Способ придания формы щетке для чистки валков и чистящая щетка, формованная согласно данному способу - RU2353448C2
Код документа: RU2353448C2
Чертежи


Описание
Изобретение относится к способу придания формы щетке для чистки валков, в частности рабочих валков в станах горячей прокатки металлической полосы, в частности алюминиевой полосы, с рабочей частью щетки, при этом на опирающейся на одном конце несущей основной части щетки укреплена рабочая часть щетки, которая для достижения очищающего действия прижимается к валку с регулируемым усилием или с определенной глубиной погружения к чистящей щетке, полученной согласно этому способу, а также к способу работы чистящей щетки.
В станах горячего проката алюминиевых полос требуется очищать в процессе прокатки по меньше мере рабочие валки. Для этой цели вращающиеся щетки прижимаются к рабочим валкам, чтобы держать валки чистыми от остатков эмульсии, прокатываемого материала, частиц оксидов и т.д.
Подобная очистка рабочих валков обязательна, чтобы обеспечить удовлетворительное, однородное качество поверхности катаной полосы.
Часто применяемым типом щетки является стальная щетка. Рабочие части щеток этого типа имеют относительно высокую жесткость и поэтому могут подгоняться к контурам валков только очень ограниченно.
Стальная щетка состоит из несущей основной части и укрепленной на ней рабочей части щетки, так называемой оторочки. Она выполнена в виде щетины из гофрированной стальной проволоки. Чтобы достичь очищающего действия, щетку с определенной силой или с определенной глубиной погружения прижимают стальной проволокой к валку. При этом щетка, естественно, прогибается. При применении рабочего валка цилиндрической формы и щетки цилиндрической формы возникает давление прижима, вследствие которого прогиб щетки в зоне краев выше, а в середине ниже.
Однако, если, в частности, рабочему валку придается особая форма профиля, то при прижатии щетки сначала должен быть ликвидирован зазор между рабочим валком и стальной щеткой, прежде чем сможет возникнуть контакт щетки со всей длиной рабочего валка. Однако возникающее при этом давление прижима неизбежно является неравномерным. В области повышенного давления прижима может возникнуть более сильный износ щетины. Напротив, в зонах более низкого давления прижима следует ожидать пониженного местного очищающего действия вплоть до отсутствия контакта. Во всяком случае, условия по длине бочки валка и срок службы являются неоднородными, что при прокатке многих алюминиевых сплавов и других, отличных от железа, металлов считается недостатком по причинам качества поверхности. Кроме того, с расширением диапазона валков со сложным контуром и связанной с этим более значительной разницей диаметров по длине бочки рабочих валков, проблема, то есть неоднородность, значительно усиливается.
Основная цель холодной и горячей прокатки полос состоит в том, чтобы получить профиль с высокой ровностью полосы, который полностью удовлетворял бы требования к прокату. Конечно, на профиль полосы влияет множество факторов, как, например, тепловая выпуклость бочки, износ валков и давление на валки. Поэтому существует необходимость того, чтобы непрерывно настраивать выпуклость рабочих валков. Для этого наиболее подходящим исполнительным механизмом оказался валок с непрерывно изменяемой (Continuously Variable) выпуклостью бочки. При этом, например, рабочие валки профилируются примерно S-образными. Оба рабочих валка имеют одинаковый профиль: профиль верхнего валка на 180° смещен относительно нижнего валка, так что они взаимно дополняют друг друга и дают симметричный контур зазора между валками.
В документе ЕР 0605833 В1 раскрыто устройство для установки щеточного валика, в частности, у рабочего валка клети прокатного стана для горячей прокатки алюминия, причем щеточный валик может вращаться противоположно направлению вращения рабочего валка и перемещаться линейно параллельно рабочему валку и опирается с обеих сторон на поворачивающиеся крепления.
