Способ и устройство для изготовления щеток и щетки, изготовленные указанным способом - RU2239341C2
Код документа: RU2239341C2
Чертежи







Описание
Изобретение относится к способу изготовления щеток с пластиковым держателем щетинок и блоком щетинок, прикрепленным к держателю и содержащим отдельные или сведенные в пучки пластиковые щетинки, причем крепежные концы щетинок или пучков щетинок оплавляют до утолщения, утолщения соседних пучков соединяют путем последующего формования и смещения массы пластика, а соединения затем заделывают в пластиковый материал держателя. Изобретение также относится к устройству для осуществления этого способа и к щеткам, изготовленным указанным способом.
Конкретные отличия и трудности, рассматриваемые далее на примере зубных щеток, в равной мере относятся к всевозможным гигиеническим щеткам, а также к различным видам щеток других назначений. Однако именно в отношении зубных щеток известный уровень техники в наибольшей степени подвергся усовершенствованию и поэтому рассматривается в первую очередь данный аспект.
Современная стоматология требует, чтобы щетинки в зубных щетках работали с максимальной гибкостью, приспосабливаясь как можно теснее к очищаемым поверхностям (зубы и межзубные промежутки) и массируемым поверхностям (десны) так, чтобы, с одной стороны, не только следовать за сферическими поверхностями зубов, но и захватывать межзубные промежутки, а с другой стороны, не травмировать десны в ходе их необходимого массажа.
Требование, чтобы щетинки захватывали все подлежащие чистке и массажу зоны полости рта, с одной стороны, требует щетинок определенной длины, а с другой стороны, полная высота (длина щетинок плюс общая высота головки щетки) должна быть как можно меньшей, чтобы обеспечить максимальную эффективность щетинок даже в ограниченных объемах зубной полости. Поскольку чистящее и массирующее действие оказывают только щетинки, а держатель не принимает в этом никакого участия, стараются сделать высоту держателя как можно меньшей. Предел такому уменьшению кладет необходимость поддерживать достаточную глубину заделки щетинок, чтобы они не выдергивались из держателя при работе. Щетинки или даже пучки щетинок, выпавшие из блока щетинок, не только создают неприятные ощущения в полости рта, но могут даже причинить вред здоровью, будучи проглоченными. Это противоречие между высокой прочностью против выдергивания и малой общей высотой создает немалые трудности.
В настоящее время щеточные изделия, в частности зубные щетки, в основном по-прежнему изготовляются по так называемой прошивной технологии, т.е. пучки сводят в петли и вставляют в заранее выполненные в держателе отверстия. При таком способе общая высота держателя должна составлять не менее 4-6 мм. Зубные щетки, полученные прошивкой, не способны должным образом удовлетворять современным гигиеническим требованиям ввиду зазоров вокруг мест крепления щетинок, в которых накапливаются грязь и бактерии.
По существу удовлетворяющие гигиеническим требованиям зубные щетки можно получать литьем под давлением или термопластичным соединением - способами, указанными в ограничительной части п.1 формулы. На обращенных к держателю концах щетинок выполняют утолщения, которые затем запрессовывают либо заформовывают в размягченный пластик держателя либо помещают в литьевую форму, в которой расплавленная масса держателя опрессовывается вокруг утолщений. Это позволяет получать общую высоту держателя щетинок от 3,0 до 4,5 мм. И здесь предел ставится глубиной заделки щетинок, необходимой для обеспечения достаточной прочности против выдергивания. Требование ограничить высоту держателя входит в противоречие с требованием обеспечения прочности против выдергивания, особенно если учесть требуемую современной стоматологией от блока щетинок высокую гибкость. Это предполагает соответствующую гибкость держателя щетинок и, следовательно, подбор пластичного материала и/или конструкторские ухищрения. За счет придания гибкости держателю ухудшается прочность против выдергивания, поскольку щетинки опираются не на жесткую среду. Это особенно касается тех случаев, когда для изготовления держателя полностью или частично используются резиноподобные материалы, например, эластомеры.
Чисто конструкторские подходы к держателю щетинок предполагают, например, его разбиение на шарнирно соединенные участки (Европейская заявка 577656, WO 92/17092). Однако это, как правило, приводит к увеличению высоты. То же относится к зубным щеткам, в которых гибкость блоку щетинок придается за счет выполнения эластомерных участков на поверхности держателя (WO 97/07707, WO 97/24048, WO 97/25899, WO 97/25900).
Уже предпринимались попытки упругого крепления щетинок к держателю (заявка Германии 195 38 569 A1) или покрытия держателя эластомерным материалом, к которому приварены щетинки (заявки Германии 3628722 A1, 19530057 А1). Известно также (WO 97/20484) изготовление держателя на основе опорного каркаса из относительно жесткого пластика, который заполняется эластомером, причем щетинки заделаны в материал каркаса или в эластомер. Во всех этих случаях не достигается уменьшение общей высоты, а гибкость блока щетинок ограничивается небольшими участками эластомера. Далее, известен способ (заявка Германии 19743556 A1), в котором последовательно разделяют полученный литьем под давлением каркас, а затем заполняют его эластомером.
В случае жестких держателей известно (Европейский патент 0405204 В1, заявка Германии 19738256 A1) введение пучков щетинок в отверстия в опорной пластине, после чего их приплавляют к оборотной стороне пластины, вводя расплав в соответствующие углубления в отверстиях так, что все пучки оказываются соединенными на оборотной стороне пластины. Затем на пластину насаживают в соответствующие выемки держатель щетинок либо пластина сама образует держатель вместе с жесткой опорной пластиной. Такая конструкция никоим образом не удовлетворяет современным требованиям к гибкости зубных щеток.
Что касается зубных щеток с держателями, в которые термопластически или литьем под давлением вставлены утолщения на концах пучков щетинок, то известно (Европейские патенты 0150785 В1, 0759711 В1) последующее формование утолщений на каждом пучке таким образом, чтобы они расширились, образуя сплошную пластину, благодаря чему повышается прочность на сдвиг щетинок в держателе под действием вытягивающих усилий, либо же утолщения соседних пучков сливают формованием воедино (Европейский патент 0197384 В1, европейская заявка 0326624 А1). Здесь решается исключительно вопрос прочности.
