Щеточное изделие и способ его изготовления - RU2740026C2
Код документа: RU2740026C2
Чертежи







































Описание
Данное изобретение касается щеточного изделия, в частности, зубной щетки, в котором, соответственно, в которой щеточное поле образуется из нескольких различных групп чистящих элементов, а также касается соответствующего способа изготовления и, соответственно, инструмента.
Из публикации известна US 2002/0004964 A1 зубная щетка, которая обладает определенной вариабельностью в отношении расположения щетинок различных типов, чтобы, с одной стороны, обеспечить эффективную чистку зубов, а также чтобы, с другой стороны, за счет использования отдельных щетинок относительно большого диаметра и с соответственно большими расстояниями между отдельными щетинками, можно было производить быструю сушку зубной щетки после использования.
В EP 0 165 546 B1 раскрыта еще одна зубная щетка, которая посредством набора разнообразных щетинок при уходе за зубами может обеспечить различные эффекты, и которая учитывает различные степени износа.
В EP 0 150 785 B1 описывается способ соединения щетинок и щетинкодержателя, которые выполнены из термопластичного полимерного материала посредством того, что щетинки на одном своем конце и щетинкодержатель на его стороне для размещения щетинок оплавляются, затем сводят вместе щетинки и щетинкодержатель, и в этом положении удерживают при необходимости вплоть до отверждения расплава, причем концы щетинок нагревают так, что происходит возвращение ориентированных молекул к неориентированной клубковой форме макромолекул, и благодаря этому на концах щетинок образуется утолщение, и причем щетинки своими утолщенными концами вдавливаются в расплавленный щетинкодержатель до тех пор, пока расплав снова не сомкнется позади такого утолщенного конца. Перед нагреванием приемной стороны щетинкодержателя или в процессе него в нем могут быть сформированы выемки для вставления щетинок. Такой способ в общем называется методом горячего тафтинга (Hot-Tufting), соответственно, HT-методом.
В полезной модели DE 20 2016 102 996 U1 описывается устройство для изготовления щетки, имеющей по меньшей мере одну щетинку или по меньшей мере один пучок щетинок, причем эта щетка содержит щетинкодержатель по меньшей мере с одним отверстием для анкерного закрепления указанной по меньшей мере одной щетинки или указанного по меньшей мере одного пучка щетинок, причем указанное устройство содержит держатель для щетинкодержателя, а также выполненную как плунжер пресса деталь составной формы с по меньшей мере одним приемным отверстием для указанной по меньшей мере одной щетинки или указанного по меньшей мере одного пучка щетинок, причем это приемное отверстие выходит на обращенную к щетинкодержателю торцевую сторону детали составной формы, и причем эта деталь составной формы содержит нагревающее по меньшей мере участки торцевой стороны нагревательное устройство, выполненное и регулируемое таким образом, что эта торцевая сторона нагревается до температуры максимум 140°C, в частности, максимум 130°C. У указанного по меньшей мере одного пучка щетинок оплавляются обратные концы щетинок, и он вводится в соответствующее отверстие щетинкодержателя для анкерного закрепления. Затем с помощью выполненной в виде плунжера пресса детали составной формы к щеткодержателю прикладывается давление и тепло, и при этом полимерный материал щетинкодержателя подвергается пластической деформации, и таким образом упомянутое отверстие для анкерного закрепления замыкается вокруг пучка щетинок так, что этот пучок щетинок неразъемно закрепляется на щетинкодержателе. При этом расплав щетинок на задних концах указанного пучка щетинок своим бόльшим основанием, чем поперечное сечение этого пучка щетинок, образует вспомогательный опорный элемент для крепления. При таком способе речь тоже идет от HT-методе.
Другие способы крепления щетинок в щетинкодержателе или, соответственно, на нем описываются в EP 0 346 646 B2, WO 00/28856, EP 0 812 143 B1, WO 93/12690 или US 6, 752, 949 B2.
