Врубовый инструмент - RU2304216C2
Код документа: RU2304216C2
Чертежи


Описание
Изобретение касается врубового инструмента, который имеет базовую часть и резцедержатель, при этом резцедержатель снабжен хвостовиком, который установлен в приемном гнезде базовой части, и при этом приемное гнездо находится в пространственном соединении с окружающей средой с помощью одного или нескольких отверстий.
Подобный врубовый инструмент известен из DE 4322401 С2. Врубовый инструмент содержит резцедержатель и базовую часть, которая закреплена на имеющей форму барабана режущей коронке врубовой машины. Для крепления резцедержателя на базовой части она имеет приемное гнездо с призматической направляющей, в которое может быть установлен хвостовик резцедержателя. Резцедержатель фиксируется с помощью прижимного винта. При этом особое значение придается точному позиционированию резцедержателя даже при повторяемом монтаже/демонтаже и замене резцедержателя.
Для восприятия сил, возникающих при работе, базовая часть имеет упор, на который опирается резцедержатель. Чтобы обеспечить эффективность упора и исключить воздействие нагрузок на хвостовик и приемное гнездо, резцедержатель в области вокруг приемного гнезда отстоит на величину регулировочной области.
Во врубовых инструментах, которые, например, находят применение при дорожном строительстве, в качестве недостатков указывается то, что происходит попадание породной пыли и воды в область хвостовика и приемного гнезда. Породная пыль и влага могут привести к тому, что произойдет заклинивание хвостовика в приемном гнезде, а также прижимного винта. В результате этого резцедержатель может быть извлечен из базовой части только с повышенными затратами. Очень часто части при силовом извлечении повреждаются, что приводит к дорогостоящим заменам. Далее наличие породной пыли в этой области ведет к повышенному износу, что, в свою очередь, приводит к сокращению срока службы инструмента и, таким образом, к более высоким производственным затратам. Частицы грязи, которые осаждаются внутри приемного гнезда на прижимных винтах, при ослаблении винтов для смены инструмента попадают во внутреннюю резьбу базовой части и повреждают ее. Это ведет к необходимости проведения ремонта или замене базовой части, что также требует затрат, так как обычно базовая часть соединена с фрезерным барабаном и соседними базовыми частями с помощью сварки.
Особенно негативно сказывается загрязнение на хвостовике резцедержателя и в области приемного гнезда базовой части. Осевшие здесь частицы размалываются при последующей работе машины. В результате между хвостовиком и приемным гнездом образуется люфт. В результате, больше не обеспечивается точное позиционирование резцедержателя. Это прежде всего негативно сказывается на так называемом тонком фрезеровании. Тонкое фрезерование служит для получения в одном рабочем процессе поверхности дороги окончательного качества. Предпосылкой этого является точное позиционирование резцедержателя. Если резцедержатель не соответствует этому требованию, то происходит нарушение траектории фрезерования, что сказывается на всем результате работы. Ослабленный установленный в базовой части резцедержатель может существенно ухудшить качество фрезерования. Кроме того, может случиться, что ослабленный резец полностью выпадет из базовой части, и в таком случае будет являться причиной значительных повреждений инструмента.
Задачей изобретения является создание врубового инструмента, названного в начале типа, у которого увеличена стойкость (срок службы) инструмента, в частности, базовой части.
Согласно изобретению эта задача решается за счет того, что по меньшей мере одно из отверстий закрыто уплотнительным элементом по меньшей мере на отдельных участках.
Уплотнительный элемент защищает переходную область приемного гнезда, образованную между хвостовиком и базовой частью. Уплотнительный элемент простым и эффективным способом препятствует попаданию мелочи отбитого материала и воды в приемное гнездо. Когда резцедержатель достигнет своего состояния износа, он может извлекаться из приемного гнезда. Приемная полость, образованная приемным гнездом, остается чистой или по существу свободной от загрязнения. В связи с этим точное позиционирование и крепление нового резцедержателя может осуществляться с незначительными затратами времени. Таким образом уплотнительный элемент образует простую конструктивную деталь, которая позволяет эффективную замену инструмента и одновременно существенно повышает срок службы базовой части. Уплотнительный элемент может быть также выполнен в виде жирового слоя.
