Направляющая для выдвигания - RU2508037C2
Код документа: RU2508037C2
Чертежи




Описание
Данное изобретение относится к направляющей для выдвигания согласно ограничительной части независимого пункта 1 формулы изобретения.
Известны планочные профили для направляющих для выдвигания, содержащие дорожки качения для тел качения и имеющие гнутую или складчатую конструкцию. При этом компактность их геометрической формы обусловливает ограничения по жесткости, в частности, в боковом направлении. Повышения боковой жесткости такого профиля можно добиться изменением формы профиля, однако это приведет к увеличению пространства, необходимого для его размещения. Следовательно, материал планочного профиля должен иметь толщину, обеспечивающую достаточную боковую жесткость. Кроме того, в случае профилей повышенной длины необходимо добиваться уменьшения их провисания при эксплуатации.
Из BE 443576 известна направляющая для выдвигания, в которой предусмотрен рельс из гнутой металлической полосы. На петлевидной части гнутой металлической полосы имеется краевая часть, которая приварена к другой части рельса.
Кроме того, из EP 1277422 известен рельс направляющей для выдвигания, в котором краевые части гнутой металлической полосы наложены на среднюю часть и приварены к ней.
Задача данного изобретения состоит в создании направляющих для выдвигания, имеющую повышенную жесткость и экономичную в изготовлении. Указанная задача решена в направляющей для выдвигания с признаками пункта 1 формулы изобретения.
Согласно заявленному изобретению, по меньшей мере одна краевая часть металлической полосы закреплена на прилегающей части металлической полосы. Благодаря этому повышается собственная жесткость планочного профиля, поскольку краевая часть и прилегающая к ней часть уже не могут смещаться относительно друг друга. Это сказывается, в частности, при скручивающей нагрузке, воздействие которой привело бы к смещению незакрепленной краевой части, что предотвращают за счет неразъемного крепления краевой части. Это позволяет уменьшить деформацию планочного профиля и воспринимать более высокие нагрузки. Кроме того, такое решение позволит уменьшить толщину материала планочного профиля, что при сохранении той же жесткости обеспечивает экономию материалов и снижение массы конструкции.
Предпочтительно, по меньшей мере, на некоторых участках по меньшей мере одна краевая часть и по меньшей мере одна из прилегающих к ней частей неразъемно соединены друг с другом, и уже не могут быть отделены друг от друга. Благодаря этому в области соединения обеспечена возможность восприятия нагрузки и увеличена жесткость профиля.
Согласно предпочтительному варианту реализации заявленного изобретения по меньшей мере одна краевая часть на некоторых участках приклеена к прилегающей части. Такое склеивание прилегающих друг к другу частей можно экономично интегрировать в процесс изготовления. В альтернативном или дополнительном варианте можно приварить эти части друг к другу на некоторых участках, что также позволяет получить неразъемное соединение прилегающих друг к другу частей.
Еще в одном варианте реализации заявленного изобретения, по меньшей мере, на некоторых участках по меньшей мере одна краевая часть и прилегающая к ней часть жестко скреплены друг с другом посредством пластической деформации.
В соответствии с предпочтительным вариантом осуществления профиль в поперечном сечении имеет по меньшей мере одну крестообразную часть, содержащую два боковых ребра и два вертикальных ребра, при этом на одном из вертикальных ребер имеются прилегающие друг к другу неразъемно соединенные участки.
Предпочтительно, одна из краевых частей выполнена в виде неразъемно прикрепленного участка, что позволяет добиться значительного увеличения жесткости. Кроме того, для повышения жесткости на кручение можно неразъемно соединить друг с другом две краевые части одной металлической полосы.
Еще в одном варианте осуществления предлагается направляющая для выдвигания, в частности для мебели, содержащая по меньшей мере два подвижных друг относительно друга рельса, смонтированных вместе с использованием нескольких тел качения, причем один из указанных рельсов представляет собой заявленный планочный профиль. Предпочтительно использовать такой планочный профиль в качестве среднего рельса направляющей для выдвигания с тремя рельсами. Поскольку на средний рельс приходится часть боковых или скручивающих нагрузок, повышение жесткости среднего профиля является весьма целесообразным.
В заявленном способе изготовления планочного профиля сначала с рулона сматывают металлическую полосу, затем указанную полосу перемещают вдоль гибочной установки с несколькими гибочными устройствами, предпочтительно валками, с выполнением в средней части металлической полосы гнутого или складчатого в поперечном сечении профиля для образования дорожек качения для тел качения. После этого выполняют неразъемное соединение по меньшей мере одной краевой части металлической полосы с прилегающей частью металлической полосы и разрезают металлическую полосу на планочные профили. Это обеспечивает возможность экономичного изготовления планочного профиля в непрерывном производственном процессе, причем с возможностью использования существующего оборудования, дополненного склеивающей установкой, сварочной установкой и/или установкой для выполнения пластической деформации. При этом, поскольку увеличение продолжительности производственного цикла либо отсутствует, либо является незначительным, то превалируют преимущества, обеспечивающие повышение механической жесткости профиля.