Из публикации WO 2014/092674 A1 известен также аппарат для ухода за полостью рта, который содержит корпус с головным участком, имеющим переднюю и заднюю стороны, по меньшей мере один чистящий элемент, расположенный на передней стороне головного участка тела, и ободок, отходящий от задней стороны головного участка тела, при этом ободок включает в себя один или более разупрочненных участков и проходит вдоль периметрической области головного участка тела; и упругий материал, расположенный на задней стороне головного участка тела, при этом ободок расположен вокруг по меньшей мере одного участка упругого материала.
В публикации WO 2016/008576 A1 описана несущая пластинка, например, для зубной щетки со множеством отверстий, которые проходят через эту несущую пластинку насквозь, и в которые могут вставляться состоящие из щетинок пучки и закрепляться на этой несущей пластинке безанкерным методом, причем такая несущая пластинка на своей обращенной от вставленных в отверстия пучков щетинок задней стороне имеет множество выступов материала, причем эти выступы материала могут расплавляться и для закрепления пучков щетинок на несущей пластинке вдавливаться в поверхность крепления пучков.
В DE 10 2013 100 194 A1 описываются устройство и способ изготовления щеток, в частности, зубных щеток, имеющих множество щетинок, собранных в пучки щетинок. При этом предусмотрен по меньшей мере один носитель для пучков, который снабжен множеством отверстий для вдвигания пучков щетинок, и у которого схема расположения отверстий соответствует рисунку из щетинок изготовляемой щетки. Посредством сварочного устройства щетинки пучков, вдвинутых в носитель для пучков, на задней стороне носителя для пучков сплавляются друг с другом и свариваются друг с другом с образованием слоя расплава щетинок. Затем носитель для пучков вместе с пучками щетинок посредством сварки (например, ультразвуковой сварки) соединяется с ручкой щетки. Предпочтительно ручка щетки располагает соответствующей выемкой для закрепления носителя для пучков.
Из WO 2012/000689 A1 известен способ изготовления щеток посредством устройства, при котором сначала либо предусматривают по меньшей мере одну предварительно упрочненную основную часть, на которой закреплены пучки щетинок и которая образует участок готовой щетки, причем на основной части с задней стороны размещен отдельный опорный слой, либо по меньшей мере одна предварительно упрочненная основная часть, которая образована посредством заформовывания множества пучков щетинок с предварительно сплавленными друг с другом концами щетинок, причем вслед за этим снабженная щетинками основная часть подается к пресс-форме для литья под давлением и позиционируется в ней, причем каждая основная часть в полости одной половины пресс-формы для литья под давлением своим краем прилегает к краю отверстия, выходящего из соответствующей полости, и пучки щетинок входят в это отверстие, и причем в заключение щеточный участок заформовывают на задней стороне основной части.
WO 2012/123004 A1 раскрывает способ изготовления, в частности, зубных щеток посредством устройства, в котором осуществляются следующие этапы: последовательное извлечение пучков щетинок из накопителя щетинок, в котором эти щетинки размещены параллельно упакованными; транспортирование извлеченного пучка щетинок посредством транспортировочного устройства к основной части, образующей часть готовой щетки и имеющей отверстия для приема отдельных пучков щетинок; последовательное заталкивание указанного пучка щетинок в соответствующее отверстие с задней стороны основной части, причем между транспортировочным устройством и задней стороной основной части предусмотрена направляющая пластина с отклоняющими каналами, через которые указанные пучки щетинок заталкиваются в отверстие в основной части; и безанкерное крепление пучка щетинок на основной части.
В WO 2013/050181 A1 описываются способ и устройство для изготовления щеток, в частности, зубных щеток, которые предусматривают, что в щетинкодержателе выполнены отверстия для пучков щетинок, у которых центры тяжести поверхности смещены к их выходу с передней стороны и с задней стороны, и/или иную геометрию.
