Литьевая машина для литья под давлением зубных щеток - RU2143975C1
Код документа: RU2143975C1
Чертежи



Описание
Настоящее изобретение относится к литьевой машине для литья под давлением зубных щеток из двух или более различных компонентов литьевой массы с заформованными пучками волокон или щетинок.
Обычные зубные щетки имеют корпус щетки, который изготавливают литьем под давлением на одной стадии формования из соответствующего формовочного материала. Существует большая потребность в зубных щетках с корпусом щетки, изготовленным из различных материалов. Например, корпус щетки может иметь конкретные зоны для улучшения захвата или ощущения либо для декоративных элементов, включенных в него. Эти элементы формуют из материала, который отличается по своей природе, цвету, твердости или другим свойствам от формовочного материала, из которого формуют основную часть корпуса щетки. Для того, чтобы изготовить такие корпуса щеток литьем под давлением, формование необходимо осуществлять по меньшей мере с двумя различными компонентами литьевой массы по меньшей мере на двух стадиях литьевого формования, причем каждая из этих стадий литьевого формования связана с различным одним компонентом литьевой массы.
Наиболее близким техническим решением по совокупности существенных признаков и достигаемому результату является литьевая машина для литья под давлением зубных щеток из двух различных компонентов литьевой массы, раскрытая в патенте EP-О 504571 A1. Машина содержит две позиции литьевого формования, каждая из которых связана с различным одним из двух компонентов. Первая позиция литьевого формования имеет полость формы, соответствующую конфигурации основы корпусов зубных щеток, включая ручку и переднюю часть. Вторая позиция литьевого формования имеет полость формы, соответствующую по ее конфигурации требованиям второго компонента литьевой массы. Каждая полость формы образована неподвижной частью формы и подвижной частью формы. Неподвижная часть формы имеет выемку, в которую пригоняется вставная деталь формы для завершения неподвижной части формы. Вставка формы установлена на подвижном держателе и имеет удлинитель, который, когда форма закрыта, выступает в полость формы, образованную между ними. Держатель применяют при передаче заготовки, формованной на первой позиции литьевого формования, в полость формы на второй позиции литьевого формования, при этом заготовка удерживается на держателе удлинителем вставки формы, проникающим в заготовку. Только полость формы на первой позиции литьевого формования должна быть снабжена рядом шпилек, проходящих в переднюю часть полости формы для получения формованной заготовки с сеткой отверстий для заделывания щетинок щеток после завершения стадий формования. Для полного изготовления зубных щеток готовые корпуса щеток передают затем в обычную машину, в которой пучки щетинок заталкиваются в отверстия в передней части корпуса щетки и закрепляются в них при помощи кусочка металла, обычно называемого опорой. Машина для заполнения щеток может содержать дополнительные стадии обработки, например позиции обрезки щетинок, округления и полирования.
В основу изобретения положена задача создать более экономичную литьевую машину для литья под давлением корпусов зубных щеток по меньшей мере из двух компонентов литьевой массы, в которой не требуется отдельная машина для заполнения щеток.
Поставленная задача решается тем, что литьевая машина для литья под давлением зубных щеток по меньшей мере из двух различных компонентов литьевой массы, содержащая по меньшей мере две позиции литьевого формования, связанные с одним из компонентов, первую позицию литьевого формования с полостью формы, соответствующей по конфигурации основной части корпусов зубных щеток, включая ручку и переднюю часть, и вторую позицию литьевого формования с полостью формы, соответствующей по конфигурации требованиям второго компонента литьевой массы, и каждая из полостей формы образована относительно подвижными частями формы, причем одна из частей разделена для установки основной части и подвижной вставки формы, которая в соединении с основной частью завершает одну часть формы, согласно изобретению дополнительно содержит позицию подачи пучков щетинок, подвижная вставка формы имеет множество отверстий для ввода пучков, расположенных по схеме, соответствующей схеме расположения пучков щетинок в изготавливаемых зубных щетках, и установлена с возможностью перемещения между первым положением на позиции подачи пучков щетинок для приема пучка щетинок в каждое отверстие для ввода пучков так, чтобы конец пучков выступал в часть полости, образованную подвижной вставкой формы, и вторым положением, связанным с основной частью одной полуформы на первой позиции литьевого формования, и третьим положением, связанным с основной частью одной полуформы на второй позиции литьевого формования, причем каждый из концов пучка щетинок заделан в литьевой массе первого компонента после ее впрыска в полость на первой позиции литьевого формования.
