепкой, непроницаемой нижней области 48. При образовании базового стаканчика 42, как показано на фигуре 3, углубленная область 60 создается на дне стаканчика 42 на противоположной стороне заготовки 52 от главной области контейнера стаканчика 42. Углубленная область 60 на дне стаканчика обеспечивает возможность вставки инструмента для прессования кромки 54 и фланцевого участка 56 к нижней области 57 заготовки 50 боковой стенки.
[0033] Ссылаясь теперь на фигуру 4, базовый контейнер или стаканчик 42 затем передается от первого машинного устройства 10 к подающему устройству 62 на второй машине или устройстве 64. Подающее стаканчик устройство 62 выровнено с поворачиваемым барабаном 66 с оправками, который включает в себя множество поворотных оправок 68, которые поворачиваются или индексируются пошаговым образом по часовой стрелке вокруг вертикальной оси в различные поворотные положения. Например, готовый базовый контейнер или стаканчик 42 передается посредством подающего стаканчик устройства 62 на оправку 68. Затем барабан 66 индексируется на один шаг в соответствующее поворотное положение 70, где базовый контейнер 42 поворачивается на оправке 68 вокруг оси, перпендикулярной относительно вертикальной оси барабана. В этом положении, множество разнесенных адгезивных элементов (например, как показаны позицией 74 на фигуре 5) наносятся на и по меньшей мере частично вокруг внешней поверхности боковой стенки 42A базового контейнера или стаканчика 42. В типичном применении, адгезивные элементы 74 принимают форму нагретого клея, наносимого посредством радиального клеевого устройства 75 в виде вытянутых полосок или ребер, которые, когда наносятся на основной контейнер 42, выступают наружу от него и проходят по существу параллельно друг другу с равноудаленным расположением. Aдгезивные элементы 74 могут принимать другие формы и конфигурации.
[0034] Как только адгезивные элементы 74 были нанесены, базовый контейнер или стаканчик 42 индексируется по часовой стрелке в положение 96, в котором предварительно склеенная обертка (см. позицию 98 на фигуре 6) окончательно наносится вокруг базового контейнера или стаканчика 42 и прижимается посредством нижнего зажима 99. Обертка 98 представляет собой заготовку, выполненную типично из картона, имеющую форму аналогичную и имеющую размеры незначительно больше заготовки 50 боковой стенки, использующейся при образовании базового контейнера или стаканчика 42. Обертка 98 имеет такие размеры, что она располагается между верхним краем и нижним краем базового контейнера 42. Более конкретно, обертка 98 имеет противоположные боковые края 98a, 98b, один из которых обеспечивается посредством устройства 100 для нанесения адгезива 102 вдоль его длины. Обертка 98 наносится вокруг боковой стенки 42A базового контейнера или стаканчика 42 таким образом, что внутренняя поверхность обертки 98 соединяется с и располагается на расстоянии от внешней поверхности базового контейнера или стаканчика 42 посредством адгезивных элементов 74. При этом, края 98a, 98b обертки 98 накладываются и соединяются или свариваются друг с другом посредством адгезива 102 для образования бокового шва 104 обертки. При образовании обернутого контейнера, не является необходимым, чтобы шов 58 базового стаканчика выравнивался с боковым швом 104 обертки. Образование бокового шва 104 обертки становится возможным благодаря серво-приводному шовному зажиму 106, который прикладывает прессующее или зажимающее усилие вдоль шва 104.
[0035] На фигуре 9 показан вид с торца образуемого обернутого контейнера и показано, что шов 104 обертки был прижат к базовому стаканчику 42 в положении 12 часов, таким образом в этом положении не имеется воздушного зазора между оберткой 98 и базовым стаканчиком 42. Кроме того, в положении 6 часов (по существу на 180° смещенном от области шва обертки), нижний зажим 99 прижал обертку 98 к базовому стаканчику 42 для дополнительного устранения воздушного зазора между ними. Более того, можно увидеть, что варьирующийся воздушный зазор 109 создается между оберткой 98 и базовым стаканчиком 42 между секторами 12 часов - 6 часов и 6 часов -12 часов.
[0036] В попытке создать по существу более одинаковый воздушный зазор между оберткой 98 и базовым стаканчиком 42 снаружи прижатой области шва 104 обертки и базового стаканчика 42, настоящее описание предполагает восстановление или воссоздание воздушного зазора в положении 6 часов. Соответственно, обертка 98, соединенная с базовым стаканчиком 42, индексируется посредством барабана 66 к устройству преобразования в иллюстративной форме вакуумного устройства 107 для преобразования, которое функционирует для преобразования, например, посредством применения вакуума для отделения обертки 98 от базового стаканчика 42 в положении 6 часов. В результате, по существу одинаковый воздушный зазор 114 создается, как видно на фиг.10, между оберткой 98 и базовым стаканчиком 42 за исключением области шва обертки в позиции 104.
