Зубная щетка со структурированным щеточным полем - RU2576012C2
Код документа: RU2576012C2
Чертежи

























Описание
Данное изобретение относится к зубной щетке, содержащей структурированное щеточное поле, а также к способу и устройству для ее изготовления.
Зубные щетки имеют обычно головку щетки с образованным из пучков щетины щеточным полем. Такие зубные щетки известны из уровня техники. Щеточные поля зубных щеток с течением времени оформляются различным образом с целью улучшения их применения, т.е., с одной стороны, чистящего действия и, с другой стороны, удобства в обращении для пользователя. Одна из этих разработок относится к применению профилированных щеточных полей, а также к пучкам щетины с различно выступающими вверх щетинками.
В US 5 926 897 раскрыта зубная щетка с состоящим из пучков щетины щеточным полем. Это щеточное поле выполнено профилированным, и отдельные пучки щетины имеют множество выступающих вверх щетинок, которые образуют расположенную выше торцевую поверхность.
В DE 198 32 436 приведено описание способа изготовления щеток, в частности зубных щеток. Способ предусматривает обработку пучков щетины со щетинками различной длины, при этом обработка щетинок выполняется в несколько этапов с помощью бокового отклонения.
В промышленном образце US 425 306 показано орнаментальное щеточное поле по существу с имеющими форму треугольника пучками щетины, в углах которых расположены выступающие выше щетинки.
В ЕР 1 425 989 раскрыты зубные щетки, а также способ их изготовления. При этом щетинки могут иметь два одинаковых заостренных конца или различные концы, т.е. один не заостренный и один заостренный конец.
В WO 2009/000903 приведено описание зубной щетки с пучками щетины, при этом эти пучки щетины имеют с одной стороны более короткие не заостренные щетинки, а с другой стороны - более длинные заостренные щетинки. Более длинные щетинки могут быть распределены произвольно в пучках щетины или же расположены центрально во внутренней зоне пучка щетины.
В основу данного изобретения положена задача создания простой в изготовлении зубной щетки, которая обеспечивает очень хорошее чистящее действие и проста в обращении.
Задача решена с помощью способа с признаками пункта 1 формулы изобретения, а также зубной щетки с признаками пункта 6 формулы изобретения, а также устройства с признаками пункта 11 формулы изобретения. Предпочтительные варианты выполнения являются предметом зависимых пунктов формулы изобретения.
В способе согласно изобретению изготовления снабженных щетиной без анкеровки зубных щеток пучок щетины с цилиндрическими щетинками и/или заостренными щетинками вводят в приемную выемку инструмента машины для посадки щетинок. С помощью направляемого в приемной выемке профилирующего штифта воздействуют на обращенный к штифту конец щетинок пучка щетины для их ориентации, так что щетинки пучка щетины с помощью торцевой стороны профилирующего штифта выравниваются и за счет этого образуют дополняющую топографию торцевой стороны профилирующего штифта, при этом профилирующий штифт на воздействующей на щетинки торцевой стороне имеет не непрерывную поверхность, которая образует несколько плоскостей. Не непрерывная означает, что поверхность имеет переход в виде кромки, т.е. имеет кромку.
Устройство для выполнения способа согласно изобретению изготовления зубной щетки содержит матрицу с направляемыми в ней профилирующими штифтами, при этом профилирующие штифты имеют отполированную до блеска или притертую поверхность.
Зубная щетка согласно изобретению изготовлена из пластмассы и содержит по меньшей мере один твердый компонент и/или один или несколько мягких компонентов. Кроме того, состоящее из головки, ручки и соединяющей головку с ручкой шейки основное тело зубной щетки содержит несущий элемент. Несущий элемент предпочтительно является несущей щетину пластинкой. Образованное из пучков щетины щеточное поле расположено на этом несущем элементе.
Как головка, шейка и ручка, так и несущий элемент содержат по меньшей мере один твердый компонент и/или по меньшей мере один мягкий компонент. Естественно, может быть выбрано также более простое выполнение, при котором головка, шейка и ручка и/или несущий элемент выполнены исключительно из одного или нескольких твердых компонентов.
В качестве мягких компонентов, как правило, формируют с помощью литья под давлением мягкоэластичные чистящие и массирующие элементы на несущем элементе, перед снабжением несущего элемента цилиндрическими экструдированными щетинками. Эти чистящие и массирующие элементы могут иметь за счет технологии литья под давлением различные формы.
Особой формой чистящих и массирующих элементов являются совсем тонко отлитые щетинки, которые ощущаются как цилиндрические экструдированные щетинки. Отлитые щетинки, как правило, отливают в виде чистящих и массирующих элементов на несущем элементе из твердого компонента, и они расположены в виде цилиндрических, экструдированных щетинок в пучках щетины с различными формами, соответственно, поперечными сечениями (круглыми, эллиптическими, серповидными, прямоугольными и т.д.).
Пучки с отлитыми щетинками имеют 1-20 отдельных отлитых щетинок, предпочтительно 3-15 отлитых щетинок и особенно предпочтительно 5-10 отлитых щетинок.
В отличие от обычных, экструдированных и цилиндрических щетинок, отлитые щетинки имеют из-за необходимости извлечения из литейной формы по существу сужающуюся к расположенному на рабочей стороне концу форму (по существу ступенчатую, коническую или форму усеченного конуса).
Как и обычные, экструдированные и цилиндрические щетинки, отлитые щетинки имеют тонкие концевые зоны с диаметром примерно 0,15-0,25 мм. Подробное описание отлитых щетинок приведено в заявке ЕР 11 000 032.0 заявителя. Таким образом, полное содержание раскрытия ЕР 11 000 032.0 включается в данное описание.
Предпочтительно, головка, соответственно, место сопряжения с несущим элементом и сам несущий элемент изготовлены из одного и того же твердого компонента. В качестве твердого компонента предпочтительно используются следующие термопласты: стирольные полимеризаты, например стиролакрилнитрил (SAN), полистирол (PS), акрилнитрилбутадиенстирол (ABS), стиролметилметакрилаты (SMMA) и стиролбутадиен; полиолефины, такие как полипропилен (PP) или полиэтилен (PE), как в виде полиэтилена высокой плотности (HDPE), так и в виде полиэтилена низкой плотности (LDPE); сложные полиэфиры, например полиэтилентерефталат (РЕТ) в виде модифицированного кислотой полиэтилентерефталата (РЕТА) или в виде модифицированного гликолем полиэтилентерефталата (PETG), полибутилентерефталат (РВТ), модифицированный кислотой полициклогексилендиметилентерефталат (РСТ-А) и модифицированный гликолем полициклогексилендиметилентерефталат (РСТ-G); производные целлюлозы, например ацетат целлюлозы (СА), ацетобутират целлюлозы (САВ), пропионат целлюлозы (СР), ацетфталат целлюлозы (САР) и бутират целлюлозы (СВ); полиамиды (РА), например РА6.6, РА6.10 и РА6.12; полиметилметакрилат (РММА); поликарбонат (РС); полиоксиметилен (РОМ); поливинилхлорид (PVC) и полиуретан (PUR). Особенно предпочтительно применяется полипропилен с модулем эластичности в диапазоне от 1000 Н/мм2 до 2400 Н/мм2, особенно предпочтительно в диапазоне от 1300 Н/мм2 до 1800 Н/мм2.
В качестве мягких компонентов предпочтительно используются термопластичные эластомеры (ТРЕ): термопластичные полиуретаны (ТРЕ-U), термопластичные эластомеры стирола (TPE-S), например сополимер стирола, этилена, бутилена и стирола (SEBS) или сополимер стирола, бутадиена и стирола (SBS); термопластичные эластомеры полиамида (ТРЕ-А); термопластичные эластомеры сложных полиэфиров (ТРЕ-Е). Наряду с этим можно использовать термопласты полиуретаны (PUR) и полиэтилены (РЕ) также в качестве мягких компонентов. Предпочтительно используется TPE-S. Твердость по шкале А Шора используемых мягких компонентов предпочтительно меньше 90.
Хотя отлитые щетинки предпочтительно также изготовлены из мягкого компонента, они образуют исключение относительно твердости по Шору. Предпочтительно используются на основании улучшенной способности к распрямлению мягкие материалы с твердостью по шкале D Шора 20-80, предпочтительно 40-70.
Используемые твердые и мягкие компоненты предпочтительно подвергаются обработке в двухкомпонентном или многокомпонентном способе литья под давлением. При этом, как правило, между компонентами образуется замыкание по материалу и/или геометрическое замыкание.
Выражение щетинки обозначает отдельные филаменты, из которых образован пучок щетины. Выражения щетинка, филамент щетины или филамент применяются в качестве синонимов и обозначают все указанные выше отдельные филаменты пучка щетины.
Обычные экструдированные цилиндрические щетинки могут состоять из различных материалов. Используются, например, полиамиды (РА) или сложные полиэфиры (РВТ). Примером используемого полиамида является РА6.12.
При этом полиамиды применяются предпочтительно для цилиндрических щетинок, в то время как сложные полиэфиры применяются предпочтительно для заостренных на одной стороне или на обеих сторонах щетинок. При этом обычным экструдированным цилиндрическим щетинкам из сложного полиэфира придают заостренную форму с помощью химического процесса. Заостренные щетинки имеют, как правило, цилиндрическую часть по существу с постоянным диаметром и конически заостренную часть. При этом вершина конуса направлена в рабочую сторону.
Обычные экструдированные щетинки могут иметь различный диаметр. Как правило, эти щетинки имеют по меньшей мере на части длины цилиндрическую форму. Предпочтительно, поперечное сечение имеет по меньшей мере приблизительно круглую форму и постоянно на существенной доле длины щетинки, так что образуется круговой цилиндр. Возможны другие формы поперечного сечения, например квадратные, прямоугольные или ромбовидные.
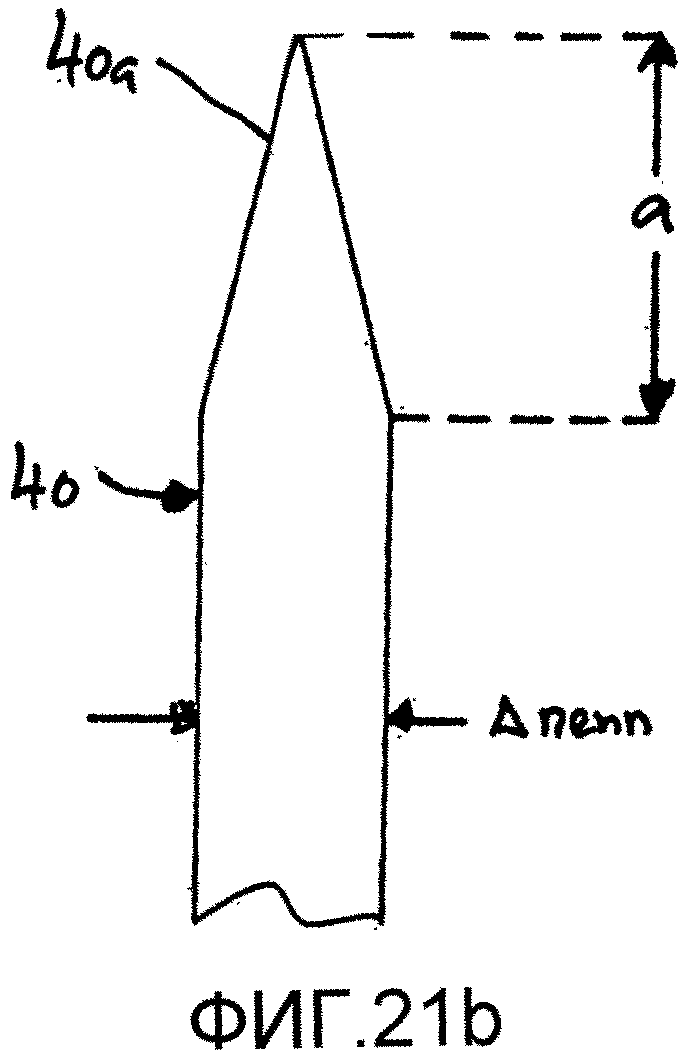
Заостренные щетинки имеют, с одной стороны, цилиндрическую часть, в которой они имеют остающееся постоянным поперечное сечение, с другой стороны, эти щетинки сужаются в определенной зоне по меньшей мере к рабочему концу. При заостренных с одной стороны щетинках, предпочтительно используемых в зубных щетках, согласно изобретению прилегающая к заостренной зоне и тем самым лежащая противоположно свободному концу зона заостренных щетинок имеет цилиндрическое поперечное сечение.
