Зубная щетка и способ изготовления зубной щетки - RU2427302C2
Код документа: RU2427302C2
Чертежи











































Описание
Изобретение относится к зубной щетке и к способу ее изготовления.
Зубные щетки с обычной зоной щетины, состоящей из пучков элементарных волокон щетины, например, из полиамида (РА) или сложного полиэфира (РВТ), и дополнительной мягкоупругой структурой известны, например, из WO 00/64307 и WO 01/21036. При этом обычная щетина служит для обычной чистки зубов, в то время как мягкоупругая структура может выполнять различные функции, например массаж неба, демпфирование движения чистки, удаление зубного налета, полировка зубной поверхности, эластичное крепление щетины и/или уплотнение несваренных мест. В WO 00/64307 раскрыта зубная щетка с выполненными в виде прутков мягкоупругими чистящими элементами, которые имеют примерно ту же длину, что и обычные пучки щетины, и расположены по периферии головки зубной щетки. В зубной щетке согласно WO 01/21036 эластичные чистящие элементы выполнены плоскими, например волнообразными, и расположены в обычной зоне щетины. В зубной щетке согласно WO 00/64307 многие мягкоупругие чистящие элементы соединены друг с другом мостиком из того же материала. Чистящие элементы изготавливают после установки обычной щетины на головке зубной щетки посредством облицовки головки экструзией. При этом недостатком является то, что элементарные волокна щетины должны быть выполнены готовыми к применению перед изготовлением мягкоупругой структуры, например, за счет округления пучков щетины или выполнения заданного профиля. Затем необходимо зубную щетку снова устанавливать в инструмент для литья под давлением для изготовления мягкоупругой структуры. При этом пучки щетины могут быть повреждены или загрязнены. Возможные для изготовления формы мягкоупругой структуры ограничены, среди прочего, соображениями технологии извлечения из формы.
В изобретении поставлена задача создания зубной щетки с обычной щетиной и мягкоупругой структурой, которая проста в изготовлении. Кроме того, поставлена задача создания способа изготовления зубной щетки.
Задача решена в изобретении признаками пункта 1, а также признаками пункта 18 формулы изобретения. Предпочтительные варианты следуют из зависимых пунктов формулы изобретения, описания и чертежей.
В зубной щетке согласно изобретению, по меньшей мере, одна мягкоупругая структура, например чистящий элемент, расположена на несущем элементе, который состоит из твердого материала. Этот несущий элемент соединен с головкой. Такая зубная щетка имеет преимущества при изготовлении, поскольку дополнительную часть, т.е. снабженный мягкоупругой структурой несущий элемент, можно изготавливать отдельно и простым образом соединять с головкой.
Соединение несущего элемента с головкой можно выполнять механическим путем за счет зажимания или защелкивания или с помощью клепки, химически за счет склеивания, за счет ультразвуковой сварки или термически за счет сварки или другого подвода тепла. С точки зрения технологии изготовления является предпочтительным, чтобы несущий элемент состоял из того же материала, что и головка, поскольку в этом случае необходимо иметь только один твердый компонент для изготовления щетки и нет необходимости учитывать совместимость материалов. Это обеспечивает преимущества, в частности, при ультразвуковой сварке.
Расположение упругой структуры на состоящем из твердого материала несущем элементе имеет следующие преимущества: дополнительную часть можно изготавливать отдельно от остального корпуса зубной щетки, состоящего из ручки и головки, и подготавливать для конечного использования. В простой дополнительной стадии происходит соединение несущего элемента с головкой, при этом можно использовать все указанные выше технологии соединения, и твердый несущий элемент предпочтительно выполнен в соответствии с этим. Например, несущий элемент может быть выполнен так, что он в последующей стадии соединения охватывает головку с зажиманием. С дополнительной частью легко обращаться благодаря твердому несущему элементу, и ее можно намного легче захватывать, чем изготовленную полностью из мягкоупругого материала дополнительную часть.
Дополнительная часть по сравнению с остальной зубной щеткой является относительно небольшой. Поэтому необходимые для нее инструменты также небольшие и недорогие. Изготовление основного корпуса зубной щетки и установку щетины можно выполнять также при более позднем оснащении различными дополнительными частями с помощью стандартного инструмента. Для изготовления зубных щеток с различными дополнительными частями необходимо заменять лишь дополнительную часть, соответственно соответствующий инструмент, что можно осуществлять простым и дешевым образом.
Другим преимуществом отдельного изготовления дополнительной части и основного корпуса является то, что можно реализовать любые формы мягкоупругих чистящих элементов, например также такие, которые перекрещиваются с обычной щетиной, касаются ее или вытесняют при установке дополнительной части. За счет отдельного изготовления устраняется проблема извлечения из формы мягкоупругой структуры. Можно использовать геометрические формы в способе литья под давлением, которые можно было бы извлекать из формы лишь с большими затратами, если бы чистящий элемент устанавливался непосредственно на снабженную щетиной головку.
