Головка зубной щетки - RU2422070C2
Код документа: RU2422070C2
Чертежи








Описание
Настоящее изобретение относится в основном к области гигиены полости рта и, в частности, к зубным щеткам.
Японский патентный документ №3-312978 раскрывает зубную щетку, имеющую множество пучков нейлоновых щетинок. В первом воплощении, раскрытом в данном патенте, множество цилиндрических углубленных секций в головке расположены ортогонально направлению продольной оси корпуса и сформированы на одинаковом расстоянии. Вращающиеся тела в форме колонны соответственно содержатся в углубленных секциях. На периферийных поверхностях вращающихся тел вдоль осевого направления сформированы выступающие секции полос, которые расположены на открывающихся секциях углубленных секций. На открывающихся секциях углубленных секций сформированы контактные поверхности для расположения на обеих сторонах. На обоих концах верхних поверхностей выступающих секций полос нейлоновые щетинки направлены вертикально.
Расположение, описанное выше, позволяет щетинкам вращаться во время использования щетки. Проблема с такими щетками заключается в том, что два пучка щетинок прикреплены к каждой секции полосок и, таким образом, должны поворачиваться одновременно. В результате каждый отдельный пучок щетинок не может поворачиваться независимо от своего «пучка-партнера». Отдельный пучок, таким образом, не сможет достичь оптимального проникновения между двумя зубами во время чистки, так как «пучок-партнер» может контактировать с зубами по-другому и мешать повороту отдельного пучка.
Во втором воплощении каждый пучок щетинок прикреплен к головке с помощью шара или расположен в виде гнезда. Несмотря на то, что данное воплощение позволяет каждому пучку щетинок поворачиваться независимо от других пучков, оно имеет недостатки. Если пучки щетинок наклонены наружу по направлению к краю головки, и тот пучок расположен около границы раздела между боковой и верхней поверхностями зубов, увеличивается возможность того, что кончики щетинок не будут даже соприкасаться с зубами во время чистки. Более того, произвольное расположение, в котором пучки могут оказаться после чистки, уменьшает привлекательность щетки.
Японский патентный документ также раскрывает выполнение головки щетки в виде единой структуры. По существу вода не может протекать ни через одну центральную часть головки щетки, таким образом, снижая очищающую способность щетки. Более того, единая структура головки не позволяет различным частям головки перемещаться независимо друг от друга. Таким образом, пучки щетины, выходящие из пучка, не могут приспособиться к различным поверхностям зуба, также как и щетка, в которой головка имеет две или более частей, которые могут перемещаться или изгибаться независимо друг от друга.
Известна головка зубной щетки, имеющая верхнюю поверхность с множеством, множество эластомерных элементов для чистки зубов, выступающих от головки и проходящих, каждый, от анкерного шарнира, расположенного в одном из отверстий верхней поверхности головки, и первый пучок щетинок, расположенный вблизи свободного конца головки, и множество вторых пучков щетинок, имеющих длину, меньшую чем длина эластомерных элементов (см. публикация WO 02/38004, 16.05.2002).
Зубная щетка с вышеописанной головкой не обеспечивает эффективную очистку труднодоступных участков полости рта.
Целью настоящего изобретения является устранение вышеизложенных недостатков известной зубной щетки.
Согласно изобретению головка зубной щетки имеет верхнюю и нижнюю поверхности, множество отверстий, проходящих от верхней поверхности к нижней поверхности, множество эластомерных элементов для чистки зубов, выступающих от головки и проходящих, каждый, от анкерного шарнира, расположенного в одном из отверстий, и первый пучок щетинок, расположенный вблизи свободного конца головки и имеющий длину щетинок, уменьшающуюся по направлению к ручке.
Головка зубной щетки может содержать множество вторых пучков щетинок, имеющих длину щетинок, меньшую, чем длина щетинок первого пучка.
Головка может содержать множество третьих пучков щетинок, имеющих длину щетинок, равную длине щетинок вторых пучков.
Головка может иметь центральную часть, вблизи которой расположено множество третьих пучков щетинок.