Согласно одному из предпочтительных вариантов осуществления заявленного способа, клеящее вещество для закрепления краевой части металлической полосы наносят полосами, при этом соответствующие устройства для нанесения клеящего вещества могут быть смонтированы на гибочной установке. Возможно также нанесение клеящего вещества в виде отдельных расположенных с интервалом полосок или точек, чтобы исключить присутствие остатков слоя клеящего вещества в непосредственной близости с обрезной кромкой профиля. Кроме того, неразъемное соединение, осуществляемое только на некоторых участках, является вполне достаточным. Закрепить краевую часть можно не только приклеиванием, но и сваркой или пластической деформацией.
Еще в одном варианте осуществления заявленного изобретения склеенную металлическую полосу и/или планочной профиль после склеивания дополнительно сваривают. При этом на этапе сварки профиля предпочтительно зафиксировать склеенные части до завершения затвердевания клеящего вещества. Это связано с тем, что вследствие относительно небольшой продолжительности производственного цикла изготовления профиля возможно, что за время перемещения металлической полосы клеящее вещество не успеет затвердеть, и за это короткое время не будет обеспечена достаточная удерживающая сила. Для таких случаев целесообразно зафиксировать склеенные части профиля посредством сварки, предпочтительно с выполнением шва в виде точек или отдельных полосок. Во избежание искривления профиля вследствие выполнения сварки на одной стороне, можно предусмотреть выполнение компенсирующих действий, например, сварки или других операций, на противоположной стороне профиля. Таким образом, создается возможность дополнительно увеличить время на отверждение клеящего вещества, поскольку последующее деформирование профиля может произойти только под нагрузкой в смонтированном состоянии, например, в составе направляющей для выдвигания.
Далее приводится более подробное описание изобретения со ссылками на несколько примерных вариантов осуществления, а также на прилагаемые чертежи, где:
фиг.1A и 1B - два вида на планочной профиль в процессе изготовления;
фиг.2A и 2B - два вида на профиль с фиг.1 при склеивании;
фиг.3 - аксонометрический вид профиля с фиг.2A по завершении изготовления;
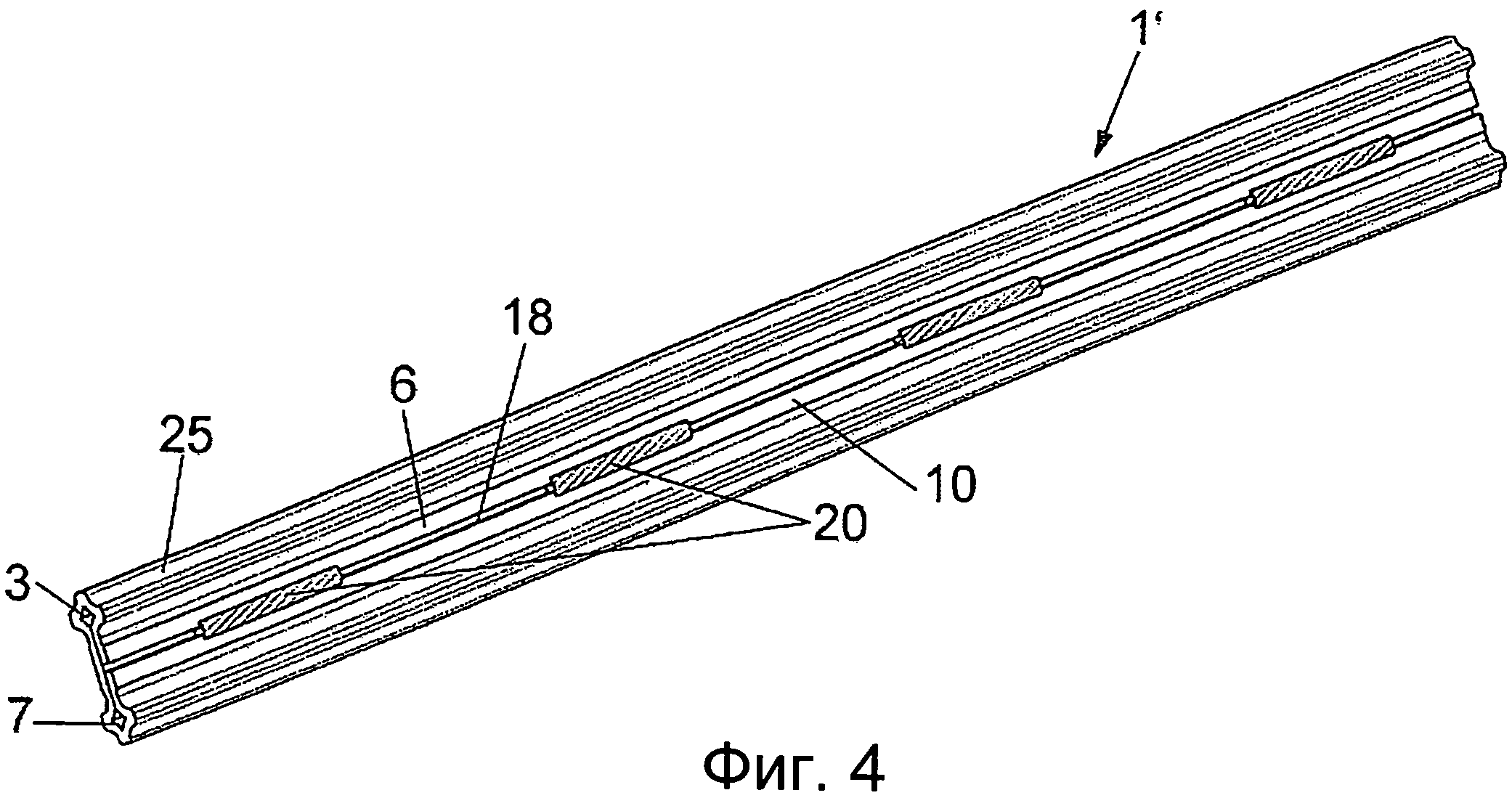
фиг.4 - аксонометрический вид модифицированного профиля с фиг.2A, 2B по завершении изготовления;
фиг.5 - аксонометрический вид модифицированного профиля во время изготовления;