И наконец, в WO 2013/159799 A1 раскрыто инжекционное литьевое устройство для литья под давлением щетинкодержателя щетки, имеющего отверстия, в которые забиваются пучки щетинок, причем это устройство содержит первую и вторую половины пресс-формы для литья под давлением, которые в закрытом состоянии ограничивают между собой по меньшей мере одну полость, воспроизводящую щетинкодержатель, и заполняемую жидким полимерным материалом, причем первая половина пресс-формы имеет первую поверхность, образующую заднюю сторону щетинкодержателя, а вторая половина пресс-формы имеет вторую поверхность, образующую переднюю сторону щетинкодержателя. Для образования отверстий имеются выходящие из первой и/или второй поверхностей выступы. Поперечное сечение такого выступа для одного отверстия на переходе от первой поверхности к примыкающему выступу отличается от поперечного сечения относящегося к этому же отверстию выступа на переходе от второй поверхности к соответствующему выступу, т.е., например, предусмотрена другая форма поперечного сечения или другое количество поперечных сечений, поскольку этот выступ разветвляется.
Задача данного изобретения заключается в том, чтобы предложить щеточные изделия, щеточные поля которых являются еще более вариативными и которые обладают повышенной эффективностью очистки, а также разработать соответствующий способ изготовления таких щеточных изделий.
Эта задача согласно изобретению решается посредством щеточного изделия, в частности, зубной щетки, содержащей основное тело с головной частью, имеющей переднюю и заднюю стороны, причем головная часть имеет щетинкодержатель с продольной осью и поперечной осью, а также с отстоящим от него щеточным полем, причем это щеточное поле образовано по меньшей мере группами чистящих элементов; с захватной частью; а также с шеечной частью, соединяющей головную часть с захватной частью; причем щетинкодержатель снабжен щетинками безанкерным методом, и причем щетинкодержатель имеет, по существу, центральную несущую область, верхнюю несущую область, нижнюю несущую область, правую несущую область а также левую несущую область, в которых расположены указанные группы чистящих элементов; а также эта задача решается посредством способа изготовления щеточного изделия, снабженного щетинками безанкерным методом, в частности, зубной щетки, содержащей основное тело с головной частью, имеющей щетинкодержатель с отстоящим от него щеточным полем, а также с захватной частью и шеечной частью, соединяющей головную часть с захватной частью, причем возможно используемый способ AFT (anchor free tufting) изготовления по меньшей мере содержит следующие этапы:
а) литьевое формование основного тела из одного или нескольких твердых и/или мягких материалов с выемкой для несущей пластинки в головной части и литьевое формование отдельной несущей пластинки из одного или нескольких твердых и/или мягких материалов, и/или материала для полученных литьем под давлением щетинок (опционально на несущей пластинке заформовываются мягкие элементы и/или отлитые под давлением щетинки);
(b) подготовка щетинок посредством обработки и/или резки, и/или скругления, и/или сведения пучков (Picks), и/или сегментации пучков (Picks) в желаемую форму, например, в форме компактных пучков (Puck-) и/или в форме мини-пучков, и/или в форме растровых пучков (Raster-), и/или в форме длинных пучков, и/или в форме стандартных пучков и помещение пучков в выемки несущей пластинки;
(c) расплавление щетинок на их задних концах, предназначенных для их установки в щетинкодержатель, на задней стороне несущей пластинки, причем расплав щетинок образует при этом вспомогательный опорный элемент для крепления на несущей пластинке; расплав щетинок может распространяться на несколько пучков несущей пластинки.
(d) введение несущей пластинки с закрепленными пучками щетинок в предусмотренную для этого выемку основного тела;
(e) неразъемное соединение несущей пластинки с основным телом, например, посредством ультразвуковой сварки, прессования, склеивания, термическими способами, механическими способами и т.д., или путем комбинации способов (например, прессованием в сочетании с теплом).
При методе AFT пучок в несущей пластинке щетки образуется из стандартных, экструдированных щетинок, которые предпочтительно образуются за счет взаимосвязанного выполнения отдельных отверстий, а также предпочтительно за счет взаимосвязанного ковра из расплава (Schmelzteppich), в который сплавляются щетинки одного пучка на их концах с задней стороны.
