Нагревательный элемент для сидений транспортных средств и способ его изготовления (варианты) - RU2123772C1
Код документа: RU2123772C1
Чертежи




Описание
Настоящее изобретение относится к нагревательному элементу для сидений транспортных средств, в частности автомобилей, а также к способу изготовления такого нагревательного элемента.
Известен нагревательный элемент для сидений транспортных средств, состоящих из упругого тела и слоя обшивки, содержащий электропроводный нагревательный контур, подключаемый к источнику тока, прикрепленный к электроизолирующему воздухопроницаемому слою носителя, в котором нагревательный контур развернут в виде рисунка, дающего возможность упругой деформации в произвольном направлении (EP, A, 0331762). Однако приклеивание обшивки сиденья в зоне расположения такого нагревательного элемента не будет однородным, так как толщина элемента может приводить к тому, что его контуры станут различимыми и осязаемыми на поверхности слоя обшивки. Кроме того, необходимо принимать специальные меры, чтобы обеспечить склеивание на обеих сторонах нагревательного элемента.
Известен, кроме того, способ изготовления подушки транспортного средства, заключающийся в приклеивании слоя обшивки к упругому телу (EP, A, 0331762). При соединении этим известным способом нельзя использовать обычные нагревательные элементы, поскольку нагревательный элемент такого рода служит препятствием проникновения клея в слой обшивки, а также препятствует применению вакуума, используемого при осуществлении указанного способа.
В основу изобретения поставлена задача создать нагревательный элемент, который обеспечивал бы экономию материала и тем самым - экономию места и снижение затрат, а также мог бы быть встроен в сиденья с приклеенной обшивкой, а также создать способ изготовления такого нагревательного элемента.
Поставленная задача решается тем, что в нагревательном элементе для сидений транспортных средств, состоящих из упругого тела и слоя обшивки, содержащем электропроводный нагревательный контур, подключаемый к источнику тока, прикрепленный к электроизолирующему воздухопроницаемому слою носителя, в котором нагревательный контур развернут в виде рисунка, дающего возможность упругой деформации в произвольном направлении, согласно изобретению между слоем обшивки и нагревательным контуром имеется фрикционный слой, образующий часть нагревательного элемента, выполненный воздухопроницаемым и обеспечивающий достаточное трение между нагревательным элементом и слоем обшивки для обеспечения механической передачи деформаций слоя обшивки нагревательному элементу, при этом механические свойства нагревательного элемента по существу совместимы с механическими свойствами слоя обшивки.
Целесообразно, чтобы фрикционный слой был образован клейкой пленкой, нанесенной на обращенную к слою обшивки сторону нагревательного контура, причем эта пленка в нерасплавленном состоянии была бы воздухопроницаемым и способной обеспечить достаточно высокое трение по отношению к поверхности слоя обшивки для механической передачи деформацией слоя обшивки нагревательному элементу и приспособленной для оказания связующего воздействия после подвергания нагреву.
Возможно, чтобы клейкая пленка имела структуру мелкоячеистого сита.
Предпочтительно, чтобы слой носителя был выполнен из пористого воздухопроницаемого вспененного материала.
Поставленная задача решается также и тем, что в способе изготовления подушки сиденья транспортного средства, заключающемся в приклеивании слоя обшивки к упругому телу, согласно изобретению нагревательный элемент в виде нагревательного контура и носителя располагают между слоем обшивки и упругим телом и закрепляют в заданном положении путем приклеивания, которое осуществляют введением клейкой пленки между слоем обшивки и упругим телом и нагрева клейкой пленки до достижения эффекта связывания и тем, что нагревательный элемент с носителем в виде дополнительной клейкой пленки вставляют между слоем обшивки и первой клейкой пленкой, причем и первую и дополнительную клейкие пленки нагревают до достижения эффекта связывания.