Кроме того, обычные щетинки могут иметь различные виды концов. Конец цилиндрических щетинок, как правило, с одной стороны, закруглен по меньшей мере приблизительно в форме полушара или в форме усеченного конуса, в то время как, с другой стороны, конец заостренных щетинок заканчивается вершиной. Концы цилиндрических щетинок, как правило, подвергаются обработке, с целью исключения острых кромок на конце щетинки, которые могут образовываться, например, при разрезании. Обработка означает, что концы цилиндрических щетинок, например, после нарезания на длину для последующей обработки закругляются. При этом применяются механические и/или термические способы. За счет этого разрушаются острые кромки концов щетинок и получается имеющий по меньшей мере приблизительно форму полушара конец щетинки. Как правило, щетинки перед введением в несущий элемент разрезаются и обрабатываются.
Щетинки могут быть по меньшей мере частично окрашены. Состоящие из сложного полиэфира (РВТ) щетинки окрашивают химическим способом. Если щетинки состоят из полиамида (РА), то можно также применять для окраски пищевые красители. Например, используется алюминиевый рассол 3,3'-диоксо-2,2'-дииндолиниден-5,5'-дисульфокислоты для синего окрашивания, алюминиевый рассол 5-гидрокси-1-(4-сульфофенил)-4-(сульфофенилазо)-3-пиразоль-карбоксильной кислоты для желтого окрашивания или алюминиевый рассол 6-гидрокси-5-(4-сульфофенилазо)-2-нафтален-сульфокислоты также для желтого окрашивания. Полностью или частично окрашенные щетинки необходимо лакировать с целью обеспечения возможности дальнейшей машинной обработки. Например, для уменьшения трения между щетинками и частями машины. Как правило, щетинки окрашивают перед введением в несущий элемент.
В отличие от отлитых щетинок, которые отливаются на несущем элементе, обычные экструдированные щетинки лишь после изготовления несущего элемента закрепляются на нем.
Пучки щетины согласно изобретению содержат обычные щетинки по меньшей мере с двумя различными длинами. То есть свободные концы щетинок выступают различно далеко вверх за несущую щетинки верхнюю сторону головки, соответственно, несущего элемента и образуют в случае пучков щетины со щетинками двух различных длин две различные рабочие поверхности. Участок пучка щетины, который содержит в поперечном сечении все щетинки, называется стволом пучка щетины. Участок пучка щетины, который содержит в поперечном сечении лишь щетинки с более высоко выступающими концами щетинок, называется уменьшенной частью пучка щетины. Указанные выше две рабочие поверхности образованы, с одной стороны, концами щетинок с более короткой длиной и, с другой стороны, концами щетинок с большей длиной, т.е. выступающими более высоко концами щетинок.
Широкие исследования показали, что экспозиция выступающих более высоко концов щетинок в уменьшенной части пучка щетины, количество выступающих более высоко щетинок, различие по высоте с остальными щетинками, а также их расположение внутри пучка щетины и относительно других чистящих элементов, таких как отлитые щетинки или мягкоэластичные чистящие и массирующие элементы, оказывают существенное влияние на чистящее действие головки щетки.
Ствол пучка щетины имеет предпочтительно высоту 6-11 мм, особенно предпочтительно от 8 мм до 11 мм. Высота уменьшенной части пучка щетины предпочтительно составляет 9-15 мм, особенно предпочтительно 10-12 мм. При этом высота измеряется каждый раз от верхней стороны головки или несущего элемента, собственно, от точки выхода щетинки из поверхности.
Расстояние концевой поверхности ствола пучка щетины до концевой поверхности уменьшенной части составляет 0,5-5 мм, предпочтительно 2-3 мм. Как будет более подробно пояснено ниже, внутри одного пучка щетины может быть образовано несколько ступенек с концевыми поверхностями. Расстояния между ступеньками, соответственно, концевыми поверхностями предпочтительно имеют указанные выше значения. Концевые поверхности внутри пучка щетины не образуют, как правило, непрерывный профиль и явно смещены относительно друг друга.
Как указывалось выше, пучки щетины содержат обычные экструдированные щетинки с выступающими на разную высоту концами щетинок, которые образуют по меньшей мере две рабочие поверхности. Дополнительно к этому, щетинки могут также иметь различные концы щетинок. С одной стороны, концы щетинок могут быть закруглены, как это указывалось для цилиндрических щетинок, с другой стороны, щетинки могут иметь сужающуюся к их свободному концу зону, которая имеет заостренный конец щетинки.
В одном варианте выполнения все щетинки имеют заостренные концы щетинок. В одном предпочтительном варианте выполнения лишь щетинки с более высоко выступающим концом имеют заостренный конец щетинки. То есть лишь уменьшенная часть пучка щетины имеет щетинки с заостренными концами щетинок. Остальные щетинки этого пучка щетины с более глубоко стоящими концами являются цилиндрическими щетинками с закругленным концом щетинки. Тем самым с помощью щетинок с заостренными концами образуется выступающая более высоко рабочая поверхность, в то время как лежащая ниже рабочая поверхность образована щетинками с закругленным концом.
В другом варианте выполнения все как раз наоборот. Щетинки с выступающими более высоко концами имеют закругленные концы. В противоположность этому, в этом варианте выполнения остальные щетинки со стоящими ниже концами имеют заостренные концы щетинок. Следовательно, в этом варианте выполнения более высоко выступающая рабочая поверхность образована свободными закругленными концами щетинок, а лежащая ниже рабочая поверхность образована свободными заостренными концами щетинок. Эти варианты выполнения могут относиться также лишь к существенной доли щетинок рабочих поверхностей.
Как обычные цилиндрические щетинки с закругленным концом, так и обычные с заостренным концом щетинки могут быть полностью или же предпочтительно лишь частично окрашены. Окрашенная зона щетинки проходит по длине 2-10 мм, предпочтительно 3-8 мм. Также предпочтительно окрашены лишь щетинки с более высоко выступающим концом. Дополнительно к этому, окрашенная часть щетинок в случае лишь частичной окраски щетинок предпочтительно проходит к свободным концам щетинок. В качестве альтернативного решения, лишь щетинки со стоящим ниже концом имеют окрашенную зону, при этом эта зона предпочтительно проходит к свободным концам щетинок.
По меньшей мере частичное окрашивание щетинок имеет, наряду с дизайнерскими и эстетическими аспектами, также другие преимущества. Выполнение окрашивания, соответственно, сама краска обеспечивает, что линька окрашенной зоны щетинки, соответственно, вымывание краски при продолжительном использовании может служить в качестве эффективного указателя о становящемся короче сроке службы зубной щетки согласно изобретению. За счет этого пользователь получает указатель износа.
Щеточное поле образовано с помощью расположенных на несущем элементе пучков щетины. При этом пучки щетины расположены с растром на несущем элементе. Щеточное поле может быть образовано с помощью одного или предпочтительно двух или больше различных видов пучков щетины. Наряду с пучками щетины со щетинками, которые имеют по меньшей мере два различно далеко выступающих вверх конца щетинок, могут иметься также пучки щетины с цилиндрическими щетинками или пучки щетины со щетинками, которые имеют заостренный свободный конец, или же пучки щетины, которые состоят из комбинации цилиндрических и заостренных щетинок.
В щеточном поле могут быть расположены пучки щетины с различно далеко выступающими вверх концами щетинок исключительно в наружных зонах, соответственно, краевых зонах, в то время как внутри щеточного поля находятся пучки щетины, которые сформированы в соответствии с известным уровнем техники. Например, внутри щеточного поля могут быть установлены цилиндрические щетинки с высотой концов щетинок, которые выполнены с меньшей длиной щетинок, чем пучки щетины со щетинками, которые имеют по меньшей мере два различно далеко выступающих вверх конца щетинок. Возможны также чередующиеся продольные и поперечные зоны из указанных выше различных видов пучков щетины. Пучки щетины в целом, т.е. также пучки щетины со щетинками, которые имеют по меньшей мере два различно далеко выступающих вверх конца щетинок, могут быть выполнены с различными поперечными сечениями. Например, круглыми, приблизительно круглыми, изогнутыми, многоугольными, прямоугольными, эллиптическими, трапециевидными, серпообразными или произвольными поперечными сечениями.
Пучки щетины, а также выступающие выше концы щетинок в пучке щетины расположены предпочтительно по существу перпендикулярно верхней стороне головки, соответственно, несущего элемента. Однако может быть также реализовано наклонное положение относительно несущего элемента. При этом выступающие выше концы выступают из пучка щетины под углом относительно несущего элемента. При этом ориентация наклонного положения не ограничивается, наклонно установленные щетинки могут иметь в проекции, перпендикулярной несущему элементу, любой угол относительно продольной оси зубной щетки. Пучки щетины с наклонно установленными щетинками можно комбинировать в одном и том же щеточном поле со стоящими вертикально пучками щетины. При этом испытания показали, что при угле между 3º и 15º, предпочтительно между 5º и 10º достигается наиболее эффективное чистящее действие.
Кроме того, в щеточном поле могут изменяться длины стоящих ниже концов щетинок, а также длины выступающих выше концов щетинок. Таким образом, в щеточном поле можно изменять одну длину или другую длину или обе длины с образованием профильной поверхности или наклонной плоскости.
В другом варианте выполнения концы имеющих различную длину обычных щетинок образуют внутри пучка щетины по существу две или больше плоских зон. При этом могут быть образованы 2-5, предпочтительно 2 или 3 по существу параллельные плоские зоны, соответственно, ступеньки.
Предпочтительно, щеточное поле имеет различные виды таких пучков щетины, т.е., например, возможны щеточные поля с пучками, имеющими 2, 3, 4 или 5 плоскостей, соответственно, ступенек.
Вместо плоских параллельных зон могут быть также образованы плоские и наклонные относительно друг друга зоны. Кроме того, концы могут также образовывать отдельные зоны с профилем, при этом эти профили могут быть расположены внутри пучка снова параллельно друг другу или наклонно относительно друг друга. Однако различные концевые зоны (плоскости или профили) отдельных длин щетинок внутри одного пучка щетины предпочтительно сильно смещены. Различные концевые зоны или ступеньки одного пучка щетины не образуют, как правило, взаимосвязанного профиля и явно смещены относительно друг друга в продольном направлении щетинок.
Как указывалось выше, внутри щеточного поля предпочтительно используются различные пучки щетины. Ступенчатые пучки щетины могут быть комбинированы с обычными пучками щетины. Обычные пучки щетины не имеют несколько ступенек, концы щетинок не образуют явно смещенные относительно друг друга концевые зоны, а образуют по существу взаимосвязанный, непрерывный профиль внутри пучка щетины. Этот профиль может иметь плоскую и параллельную несущему элементу или наклонную относительно несущего элемента форму. В качестве альтернативного решения, щетинки внутри простого пучка щетины могут образовывать также имеющую форму конуса, усеченного конуса или шара концевую зону. Естественно, щетинки могут также образовывать трехмерную поверхность произвольной формы в качестве концевой зоны. Обычные пучки щетины предпочтительно установлены в задней и передней зоне щеточного поля (при рассматривании в продольном направлении). Предпочтительно, тем самым образуется так называемая силовая концевая часть. Ступенчатые пучки щетины в этих зонах не устанавливаются.
Предпочтительно, пучки щетины согласно изобретению объединяются в группы из нескольких таких пучков щетины. Эти группы состоят по меньшей мере из двух пучков щетины. В другом варианте выполнения 2-5 соседних пучков щетины, предпочтительно 2-3 пучка щетины образуют меньшую группу этих пучков щетины. В качестве альтернативного решения, большее количество этих пучков щетины образует группы, которые покрывают существенную долю щеточного поля или даже все щеточное поле. В этом варианте выполнения свыше 30%, предпочтительно свыше 50% щетинок образуют группу.
