Способ изготовления упругого тела, применимого в диванных подушках, матрасах и пр. - RU2357637C2
Код документа: RU2357637C2
Чертежи


Описание
Настоящее изобретение относится к способу изготовления упругого тела, в частности трубчатого упругого тела с радиально направленными полостями, которое применимо внутри подушек, матрасов, подушек для кресел и т.д.
Эти упругие тела известны, например, из документа BE 1010041, и выполнены из слоя вспененного материала, например из латекса или пенополиуретана, в соответствии со способом, согласно которому обеспечивают прорези в слое вспененного материала и разрезают его на полосы, и затем оба конца полученной таким образом полосы склеивают вместе, чтобы сформировать полое тело с радиально направленными полостями.
Для придания податливости этим упругим телам пенополиуретановые полосы относительно низкого удельного веса берут в качестве основы в упомянутом способе, т.к. мягкость обратно пропорциональна удельному весу вспененного материала.
Также из документа ЕР №0001469 известен способ изготовления трубчатого упругого тела для спальных подушек, матрасов или тому подобного, по существу, заключающийся в этапах, согласно которым обеспечивают прорези в слое вспененного материала, вырезают полосу из этого слоя вспененного материала, сгибают два противоположных конца полосы друг к другу и прикрепляют оба этих дальних конца, чтобы сформировать нужное трубчатое упругое тело.
Но недостаток этих податливых упругих тел заключается в том, что по причине низкого удельного веса упругость вспененного материала относительно быстро теряется, в результате чего упругие тела лишаются своей функции через некоторое время, если используются в подушках или тому подобных изделиях.
Изобретение направлено на устранение вышеуказанных и других недостатков известных решений.
Для решения поставленной задачи создан способ изготовления трубчатого упругого тела для подушек, матрасов и тому подобного, который включает в себя следующие основные этапы: обеспечивают прорези в слое вспененного материала; нарезают полосу из этого слоя вспененного материала и прикрепляют ее концы друг к другу, чтобы сформировать нужное трубчатое упругое тело; причем слой вспененного материала выполнен из так называемого вязкоупругого вспененного материала, и при этом по меньшей мере часть ячеек в вспененном материале раскрывают. Причем замкнутые ячейки раскрывают при полном или почти полном сжатии их друг с другом, в результате чего давление газа в них повышается настолько, что они лопаются.
Предпочтительно прорези выполняют в осевом направлении Х-Х' трубчатого упругого тела. Дальние концы полосы сгибают таким образом, что трубчатое тело формируют в биконической или почти биконической внешней форме. Кроме того, полосу растягивают по меньшей мере в ее продольном направлении во время ее сгиба, в результате чего прорези раскрываются с образованием полостей.
Преимущество способа согласно изобретению заключается в том, что упругое тело, получаемое таким методом, сохраняет свою упругость долго и остается податливым при приложении к нему относительно сильного давления.
Еще одно преимущество способа согласно изобретению заключается в том, что полученное таким образом упругое тело повторно принимает свою первоначальную форму относительно медленно после приложения к нему давления; и поэтому если оно используется, например, в спальной подушке, то это обстоятельство позволяет пользователю приподнимать на краткое время голову с нее и затем снова класть голову в первоначальное положение на подушке, и при этом подушка за это время свою форму не изменит, и это обстоятельство можно считать повышенным удобством для пользователя.
Еще одно преимущество данного способа заключается в том, что замкнувшиеся ячейки, образовавшиеся по причине включений газа при изготовлении вспененного материала, раскрывают, и поэтому обеспечивается более открытая структура вспененного материала, в результате чего улучшается циркуляция воздуха, и поэтому вспененный материал будет пружинить более мягко.