В основу изобретения положена задача создать способ изготовления щеток, который при достаточной прочности щетинок против выдергивания позволил бы сократить общую высоту головки щетки. В соответствии с другой целью обеспечивается достаточная контролируемая упругость блока щетинок. Поставленная задача решена всей совокупностью признаков формулы по п.1-28.
В соответствии с изобретением поставленная задача решается благодаря тому, что утолщения формуют с помощью формователя в четко выраженную несущую конструкцию из перемычек, соединяющих соседние утолщения, а затем несущую конструкцию и выступающие из нее щетинки заделывают на короткую длину в пластичный материал держателя щетинок.
В способе в соответствии с изобретением пластичная масса, расплавленная на обращенных к держателю концах щетинок или пучков щетинок, используется для получения четко выраженной несущей конструкции между утолщениями щетинок или пучков щетинок, благодаря чему растягивающие усилия, действующие на пучках щетинок, поглощаются всем объемом держателя. Теперь прочность на сдвиг не только материала держателя в области утолщений, но в значительной мере и держателя в целом определяет прочность против выдергивания отдельных щетинок или их пучков. При необходимости это позволяет в значительной степени уменьшить глубину заделки щетинок и в любом случае - общую высоту держателя. Также в случае изготовления держателя из гибких или резиноподобных пластиков можно сократить глубину заделки. В то время как в щетках, изготовленных известными способами, сопротивление выдергиванию составляет до 150 г для отдельных вертикально вставленных щетинок и до 800 г для пучков, изобретение позволяет увеличить указанное сопротивление до более чем 500 г для отдельных щетинок и до более чем 2000 г для пучков. Минимально допустимая глубина заделки прежде равнялась 0,5 мм, теперь она доведена до 0,25 мм, т.е. сокращена наполовину.
Несущая конструкция, необходимая для создания необходимого сопротивления выдергиванию, может быть получена независимо от расстояния между пучками или отдельными щетинками в блоке, а также независимо от диаметра пучков, что не было возможно в известных способах.
В предпочтительном варианте осуществления изобретения между утолщениями и соединяющими их перегородками образуются не содержащие пластика выемки, которые в ходе формования или литья под давлением держателя либо в процессе термопластичного соединения позволяют полное обтекание несущей конструкции и тем самым надежное закрепление блока щетинок.
В соответствии с предпочтительным вариантом осуществления способа утолщения укрепляют в опоре на обращенной к щетинкам стороне и вытесненную из утолщений в ходе формования пластичную массу для образования несущей конструкции распределяют под действием давления прижатия формователя к опоре.
Благодаря формообразующему контуру формователя и регулированию давления вытекания пластичная масса, вытесняемая из утолщений, может равномерно распределяться, создавая желаемую несущую конструкцию и придавая перегородкам этой конструкции заданные сечения.
Другой предпочтительный вариант осуществления способа согласно изобретению отличается тем, что количество пластичной массы, вытесняемой из утолщений при формировании для создания несущей конструкции, регулируется длиной расплавляемых в утолщениях щетинок.
Этот способ имеет особые преимущества, если блок состоит из щетинок, имеющих различные сечения, из отдельных вертикальных щетинок или если расстояния между щетинками различны. Эти неравномерности компенсируются тем, что щетинки расплавляются на разную длину благодаря регулированию имеющейся для вытеснения массы.
В способе согласно изобретению можно после первоначального расплавления крепежных концов щетинок или пучков щетинок утолщения в еще пластичном состоянии с задержкой во времени формировать в соединительные элементы. Формирующие силы в таком случае невелики.
Вместо этого можно также после первоначального расплавления крепежных концов щетинок или пучков щетинок утолщения в еще текучем состоянии с задержкой во времени формировать в соединительные элементы. В этом варианте в области утолщений образуется лишь узкое соединение, в данном случае геометрическое замыкание. Однако таким образом может быть достигнуто необходимое повышение прочности против выдергивания.
Способ в соответствии с изобретением особенно пригоден для получения зубных или гигиенических щеток, где требуется особо высокая гибкость блока щетинок. В таком случае для получения заданной гибкости блока щетинок момент инерции держателя в оси сгиба блока щетинок и пластичный материал держателя по отношению к модулю упругости держателя выбираются так, чтобы гибкость самого держателя превышала заданную гибкость блока щетинок, а количество соединений отдельных щетинок и/или пучков щетинок и их момент инерции в оси сгиба во взаимодействии с моментом инерции утолщений, по меньшей мере, локально выбираются так, чтобы гибкость держателя уменьшалась до значения, требуемого для блока щетинок.
Как отмечалось выше, способ в соответствии с изобретением основан на известном уровне техники, описанном, например, в ЕР 0197384 В1 и ЕР 0336634 А1. В отличие от известного уровня техники, где вопросу гибкости блока щетинок не уделяется внимания, в способе согласно изобретению держателю придается большая гибкость (эластичность), чем необходимо для данной конкретной цели. Эта гибкость достигается за счет выбора материала, которым может быть, например, высокоупругий термопластик, эластомер и т.п., и придания держателю соответственно малого момента инерции по отношению к оси сгиба, которая, как правило, совпадает с продольной осью зубной щетки. В таком держателе, обладающем малым моментом инерции по отношению к оси сгиба и/или подвергающемся серьезной деформации при пользовании, невозможно гарантировать необходимую прочность против выдергивания. В способе согласно изобретению это противоречие разрешается тем, что соединения отдельных щетинок и/или пучков щетинок, полученные при формовании утолщений, выполнены в таком количестве и имеют такой момент инерции, в оси сгиба с учетом момента инерции самих утолщений, чтобы уменьшалась повышенная гибкость держателя и таким образом обеспечивалась необходимая гибкость блока щетинок. Эти меры могут быть предусмотрены также только локально на головке щетки, для получения четко определенных зон сгиба вдоль и поперек продольной оси головки щетки.
