Зубная щетка - RU2433771C2
Код документа: RU2433771C2
Чертежи




Описание
Настоящее изобретение относится к зубной щетке с головной областью с чистящими элементами, рукояточной областью и шеечной областью, соединяющей друг с другом головную область и рукояточную область, причем зубная щетка выполнена с помощью первого компонента из пластика и по меньшей мере одного дополнительного второго компонента также из пластика, причем первый компонент содержит структуру, перекрываемую вторым компонентом.
Зубная щетка, основная часть которой состоит из двух пластиковых компонентов, уже известна, например, из патента США №5781958. В этом случае предусмотрен жесткий пластик, который проходит от головной области через шеечную область до рукояточной области и который содержит внутреннюю структуру в рукояточной области, вокруг которой напылен второй компонент из мягкого пластика. Хотя мягкий компонент в рукояточной области и обеспечивает улучшенную шероховатость и прилегание к руке пользователя, тем не менее, мягкие пластики обычно, и особенно в случае таких структур внешней поверхности, как, например, желобки, хуже чистятся и сильно увеличивают стоимость производства. К тому же мягкий пластик вряд ли добавляет общей жесткости корпусу зубной щетки, поэтому жесткий компонент выполняется очень массивным.
Из заявки ЕПВ №1532891 известна зубная щетка вышеупомянутого типа. Эта зубная щетка состоит в основном из по меньшей мере двух компонентов: первого компонента из жесткого пластика, проходящего от головной области через шеечную область до рукояточной области и выполненного в рукояточной области в виде скелета с отростками, а также второго компонента из мягкого пластика, напыленного вокруг жесткого пластика и при этом частично покрывающего эти отростки, а частично оставляющего их свободными. К тому же компонент из мягкого пластика снабжен внешней структурой. Образуемая отростками структура первого компонента предпочтительно снабжена ограничительными перегородками, которые проходят радиально наружу по отношению к продольной оси зубной щетки. Тем самым вертикальные ограничительные перегородки отростков действуют в качестве обтекаемых препятствий для второго распыляемого компонента, если нужно избежать образования усадочной раковины при отсутствии других ответных мер в области зубной щетки, удаленной по отношению к точке распыления. Кроме того, структура отростков требует соответствующего компромисса или приспособления к физическим свойствам второго компонента и к таким техническим параметрам распыления, как, например, давление распыления, чтобы второй компонент достигал всех необходимых участков как можно более равномерно и безошибочно, несмотря на отростки.
Таким образом, задача настоящего изобретения состоит в том, чтобы обеспечить зубную щетку вышеописанного типа, которая может быть изготовлена с более высоким качеством, в особенности с избеганием свилей.
Эта задача решается посредством зубной щетки с признаками по п.1 формулы изобретения. Дополнительные преимущественные признаки этой зубной щетки описываются признаками по подчиненным пунктам формулы изобретения.
Благодаря тому что рельефная структура содержит смежные с высокими участками и низкими участками участки промежуточной высоты, расстояние которых от внешней поверхности второго компонента находится между высокими и низкими участками, рельефная структура отличается не только высокими и низкими участками, но и ступенчатым или плавным профилем высот, так что эта рельефная структура образуется не посредством вертикальных отстоящих друг от друга отростков, которые нежелательным образом влияют на условия обтекания покрывающего рельефную структуру второго компонента. Ступенчатая структура с участками промежуточной высоты в рельефной структуре позволяет использовать второй компонент с умеренным коэффициентом текучести при формовании, впрыскивать второй компонент в форму для литья под давлением при меньшем давлении, а также устранять опасность попадания воздуха во второй компонент, если, например, второй компонент является полипропиленом, как и первый компонент. За счет использования более низкого давления для впрыскивания второго компонента и в целом более обтекаемой формы рельефной структуры с участками промежуточной высоты предотвращается плавление и размывание первого компонента горячим вторым компонентом, и тем самым исходящая отсюда опасность образования свилей.
Дополнительные преимущества дает снабжение высоких участков и участков промежуточной высоты ровной или гладкой отделочной поверхностью. Это ведет к желаемому протеканию второго компонента по первому компоненту и вдоль него.