[0037] Настоящее описание изобретения предполагает, что вакуумное устройство 107 для преобразования может принимать разные формы. В первой опции, оно будет представлять собой вакуумный стержень, который механически перемещается до встречи с контейнером в прижатом положении 6 часов. Вакуум будет создаваться с оберткой, и стержень будет перемещаться перпендикулярно относительно центральной линии стаканчика, тянув за собой обертку, следовательно, воссоздавая воздушный зазор. Во второй опции, в положении вакуумного устройства для преобразования, показанном на фиг.4, обернутый контейнер будет перемещаться с оправки 68 в имеющее карман устройство. Вакуум в этом имеющем карман устройстве будет придавать иную форму обернутому контейнеру, следовательно, воссоздавая воздушный зазор в положении нижнего зажима.
[0038] С вакуумом, как применяется в первой опции, описанной выше, готовый обернутый контейнер 108 образуется и индексируется посредством барабана 66 в положение 110. Здесь, готовый обернутый контейнер 108 выдувается в карман второго переворачивающего барабана 112, который индексируется для выдувания обернутого контейнера 108 в устройство для укладки стаканчиков (не показано). Иллюстративный обернутый контейнер 108 (Фигуры 7 и 8) имеет форму усеченного конуса с открытой верхней частью и закрытым нижним концом. Однако, настоящее описание изобретения предполагает, что базовый контейнер 42 и обертка 98 могут быть образованы иным образом для обеспечения имеющего другую форму обернутого контейнера 108.
[0039] В готовом обернутом контейнере 108, базовый контейнер или стаканчик 42 образует внутреннюю стенку, и обертка 98 образует внешнюю стенку, при этом внутренняя и внешняя стенки задают двухстенный контейнер. Внутренняя и внешняя стенки соединяются друг с другом посредством адгезивных элементов 74. Однако, адгезивные элементы 74 работают для дистанционирования внутренней и внешней стенок 42, 98 друг от друга. Таким образом, адгезивные элементы 74 служат как в качестве соединительных, так и дистанционирующих элементов.
[0040] Важно отметить, что конкретное нанесение адгезивных элементов 74 обеспечивает возможность соединения обертки 98 с базовым контейнером или стаканчиком 42. Однако, адгезивные элементы 74 обеспечивают возможность дистанционирования обертки 98 от базового контейнера или стаканчика 42 по его периферии таким образом, что по существу одинаковый воздушный зазор 114 проходит между оберткой 98 и базовым контейнером или стаканчиком 42, как видно на фигуре 10. Создание и поддержание такого одинакового воздушного зазора 114 улучшается по сравнению с предшествующим уровнем техники благодаря обеспечению обернутого контейнера 108, который является комфортным и удобным для удерживания по существу по всей периферии контейнера 108.
[0041] В другом варианте осуществления обернутого контейнера 108, использующего базовый стаканчик 42, показанный на фигурах 5A и 6A, адгезивные элементы 74 наносятся на и по меньшей мере частично вокруг внешней поверхности боковой стенки 42A за исключением свободной от адгезива области 76, проходящей в продольном направлении вдоль всей длины базового стаканчика 42, которая оставлена пустой (т.е. без адгезива), и которая предназначена или служит для зажатия во время образования обернутого контейнера. В этом варианте осуществления, в положении 6 часов, нижний зажим 99 прижал обертку 98 к базовому стаканчику 42 вдоль его длины в области 76, не имеющей адгезива, для дополнительного устранения воздушного зазора между ними. Обернутый контейнер образуется, как описано выше, используя вакуум, для создания по существу одинакового воздушного зазора 114, как видно на фигуре 10, между оберткой 98 и базовым стаканчиком 42 за исключением области шва обертки в позиции 104. В этом обернутом контейнере 108, внутренняя и внешняя стенки 42, 98 соединяются друг с другом посредством адгезивных элементов 74 за исключением области 76, которая свободна от адгезива.
[0042] В вышеприведенном описании, определенные термины были использованы для краткости, ясности и понимания. Отсюда не следует накладывать ненужные ограничения сверх требования предшествующего уровня техники, так как такие термины используются с целью описания и предполагают рассматриваться в широком смысле. Разные конфигурации, системы и этапы способа, описанные здесь, могут использоваться по отдельности или в комбинации с другими конфигурациями, системами и этапами способа. Следует предполагать, что различные эквиваленты, альтернативы и модификации являются возможными в пределах объема прилагаемой формулы изобретения.
Реферат
Изобретение относится к способу формирования обернутого контейнера и включает этапы: a) обеспечения базового контейнера, имеющего первый боковой шов на боковой стенке, который проходит вдоль продольной оси, для задания внутреннего объема, и дно, прикрепленное к боковой стенке; b) обеспечения боковой стенки базового контейнера с соединительными элементами на внешней периферии боковой стенки; c) обеспечения обертки, имеющей второй боковой шов на боковой стенке базового контейнера, таким образом обертка соединяется с разнесенным относительным положением посредством соединительных элементов с боковой стенкой базового контейнера; d) прижатия обертки к базовому контейнеру вдоль второго бокового шва для образования первой прижатой области; e) прижатия обертки к базовому контейнеру в области, смещенной на 180° от второго бокового шва, для образования второй прижатой области; и f) преобразования второй прижатой области для образования обернутого контейнера, имеющего по существу одинаковый промежуток и воздушный зазор между базовым контейнером и оберткой за исключением первой прижатой области. 6 н. и 14 з.п. ф-лы, 12 ил.
Формула
Документы, цитированные в отчёте о поиске
Термически активируемая изолирующая упаковка
Комментарии