Объединенные в группы различные концевые зоны (плоскости или профили) могут образовывать совместно по существу непрерывный профиль. Этот профиль может образовывать параллельную несущей пластинке наклонную или волнистую плоскость. В качестве альтернативного решения, этот профиль может образовывать также трехмерную поверхность произвольной формы. Предпочтительно, образуются, как и в самих отдельных пучках щетины, 2-5, предпочтительно 2 или 3 лежащих друг над другом профилей.
Один из этих профилей предпочтительно образован плоским и параллельным несущему элементу. Предпочтительно, самый нижний и/или самый верхний профиль выполнен плоским и параллельным несущему элементу.
Естественно, возможно также, что различные концевые зоны (плоскости или профили), соответственно, ступеньки групп пучков щетины, согласно изобретению не образуют непрерывный профиль. Возможна также комбинация из пучков щетины с концевыми зонами с непрерывным профилем и концевыми зонами без непрерывного профиля.
Кроме того, пучки щетины согласно изобретению можно комбинировать с дополнительными расположенными на несущем элементе или непосредственно на головке мягкоэластичными структурами, при этом мягкоэластичные структуры состоят по меньшей мере из одного указанного выше мягкого компонента. Такие мягкоэластичные структуры выполнены в качестве мягкоэластичных чистящих или массажных элементов. Мягкоэластичные чистящие или массажные элементы могут иметь на основе большой свободы выполнения различные формы. Ниже приведены некоторые примеры возможных вариантов выполнения.
Наряду с выполнением чистящих или массирующих элементов в виде скребков могут иметься также расположенные углом крыловидные или штифтообразные чистящие или массирующие элементы. Возможны также скребковые, выполненные на виде сверху волнистыми чистящие и массирующие элементы или изогнутые, во всяком случае, приблизительно круглые или серповидно изогнутые чистящие или массирующие элементы. Приблизительно круглые или серповидные чистящие или массирующие элементы могут совместно или по отдельности образовывать по существу замкнутый круг или же могут быть расположены в сегментах по кругу.
Мягкоэластичные чистящие или массирующие элементы дополняют чистящее действие щетинок тем, что они усиливают, соответственно, способствуют удалению зубного налета и полировке поверхности зубов. Дополнительно к этому, мягкоэластичные структуры, в частности мягкоэластичные чистящие или массирующие элементы, служат также для демпфирования чистящих движений и не в последнюю очередь для массирования десен.
Аналогично возможности комбинирования друг с другом, соответственно, расположения различных видов пучков щетины безанкерная установка щетинок зубной щетки с помощью несущего элемента обеспечивает очень большую свободу выбора при расположении мягкоэластичных структур, в частности чистящих или массирующих элементов. Например, скребковые, при рассматривании сверху изогнутые и расположенные по кругу мягкоэластичные чистящие или массирующие элементы могут окружать один или несколько пучков щетины, при этом мягкоэластичные чистящие элементы могут быть в свою очередь окружены пучками щетины. Кроме того, способ AFT обеспечивает выполнение пучков щетины, например, с дугообразным поперечным сечением, поскольку не требуется анкеровка, которая ограничивает ширину и форму пучка щетины.
Пучки щетины согласно изобретению содержат щетинки по меньшей мере с двумя различными длинами. При этом щетинки с высоко выступающими концами образуют одну (вторую) рабочую поверхность. Эта рабочая поверхность может быть плоскостью, проходящей по существу параллельно верхней стороне головки. Однако рабочая поверхность может быть также наклоненной относительно верхней стороны головки плоскостью, или же рабочая поверхность может иметь, например, волнистый, крышеобразный или зубчатый профиль.
Несущая щетину головка может иметь щеточное поле, которое образовано из различных видов пучков щетины. Наряду с пучками щетины с щетинками, которые имеют различно далеко выступающие вверх концы и тем самым образуют две рабочие поверхности, могут иметься также другие пучки щетины с цилиндрическими щетинками или исключительно с заостренными щетинками. Дополнительно могут иметься также мягкоэластичные структуры, например, в виде чистящих или массирующих элементов. Мягкоэластичные структуры могут быть сформированы непосредственно на головке или на несущем элементе, который введен в головку и соединен с ней. Особый вид мягкоэластичных структур образуют, как указывалось выше, отлитые щетинки.
Относительно высоты мягкоэластичных чистящих и массирующих элементов, соответственно, отлитых щетинок, многочисленные исследования показали, что концы этих элементов предпочтительно выбирать ниже, чем концы ступенчатых пучков щетины. Предпочтительно выбирать концы этих элементов ниже последней ступеньки на рабочей стороне ступенчатых пучков щетины. Особенно предпочтительно выбирать концы этих элементов ниже, чем самая низкая ступенька, соответственно, рабочая поверхность ступенчатых пучков щетины.
Относительно положения мягкоэластичных чистящих и массирующих элементов, соответственно, отлитых щетинок, ступенчатые пучки щетины расположены на периферии щеточного поля. Предпочтительно, мягкоэластичные чистящие и массирующие элементы, соответственно, отлитые щетинки расположены между двумя или больше ступенчатыми пучками щетины согласно изобретению.
Дополнительно предлагается располагать ступенчатые пучки щетины согласно изобретению также внутри мягкоэластичных структур. При этом мягкоэластичные структуры окружают или мягкоэластичные структуры поддерживают существенную часть вдоль периметра пучков щетины. При этом это относится по меньшей мере к 30%, предпочтительно к свыше 50% периметра ступенчатых пучков щетины согласно изобретению.
В способе AFT (Anchor Free Tufting=безанкерная установка пучков) обычные цилиндрические или заостренные щетинки, соответственно, пучки щетины закрепляют без анкеровки на головке или на несущем элементе, например несущей пластинке для щетины. При этом в случае использования пластинки щетинки пропускают пучками их противоположным свободному рабочему концу концом через отверстия в несущей пластинке для щетины, так что концевая зона пучков щетины выступает за нижнюю сторону несущей пластинки. В этой выступающей за нижнюю сторону несущей щетину пластинки концевой зоне закрепляют щетину посредством плавления, склеивания или сварки с несущим элементом, соответственно, несущей пластинкой для щетины. Затем несущую пластинку с закрепленными на ней обычными щетинками закрепляют в выемке зоны головки зубной щетки. В качестве альтернативного решения, несущую пластинку заливают в литейной форме твердым, соответственно, мягким материалом с целью образования тела щетки.
В способе согласно изобретению в машине для посадки щетинок применяют инструмент, который имеет блочное основное тело, называемое также матрицей, и пластину с воронками. Через матрицу инструмента проходит в вертикальном направлении приемная выемка. Поперечное сечение этой приемной выемки постоянно по всей длине прямолинейной приемной выемки в матрице. В приемной выемке направляется штифт, так называемый профилирующий штифт, с посадкой скольжения.
Профилирующие штифты должны в зоне, в которой они приходят в контакт со щетинками, т.е. на своей торцевой стороне, иметь свободную от царапин, полированную, примерно притертую или полированную до блеска поверхность. В этом случае значения шероховатости Ra лежат между 0,025 и 0,4, предпочтительно составляют 0,025-0,15.
В зависимости от формы имеющихся на торцевой стороне профилирующего штифта выемок они должны иметь острые и без заусенцев кромки, поскольку иначе существует опасность, что щетинки при введении в отверстие или при последующей дополнительной обработке заклиниваются или зажимаются. Дополнительно к этому предпочтительно, когда диаметр на конце щетинки, который прилегает к профилирующему штифту, не меньше поля допуска между профилирующим штифтом и приемной выемкой.
Диаметр наиболее глубокого углубления в профилирующем штифте обеспечивает принятие соответствующего профиля 1-15, примерно между 3 и 8 щетинками. То есть указанное количество щетинок стоит в пучке щетины выше, чем остальные щетинки. Эти концы щетинок образуют выступающие наиболее высоко концы щетинок. При формировании нескольких ступенек последняя ступенька, т.е. ступенька к выступающим наиболее высоко из выступающих высоко концов щетинок, соответственно, самая верхняя уменьшенная часть пучка щетины, должна сохранять эту минимальную массу.
Если создаются больше, чем две ступеньки, т.е. две плоскости рабочих концов щетинок, то в каждой ступеньке происходит уменьшение количества щетинок Каждая ступенька содержит максимально 80%, предпочтительно 70% щетинок предыдущей ступеньки. Ступенька содержит по сравнению с предыдущей ступенькой между 30% и 80%, предпочтительно между 45% и 70% щетинок. Таким образом, в окончательном пучке щетины 5-25%, предпочтительно 10-15% концов щетинок выступают выше, чем остальные щетинки, т.е. это количество концов щетинок образует самую верхнюю ступеньку. При этом в окончательном пучке щетины можно использовать профилирующие штифты, которые не имеют приемной выемки, и тем самым концы щетинок формируются известным образом.
Выступающие выше концы щетинок предпочтительно расположены по центру пучка щетины, расположение у края контура пучка щетины является другим возможным расположением.
Глубина углубления составляет между 0,5 и 5 мм, предпочтительно между 2 и 3 мм.
В ходе выполнения способа матрицу, соответственно, ее приемные выемки с соответствующими штифтами заполняют из круговой дуги машины для посадки щетинок пучками цилиндрических или заостренных щетинок. При этом в круговую дугу матрицы, соответственно, приемные выемки подают за один проход 20-50, предпочтительно 35-45 щетинок. Готовый пучок щетины может содержать как щетинки лишь из одного прохода, так и из нескольких проходов круговой дуги.
Кроме того, существует возможность использования изменяемой круговой дуги. За счет этого можно согласовывать количество щетинок, подаваемых за каждый проход. Таким образом, исходя из начального количества щетинок (100%) можно достигать изменения примерно +/-35%. В соответствии с этим в одной матрице могут быть расположены различно большие приемные выемки, которые приводят к различно большим пучкам щетины на зубной щетке. После заполнения на другом участке машины для посадки щетинок на матрицу устанавливают пластину с воронками.
Посадка скольжения между матрицей и профилирующими штифтами выбрана так, что вершины заостренных щетинок имеют больший диаметр, чем поля допусков посадки скольжения. Движение профилирующих штифтов ограничено так, что они подвижны лишь внутри матрицы.
На своей лежащей сверху, находящейся в матрице торцевой стороне, к которой прилегают вершины щетинок, профилирующий штифт снабжен, например, имеющим вид глухого отверстия углублением с целью придания соответствующему пучку щетины в конечной форме топографии, при которой одна часть щетинок имеет выступающий выше конец щетинки. Конечная форма пучка щетины в решающей степени определяется формой торцевой стороны профилирующего штифта. Однако вместо углубления в виде глухого отверстия возможны также любые другие топографии торцевой стороны профилирующего штифта.
Затем на матрицу накладывается пластина с воронками и на нее, если это предусмотрено в способе, несущая пластинка для щетины так, что соответствующий этому пучку щетины проход несущей пластинки находится на одной линии с направляющим проходом в пластине с воронками. При этом верхняя сторона несущей пластинки прилегает к пластине с воронками, так что нижняя сторона несущей пластинки лежит свободно вверх. Для полноты следует отметить, что этот направляющий проход пластины с воронками совпадает, с другой стороны, также с направляющей выемкой. За счет движения профилирующего штифта в направлении вверх к несущей пластинке для щетины щетинки перемещаются вверх и своим тупым концом вперед через пластину с воронками и проход, пока примыкающая к тупому концу концевая зона на цилиндрическом участке цилиндрических или заостренных щетинок не будет выступать за нижнюю сторону несущей пластинки для щетинок. Затем, например, опускают нагревательный штамп на щетинки или вблизи них, так что концевые зоны щетинок оплавляются и образуют на нижней стороне по меньшей мере частично покрывающий нижнюю сторону ковер из расплава щетинок, и за счет этого щетинки скрепляются друг с другом и закрепляются на несущей пластинке для щетины.