В предпочтительном дополнительном варианте осуществления участки промежуточной высоты выполняются в виде секций, наклоненных по отношению к горизонтальной плоскости вдоль продольной оси зубной щетки. Если, например, рельефная структура представляет собой (в разрезе) зигзагообразную структуру, и тем самым участок промежуточной высоты является наклонной плоскостью, напыляемый на нее второй компонент может прекрасно течь по этой зигзагообразной структуре и покрывать и наполнять эту секцию без снижения качества. Подобный эффект достижим, если рельефная структура на виде сверху содержит растительный или иной узор, не содержащий (на боковом виде в разрезе) зигзагообразной структуры, но также содержащий высокие, низкие участки и участки промежуточной высоты.
В предпочтительном варианте осуществления кратчайшее расстояние между высокими участками рельефной структуры и внешней поверхностью второго компонента составляет от 0,4 мм до 1 мм. Поскольку рельефная структура предпочтительно расположена только с верхней стороны рукояточной области, то есть с той же стороны, на которой в головной области размещаются элементы для чистки зубов, эта внешняя поверхность соответствует верхней стороне рукояточной области. Это та сторона рукояточной области, на которой также предусмотрено место для большого пальца в рукояточной области. Для зигзагообразного рисунка в качестве рельефной структуры это означает, что ближайшие к верхней стороне рукояточной области кромки зигзагообразного рисунка составляют высокие участки, которые находятся на расстоянии от 0,4 мм до 1 мм. Предпочтительно наибольшее расстояние от внешней поверхности второго компонента до низких участков составляет от 3 мм до 6 мм. С другой стороны, в случае зигзагообразного рисунка в качестве рельефной структуры, из этого следует, что отходящие от верхней стороны рукояточной области нижние кромки зубчатого рисунка образуют низкие участки, и эти кромки расположены на расстоянии от 3 мм до 6 мм от верхней поверхности. Особенно предпочтительно, чтобы наименьшее расстояние между высокими участками и внешней поверхностью второго компонента составляло от 0,6 мм до 0,9 мм. Особенно предпочтительно, чтобы наибольшее расстояние между внешней поверхностью второго компонента и низкими участками составляло от 3 мм до 5 мм. Показано, что при данных диапазонах расстояний второй компонент может покрывать первый компонент оптимальным способом для получения высококачественного результата, и достижимы оптимальные циклы литья под давлением для каждого компонента.
В предпочтительном варианте осуществления точка инжекции для литья под давлением второго компонента расположена в заднем конечном участке рукояточной области, на стороне рукояточной области, которая отведена в качестве верхней стороны зубной щетки, на которой в головной области расположены чистящие элементы для чистки зубов. Далее рельефная структура выполнена так, что участки промежуточной высоты, расположенные ближе к точке инжекции, располагаются глубже по отношению к внешней поверхности или верхней стороне второго компонента, чем непосредственно соседние участки промежуточной высоты, которые располагаются дальше от точки инжекции, чем вышеназванные участки промежуточной высоты. Показано, что более равномерное наполнение формы для литья второго компонента возможно скорее тогда, когда участки промежуточной высоты, более удаленные от точки инжекции второго компонента в форме для литья, имеют большее расстояние от внешней поверхности или верхней стороны у стопора для большого пальца на зубной щетке, то есть при большем удалении от точки инжекции. Более сложная структура, которую должен покрывать второй компонент, может посредством такого (описанного ниже и показанного на чертежах) выполнения давать высококачественное (например, без свилей) покрытие рельефной структуры вторым компонентом.
В предпочтительном варианте осуществления рельефная структура располагается только на верхней стороне рукояточной области, которая совпадает со стороной, на которой предусмотрены элементы для чистки зубов в головной области. Как уже упоминалось, эта верхняя сторона также соответствует той стороне зубной щетки, на которой предусмотрено место или упор для большого пальца. Преимуществом этого является то, что возможна зубная щетка другого внешнего вида благодаря другой рельефной структуре за счет замены единственной из по меньшей мере четырех необходимых половин формы для литья (две формы для литья для отливки двух компонентов). Изменяемая половина формы для измененной рельефной структуры соответствует той, которая определяет верхнюю сторону первого компонента. Все остальные половины форм могут быть оставлены неизменными при измененной рельефной структуре. В случае форм для литья для особо длительного использования изменение рельефной структуры и, тем самым, изменение внешнего вида зубной щетки возможно даже путем замены только вставки, которая устанавливается на участке рельефной структуры в верхней половине формы для первого компонента, определяющей рельефную структуру. Также важно, что рельефная структура располагается на верхней стороне зубной щетки, а точка инжекции находится относительно нее на нижней стороне зубной щетки. Тем самым рельефная структура находится, так же как и отверстия для щетинок в элементе для чистки зубов, на той же стороне распылителя первого компонента.