До настоящего времени упругую структуру по технологическим соображениям изготавливали из того же материала, что и мягкоупругие компоненты на ручке. За счет изобретения обеспечивается большая свобода выбора материала структуры, так что можно использовать, например, другую степень жесткости.
За счет неразъемного соединения дополнительной части с головкой предотвращается отсоединение дополнительной части во время использования и исключается опасность проглатывания.
Обычная щетина крепится, например, непосредственно на головке, на служащей в качестве дополнительного несущего элемента пластине для щетины или же на несущем элементе для мягкоупругих чистящих элементов, при этом все варианты выполнения имеют преимущества. При креплении щетины на головке, соответственно на пластине для щетины, можно подготавливать независимо друг от друга мягкоупругую структуру и обычную щетину перед сборкой головки и дополнительной части, так что предотвращается взаимное повреждение или загрязнение.
Расположение как обычной щетины, так и мягкоупругой структуры на несущем элементе имеет то преимущество, что возможно любое пространственное размещение обоих компонентов. Такой подготовленный несущий элемент можно для окончательного изготовления соединять с различными основными корпусами зубной щетки, так что с помощью нескольких основных корпусов можно реализовать большое число зубных щеток.
Обычную щетину можно в обоих случаях подготавливать к использованию перед или после установки мягкоупругой структуры. Если оба компонента предусмотрены на несущем элементе, то сначала предпочтительно формируют мягкоупругую структуру, включая возможные чистящие элементы, а затем снабжают несущий элемент щетиной, которая может проходить, например, через прорези в мягком или твердом компоненте.
Изготовление дополнительной части, т.е. несущего элемента с одним или более мягкоупругими чистящими элементами, предпочтительно осуществляют с помощью способа литья под давлением с двумя или более компонентами. При этом между компонентами предпочтительно выполняют неразъемное соединение.
Упругая структура предпочтительно расположена, например прилита, также на стороне несущего элемента, при этом она в смонтированном состоянии заканчивается на стороне на одном уровне с наружным контуром головки или выходит за его пределы. Она служит, например, для уплотнения несваренных мест, для массажа неба, например, за счет прилитых слегка выступающих упругих элементов или же в качестве защиты от ударов при чистке зубов.
Упругий чистящий элемент предпочтительно состоит, в частности, из термопластичного эластомера, например из природной или синтетической резины. Для несущего элемента предпочтительно применяется используемый для основного корпуса зубной щетки материал, в частности полипропилен, сополимер стирола с акрилонитрилом, сложный полиэфир, акрил-нитрил-бутадиенстирол (ABS) или Isoplast®. Твердость по шкале А Шора мягких компонентов предпочтительно меньше 90 и особенно предпочтительно составляет менее 50.
Щетину на несущий элемент особенно предпочтительно устанавливают с помощью технологии AFT (установка пучков без анкеровки). При этом сначала изготавливают несущую пластину из твердого материала с мягкоупругой структурой, в частности, с помощью способа литья под давлением с двумя компонентами. Затем через прорези в несущей пластине и/или в мягкоупругой структуре пропускают элементарные волокна щетины и для крепления на несущей пластине, соответственно на мягкоупругой структуре, сваривают или склеивают на задних концах, обращенных при использовании к головке зубной щетки. Это имеет то преимущество, что можно реализовать любые расположения щетины, в частности также плоские образования из щетины. Несущий элемент соединяют с головкой, в частности, с помощью ультразвуковой сварки, как описано в DE 20006311 U.
Поскольку резиновый эластичный материал, в частности термопластичный эластомер, за счет сильного демпфирования ультразвуковых колебаний лишь ограниченно можно сваривать с помощью ультразвука, то место сварки между несущим элементом и головкой предпочтительно, по меньшей мере, частично сохраняют свободным от мягкоупругого компонента. Для этого точку прилива мягкого компонента выбирают на несущей щетину стороне несущего элемента, для того чтобы мостики из материала мягкого компонента не уменьшали поверхности сварки. В том случае, когда в зоне поверхности сварки все же необходимо расположить мягкоупругие элементы, то их положение предпочтительно выбирают сбоку от продольной оси зубной щетки. За счет этого несваренные места возникают также на стороне несущего элемента, в то время как в продольном направлении переднюю и заднюю зону между несущим элементом и головкой можно сваривать. За счет этого обеспечивается хорошее удерживание несущего элемента, поскольку возникающие при движении чистки рычажные силы, прежде всего, нагружают переднюю, соответственно заднюю зону и в меньшей степени боковые зоны. Можно также целенаправленно использовать точечную сварку с несваренными местами для обеспечения перемещения головки со щетиной относительно несущего элемента, что обеспечивает определенную гибкость всей головки со щетиной.