Первый пучок щетинок может образовать острый угол с верхней поверхностью головки.
Каждый эластомерный элемент может быть выполнен в виде пластины. Пластины могут быть выполнены поворотными или не поворотными. Каждая пластина может содержать текстурную поверхность.
Вторые пучки щетинок могут быть размещены чередующимся образом с эластомерными элементами.
Вторые пучки щетинок и эластомерные элементы могут быть расположены вблизи стороны головки.
Первый пучок щетинок и вторые пучки щетинок могут быть не поворотными.
Текстурная поверхность может включать в себя, по меньшей мере, одно ребро. Ребро может быть более мягким, чем пластина.
Текстурная поверхность может включать в себя множество углублений.
Эти и другие аспекты, особенности и преимущества настоящего изобретения станут более понятны из следующего детального описания предпочтительных воплощений и прилагаемых пунктов патентной формулы и со ссылкой на сопровождающие чертежи, на которых изображено следующее:
фиг.1 изображает вид в перспективе головки зубной щетки;
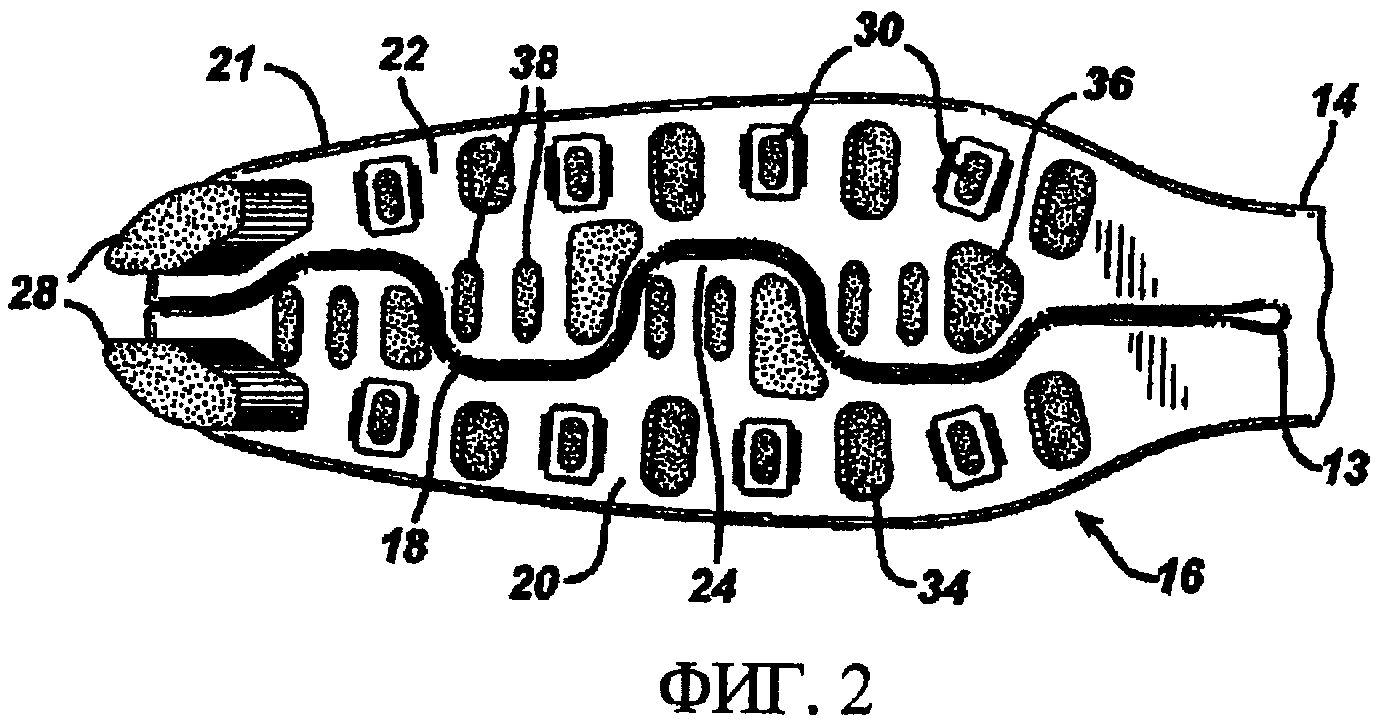
фиг.2 - вид сверху головки, показанной на фиг.1;
фиг.3 - вид сбоку головки, показанной на фиг.1;
фиг.4 - вид снизу головки, показанной на фиг.1;
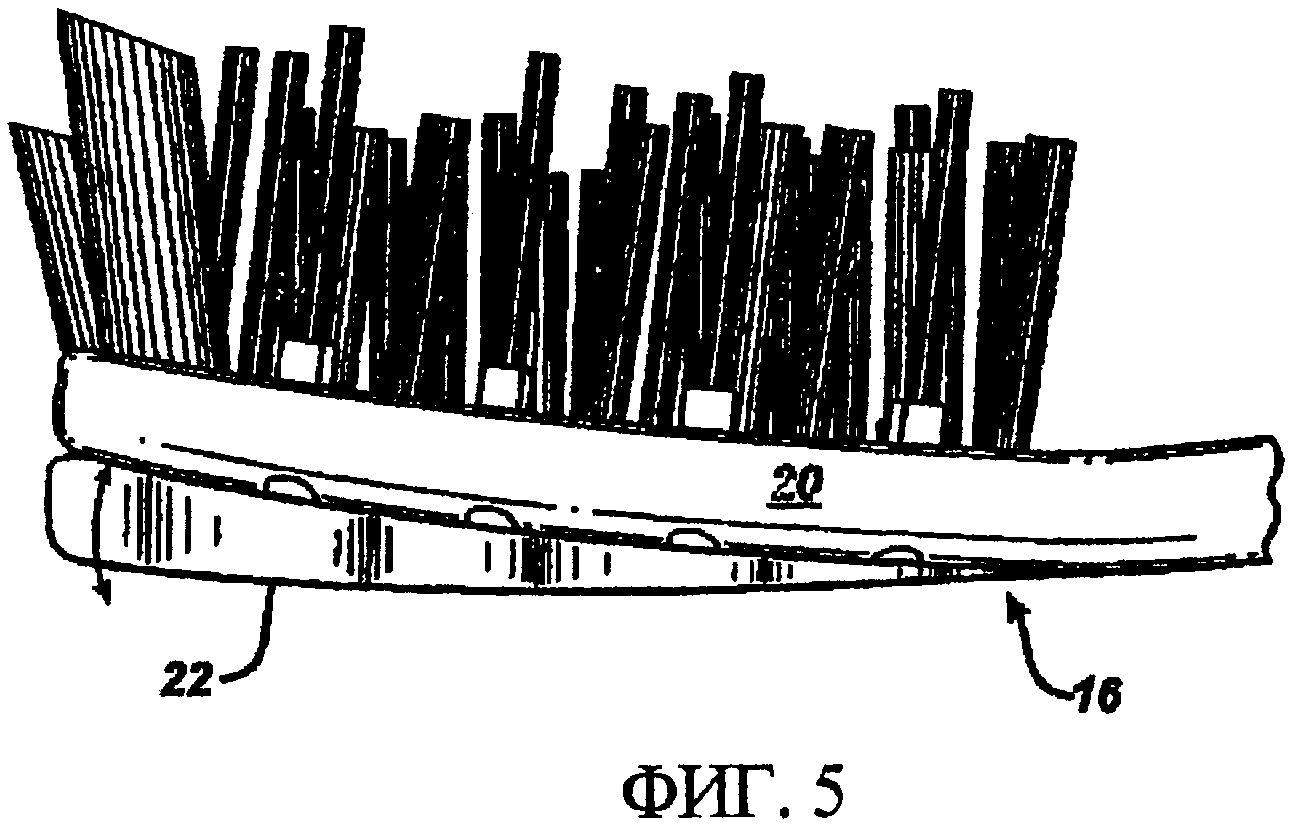
фиг.5 - вид сбоку головки, показанной на фиг.1, показывающий одну часть головки изогнутой;
фиг.6 - вид сверху с отделенными друг от друга двумя частями головки, показанной на фиг.1;
фиг.7 - вид сверху головки, показанной на фиг.1, после расположения частей головки ближе друг к другу;
фиг.8 - фронтальную проекцию поворотного эластомерного элемента вдоль линии 8-8 на фиг.13;
фиг.9 - боковую проекцию поворотного эластомерного элемента вдоль линии 9-9 на фиг.8;