И, наконец, поставленная задача решается тем, что в способе изготовления нагревательного элемента для сидений транспортных средств, содержащих упругое тело и слой обшивки, состоящем в том, что электропроводный нагревательный контур, подключаемый к источнику тока, прикрепляют к воздухопроницаемому слою носителя, распределяя его в виде рисунка, выбранного с учетом обеспечения упругой деформации в произвольном направлении, согласно изобретению между слоем обшивки и нагревательным контуром наносят фрикционный слой, являющийся воздухопроницаемым и обеспечивающий достаточное трение между нагревательным элементом и слоем обшивки для механической передачи деформаций слоя обшивки нагревательному элементу.
Предпочтительно при этом нагревательный элемент и слой обшивки нагревать до достижения связующего эффекта фрикционного слоя и скрепления нагревательного контура с обращенной к нему поверхностью слоя обшивки в заданном положении.
Настоящее
изобретение будет описано ниже более подробно на
нескольких примерах осуществления и со ссылками на прилагаемые чертежи, на которых:
фиг. 1 - изображает нагревательный элемент в перспективе
соответствующего первому варианту осуществления
изобретения;
фиг. 2 - сечение нагревательного элемента, изображенного на фиг. 1, вдоль линии II-II;
фиг. 3 - в перспективе
нагревательный элемент, соответствующий второму варианту
осуществления изобретения;
фиг. 4 - в перспективе с пространственным разделением деталей нагревательный элемент, соответствующий
третьему варианту осуществления изобретения;
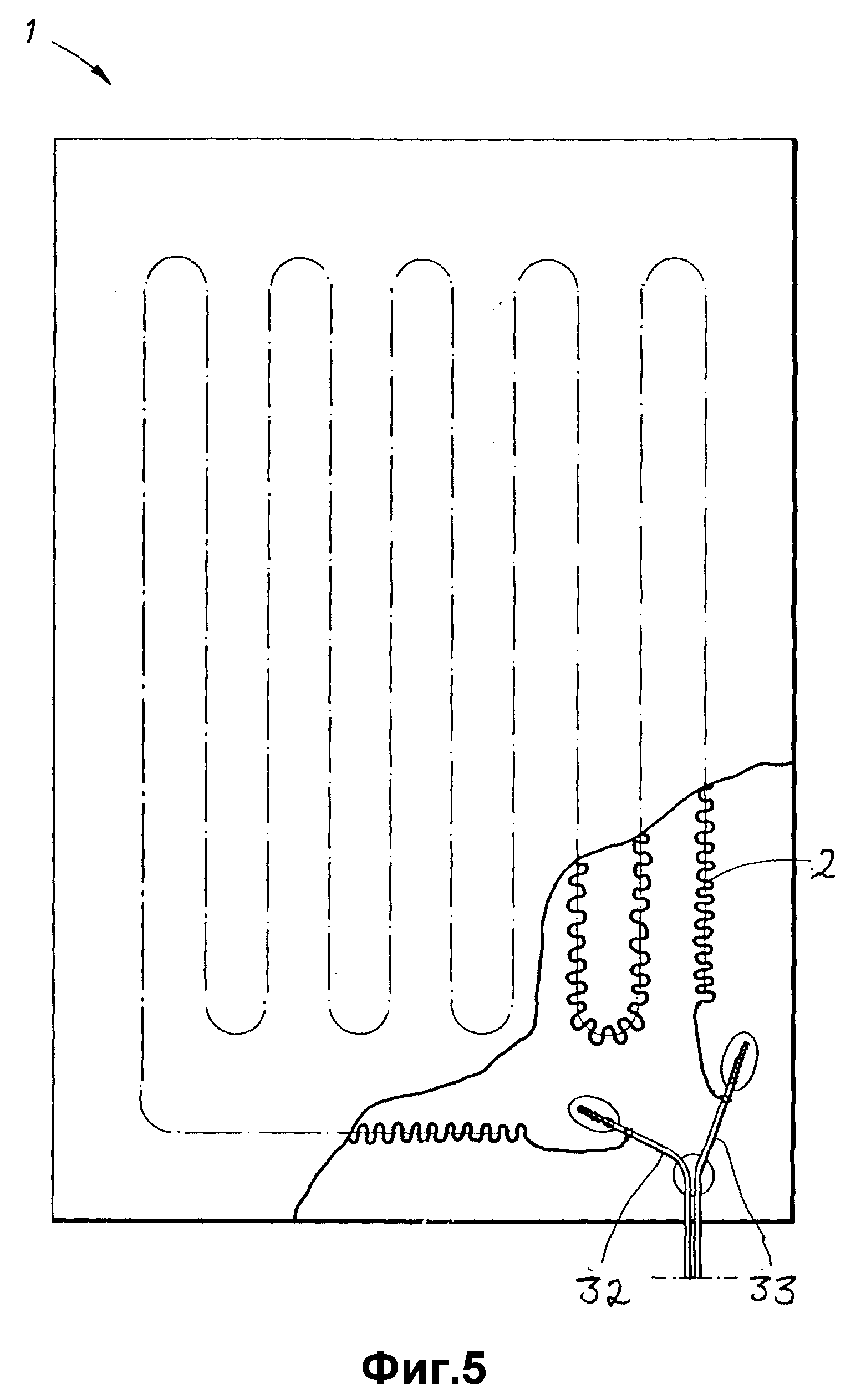
фиг. 5
- схематически, вид сверху нагревательного элемента, соответствующего изобретению;
фиг. 6 - схематически установку для
изготовления нагревательного элемента в соответствии с изобретением;
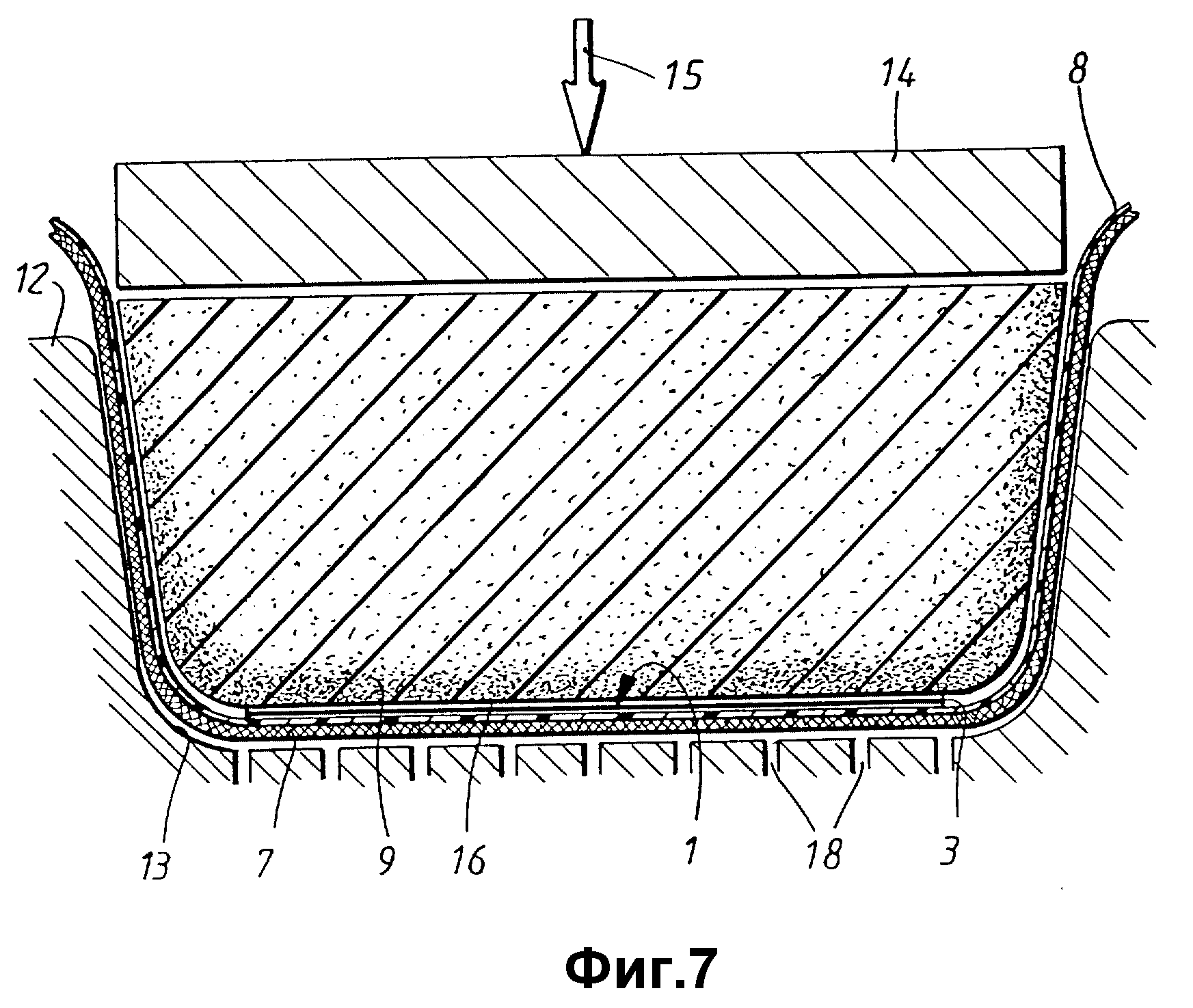
фиг. 7 - в разрезе устройство для изготовления подушек сидений в соответствии с изобретением.