Упругая структура может также служить по типу уплотнительного язычка для дополнительного уплотнения несваренных мест. За счет этого предпочтительно герметизируется пространство между несущим элементом и головкой против проникновения воды. Тем самым в этой зоне не могут собираться микроорганизмы, и зубная щетка является более гигиеничной. Для обеспечения должной функции уплотнения твердость мягкого компонента по шкале А Шора предпочтительно меньше 50.
Ниже приводится описание примеров выполнения изобретения со ссылками на чертежи, на которых чисто схематично изображено:
фиг.1a-d - зубная щетка согласно изобретению в различных стадиях монтажа, при этом дополнительная часть крепится на головке с помощью клепки;
фиг.2а-е - другая зубная щетка, дополнительная часть которой закреплена с помощью клепки;
фиг.3а-е -зубная щетка, дополнительная часть которой закреплена с помощью сварки;
фиг.4а-е - зубная щетка, дополнительная часть которой закреплена с помощью соединения с защелкиванием;
фиг.5а-е - другая зубная щетка, дополнительная часть которой закреплена с помощью соединения с защелкиванием;
фиг.6a-f - зубная щетка, дополнительная часть которой закреплена с помощью соединения с заклиниванием;
фиг.7а-е - изготовление зубной щетки с помощью способа AFT;
фиг.8а-е - другая зубная щетка, дополнительная часть которой закреплена с помощью соединения с защелкиванием;
фиг.9a-f - зубная щетка, дополнительная часть которой закреплена на головке с люфтом;
фиг.10a-j - изготовление другой зубной щетки с помощью способа AFT;
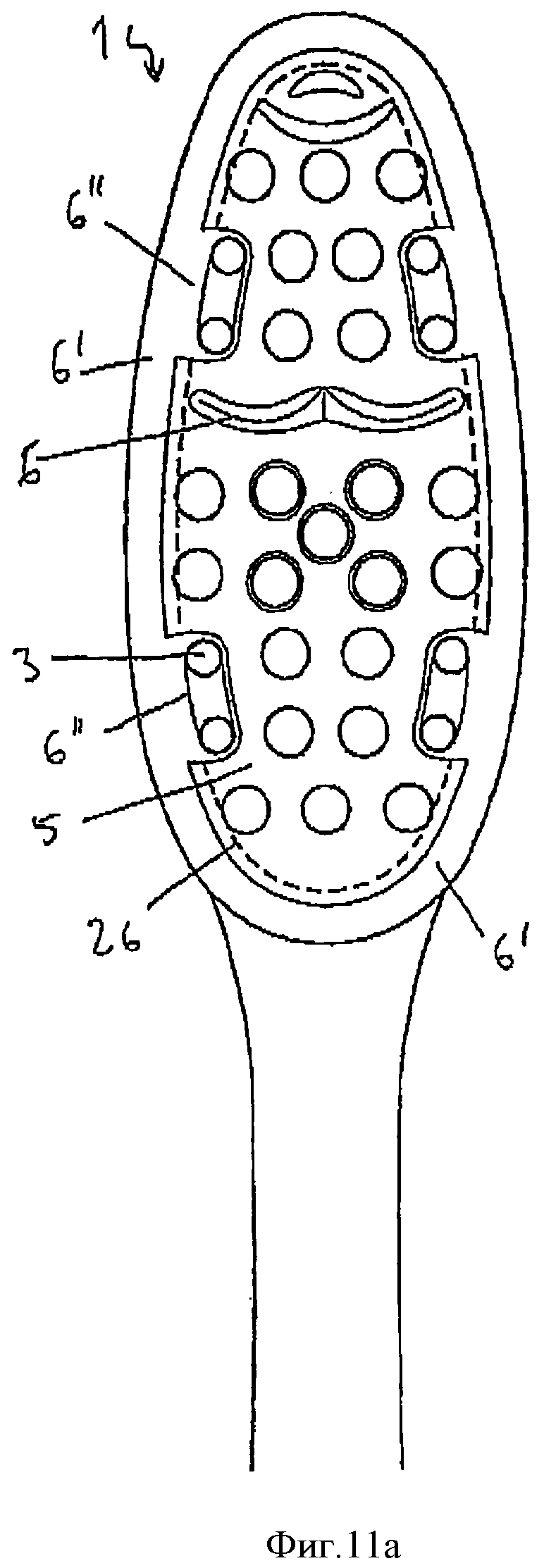
фиг.11а-с - зубная щетка с боковыми кромками из мягкоупругого материала.
Все показанные зубные щетки имеют основной корпус с головкой 1 и ручкой 2, которая изображена лишь частично. Дополнительная часть 4 с несколькими упругими чистящими элементами 6 различной формы, которые соединены с несущим элементом также различной формы, соединена в готовой зубной щетке с головкой 1. Кроме того, головка 1 снабжена непосредственно (фиг.1-5) или опосредованно (фиг.6) пучками 3 из обычного элементарного волокна щетины. Материал и расположение пучков 3 щетины могут быть различными. В последующем описании будут подробно указаны лишь особенности примеров выполнения. При этом соответствующие друг другу элементы обозначены одинаковыми позициями.