фиг.10 - горизонтальную проекцию одного из отверстий в головке для получения поворотного эластомерного элемента;
фиг.11 - вид в разрезе вдоль линии 11-11 на фиг.10;
фиг.12 - вид в разрезе вдоль линии 12-12 на фиг.10;
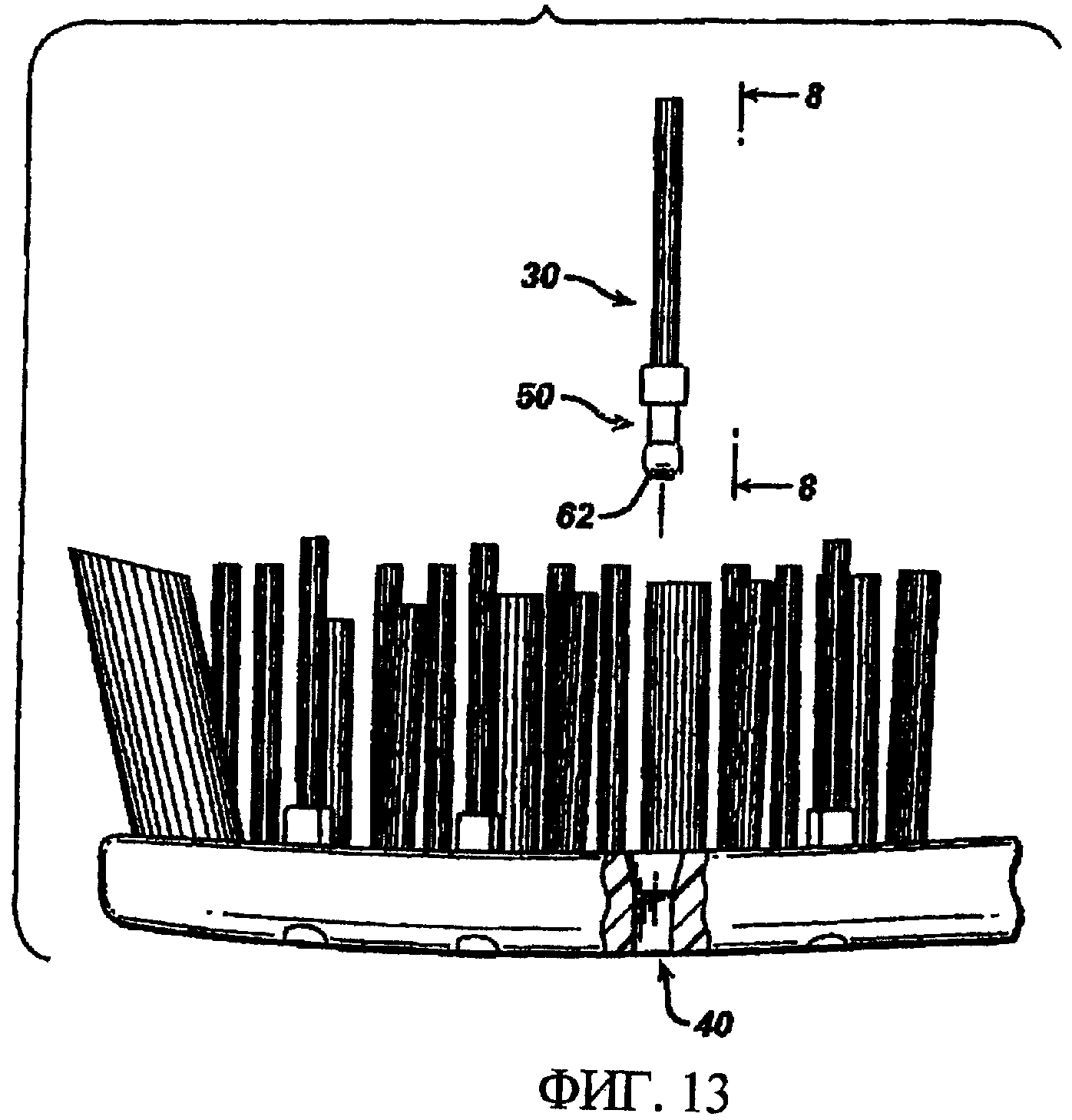
фиг.13 - вид сбоку головки, показанной на фиг.1 (часть удалена для лучшей визуализации) и вид поворотного эластомерного элемента перед вставкой в головку;
фиг.14 - вид сбоку головки, показанной на фиг.1 (часть удалена для лучшей визуализации) и вид поворотного эластомерного элемента после вставки в головку;
фиг.15 - боковую проекцию поворотного эластомерного элемента, показанного в движении;
фиг.16А-С изображают виды в разрезе вдоль линий 16А-С-16А-С на фиг.15;
фиг.17 - перспективный вид очистителя зуба в форме ребристой пластины;
фиг.18 - боковую проекцию ребристой пластины, показанной на фиг.17.