В предпочтительном варианте осуществления кромки рельефной структуры скруглены с радиусом >0,15 мм, предпочтительно >0,2 мм. Показано, что это также ведет к высококачественному поддержанию рельефной структуры тогда, когда второй компонент наносится на нее.
В дополнительном предпочтительном варианте осуществления зубной щетки первый компонент выполняется из жесткого пластика, предпочтительно полипропилена, а второй компонент выполняется также из жесткого пластика, также предпочтительно из полипропилена. Двухкомпонентная зубная щетка с двумя компонентами из жесткого пластика, в которой оба компонента изготовлены предпочтительно из полипропилена, пока представляет еще одну проблему, поскольку обычно двухкомпонентное изготовление из полипропилена ведет к менее оптимальному сцеплению обоих компонентов и может увеличить проблему качества, особенно образования свилей при впрыске второго компонента, за счет этой комбинации материалов. Описанные выше и ниже меры, однако, должны противодействовать этому. С точки зрения аспектов гигиены предпочтительно выполнение всей верхней поверхности зубной щетки только из жесткого пластика, предпочтительно полипропилена. Преимуществами, вытекающими из этой комбинации жестких материалов, также являются стоимость и осуществимость рельефной структуры.
Улучшающее сцепление воздействие может быть достигнуто за счет того, что один из двух компонентов выполняется не в виде жесткого пластика, а в виде эластомера, в особенности термопластичного эластомера. Чтобы одновременно получить выигрыш от характеристик комбинации жестких пластиков и улучшить связывающие свойства обоих компонентов, предпочтительно подмешать к первому или второму компоненту термопластичный эластомер или другой эластомер в количестве 15 или 20% максимум. В качестве минимальной добавки предусмотрены 5%.
В дополнительном предпочтительном варианте осуществления зубной щетки ко второму компоненту подмешиваются окрашивающие компоненты в количестве от 0,5% до 6%, предпочтительно от 1% до 5% и более предпочтительно от 1,5% до 4% по массе. Тем самым повышается качество внешнего вида всей зубной щетки, особенно при рельефной структуре.
В дополнительном варианте осуществления зубной щетки участки промежуточной высоты содержат плоскость площадью >1 мм2, предпочтительно >3 мм2. При рельефной структуре, выполненной зигзагообразно в продольном сечении, как показано в примере ниже, наклонные диагональные плоскости, являющиеся участками промежуточной высоты, имеют площадь примерно от 3 мм2 до 3 см2. Такое плоскостное выполнение участков промежуточной высоты обеспечивает также желаемое продольное протекание второго компонента во время инжекции в форму для литья.
Предпочтительно участки промежуточной высоты составляют с горизонтальной плоскостью вдоль продольной оси зубной щетки положительный или отрицательный угол от 0° до 75°, предпочтительно от 0° до 60°. Для выбранного в качестве примера зигзагообразного рисунка рельефной структуры это означает угол наклона диагональной плоскости менее 75°, предпочтительно менее 60° и наиболее предпочтительно менее 50°. Тем самым обеспечивается отсутствие вертикальных стенок в рельефной структуре, препятствующих прохождению потока второго компонента. Таким образом, рельефная структура снабжается либо диагональными плоскостями вместо выполненных перпендикулярно или почти перпендикулярно (радиально по отношению к продольной оси) плоскостей, либо ступенями (которые в этом случае образуют участки промежуточной высоты), не превышающими максимальной высоты (предпочтительно менее 3 мм или 1 мм). Бобе высокие ступени / максимальные высоты с идущими в направлении потока второго компонента (в форме для литья, глядя от точки инжекции) скосами или другими плоскостями промежуточной высоты также некритичны, если непосредственно обтекаемые поверхности малы (например, менее 8 мм2 или менее 6 мм2) (см. выше максимальные высоты). При этом второй компонент не приплавляется к первому компоненту и получается высококачественный внешний вид рельефной структуры.