На фиг.1а, с показана зубная щетка, головка 1 которой снабжена пучками 3 щетины. Показанная на фиг.1b дополнительная часть 4 имеет U-образный в поперечном сечении несущий элемент 5 из твердого материала, в частности из той же пластмассы, которая применялась для изготовления головки 1, соответственно всего основного корпуса. С несущим элементом 5 неподвижно соединены мягкоупругие чистящие элементы 6, в данном случае в виде прямых стержней. Чистящие элементы 6 слегка наклонены от вертикали друг к другу и составляют с вертикалью угол от 5 до 30°. За счет этого упругие чистящие элементы 6 соприкасаются с обычными пучками 3 щетины (фиг.1d) и даже могут с ними перекрещиваться (не изображено). Такое положение можно реализовать с помощью обычных способов изготовления лишь с помощью сложных технологий вытеснения.
Несущий элемент 5 по своей форме согласован с показанной на фиг.1с выемкой 9 в противоположной пучкам 3 щетины зоне головки 1. Кроме того, в этой зоне находятся штифты 7, которые могут проходить через отверстие 8 в несущем элементе 5. Штифты 7 деформируют холодным или горячим способом и тем самым долговременно фиксируют в отверстии 8. Готовая зубная щетка показана на фиг.1d.
Нижняя зона отверстия 8 или всей головки 1 может быть закрыта по соображениям эстетики или гигиены защитным слоем 22 из мягкой пластмассы (см. фиг.2d). Пограничные зоны между несущим элементом 5 и головкой 1 предпочтительно также закрыты мягкой пластмассой. Для этого используют, например, мягкий материал, который применяют также в зоне захвата зубной щетки. Защитный слой предпочтительно выполняют уже во время изготовления ручки с помощью способа литья под давлением с несколькими компонентами. Однако слой пластмассы можно также формировать непосредственно на несущем элементе.
Другой пример выполнения зубной щетки, дополнительная часть 4 которой соединена с головкой 1 с помощью клепки, показан на фиг.2а-е. В данном случае дополнительная часть состоит из тарельчатого несущего элемента 5, с которым соединены плоские мягкоупругие чистящие элементы 6. Несущий элемент 5 имеет штифт 7', с помощью которого дополнительную часть 4 пропускают через соответствующее подготовленное отверстие 8' в переднем конце головки и фиксируют за счет деформации штифта 7'. Мягкоупругие чистящие элементы 6 находятся в зоне вершины головки 1. В направлении ручки 2 примыкает поле щетины с отдельными пучками 3 щетины. Защитный слой 22 закрывает зону отверстия 8'.
На фиг.3а-е показан другой пример выполнения зубной щетки, которая в конечном результате напоминает зубную щетку согласно фиг.2. Дополнительная часть 4 с тарельчатым несущим элементом 5 и розеточными мягкоупругими чистящими элементами 6 соединена в данном случае с головкой 1 с помощью сварного соединения. Для этого передняя зона головки имеет тарельчатую прорезь, в которую вводится несущий элемент 5 благодаря структурированной соответствующим образом нижней стороне 5а и закрепляется с помощью ультразвуковой сварки. Готовая зубная щетка на виде сбоку показана на фиг.3d, а на фиг.3е показан вид сверху на поле щетины, комбинированное из обычных пучков 3 щетины и упругих чистящих элементов 6.
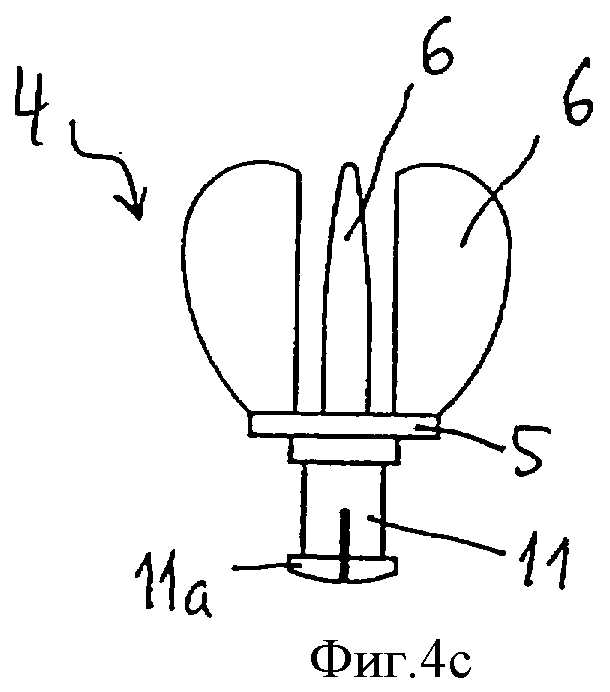
Дополнительная часть 4 показанной на фиг.4а-е зубной щетки закреплена в середине головки 1 с помощью соединения с защелкиванием. Дополнительная часть 4 содержит прямоугольный несущий элемент 5, на углах которого расположены в виде крыльев мягкоупругие чистящие элементы 6. Кроме того, на несущем элементе 5 находятся два стержнеобразных чистящих элемента 6 (см. фиг.4b, с). Как показано на фиг.4а, головка 1 имеет в середине отверстие 8'', которое служит для вставления выполненного пружинным выступа 11 на несущем элементе 5. Дополнительная часть 4 и головка 1 соединяются друг с другом за счет соединения с защелкиванием, которое за счет увеличенного на нижнем конце 11а выступа 11 поперечного сечения не поддается простому рассоединению. Поле щетины с обычными пучками 3 щетины выполнено так, что выполненные в виде крыльев чистящие элементы 6 располагаются между обычными пучками 3 щетины, как показано на фиг.4а и 4е. Дополнительную часть 4 изготавливают отдельно и затем вставляют в головку 1 с подготовленным полем щетины. За счет этого можно реализовать также проходящие через обычное поле щетины структуры упругих чистящих элементов 6, такие как расположенные по углам выполненные в виде крыльев элементы согласно фиг.4b-е или имеющие различные пространственные направления расположенные веером стержнеобразные чистящие элементы согласно фиг.8. Нижняя сторона головки 1 по причинам гигиены и эстетики закрыта слоем 22 из мягкоупругого материала.