Поворотная опора каждого крепления щеточного валика установлена на подушке рабочего валка. Крепление имеет качающийся рычаг, который находится между управляемым приемным элементом и съемным опорным элементом, причем приемный элемент установлен в блоке балансировки или блоке изгибания рабочих валков, а опорный элемент - на подушке рабочего валка.
В документе ЕР 0394873 В1 описывается способ холодной прокатки алюминиевой полосы в устройстве прокатки, которое имеет по меньшей мере одну пару рабочих валков и одну пару опорных валков, причем каждый опорный валок расположен так, чтобы находиться в контакте с одним рабочим валком. Для очистки каждого опорного валка предусмотрено по одной щетке, которая установлена на открытом конце устройства канального типа, чтобы соприкасаться с опорным валком и чистить его. Способ характеризуется следующими этапами:
- вращение щетки в направлении, противоположном опорному валку;
- всасывание воздуха в открытый конец канального устройства, причем скорость всасывания воздуха составляет по меньшей мере 5 м/сек и причем канальное устройство выполнено с клапанными деталями и с механизмом подачи и возврата.
- установка положения клапанных деталей, чтобы постоянно удерживать конец канального устройства на заранее определенном расстоянии от опорного валка.
В документе ЕР 0640412 A1 описывается устройство для чистки и полировки валка, включающее чистящий валок, который установлен с возможностью вращения на несущем элементе с двумя параллельными рычагами, которые простираются между внутренним краем и внешним краем и могут перемещаться между положением прилегания к очищающему валку и положением зазора, и которые имеют также средство для управления вращением. Внешние края обоих несущих рычагов параллельны оси валка, опираются соответственно на две соосные неподвижные опоры, причем вращающийся валок приводится в действие от кинематической цепи, которая может вращаться на оси передаточного механизма.
Документ JP 9057313 А относится к проблеме нарушения чистоты обработки поверхности прокатываемого листа и к проблеме прилипания алюминиевых листов к валкам. Для решения этой проблемы предлагается соединять рабочие валки с щеточными валиками в клети стана холодной прокатки таким образом, чтобы при контакте с ними удалять таким образом приставшие к поверхности рабочих валов отложения.
Документ JP 10034210 А относится к задаче предотвращения прилипания частиц шлака к рабочим валкам. Для решения предлагается размещать по одному щеточному валику для очистки каждого рабочего валка. Для этого щеточный валик имеет полый корпус для пропускания через него охлаждающей жидкости с выходными отверстиями в радиальном направлении из полого корпуса.
В документе US-A-2953952 описывается щетка для чистки валков клети прокатного стана. Валки являются цилиндрическими, и внешний контур чистящей щетки также имеет форму цилиндра. Если чистящую щетку прижать к валку, нагрузка оказывается неравномерной, что имеет следствием неравномерный износ.
В документе JP 52092855 показана чистящая щетка, устанавливаемая на цилиндрический рабочий валок клети кварто, к которой на ее опорных краях прикладывается растягивающая сила или сила сжатия.
Этим путем выпуклая или вогнутая эпюра сил действует по всей длине чистящей щетки. Предлагается также чистящая щетка с рабочей частью щетки в виде параболы. Однако неравномерного износа рабочей части щетки избежать все же не удается.
Исходя из указанного уровня техники, в основе настоящего изобретения стоит задача так выполнить или так профилировать чистящую щетку, чтобы равномерное давление прижима между, например, рабочим валком и чистящей щеткой устанавливалось по всей длине бочки даже тогда, когда рабочий валок имеет форму бочки с произвольным контуром.
Для решения задачи согласно одному варианту способа придания формы, в частности щетке для чистки рабочего валка для применения в станах горячей прокатки металлической полосы, в частности алюминиевой полосы, согласно родовому понятию пункта 1 формулы изобретения предусмотрено, чтобы форма рабочей части щетки или форма чистящей щетки выполнена в соответствии с геометрией валка с контуром, отвечающим математической полиномиальной функции, экспоненциальной функции, тригонометрической функции и тому подобным при минимальном для достаточного очищающего действия усилия прижима.