В дополнительном предпочтительном выполнении зубной щетки от 20% до 80% по массе первого компонента и от 80% до 20% по массе второго компонента предназначены для рукояточной области.
В дополнительном варианте осуществления зубной щетки первый компонент соединяется со вторым посредством механического средства. Это в особенности относится к случаю, когда зубная щетка производится в соответствии с предпочтительной формой выполнения из двух жестких пластиков, таких как полипропилен, для обоих компонентов (без эластомера), поскольку оба компонента по своей природе плохо соединяются. Механическое соединение выполняется с помощью вырезов и выступов в первом компоненте, так что обеспечивается механически прочное соединение между обоими компонентами.
Дополнительные объекты, признаки и предпочтительные возможности применения настоящего изобретения пояснены в нижеследующем описании примеров осуществления на основании чертежей. При этом все описанные и (или) показанные на чертежах признаки или любая их осмысленная комбинация составляют сущность настоящего изобретения, независимо от формулы изобретения или их обратной связи. На чертежах:
Фиг.1 показывает вид сверху на верхнюю сторону рукояточной области и зубной щетки по изобретению;
Фиг.2 показывает вид сбоку зубной щетки по Фиг.1;
Фиг.3 показывает поперечное сечение зубной щетки по линии D-D Фиг.2;
Фиг.4 показывает поперечное сечение зубной щетки по линии Е-Е Фиг.2;
Фиг.5 показывает поперечное сечение зубной щетки по линии F-F Фиг.1;
Фиг.6 показывает поперечное сечение зубной щетки по линии G-G Фиг.1;
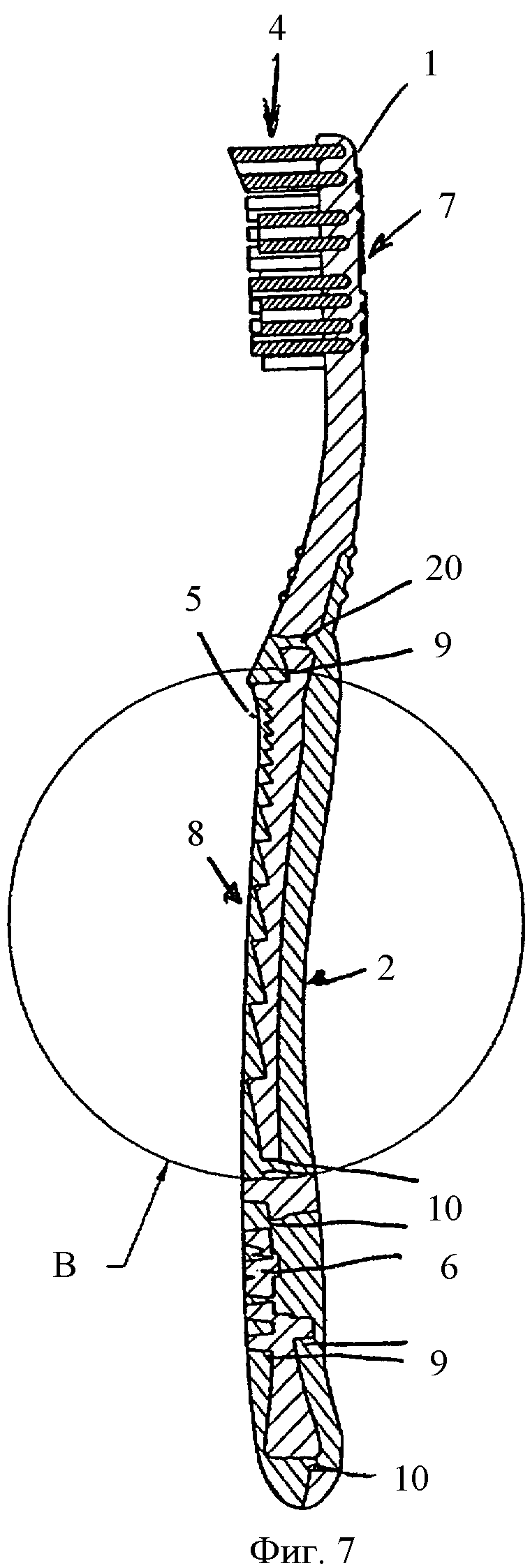
Фиг.7 показывает продольное сечение по линии А-А Фиг.1;
Фиг.8 является увеличенным изображением обозначенного на Фиг.7 участка разреза по Фиг.7;
Фиг.9 является видом в перспективе первого компонента зубной щетки по Фиг.1;
Фиг.10 является продольным сечением первого компонента зубной щетки по Фиг.9;
Фиг.11 является видом в перспективе второго компонента зубной щетки по Фиг.1;
Фиг.12 является продольным сечением второго компонента зубной щетки по Фиг.11;
Фиг.13 является условным видом сбоку формы для литья первого компонента зубной щетки по Фиг.1; и
Фиг.14 является условным видом сбоку формы для литья второго компонента зубной щетки по Фиг.1.