Поскольку соединения предназначены по существу лишь для повышения прочности на сдвиг и речь идет, следовательно, о плоскости сдвига и объеме, способном подвергаться сдвигу, то утолщения вблизи перегородок могут быть сформованы с получением сечения, эффективный момент инерции которого меньше, чем у самих утолщений. Этому способствует то обстоятельство, что щетинки, в целом, выполнены из более жесткого пластика, чем их держатель, и тем самым утолщения и перегородки или решетки также обладают более высокими прочностными характеристиками.
Можно также формовать часть перегородок по отношению к моменту инерции так, чтобы они действовали как шарниры. На таких участках преимущественно, если не полностью, срабатывает более высокая гибкость держателя, придавая тем самым большую гибкость отдельным зонам блока щетинок.
В одном из вариантов способа в соответствии с изобретением несущую конструкцию, охватывающую все утолщения, предварительно формуют из перегородок, соединяющих соседние утолщения, распространяют на утолщения и соединяют с ними и, наконец, заделывают несущую конструкцию и щетинки на короткую длину в пластичный материал держателя.
Этот вариант предпочтителен, в частности, для крупных щеток, где общая высота держателя щетинок не имеет критического значения. Он также выгоден, если по соображениям прочности несущая конструкция выполнена из иного пластичного материала, чем материал щетинок, или требуется применение непластичного материала, например текстиля, проволочной сетки, в который должен проникать пластик утолщений. Возможно также сочетание обоих способов, когда часть несущей конструкции получают путем вытеснения пластичного материала из утолщений, а остальную часть либо дополнительно способом термообработки, например, приформовывают или наносят методом напыления, либо изготовляют заранее и затем присоединяют к имеющейся несущей конструкции.
Изобретение также относится к устройству для осуществления описанного способа. Такое устройство содержит установочную опору, в каналы которой вставляются щетинки и/или пучки всего блока щетинок щетки, и приспособление для подачи щетинок и/или пучков щетинок в каналы в положение, при котором их крепежные концы выступают за устья каналов. Устройство содержит также приспособление для оплавления крепежных концов и формующее приспособление для последующего формования оплавленных концов. Такие устройства в соединении с описанными известными способами известны из уровня техники. В соответствии с изобретением указанное устройство отличается тем, что формующее приспособление содержит пуансон, связанный с каждым утолщением, для бокового вытеснения пластичного материала утолщений и по меньшей мере один размещенный между пуансонами и затвором формователь для создания из вытесненного пластичного материала соединений между утолщениями.
Предпочтительно такое формующее приспособление содержит, по меньшей мере, один затвор для образования свободных от пластика промежутков, расположенный между пуансонами, выступающий за их длину и устанавливаемый на установочную опору.
Пуансоны имеют формирующую поверхность, контуры которой, по меньшей мере, соответствуют контурам утолщений на крепежных концах щетинок. С их помощью утолщения преобразуются, в частности расплющиваются таким образом, что пластичный материал вытесняется на участки между щетинками или пучками щетинок, образуя тем самым несущую конструкцию. Между пуансонами находятся затворы, устанавливаемые непосредственно на установочную опору, чтобы ограничивать боковое растекание вытесненной пластичной массы, тогда как формователь, охватывающий область между пуансонами и затворами, осуществляет образование перегородок.
Предусмотрено, что предпочтительно, по меньшей мере, затвор выполнен опережающим пуансоны и формователь, чтобы в первую очередь закрыть те участки несущей конструкции, куда вытесненная масса не должна затекать.
При таком исполнении пуансон и формователь могут быть выполнены за одно целое. Вместо этого можно снабдить формователь упругой опорой, чтобы можно было выравнивать вытесненную массу при возможных отклонениях. Предпочтительно также раздельное управление формователем и пуансонами.
В соответствии с одним из вариантов формирующая поверхность формователя может, по меньшей мере, на заданных участках отталкиваться от формирующей поверхности пуансонов, так чтобы пластичная масса располагалась в области соединений в осевой плоскости держателя и, тем самым при отклонении последнего оказывалась в зоне давления. Вместо этого формирующая поверхность формователя может также выдаваться вперед относительно формирующей поверхности пуансонов, вследствие чего соединения сильнее смещаются в зону растяжения держателя.
Пуансоны, затвор и формователь могут быть выполнены как единый формующий инструмент, что позволяет получать весь блок щетинок за одну операцию.
Установочная опора с каналами для приема щетинок и/или пучков щетинок одновременно предпочтительно служит опорой для формирующего приспособления.
Формирующее приспособление может быть, по меньшей мере, на некоторых участках снабжено нагревателями, которые способствуют течению вытесненного пластичного материала или повышению твердости несущей конструкции.
В соответствии с предпочтительным вариантом осуществления изобретения установочная опора с каналами для приема щетинок и/или пучков щетинок одновременно служит частью литьевой формы, в частности формы для литья под давлением держателя щетинок, формируя держатель после заполнения формы со стороны блока щетинок. Таким образом, установочная опора одновременно позиционирует щетинки или пучки щетинок согласно их положению в блоке щетинок и обеспечивает образование утолщений и несущей конструкции щетинок или пучков; наконец, она же служит формой при изготовлении держателя.
С этой целью щетинки и/или пучки способны смещаться в направлении утолщений в установочной опоре, а утолщения в плите регулируются до нужной глубины заделки в держатель, причем на основании отличительных признаков изобретения глубина такой заделки может быть минимальной, чтобы обеспечить минимальную общую высоту головки щетки, но в то же время обеспечивает достаточную прочность щетинок против выдергивания.
Изобретение также относится к щетке, изготовленной вышеописанным способом, которая содержит известные сами по себе пластиковый держатель и блок пластиковых отдельных или сведенных в пучки пластиковых щетинок, снабженных на крепежных концах расплавленными утолщениями, посредством которых они заделаны в пластиковый держатель. В соответствии с изобретением такая щетка отличается тем, что щетинки и/или пучки блока щетинок соединены посредством соединяющих утолщения перегородок из синтетического материала щетинок, образующих несущую структуру, повышающую прочность против выдергивания.
Несущая конструкция может, по меньшей мере, на некоторых участках иметь меньшую толщину, чем утолщения, и в некоторых местах быть настолько тонкой, что образуются шарнирные соединения, особо способствующие повышению гибкости держателя на отдельных участках.
