1
Изобретение относится к металлургии
, в частности к электрическим печам постоянного тока для плавления металла .
Цель, изобретения - повьш1ение срока службы электрода.
На фиг.1 дана электродуговая печь с подовым электродом, вертикальный
резрез; на фиг.2 - подовый электрод, вид сверху; на фиг.З - подовый электрод
с выплавленными металлическими вставками, вертикальньй разрезу на
фиг.4 -на подовый электрод с вставками , выполненными в форме м еандра,
вид сверху; на фиг.З - то же, с выполнением одной из вставок электрода
в форме прямоугольников; на фиг.6 то же, с выполнением обеих вставок
электрода в форме спирали; на фиг.7 - подовый.электрод, вид сбоку.
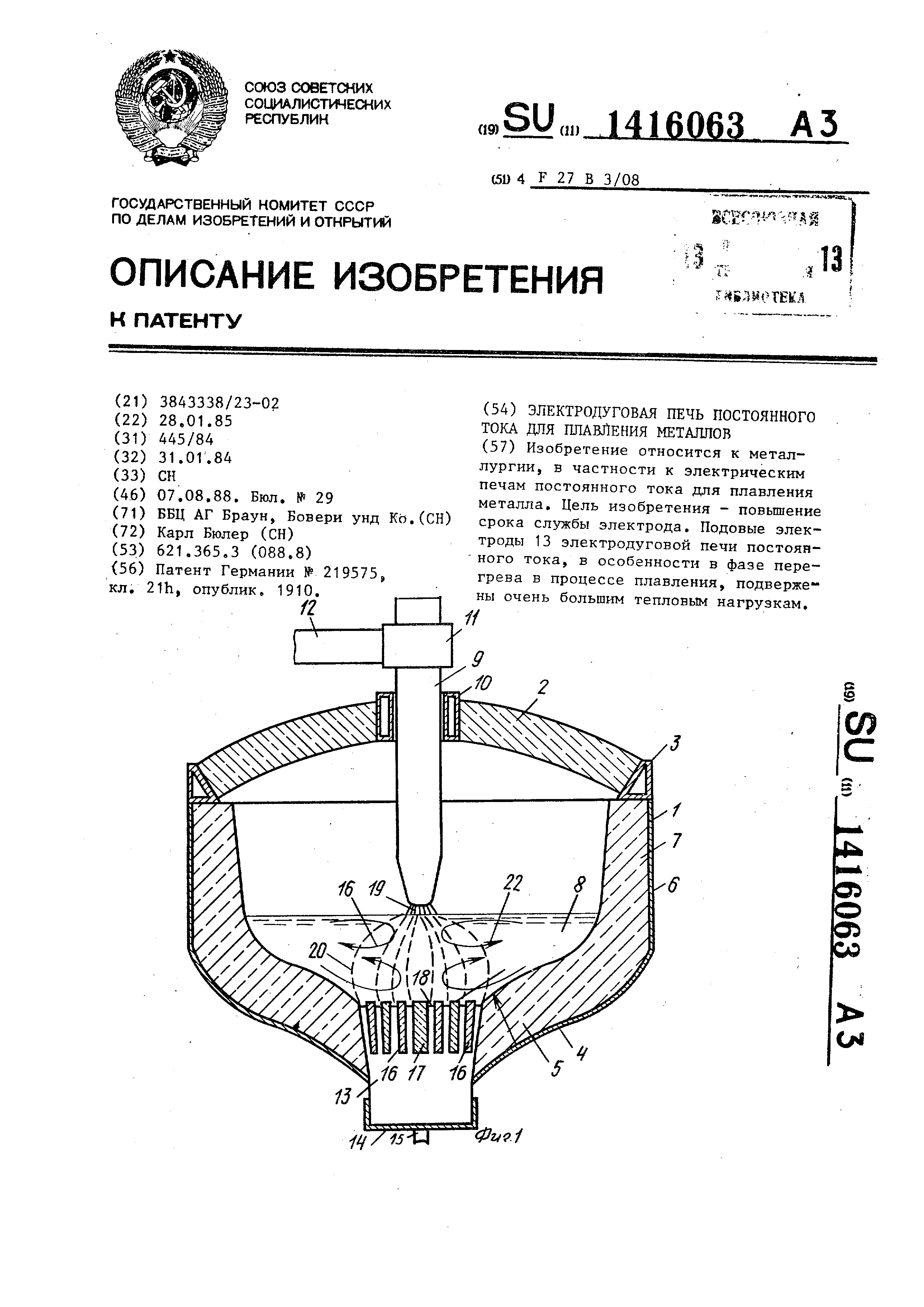
На фиг.1 показана электродуговая печь с металлоприемником 1 и крьшжой
2, при этом крьш1ка 2 печи кольцом 3 опирается на метаплоприемник 1 печи.