Как показано на фиг. 1 и 2, предлагаемый нагревательный элемент 1 содержит нагревательный контур 2, уложенный на слой носителя, который в варианте осуществления, изображенном на фиг. 1 и 2, состоит из пары слоев 3, 4 пленки. Нижний слой 3 пленки может быть носителем, но может также быть соединен с другим материалом, который в этом случае будет носителем. Верхний слой 4 пленки, как правило, представляет собой защитный или покрывающий слой, в который в некоторых случаях необходимо дополнительно вводить клеящее вещество и который в некоторых вариантах предназначен для удаления перед сборкой сиденья автомобиля. По меньшей мере один слой пленки, предпочтительно нижний слой 3, в этом первом варианте осуществления представляет собой очень клеящую тонкую пленку, например на полиамидной основе, являющуюся гидрофильной. Другой, альтернативный вариант - полиэстровая пленка, а примером изделия в этом случае является пленка, которую под наименованием WW - 22 поставляет фирма "West wood Products", Калифорния, США. Верхний слой пленки может состоять и из того же материала (что и нижний) и, если так, то он может оставаться крепящим при сборке в сиденье автомобиля, но, вместо этого, может состоять из защитного слоя бумаги или иного волокнистого материала, нетканого текстильного материала и т.п. В этом случае указанный слой используют только для переноски нагревательного элемента 1 в процессе изготовления, для складирования и транспортировки, и его надо удалять перед сборкой сиденья автомобиля.
Нагревательный контур 2 может, как и известный, состоять из электропроводного провода высокого сопротивления, предпочтительно многожильного, чтобы он выдерживал большое количество изгибов без риска разрыва. Провод может быть неизолированным или может иметь пластмассовую изоляцию с целью выдерживания температуры, более высокой, чем температура парообразования, необходимая для осуществления процесса изготовления (см. ниже). Нагревательный контур представляет собой замкнутый контур, имеющий два соединительных вывода 5, 6, которые предпочтительно оканчиваются в непоказанном соединительном устройстве, для соединения с непоказанным источником тока внутри системы электропитания автомобиля, включающим в себя генератор переменного тока и аккумуляторную батарею. Нагревательный контур 2 может быть выполнен различными путями с целью распределения тепла оптимальным образом и может, предпочтительно, дополнительно иметь известную волновую форму.
Нагревательный контур 2 крепят к по меньшей мере одному слою пленки посредством связующего вещества, например слоя клея, который тоже включает в себя связующее вещество для склеивания верхнего слоя 4 пленки с нижним слоем 3 пленки. В качестве связующего вещества можно использовать и сам слой пленки за счет нагрева провода перед его развертыванием на слое пленки, так что имеет место определенное расплавление до достижения эффекта связывания. Как можно увидеть из первого варианта осуществления, носитель, по меньшей мере слой 3 пленки, является воздухопроницаемым, что достигается в рассматриваемом варианте осуществления за счет большого количества отверстий 7, что, в случае наличия двух слоев пленки, а также при сборке, требует наличия соответственно расположенных отверстий в верхнем слое пленки, чтобы дать возможность воздуху проникать по всему нагревательному элементу от его нижней стороны до верхней. В случае, когда верхний слой пленки предназначен для удаления, отверстия в нем необязательны. Предпочтительно, чтобы отверстия были расположены не в месте расположения нагревательного контура 2.