На фиг.5а-е показан другой пример соединения с защелкиванием между дополнительной частью 4 и головкой 1 зубной щетки согласно изобретению. Головка 1 имеет внутри поля щетины из пучков 3 щетины подготовленную зону 13 для размещения дополнительной части 4. Эта зона 13 состоит из углубления, на краю которого проходит перпендикулярно направлению ручки 2 канавка 12, которая придает головке 1, так же как проходящие по ее боковому краю канавки 12', определенную эластичность, соответственно пружинные свойства. Подготовленная зона 13 слегка меньше поверхности основания несущего элемента 5, так что его можно вставлять в зону 13 с зажимной посадкой. Как показано на фиг.5е, дополнительная часть имеет как стержнеобразные, так и плоские чистящие элементы, расположенные поперек направления ручки 2.
На фиг.6a-f показан другой пример выполнения зубной щетки согласно изобретению, в данном случае насаживаемой зубной щетки для электрического устройства для чистки зубов. Обычные пучки 3 щетины закреплены на отдельной пластине 18 для щетины, которая в смонтированном состоянии соединена с согласованной с ней головкой 1 зубной щетки, соответственно закрепленной на ней с возможностью вращения или поворота шайбой 23. Упругие чистящие элементы 6, в данном случае стержнеобразные, закреплены на слегка изогнутом на виде сверху несущем элементе 5, который имеет плоский выступ 16, который ориентирован по существу перпендикулярно направлению чистящих элементов 6. С помощью этого выступа 16 можно вводить дополнительную часть 4 в соответствующим образом выполненную канавку 14 в шайбе 23. В середине головки 1 и канавки 14 расположена круговая прорезь 15, в которую входит соответствующий элемент 17 на выступе 16 дополнительной части 4. За счет этого дополнительная часть 4 и головка 1 соединяются друг с другом с зажимной посадкой. Пластина 18 для щетины имеет на своем нижнем конце канавку 19, с помощью которой пластина 18 для щетины крепится на шайбе 23, соответственно на ее боковых выступах 23а. В показанном варианте выполнения дополнительная часть приводится в движение с помощью шайбы 23. В качестве альтернативного решения дополнительная часть может быть закреплена непосредственно на головке 1 и не вращаться.
На фиг.7а-е показан пример изготовления зубной щетки с помощью технологии AFT. На фиг.7а-с показаны разрезы несущего элемента 5 в разных стадиях изготовления, а именно перед установкой упругих чистящих элементов 6 и обычных пучков 3 щетины (см. фиг.7а), после нанесения мягкоупругого материала (фиг.7b) и после установки щетины (фиг.7с). Несущий элемент 5 по своей внешней форме согласован с размерами подготовленной зоны в виде плоской выемки в головке 1 зубной щетки. Несущий элемент 5 имеет подготовленные зоны 20, в которые устанавливаются, в частности отливаются, упругие чистящие элементы 6. Кроме того, несущий элемент 5 имеет прорези 24, которые полностью или частично заполнены мягкоупругим материалом 6', см. также детальное изображение на фиг 7е. Дополнительно к этому, в несущем элементе 5 имеются отверстия 21, через которые пропускают пучки 3 щетины и закрепляют на задней стороне за счет расплавления их задних концов 3а. Зоны 6' эластичного материала имеют дополнительные отверстия 21', которые также служат для размещения пучков 3 щетины, которые крепятся тем же образом. Зоны 6' материала могут принимать один или несколько пучков 3 щетины. Поэтому закрепленные в эластичном материале 6' пучки 3 щетины закреплены, соответственно установлены особенно эластично. Другие пучки 3 щетины закрепляются непосредственно на несущем элементе 5. Снабженный пучками щетины и мягкоупругой структурой 6, 6' несущий элемент 5 вставляют затем в подготовленную зону 13.