В зависимости от вида и расположения уплотнительного элемента возможно воспроизводимое и обеспечивающее точность посадки позиционирование резцедержателя.
Согласно предпочтительному варианту осуществления изобретения может быть предусмотрено, что уплотнительный элемент расположен между резцедержателем и базовой частью по меньшей мере на отдельных участках вокруг приемного гнезда. Таким образом осуществляется защита области, через которую часто попадает значительное количество грязи.
Особенно хорошее уплотнение достигается тем, что уплотнительный элемент выполнен в виде фасонной детали, которая имеет контур периметра хвостовика резцедержателя. Далее особенно пригодным с точки зрения монтажа является выполнение, при котором уплотнительный элемент надевается при монтаже на хвостовик резцедержателя и потом вместе с резцедержателем может быть вставлен в базовую часть.
Благодаря тому, что базовая часть имеет вокруг приемного гнезда окружную фаску, которая служит как посадочное место для уплотнительного элемента, достигается, что уплотнительный элемент во время работы не может сдвинуться со своего места. Далее фаска предоставляет пространство, в которое уплотнительный элемент при монтаже устанавливается с заданным усилием, исключая возможность повреждения. Благодаря этому достигается оптимальное уплотняющее действие.
Длительное уплотнение подлежащей защите области достигается за счет того, что уплотнительный элемент выполнен из материала, сохраняющего упругие свойства длительное время, предпочтительно из силикона или термопластичного эластомера.
Предпочтительное выполнение предусматривает, что резцедержатель своим упором прилегает к упору базовой части, при этом базовая часть имеет уступ, который расположен под углом к упору, причем между уступом базовой части и обращенной к уступу стороной резцедержателя имеется расстояние, действующее в качестве регулировочной области, при этом уплотнительный элемент выполнен так, что он перекрывает это расстояние. Благодаря этому достигается, что ни породная пыль, ни вода не может попасть через эту регулировочную область в приемное гнездо.
Особенно легкий монтаж и надежное уплотнение достигается в случае, когда уплотнительный элемент выполнен с углом, который соответствует углу между уступом и упором базовой части.
Хорошее уплотнение зазора различной ширины в области упора и регулировочной области может достигаться за счет того, что уплотнительный элемент имеет участок с О-образным поперечным сечением, который по меньшей мере на отдельных участках прилегает к упору базовой части, и отогнутый от него участок, который прилегает к уступу базовой части и имеет утолщенное поперечное сечение, которое по меньшей мере на отдельных участках перекрывает расстояние.
Предпочтительный вариант исполнения изобретения предусматривает, что отогнутый участок имеет клинообразный уплотнительный язычок, который согласован по форме с регулировочной областью. Благодаря этому осуществляется компенсация неровностей и допусков изготовления резцедержателя и базовой части.
Экономичное изготовление, даже в большом количестве, небольшие допуски, а также соответствующий способу изготовления дизайн, обеспечивается благодаря тому, что уплотнительный элемент изготавливается методом литья под давлением, а носок прилива расположен в области поперечного сечения, утолщенного в соответствии с расстоянием. В результате достигается, что носок прилива не оказывает влияния на уплотняющее действие уплотнительного элемента.
Легкий и точный монтаж резцедержателя в базовой части достигается за счет того, что уплотнительный элемент, выполненный как отдельная деталь из синтетического материала, надет на хвостовик или уплотнительный элемент, сформирован на хвостовике методом напыления в виде детали из синтетического материала.