На прочность против выдергивания и гибкость держателя влияет также то обстоятельство, что перегородки, по меньшей мере, в некоторых местах размещены в иной плоскости, чем утолщения. Если перегородки находятся, например, на нейтральной оси сгиба, они в наименьшей степени испытывают напряжения от центробежных сил, если же они, напротив, лежат в зоне давления или растяжения, то они действуют как амортизатор.
Далее изобретение описывается подробно со ссылками на прилагаемые чертежи, на которых изображают:
Фиг.1 - деталь щетки.
Фиг.2 - вид в плане блока щетинок по фиг.1 без держателя.
Фиг.3 - деталь щетки с отдельными вертикальными щетинками.
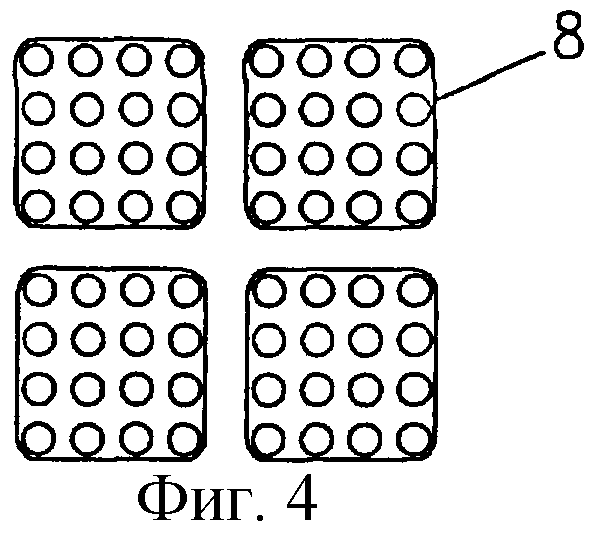
Фиг.4 - вид в плане блока щетинок по фиг.3 без держателя.
Фиг.5 - деталь другого варианта выполнения щетки с отдельными щетинками.
Фиг.6 - вид в плане блока щетинок по фиг.5 без держателя.
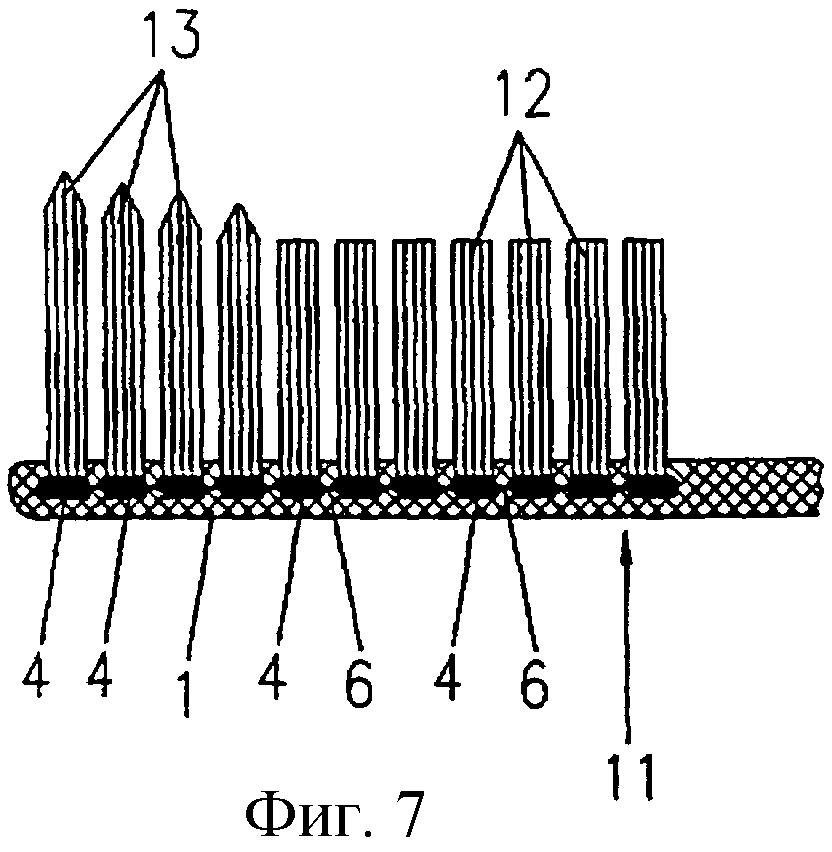
Фиг.7 - увеличенное сечение головки щетки.
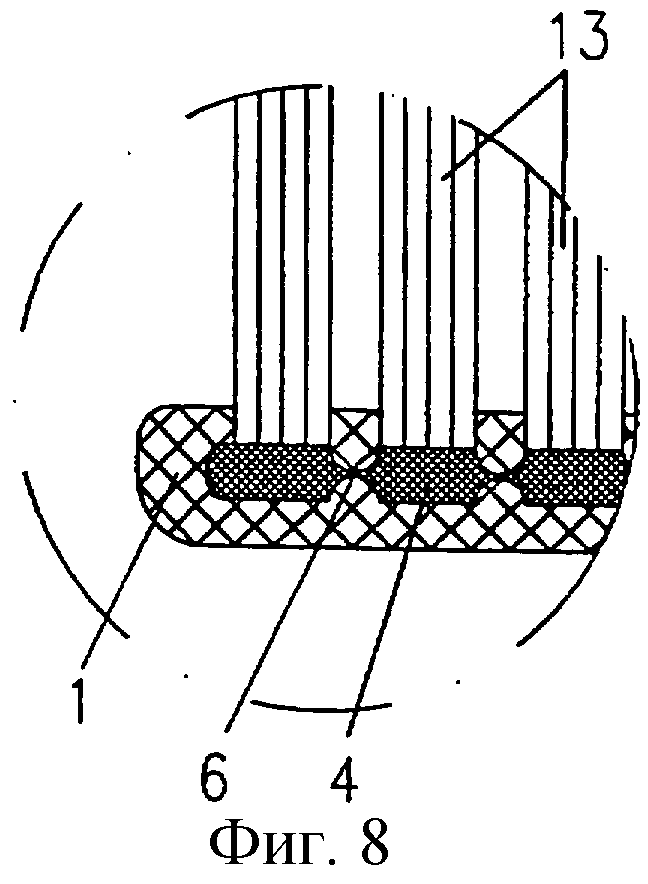
Фиг.8 - увеличенная деталь сечения по фиг.6.