При этом следующим вариантом осуществления способа предусматривается, чтобы форма или контур чистящей щетки или рабочей части щетки подгонялись к геометрии валка, в частности рабочего валка, и были выполнены с контуром, отвечающим произвольной математической полиномиальной функции, экспоненциальной функции, тригонометрической функции и тому подобным.
И наконец, чистящая щетка согласно изобретению выполнена так, что она по меньшей мере на одном своем опорном конце снабжена средством для смещения в направлении своей оси или соединена с подвижным рабочим валком.
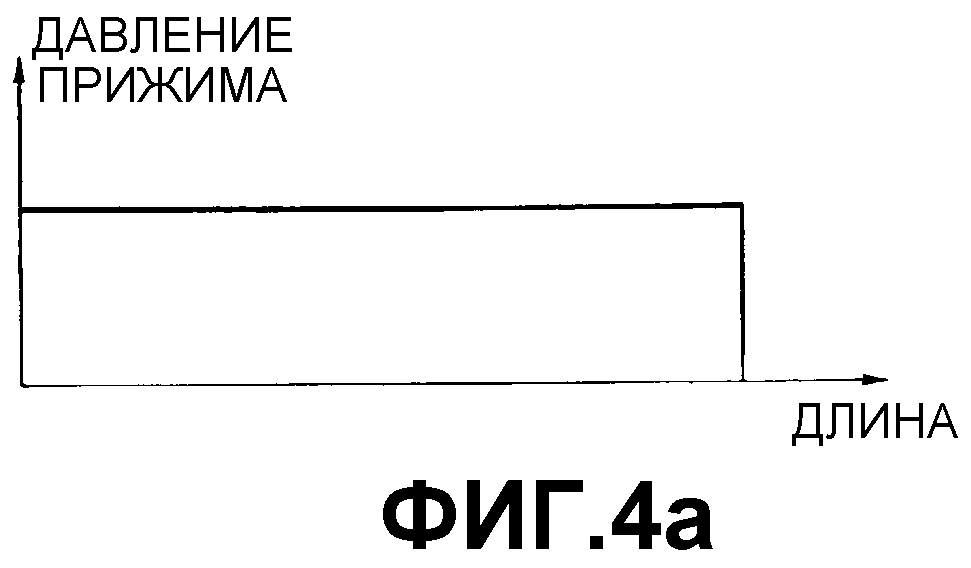
Применительно к работе чистящей щетки предусмотрено, что форма рабочей части щетки или форма чистящей щетки настолько подогнаны к форме валка, чтобы между валком и рабочей частью щетки, соответственно, чистящей щеткой устанавливается по существу однородное давление прижима по длине бочки, предпочтительно в области ширины полосы валка, с минимальным для достаточного очищающего действия усилием прижима FB (фиг.4а).
Кроме того, технологический процесс целесообразно отличается тем, что согласно опыту прогиб основной части щетки, а также согласно опыту тепловая выпуклость бочки валка компенсируются соответствующим симметричным изгибом рабочей части щетки с учетом влияния жесткости основной части щетки.
И наконец, способ согласно изобретению предусматривает, чтобы в случае сдвига по оси рабочего валка во время работы на обусловленное работой линейное расстояние чистящая щетка для сохранения своего продольного положения относительно валка и в соответствии с его формой сдвигалась бы предпочтительно на такое же линейное расстояние. В случае неподвижных щеток должно регулироваться давление прижима.
Следующие варианты выполнения чистящей щетки указаны в зависимых пунктах.
Детали, отличительные признаки и преимущества изобретения выявляются из следующего пояснения одного примера выполнения, схематически показанного на чертежах.