Аналогичным образом, как указывалось выше, матрица инструмента может иметь другую приемную выемку с направляемыми в ней профилирующими штифтами. В них снова вводят щетинки, например цилиндрические щетинки; они прилегают своими во всяком случае предварительно механически обработанными концами к торцевой стороне других профилирующих штифтов. При этом в зависимости от формы торцевой стороны профилирующих штифтов снова создается топография, т.е. щеточное поле с выступающими на разную высоту концами щетинок.
Одновременно с указанным выше профилирующим штифтом вдвигаются другие профилирующие штифты с целью воздействия на соответствующие пучки щетины, проходящие через другие проходы несущей пластинки для щетины, пока пучки щетины своим концевым участком не будут выступать за нижнюю сторону несущей пластинки. Оплавление концевых участков осуществляется указанным выше или другим известным образом.
При применении различных пластмасс для изготовления цилиндрических или заостренных щетинок, возникает ковер расплавленных щетинок из соответствующих пластмасс. В частности, этот ковер расплавленных щетинок может состоять из сложного полиэфира (заостренные щетинки) и полиамида (цилиндрические щетинки). Поскольку эти оба вида пластмассы не соединяются в расплаве щетинок, следует предпочтительно обеспечивать, что с помощью отдельных материалов образуются группы пучков щетины, в которых может соединяться расплав щетинок внутри одной группы. Для этого пучки щетины одного вида предпочтительно располагают группами в непосредственной близости друг от друга. Таким образом, в этом случае пучки щетины из заостренных щетинок, соответственно, цилиндрических щетинок вводят в приемные выемки, соответственно, другие приемные выемки, которые расположены рядом друг с другом и образуют группу.
Данное изобретение можно применять для щеточных полей из различных изделий. Например, можно снабжать ручные зубные щетки, электрические зубные щетки с вращательным, колебательным, поворотным или возвратно-поступательным движением (в виде бокового и продольного движения), вибрирующим движением или комбинацией из этих движений пучками щетины, которые имеют щетинки по меньшей мере с двумя выступающими на разную высоту концами щетинок.
Следует подчеркнуть, что щеточное поле наряду со ступенчатыми пучками щетины может иметь также все, лишь часть или не иметь дополнительно указанных чистящих элементов (таких как, например, мягкоэластичные чистящие или массирующие элементы, отлитые щетинки, простые пучки без ступенек). Расположение и высота дополнительных чистящих элементов или пучков оказывает существенное влияние на общую чистящую способность щеточного поля.
Ниже приводится более подробное описание изобретения на основании примеров выполнения со ссылками на прилагаемые чертежи, на которых чисто схематично изображено:
фиг. 1 - несущий элемент в виде несущей щетину пластинки в изометрической проекции;
фиг. 2 - несущая щетину пластинка со щеточным полем в изометрической проекции;
фиг. 3 -зона головки и часть зоны шейки тела зубной щетки с выемкой в зоне головки в изометрической проекции;
фиг. 4 - тело зубной щетки по фиг. 3 с установленной в выемке несущей щетину пластинкой по фиг. 2 в изометрической проекции;
фиг. 5 - продольный разрез полностью смонтированной головки щетки по фиг. 4;
фиг. 6а - разрез инструмента с приемной выемкой для заостренных щетинок и другой приемной выемкой для цилиндрических щетинок, направляемым в приемной выемке штифтом и направляемым в другой приемной выемке другим штифтом для перемещения и ориентации щетинок, расположенной на пластине с воронками несущей щетину пластинкой, при этом пластина с воронками направляет заостренные и цилиндрические щетинки в общий проход несущей щетину пластинки, и нагревательным штампом;
фиг. 6b - матрица по фиг. 6а на виде сверху;
фиг. 6с - пластина с воронками по фиг. 6а на виде сверху;
фиг. 7а - приемные выемки для щетинок в матрице на виде сверху;
фиг. 7b - готовый пучок щетины, изготовленный с помощью матрицы по фиг. 7а, на виде сверху;
фиг. 7с - готовый пучок щетины по фиг. 7b, на виде сбоку;
фиг. 8а - приемные выемки для щетинок в другой матрице на виде сверху;
фиг. 8b - готовый пучок щетины, изготовленный с помощью матрицы по фиг. 8а на виде сверху;
фиг. 8с - готовый пучок щетины по фиг. 8b на виде сбоку;
фиг. 9а - приемные выемки для щетинок в другой матрице на виде сверху;
фиг. 9b - готовый пучок щетины, изготовленный с помощью матрицы по фиг. 9а, на виде сверху;
фиг. 9с - готовый пучок щетины по фиг. 9b на виде сбоку;
фиг. 10а - приемные выемки для щетинок в другой матрице на виде сверху;
фиг. 10b - готовый пучок щетины по фиг. 10а на виде сверху;
фиг. 10с - соответствующий профилирующий штифт для изготовления пучка щетины по фиг. 10b на виде сверху;
фиг. 10d - пучок щетины, изготовленный в соответствии с фиг. 10а-10с, на виде сбоку;
фиг. 10е - профилирующий штифт по фиг. 10с на виде сбоку;
фиг. 11а - приемная выемка для щетинок в матрице на виде сверху;
фиг. 11b - готовый пучок щетины по фиг. 11а на виде сверху;
фиг. 11с - соответствующий профилирующий штифт для изготовления пучка щетины по фиг. 11b на виде сверху;
фиг. 11d - пучок щетины, изготовленный в соответствии с фиг. 11а - 11с, на виде сбоку;
фиг. 11е - профилирующий штифт по фиг. 11с на виде сбоку;
фиг. 12а - приемная выемка для щетинок в матрице на виде сверху;
фиг. 12b - готовый пучок щетины по фиг. 12а на виде сверху;
фиг. 12с - соответствующий профилирующий штифт для изготовления пучка щетины по фиг. 12b на виде сверху;
фиг. 12d - пучок щетины, изготовленный в соответствии с фиг. 12а-12с, на виде сбоку;
фиг. 12е - профилирующий штифт по фиг. 12с на виде сбоку;
фиг. 13 - другой возможный профилирующий штифт на виде сверху;
фиг. 14 - другой возможный профилирующий штифт на виде сверху;
фиг. 15 - другой возможный профилирующий штифт на виде сверху;
фиг. 16а - приемные выемки матрицы на виде сверху;
фиг. 16b - соответствующие приемным выемкам по фиг. 16а профилирующие штифты на виде сверху;
фиг. 16с - изготовленный с помощью профилирующих штифтов по фиг. 16b готовый пучок щетины на виде сверху;
фиг. 16d - изготовленный с помощью профилирующих штифтов по фиг. 16b готовый пучок щетины на виде сбоку;
фиг. 17а - приемные выемки матрицы на виде сверху;
фиг. 17b - соответствующие приемным выемкам по фиг. 17а профилирующие штифты на виде сверху;
фиг. 17с - изготовленный с помощью профилирующих штифтов по фиг. 17b готовый пучок щетины на виде сверху;
фиг. 17d - изготовленный с помощью профилирующих штифтов по фиг. 17b готовый пучок щетины на виде сбоку;
фиг. 18а - приемные выемки матрицы на виде сверху;
фиг. 18b - соответствующие приемным выемкам по фиг. 18а профилирующие штифты на виде сверху;
фиг. 18с - изготовленный с помощью профилирующих штифтов по фиг. 18b готовый пучок щетины на виде сверху;
фиг. 18d - изготовленный с помощью профилирующих штифтов по фиг. 18b готовый пучок щетины на виде сбоку;
фиг. 19а - приемные выемки матрицы на виде сверху;
фиг. 19b - соответствующие приемным выемкам по фиг. 19а профилирующие штифты на виде сверху;
фиг. 19с - изготовленный с помощью профилирующих штифтов по фиг. 19b готовый пучок щетины на виде сверху;
фиг. 19d - изготовленный с помощью профилирующих штифтов по фиг. 19b готовый пучок щетины на виде сбоку;
фиг. 19е - разрез пучка щетины по линии А-А на фиг. 19d;
фиг. 20а - приемные выемки матрицы на виде сверху;
фиг. 20b - соответствующие приемным выемкам согласно фиг. 20а профилирующие штифты на виде сверху;
фиг. 20с - изготовленный с помощью профилирующих штифтов согласно фиг. 20b готовый пучок щетины на виде сверху;
фиг. 20d - изготовленный с помощью профилирующих штифтов согласно фиг. 20b готовый пучок щетины на виде сбоку;
фиг. 20е - разрез пучка щетины по линии В-В на фиг. 20d;
фиг. 21а - форма концевой зоны цилиндрической закругленной щетинки; и
фиг. 21b - форма концевой зоны заостренной щетинки;
фиг. 22а - приемные выемки матрицы на виде сверху;
фиг. 22b - соответствующие приемным выемкам согласно фиг. 22а профилирующие штифты на виде сверху;
фиг. 22с - изготовленный с помощью профилирующих штифтов согласно фиг. 22b готовый пучок щетины на виде сверху;
фиг. 22d - изготовленный с помощью профилирующих штифтов, согласно фиг. 22b, готовый пучок щетины, на виде сбоку;
фиг. 22е - изготовленный с помощью профилирующих штифтов согласно фиг. 22b готовый пучок щетины в другом варианте выполнения на виде сбоку;
фиг. 22f - изготовленный с помощью профилирующих штифтов согласно фиг. 22b готовый пучок щетины в другом варианте выполнения на виде сбоку;
фиг. 22g - изготовленный с помощью профилирующих штифтов согласно фиг. 22b готовый пучок щетины в другом варианте выполнения на виде сбоку;
фиг. 23а - приемные выемки матрицы на виде сверху;
фиг. 23b - соответствующие приемным выемкам согласно фиг. 23а профилирующие штифты на виде сверху;
фиг. 23с - изготовленный с помощью профилирующих штифтов согласно фиг. 23b готовый пучок щетины на виде сверху;
фиг. 23d - изготовленный с помощью профилирующих штифтов согласно фиг. 23b готовый пучок щетины на виде сбоку;
фиг. 23е - разрез пучка щетины по линии С-С на фиг. 23d;
фиг. 24а - приемные выемки матрицы на виде сверху;
фиг. 24b - соответствующие приемным выемкам согласно фиг. 24а профилирующие штифты на виде сверху;
фиг. 24с - изготовленный с помощью профилирующих штифтов согласно фиг. 24b готовый пучок щетины на виде сверху;
фиг. 24d - изготовленный с помощью профилирующих штифтов согласно фиг. 24b готовый пучок щетины на виде сбоку;
фиг. 24е - разрез пучка щетины по линии D-D на фиг. 24d;
фиг. 25а - приемные выемки матрицы на виде сверху;
фиг. 25b - соответствующие приемным выемкам согласно фиг. 25а профилирующие штифты на виде сверху;
фиг. 25с - изготовленный с помощью профилирующих штифтов согласно фиг. 25b готовый пучок щетины на виде сверху;
фиг. 25d - изготовленный с помощью профилирующих штифтов согласно фиг. 25b готовый пучок щетины на виде сбоку;
фиг. 25е - разрез пучка щетины по линии Е-Е на фиг. 25d;
фиг. 26а - приемные выемки матрицы на виде сверху;
фиг. 26b - соответствующие приемным выемкам согласно фиг. 26а профилирующие штифты на виде сверху;
фиг. 26с - изготовленный с помощью профилирующих штифтов согласно фиг. 26b готовый пучок щетины на виде сверху;
фиг. 26d - изготовленный с помощью профилирующих штифтов согласно фиг. 26b готовый пучок щетины на виде сбоку;
фиг. 27а - приемные выемки матрицы на виде сверху;
фиг. 27b - соответствующие приемным выемкам согласно фиг. 27а профилирующие штифты на виде сверху;
фиг. 27с - изготовленный с помощью профилирующих штифтов согласно фиг. 27b готовый пучок щетины на виде сверху;
фиг. 27d - изготовленный с помощью профилирующих штифтов согласно фиг. 27b готовый пучок щетины на виде сбоку;
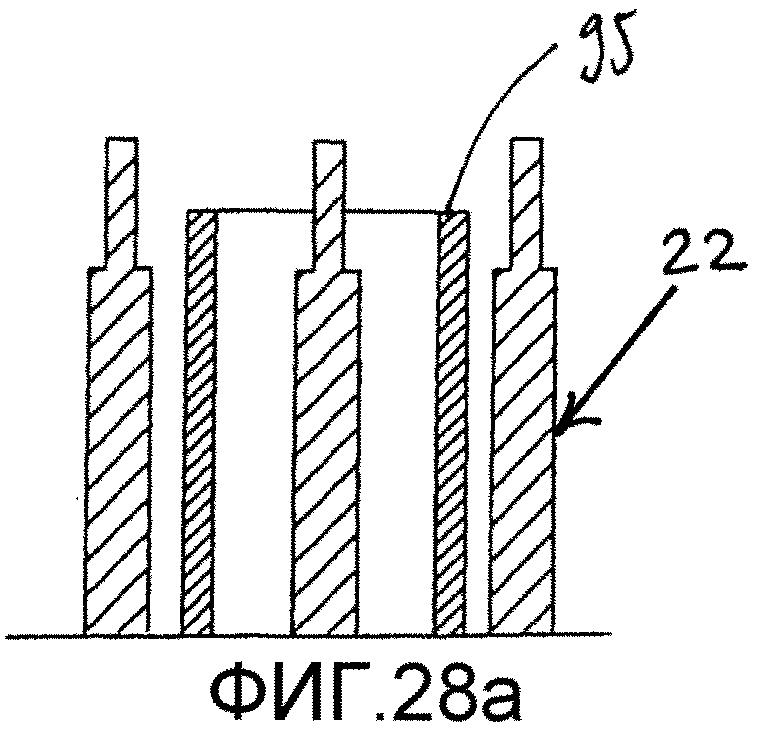
фиг. 28а - разрез пучка щетины согласно изобретению в комбинации с массирующими и чистящими элементами;
фиг. 28b - разрез другого пучка щетины согласно изобретению в комбинации с массирующими и чистящими элементами.