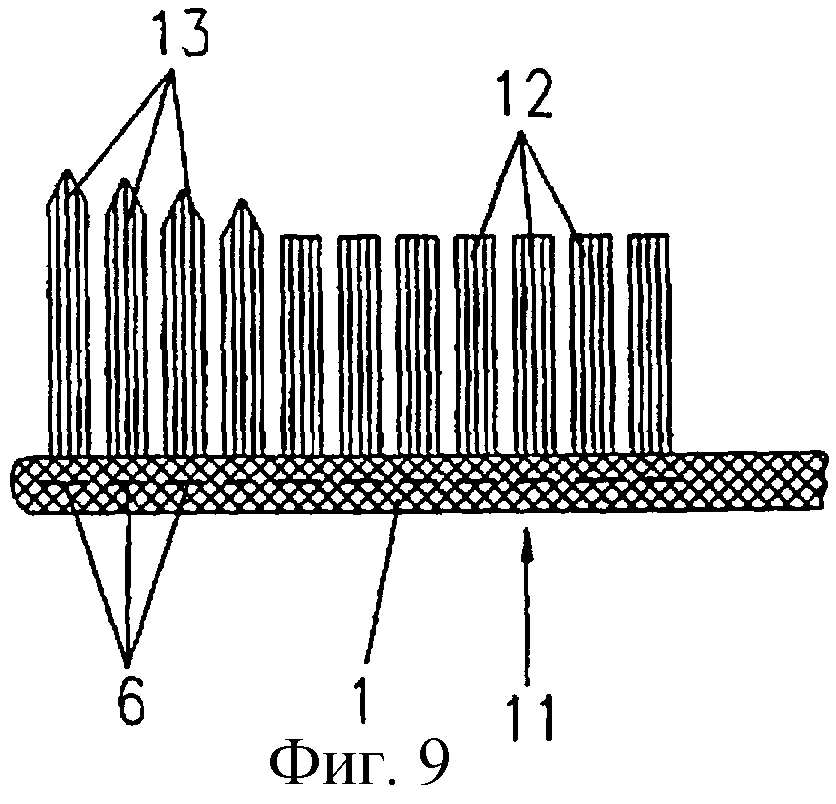
Фиг.9 - сечение, соответствующее фиг.7, в плоскости между соседними пучками.
Фиг.10 - увеличенная деталь сечения по фиг.9.
Фиг.11 - вид в плане блока щетинок зубной щетки по фиг.7 и 9.
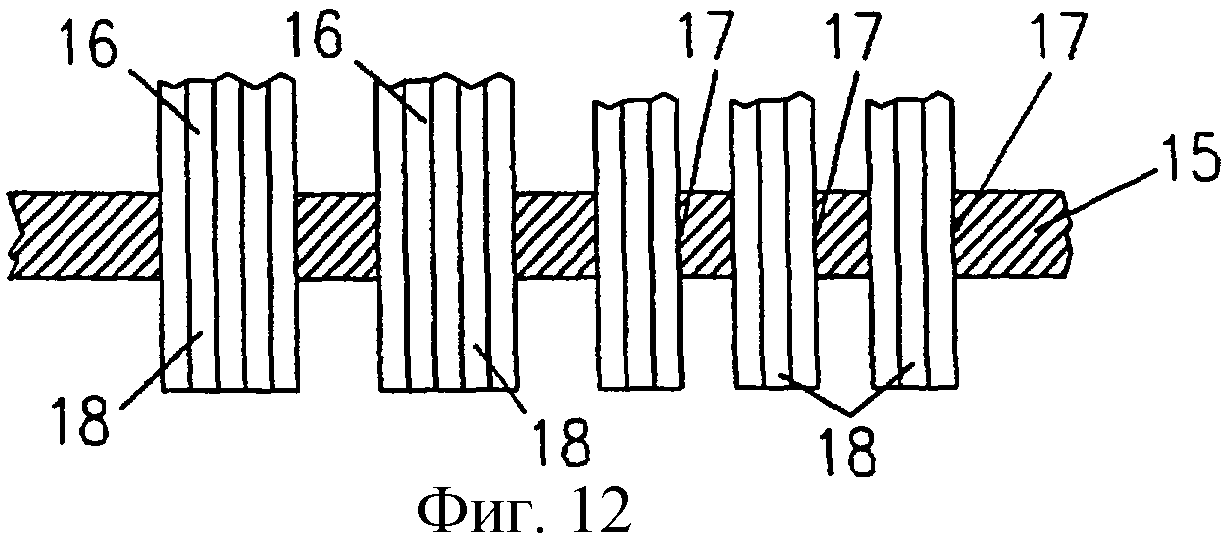
Фиг.12 - сечение установочной опоры для пучков на первом этапе изготовления.
Фиг.13 - разрез формующего приспособления на втором этапе изготовления.