Показано:
Фиг.1 - вид спереди двух цилиндрических рабочих валков во взаимодействии с цилиндрическими чистящими щетками;
Фиг.2 - прогиб цилиндрической чистящей щетки при применении во взаимодействии с цилиндрическим рабочим валком;
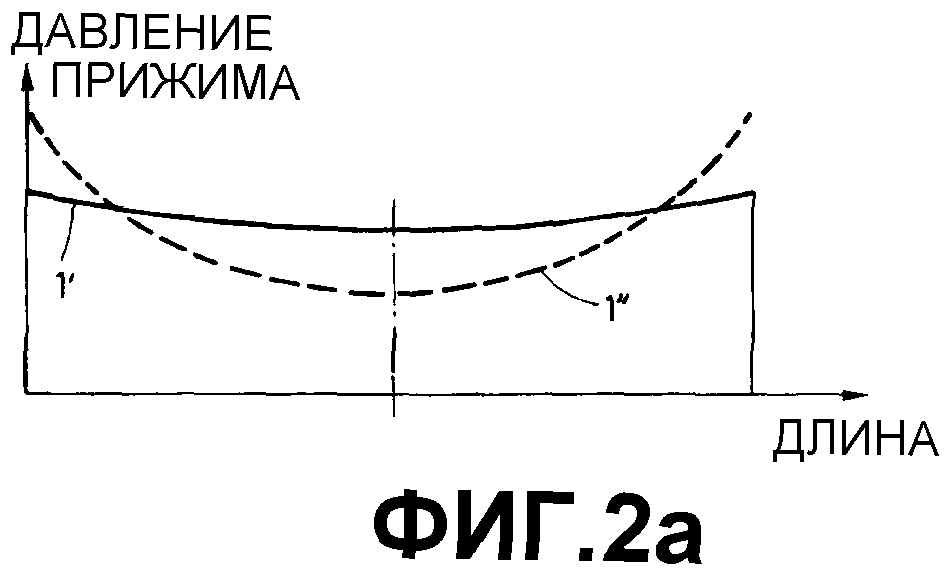
Фиг.2а - диаграмма давления прижима чистящей щетки с фиг.2;
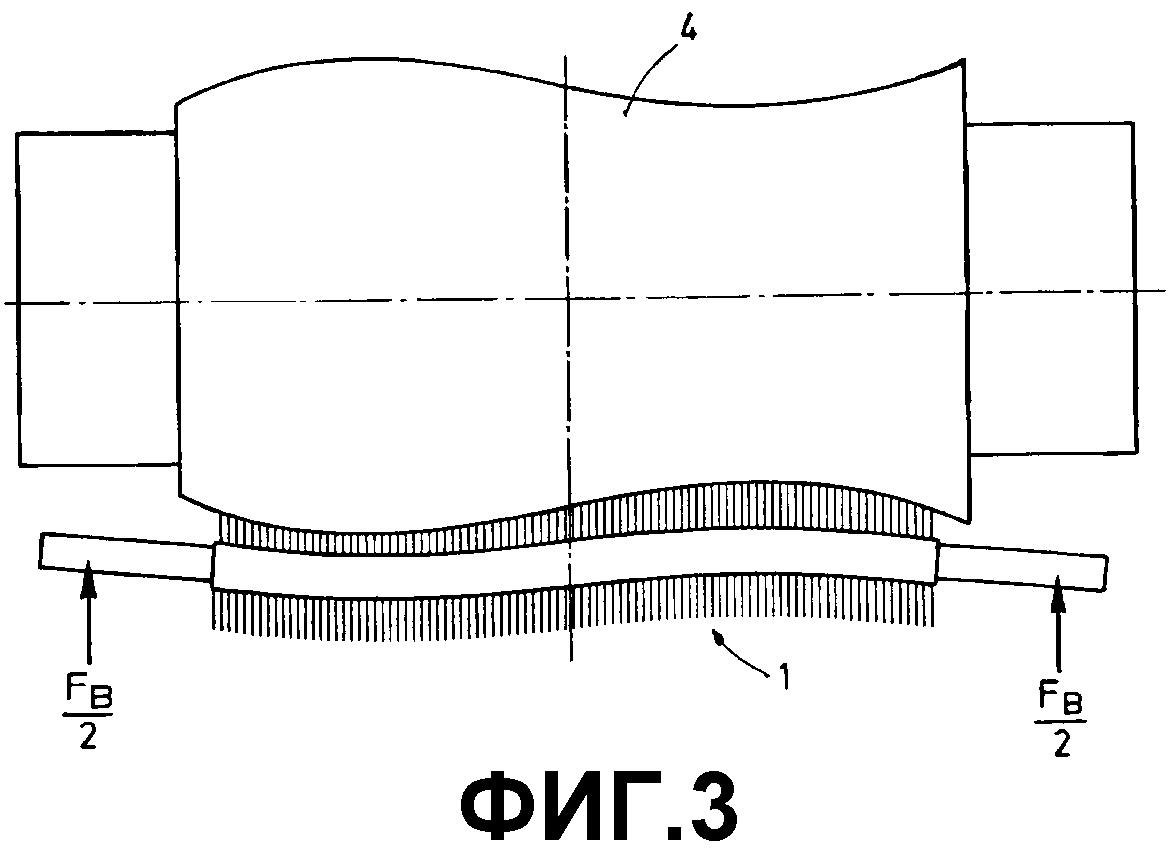
Фиг.3 - давление прижима различной интенсивности между рабочим валком и чистящей щеткой при выполнении рабочего валка с профилем S-образной формы во взаимодействии с цилиндрической щеткой;
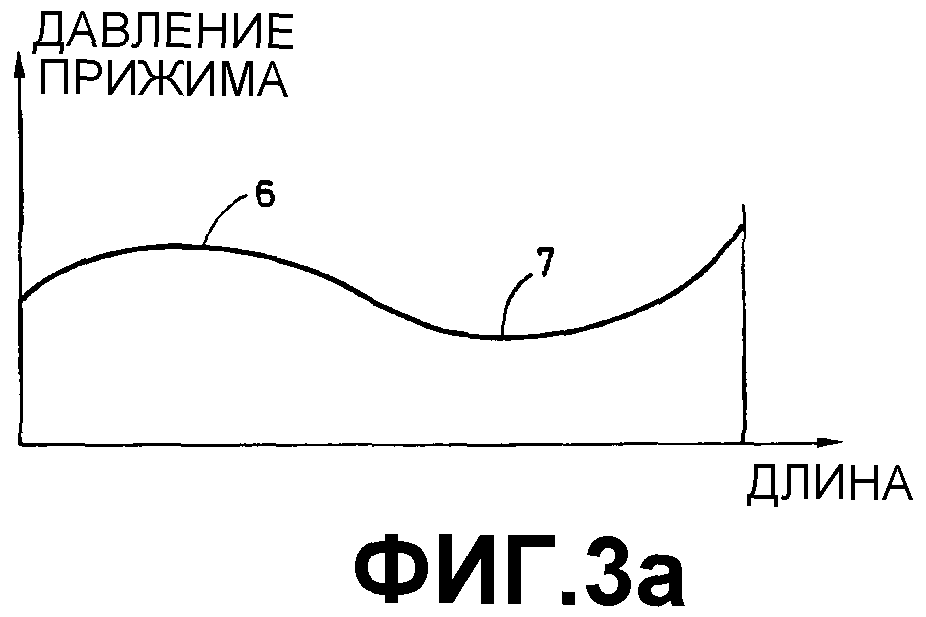
Фиг.3а - область повышенного изнашивания щетки с фиг.3;
Фиг.4 - рабочий валок и чистящая щетка в случае выполнения рабочего валка и чистящей щетки в S-образной форме с обеих сторон.
Фиг.4а - диаграмма формирования рабочего давления согласно фиг.4
На фиг.1 показана пара рабочих валков 4, 4' при прокате полосы 8 в зазоре валков. Выходящие из зазора валков области поверхности рабочих валков 4, 4' взаимодействуют с вращающимися в противоположном направлении щетками 1, 1а для очистки и очищаются от загрязнений, таких как остатки эмульсии, приставший прокат и частицы окислов. На фигуре показаны соответственно передние стороны рабочих валков 4, 4', а также чистящих щеток 1, 1а. Рабочие валки и чистящие валки выполнены цилиндрическими.