Фиг.1 показывает вид сверху зубной щетки с головной областью 1, рукояточной областью 2 и шеечной областью 3, соединяющей головную и рукояточную области. На стороне для чистки зубов головной области 1 располагаются чистящие элементы 4, такие как, например, площадка щетинок, состоящая из множества пучков щетинок или чистящих элементов из мягкого эластомера или их комбинация. Верхняя сторона 8 рукояточной области 2 снабжена упором 5 для большого пальца на прилегающем к шеечной области конце рукояточной области, а на другом конце верхней стороны расположен логотип 6, который не печатается, а изготавливается в процессе литья под давлением первого компонента. Внешняя поверхность зубной щетки предпочтительно выполняется в значительной степени гладкой (без мелкого структурирования ручки), в особенности на верхней стороне над рельефной структурой.
Фиг.2 показывает боковой вид зубной щетки, на котором на задней стороне головной области 1 выполнены выступы, представляющие собой скребок 7 для языка в качестве дополнительного чистящего элемента для гигиены полости рта.
На видах в разрезах рукояточной области 2 по Фиг.3-6 два компонента, из которых изготавливается зубная щетка, отделены друг от друга противоположно направленными штриховками. Первый компонент обозначен X, а второй компонент обозначен Y. Как видно из видов в разрезе по Фиг.3-6, а также из вида в продольном разрезе по Фиг.7, оба компонента скрепляются друг с другом механически посредством различных геометрических вырезов 9 и выступов 10, так что оба компонента остаются прочно соединенными даже при изгибающей нагрузке на зубную щетку. Вырезы и выступы действуют вдоль различных осей зубной щетки (вдоль продольной оси и вдоль радиальных поперечных осей) так, что по всем направлениям соединение является достаточно прочным.