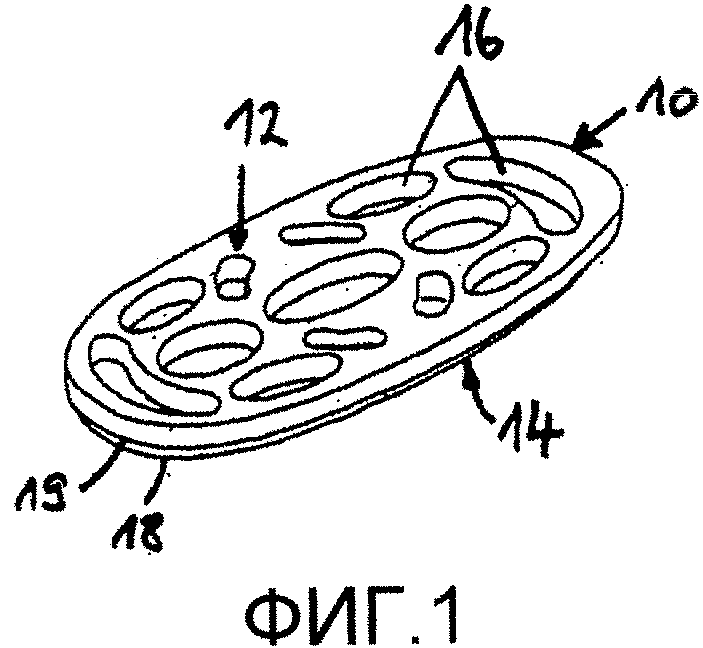
На фиг. 1 показан возможный несущей элемент в виде несущей щетину пластинки 10 в изометрической проекции сверху. От ее верхней стороны 12 к нижней стороне 14 проходит несколько проходов 16. Они имеют в показанном примере почковидное или овальное поперечное сечение. Проходы могут иметь также круглое или любое другое поперечное сечение в виде замкнутого контура. Из нижней стороны 14 выступает в направлении вниз венцевидное центрирующее утолщение 18, которое проходит на небольшом расстоянии от боковой кромки несущей щетину пластинки 10 вдоль нее и предпочтительно выполнено с клиновидным сужением к свободному концу. Непосредственно рядом с центрирующим утолщением 18, на нижней стороне 14 несущей щетину пластинки 10 между центрирующим утолщением 18 и боковой кромкой несущей щетину пластинки 10, выполнена окружная и проходящая вдоль боковой кромки сварная кромка 19. Она предназначена для процесса соединения несущей щетину пластинки 10 и тела 28 зубной щетки. Сварная кромка 19 может быть, естественно, предусмотрена в любом другом месте сбоку или на нижней стороне несущей щетину пластинки 10. В частности, возможно также расположение сварной кромки на центрирующем утолщении 18. Это альтернативное расположение сварной кромки предполагает, естественно, согласование с противоположной геометрией несущей щетину пластинки 10, т.е. с выемкой 32.
В качестве альтернативного решения, несущая щетину пластинка 10 с установленными щетинками может быть также установлена в литейную форму, а ручка, соответственно, зона ручки может быть затем образована посредством заливки по меньшей мере части несущей щетину пластинки 10 одним или несколькими пластмассовыми компонентами.
На фиг. 2 показана в том же виде, что и на фиг. 1, несущая щетину пластинка 10, которая снабжена схематично изображенной щетинной бахромой 20. Щетинная бахрома 20 состоит из пучков 22 щетины, т.е. одного пучка 22 щетины на каждый проход 16. Каждый из пучков 22 щетины состоит из множества щетинок 39, 40, подробное описание которых приводится ниже.
На фиг. 3 показана зона 24 головки и часть примыкающей к ней зоны 26 шейки тела 28 зубной щетки. К зоне 26 шейки примыкает на противоположной зоне 24 головки стороне, как обычно, зона ручки. Зона 24 головки снабжена с лежащей вверху на фиг. 3 передней стороны выемкой 32, которая соответствует по существу форме несущей щетину пластинки 10 и ограничена дном 34. Боковая стенка этой выемки 32 имеет окружной выступ, который образует сварочный уступ 35. Задняя сторона 36 тела 28 зубной щетки находится на противоположной передней стороне 30 стороне и лежит в показанном виде внизу.
На фиг. 4 показана снабженная щетинной бахромой 20 несущая щетину пластинка 10, установленная в выемку 32. Установка упрощается с помощью центрирующего утолщения 18. Верхняя сторона 12 несущей щетину пластинки 10 в готовом состоянии зубной щетки предпочтительно находится на одном уровне с передней стороной 30 тела 28 зубной щетки. Несущая щетину пластинка 10 неподвижно соединена с телом 28 зубной щетки, предпочтительно с помощью ультразвуковой сварки. При этом сварка осуществляется в зоне сварочной кромки 19 и сварочного уступа 35. Щетинная бахрома 20 выступает за верхнюю сторону 12. Таким образом, на фиг. 4 показана зона головки и часть зоны шейки зубной щетки 28. Естественно, что в этом месте можно использовать также другие способы, такие как, например, склеивание, зачеканивание или заливка, для крепления щетинок, соответственно, несущей щетину пластинки.
Несущая щетину пластинка 10 предпочтительно изготовлена из твердого компонента, описание которого было приведено выше.
В показанном примере также зона 24 головки и зона 26 шейки изготовлены по меньшей мере из одного из этих твердых компонентов. Предпочтительно, для несущей щетину пластинки 10 и тела 28 зубной щетки применяются одинаковые твердые компоненты, по меньшей мере в зоне контакта обеих частей.
Для полноты следует еще отметить, что как несущая щетину пластинка 10, так и тело 28 зубной щетки могут быть изготовлены способом многокомпонентного литья под давлением. При этом как несущая щетину пластинка 10, так и тело 28 зубной щетки выполнены из одного или нескольких твердых компонентов и/или из одного или нескольких мягких компонентов. Перечень возможных твердых и мягких компонентов был приведен выше.
Если несущая щетину пластинка 10 состоит из одного или нескольких твердых компонентов и одного или нескольких мягких компонентов, то проходы 16 предпочтительно расположены в твердых компонентах. Мягкие компоненты можно использовать как для формирования дополнительных мягкоэластичных чистящих элементов или отлитых щетинок на несущей щетину пластинке 10 или на зоне 24 головки, так и для нанесения на тело 28 зубной щетки для функциональных, гаптических или декоративных целей.
На фиг. 5 показан продольный разрез в средней продольной плоскости, при этом эта средняя продольная плоскость перпендикулярна передней стороне 30 зоны 24 головки. Средняя продольная плоскость, соответственно, плоскость разреза проходит при этом через пять показанных на фиг. 5 в поперечном направлении зубной щетки, расположенных посредине пучков 22 щетины. При этом щетинки 39, 40 не показаны по отдельности, а схематично пучками в виде поверхности, соответственно, объема. Оплавленные концевые зоны 70 образуют хорошо заметный ковер 21 из расплавленных щетинок, который в показанном варианте выполнения проходит практически по всей нижней стороне 14 несущей щетину пластинки 10.
Ковер 21 из расплавленных щетинок может быть разделен на различные сегменты и при этом покрывать лишь отдельные группы пучков 22 щетины.
Несущая щетину пластинка 10 неподвижно соединена через свою сварочную кромку 19 со сварочным уступом 35 зоны 24 головки. Сварная зона 41 схематично показана на фиг. 5 в виде ограничительной линии. К зоне 24 головки примыкает и неподвижно соединена с ней зона 26 шейки тела 28 зубной щетки.
На фиг. 6а показана возможность снабжения несущей щетину пластинки 10 пучком 22 щетины, который имеет как обычные заостренные щетинки 40, так и обычные цилиндрические щетинки 39. Матрица 62 имеет приемную выемку 64, в которую вводятся заостренные щетинки 40, и рядом другую приемную выемку 64', в которую вводятся, соответственно введены, цилиндрические щетинки 39.
Согласованные с этими приемными выемками 64 и 64' направляющие проходы 69 и 69' расположенной на матрице 62 пластины 63 с воронками проходят в направлении расположенной на пластине 63 с воронками несущей щетину пластинки 10 со схождением друг с другом так, что они на этом конце образуют один единственный выход для щетинок 40 и щетинок 39. Возможно также, что оба прохода 69 и 69' образуют еще раздельные выходы, которые, однако, лежат непосредственно рядом друг с другом. Выход, соответственно, лежащие непосредственно рядом друг с другом выходы расположены соосно с общим для щетинок 40 и щетинок 39 проходом 16 несущей щетину пластинки 10.
В приемной выемке 64 и в другой приемной выемке 64' направляется соответствующий профилирующий штифт 66, 66'. При одновременном перемещении штифтов 66, 66' в направлении пластины 63 с воронками пучок 22 заостренных щетинок 40 и пучок 22 цилиндрических щетинок 39 проталкивается через общий проход несущей щетину пластинки 10, пока их концевые зоны 70, 70' не будут выступать за лежащую здесь вверху нижнюю сторону 14 несущей щетину пластинки 10. За счет последующего оплавления концевых зон 70 и 70', например, с помощью нагревательного штампа 72 щетинки 40, 39 закрепляются на несущей щетину пластинке 10 с образованием ковра 21 из расплавленных щетинок.
Соответствующим образом можно объединять несколько отдельных пучков 22 щетинок 39, 40 из различных приемных выемок 64 с помощью пластины 63 с воронками и тем самым создавать связку щетинок в общем проходе 16. Так же, как показано на фиг. 5, можно подавать пучки 22 щетинок 40 или 39 одного вида в общий проход 16.
Снабженную щетинной бахромой 20 несущую щетину пластинку 10 извлекают из инструмента 60, сводят известным из уровня техники образом с телом 28 зубной щетки и закрепляют в нем.
В способах установки щетины без несущей щетину пластинки 10 щетинки 40, 39, как указывалось выше, вместо несущей щетину пластинки 10 направляются в фасонном полом пространстве. В это полое фасонное пространство затем впрыскивают пластмассу для формирования головки щетки и тем самым закрепляют щетинки 40, 39. Этот альтернативный способ изготовления без несущей пластинки можно применять во всех указанных в данном описании вариантах выполнения.
На фиг. 6b показан на виде сверху участок матрицы 62 с приемными выемками 64 и 64'. Согласованные с приемными выемками 64, 64' направляющие проходы 69 и 69' объединяются в направлении обращенной к несущей щетину пластинке 10 стороны пластины 63 с воронками в один единственный общий выход 65, как показано на фиг. 6с. При этом сумма площадей поперечного сечения из фиг. 6b, которые образуют совместно пучок 22, по существу равна площади поперечного сечения общего выхода 65.