На фиг.2 в виде сбоку показан рабочий валок 4 во взаимодействии с чистящей щеткой 1 цилиндрической формы. Чистящая щетка прижимается к рабочему валку 4 с обеих сторон с усилием прижима FВ/2 и образует при этом прогиб D. Как показано, кроме того, на фиг.2, чистящая щетка включает основную часть 3, предпочтительно из стали, с рабочей частью 2. Эта последняя состоит из гофрированной стальной проволоки.
На фиг.2а показана соответственно диаграмма прогиба вследствие переменного давления прижима между рабочим валком 4 и чистящей щеткой 1, для сравнения в случае мягкой щетки 1' и жесткой щетки, в частности щетки из стальной проволоки 1''.
Диаграмма на фиг.3а показывает, для одной комбинации рабочего валка 4 с S-образным профилем и чистящей щетки 1 цилиндрической формы согласно фиг.3, зону 6 повышенного давления прижима, а также идущую далее зону 7 пониженного давления прижима и соответственно пониженного очищающего действия. Подобная комбинация является, очевидно, нецелесообразной.
В отличие от этого, на диаграмме 4а показано равномерное давление прижима по всей длине чистящей щетки 1.
Подобное оптимальное давление прижима достигается выполнением согласно изобретению рабочего валка 4 с профилем S-образной формы при совместном действии с чистящей щеткой 1 с профилем S-образной формы.
При этом форма профилирования щетки 5, 5' настолько пригнана к форме рабочего валка 4, что для достаточного очищающего действия может быть выбрано минимальное усилие прижима FВ.
При этом форма рабочей части 2 щетки может быть выполнена в соответствии с геометрией рабочего валка 4 по выбору с параболическим профилированием, профилированием в виде произвольного полинома, экспоненциальной функции, тригонометрической функции и тому подобного.
При этом особенно целесообразно, чтобы согласно изобретению прогиб D основной части 3 щетки, а также согласно изобретению тепловая выпуклость бочки рабочего валка 4 компенсировались конформной симметричной бомбировкой рабочей части 2 щетки с учетом влияния жесткости основной части 3 щетки.
В случае сдвига по оси рабочего валка 4 во время работы на обусловленное работой линейное расстояние чистящая щетка для сохранения своего продольного положения относительно валка и в соответствии с его формой сдвигается предпочтительно на такое же линейное расстояние или/и изменяется давление прижима щетки. Чистящая щетка для применения в станах горячей прокатки металлической полосы, в частности алюминиевой полосы, снабжена рабочей частью 2 щетки из гофрированной стальной проволоки.
Так как контур чистящей щетки с самого начала пригнан к контуру рабочего валка и эта пригонка справедлива в любом смещенном по оси положении рабочего валка, всегда созданы условия для по существу однородного давления прижима и тем самым для оптимальной очистки рабочего валка.
Реферат
Изобретение предназначено для равномерной очистки рабочих валков в станах горячей прокатки металлической полосы, в частности алюминиевой полосы. Щетка включает рабочую часть, включающую опирающуюся на концах несущую основную часть с укрепленной на ней рабочей частью, которая прижимается к валку с регулируемым усилием или определенной глубиной погружения. Для достижения очищающего действия в условиях равномерного давления прижима форма чистящей щетки или форма рабочей части щетки настолько подгоняется к форме валка, что между валком и рабочей частью щетки, соответственно, чистящей щеткой устанавливается однородное давление прижима по всей длине бочки валка. Форму рабочей части щетки или форму чистящей щетки выбирают в соответствии с геометрией валка с контуром, отвечающим математической полиномиальной функции, экспоненциальной функции или тригонометрической функции. 3 н. и 5 з.п. ф-лы, 4 ил.
Комментарии