Обращенная в случае применения к дну выемки 13 кромка 30 несущего элемента 5 выполнена острой, так же как в примере на фиг.10 и 11. Эта заостренная кромка 30 служит при ультразвуковой сварке для соединения с головкой 1 в качестве концентратора энергии, а также резервуара для подлежащего плавлению материала.
Технология AFT обходится без анкеров или зажимов для крепления элементарных волокон щетины, которые вместо этого привариваются непосредственно к несущей пластине. За счет этого ширина пучка щетины не задается анкером, так что можно реализовать более тонкие структуры, в частности также плоские системы щетины.
Технически также возможно в способе AFT подготавливать элементарные волокна щетины для использования перед установкой на несущую пластину. Однако в настоящее время реализуется вариант, в котором щетину обрабатывают лишь после установки на несущую пластину.
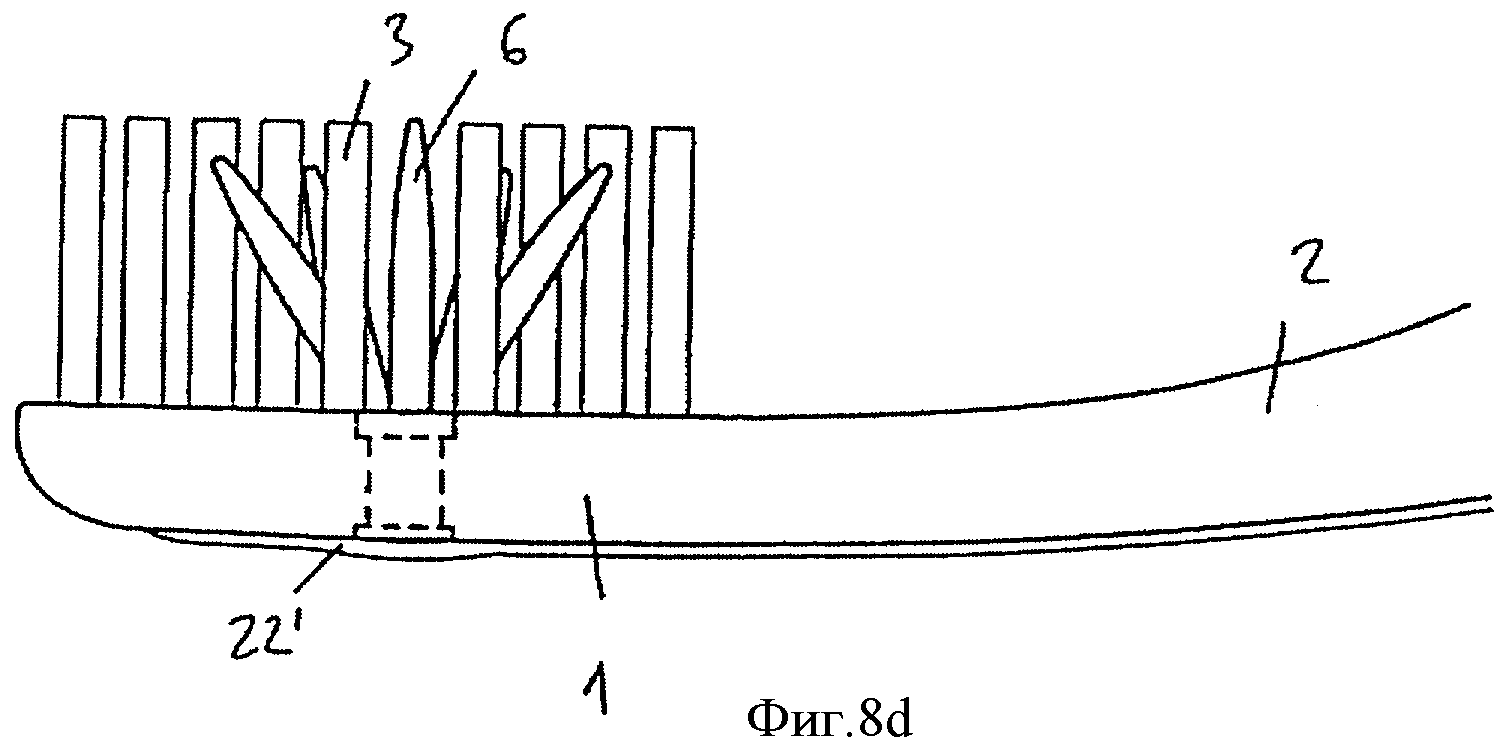
На фиг.8а-е показан вариант зубной щетки согласно фиг.4. Поле щетины из обычных пучков 3 щетины соответствует фиг.4. Дополнительная часть 4 имеет множество расходящихся в виде звезды стержнеобразных чистящих элементов 6, которые проходят через обычные пучки 3 щетины (см. фиг.8d, e). Механизм крепления соответствует фиг.4. Слой 22 из мягкоупругого материала закрывает нижнюю сторону головки 1 и ручки 2.