На фиг.1-5 показана головка 16 зубной щетки, проходящая от шейки 14, выходящей из ручки (не показана) для формирования зубной щетки.
Тип ручки не относится к настоящему изобретению. Головка и ручка предпочтительно выполнены из полипропилена. Головка имеет змеевидный зазор 18, разделяющий головку на две части 20 и 22. Конец 13 зазора около шейки 14 предпочтительно имеет круговую форму (фиг.2). Как показано на фиг.5, зазор в головке позволяет частям 20 и 22 изгибаться или перемещаться независимо друг от друга во время использования зубной щетки, таким образом облегчая чистку зубов.
Зазор 18 может также быть выполнен как проем в головке между частями 20 и 22 головки. Этот проем позволяет воде протекать сквозь головку, таким образом улучшая чистку верхней поверхности щетки, которая обычно засоряется затвердевшей зубной пастой несмотря на попытки промыть головку.
Часть 20 головки включает выступающую часть 24, которая входит (по меньшей мере, частично) в выемку 26, образованную частью 22. Выступающая часть 24 имеет несколько пучков щетинок, выступающих из нее, и окружена с трех сторон частью 22 головки.
Каждый из пучков щетинок, расположенных на головке 16, будет описан со ссылками на фиг.2 и 3. Первая пара первых пучков 28 расположена по направлению к свободному концу головки, по одной на каждой части 20, 22 головки. Каждый пучок имеет щетинки (очистители зуба), каждая из которых предпочтительно выполнена из полибутилена-терефталата и имеет диаметр 0,007 дюйма. Самые короткие щетинки во втором пучке 28 имеют длину 0,420 дюйма с оставшимися щетинками, постоянно увеличивающимися в длине по направлению к верхушке пучка. Каждый пучок отклоняется в сторону от ручки на угол предпочтительно около 12 градусов относительно той части поверхности головки, из которой он выступает. Как показано на фиг.2, вторые пучки 28 имеют большее поперечное сечение, чем любой другой пучок на головке.
Вторая группа пучков - это поворотные пучки, которые являются эластомерными элементами 30 (единственные пучки на головке, которые вращаются). На каждой части 20, 22 головки расположены четыре эластомерных элемента 30 по направлению к внешней стороне головки. Каждый элемент 30 может поворачиваться на угол до около 15 градусов относительно любой стороны от вертикального положения на головке, более предпочтительно иметь возможность поворачиваться на угол до около 8 градусов относительно любой стороны вертикального положения на головке. Поворотные элементы 30 расположены строго по направлению к или от шейки 14. Каждый элемент 30 включает базовую опору 32, выполненную из полипропилена. Щетинки выполнены из полиамида 6.12, имеют диаметр 0,008 дюйма и выступают на 0,420 дюйма выше базовой опоры.