Фиг.8 показывает в увеличенном изображении разрез, обозначенный окружностью В на Фиг.7. На ней показана с увеличением рельефная структура 11, приложенная в рукояточной области 2 к верхней стороне 8. Рельефная структура в данном случае выполнена в виде зигзагообразного рисунка. По отношению к горизонтали 30, проведенной вдоль продольной оси зубной щетки, рельефная структура содержит наклонные, в значительной степени плоские поверхности, образующие участки 12 промежуточной высоты. Участки 12 промежуточной высоты проходят от глубоких участков 13 к высоким участкам 14. Глубокие и высокие участки в случае такого лестничного рисунка или зигзагообразного рисунка в качестве рельефной структуры выполняются в виде глубоких и высоких кромок. Глубокие участки образуют глубокие точки с максимальным по отношению к непосредственно окружающей части рельефной структуры расстоянием до внешней поверхности или верхней поверхности верхней стороны второго компонента. Напротив, высокие участки имеют кратчайшее по отношению к непосредственно окружающей части рельефной структуры расстояние до этой верхней стороны или внешней поверхности второго компонента. В представленном примере это кратчайшее расстояние в области стопора 5 для большого пальца в точке О составляет примерно от 0,7 мм до 0,8 мм. В точке Р на Фиг.8 кратчайшее расстояние составляет примерно от 0,5 мм до 0,6 мм. Глубина зубцов для представленной рельефной структуры в области стопора для большого пальца в точке N составляет примерно от 0,9 мм до 1 мм, а на другом конце рельефной структуры в точке М - примерно от 2,5 мм до 3 мм. Отсюда следует, что для представленной рельефной структуры расстояние от верхней поверхности зубной щетки до глубоких участков составляет от примерно 1,5 мм до примерно 3 или 4 мм. По отношению к направлению потока второго компонента на Фиг.8, показанному с помощью стрелки 15, которое в данном случае соответствует также направлению потока первого компонента, рельефная структура сформирована таким образом, чтобы второй компонент в области рельефной структуры обтекал сильно наклоненные участки промежуточной высоты, составляющие с горизонталью 12 угол примерно от 10° до 60° или от 0° до 70°. При обратном направлении рельефной структуры в сторону против потока второго компонента пришлось бы решать большее количество проблем с качеством при тех же остальных параметрах. Наклонные плоскости участков 12 промежуточной высоты, таким образом, наклонены в сторону потока, причем за счет ступенек между высокими и глубокими участками не возникает помех для второго компонента, поскольку он растекается по наклонным плоскостям. Предпочтительно в рельефной структуре предусматривается множество высоких участков, участков промежуточной высоты и низких участков, причем кромка или плоскость без излома рассматривается как участок. Показанная рельефная структура, например, содержит 13 высоких участков (в том числе на заднем конце за логотипом), 14 глубоких участков (в форме кромок) и 14 участков промежуточной высоты (в форме наклонных плоских участков). Предпочтительны минимум по 2 или, особенно, по 5 высоких глубоких участков и участков промежуточной высоты. Также представима рельефная структура со всего лишь одним участком промежуточной высоты, который наклонно проходит от низкого участка около логотипа до высокого участка около стопора для большого пальца и при необходимости имеет зеркально-симметричную часть, которая также наклонно поднимается с другой стороны от логотипа на верхней стороне рукояточной области до конца зубной щетки.
В качестве альтернативы к изображенной на этих чертежах рельефной структуре в виде зигзагообразного или лестничного рисунка, этот технически полезный для потока эффект также может быть достигнут за счет того, что участки промежуточной высоты не наклонены по отношению к горизонтали 30, а, при известных условиях, представляют собой параллельные ей поверхности. Соседние высокие и глубокие участки формируются с помощью промежуточных плоскостей со средним расстоянием относительно высоких и глубоких участков относительно внешней поверхности верхней стороны второго компонента. Показано, что предпочтительное для потока выполнение рельефной структуры с участками промежуточной высоты уменьшает сопротивление текущему горячему компоненту в форме для литья и, тем самым, уменьшает приплавление первого компонента при поступлении и исключает образование свилей и прочих дефектов качества. Также для достижения этого преимущества подходит другая оптически выглядящая рельефная структура, содержащая, тем не менее, участки промежуточной высоты.
Фиг.9 и 10 показывают часть зубной щетки, изготавливаемую из первого компонента. Первый компонент предпочтительно является полипропиленом, предпочтительно белого цвета, то есть жестким пластиком. Таким образом, из первого компонента могут изготавливаться головная область 1 без элементов 4 для чистки зубов, большая часть шеечной области 3 и примерно половина или примерно 60% или максимум 70% по массе рукояточной области 2. Фиг.9 показывает рельефную структуру 11 и все остальные части, изготавливаемые из первого компонента, на виде в перспективе, причем в перспективе рельефная структура выполнена в виде лестничной структуры. Поскольку точка инжекции находится примерно под логотипом 6 в рукояточной области на нижней стороне зубной щетки, а точка инжекции второго компонента находится примерно в том же месте, выполнение рельефной структуры по отношению к точке инжекции отличается отсутствием вертикальных стенок с углом от 80° до 110° по отношению к направлению потока второго компонента в рельефной структуре.