Другой возможный способ изготовления по методу хот-тафтинг (HT) включает в себя по меньшей мере следующие этапы:
(а) литьевое формование основного тела из одного или нескольких твердых и/или мягких материалов, и/или материала для отлитых под давлением щетинок, с глухими отверстиями и/или выемками для пучка щетинок в головной части; опционально на основном теле заформовываются мягкие элементы и/или отлитые под давлением щетинки,
(b) изготовление щетинок посредством химической обработки и/или механической обработки, и/или резки, и/или скругления, и/или сведения и/или сегментации пучков (Picks) в желаемую форму, например, в форме компактных пучков и/или в форме мини-пучков, и/или в форме растровых пучков, и/или в форме длинных пучков, и/или в форме стандартных пучков и помещение этих пучков в зажимное устройство и/или устройство для прессования;
(c) расплавление щетинок пучков на их задних концах, предназначенных для их установки в щетинкодержатель, и образование предпочтительно взаимосвязанного расплава щетинок;
(d) введение оплавленных пучков щетинок посредством зажимного устройства и/или устройства для прессования в соответствующие глухие отверстия и/или выемки в основном теле, причем основное тело может предварительно нагреваться уже перед введением пучков щетинок;
(e) в каждом случае частичное нагревание щетинкодержателя предпочтительно посредством зажимного устройства и/или устройства для прессования; и
(f) установка щетинок на головную часть с приложением давления и тепла посредством зажимного устройства и/или устройства для прессования таким образом, что полимерный материал головной части так деформируется, что в каждом случае геометрия глухих отверстий и/или выемок во всяком случае частично принимает форму крепления. Расплав щетинок на задних концах пучков при этом образует вспомогательный опорный элемент для этого крепления.
При хот-тафтинг-методе (HT) пучок в глухом отверстии основного тела щетки образуется из стандартных, экструдированных щетинок, который предпочтительно образуется за счет взаимосвязанного отдельного глухого отверстия, а также предпочтительно за счет взаимосвязанного расплава щетинок, в который сплавляются по меньшей мере щетинки одного пучка на своих концах с задней стороны.
Полимерный материал щетинкодержателя при установке (f) нагревается предпочтительно до температуры, которая равна или несколько выше, чем его температура стеклования, но ниже его температуры плавления.
Предпочтительно полимерный материал щетинкодержателя нагревается до температуры (по шкале Кельвина), которая лежит на 2% - 12%, более предпочтительно на 4% - 10% и еще предпочтительнее 6% - 8% выше его температуры стеклования. Это относится, в частности, к материалам щетинкодержателя, температура стеклования которых выше или равна 300° K. В случае материалов щетинкодержателя с температурой стеклования менее 300° K температура нагрева на 10% - 40%, предпочтительно на 20% - 30% выше температуры стеклования (тоже по шкале Кельвина). При очень высоких давлениях можно, однако, работать в диапазоне ниже температуры стеклования.
Предпочтительно указанное зажимное устройство и/или устройство для прессования на своей торцевой стороне содержит соответствующее нагревательное устройство (однако, нагревание может производиться и посредством отдельного нагревательного устройства), с помощью которого равномерно нагревается вся контактная поверхность между зажимным устройством и/или устройством для прессования и щетинкодержателем. Щетинкодержатель опционально может также предварительно нагреваться посредством дополнительного устройства еще перед установкой пучков. Это может дополнительно повысить скорость, а тем самым и производительность.
Время контакта между зажимным устройством и/или устройством для прессования и щеткодержателем составляет предпочтительно между 7 сек и 9 сек, более предпочтительно между 7,5 сек и 8,5 сек и еще предпочтительнее от 7,75 сек - 8,25 сек.
Зажимное устройство и/или устройство для прессования предпочтительно оказывает на щетинкодержатель давление от 250 бар до 350 бар, более предпочтительно между 275 бар и 325 бар (т.е., в частности, в зависимости от материала и времени контакта). Прежде всего, если работа должна производиться при температуре, ниже температуры стеклования соответствующего материала, предпочтителен диапазон давлений от 420 бар - 620 бар, предпочтительнее от 460 бар до 580 бар и еще предпочтительнее от 500 бар до 540 бар.