Третья группа, состоящая из вторых пучков 34, проходит перпендикулярно к головке. На каждой части 20, 22 головки расположены четыре вторых пучка 34, которые чередуются с элементами 30. На виде сверху (фиг.2) пучки 34 имеют овальную форму (подобно элементам 30, но больше). Другими словами, пучки 34 и элементы 30 имеют поперечные сечения овальной формы. Каждый пучок 34 имеет щетинки, которые сделаны из полиамида 6.12, имеют диаметр 0,006 дюйма и выступают над головкой приблизительно на 0,385 дюйма.
Четвертая группа, состоящая из третьих пучков 36, расположена по направлению внутрь головки. На каждой части 20, 22 головки расположены два таких пучка 36. Каждый пучок 36 проходит перпендикулярно к головке. Щетинки пучка 36 имеют диаметр 0,006 дюйма, выполнены из полиамида 6.12 и выступают над поверхностью головки на 0,360 дюйма.
Пятая и последняя группа, стоящая из пучков 38, также расположена по направлению к внутренней части головки (в сторону от периметра 21 головки). В этой группе четыре пары пучков 38. В каждой паре один пучок расположен к шейке 14 ближе, чем другой пучок. В каждой паре пучков 38 база одного из пучков ближе к первой стороне головки, и этот один пучок наклонен по направлению ко второй стороне головки, и база другого пучка ближе ко второй стороне головки, и этот другой пучок наклонен по направлению к первой стороне головки. По существу пучки в каждой паре наклонены напротив друг другу. Угол наклона по направлению к краю головки составляет около 5 градусов. Каждый пучок 38 щетинок, которые выполнены из полибутилена-терефталата, имеет диаметр щетинки около 0,007 дюйма и выступает приблизительно на 0,460 дюйма над головкой 16. Каждый пучок 38 имеет овальное поперечное сечение с продольным размером овала, ориентированным в направлении наклона.
Щетинки, используемые на головке, могут быть гофрированными (см. патент США 6058541) или зазубренными (см. патент США 6018840). Могут быть использованы и другие типы очистителей зубов кроме щетинок. Например, пучок щетинок мог бы быть заменен эластомерной пластиной. Патенты США, упомянутые в этом параграфе, приведены в данном описании в виде ссылки.
Описание со ссылкой на фиг.6 относится к выполнению зубной щетки. На первом этапе головка, шейка и ручка зубной щетки впрессованы под давлением в пресс-форму. Во время этого этапа формования пучки 28, 34, 36, 38 закрепляются на головке с помощью процесса горячей фиксации пучка. Процессы горячей фиксации пучка щетинок хорошо известны специалистам в данной области (см., например, патенты США №4635313 и 6361120, заявку Великобритании №2330791 и Европейскую заявку №676268 A1).
Коротко, горячая фиксация пучка щетинок включает помещение концов множества групп пластиковых волокон в пресс-форму. Каждая группа кончиков волокон внутри пресс-формы по выбору расплавлена в маленький шарик. Каждая группа волокон обрезана до желаемой длины (либо до, либо после введения в пресс-форму) для формирования пучка щетинок. Пресс-форма закрывается, и расплавленный пластик вводится в пресс-форму. Когда пластик затвердевает, он запирает один конец пучков щетинок в головке зубной щетки.
На фиг.6 может быть видно, что проем 18 между частями 20 и 22 головки гораздо шире в этом месте, чем в конечном виде головки (фиг.2). Другими словами, части 20 и 22 головки расположены на заданном расстоянии (предпочтительно, по меньшей мере, на расстоянии около 1 мм) друг от друга. Далее сквозные отверстия 40 выполняются во время этапа формования для получения поворотных эластомерных элементов 30 на последнем этапе производственного процесса. Отверстия 40 будут более подробно описаны ниже.