На фиг.9a-f показан другой пример выполнения зубной щетки согласно изобретению. Головка 1 имеет подготовленную зону 13 для несущего элемента 5 дополнительной части 4, которая больше самого несущего элемента 5. Зона 13 является, например, полностью проходящим через головку 1 отверстием, см. разрезы на фиг.9b, d, e. Зона 13 имеет две боковые канавки 13а, форма которых согласована с формой двух боковых выступов 5b несущего элемента 5. Его вставляют в головку 1 и фиксируют там. За счет люфта несущего элемента 5 внутри зоны 13, который обеспечивает боковое смещение и/или движение поворота вокруг проходящей через выступы 5b оси, достигается особая эластичность, соответственно пружинное действие дополнительной части 4. Заднюю сторону головки можно снова закрывать слоем из мягкого материала.
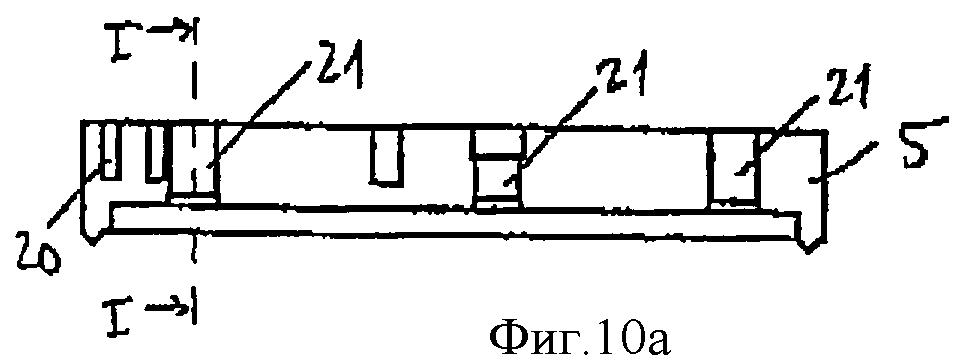
На фиг.10а-j показан другой пример зубной щетки, изготовленной с помощью способа AFT. Фиг.10а-с соответствуют фиг.7а-с и показывают несущую пластину 5 в разных стадиях изготовления. На фиг.10d-f показана та же несущая пластина 5 в разрезе по линии 1-1 на фиг.10а. Расположенный в середине мягкоупругий элемент 6 выполнен плоским, соответственно парусообразным и на виде сверху (см. фиг.10h) волнообразным. Как показано на фиг.10е и 10f, упругая структура содержит выполненные по бокам зоны 6'', которые в смонтированном состоянии (см. фиг.10h) ограничивают по сторонам головку 1 зубной щетки и заканчиваются почти на уровне внешнего контура головки. Они служат, например, в качестве защиты от ударов и/или для дополнительного массажа неба. Зоны 6' имеют также отверстия 21' для размещения пучков 3 щетины, которые за счет этого установлены эластично и при чистке зубов являются особенно податливыми.
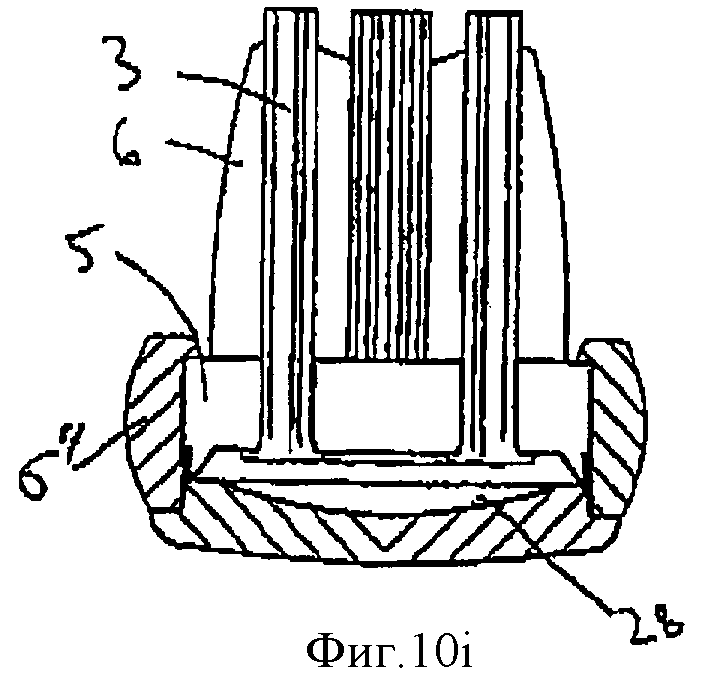
Снабженный обычной щетиной 3 и мягкоупругой структурой 6, 6' и 6'' несущий элемент 5 вставляют в выемку 13 в головке 1 зубной щетки. Головка 1 зубной щетки показана на фиг.10g и 10j без несущего элемента 5, а на фиг.10h и 10i с установленным несущим элементом 5 в различных проекциях. На своей боковой кромке головка 1, соответственно выемка 13 имеет боковые отверстия 25, которые согласованы со сформированными заранее на несущем элементе 5 боковыми мягкоупругими зонами 6''.