В одном предпочтительном варианте выполнения данного изобретения в центральной несущей области чистящие элементы одной группы чистящих элементов расположены, по существу, симметрично, в верхней несущей области чистящие элементы одной группы чистящих элементов расположены выше поперечной оси щетинкодержателя, в нижней несущей области чистящие элементы одной группы чистящих элементов расположены ниже поперечной оси щетинкодержателя, в правой несущей области чистящие элементы одной группы чистящих элементов расположены справа от продольной оси щетинкодержателя, и в левой несущей области область чистящие элементы одной группы чистящих элементов расположены слева от продольной оси щетинкодержателя.
Под выражением «по существу, симметрично» в данном случае следует понимать, что соответствующие чистящие элементы одной группы чистящих элементов в центральной несущей области расположены зеркально-симметрично, предпочтительно относительно продольной и/или поперечной оси щетинкодержателя, и/или расположены с точечной симметрией, предпочтительно относительно точки пересечения продольной оси и поперечной оси щетинкодержателя.
Предпочтительно чистящие элементы в нижней и верхней несущих областях расположены зеркально-симметрично относительно поперечной оси щетинкодержателя и/или с точечной симметрией относительно точки пересечения продольной оси и поперечной оси щетинкодержателя. Более предпочтительно чистящие элементы в левой и правой несущих областях расположены зеркально-симметрично относительно продольной оси щетинкодержателя и/или с точечной симметрией относительно точки пересечения продольной оси и поперечной оси щетинкодержателя.
В еще одном предпочтительном варианте выполнения центральная несущая область несколько смещена в направлении нижней и/или верхней, и/или правой, и/или левой несущей области щетинкодержателя. Однако, она может также и заходить в каждую из этих несущих областей, т.е. в нижнюю и/или в верхнюю, и/или в правую, и/или в левую несущие области щетинкодержателя.
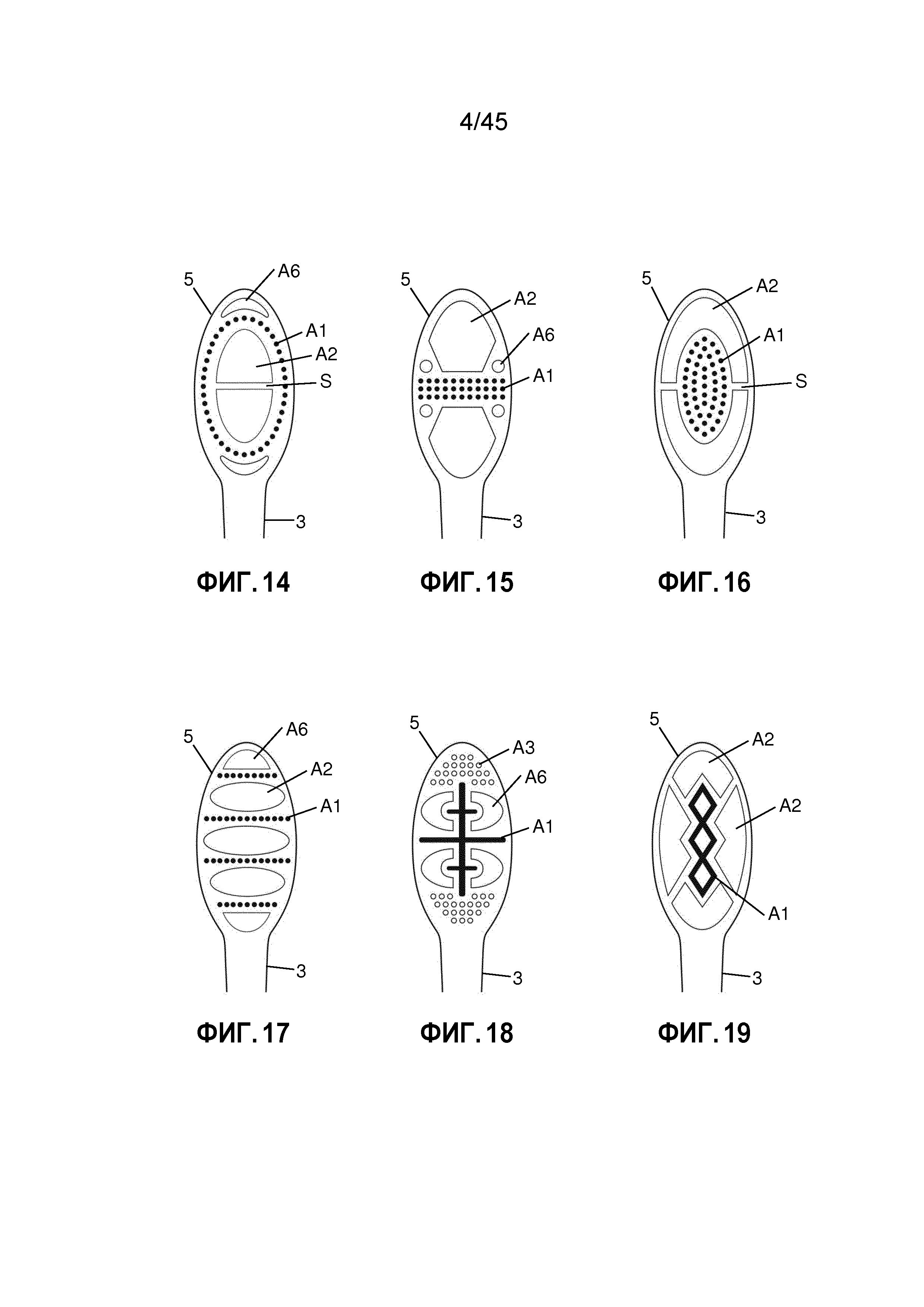