Как показано на фиг.7, после того как зубная щетка удалена из пресс-формы, тепло 42 подводится к шейке и к части шейки (в дальнейшем шейке). Тепло может быть подведено различными способами, включая горячий воздух, нагрев излучением, ультразвуковой или конвекционный (например, горячее масло) нагрев. Здесь тепло показано подведенным к краям шейки. Предпочтительно подводить тепло к верхней и нежней поверхностям шейки. Тепло нагревает пластик в 1,0-1,12 раз выше температуры стеклования (при измерении температур по шкале Кельвина). Пластик не должен быть нагрет выше, чем в 1,12 раз его температуры стеклования, чтобы избежать повреждения пластика. Более предпочтительно, чтобы пластик нагревался до 1.03-1.06 раз его температуры стеклования (измеряемое в градусах Кельвина). Температура стеклования для полипропилена составляет около 100°С, тогда как температура стеклования для сополиэстера и полиуретана составляет около 65°С.
Затем к частям 20 и 22 головки прикладывают давление 44 для сдвигания частей в направлении друг к другу. В то время как части 20 и 22 головки находятся в положении, показанном на фиг.2, нагретая часть головки/шейки охлаждается, к примеру, подвергая нагретую часть воздействию холодным газом или жидкостью. Если для охлаждения шейки используется комнатная температура воздуха, такой воздух должен быть применен в течение около 20-25 секунд, что в результате приводит к приданию двум частям головки их конечного положения.
Для достижения короткого технологического времени должен быть использован тепловой источник с самой высокой температурой, который не повредит пластик. При использовании слишком горячего источника тепла, и/или если теплом воздействуют слишком долго, пластик может быть поврежден. Если источник тепла недостаточно горячий, процесс займет слишком много времени, и/или части 20, 22 головки не останутся в их конечном желаемом положении. Если головка/шейка выполнены из полипропилена и для нагрева шейки используется горячий воздух, нагретый воздух должен иметь температуру около 170°С и должен воздействовать на шейку около 70 секунд, полипропилен должен быть нагрет до температуры около 140°С, и сопло, которое воздействует горячим воздухом на шейку, должно быть на расстоянии около 10 мм от шейки.
Если в качестве материала для шейки головки используется сополиэстер или полиуретан, нагретый воздух должен иметь температуру 250°С и должен воздействовать на шейку в течение около 10 секунд, материал должен быть нагрет до температуры предпочтительно 95-100°С, и сопло, которое воздействуют горячим воздухом на шейку, должно быть на расстоянии около 15-20 мм от шейки.
Нагревание соответствующих материалов выше обозначенного времени позволяет материалам становиться мягкими и механически изгибаться до заданной формы. Превышение времени нагрева могло бы вызвать перегрев материала и его повреждение.
Как показано на фиг.8 и 9, каждый поворотный элемент 30 имеет множество щетинок 46, базовую опору 48 и анкерный шарнир 50. Щетинки прикреплены к первому концу 52 опорной базы и выступают из него, в то время как первый конец 54 анкерного шарнира выступает из второго конца 56 опорной базы. Опорная база и анкерный шарнир выполнены предпочтительно как единая структура, изготовленная из одного и того же материала. Анкерный шарнир 50 включает первую часть 58, расположенную около первого конца 54, и вторую часть 60, расположенную около второго торца 62 анкерного шарнира. Первая часть 58 меньше в Х и Y направлениях, чем вторая часть 60. Базовая опора 48 больше в Х и Y направлениях, чем вторая часть 60 анкерной опоры. Вторая часть 60 включает пару выступов 63. Анкерный шарнир имеет отверстие 64.
Эластомерные элементы 30 также могут быть выполнены с помощью процесса горячей фиксации пучка, как описано выше. Вместо введения пластика в пресс-форму для формирования ручки зубной щетки, шейки и головки пластик вводится в пресс-форму для формирования базовой опоры 48 и анкерного шарнира 50, захватывая щетинки 46, когда введенный пластик остывает.
Ссылаясь на фиг.10-12, далее описаны сквозные отверстия 40 (фиг.6). Каждое отверстие 40 проходит от верхней поверхности 66 головки щетки через нижнюю поверхность 68.