Для пояснения характеристик изобретения ниже приводится описание предпочтительного осуществления способа согласно изобретению только в качестве неограничивающего примера со ссылкой на прилагаемые чертежи, на которых:
Фиг.1 - упругое тело, выполненное способом в соответствии с изобретением;
Фиг.2 - сечение по линии II-II, показываемой на Фиг.1;
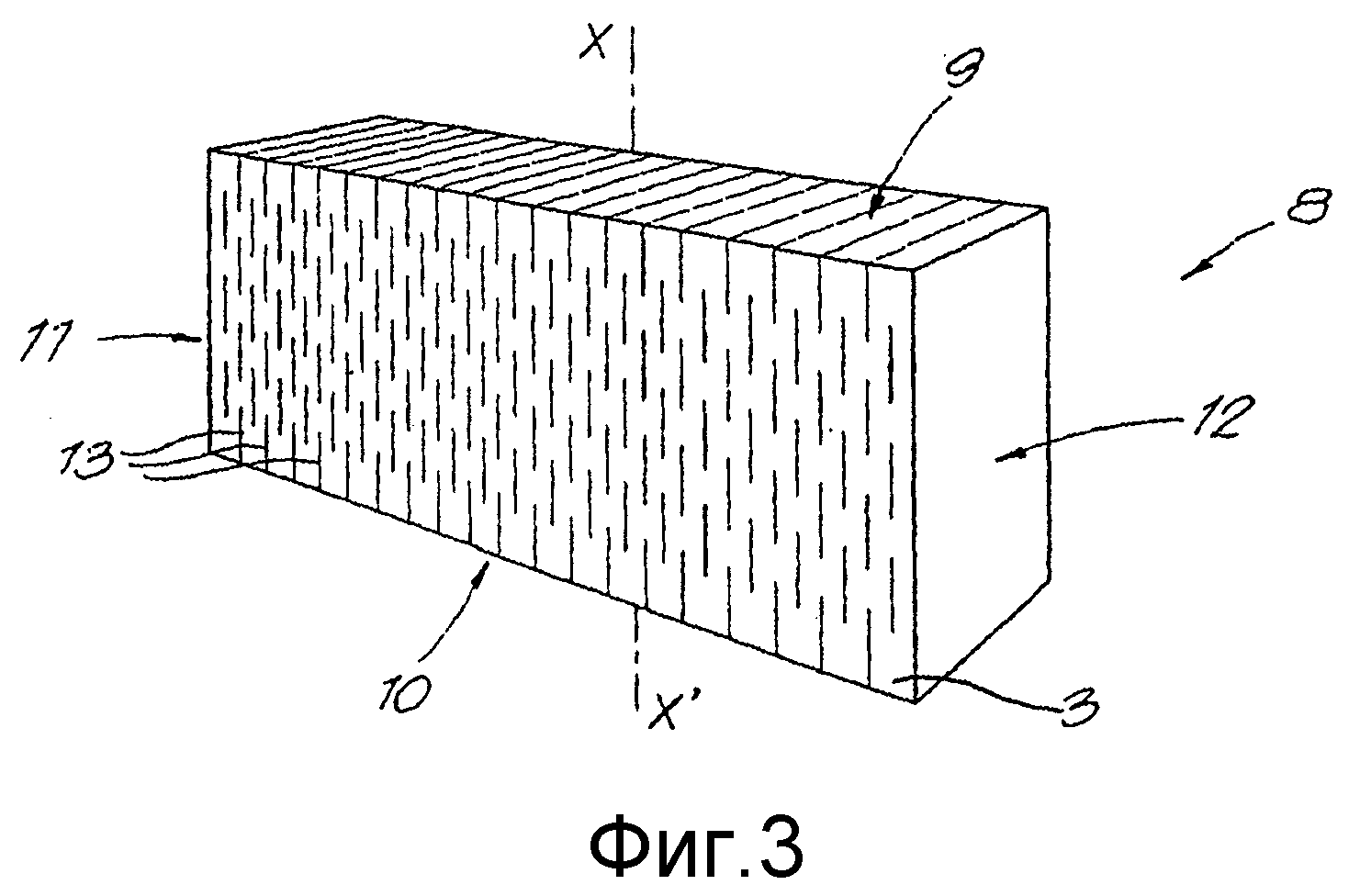
Фиг.3 - полоса вспененного материала, применяемая в способе согласно изобретению, в уменьшенном масштабе;