На фиг. 7а-с, 8а-с и 9а-с показан возможный изготовленный пучок 22 с щетинками 39, 40, которые имеют выступающий выше конец щетинок и тем самым в этом примере образуют две различные рабочие поверхности 67. Аналогичным образом, можно, естественно, создавать с помощью других ступенек в профилирующих штифтах 66 также три или больше рабочих поверхностей.
Показанные пучки 22 щетины образованы с помощью щетинок 39, 40 из нескольких приемных выемок 64. При этом пучки 22 щетины, соответственно их выступающие выше части, формируются с помощью одной приемной выемки 64, соответственно, одного единственного профилирующего штифта 66. То есть все щетинки, которые выходят из одной приемной выемки 64, имеют одинаковую длину в конечном изделии. Приемные выемки 64 и соответствующие профилирующие штифты 66 выполнены все круглыми, в то время как соответствующие окончательные пучки 22 щетины могут иметь различные формы (круглые, эллиптические, прямоугольные, квадратные, трапециевидные, серповидные, произвольной формы и т.д.).
Окончательные пучки 22 имеют щетинки 39, 40 из 1-15, предпочтительно 1-7 приемных выемок 64. Приемные выемки 64, которые относятся к окончательному пучку 22 щетины, могут иметь 2 или больше различных диаметров и тем самым различные площади поперечного сечения. Соотношение площадей поперечного сечения самой малой к самой большой приемной выемки 64 для окончательного пучка 22 составляет 1:3, как будет более подробно пояснено в связи с фиг. 26а-26d.
За счет подходящего согласования диаметров различных приемных выемок 64 можно тем самым определять количество щетинок 39, 40 различной высоты, соответственно, концевых или рабочих поверхностей 67. Таким образом, с помощью этого способа можно также сводить вместе различные типы щетинок внутри приемных выемок 64 для окончательного пучка 22 щетины. Так, например, можно использовать заостренные щетинки 40 в одной части приемных выемок 64 и обычные цилиндрические щетинки 39 в другой части приемных выемок 64. Следовательно, с помощью различных типов щетинок образуются различные концевые зоны 71 окончательного пучка 22. То же относится к щетинкам 39, 40 различного цвета и/или различного диаметра и/или к щетинкам 39, 40 с различно окрашенными концевыми зонами 71. Поскольку в этом способе используется несколько приемных выемок 64, то его используют для больших пучков с более чем 40 щетинками.
На фиг. 7а, 8а и 9а показано соответствующее расположение приемных выемок 64 матрицы 62. На фиг. 7а приемные выемки 64 расположены в вершинах равностороннего треугольника. На фиг. 7b показан на виде сверху готовый пучок 22 щетины, при этом часть пучка 22 щетины, которая имеет щетинки 39, 40 с высоко выступающими концами 73 щетинок, изображена серой и происходит из одной приемной выемки 64, которая на фиг. 7а расположена слева. Пучок 22 щетины имеет на виде сверху форму равностороннего треугольника, при этом выступающая выше часть 75 пучка 22 щетины проходит к вершине треугольника. На фиг. 7с показан пучок 22 щетины из фиг. 7b на виде сбоку.
На фиг. 8а показано 7 приемных выемок 64, которые расположены в угловых точках, а также в центре шестиугольника. На фиг. 8b показан по существу круглый (он может быть также эллиптическим) пучок 22 с изображенной серой центрально расположенной, выступающей выше частью 77 пучка щетины. Выступающая выше часть 77 пучка щетины образована с помощью средней выемки 64 (см. фиг. 8а). На фиг. 8с показан пучок щетины из фиг. 8b на виде сбоку.
Другой возможный вариант выполнения пучка 22 щетины показан на фиг. 9b. Пучок 22 щетины имеет прямоугольную, соответственно квадратную форму, и приемные выемки 64 расположены на фиг. 9а, соответственно, в угловых точках квадрата. При этом три из четырех квадрантов, на которые разделен пучок щетины, имеют щетинки с выступающим выше концом 73' щетинок. При этом лежащая внизу справа на фиг. 9а приемная выемка 64 принимает щетинки 39, 40 с лежащими ниже концами 73” щетинок. На фиг. 9с показан на виде сбоку пучок 22 щетины из фиг. 9b.
На фиг. 7а-с и 8а-с показаны пучки 22 щетины, в которых меньшая доля всего поперечного сечения стоит выше. На фиг. 9а-с показана обратная ситуация. Большая доля поперечного сечения стоит выше, а меньшая доля стоит ниже.
На фиг. 7а-с и фиг. 8а-с выделена другая подробность. Выступающие выше части 75 пучков 22 щетины могут быть расположены как на крае пучка 22 щетины, так и посредине пучка 22 щетины в окружении стоящих ниже щетинок 39, 40. То же возможно, естественно, также со стоящими ниже частями пучка 22 щетины.
На фиг. 10а-е показано другое оформление отдельного пучка 22 щетины, который изготовлен из щетинок 39, 40, которые происходят лишь из одной единственной приемной выемки 64. На фиг. 10а показана приемная выемка 64 матрицы 62. Показанный на фиг. 10b пучок 22 щетины имеет на виде сверху круглую форму с изображенной серой центрально расположенной частью 77 пучка щетины. Соответствующий вид сбоку пучка щетины показан на фиг. 10d.
На фиг. 10с показан на виде сверху соответствующий пучку 22 щетины профилирующий штифт 66. Как показано на фиг. 10е, профилирующий штифт 66 имеет соответствующее возвышенной части 77 пучка щетины углубление 68. Круглая форма углубления 68 имеет диаметр от 0,3 мм до 0,8 мм, предпочтительно 0,5 мм. В этом варианте выполнения выступающая выше часть 77 пучка щетины полностью окружена стоящей ниже частью 77' пучка щетины.
В этом варианте выполнения лишь с одной единственной приемной выемкой 64 невозможно смешивание различных видов щетинок (по цвету, диаметру, концевой зоне, заостренных или обычных) для окончательного пучка 22. Этот способ используется, прежде всего, для небольших пучков 22 щетины с менее чем 70 щетинками.
На фиг. 11а-е показано другое возможное выполнение отдельного пучка 22 щетины, который изготовлен из щетинок 39, 40, которые происходят лишь из одной приемной выемки 64. На фиг. 11а показана приемная выемка 64 матрицы 62. Показанный на фиг. 11b пучок 22 щетины имеет на виде сверху снова круглую форму с изображенной серой имеющей форму кругового сегмента возвышенной частью 77 пучка щетины. Возвышенная часть 77 пучка щетины ограничена, с одной стороны, круговой дугой периметра пучка 22 щетины и, с другой стороны, секущей. Соответствующий вид сбоку пучка щетины показан на фиг. 11d.
На фиг. 11с показан на виде сверху соответствующий пучку 22 щетины профилирующий штифт 66. Как показано на фиг. 11е, профилирующий штифт 66 имеет соответствующее возвышенной части 77 пучка щетины углубление 68. В данном случае углубление 68 в определенных местах ограничено приемной выемкой 64, поскольку профилирующий штифт 66, как известно, направляется в приемной выемке 64. Этот вариант выполнения имеет модификацию, в которой выступающая выше часть 77 пучка щетины частично лежит у края пучка 22 щетины и, с другой стороны, окружена стоящей ниже частью 77 пучка щетины.
На фиг. 12а-е показано другое возможное выполнение пучка 22 щетины. На фиг. 12а показана приемная выемка 64 матрицы 62. Показанный на фиг. 12b пучок 22 щетины имеет на виде сверху круглую форму с изображенной серой, имеющей форму кругового сегмента возвышенной частью 77 пучка щетины. В отличие от указанных выше вариантов выполнения показанный на фиг. 12b и 12d на виде сверху, соответственно, на виде сбоку пучок 22 щетины имеет не одну, а две выступающие выше части 77, 77' пучка щетины. Обе выступающие выше части 77, 77' пучка щетины имеют, также как сам пучок 22 щетины, круглую форму и расположены симметрично на линии диаметра пучка щетины.
На фиг. 12с показан на виде сверху соответствующий пучку щетины профилирующий штифт 66. Как показано на фиг. 12е, профилирующий штифт 66 имеет два соответствующих возвышенной части 77 пучка щетины углубления 68.
В этом примере в одном пучке 22 щетины может быть сформировано несколько возвышенных частей 77, 77' пучка щетины. При этом не показан вариант выполнения, в котором возвышенные части 77, 77' пучка щетины могут иметь внутри одной и той же части 77, 77' пучка щетины различные длины щетинок. С другой стороны, естественно, возвышенные части 77, 77' пучка щетины могут также иметь в целом различные длины щетинок.
На фиг. 13, 14 и 15 показаны в качестве примера другие варианты выполнения профилирующих штифтов 66 с имеющим различную форму углублением 68. В то время как профилирующий штифт 66 согласно фиг. 13 имеет выполненное в виде канавки, проходящее вдоль линии диаметра круглого профилирующего штифта 66 углубление 68, показанный на фиг. 14 профилирующий штифт 66 имеет выполненное в виде крестообразного шлица углубление 68. Показанный на фиг. 15 профилирующий штифт 66 имеет центрально расположенное треугольное углубление 68. За счет этих показанных в качестве примера вариантов выполнения профилирующих штифтов понятно, что возможно почти любые выполнения пучков 22 щетины относительно их возвышенных частей 75, в частности, относительно их поперечного сечения.
На фиг. 16а-d показан другой пример выполнения пучка 22 щетины с щетинками 39, 40, из которых по меньшей мере часть имеет выступающие выше концы 73' щетинок. На фиг. 16а показаны соответствующие пучку 22 щетины четыре расположенные по углам квадрата приемные выемки 64 матрицы 62. Из согласованных с приемными выемками показанных на фиг. 16b четырех профилирующих штифтов 66 два штифта (диагонально противоположных) имеют центрально расположенное углубление 68. В соответствии с этим, в показанном на фиг. 16с на виде сверху готовом пучке 22 щетины имеются две изображенные серыми зоны 79 на диагонали квадратного пучка 22 щетины с выступающими выше концами 73 щетинок. На фиг. 16d показан готовый пучок 22 щетины на виде сбоку. Выступающие выше части 75 пучка 22 щетины создаются в этом варианте выполнения с помощью нескольких профилирующих штифтов 66. Одной выемке в профилирующем штифте 66 соответствует одна выступающая выше часть 75.
На фиг. 17а-d показан другой вариант выполнения пучка 22 щетины с щетинками, из которых по меньшей мере часть имеет выступающий выше конец 73 щетинки. На фиг. 17а показаны соответствующие пучку 22 щетины три приемные выемки 64 матрицы 62; они расположены по углам равностороннего треугольника. Из показанных на фиг. 17b соответствующих приемным выемкам 64 профилирующих штифтов 66, все снабжены имеющим форму сектора круга, обращенным к обоим другим профилирующим штифтам 66 углублением 68. В соответствии с этим, показанные на фиг. 17с на виде сверху готовые пучки 22 щетины имеют изображенную серой треугольную зону пучка 22 щетины с выступающими выше концами 73 щетинок. Треугольная выступающая выше часть 73 пучка 22 щетины расположена центрально также в треугольном пучке 22 щетины. На фиг. 17d показан на виде сбоку готовый пучок 22 щетины. Выступающая выше часть пучка 22 щетины достигается в этом варианте выполнения с помощью нескольких профилирующих штифтов 66. При этом имеющие форму секторов круга углубления 68 отдельных профилирующих штифтов 66 представляют лишь одну часть, которая в конечном итоге образует в целом возвышенную часть пучка 22 щетины.