Металлоприемник печи состоит из дна 4 с огнеупорной футеровкой 5 и стенк
6 с огнеупорной футеровкой 7. Над ванной расплава 8 установлен угольный электрод 9, который проходит
внутрь печи через отверстие в крьш1ке 2, Для охлаждения электрода 9 предусмотрено
охлаждающее кольцо 10. Электрод 9 удерживается в держателе 11 несущей консоли электрода 12. Не-
сущая консоль 12 электрода соединена с устройством регулирования электрода (не показано).
В дне 4 металлоприемника печи имеется подовый электрод 13, который конически
расширяется внутрь металлоприемника печи. Подовый электрод 13 под дном 4 металлоприемника печи
удерживается выполненным в виде контактной гильзы элементом 14 подключения
, который одновременно служит для соединения с подводом тока посредством
электрической подключающей линии 15. В подовьй электрод 13 со
стороны, обращенной к ванне расплава 8 помещены неметаллические вставки
16 и 17, которые проходят приблизительно до половины подового электрода
13, смотря по осевому направлению Последние состоят из трех вставок 16
в виде полых цилиндров и одной центральной вставки 17. Вследствие чего
выполненные в виде круговых поверхностных колец металлические вставки
18 разделяются друг от друга на узкие зоны. Неметаллические вставки
16 и 17 подового электрода 13 состоят из стандартного огнеупорного строительного
материала, например из доломита или магнезита.
Металлические вставки 18 (фиг.1) подового электрода 13 изображены
несколько выплавленными, а вставки 16 и 17 выступающими в виде дамбы и
заходящими в ванну расплава 8. Элект |рическая дуга, образованная между острием
верхнего электрода 9 и поверхностью ванны расплава 8, обозначена
позицией 19 а линии электрического тока позицией 20. На фиг.1 схемати31
чески изображены проходящие симметрично к вертикальной оси печи, частичные
потоки, движущиеся в ванне расплава, которые имеют как аксиальную , так и радиальную компоненты.
В центральной области ванны расплава 8 сначала образуется, во-первых, аксиальный
поток кверху от подового электрода 13 в направлении средней области ванны расплава 8 и, во-вторых
, аксиальный поток книзу от поверхности ванны по направлению к средней части ванны расплава 8, Так
поток поворачивается и направляется радиально стенкам 6 После следующег
поворота поток направляется снова радиально к внутренности печи, касается
сверху действующих в качестве дамб вставок 16 и 17 так, что их контактные
поверхности с ванной расплава остаются далеко не затронутыми расплавом.