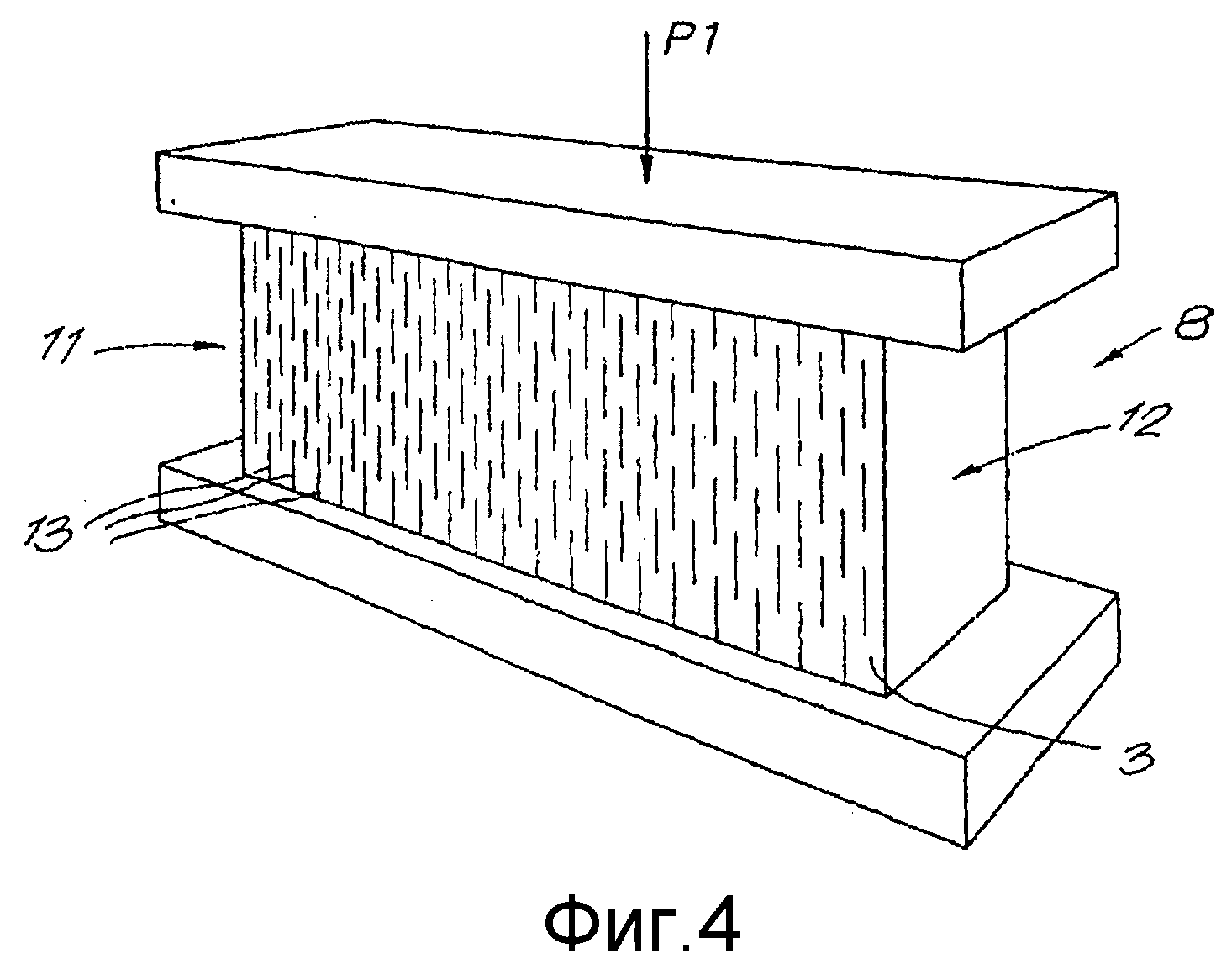
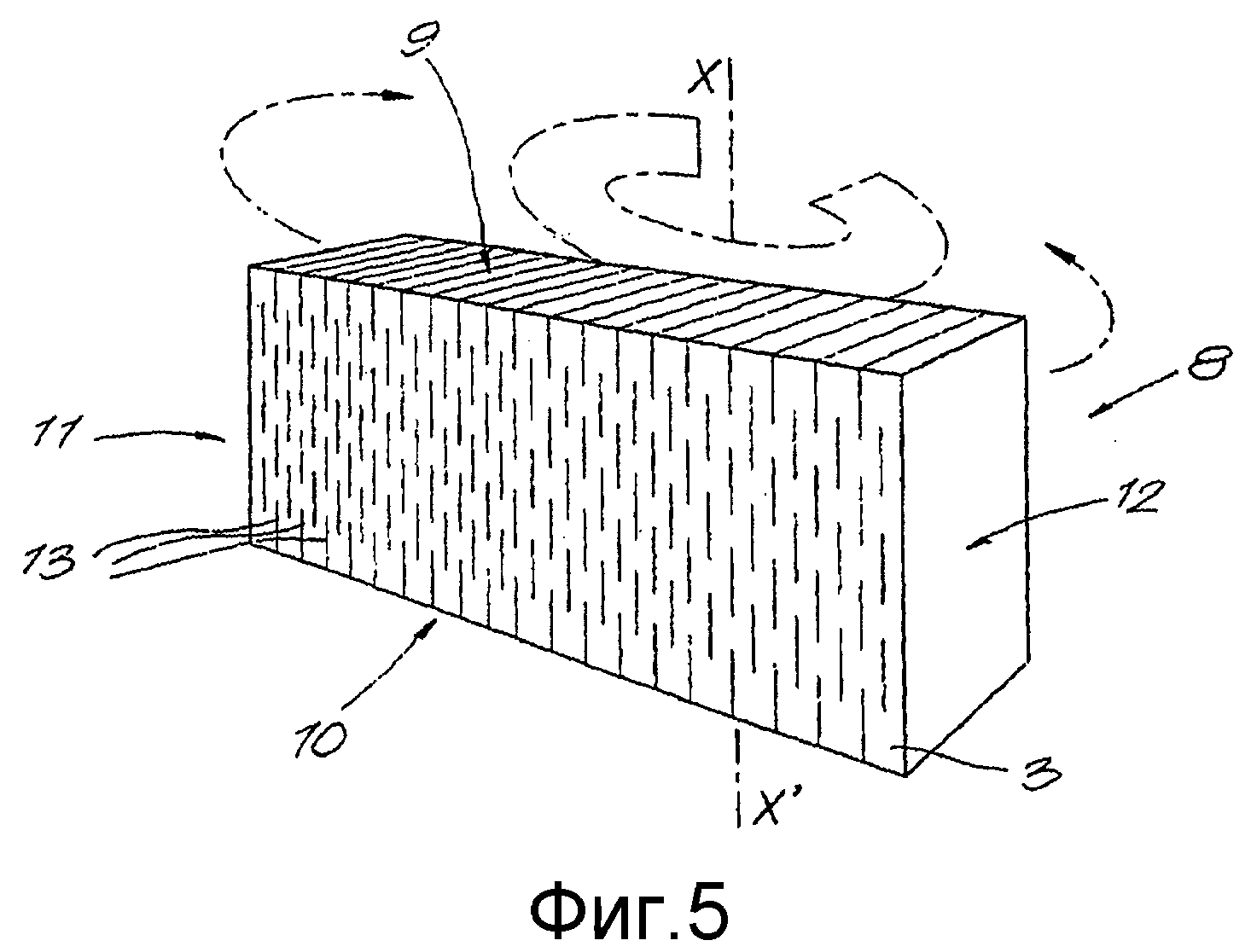
Фиг.4 и 5 схематически представляют несколько этапов способа согласно изобретению;
Фиг.6 - возможное применение упомянутого упругого тела.
Фиг.1 и 2 показывают упругое тело 1, соответствующее способу, предлагаемому данным изобретением.
Это упругое тело 1 является, по существу, трубчатым, имеет воображаемую ось Х-Х' и сделано из слоя 2 вязкоупругого вспененного материала 3 согласно изобретению, ограничивает центральное пространство 4, которое проходит от одного дальнего конца 5 тела 1 до другого дальнего конца 6.
Внешняя поверхность от одного дальнего конца 5 к другому дальнему концу 6 является предпочтительно двухконусной или почти двухконусной, и это означает, что линия, образующая тело 1, плавно снижается от обоих дальних концов 5-6 к середине между дальними концами 5-6.