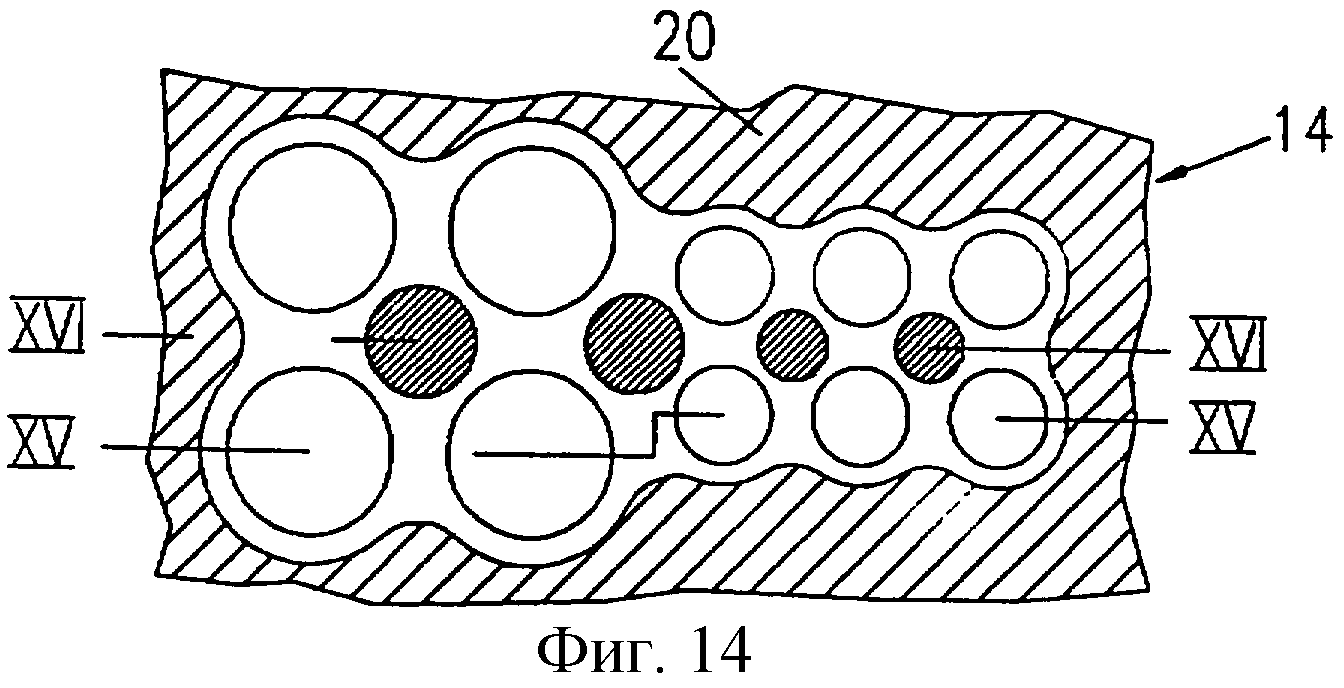
Фиг.14 - сечение XIV-XIV по фиг.13.
Фиг.15 - сечение XV-XV по фиг.14.
Фиг.16 - сечение XVI-XVI по фиг.14.
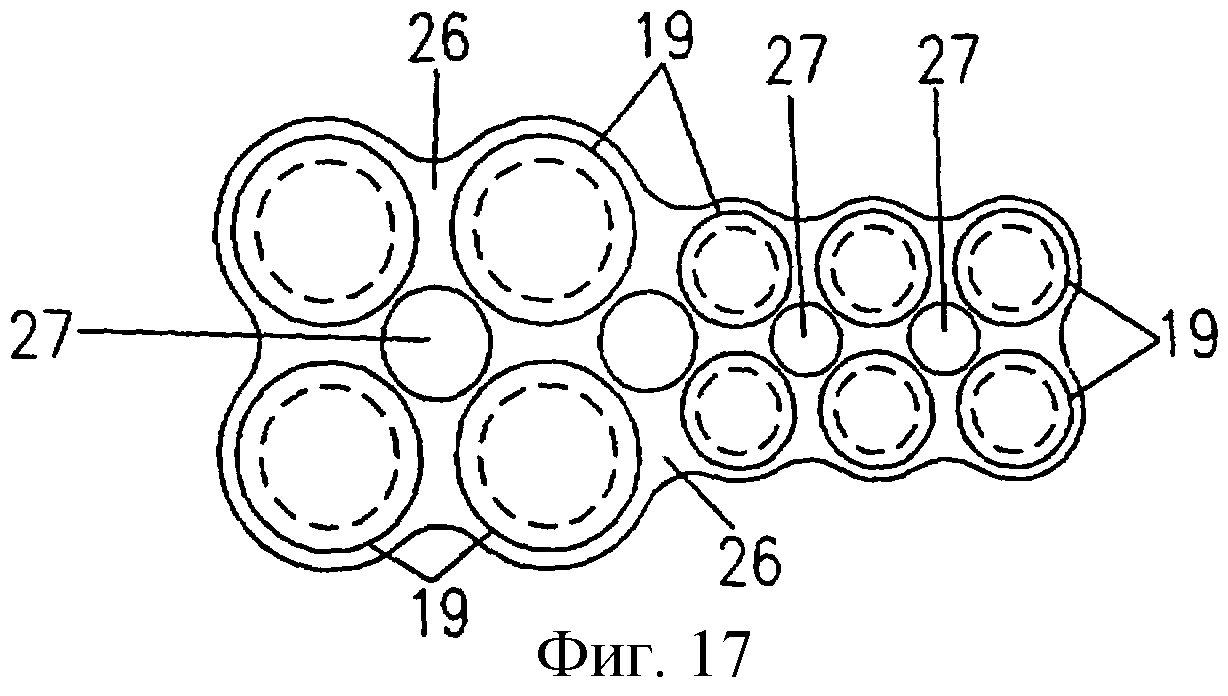
Фиг.17 - вид сзади несущей конструкции блока щетинок, изготовленной в соответствии с фиг.12-16.
Фиг.18 - изображение установочной опоры, соответствующее фиг.12, в одном из вариантов осуществления изобретения.