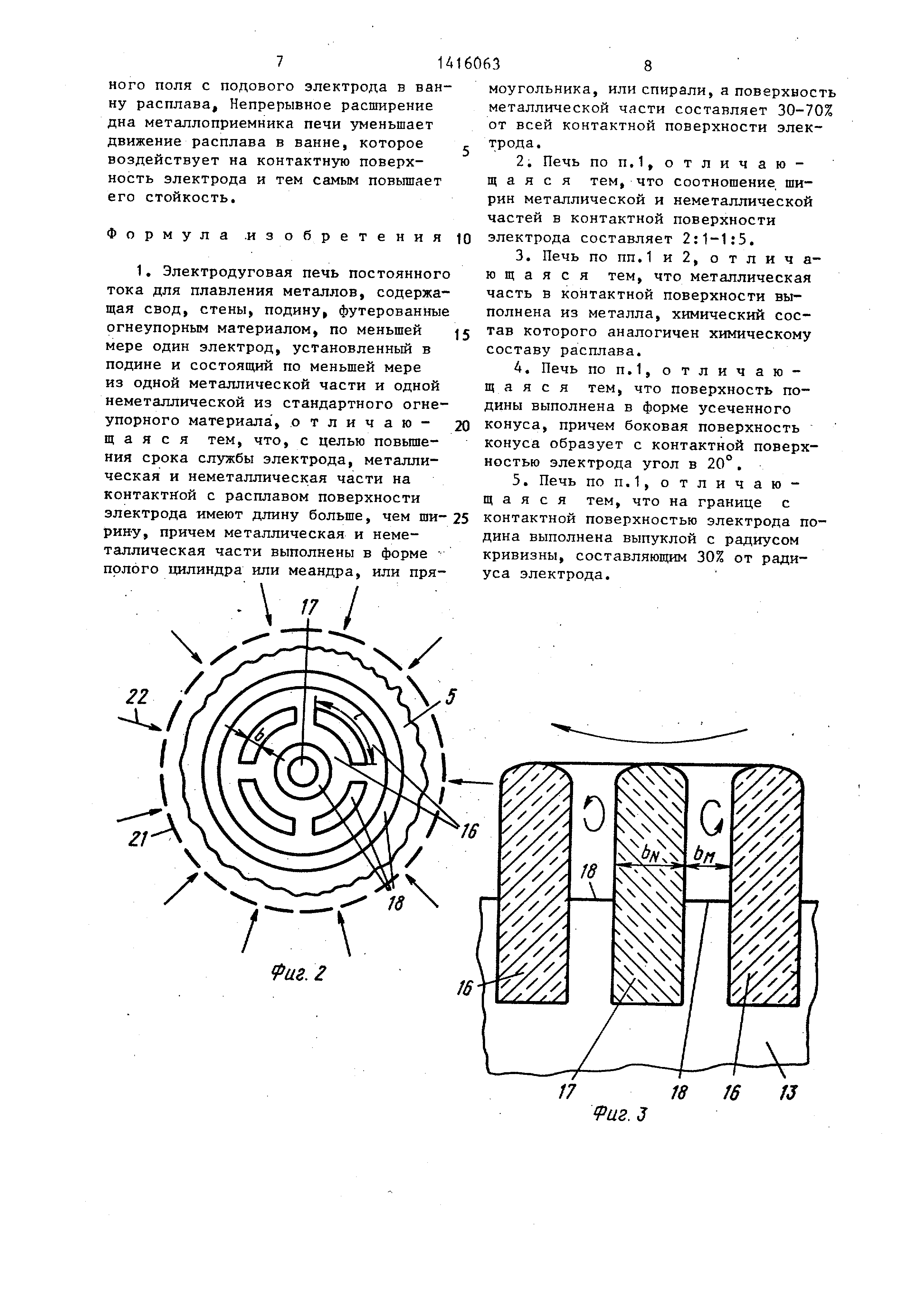
Подовый электрод 13 (фиг.2) встроен В огнеупорную футеровку 5 дна 4
мет.аллоприемника печи. Подовый электрод 13 имеет один внешний и один
внутренний круговые кольцевые металлические вставки 18, оба отделенные .
друг от друга о.гнеупорной вставкой 16, служащей в качестве дамбы. Средняя
металлическая вставка 18 состоит из четырех, имеющих форму кругового
кольца, отрезков. Последние.образуются тогда, когда сдвинутые на 90° прорези
прерывают полную круговую кольцевую поверхность. В этих прорезях
находятся распорки, которые объединяют в одно механически прочное соединение
, состоящие из огнеупорного строительного материала, вставки 16.
В центре подового электрода 13 установлена центральная, состоящая из
огнеупорного строительного материала , вставка 17. Электромагнитные линии
поля, которые проходят вокруг внешнего периметра подового электрода 13, показаны штриховыми линиями
21. Перпендикулярно к штриховьм линиям 21 поля и в радиальном направлении к подовому электроду 13
действуют силы, которые вызывают движение потоков в ванне расплава.