Отверстия 40 включают первую и вторую части 70 и 72. Часть 72 в основном имеет форму параллелепипеда за исключением того, что некоторые ее более низкие части закруглены (фиг.11). Часть 70 также в основном имеет форму параллелепипеда за исключением двух ее сторон, расширяющегося по бокам приблизительно на 15° (фиг.12). Часть отверстия 72 длиннее в направление А, чем часть отверстия 70 (фиг.11). Часть отверстия 70 имеет приблизительно такую же ширину в направление В, как и часть отверстия 72 в месте, где части 70 и 72 отверстия пересекаются (фиг.12). Размеры А и В, как правило, перпендикулярны друг другу в данном воплощении. Пара выступов 73 предусмотрена таким расположением.
Со ссылками на фиг.13-16 далее описано введение поворотных эластомерных элементов 30 в отверстия 40. Эластомерный элемент 30 располагают над отверстием 40 с концом 62 анкерного шарнира 50 в направлении отверстия (фиг.13). Как показано на фиг.16А-С, элемент 30 перемещают в направлении отверстия 40 до тех пор, пока конец 62 не начнет входить в отверстие (фиг.16А). Пучок 30 затем вдавливается в отверстие, заставляя края части отверстия 70 сжимать вторую часть 60 анкерного шарнира. Таким образом, анкерный шарнир 50 сжимается, временно уменьшая отверстие 64. Элемент 30 затем проталкивается полностью в отверстие 40 (фиг.16С), на этом этапе упругий пластиковый анкерный шарнир распрямляется до своей первоначальной формы, показанной на фиг.16А. Этот абзац описывает фиксацию элемента 30 в головке с помощью плотного защелкивания.
Как показано на фиг.16С, базовая опора 48 длиннее в направлении А, чем часть отверстия 70, и таким образом предотвращает элемент 30 от более глубокого вдавливания в отверстие 40. Вторая часть 60 также длиннее в размере А, чем часть отверстия 70, и таким образом предотвращая элемент 30 от выскальзывания из отверстия 40. Это происходит благодаря тому факту, что выступы 63 (фиг.8) входят в зацепление с выступами 73 (фиг.11). Такое расположение также предотвращает элемент 30 от поворота вокруг продольной оси щетинок.
Как показано на фиг.15, элемент 30 поворачивается, когда, например, он касается части ротовой полости во время чистки зубов. Предпочтительно каждый элемент 30 может отклоняться до около 15° в обе стороны от положения, перпендикулярного поверхности 66.
На фиг.17 и 18 показан другой тип элемента для чистки зуба, выполненный в форме пластины 80. Каждая пластина поддерживается базовой опорой 48 и анкерным шарниром 50 (оба не показаны), как описано выше, позволяя пластине вращаться на головке щетки. Альтернативно, пластина может быть плотно прикреплена к головке, так чтобы она не вращалась. Пластина создана из термопластического эластомера с помощью процесса инжекционного формования. В данном воплощении текстурная поверхность предусмотрена с помощью ряда ребер 82. Эти ребра улучшают очистку ротовой полости. Ребра сформированы инжекционным формованием термопластического эластомера в пластинку. Ребра предпочтительно мягче пластины. Вместо ребер могут быть использованы альтернативные текстурные поверхности (например, углубления).
Как показано на фиг.18, пластина имеет ширину предпочтительно около 0,030 дюйма. Продольный размер пластины над базовой опорой составляет предпочтительно 0,420 дюйма. Кончик 84 пластинки 80 имеет ширину предпочтительно 0,007 дюйма. Расстояние от основания ребер до кончика 84 составляет приблизительно 0,168 дюйма, тогда как расстояние от верха ребер до верхушки составляет около 0,079 дюйма. Верхушка ребер имеет ширину около 0,035 дюйма. Ребра (текстурная поверхность) предпочтительно выступают на около 2-12 мил от пластины.
Реферат
Головка зубной щетки имеет свободный конец, верхнюю и нижнюю поверхности, множество отверстий, проходящих от верхней поверхности к нижней поверхности, и множество эластомерных элементов для чистки зубов. Последние выступают от головки и проходят, каждый, от анкерного шарнира, расположенного в одном из отверстий. Головка имеет также первый пучок щетинок, расположенный вблизи ее свободного конца, с длиной щетинок, уменьшающейся по направлению к ручке. Изобретение обеспечивает улучшение качества очистки зубов. 14 з.п. ф-лы, 20 ил.
Комментарии