Такое конструктивное выполнение литьевой машины обеспечивает заделывание щетинок щеток в переднюю часть корпуса щетки уже во время первой стадии литьевого формования.
В предпочтительном варианте выполнения позиция подачи пучков щетинок содержит нагревательное устройство для оплавления концов пучков щетинок, выступающих в полость, образованную подвижной оформляющей вставкой формы, и формования шариков из расплавленного материала щетинок. Затем эти шарики расплавленного материала щетинок заделывают в первом компоненте литьевой массы, заполняя переднюю часть щетки в полости формы. Таким образом, каждый пучок щетинок надежно закрепляется в передней части готовой зубной щетки.
Когда заготовки, формованные на первой позиции литьевого формования, передаются на вторую и каждую дополнительную позицию литьевого формования, они удерживаются предпочтительно на подвижной вставке формы за счет зацепления заделанных пучков щетинок в отверстиях для ввода пучков. В отличие от многоэлементной литьевой машины, раскрытой в патенте EP-0504 571A1, можно обойтись без отдельных удлинителей на вставке формы, выступающих в полость формы. Дополнительное преимущество достигается благодаря тому, что пучки щетинок удерживаются в отверстиях подвижной вставки формы для ввода пучков до тех пор, пока не будет завершена последняя стадия литьевого формования. Выталкиванию готовых зубных щеток из полости формы на последней стадии литьевого формования может способствовать ввод плунжерных элементов в каждое отверстие для ввода пучков со стороны, противоположной полости формы.
Настоящее изобретение предлагает несколько вариантов выполнения с конкретными конфигурациями множества полостей формы на позициях литьевого формования, включая конкретное расположение позиции подачи пучков. При выборе различных вариантов исполнения, которые будут описаны, основными факторами являются простота и эффективность в изготовлении.
Дополнительные признаки и преимущества
настоящего изобретения станут понятными из последующего описания конкретных
выполнений со ссылкой на чертежи, на которых:
фиг. 1 - схематический вид в плане первого варианта выполнения
литьевой машины;
фиг.2 - вид в разрезе в плоскости II-II фиг.1;
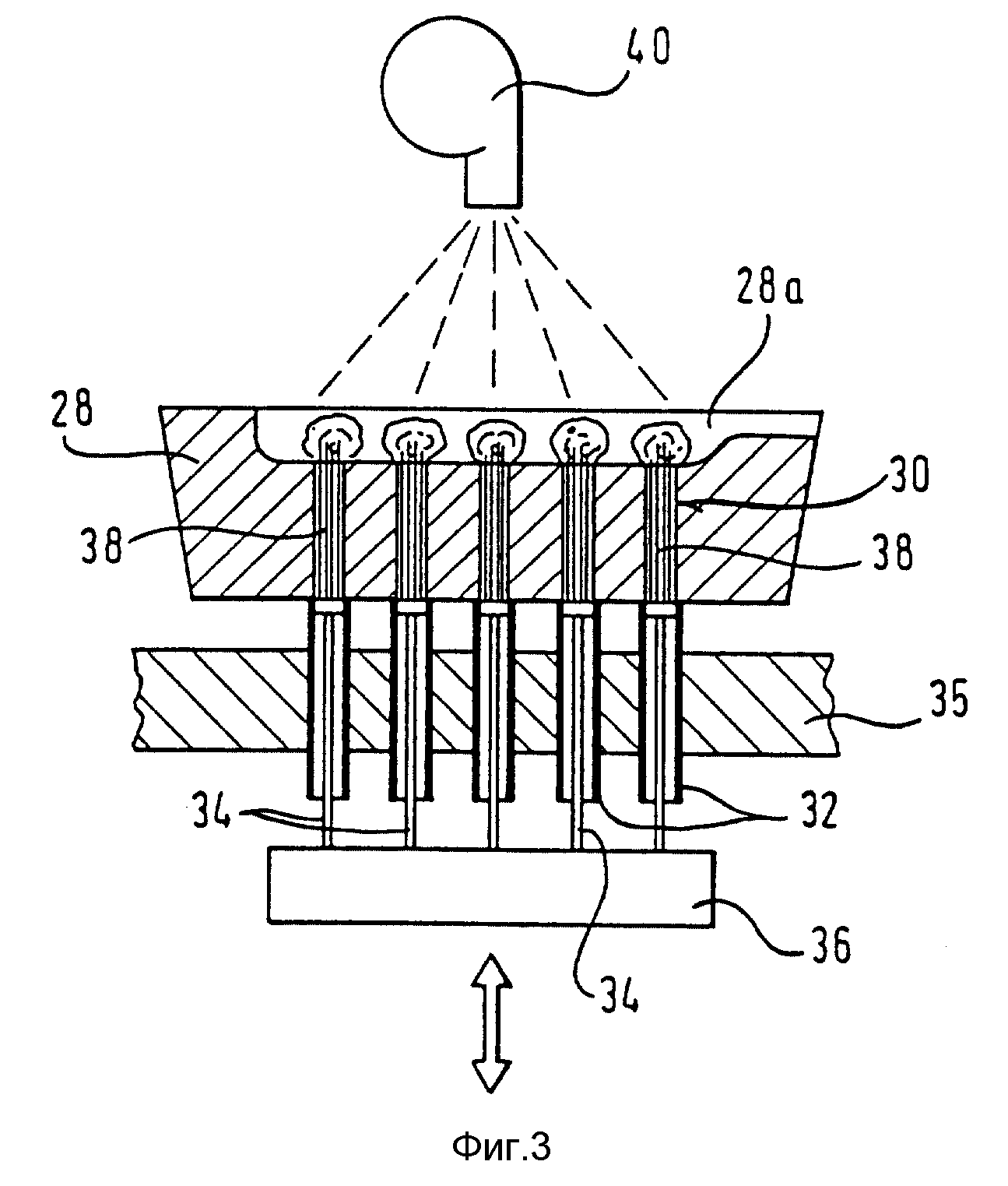
фиг. 3 - вид в увеличенном масштабе подвижной вставки формы на позиции подачи пучков щетинок;
фиг.4, 5 и 6