В еще одном предпочтительном варианте выполнения данного изобретения щеточное поле может быть образовано двумя, тремя, четырьмя, пятью или шестью различными группами чистящих элементов. Особенно предпочтительно, если это щеточное поле на щетинкодержателе образовано двумя - пятью, еще предпочтительнее тремя - четырьмя группами чистящих элементов. Благодаря этому может обеспечиваться особенно хорошее согласование между высокой вариабельностью щетинкодержателя, с одной стороны, и эффективным чистящим действием, с другой стороны.
В еще одном предпочтительном варианте выполнения данного изобретения первая группа чистящих элементов содержит мягкие элементы и/или формации из отлитых под давлением щетинок, вторая группа чистящих элементов содержит компактные пучки, третья группа чистящих элементов содержит мини-пучки, четвертая группа чистящих элементов содержит растровые пучки, пятая группа чистящих элементов содержит длинные пучки и шестая группа чистящих элементов содержит стандартные пучки. Эти группы чистящих элементов в общем характеризуются хорошим взаимодействием и усилением чистящего действия.
В еще одном предпочтительном варианте выполнения данного изобретения в каждом случае указанные компактные пучки и/или мини-пучки, и/или растровые пучки, и/или длинные пучки, и/или стандартные пучки содержат прилегающие друг к другу щетинки. Эти пучки, тем самым, и оптически образуют единство. Таким образом, соответствующий чистящий эффект пучков и изготовление пучков могут быть реализованы оптимально. При оплавлении концов с задней стороны (не со стороны использования) эти щетинки соединяются и образуют узел. Предпочтительно при методе AFT расплав щетинок отдельных пучков может соединяться в так наз. ковер из расплава, который покрывает по меньшей мере часть задней стороны несущей пластинки.
В другом предпочтительном варианте выполнения данного изобретения в каждой из несущих областей могут быть расположены одна или несколько групп чистящих элементов. Предпочтительно в одной несущей области расположено максимум четыре группы чистящих элементов, более предпочтительно максимум три группы чистящих элементов и еще предпочтительнее максимум две группы чистящих элементов. Благодаря этому тоже можно очень тонко регулировать и оптимизировать желаемый чистящий эффект.