На фиг. 3 показан второй вариант осуществления изобретения, в котором нагревательный контур опирается на другой тип решетчатого носителя, в этом случае представляющего собой сито или сетку 8, изготовленную из полиамида, полиэстра или подобного им материала. Кроме того, в этом случае нагревательный контур 2 может быть прикреплен к сетке посредством связующего вещества в виде клея. В этом случае также могут иметь место два слоя, т.е. нижняя сетка и верхняя сетка - для достижения более надежного закрепления нагревательного контура 2.
Обращаясь к фиг. 4, отмечаем, что различные составные части нагревательного элемента 1 для ясности показаны расположенными на некотором расстоянии друг от друга. В готовом нагревательном элементе различные составные части находятся в контакте друг с другом.
В этом примере осуществления нагревательный элемент содержит слой 30 носителя, на одной стороне которого закреплен нагревательный контур 2 - посредством связующего вещества 31, изображенного на фиг. 4 в виде слоя клея. В этом примере клейкая пленка 3 представляет собой нижний слой элемента, расположенный у противоположной стороны нагревательного контура. Как будет пояснено ниже, клейкая пленка 3 также выполняет функции фрикционного слоя.
Ниже более подробно описывается каждая составная часть нагревательного элемента 1. Слой 30 носителя в этом случае состоит из пористого воздухопроницаемого вспененного материала. В рассматриваемом примере осуществления использовали пенополиэтилен (polyethene foam), имеющий толщину 2 мм и плотность 30 кг/м3. Важно, чтобы нагревательный элемент 1 был таким же гибким и поддающимся растягиванию, как и обшивка 26 сиденья автомобиля, изображенная на фиг. 7. Это нужно и для того, чтобы передавать нагревательному элементу те размерные изменения, которые происходят в слое обшивки под влиянием профиля инструмента при изготовлении, во избежание сморщивания и других нежелательных формообразований. Профиль сиденья автомобиля может быть относительно сложным, в результате чего возможны трехмерные деформации различных частей нагревательного элемента. Поскольку слой 30 носителя представляет собой размерно доминирующую часть нагревательного элемента 1, то особенно важно, чтобы эта часть отвечала всем требованиям гибкости. Более того, серьезным преимуществом использования вспененного материала для слоя носителя является то, что слой современной обшивки для сидений автомобилей часто имеет внутреннюю подкладку, представляющую собой тонкий слой вспененного материала приблизительно той же толщины, что и слой носителя. Таким образом, механические и термические свойства нагревательного элемента в целом приводятся в соответствии с механическими и термическими свойствами слоя 26 обшивки, поскольку слой 3 пленки (носителя) в основном определяет общие свойства материала нагревательного элемента 1, такие как жесткость, гибкость и тепловое расширение. Важность этих свойств, в большой степени совместимых со свойствами слоя 26 обшивки, будет очевидна из краткого описания процесса изготовления подушек сидений автомобилей с приклеенными слоями обшивки, приведенного ниже в этом описании. Для использования нагревательного элемента 1 в указанном процессе изготовления важна высокая воздухопроницаемость элемента. В этом случае слой носителя - это слой пористого вспененного материала с очень хорошей воздухопроницаемостью, что позволяет нагревательному элементу 1 уменьшить способность сиденья автомобиля "дышать" за счет его конструкции.
Нагревательный контур 2 выполнен из провода, такого как известный электропроводный провод высокого сопротивления. Этот провод может быть неизолированный или может быть снабжен пластмассовой изоляцией.
На фиг. 5 изображен нагревательный элемент 1, в котором нагревательный контур 2 развернут в соответствующий рисунок, обеспечивающий возможность упругой деформации в произвольном направлении, чтобы контур мог выдержать большое количество изгибов и растяжений без риска разрыва. Замкнутый контур снабжен двумя соединительными выводами 32, 33, которые предпочтительно оканчиваются в непоказанном соединительном устройстве, для соединения с непоказанным источником тока внутри системы электропитания автомобиля, содержащим генератор переменного тока и аккумуляторную батарею. Нагревательный контур 2 может быть развернут различными способами, чтобы оптимальным образом распределить генерируемое тепло, предпочтительно - в виде рисунка наподобие волны.