Они схематически показаны стрелками 22.
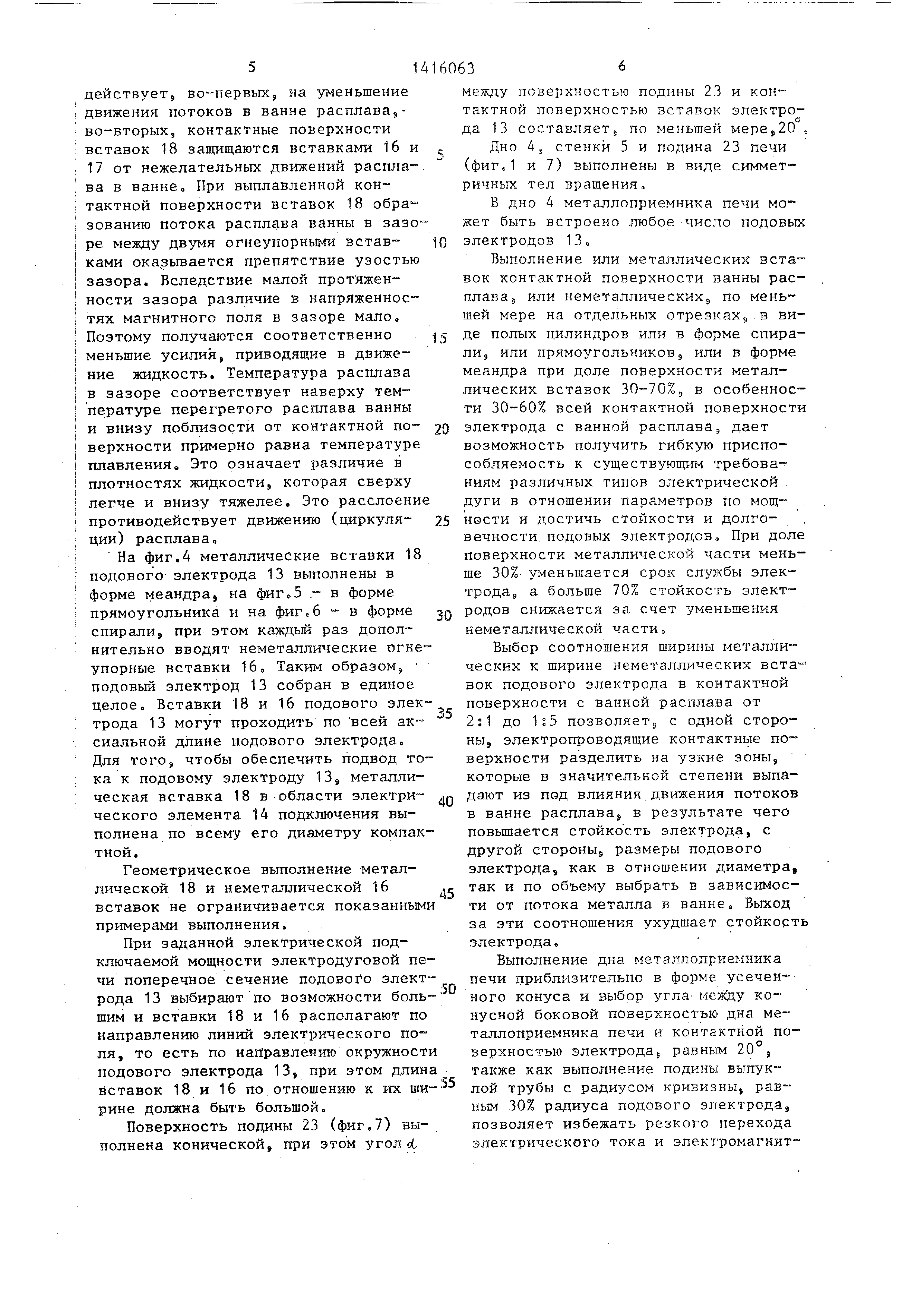
На фиг.3 металлические вставки 18
показаны очень сильно выплавленными. Движение расплава ванны соответственно
направлению стрелок 22 проходит
16063
мимо, касаясь их сверху, над действующими в качестве дамб вставками
16 и 17 и относительно узкие, имеюg щие форму круговых поверхностей колец
, вставки 18 вообще не затронуты движением (по стрелкам 22) расплава
в ванне. Только в верхней части зазоров , образованных вставками 16 и 17
10 действует поперечный поток, вызванный кинетической энергией основного
потока (по стрелкам 22),. который однако не касается контактных поверхностей вставок 18. Ширина неме15
таллических вставок 16 и 17 обозначена Ь, металлической вставки 18 Ъ,.