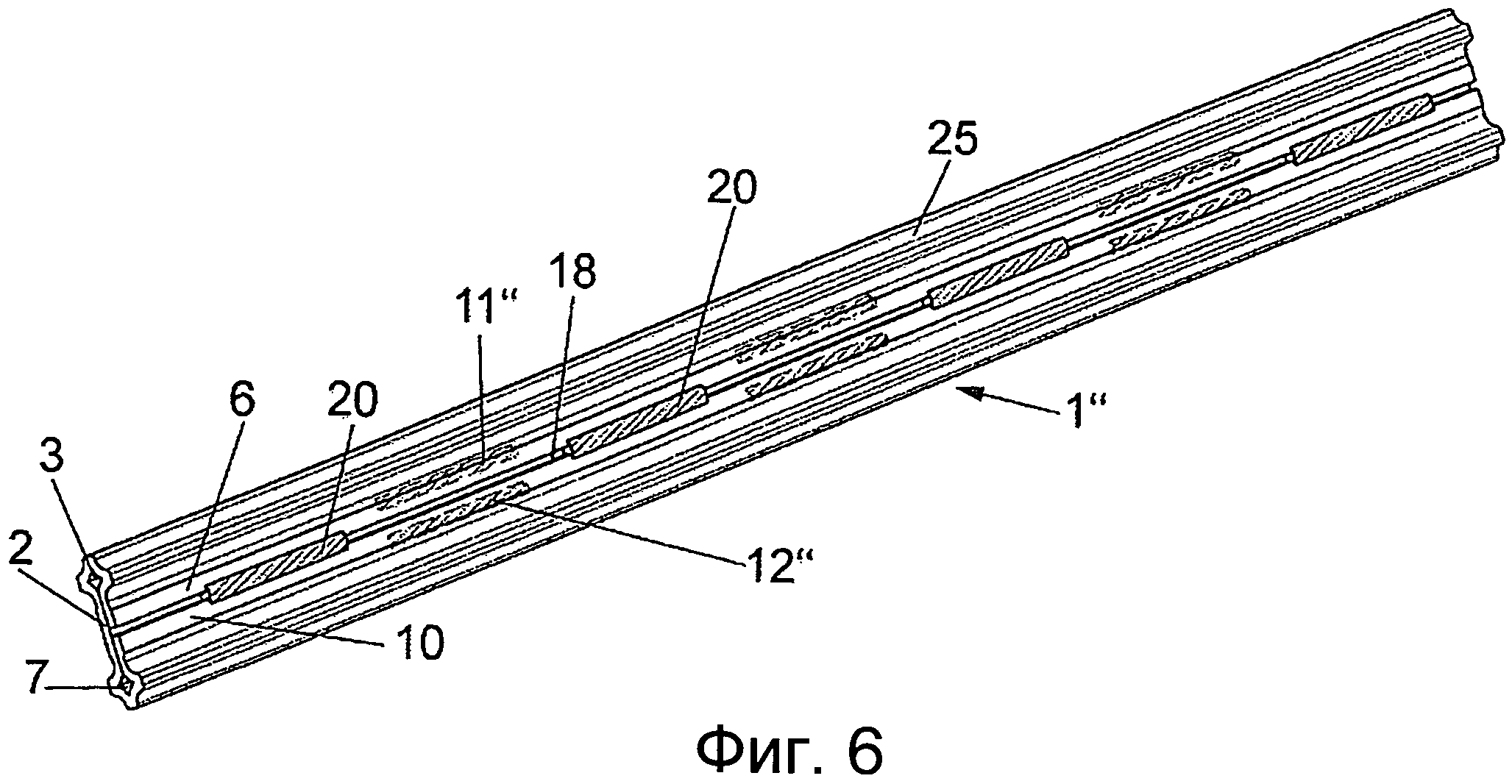
фиг.6 - вид модифицированного профиля с фиг.5 по завершении изготовления;
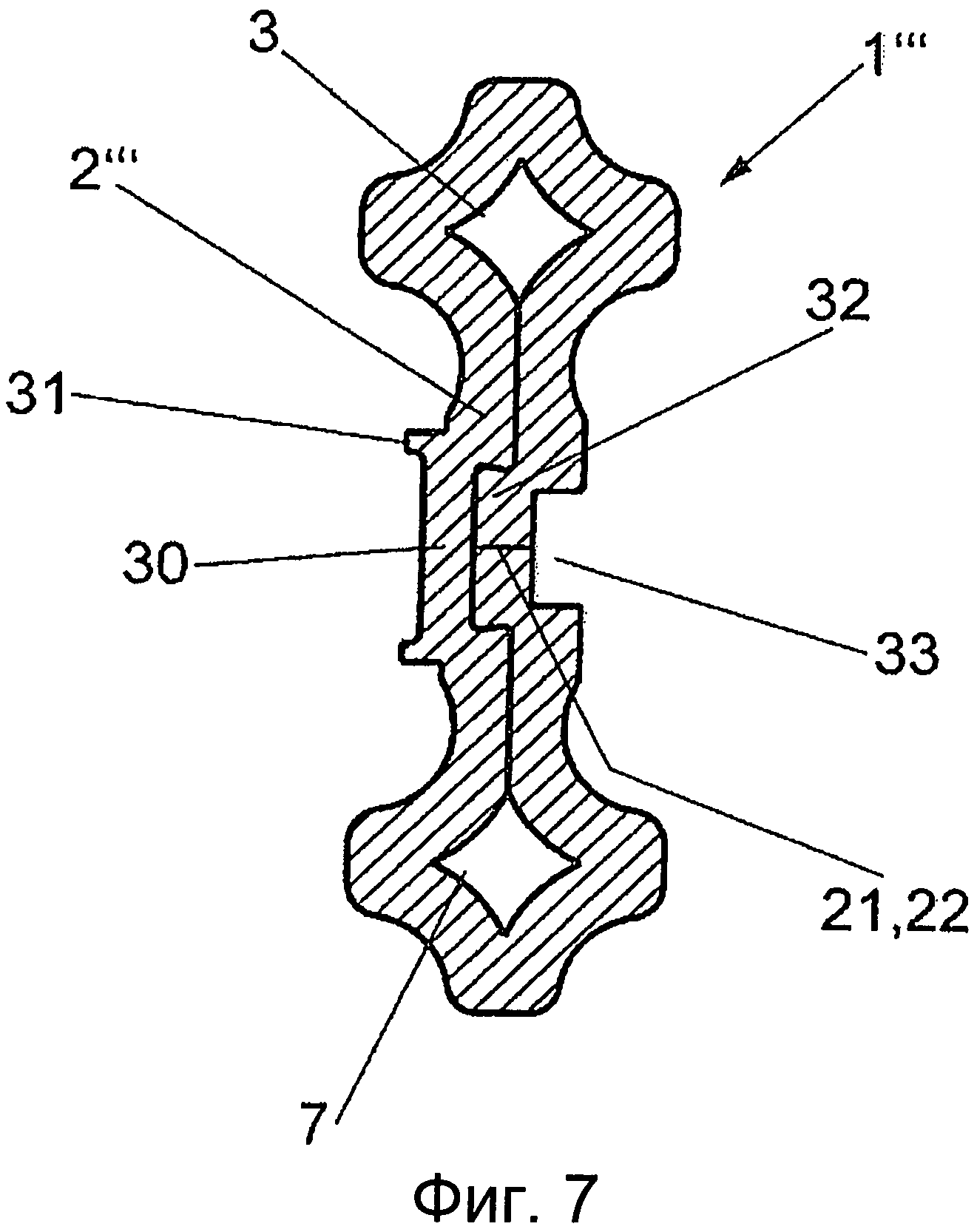
фиг.7 - вид модифицированного профиля по завершении изготовления;
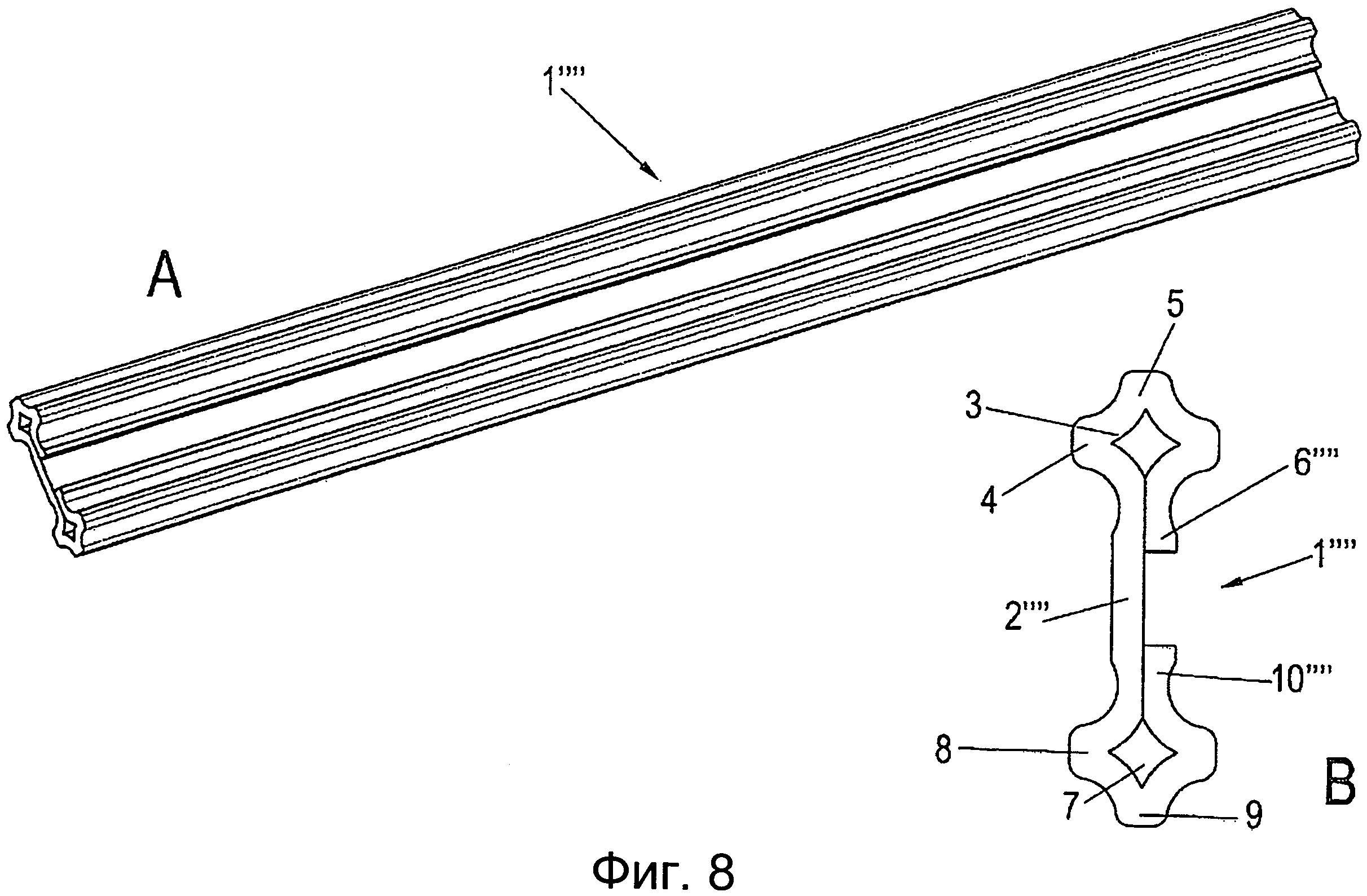
фиг.8A-8D - виды нескольких дополнительных вариантов планочного профиля.
На фиг.1A и 1B изображен планочной профиль 1, изготовленный из листового металла, например, посредством нескольких этапов гибки металлической полосы до достижения изображенной формы. Профиль 1 содержит плоскую среднюю часть 2, на каждом из противоположных концов которой соответственно выполнены крестообразная оконечная часть 3 и крестообразная оконечная часть 7.
Оконечная часть 3 содержит выполненною как единое целое со средней частью 2 боковое ребро 4 и примыкающее к нему вертикальное ребро 5, к которому примыкает выступающая отогнутая краевая часть 6. Краевая часть 6 образована боковой кромкой металлической полосы.
С противоположной стороны средней части 2 аналогичным образом выполнена крестообразная оконечная часть 7, содержащая боковое ребро 8, вертикальное ребро 9, а также краевую часть 10, отходящую от средней части 2.