В еще одном предпочтительном варианте выполнения данного изобретения мягкие элементы и/или отливаемые под давлением щетинки первой группы чистящих элементов образованы посредством литья под давлением и предпочтительно из по меньшей мере одного компонента из мягкого материала и/или по меньшей мере из материала для отливаемых под давлением щетинок.
Указанные мягкие элементы и/или отливаемые под давлением щетинки первой группы чистящих элементов в данном случае изготовляются посредством литья под давлением, а также без стандартных, экструдированных щетинок (последние предпочтительно применяются для чистящих элементов групп два - шесть). Они состоят предпочтительно из мягкого материала или, соответственно, из материала для отливаемых под давлением щетинок.
Особое преимущество этой первой группы чистящих элементов заключается в том, что они могут применяться в качестве массажных элементов для массажа и/или чистки, например, неба (мягкие элементы), а также для чистки поверхности зубов и для чистки межзубных областей (для этого отливаемые под давлением щетинки изготовляют предпочтительно коническими из специального материала).
Эти мягкие элементы и/или отливаемые под давлением щетинки первой группы чистящих элементов предпочтительно закрепляются на твердом материале (т.е., например, способами AFT, IMT или, соответственно, HT).
Мягкие элементы и/или отливаемые под давлением щетинки первой группы чистящих элементов могут быть выполнены в качестве отдельных элементов (т.е., например, мягкий элемент с закругленной поверхностью) или в виде формаций (т.е. несколько мягких элементов или несколько отливаемых под давлением щетинок с собственной закругленной поверхностью каждая).
Закругленная поверхность или закругленные поверхности при этом могут иметь выемку или, соответственно, выемки. Эти выемки могут быть пустыми, или же в них могут находиться другие чистящие элементы. Пустые выемки или, соответственно, свободные пространства в принципе служат расширению диапазона характеристик движения для щетинок и в целом для чистящих элементов (т.е. где это желательно).
Мягкие элементы и/или отливаемые под давлением щетинки первой группы чистящих элементов могут быть выполнены так, что они по меньшей мере частично следуют за внешним контуром головки щетки (который, по существу, соответствует ее внешнему краю), а именно предпочтительно проходят по меньшей мере примерно по 20% или 30%, или 40%, или 50% соответствующей длины внешнего контура.
Указанные отливаемые под давлением щетинки образуют предпочтительно упорядоченные формы на закругленной поверхности, т.е. они выполнены, например, рядами, волнообразно, в виде решетки (открытой или замкнутой), в форме елочки (с прямыми и наклонными «ветками»), в форме звезды, в форме ромба, в форме песочных часов, в форме полумесяца, в форме круга, в форме круглого кольца, в форме сегмента круга, в форме половины круглого кольца, в форме четверти круглого кольца, соответственно, следуя линии контура закругленной поверхности.
Предпочтительно в случае нескольких мягких элементов и/или отливаемых под давлением щетинок внутри одного щеточного поля они расположены симметрично друг другу, т.е., например, зеркально-симметрично относительно продольной оси и/или относительно поперечной оси щетинкодержателя, или же с точечной симметрией, например, относительно точки пересечения продольной оси и поперечной оси.
Формации из мягких элементов и/или отливаемых под давлением щетинок (т.е. несколько закругленных поверхностей) предпочтительно расположены структурированно. Они могут, например, следовать линии и при этом образовывать, например, волну или, соответственно, волнистость. Эти формации тоже могут следовать геометрической форме и образовывать, например, окружность или овал. Формации предпочтительно имеют и собственную симметрию, т.е. они расположены, например, зеркально-симметрично и/или с точечной симметрией.
Мягкие элементы и/или отливаемые под давлением щетинки (как в качестве отдельных элементов, так и в виде формаций) предпочтительно имеют топографию. Они могут быть плоскими, куполообразными, корытообразными, чашеобразными, зубчатыми, в форме минарета, в форме рядов, в форме круглого кольца, в форме логотипа или букв, могут быть выполнены возвышающимися, утопленными и т.д.