Несущий элемент 5 соединяют с головкой 1 с помощью ультразвуковой сварки. Поверхность 26 сварки показана штриховыми линиями. Для реализации сварки несущий элемент имеет на своей нижней кромке сварочную кромку 26', которая при монтаже прилегает к дну выемки 13, при этом поверхность соприкосновения задает поверхность 26 сварки. Сварочная кромка 26' плавится под действием ультразвука, так что обе части 5 и 1 соединяются друг с другом.
Поскольку резиновый эластичный материал лишь ограниченно позволяет выполнять ультразвуковую сварку, то поверхность 26 сварки по возможности сохраняют свободной от него, как, например, в зубной щетке согласно фиг.7, или с минимальными разрывами, как в зубной щетке согласно фиг.10. В обоих случаях целью является полная герметизация полого пространства 28 между несущим элементом 5 и головкой 1 для предотвращения проникновения воды и микроорганизмов. Для этого точку прилива мягкоупругого материала выбирают на несущей щетину передней стороне несущего элемента 5, для того чтобы ненужные мостики из материала не уменьшали поверхность 26 сварки. Если на головке 1, в частности на ее задней стороне, имеются другие мягкоупругие элементы, то их положение выбирают так, чтобы они не уменьшали поверхность 26 сварки. Например, они и соответствующая точка прилива лежат полностью внутри задаваемой поверхностью 26 сварки зоны на задней стороне головки 1 (не изображены). Предпочтительно вся поверхность соприкосновения между головкой 1 и несущим элементом 5 сваривается по меньшей мере на 25%, особенно предпочтительно вдоль периметра головки 1 (линия 26).
В примере, показанном на фиг.10, мягкоупругие зоны 6'' прерывают поверхность 26 сварки, так что там возникают несваренные места 27. Они расположены предпочтительно на стороне головки 1, в то время как в продольном направлении передние и задние зоны несущего элемента 5 неподвижно свариваются с головкой 1. За счет этого обеспечивается надежное закрепление несущего элемента 5, поскольку возникающие при движении чистки рычажные силы больше нагружают переднюю и заднюю зону.
Несваренные места 27 закрываются в данном случае мягкоупругими зонами 6'' по типу уплотнительных язычков, так что в полое пространство 28 не может проникать или проникает лишь немного воды. Для хорошей герметизации выбирают предпочтительно материал с твердостью по шкале А Шора, равной 50 или меньше. Несваренные места между головкой и несущим элементом могут оставляться целенаправленно, для обеспечения, например, определенной гибкости между обоими твердыми компонентами.
На фиг.11 показан другой пример изготовления с помощью способа AFT зубной щетки с двумя парусообразными мягкоупругими чистящими элементами 6 в разных проекциях. Несущий элемент 5 на своей периферии полностью окружен мягкоупругим материалом 6', который в смонтированном состоянии (вид сверху на фиг.11а) окружает головку 1 на ее внешнем периметре на верхней стороне и служит в качестве защиты от ударов. В зонах 6'' мягкий материал служит в качестве опоры для боковых пучков 3 щетины, которые проходят через мягкоупругий материал 6''.
Как показано на фиг.11с, твердые компоненты несущего элемента 5 и головки 1 соприкасаются вдоль поверхности 26 под мягким компонентом в зоне 6', и их можно сваривать здесь с помощью ультразвука. Поверхность 26 сварки прерывается боковыми зонами 6'', однако при этом, как указывалось выше, обеспечивается достаточное удерживающее действие. Полое пространство 28 под несущим элементом 5 герметизируется мягкоупругими зонами 6'' и сваренными вдоль поверхности 26 местами.
Описанный применительно к фиг.10 и 11 тип сварки и герметизации компонентов можно с преимуществом применять также в других зубных щетках.
Реферат
Зубная щетка снабжена ручкой и головкой с элементарными волокнами щетины и упругой структурой из первого мягкого материала. Упругая структура расположена на несущем элементе, состоящем из второго твердого материала и соединенном с головкой. Задняя сторона несущего элемента обращена к головке. Элементарные волокна щетины направлены через вырезы в несущем элементе и/или в упругой структуре и для фиксации их задних концов, направленных к головке, оплавлены, сварены или приклеены. Предусмотрен способ изготовления зубной щетки. Изобретение направлено на упрощение изготовления зубной щетки. 2 н. и 24 з.п. ф-лы, 59 ил.
Комментарии