На средней части 2 имеется поверхность 13 прилегания, на которую параллельно продольной оси профиля 1 нанесены две полосы 11 и 12 клеящего вещества. Полоса 11 клеящего вещества предназначена для приклеивания краевой части 6, которая будет изогнута таким образом, что ее внутренняя поверхность 16 будет прилегать к поверхности 13 средней части 2. Аналогичным образом к поверхности 13 средней части 2 будет прилегать внутренняя поверхность 17 нижней краевой части 10.
Как показано на фиг.2A и 2B, посредством дополнительной гибки краевой части 6 крестообразной торцевой части 3 образовано симметричное боковому ребру 4 боковое ребро 14, причем краевая часть 6 и средняя часть 2 прилегают друг к другу и склеены друг с другом. Снизу посредством деформации краевой части 10 образовано симметричное боковому ребру 8 боковое ребро 15. Краевая часть 10 в области торца деформирована и приклеена к средней части 2 таким образом, что внутренняя поверхность 17 посредством полосы 12 клеящего вещества неразъемно соединена со средней частью 2. Между торцами 21 и 22 краевых частей 6 и 10 образован зазор 18. Изображенный зазор 18 расположен примерно посередине между крестообразными оконечными частями 3 и 7, однако он также может располагаться не посередине, а ближе к одной из оконечных частей 3 или 7.