- схематический вид в плане дополнительных вариантов выполнения настоящего
изобретения.
Первый вариант выполнения литьевой машины, показанной на фиг.1, содержит позицию 10 подачи пучков, первую позицию 12 литьевого формования и вторую позицию 14 литьевого формования. Каждая из позиций 10, 12 и 14 фактически состоит из пары смежных и симметрично расположенных секций позиций; таким образом, позиция 10 подачи пучков содержит секции 10a и 10b для подачи пучков щетинок, первая позиция литьевого формования 12 содержит секции 12a и 12b, а позиция литьевого формования 14 содержит секции 14a и 14b. Позиции 10, 12 и 14 расположены обычно по кругу и симметрично относительно центра C делительно-поворотного стола 16. Делительно-поворотный стол 16 установлен на раме 18 машины, которая несет множество неподвижных блоков 20 формы на первой позиции литьевого формования 12 и 22 и на второй позиции литьевого формования 14. Каждый блок формы 20, 22 имеет четыре параллельных полости формы 20a и 22a соответственно, образованные в ней в близко расположенной и параллельной связи, причем каждая из этих полостей формы 20a и 22a состоит из наружной части ручки корпуса щетки и внутренней передней части корпуса щетки, соединенных частью шейки. В представлении фиг.1 не показаны подвижные части формы, взаимодействующие с неподвижными блоками 20 и 22 формы. Таким образом, можно легко увидеть конфигурацию полостей 20a и 22a формы. Как легко можно увидеть, полости 20a и 22a формы имеют конфигурацию зубных щеток.
Один из неподвижных блоков 20 формы показан на фиг.2. Снова хорошо видна полость 20a формы в виде конфигурации зубной щетки. Неподвижный блок 20 формы имеет выемку 26, соответствующую формуемой передней части корпуса щетки. Подвижная вставка 28 формы вставляется в выемку, и она имеет часть 28a полости, соответствующую передней части корпуса щетки и завершающую остальную часть полости 20a в неподвижном блоке 20 формы. Хотя это не показано на чертежах, каждый неподвижный блок 22 формы имеет подобную выемку для приема подвижной вставки 28 формы. Подвижная вставка 28 формы снабжена множеством отверстий 30 для ввода пучков щетинок, расположенных по схеме, соответствующей схеме расположения пучков щетинок в изготавливаемых зубных щетках. Как можно увидеть на фиг.2, отверстия 30 для ввода пучков щетинок проходят через толщину вставки 28 формы и открываются в часть 28a полости.