Поверхности на обоих дальних концах 5-6 тела 1 предпочтительно имеют некоторую конусность снаружи для увеличения упругости тела 1.
Согласно Фиг.2 тело 1, в его поперечном сечении, предпочтительно круглое, и при этом центральное пространство 4 в этом случае является цилиндрическим.
Тело 1 имеет полости 7, которые в радиальном направлении направлены снаружи внутрь.
Способ согласно изобретению для изготовления упомянутого упругого тела 1 относительно простой и поясняется на Фиг.3-5.
Применяемым вспененным материалом предпочтительно является вязкоупругий материал, отличающийся тем, что становится податливее при температуре тела, и является более упругим при температуре окружающей среды, и принимает свою первоначальную форму относительно быстрее.
На первом этапе способа прямоугольную полосу 8 вырезают из слоя вязкоупругого вспененного материала, имеющего ось симметрии Х-Х' и две пары параллельных боковых стенок 9-10, 11-12 соответственно.
В полосе 8 выполняют прорези 13, предпочтительно согласно направлению, параллельному упомянутой оси симметрии Х-Х'.
Полосу 8 затем сжимают полностью или почти полностью, например в направлении стрелки Р1 на чертеже Фиг.4, в результате чего по меньшей мере часть ячеек в вязкоупругого вспененного материала 3 раскрывается, в результате чего вспененный материал 3 приобретает более открытую структуру, обеспечивая хорошую циркуляцию воздуха.
После сжатия вспененного материала 3 и после того, как он примет свою первоначальную форму, полосу 8 сгибают, как схематически показано пунктирной линией на Фиг.5, и боковые стенки 11-12 полосы 8 прикрепляют друг к другу, чтобы образовалось нужное трубчатое упругое тело 1.
В результате этого сгиба полоса 8 растягивается, и при этом прорези 13 раскрываются в виде упомянутых полостей 7, проходящих в радиальном направлении через тело 1; и по причине такого созданного напряжения наружная поверхность трубчатого тела 1 преобразуется в двухконусную или почти двухконусную, форму между дальними концами 5-6 тела 1.
Нужно отметить, что форму упругого тела 1 можно получить разными известными способами, которые включены в объем данного изобретения.
Разумеется, разные этапы способа согласно изобретению можно выполнить в другом порядке, и на результат это не повлияет. Так, сжатие вспененного материала 3 можно выполнить на любом этапе изготовления, хотя его предпочтительно выполнить до сгиба полосы 8 в трубчатое тело 1.
Также, прорези 13 в слое 2 вспененного материала можно выполнить на других этапах способа, например, до или после нарезки слоя 2 вспененното материала в одну или более полос 8; и не исключено, что для формирования упругого тела 1 будет использована полоса 8, заранее приготовленная с нужным размером и с выполненными в ней прорезями 13.
Фиг.6 показывает возможное применение упругого тела, выполненного способом данного изобретения; несколько таких упругих тел 1 имеют оболочку 14 из мягкого полимерного материала, например из сложного полиэфира. Сама оболочка 14 покрыта чехлом 15.
Данное изобретение не ограничивается изложенными выше осуществлениями, которые даны в качестве примера и представлены на прилагаемых чертежах, напротив, способ изготовления упругого тела можно реализовать во многих вариантах в рамках объема данного изобретения.
Реферат
Изобретение относится к способу изготовления упругого тела, в частности трубчатого упругого тела с радиально направленными полостями, которое применимо внутри подушек, матрасов, подушек для кресел и т.д. Изобретение направлено на более долгий срок службы упругого тела без потери его качеств. Способ изготовления трубчатого упругого тела, по существу, заключается в этапах, согласно которым: обеспечивают прорези в слое вспененного материала, вырезают полосу из этого слоя вспененного материала, сгибают два противоположных конца полосы друг к другу, прикрепляют оба этих дальних конца, чтобы сформировать нужное трубчатое упругое тело, и раскрывают, по меньшей мере, часть ячеек во вспененном материале сжатием вспененного материала. Слой вспененного материала выполняют из вязкоупругого вспененного материала. 3 з.п. ф-лы, 6 ил.
Формула
Документы, цитированные в отчёте о поиске
Защитный шлем и способ его изготовления
Комментарии