На обеих крестообразных частях 3 и 7 между ребрами 2, 4, 5, 14 и 6 и, соответственно, 2, 8, 9, 15 и 10 выполнены выгнутые дорожки 25 качения, по которым могут катиться тела качения, в частности, шарики. На каждой крестообразной части 3 и 7 имеется по четыре дорожки 25 качения, при этом возможен вариант, в котором роликовые элементы находятся только на двух или трех дорожках 25 качения.
На фиг.3 изображен готовый планочной профиль 1. Краевые части 6 и 10 соединены друг с другом посредством сварного шва 19. Сварной шов 19 перекрывает зазор 18 между краевыми частями 6 и 10, причем в продольном направлении такое перекрытие сварным швом 19 может быть непрерывным и доходить до концов профиля 1.
На фиг.4 представлен модифицированный вариант планочного профиля 1', в котором для соединения друг с другом краевых частей 6 и 10 профиля 1' вместо одного сплошного сварного шва 19 выполнено несколько отдельных участков 20 сварного шва в виде полос. В представленном здесь примере исполнения предусмотрено четыре участка 20 сварного шва, при этом, разумеется, возможно предусмотреть выполнение большего или меньшего количества отдельных участков 20 сварного шва. Кроме того, возможно также выполнить соединение краевых частей 6 и 10 посредством точечных сварных швов.
На фиг.5 представлен еще один вариант реализации планочного профиля 1'', в котором, вместо швов 11 и 12, для прикрепления краевых частей 6 и 10 к среднему ребру 2 на опорной поверхности 13 предусмотрено только нанесение более коротких отдельных участков с клеящим веществом 11'', и 12''. В изображенном примере осуществления на каждую сторону предусмотрено по четыре участка 11'' и 12'' с клеящим веществом, при этом, разумеется, возможно нанесение большего или меньшего количества участков 11'' и 12'' с клеящим веществом.
На фиг.6 изображен готовый профиль 1'' с фиг.5, в котором краевые части 6 и 10 уже приклеены к средней части 2. На некоторых участках краевые части 6 и 10 дополнительно соединены друг с другом посредством отдельных участков 20 сварного шва. При этом отдельные участки 20 сварного шва и участки 11'' и 12'' с клеящим веществом расположены в чередующемся порядке. Преимущество данной конструкции заключается в том, что для ее осуществлении требуется относительно меньший расход как клеящего вещества, так и сварочной присадки. Кроме того, поскольку на сварку затрачивается меньшее количество тепла, уменьшается воздействие сварки на материал и, таким образом, снижается или полностью устраняется возможность искривления профиля 1".
На фиг.7 представлен модифицированный вариант исполнения профиля 1''', в котором краевые части полосы листового металла неподвижно закреплены на средней части 2''' посредством пластической деформации. При этом на средней части 2''' посредством пластической деформации выполнено круговое углубление 30, в которое вставлены деформированные концевые участки 32, образующие, в свою очередь, круговое углубление 33. Торцы 21 и 22 прилегают друг к другу внутри углубления 30. При этом между торцами 21 и 22 возможно наличие зазора вследствие заданного допуска изготовления. В результате пластической деформации при помощи пуансона на противоположной краевым частям стороне углубления 30 образованы выступы 31 в виде ребер. Во время пластической деформации посредством пуансона осуществляют вдавливание соединяемых участков в матрицу. При этом в процессе формообразования в матрице получают форму, сходную с кнопкой, так что деформированные участки соединены друг с другом с геометрическим и силовым замыканием.