Нагревательный контур 2 крепят к слою 30 носителя посредством связующего вещества, например слоя 31 клея, как схематически показано на фиг. 4. Подходящим мог бы быть слой 31 клея, состоящий из расплавленного клея, приспособленного к тому, чтобы не снижать воздухопроницаемость нагревательного элемента 1.
Между слоем 26 обшивки и нагревательным контуром 2 нанесен фрикционный слой 3. Фрикционный слой обладает высокой воздухопроницаемостью и обеспечивает достаточно высокое трение между нагревательным контуром 2 и внутренней стороной слоя 26 обшивки для обеспечения механической передачи деформаций слоя 26 обшивки нагревательному элементу 1 при осуществлении процесса изготовления сидений автомобилей с наклеенным слоем обшивки, описываемого ниже.
Как будет видно из варианта осуществления изобретения, который изображен на фиг. 4, фрикционный слой 3 включен в нагревательный элемент 1 как часть этого элемента и состоит из клейкой пленки, нанесенной на ту сторону нагревательного контура 2, которая обращена к слою 26 обшивки. Клейкая пленка приспособлена, в принципе, к тому, чтобы обеспечивать клеящее воздействие только после того, как будет подвергнута нагреву, и в данном примере осуществления крепится к остальной части нагревательного элемента 1 посредством такого же слоя клея, который крепит и нагревательный контур 2 к слою 30 носителя.
Тем не менее, некоторый клеящий эффект может присутствовать во фрикционном слое 3 уже с самого начала, так что этот слой будет слегка приклеиваться к внутренней стороне слоя 26 обшивки.
В готовом нагревательном элементе 1 все слои, показанные на фиг. 4, спрессованы в один блок и удерживаются вместе слоем 31 клея и клейкой пленкой 3, остающейся нерасплавленной и, следовательно, оказывающей сама по себе лишь ограниченное приклеивающее воздействие. В нерасплавленном виде клейкая пленка 3 воздухопроницаема и обеспечивает достаточно высокое трение с обращенной к ней стороной слоя 26 обшивки для механической передачи деформаций этого слоя 26 обшивки нагревательному элементу 1.
Чтобы обеспечить высокую воздухопроницаемость и высокий коэффициент трения между контактирующими поверхностями, слой 3 клея должен, например, иметь рыхлую структуру мелкоячеистого сита. В рассматриваемом примере осуществления материал клейкой пленки представляет собой полиамидное клейкое вещество, имеющее наименование SH 2402 и поставляемое "Applied Extrusion Technologies Ltd", Бристоль, Соединенное Королевство Великобритании и Северной Ирландии.
На фиг. 6 схематически изображен пример устройства для изготовления предлагаемого нагревательного элемента. Этот пример основан на варианте, соответствующем первому варианту осуществления изобретения, с двумя слоями пленки. Один слой пленки хранится в бобине хранения 9, расположенной на одном конце устройства. Устройство дополнительно содержит позицию 10 нанесения связующего вещества, например - путем напыления клея на верхнюю сторону слоя 3 пленки. Далее следует позиция 11 развертывания нагревательного контура в соответствии с заданным рисунком. Таким образом, слой пленки образует непрерывную дорожку, опирающуюся на ленточный конвейер 12, простирающийся между различными позициями. Второй слой 4 пленки также предусмотрен в виде дорожки, и приспособлен к разворачиванию с бобины хранения 13. Имеется проводящий ролик 14, вокруг которого перематывается с изменением направления второй слой 4 пленки и крепится к первому слою пленки вместе с находящимся между ними нагревательным контуром. Кроме того, имеется перфорирующее устройство 15, содержащее, например, перфорирующий ролик 16 и перфорирующий нож 17. На конце устройства расположена бобина 18 для сматывания изготовленных и соединенных в виде дорожки нагревательных элементов.