На фиг. 18а-d показан другой пример выполнения пучка 22 щетины с щетинками, из которых по меньшей мере часть имеет выступающие выше концы 73 щетинок. На фиг. 18а показаны соответствующие пучку 22 щетины четыре приемные выемки 64 матрицы, при этом они расположены по углам квадрата. Из согласованных с приемными выемками показанных на фиг. 18b профилирующих штифтов 66 два штифта (диагонально противоположных) имеют выполненное в виде канавки, проходящее вдоль линии диаметра (диагонали) углубление 68, в то время как углубления других обоих профилирующих штифтов 66 выполнены в виде сегментов круга. В показанном на фиг. 16с на виде сверху готовом пучке 22 щетины соответствующие углублениям профилирующих штифтов 66 возвышенные зоны пучка 22 щетины образуют проходящий диагонально по квадратному пучку 22 щетины гребень. На фиг. 18d показан готовый пучок 22 щетины на виде сбоку. Выступающие выше части 75 готового пучка 22 щетины создаются в этом варианте выполнения с помощью комбинации углублений нескольких профилирующих штифтов 66.
В этом варианте выполнения снова имеется одна приемная выемка 64 для одного пучка 22 щетины. Однако смешивание различных видов щетинок (по цвету, диаметру, концевой зоне, заостренных или обычных) в этом варианте выполнения невозможно выполнять в отдельных концевых зонах, поскольку щетинки в отдельных приемных выемках 64 предназначены для различных концевых зон. Поскольку в этом варианте выполнения снова используется несколько приемных выемок 64 для каждого пучка 22 щетины, то он используется для больших пучков 22 с более чем 40 щетинками.
На фиг. 19а-е показан возможный вариант выполнения продолговатого пучка 22 щетины. На фиг. 19а показаны приемные выемки 64 матрицы 62. Согласованные с приемными выемками 64 профилирующие штифты 66 показаны на фиг. 19b. Все профилирующие штифты 66 имеют прямое, имеющее вид канавки углубление 68, которое проходит через среднюю точку соответствующего профилирующего штифта 66. Как приемные выемки, так и соответствующие профилирующие штифты 66 расположены вдоль дуговой линии, а именно так, что прямые канавкообразные углубления 68 отдельных профилирующих штифтов 66 образуют непрерывное углубление 68.
На фиг. 19с показан на виде сверху соответствующий продолговатый пучок 22 щетины. Возвышенная часть 75 пучка 22 щетины снова изображена серой. За счет комбинации прямых канавкообразных углублений 68 отдельных профилирующих штифтов 66 в готовом пучке 22 щетины образуется расположенная посредине, непрерывная выступающая выше часть 75 пучка 22 щетины в виде гребня.
На фиг. 19d показан на виде сбоку готовый пучок 22 щетины согласно фиг. 19с. На фиг. 19е показан разрез по линии А-А на фиг. 19d. Хорошо видна образованная в виде гребня выступающая выше часть 75 пучка 22 щетины.
В связи с этим вариантом выполнения профилирующие штифты 66 могут быть снабжены прямыми углублениями 68, однако в готовом изделии создается имеющий форму круговой дуги контур. Можно выполнять переход непрерывным тем, что пластина 63 с воронками выполнена соответствующим образом. С ее помощью можно просто выполнять переход с прямого на круглый и непрерывный.
На фиг. 20а-е показан другой возможный вариант выполнения продолговатого пучка 22 щетины. На фиг. 20а снова показаны приемные выемки 64 матрицы 62. Согласованные с приемными выемками 64 профилирующие штифты 66 показаны на фиг. 20b. Все профилирующие штифты 66 имеют прямое имеющее вид канавки углубление 68, которое не обязательно проходит через среднюю точку круглого профилирующего штифта 66. Как приемные выемки 64, так и соответствующие профилирующие штифты 66 расположены вдоль прямой линии. При этом канавкообразные углубления 68 расположены так, что образуется имеющая примерно форму меандра линия.
На фиг. 20с показан на виде сверху соответствующий продолговатый пучок 22 щетины. Возвышенная часть 75 пучка 22 щетины снова изображена серой. За счет комбинации канавкообразных углублений 68 отдельных профилирующих штифтов 66 в готовом пучке 22 щетины образуется непрерывная выступающая выше часть 75 пучка 22 щетины в виде имеющего форму меандра гребня. На фиг. 20d показан на виде сбоку готовый пучок 22 щетины согласно фиг. 20с. На фиг. 20е показан разрез по линии В-В на фиг. 20d. Хорошо видна образованная в виде гребня выступающая выше часть 75 пучка 22 щетины.
В связи с показанными на фиг. 19а-20е пучками 22 щетины с их выступающими выше частями 77 пучков щетины следует отметить, что, естественно, также внутри окончательного пучка 22 может изменяться длина щетинок выступающей выше части 75 пучка 22 щетины. Таким образом, в выполненном гребне может быть реализован профиль по высоте. Это показано на фиг. 24а-24е. На фиг. 23а-23е показана обратная ситуация, в которой плоскость стоящих ниже концов 73' щетинок образует профиль.
На фиг. 22а-22g показаны приемные выемки 64, профилирующие штифты 66, а также пучки 22 щетины. На фиг. 22с показан на виде сверху готовый пучок 22 щетины. На фиг. 22d-22g показаны различные возможные варианты выполнения пучков 22 щетины, при этом профилирующие штифты 66 снабжены соответственно выполненными формами. Пучки щетины согласно фиг. 22d-22g имеют две ступеньки 83. Соответствующие рабочие поверхности 67 этих ступенек 83 могут быть ориентированы наклонно, волнообразно или же под прямым углом относительно продольного направления щетинок 39, 40. На фиг. 22а-22g показано, что возможны различные вариации и формы пучков 22 щетины.
На фиг. 23а-23е показан пучок 22 щетины, который имеет выступающие выше и стоящие ниже концы щетинок. Выступающие выше концы 73 щетинок образуют плоскость, стоящие ниже концы 73' щетинок образуют профиль 85. За счет этого расстояние между выступающими выше и стоящими ниже концами 73, 73' щетинок не постоянное.
Приемные выемки 64 расположены, например, на прямой линии, как показано на фиг. 23а. Показанные на фиг. 23b профилирующие штифты 66 направляются в приемных выемках 64. Углубления 68 образуют в этом случае контур 87, который является непрерывным в окончательном пучке 22 щетины. Выбор глубины углублений 68 в данном случае задает разницу между выступающими выше и стоящими ниже концами 73, 73' щетинок. Профилирующие штифты 66 с приемными выемками 64 выполнены так, что самые нижние точки приемных выемок 64 имеют одинаковое расстояние до верхней стороны 12 несущей щетину пластинки 10, когда щетинки 39, 40 проходят через несущую щетину пластинку 10. Тем самым достигается, что все выступающие выше концы 73 щетинок имеют одинаковое расстояние до верхней стороны несущей щетину пластинки 10.
На фиг. 24а-24е показан вариант выполнения, в котором гребень пучка 22 щетины имеет изменяющуюся высоту. Плоскость 89 со стоящими ниже концами 73' щетинок выполнена параллельно верхней стороне 12 несущей щетину пластинки 10. Выступающие выше концы 73 щетинок образуют профиль 85, так что уменьшенная часть пучка 22 щетины, т.е. расстояние между выступающими выше и стоящими ниже концами 73, 73' щетинок, изменяется. Все стоящие ниже концы 73' щетинок имеют одинаковое расстояние до верхней стороны 12 несущей щетину пластинки 10. В соответствии с этим приемные выемки 64 снабжены профилирующими штифтами 66, которые показаны на фиг. 24а и 24b.
Все указанное выше относительно профилирования стоящих ниже концов 73' щетинок, так и выступающих выше концов 75 щетинок справедливо по смыслу, когда в пучке 22 щетины выполняется больше, чем 2 ступеньки, т.е. больше, чем две ступеньки 83. При этом каждая плоскость может быть выполнена профилированной или плоской.
Показанные на фиг. 23а-24е пучки 22 щетины можно, естественно, комбинировать с пучками 22 щетины других указанных вариантов выполнения. Так, например, вариант выполнения, показанный на фиг. 23а-23е, может быть также снабжен профилем, как показано на фиг. 20а-20е.
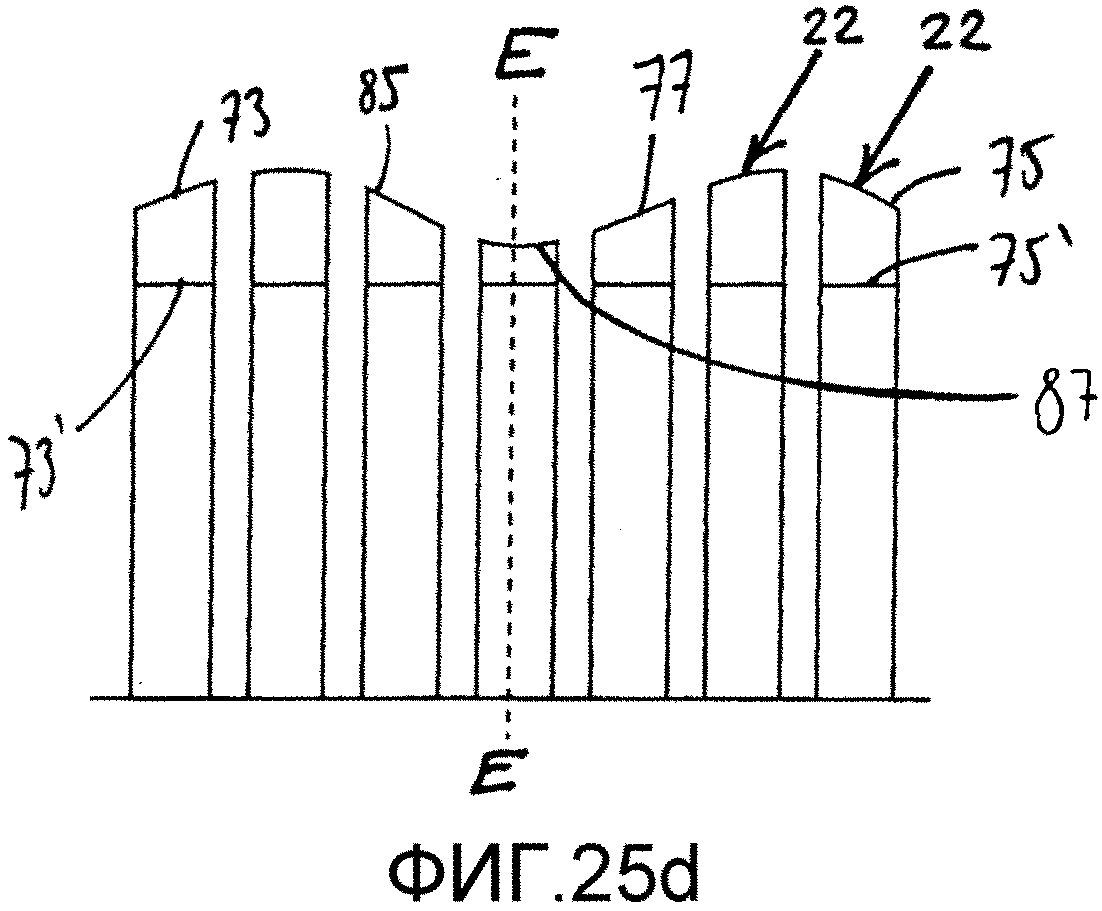
Наряду с показанными на фиг. 19а-20е и на фиг. 23а-24е пучками щетины, в указанном способе, естественно также возможно выполнять отдельные пучки. Они могут иметь в этом случае, как показано на фиг. 25а-25е, также профилирование, которое продолжается над различными пучками 22 щетины. Устройство для их изготовления имеет ту же конструкцию. Приемные выемки 64 показаны на фиг. 25а, направляемые в них профилирующие штифты 66 показаны на фиг. 25b. В этом случае они лишь не сводятся в способе вместе с целью образования совместно пучка 22 щетины, и щетинки 39, 40 каждой отдельной приемной выемки 66 образуют один пучок 22 щетины. В соответствии с этим пластина 63 с воронками имеет направляющие проходы 91, которые расположены в прямом продолжении относительно соответствующих приемных выемок 64.