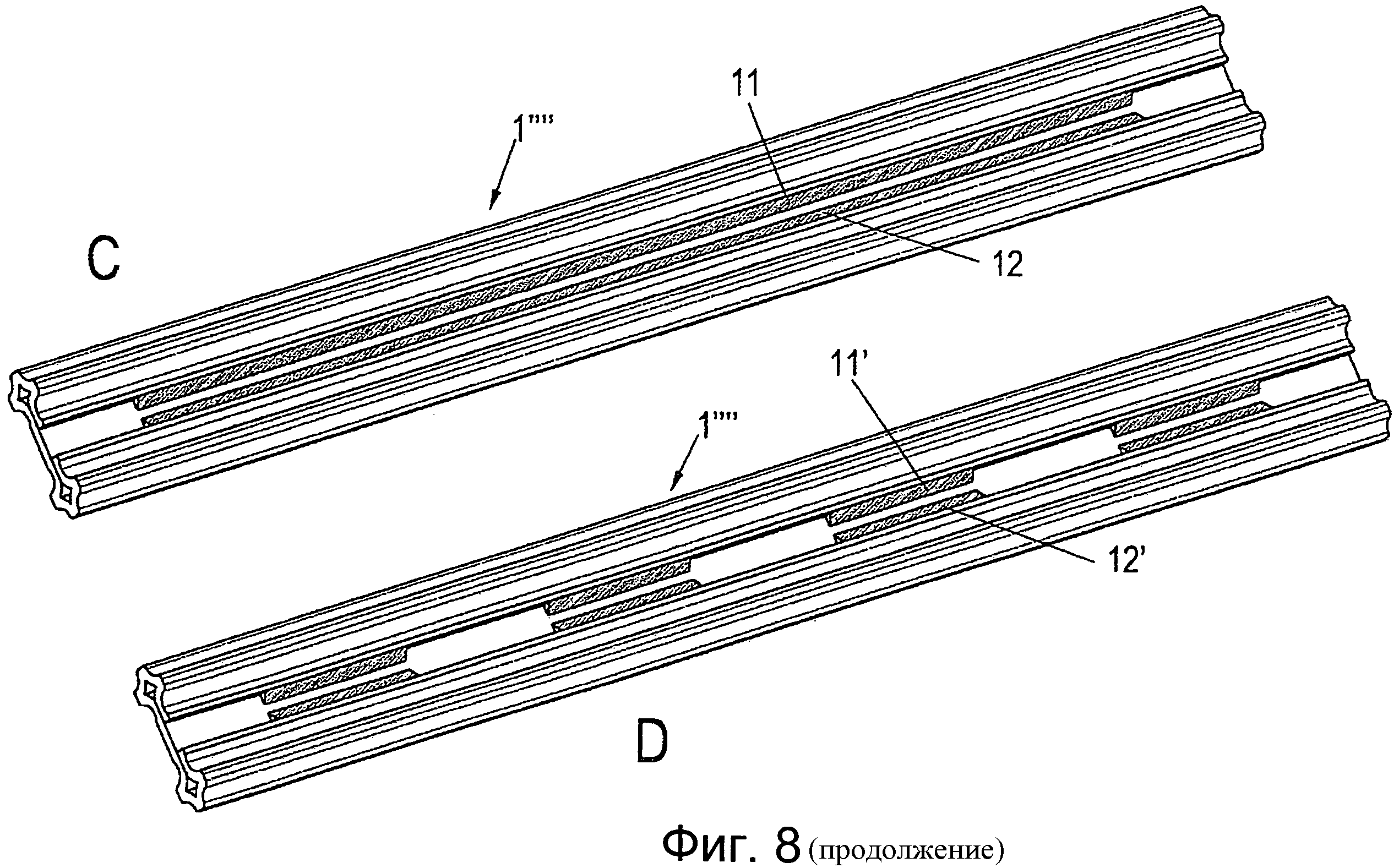
На фиг.8A и 8C изображен изготовленный из металлической полосы планочной профиль 1'''', содержащий плоскую среднюю часть 2'''', с противоположных концов которой находятся крестообразная оконечная часть 3 и, соответственно, крестообразная оконечная часть 7. Данный вариант аналогичен примерному варианту осуществления с фиг.1, поэтому на указанных чертежах использованы аналогичные номера позиций.
Оконечная часть 3 содержит выступающую изогнутую краевую часть 6'''', выполненную более короткой, чем в примерном варианте осуществления с фиг.1. С противоположной стороны средней части 2'''' аналогичным образом выполнена крестообразная оконечная часть 7, содержащая выступающую краевую часть 10''''. Между торцами краевых частей 6'''' и 10'''' имеется зазор, выполненный таким образом, что на определенном участке длины средняя часть 2'''' является однослойной. Неразъемное соединение краевых частей 6'''' и 10'''' со средней частью 2'''' осуществлено либо посредством непрерывных швов (фиг.8C) в виде полос 11 и 12 клеящего вещества, либо посредством нескольких отдельных участков 11' и 12' клеевого шва (фиг.8D), причем данное соединение осуществимо также при помощи выполненных соответствующим образом сварных швов.
Геометрия планочного профиля 1, 1', 1'', 1''' и 1'''' может быть изменена непосредственно в области крестообразных частей 3 и 7. При этом вместо четырех дорожек 25 качения возможно выполнить две или три дорожки, так что ребра 4, 5 и 14, а также 8, 9 и 15 будут иметь другую форму.
Предлагаемый способ изготовления планочного профиля 1, 1', 1'', 1''' и 1'''' предусматривает, что сначала с рулона сматывают металлическую полосу, затем указанную полосу перемещают вдоль гибочной установки с несколькими гибочными устройствами, предпочтительно валками, с выполнением в средней части металлической полосы гнутого или складчатого в поперечном сечении профиля для образования дорожек качения для роликовых элементов. После этого выполняют неразъемное соединение по меньшей мере одной краевой части металлической полосы с прилегающей частью металлической полосы и разрезают металлическую полосу на планочные профили 1, 1', 1'', 1''' и 1''''.
Неразъемное соединение краевой части 6, 10 с прилегающей частью 2 осуществляют посредством склеивания, сварки, пластической деформации или сочетания этих способов. В зависимости от механических требований могут быть изменены ширина краевых частей 6 и 10, а также расположение крепежных точек или полос.