Изготовление нагревательных элементов в соответствии с примером осуществления, изображенным на фиг. 6, происходит, следовательно, таким образом:
С
бобины хранения 9 нижний слой 3 пленки
непрерывно сматывают и покрывают, например путем напыления, слоем клея на позиции 10 нанесения связующего вещества, после чего разворачивают нагревательный
контур 2 на позиции 11 и прикрепляют его
посредством приклеивания к слою пленки с помощью слоя клея. Второй слой 4 пленки также сматывают непрерывно с его бобины хранения 13 и прикрепляют посредством
проводящего ролика 14 - после
разворачивания нагревательного контура - к нижнему слою пленки вместе с находящимся между ними нагревательным контуром. После этого слои пленки перфорируются
перфорирующим роликом 16, и при этом
также создаются кромки перфорации посредством перфорирующего ножа 17, разнесенные на расстояние, равное расстоянию между двумя противоположными кромками
нагревательного элемента, после чего
соединенные воедино нагревательные элементы наматывают на бобину сбора 18. Вместо этого нож 17 может быть режущим ножом для разрезания нагревательных элементов на
отдельные блоки, которые складывают
в ящики для транспортировки на установку для сборки сидений автомобилей. Как указывалось выше, клеящее воздействие между контуром 2 и слоем 3 пленки можно
обеспечить за счет начального нагрева
провода, образующего нагревательный контур таким образом, что слой 3 пленки частично расплавится в клейкую массу. В этом случае нанесение отдельного слоя клея
можно исключить.
На фиг. 7 схематически изображен пример разреза устройства для изготовления подушек сидений, т. е. задних подушек и подушек сидений, предназначенных для сидений автомобилей. Устройство и способ распространяются на известную технологию приклеивания слоя обшивки на упругое тело сиденья. Например, здесь можно использовать технологию, более подробно раскрытую в Европейском патенте N 0227202, вследствие чего нет необходимости описывать здесь технологию, подобную этой, подробно. Устройство содержит форму 19, имеющую полость, внутренняя поверхность 20 которой имеет те же очертания, что и подушка, о которой идет речь. Устройство также содержит упорную плиту 21, выполненную с возможностью перемещения в направлении стрелки 22, а также в противоположном направлении, посредством непоказанного исполнительного механизма с приводом, например гидро- или пневмоцилиндра. Указанная плита предназначена для приложения давления к уже оформленному упругому телу 23, образующему сердцевину подушки и обладающему после формования той же поверхностью, что и внутренняя поверхность 20 формы. Сердцевина может состоять из обычного материала, обычно пенопласта, например пеноэфиропласта или пенополиуретана. В полость формы ведут большое количество каналов 24, которые в изображенном примере расположены в нижней части формы и сообщаются с вакуумным устройством и нагревательным устройством, которые могут быть включены в каналы 24. В пространстве между поверхностью 25 упругого тела 23 и поверхностью формы 20 расположен слой 26 обшивки, выполненный из воздухопроницаемого текстильного материала, например на основе слоя воздухопроницаемого пенопласта, а на его обращенной внутрь поверхности имеется клейкая пленка 27, которая может быть того же типа и предпочтительно выполнена точно из того же материала, что и носитель, по меньшей мере один из слоев 3 пленки нагревательного элемента. Конечно, толщины слоев могут различаться. При использовании такой технологии слой 3 носителя, который в этом случае представляет собой клейкую пленку, и клейкая пленка 27, которая покрывает всю полость формы, должны быть такими, что связующее воздействие клейкой пленки не должно проявляться при температуре ниже предварительно заданного уровня температуры, т.е. для нагревательного контура допустима более высокая рабочая температура, тогда как клейкая пленка должна расплавляться при температуре, которая ниже максимальной допустимой температуры всех остальных составных частей подушки, таких как упругое тело 23, слой 26 обшивки, и нагревательный контур 2. Таким образом, под клейкой пленкой понимается такой слой, который, за счет свойств материала, из которого он изготовлен, по меньшей мере при определенной температуре, обладает связующим эффектом без необходимости применения отдельных дополнительных слоев клея. Примером клейкой пленки является пленка из полиуретана, которая при нагреве обладает связующим воздействием.