На позиции подачи пучков щетинок 10, показанной на фиг.3, вставка 28 формы отделена от каждого неподвижного блока формы 20, 22, и она имеет ее отверстия 30 для ввода пучков, расположенные на группе трубок 32 для подачи пучков. Трубки 32 для подачи пучков расположены по схеме, соответствующей схеме расположения отверстий 30 для ввода пучков, и удерживаются в направляющей плите 35. На фиг.3 также видно, что плунжерный элемент 34 проходит в каждую трубу 32 для подачи пучков, и его передний конец входит частично в соответствующее отверстие 30 для ввода пучка. Плунжерные элементы 34 прикреплены к блоку 36 толкателя с возвратно-поступательным перемещением. В положении, показанном на фиг. 3, пучки щетинок 38 полностью введены в отверстия 30 для ввода пучков, таким образом, их передние концы выступают в часть 28a полости. Затем выступающие концы щетинок подвергают нагреву устройством для сушки струей горячего воздуха 40 или нагревательной плитой (не показана) для оплавления материала щетинок и образования отдельных шариков из расплавленного материала щетинок на конце каждого пучка 38, выступающем в часть 28a полости.
Во время работы литьевой машины и в качестве первой стадии изготовления щетки пучки щетинок 38 загружают в пару подвижных вставок 28 формы на позиции 10 подачи пучков щетинок. Помимо стадии загрузки и оплавления, показанной на фиг.3, пучки щетинок профилируют и/или обрезают по существу. Теперь делительно-поворотный стол 16 поворачивается на 120o, таким образом, вставки 28 формы, загруженные пучками щетинок 38, передаются на первую позицию литьевого формования 12. Одновременно пара вставок 28 формы перемещается с первой позиции 12 литьевого формования на вторую позицию 14 литьевого формования, а пара вставок 28 перемещается на позицию 10 подачи после выталкивания готовых зубных щеток. На первой позиции 12 литьевого формования вставки 28 формы принимаются выемками 26 в блоках 20 формы, и полости 20a формы закрываются путем опускания соответствующих подвижных вставок формы (не показаны) до тех пор, пока они не упрутся в неподвижные блоки 20 формы. Теперь в полости 20a формы впрыскивают первый компонент литьевой массы. Впрыснутый материал течет вокруг шариков расплавленного материала щетинок, выступающих в часть 28a полости формы. Давлению внутри полости 20a, действующему на пучки щетинок 38 из-за создания осевого усилия, стремящегося вытолкнуть пучки щетинок наружу из полости формы, противодействуют плунжерные элементы, подобные плунжерным элементам 34, показанным на фиг.3, в которые упираются наружные концы пучков 38.
После завершения первой стадии литьевого формования подвижные вставки формы 28 поднимаются с блоков 20 формы с пучками 38 щетинок, остающимися зацепленными в отверстиях 30 для ввода пучков, таким образом, заготовки, формованные на первой позиции 12 литьевого формования, удерживаются на подвижных вставках 28 формы во время передачи на вторую позицию 14 литьевого формования.
На второй позиции 14 литьевого формования вставки 28 с заготовками, формованными на первой позиции 12 литьевого формования, принимаются выемками 26, и части 22a полости неподвижных блоков 22 формы и полости 22a формы закрываются посредством опускания соответствующих подвижных частей формы (не показаны) до тех пор, пока они не упрутся в неподвижные блоки 22 формы. Теперь в полости 22a впрыскивают второй компонент литьевой массы. Одновременно изготавливают новую заготовку на первой позиции 12 литьевого формования. После завершения второй стадии литьевого формования открывают формы на второй позиции 14 литьевого формования, подвижные вставки 28 формы с готовыми зубными щетками, удерживаемыми на них, поднимают с неподвижных блоков 22 формы и передают на позицию сбора, расположенную между второй позицией 14 литьевого формования и позицией 10 подачи пучков щетинок, а готовые зубные щетки выталкиваются с подвижных вставок 28 формы посредством плунжерных элементов, подобных плунжерным элементам 34 на фиг.3, которые перемещаются в отверстия 30 для выталкивания пучков щетинок 38 из этих отверстий. Этот конкретный способ, в котором готовые зубные щетки выталкиваются, имеет преимущество в том, что, поскольку выталкивающие плунжерные элементы зацепляют только свободные концы пучков, на корпусе готовых зубных щеток не остаются метки от выталкивающего толкателя.