Предпочтительный вариант осуществления изобретения предусматривает, что резцедержатель для врубового инструмента снабжен хвостовиком, отформованном на основной части, и хвостовик имеет уплотнительный элемент, который охватывает хвостовик по меньшей мере на отдельных участках его внешнего периметра. Таким образом, достигается, что резцедержатель с хвостовиком и уплотнительным элементом предварительно формируется в виде стандартного узла, хранится как единый узел и может быть установлен быстро и без больших затрат в виде заменяемой детали.
Ниже изобретение более подробно поясняется с помощью представленного на чертежах примера осуществления. На чертежах показано:
фиг.1 - врубовый инструмент в частично смонтированном состоянии со сменным резцедержателем, на виде сбоку и в разрезе;
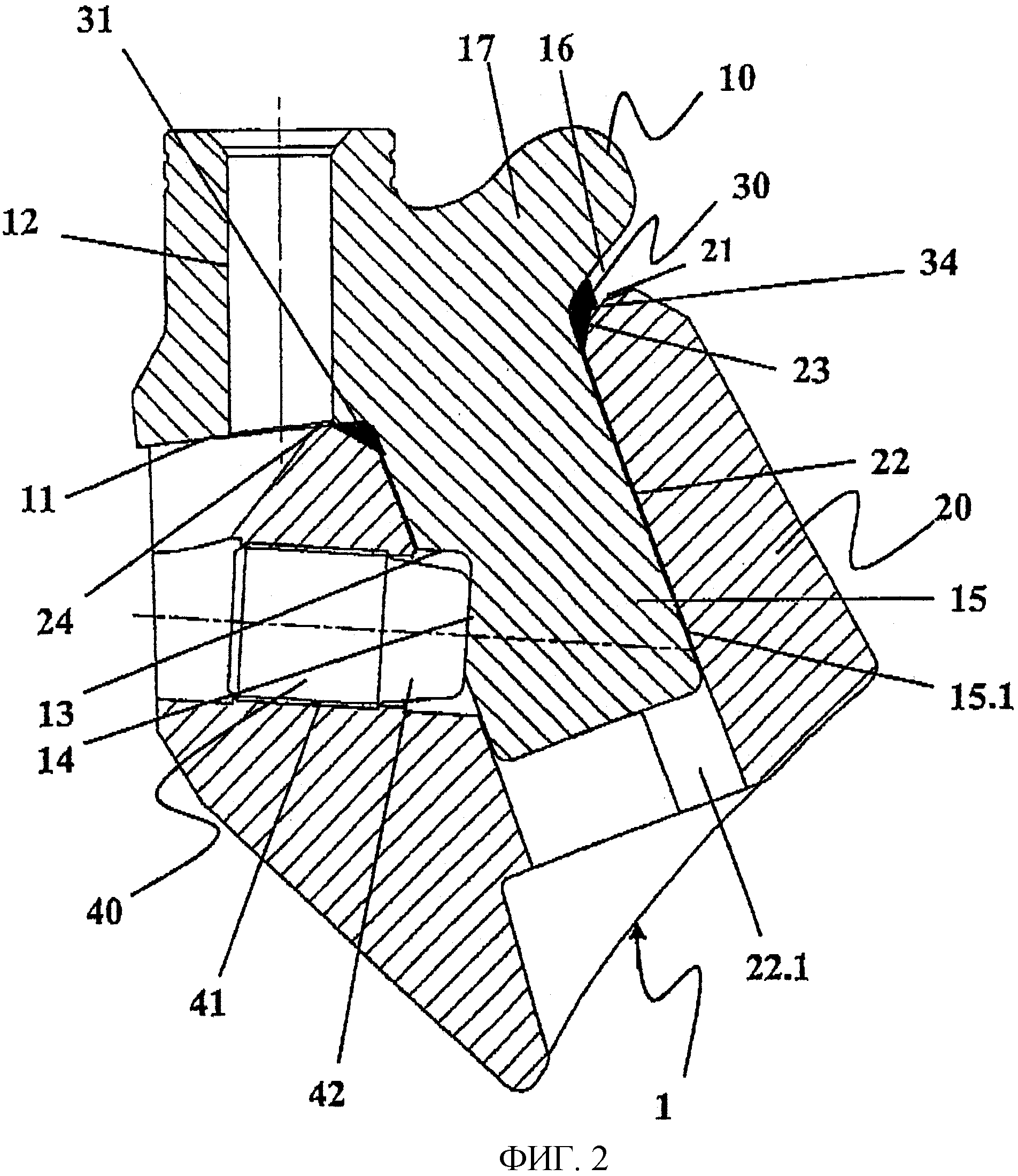
фиг.2 - врубовый инструмент согласно фиг.1 с установленным резцедержателем, на виде сбоку и в разрезе;
фиг.3 - уплотнительный элемент, на виде сверху;
фиг.4 - уплотнительный элемент согласно фиг.3, на виде сбоку.