Выполнение вставок 16 в виде разделенных на отрезки полых цилиндров
дает, кроме того, еще то преимуще20 ство, что при.опорожнении печи, когда
электродуговая печь наклоняется жидкая часть расплава остается между
вставками 16 и там снова затвердевает .
25 Если жидкая часть вставок 18 меяд вставками 16 и 17 при опорожнении
печи вьшивается вместе со всем расплавом , то для следующих процессов
плавки относительно хрупкие вставки
30 16 и 17 в своей части, обращенной к
ванне расплава 8, поддерживаются только распорками, а металлическая
подпирающая часть контактных поверхностей отпадает. Это заключает в се35
бе опасность разрушения верхней част вставок 16 и 17 при последующем процессе
загрузки. Кроме того, поставлено под вопрос безупречное электрическое
контактирование между поверх40 ностями вставок 18 и твердым загруженным
материалом при начале нового процесса плавления....
Внутри подового электрода 13 мо- 45 жет быть установлено любое число
вставок 16 и 17. Этим,при заданной г силе тока и установленной электропроводящей
части подового электрода 13 его объем и диаметр увеличиваются. ;
5Q Однако, тем больше теперь становится объем подового электрода 13, тем
длиннее становятся электромагнитные линии поля 21 и тем сильнее уменьшается
движение в ванне расплава 8. gg Введение электрически непроводящих
вставок 16 и 17 в подовый электрод 13 при неизменяющемся поперечном сечении
проводящей металлической контактной поверхности вставок 18 воздействует , во-первых, на уменьшение ; движения потоков в ванне расппаза,,во-вторых , контактные поверхности
вставок 18 защищаются вставками 16 и ; 17 от нежелательных движений распла-,
: ва в ванне. При выплавленной кон- ; тактной поверхности вставок 18 обра
: зованию потока расплава ванны в зазо- i ре между двумя огнеупорными встав-
I ками оказьгеается препятствие узостью I зазора. Вследствие малой протйжен-
I ности зазора различие в напряженнос- i тях магнитного поля в зазоре мало.
I Поэтому получаются соответственно меньщие усилияр приводящие в движение жидкость. Температура расплава
в зазоре соответствует наверху температуре перегретого расплава ванны
и внизу поблизости от контактной поверхности примерно равна температуре
плавления. Это означает различие в плотностях жидкостиJ которая сверху
легче и внизу тяжелее. Это расслоение противодействует движению (циркуляции ) расплава.
На фиг,4 металлические вставки 18 подового электрода 13 выполнены в
форме меандра, на фиг.5 - в форме прямоугольника и на - в форме
спиралиS при этом каждьм раз дополнительно вводят неметаллические огнеупорные
вставки 16„ Таким образом, подовый электрод 13 собран в единое
целое. Вставки 18 и 16 подового электрода 13 могут проходить по всей аксиальной
длине подового электрода. Для того,, чтобы обеспечить подвод тока
к подовому электроду 135 металлическая вставка 18 в области электрического
элемента 14 подключения выполнена по всему его диаметру компак тной.
Геометрическое выполнение металлической 18 и неметаллической 16 вставок не ограничивается показанными
примерами выполнения.