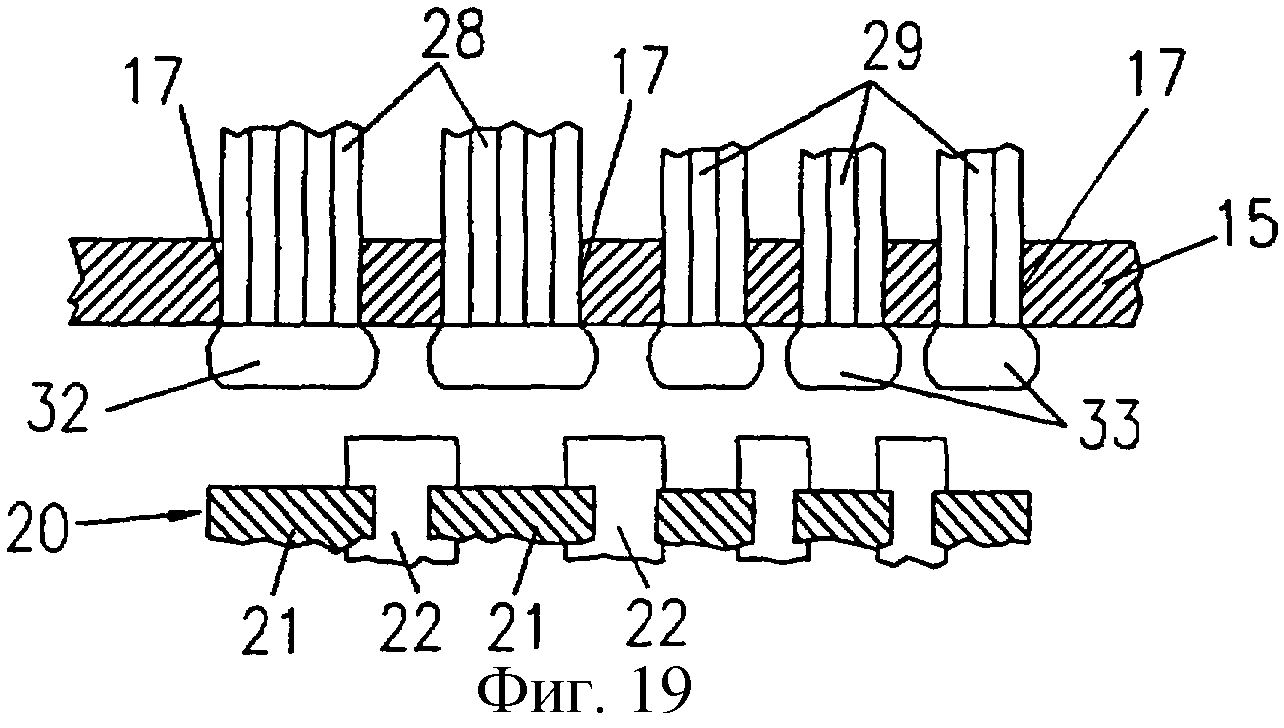
Фиг.19 - установочная опора с частью формующего приспособления в другом варианте осуществления изобретения.
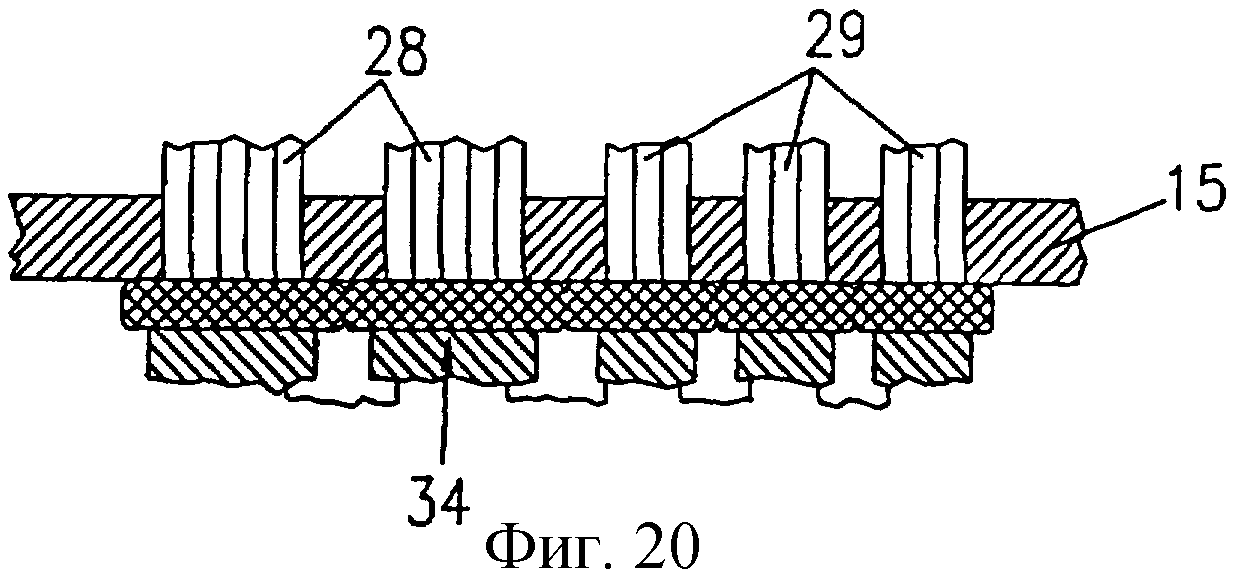
Фиг.20 - разрез закрытого формующего приспособления в плоскости пучка.
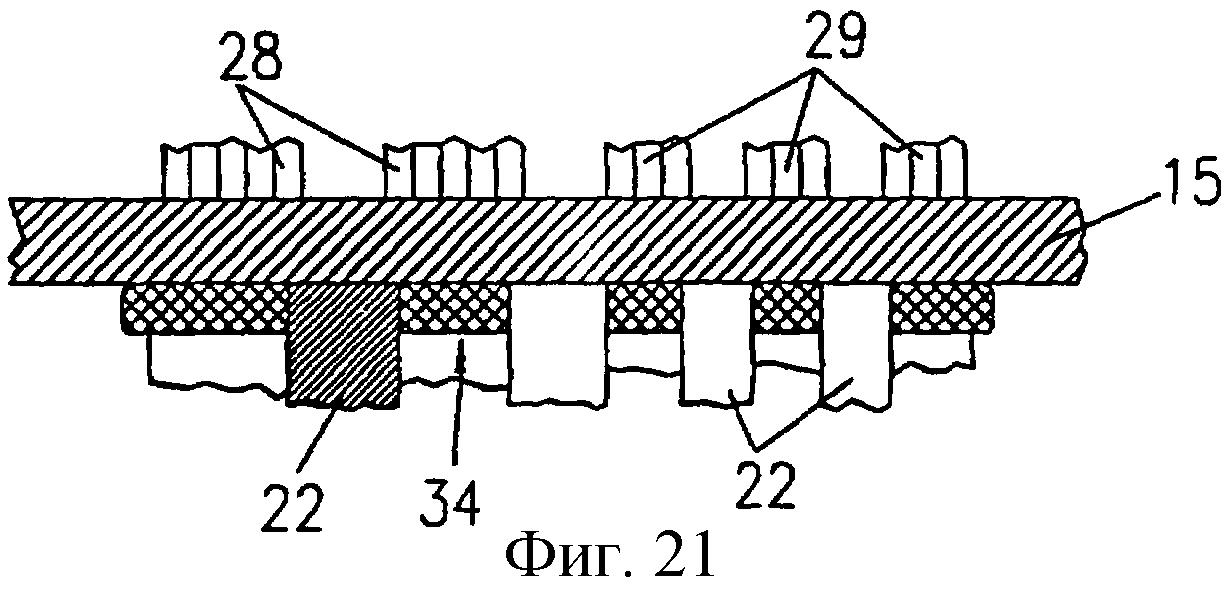
Фиг.21 - разрез закрытого формующего приспособления в плоскости между пучками.