На фиг. 25с показан на виде сверху пучок 22 щетины, в то время как на фиг. 25d пучок 22 щетины показан на виде сбоку. Серой снова изображена зона с выступающими выше концами 73 щетинок. Кроме того, на фиг. 25d показаны стоящие ниже концы 73' щетинок, при этом они образуют плоскость. Выступающие выше концы 73 щетинок образуют волнистый профиль 85. Отдельные пучки 22 щетины расположены на расстоянии друг от друга в продольном направлении, так что профиль 85, соответственно, плоскость не является непрерывной. На фиг. 25е показан разрез пучка 22 щетины по линии Е-Е на фиг. 25d. Хорошо видны выступающие высоко концы 73 щетинок, которые расположены посредине в поперечном направлении, и стоящие ниже концы 73' щетинок, которые расположены в поперечном направлении по обе стороны выступающих выше концов 73 щетинок.
Образованные так выступающие выше части 77 пучков щетины предпочтительно образуют непрерывный, не имеющий ступенек контур 87. Кроме того, возможно выполнение контура 87 прерывистым или даже не непрерывным.
За счет комбинирования углублений 98 в отдельных профилирующих штифтах 66 можно достигать, с одной стороны, за счет расположения профилирующих штифтов 66, например, вдоль изогнутой линии и, с другой стороны, за счет формы и расположения углублений 68 в отдельных профилирующих штифтах 66, составленной вместе формы возвышенной в готовом пучке щетины части.
Естественно, что все указанные выше формы выступающих выше частей 75 пучков 22 щетины могут быть реализованы также для стоящих ниже частей 75' пучков 22 щетины, и наоборот.
Как уже указывалось выше, можно использовать изменяемую круговую дугу для подачи щетинок 39, 40. Были указаны также подробности круговой дуги. На фиг. 26а - 26d показаны приемные выемки 64, профилирующие штифты 66, а также пучки 22 щетины. Пучки 22 щетины из фиг. 26с и 26d изготовлены с помощью изменяемой круговой дуги. При этом две имеющие больший размер приемные выемки 64 матрицы 62 и две имеющие меньший размер приемные выемки 64' матрицы 62 образуют основу для создаваемого пучка 22 щетины. Приемные выемки 64, 64' расположены в углах ромба. При изготовлении за счет использования изменяемой круговой дуги возможно, что различно большие приемные выемки 64, 64' заполняются с помощью одной и той же круговой дуги. Изменяемость проявляется в конечном итоге тем, что с помощью одного хода круговой дуги можно подавать различное количество щетинок. Один ход заполняет одну приемную выемку 64.
Профилирующие штифты 66 могут быть выполнены как уже указанные профилирующие штифты 66, при этом можно использовать профилирующие штифты 66' с меньшим диаметром и профилирующие штифты 66 с большим диаметром в соответствии с приемными выемками 66, 66'. При этом не имеет значения, выполнены ли профилирующие штифты 66 с большим диаметром с углублением 68 или же профилирующий штифт 66' с меньшим диаметром выполнен в соответствии с профилирующим штифтом 66 с большим диаметром (т.е. с углублениями 68), в любом случае имеются одинаковые возможности выполнения. В показанном примере выступающие выше концы 73 щетинок сформированы с помощью профилирующих штифтов 66 с большим диаметром. Естественно, эти пучки 22 щетины с выступающими выше концами 73 щетинок можно также формировать с помощью профилирующих штифтов 66' с меньшим диаметром.
На фиг. 27а-27е показано, что выступающие выше концы 73 щетинок могут совместно не образовывать проходящий по всему полю 93 щетины непрерывный профиль 85. Возможно, что выступающие выше концы 73 щетинок могут быть ориентированы не регулярно или относительно не регулярно, соответственно, свободно в наклонных плоскостях с различной ориентацией и стоящие ниже концы 73' щетинок образуют непрерывную, параллельную верхней стороне 12 несущей щетину пластинки 10 плоскость. Это и показано. Наряду с этим также возможно, что нерегулярность реализуется лишь для стоящих ниже концов 73' щетинок, а выступающие выше концы 73 щетинок образуют плоскость 89. Кроме того, как выступающие выше концы 73 щетинок, так и стоящие ниже концы 73' щетинок могут быть расположены нерегулярно или относительно нерегулярно, соответственно свободно.
На фиг. 28а и 28b показано комбинированное применение мягкоэластичных чистящих и массирующих элементов 95 вместе с пучками 22 щетины согласно изобретению. Чистящие и массирующие элементы 95 могут стоять между простыми или выполненными в соответствии с изобретением пучками 22 щетины, как показано в разрезе на фиг. 28b. Кроме того, мягкоэластичные чистящие и массирующие элементы 95 могут полностью или частично окружать пучки 22 щетины, как показано на фиг. 28а. Описание вариантов выполнения относительно высоты, формы и т.д. было приведено выше.
Для реализации соответствующих изобретению и изготовленных в соответствии с изобретением зубных щеток можно применять самые различные виды щетинок. Предпочтительно используются цилиндрические щетинки 39 или заостренные щетинки 40.
На фиг. 21а показан конец цилиндрической щетинки 39. Цилиндрические щетинки 39 предпочтительно изготовлены из полиамида (РА). Они имеют по длине щетинок по существу постоянный номинальный диаметр Δnenn (диаметр в наиболее толстом месте щетинки), который, например, составляет 0,15-0,25 мм. Вершина 22а щетинки 39 в конечном состоянии закруглена. Поперечное сечение цилиндрической щетинки 39 предпочтительно является круглым. Однако возможны также другие формы поперечного сечения, например квадратные, прямоугольные или ромбовидные.
Заостренные щетинки 40 показаны на фиг. 21b. Заостренные щетинки 40 предпочтительно выполнены из сложного полиэфира (РВТ) и имеют в одной зоне своей длины также постоянный диаметр, например также номинальный диаметр 0,15-0,25 мм. К вершине 40а щетинка 40 сужается, начиная с расстояния а от вершины 40а. При измерении от вершины 40а диаметр соответствует в соответствующем месте следующим значениям.
Процесс заострения основывается на уменьшении диаметра с помощью химического процесса. В зависимости от длительности нахождения щетинки в химическом веществе сносится пластмасса и уменьшается диаметр. Тем самым можно влиять на форму вершины.
В принципе существуют два вида заостренных щетинок 40. А именно, щетинки, которые имеют заострение лишь на одном конце, и щетинки, которые имеют заострение на обоих концах щетинки. Заострение выполняется в обоих случаях с указанными выше размерами. Заостренные с одной стороны щетинки 40 имеют на одном конце заострение, а на другом конце они выполнены цилиндрическими и могут быть закруглены. Заостренные с обеих сторон щетинки 40 выполнены на обоих концах с заострением.
Относительно поперечного сечения заостренные щетинки 40 могут быть выполнены одинаково с цилиндрическими щетинками 39.
Для обеспечения достаточной стабильности отдельных щетинок номинальный диаметр сохраняется на большей части длины свыше 75%. В приведенной выше таблице показано, что заострение щетинок происходит преобладающим образом на последних 4-5 мм. При таком выполнении вершина 23а может оптимально достигать мельчайшие трещины и пространства между зубами при достаточной стабильности щетинок.
В данном изобретении предпочтительно применяются цилиндрические или заостренные с одной стороны щетинки.
Для всех видов щетинок с целью достижения достаточной гибкости щетинок длина от выхода из головки щетки составляет между 7 и 13 мм.
В данном изобретении, а также в целом для зубных щеток можно полностью или частично окрашивать щетинки 39, 40. В соответствии с этим при частично окрашенных щетинках могут быть окрашены лишь концы щетинок или лишь один конец щетинок или же все щетинки, за исключением концов щетинок. Само окрашивание может быть индикаторным окрашиванием, т.е. краска при использовании снашивается и служит тем самым в качестве индикатора, или же может быть выполнено в виде постоянного окрашивания.
Цилиндрические щетинки 39, которые изготовлены из полиамида, можно окрашивать пищевыми красителями, а затем снабжать поверх красителя лаком. Например, используется алюминиевый рассол 3,3'-диоксо-2,2'-дииндолиниден-5,5'-дисульфокислоты для синего окрашивания, алюминиевый рассол 5-гидрокси-1-(4-сульфофенил)-4-(сульфофенилазо)-3-пиразоль-карбоксильной кислоты для желтого окрашивания или алюминиевый рассол 6-гидрокси-5-(4-сульфофенилазо)-2-нафтален-сульфокислоты для желтого окрашивания. Эти красители выбраны так, что они пригодны для контакта с пищей. Если красители нанесены на щетинки, то поверхность в большинстве случаев больше не имеет качества, необходимого для автоматической обработки в машинах 97 для посадки щетинок на зубные щетке. Поэтому все щетинки или по меньшей мере окрашенные части щетинок покрываются лаком. Этот лак делает поверхность более гладкой и тем самым обеспечивает возможность автоматической обработки.
Заостренные щетинки 40, которые изготовлены из сложного полиэфира, не поддаются такому окрашиванию. Для окрашивания таких щетинок требуется химический процесс, который, однако, в данном случае не поясняется.
Преимуществом окрашивания может состоять в выполнении заметным технического аспекта различно длинных щетинок, например, когда лишь выступающие выше концы щетинок окрашены или когда окрашены лишь стоящие ниже концы щетинок. Кроме того, за счет выполнения в качестве индикаторной части для пользователя создается индикация состояния (степени износа).
Предпочтительно, окрашивается часть щетинок 39, 40, которая содержит выступающие выше концы щетинок. Однако возможна окраска концов на обеих сторонах.
Окраска имеет, когда она относится лишь к вершинам щетинок, в готовой зубной щетке длину от 2 мм до 10 мм, предпочтительно между 3 мм и 8 мм. На основании обработки окраска на необработанных щетинках длиннее, соответственно, согласована, поскольку в любом случае определенные части окраски сошлифовываются или отрезаются. В соответствии с этим окраска в исходном материале не должна быть одинаково длинной на обоих концах щетинок, так же как она может изменяться в конечном изделии. Тем не менее окраска в готовом изделии предпочтительно имеет одинаковую длину на обоих концах щетинок, если окрашиваются оба конца щетинок.
Естественно, что показанные и/или поясненные в данном описании варианты выполнения служат в качестве примера и отдельные особенности и элементы этих вариантов выполнения можно комбинировать с другими вариантами выполнения без выхода за рамки данного изобретения.
Профилирующий штифт 66 имеет на своей торцевой стороне 101 не непрерывную поверхность 105. За счет этого выполнения профилирующего штифта 66 можно формировать две или больше плоскостей 89 концов 73 щетинок. Это можно хорошо видеть на фиг. 6а, 10е, а также 12е.
Непрерывные части 109 поверхности 105 профилирующего штифта 66 не имеют царапин, т.е. полированы, полированы до блеска или притерты. Это хорошо видно снова на фиг. 6а, 10е, а также 12е.
Указанные не непрерывные переходы 111 в поверхности 105 профилирующего штифта 66 выполнены в виде острых кромок 112.
Устройство, соответственно машина 97 для посадки щетинок, для изготовления зубной щетки содержит матрицу 62 с направляемыми в ней профилирующими штифтами 66, при этом профилирующие штифты 66 имеют полированную до блеска или притертую поверхность 105.
Не непрерывные переходы 111 поверхности 105 выполнены с острыми кромками.
Реферат
Предложен способ изготовления снабженных щетиной без анкеровки зубных щеток, в котором пучок (22) щетины с цилиндрическими щетинками (39) и/или заостренными щетинками (40) вводят в приемную выемку (64) инструмента (60) машины для посадки щетинок и с помощью направляемого в приемной выемке (64) профилирующего штифта (66) воздействуют на обращенный к штифту (66) конец щетинок (39, 40) пучка (22) щетинок для их ориентации, так что щетинки (39, 40) пучка (22) щетины с помощью торцевой стороны (101) профилирующего штифта (66) выравниваются и за счет этого образуют топографию, соответствующую топографии торцевой стороны (101) профилирующего штифта (66), отличающийся тем, что профилирующий штифт (66) на воздействующей на щетинки (39, 40) торцевой стороне (103) имеет не непрерывную поверхность (105), образующую несколько плоскостей (109). Также предложена зубная щетка, изготовленная по предложенному способу. Тем самым обеспечивается выполнение щеточного поля, которое имеет несколько рабочих поверхностей (67). 3 н. и 12 з.п. ф-лы, 91 ил.
Комментарии