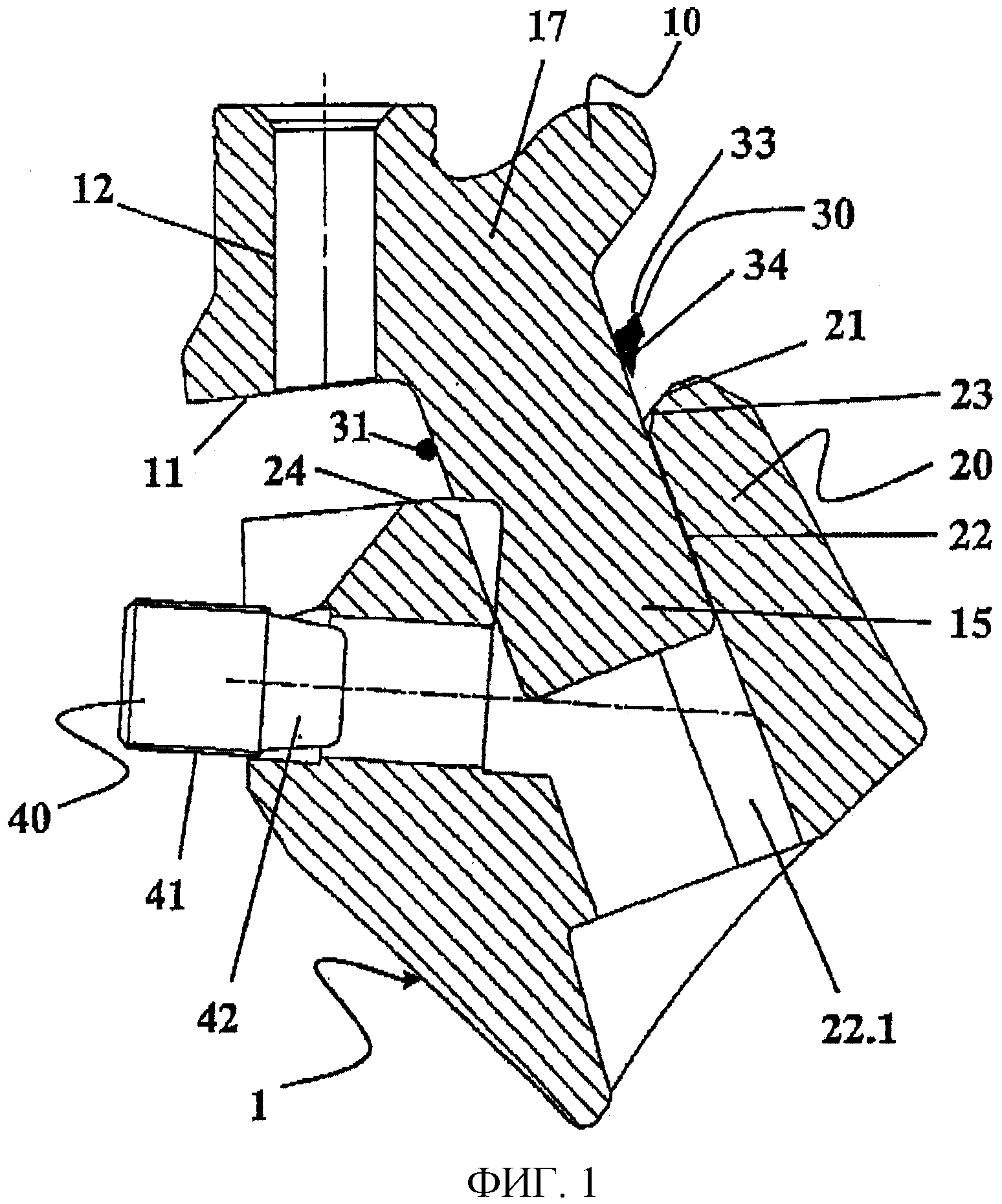
Врубовый инструмент (1) на фиг.1 состоит из базовой части (20), в которой может быть установлен сменный резцедержатель (10). Врубовый инструмент (1) имеет уплотнительный элемент (30) и прижимной винт (40), который служит для фиксации резцедержателя (10) в базовой части (20).
Резцедержатель (10) состоит из основной части (17) и имеет на своем нижнем конце хвостовик (15), который может устанавливаться в соответствующее для этого приемное гнездо (22) в базовой части (20). Установочное перемещение резцедержателя (10) в базовую часть (20) ограничивается в его задней области упором (11) на резцедержателе (10) и с помощью противолежащего ему упора (24) на базовой части (20). Хвостовик (15) имеет на своем переднем крае по меньшей мере одну направляющую поверхность (15.1), которая направляется соответствующей призматической направляющей (22.1) в приемном гнезде (22) при вставке резцедержателя (10).
Резцедержатель (10) имеет гнездо (12) под резец, в которое может быть установлен также легко заменяемый вращающийся резец. Продольная ось гнезда (12) под резец образует острый угол с осью хвостовика (15).
На хвостовик (15) надет уплотнительный элемент (30), который своим контуром согласован с призматическим поперечным сечением гнезда (15) с направляющими поверхностями (15.1). Уплотнительный элемент (30) может быть выполнен с углом, который соответствует углу между уступом (21) и упором (24) базовой