В конструкции, показанной на фиг.4, неподвижные блоки 20 и 22 формы на первой и второй позициях литьевого формования 12, 14 ориентированы радиально относительно центра C поворотного стола 16. Полости 20a и 22a формы ориентированы так, что передние части размещаются в общей подвижной вставке 28 формы. Таким образом, для обоих блоков формы на каждой позиции литьевого формования применяют одну вставку 28 формы. В этом варианте исполнения работа литьевой машины аналогична той, которая описана в связи с исполнением, показанным на фиг.1.
В конструкции, показанной на фиг.5, каждая литьевая позиция 12, 14 содержит один неподвижный блок 20, 22 формы с увеличенным количеством полостей 20a, 22a формы в близко разнесенной параллельной связи. Блоки 20, 22 формы расположены на диаметрально противоположных сторонах относительно центра первого индексирующего элемента 16a. Индексирующий элемент 16a применяют для передачи заготовок, формованных на первой позиции 12 литьевого формования, в полости 22a только второго блока 22 формы. Второй поворотный индексирующий элемент 16b применяют для передачи подвижной вставки 28 формы с позиции 10 подачи пучков щетинок на первую позицию 12 литьевого формования. В этом варианте исполнения подвижная вставка 20 формы пригоняется в выемку блока 20 формы только на первой позиции литьевого формования 12. Другая подвижная вставка 28b формы, несомая индексирующим элементом 16a, пригоняется в другую выемку блока 20 формы, и она имеет выступы на ней, которые проходят в полости 20a. Эти выступы применяют для удержания заготовок, формованных на первой позиции 12 литьевого формования, прикрепленных к подвижной вставке 28b, во время передачи в полости 22a второго блока 22 формы.
В этом отношении этот вариант выполнения подобен тому, который описан в упомянутом патенте EP-0 504571 A1.
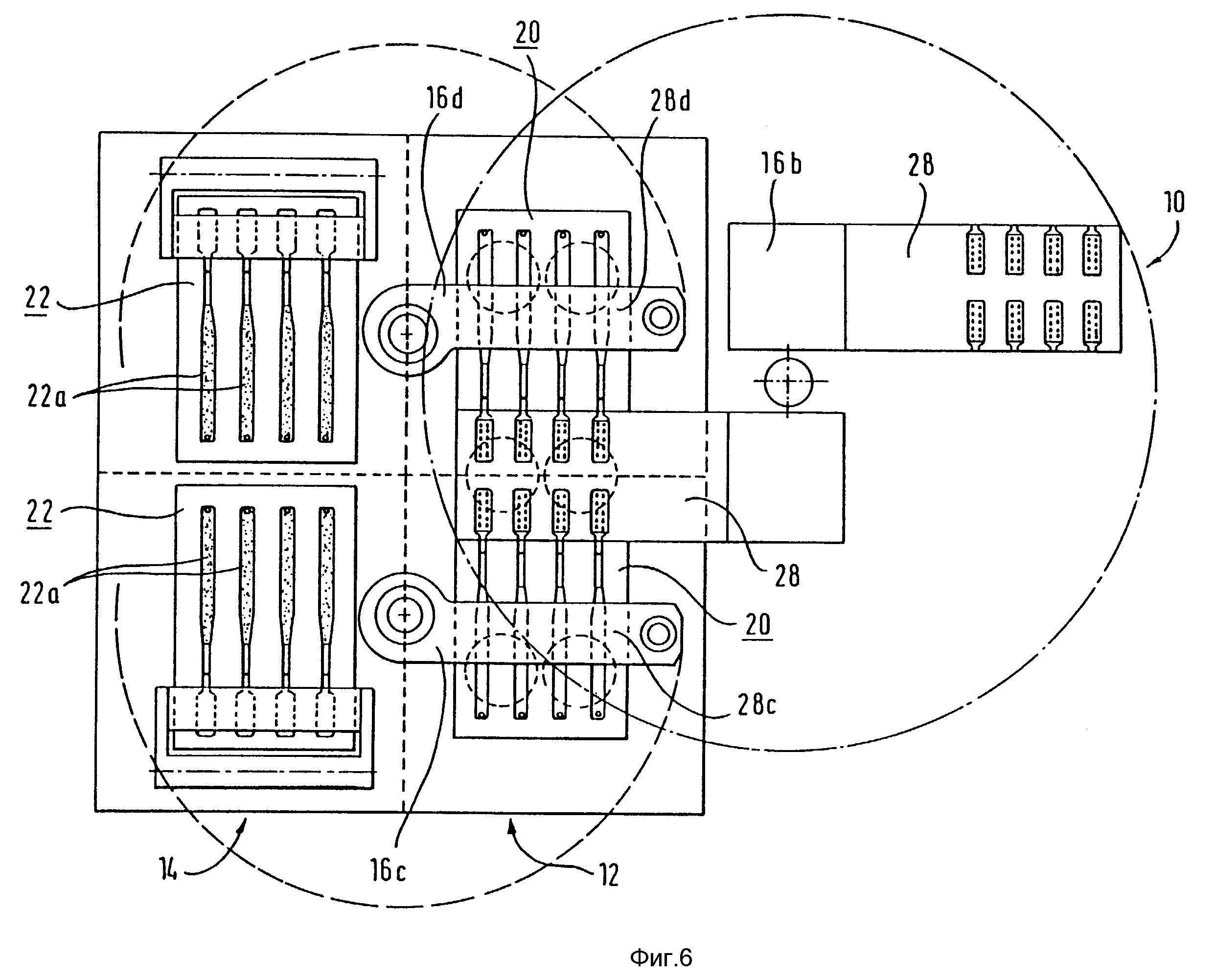
Та же самая основная идея использована в варианте выполнения, показанном на фиг. 6. Однако в этом варианте выполнения каждая позиция литьевого формования 12, 14 включает в себя пару блоков 20, 22 формы и применяют пару поворотных рычагов 16c и 16d для передачи заготовок, формованных в первых блоках 20 формы, в полости 22a вторых блоков 22 формы. Каждый поворотный рычаг 16c, 16d несет подвижную вставку 28c и 28d формы, подобную вставке 28b в конструкции на фиг.5. Отдельный поворотный стол 16b применяют для передачи подвижной вставки 28 формы с позиции 10 подачи пучков к блокам 20 формы на первой позиции литьевого формования.