Варианты выполнения щетки, представленные на фиг.1-11, получены в соответствии со способом согласно изобретению. Щетка по фиг.1 содержит пластиковый держатель 1 и щетинки 2, сведенные в пучки 3, на крепежных концах которых оплавлением получены утолщения 4. С помощью этих утолщений 4 пучки 3 заделываются в держатель 1, например, литьем под давлением или термопластическим способом. Утолщения 4 пучков 3 связаны между собой четко выраженной несущей конструкцией 5, которая в представленном варианте образована из соединяющих соседние утолщения 4 перегородки 6 и находящихся между ними свободных от пластика выемок 7.
В вариантах осуществления изобретения согласно фиг.3-6 на крепежных концах отдельных щетинок 2 путем оплавления концов щетинок выполнены утолщения 4, которые путем вытеснения пластичной массы из утолщений 4 сформованы в пластиноподобную несущую конструкцию 8, причем отдельные щетинки 2 собраны в группы. В варианте по фиг.5 отдельные щетинки 2 расположены с взаимным смещением, например круговыми группами, и здесь также уплотнения 4 образуют несущую конструкцию 9 с выемками 10.
На фиг.7-10 показана головка 11 зубной щетки с пучками 12, 13 различной длины и различной конфигурации на рабочих концах, причем их крепежные концы также оплавлены в утолщения 4, соединенные образованными при вытеснении пластичной массы перегородками 6, образующими несущую конструкцию для всего блока щетинок из пучков 12 и 13. Несущая конструкция и короткая длина пучков 12, 13 заделаны в держатель 1 головки 11 щетки. Перегородки 6 между утолщениями можно, как показано на фиг.8 и 10, делать очень тонкими, благодаря чему они тогда образуют своего рода шарнир между отдельными пучками 12, 13, но в то же время в достаточной степени повышают прочность против выдергивания пучков 12, 13.
На фиг.12-16 показано устройство для осуществления способа или для изготовления щеток по фиг.1-11. На фиг.12 представлена установочная опора 15; в каналах 17 которой размещены пучки 16, образующие блок щетинок и имеющие разные диаметры. Пучки 16 вводят в каналы 17 установочной опоры 15 с помощью устройства подачи (не показано) и фиксируют в узких сечениях каналов 17 зажимами, пробками или подобным образом. Подачу осуществляют таким образом, что крепежные концы 18 пучков 16 выступают за пределы установочной опоры 15. Затем крепежные концы 18 оплавляют известным образом, образуя из расплавленной массы утолщения 19. После этого вступает в действие формующее приспособление 14 (фиг.13-14), содержащее отдельные формующие пуансоны 21 для утолщений и затвор, состоящий из отдельных пуансонов 22, которые выступают за формующие пуансоны 21 и размещены непосредственно на поверхности установочной опоры 15 между утолщениями 19. Пуансоны 21 одновременно действуют на утолщения 19 и вытесняют еще пластифицированную, но, по меньшей мере, вязкую пластическую массу, в сторону, при этом запирающие пуансоны 22 предотвращают растекание вытесненного материала. В пространстве между пуансонами 21 и запирающими пуансонами 22 могут быть размещены другие пуансоны 24 или весь формователь 25, которые перемещает пластический материал в четко определенную несущую конструкцию, как показано на фиг.17 в виде сзади несущей конструкции. Она содержит утолщения 19, соединяющие их тонкие перемычки 26 и расположенные между ними выемки 27. Распределение при вытеснении пластического материала из утолщений 19 осуществляется по формообразующему контуру формирующего приспособления 14 в соединении с запирающим давлением формы 20 на установочную опору 15. Дальнейшая возможность распределения показана на фиг.19-21. Здесь блок щетинок содержит пучки 28 и 29, имеющие различное поперечное сечение. Своими крепежными концами 30 или 31 они вводятся на различную глубину в каналы 17 установочной опоры 15. Щетинки в каждом случае расплавляют на длине, выступающей за установочную опору 15, так, чтобы, принимая во внимание промежутки между пучками 28, 29, было достаточное количество пластического материала, для того чтобы промежутки могли быть перекрыты имеющей равномерную толщину несущей конструкцией 34. Форма 20 содержит также пуансоны 21 и запирающие пуансоны 22. Пуансоны 21 снова вытесняют массу из утолщений 32, 33 во все углубления формы за исключением участков, запертых запирающими пуансонами 22. Это позволяет выполнить несущую конструкцию 34, показанную на фиг.20, 21, с почти постоянным поперечным сечением, несмотря на различные поперечные сечения пучков 28, 29 и различные промежутки между ними.
Реферат
Изобретение относится к способу изготовления щеток, содержащих пластиковый держатель и блок отдельных или сведенных в пучки пластиковых щетинок. Щетки получают оплавлением концов щетинок или пучка щетинок, находящихся с крепежной стороны, в утолщенные элементы соединением утолщенных элементов соседних щетинок или пучков щетинок путем формования и вытеснения пластичного материала и последующей заделки соединений в пластичный материал держателя. Утолщения деформируют с помощью формователя в четко выраженную несущую конструкцию из соединительных элементов, соединяющих соседние утолщенные элементы. После этого несущую конструкцию и выступающие за нее щетинки заделывают на короткую длину в пластичный материал держателя. Изобретение также относится к устройству для осуществления такого способа и к щетке, полученной указанным способом. Изобретение обеспечивает контролируемую упругость блока щетинок и сокращение общей высоты головки щетки. 4 н. и 24 з.п. ф-лы, 21 ил.

Комментарии