При заданной электрической подключаемой
мощности электродуговой печи поперечное сечение подового электрода 13 выбирают по возможности большим
и вставки 18 и 16 располагают по направлению линий электрического поля
, то есть по направлению окружности
подового электрода 13, при этом длина также как выполнение подины выпук™
вставок 18 и 16 по отношению к их трубы с радиусом кривизны раврине должна быть большой.ным 30% радиуса подового электрода,
Поверхность подины 23 (фиг.7) вы-позволяет избежать резкого перехода
полнена конической, при этом уголоСэлектрического тока и электромагнит0
5
0
5
0
5
5
0
между поверхностью подины 23 и контактной поверхностью вставок электрода
13 составляетS по меньшей мере 520 ,
Дно 4з стенки 5 и подина 23 печи
(фиг«1 и 7) выполнены в виде симметричных тел вращения.
В дно 4 металлоприемника печи может быть встроено любое число подовых электродов 13о
Выполнение или металлических вставок контактной поверхности ванны расплава
j или неметаллических5 по меньшей мере на отдельных отрезках,, . в виде
полых цилиндров или в форме спирали , или прямоугольниковэ или в форме
меандра при доле поверхности металлических вставок 30-70%,, в особенности
30-60% всей контактной поверхности электрода с ванной расплава дает
возможность получить гибкую приспособляемость к существующим требованиям
различных типов электрической дуги в отношении параметров по мощности
и достичь стойкости и долговечности подовых электродов. При доле
поверхности металлической части меньше 30% у1 1еньшается срок службы элек-
трода а больше 70% стойкость электродов снижается за счет уменьшения неметаллической части
Выбор соотношения ширины металлических к ширине неметаллических вста-
вок подового электрода в контактной поверхности с ванной расплава от
2:1 до 1s5 позволяет с одной стороны , электропроводящие контактные поверхности
разделить на узкие зоны, которые в значительной степени выпадают из под влияния движения потоков
в ванне расплава в результате чего повьш ается стойкость электрода, с
другой стороны, размеры подового электрода5 как в отношении диаметра,
так и по объему выбрать в зависимости от потока металла в ванне. Выход
за эти соотношения ухудшает стойкость электрода.
Выполнение дна металлоприемника печи приблизительно в форме усеченного
конуса и выбор угла между конусной боковой поверхностью дна металлоприемника
печи и контактной поверхностью электрода равным 20°,
ного ПОЛЯ с подового электрода в ванну расплава. Непрерывное расширение
дна металлоприемника печи уменьшает движение расплава в ванне, которое
воздействует на контактную поверхность электрода и тем самым повьшгает его стойкость.
Формула .изобретения
1, Электродуговая печь постоянного
тока для плавления металлов, содержащая свод, стены, подину, футерованные
огнеупорным материалом, по меньшей мере один электрод, установленный в
подине и состоящий по меньшей мере из одной металлической части и одной
неметаллической из стандартного огнеупорного материала , отличаю-
щ а я с я тем, что, с целью повьш1е- ния срока службы электрода, металлическая
и неметаллическая части на контактной с расплавом поверхности
электрода имеют длину больше, чем щи-25 контактной поверхностью электрода порин-у , причем металлическая и неметаллическая
части выполнены в форме полого цилиндра или меандра, или прямоугольника , или спирали, а поверхнос металлической части составляет 30-70
от всей контактной поверхности электрода .
2.Печь по п.1,отличающая
с я тем, что соотношение, ширин металлической и неметаллической частей в контактной поверхности
электрода составляет 2:1-1:5.
3.Печь по ПП.1 и 2, отличающаяся
тем, что металлическая часть в контактной поверхности выполнена из металла, химический состав
которого аналогичен химическому составу расплава.
А. Печь по п.1, отличающая
с я тем, что поверхность подины выполнена в форме усеченного конуса, причем боковая поверхность
конуса образует с контактной поверхностью электрода угол в 20°.
5. Печь по п.1, отличающая с я тем, что на границе с
дина выполнена выпуклой с радиусом кривизны, составляющим 30% от радиуса электрода.
9иг. J
IS
Раг.
/
Редактор С.Петрушева
Составитель И.Чепикова Техред М.Ходанич
;j
иг.5
9аг. 6
Of
23
15
/
р11г.7



Комментарии