Во время работы варианта выполнения, показанного на фиг. 6, поворотный элемент 16b может поворачиваться по часовой или против часовой стрелки для передачи подвижной вставке 28 формы, загруженной пучками щетинок, с позиции 10 подачи пучков на первую позицию 12 литьевого формования и назад, на позицию подачи пучков. Поворотный рычаг 16d поворачивается против часовой стрелки, а поворотный рычаг 16c поворачивается по часовой стрелке для передачи заготовок, формованных на первой позиции литьевого формования, в полости 22a формы на второй позиции 14 литьевого формования. Возвратное движение поворотного рычага 16d на первую позицию 12 литьевого формования осуществляется по часовой стрелке, а возвратное движение второго поворотного рычага 16c - против часовой стрелки.
Конструкция, показанная на фиг. 6, имеет преимущество в том, что она имеет компактную конфигурацию, позволяя одновременно формовать множество зубных щеток на данной площади.
Реферат
Литьевая машина для литья под давлением зубных щеток из двух различных компонентов литьевой массы содержит две позиции литьевого формования, связанные с одним из компонентов. Первая позиция имеет полость формы, соответствующую по конфигурации основной части корпусов зубных щеток. Вторая позиция литьевого формования соответствует по конфигурации требованиям второго компонента литьевой массы. Каждая из полостей формы образована относительно подвижными частями. Одна из частей разделена для установки основной части и подвижной вставки формы. Машина дополнительно содержит позицию подачи пучков щетинок. Подвижная вставка формы имеет множество позиций для ввода пучков и установлена с возможностью перемещения между первым положением на позиции подачи пучков для приема пучка щетинок в каждое отверстие для ввода пучков, вторым положением, связанным с основной частью одной полуформы на первой позиции, и третьим положением, связанным с основной частью одной полуформы на второй позиции. Машина обеспечивает заделывание щетинок щеток уже во время первой стадии литьевого формования. 11 з.п. ф-лы, 6 ил.

Комментарии