Если требуется склеить два участка металлической полосы, то клеящее вещество наносят внутрь еще не закрытого контура металлической полосы. При этом, хотя возможно нанесение клеящего вещества на металлическую полосу до выполнения гибки, предпочтительным является нанесение клеящего вещества на контур, уже предварительно сформированный в пределах гибочной установки. Например, возможно выполнить нанесение клеящего вещества после изготовления контура профиля 1 с фиг.1A и 1B, после чего на прилегающую поверхность 13 средней части 2 предпочтительно нанести полосы 11 и 12 клеящего вещества.
После нанесения клеящего вещества сплошной полосой, полосками или точками продолжают гибку металлической полосы до склеивания друг с другом по меньшей мере двух плоских участков, причем в данном случае краевые части 6 и 10 сгибают таким образом, что они приклеиваются к средней части 2 в области рядом с торцами 21 и 22.
В гибочной установке сначала прижимают краевые части 6 и 10 к средней части 2 еще до завершения затвердевания клеящего вещества. При этом предпочтительно зафиксировать приклеенные краевые части 6 и 10 уже в процессе изготовления, поскольку на затвердевание требуется определенное время, зависящее от свойств применяемого клеящего вещества. Для этого после гибки краевых частей 6 и 10 с получением контура с фиг.2A и 2B выполняют их сварку, согласно варианту с фиг.3 или 4.
Выполнение сварных швов 19 и 20 обеспечивает дополнительное скрепление краевых частей 6 и 10 друг с другом, причем сварные швы 19 и 20 перекрывают зазор 18 между кромками 6 и 10, при этом между крестообразными участками 3 и 7 образуется двустенная средняя часть.
Кроме того, глубина сварных швов 19 и 20 может быть такова, что сварные швы 19 и 20 будут входить в контакт со средней стенкой 2, обеспечивая, таким образом, приваривание краевых частей 6 и 10 к средней части 2 в области их торцов 21 и 22.
Сочетание приклеивания краевых частей 6 и 10 с последующим их привариванием позволяет добиться повышенной жесткости профиля 1.
Альтернативный вариант осуществления предусматривает, что для получения более жесткого профиля 1''' после приклеивания краевых частей 6 и 10 возможно дополнительно закрепить указанные краевые части посредством пластической деформации.
После того, как краевые части 6 и 10 зафиксированы посредством сварки, можно отрезать планочной профиль 1, 1' или 1'' требуемой длины.
Предлагаемый профиль применим, в частности, в направляющих для выдвигания, используемых в мебели с выдвижными ящиками. При этом описанный в примерах вариантов осуществления профиль 1, 1', 1'', 1''', 1'''' может быть использован в качестве среднего рельса, на котором на роликовых элементах установлены внутренний рельс и наружный рельс. Благодаря повышенной жесткости планочного профиля 1, 1', 1'', 1''', 1'''' направляющая для выдвигания способна воспринимать значительные нагрузки, в частности, боковые нагрузки и скручивающие нагрузки.
Перечень номеров позиций
1 планочный профиль
1' планочный профиль
1'' планочный профиль
1''' планочный профиль
1'''' планочный профиль
2 средняя часть
3 крестообразная часть
4 боковое ребро
5 вертикальное ребро
6 отогнутая краевая часть
7 крестообразная часть
8 боковое ребро
9 вертикальное ребро
10 выступающая краевая часть
11 полоса клеящего вещества
11' участки с клеящим веществом
11'' участки с клеящим веществом
12 полоса клеящего вещества
12' участки с клеящим веществом
12'' участки с клеящим веществом
13 поверхность прилегания
14 боковое ребро
15 боковое ребро
16 внутренняя поверхность
17 внутренняя поверхность
18 зазор
19 сварной шов
20 участки сварного шва
21 торец
22 торец
25 дорожки качения
30 углубление
31 выступ в виде ребра
32 концевые участки
33 круговое углубление
Реферат
Изобретение относится к направляющей для выдвигания подвижной части мебели и направлено на повышение жесткости направляющей и экономичность ее изготовления. Направляющая для выдвигания, в частности для мебели, содержит по меньшей мере два перемещаемых друг относительно друга рельса, установленных друг на друге с применением нескольких тел качения, и планочный профиль, изготовленный из гнутой металлической полосы, содержащей среднюю часть, расположенную между двумя боковыми краевыми частями. На металлической полосе имеются изогнутые части, образующие по меньшей мере одну дорожку качения для тел качения. По меньшей мере одна краевая часть металлической полосы закреплена на прилегающей к ней части металлической полосы. В поперечном сечении профиля имеется по меньшей мере одна крестообразная часть, содержащая два боковых ребра и два вертикальных ребра. На вертикальном ребре имеются прилегающие друг к другу неразъемно соединенные участки. По меньшей мере одна краевая часть и прилегающая к ней часть по меньшей мере на некоторых участках неразъемно соединены друг с другом. 8 з.п. ф-лы, 13 ил.
Комментарии