В соответствии с изобретением нагревательный элемент 1 помещают между слоем 26 обшивки и клейкой пленкой 27, и поэтому он обладает либо одним единственным слоем, который является клейкой пленкой, при этом покрывающий слой удален, либо двумя слоями клейкой пленки с расположенным между ними нагревательным контуром.
При изготовлении подушки сиденья в соответствии с изобретением происходит следующее.
Слой 26 обшивки помещают в форму и он может состоять из вырезаемых кусочков или образовывать часть дорожки материала, которую с перерывами подают вперед над полостью формы в промежутках между операциями. Клейкую пленку можно подавать в виде непрерывной дорожки и разрезать по окончании операции для продолжения осуществления прерывистой подачи. За счет воздействия вакуума посредством каналов 24, слой 26 обшивки и клейкая пленка 27 присасываются и приводятся в непосредственный контакт с внутренней стенкой формы. Это происходит несмотря на то, что клейкая пленка имеет пористую структуру с большим количеством микроскопических отверстий, так как эти отверстия значительно ограничивают прохождение воздуха. Затем нагревательный элемент 1 помещают в заданное положение на верхней поверхности клейкой пленки. После этого упругое тело 23 помещают в форму и прикладывают уравновешивающее давление посредством упорной плиты 21, назначение которой заключается в том, чтобы прижимать упругое тело к указанным слоям и находящемуся между ними нагревательному элементу. Затем подводят тепло, подавая горячий воздух по каналам 24, до достижения температуры, превышающей температуру плавления клейкой пленки 27, что дает право утверждать, что клейкая пленка преобразуется в капли и диффундирует в прилегающие слои, т.е. в упругое тело, а также в слой 26 обшивки. То же самое происходит с носителем в нагревательном элементе 1, который расплавляется, преобразуется в капли и диффундирует в прилегающие слои, указывая на то, что нагревательный контур вклеивается между прилегающими слоями и закрепляется в заданном положении. Во время этой стадии нагрева также облегчается протекание воздуха - за счет нагревательного элемента, являющегося воздухопроницаемым. После отключения вакуума и подачи тепла, а также после затвердевания клея подушка готова к окончательной отделке кромок и т.д.
Изобретение не ограничивается примерами осуществления раскрытия выше и изображенными на чертежах, а может варьироваться в рамках прилагаемой формулы изобретения. Например, установка нагревательного элемента не ограничивается технологией, раскрытой в вышеуказанном первоисточнике, а может быть использована и в связи с другими способами приклеивания слоев обшивки к упругим телам с целью создания подушек сидений автомобилей. В качестве альтернативы слоям перфорированной пленки и ситовым структурам носитель может иметь другую структуру, например может быть выполнен из пористого материала, являющегося воздухопроницаемым и тем самым позволяющего вакууму проходить и распределяться в процессе приложения посредством вакуумного устройства, а также позволяющего распределять поступающий горячий воздух.
Реферат
Изобретение относится к нагревателям. Нагревательный элемент для сидений транспортных средств содержит электропроводный контур, подключаемый к источнику тока, и носитель для нагревательного контура. Носитель является воздухопроницаемым и выполнен из электроизолирующего гибкого материала, а нагревательный контур развернут на носителе и закреплен в определенном положении относительно носителя. Изобретение также относится к способу изготовления нагревательного элемента. Клейкую пленку разматывают непрерывно в виде дорожки материала, на одну сторону которой наносят связующее вещество, нагревательные контуры развертывают в выбранном пространстве между ними, дополнительную пленку разматывают непрерывно в виде дорожки материала и прикрепляют к первой дорожке материала вместе с расположенными между ними нагревательными контурами. Один слой материала перфорируют с образованием множества отверстий по всей его поверхности, выполняют разделительные надрезы или вместо этого осуществляют разделение на отдельные нагревательные элементы. Нагревательный элемент обеспечивает экономию материала и снижение затрат и может быть встроен в сиденья с приклеенной обшивкой. 3 с. и 4 з.п.ф-лы, 7 ил.

Формула
28.10.92 по п.1;
26.08.93 по пп.5 и 6.
Комментарии