части (20). Уплотнительный элемент (30) имеет при этом в области упора (24) О-образное поперечное сечение (31) и утолщенное по сравнению с ним поперечное сечение в области уступа (21). При этом эта область выполнена предпочтительно в виде клинообразного уплотнительного язычка (34).
В области вокруг приемного гнезда (22) базовая часть снабжена проходящей вокруг приемного гнезда (22) фаской (23), которая служит посадочным местом для уплотнительного элемента (30).
На фиг.2 показан в разрезе тот же врубовый инструмент, что и на фиг.1, после того как резцедержатель (10) полностью вставлен в базовую часть (20). При этом прижимной винт (40), который преимущественно выполнен в виде потайного винта и имеет резьбу (41) и притупленный конец (42), своим концом (42) воздействует на прижимную поверхность (14), которая с помощью V-образной выемки (13) образована на стороне хвостовика (15), противолежащей направляющей поверхности (15.1).
При завинчивании прижимного винта (40) образуются результирующие силы, которые прижимают резцедержатель (10) к базовой части (20). При этом упор (11) резцедержателя (10) опирается на упор (24) базовой части. Уплотнительный элемент (30) попадает при этом своим участком с О-образным поперечным сечением (31) в образованную в виде уплотняемого места фаску (23) базовой части (20). При этом первоначально О-образное поперечное сечение сжимается таким образом, что достигается оптимальный эффект уплотнения.