Фиг.11 и 12 наглядно показывают отливку, изготавливаемую теоретически (на практике второй компонент впрыскивается поверх первого компонента) только из второго компонента. Второй компонент, таким образом, составляет от 40 до 50% массы рукояточной области и содержит рядом с ней три кольцеобразных декоративных элемента на переходном между рукояточной областью и шеечной областью 3 участке. На виде в разрезе по фиг.12 в частности видно, как в области рельефной структуры 11 достижима высококачественная рельефная структура за счет минимизации преодолеваемой разницы высот в направлении потока. Рельефная структура выполняется так, чтобы за счет участков промежуточной высоты интенсивность заполняющего вторым компонентом материала оставалась как можно более малой (см. ниже параметры для участков) и чтобы предпочтительно скачкообразные изменения интенсивности материала рельефной структуры происходили в направлении потока второго компонента от высокого участка к низкому участку, а не наоборот.
Второй компонент предпочтительно выполняется из жесткого пластика, предпочтительно из полипропилена. К этому жесткому пластику подмешивается приблизительно от 2% до 5% по массе красителя, для получения полупрозрачного или, при отсутствии красителя, прозрачного эффекта. Альтернативно, второй компонент выполнен из соответственно прозрачного или, как описано выше, слегка подкрашенного полупрозрачного эластомера.
Первый и второй компоненты распределены приблизительно равномерно по массе в рукояточной области, так что предпочтительно по меньшей мере от 30% до 40% общей массы пластика зубной щетки приходится на второй компонент. Предпочтительно для рукояточной, шеечной и головной областей зубной щетки предусмотрены только 2 компонента (без чистящих элементов), чтобы обеспечить оптимизированное время циклов для литья под давлением. Коэффициент текучести при формовании (MFI) для второго компонента составляет предпочтительно от 15 до 45 и более предпочтительно от 15 до 40.
Фиг.13 показывает вид сбоку формы для литья для производства первого компонента зубной щетки горячим канальным способом. При этом точка 17 инжекции размещается в задней части рукояточной области на задней стороне зубной щетки. Форма для литья содержит верхнюю половину 19 и нижнюю половину 20, причем сторона выталкивателя соответствует верхней половине 19, а рельефная структура 11 предпочтительно располагается на стороне выталкивателя формы для литья. Верхняя половина 19 формы для литья предпочтительно содержит дополнительную деталь 21 формы для литья, определяющую рисунок рельефной структуры. Путем простой замены дополнительной детали 21 или верхней половины 19 формы для литья деталь с рельефной структурой, определяющая стиль всей зубной щетки, может быть изменена путем простой замены дополнительной детали 21 или верхней половины 19 формы для литья.
Фиг.14 показывает завершение зубной щетки двумя дополнительными - верхней 22 и нижней 23 - половинами формы для литья для завершения зубной щетки вторым компонентом через точку 18 инжекции в задней нижней части рукояточной области также предпочтительно горячим канальным способом. После инжекции первого компонента в форму для литья по Фиг.13 отливка с первым компонентом вставляется в форму для литья по Фиг.14 и заполняется вторым компонентом. Поскольку головная область в процессе литья не снабжается чистящими элементами, она будет снабжена ими впоследствии с помощью известного способа.
Реферат
Зубная щетка содержит головную область, чистящие элементы, рукояточную область и шеечную область, соединяющую друг с другом головную и рукояточную области. Зубная щетка выполнена из первого компонента из пластика и по меньшей мере одного дополнительного второго компонента из пластика, при этом первый компонент содержит рельефную структуру, покрытую вторым компонентом. Рельефная структура содержит высокие участки с кратчайшим расстоянием до внешней поверхности второго компонента и низкие участки с наибольшим расстоянием до внешней поверхности второго компонента. Рельефная структура содержит по соседству с высокими и низкими участками участки промежуточной высоты, расстояние от которых до внешней поверхности второго компонента находится между расстояниями от высоких и низких участков до внешней поверхности. Второй компонент выполнен прозрачным или полупрозрачным. Предусмотрен вариант выполнения зубной щетки. Изобретение направлено на повышение качества зубной щетки. 2 н. и 22 з.п. ф-лы, 14 ил.
Формула
Документы, цитированные в отчёте о поиске
Щетка, в частности, зубная щетка
Комментарии