Между уступом (21) в передней части базовой части (20) и поверхностью резцедержателя (10), противолежащей уступу (21), имеется расстояние (16), служащее в качестве регулировочной области. Уплотнительный элемент (30) перекрывает это расстояние за счет своего утолщенного в этой области поперечного сечения и одновременного образования клинообразного уплотнительного язычка (34), благодаря чему также достигается оптимальное уплотнительное действие. Таким образом в область приемного гнезда не могут попасть какие-либо частицы отбитого материала. Это облегчает замену резцедержателя (10). Одновременно благодаря такой конструкции предотвращается попадание воды с частицами отбитого материала в область конца (42) и прижимной поверхности (14) хвостовика (15).
На фиг.3 и 4 показан на виде сверху и виде сбоку вариант осуществления уплотнительного элемента (30).
Уплотнительный элемент (30) выполнен в виде фасонной детали, которая имеет контур периметра хвостовика (15) резцедержателя (10). Соответственно углу между уступом (21) и упором (24) базовой части (20) имеется угол у уплотнительного элемента (30), при этом уплотнительный элемент (30) имеет по меньшей мере один участок с О-образным поперечным сечением (31), который прилегает к упору (24) базовой части (20). Отогнутый участок (32), который прилегает к уступу (21) базовой части (20), имеет соответствующее расстоянию (16) утолщенное поперечное сечение. При этом выполненный в виде клинообразного уплотнительного язычка (34) отогнутый участок (32) повышает уплотнительное действие.
Уплотнительный элемент (30) выполнен из материала, длительное время сохраняющего упругие свойства, и изготовлен преимущественно в виде детали, полученной литьем под давлением. В качестве материалов подходят силиконы. Например, для этого подходят так называемые двухкомпонентные силиконовые каучуки (LSR), например, SILOPREN ® от GE BAYER Silicones, которые могут быть изготовлены так называемым реакционным жидким литьем (LIM). Кроме того, подходят термопластичные эластомеры, например, SANTOPRENE ® от ADVANCEND ELASTOMER SYSTEMS, которые могут перерабатываться обычным процессом литья под давлением. Обычный при процессе литья под давлением прилив переводится в утолщенную область расстояния (16) таким образом, чтобы носок (33) прилива не оказывал отрицательного влияния на уплотнительное действие уплотняющего элемента (30).
Далее может быть предусмотрено, что уплотнительный элемент (30) может быть отформован непосредственно на хвостовике (15) резцедержателя (10), при этом он охватывает хвостовик (15) по меньшей мере на отдельных участках его внешнего периметра. Также может быть предусмотрено, что уплотнительный элемент (30) отформован непосредственно на базовой части (20) в области вокруг приемного гнезда (22) и охватывает приемное гнездо (22) по меньшей мере на отдельных участках ее внешнего периметра.
Здесь следует отметить, что изобретение не ограничивается показанной выше формой поперечного сечения хвостовика (15). Возможны и любые другие варианты поперечного сечения, например, круглое сечение или хвостовики с конической формой.
Как видно из чертежей, приемное гнездо (22) в базовой части (20) выполнено открытым со стороны, обращенной от резцедержателя (10). Это отверстие закрывается, когда резцедержатель закрепляется на не показанном на чертежах фрезерном барабане с помощью сварки.
Реферат
Изобретение касается врубового инструмента врубовой машины. Позволяет воспрепятствовать попаданию воды и пыли отбитой породы и обеспечить легкий демонтаж резцедержателя из базовой части. Инструмент имеет базовую часть и резцедержатель, снабженный хвостовиком, который установлен в приемном гнезде базовой части. Базовая часть имеет упор, к которому прилегает резцедержатель. Между резцедержателем и базовой частью, по меньшей мере, на отдельных участках вокруг приемного гнезда расположен уплотнительный элемент. 9 з.п. ф-лы, 4 ил.
Формула
Документы, цитированные в отчёте о поиске
Исполнительный орган горных машин
Комментарии