Внутри этой топографии из мягких элементов и/или отливаемых под давлением щетинок предпочтительно возникают повторяющиеся и комбинируемые узоры, например, соты, решетки, продольные профили или поперечные профили.
Структура поверхности мягких элементов и/или отливаемых под давлением щетинок выполнена предпочтительно полированной, эродированной, или структурированной.
Мягкие элементы и/или отливаемые под давлением щетинки имеют высоту, которая предпочтительно на 1, 2 или 3 мм короче, чем высота стандартных, экструдированных щетинок.
Положение мягких элементов и/или отливаемых под давлением щетинок предпочтительно является перпендикулярным головке щетки (т.е. проходит в направлении извлечения из пресс-формы для литья под давлением) или же расположено под углом, причем коническая форма тоже может быть выполнена расширяющейся или сужающейся.
Особые свойства мягких элементов и/или отливаемых под давлением щетинок могут быть обеспечены путем добавления специальных модифицирующих концентратов (Masterbatches) (например, абразивных частиц) или же за счет применения водорастворимых полимеров.
Изготовление мягких элементов и/или отливаемых под давлением щетинок предпочтительно осуществляется вместе с твердым материалом головки щетки (методы HT, IMT) или, соответственно, с твердым материалом несущей пластинки (метод AF) (многокомпонентное литье под давлением).
В порядке альтернативы могут быть предусмотрены также отдельный процесс литья под давлением и последующее вставление, и, соответственно, соединение мягких элементов и/или отливаемых под давлением щетинок на головке щетки, соответственно, на несущей пластинке перед установкой пучков щетинок или после нее. В таком случае мягкий элемент и/или отливаемые под давлением щетинки могут быть изготовлены как однокомпонентная деталь, состоящая только из одного материала (мягкий элемент из мягкого материала и, соответственно, отливаемые под давлением щетинки из материала для отливаемых под давлением щетинок) или же как двухкомпонентная деталь (мягкий элемент из мягкого материала и твердого материала в ходе двухкомпонентного литья под давлением, и, соответственно, отливаемые под давлением щетинки из материала для отливаемых под давлением щетинок и твердого материала - тоже в ходе двухкомпонентного литья под давлением), причем этот твердый материал служит для закрепления с твердым материалом головки щетки или, соответственно, несущей пластинки (например, посредством сварки, склеивания, механических или термических способов или их комбинаций).
В еще одном предпочтительном варианте выполнения данного изобретения указанные компактные пучки второй группы чистящих элементов занимают поверхность на щетинкодержателе размером по меньшей мере 25 мм2, предпочтительно по меньшей мере 50 мм2 и особенно предпочтительно по меньшей мере 75 мм2.
Под компактными пучками (Punk), т.е. второй группой чистящих элементов, в данном случае понимается один или несколько больших взаимосвязанных пучков с высокой плотностью щетинок в щеточном поле, а также предпочтительно с большим количеством щетинок в одном отдельном пучке. Отдельные щетинки с большой плотностью прилегают друг к другу. Щетинки пучка соединены друг с другом как правило посредством сплошного ковра из расплава, соответственно, расплава щетинок. При методе AFT с этим же ковром из расплава могут быть связаны еще и другие (также и не компактные) пучки. При способе HT один компактный пучок как правило образует расплав щетинок, не связанный с другими пучками.
Плотность щетинок в одном компактном пучке составляет предпочтительно от 70 до 200 щетинок/мм2, более предпочтительно от 100 до 170 щетинок/мм2.
Количество концов щетинок на компактный пучок составляет предпочтительно от 200 до 10000, более предпочтительно до 500 до 5000, предпочтительнее от 800 до 5000 и еще более предпочтительно от 1000 до 4000. У очень больших компактных пучков, которые покрывают значительную долю щеточного поля, количество концов щетинок может превышать 10000. Плотность таких компактных пучков на головке щетки составляет 1, 2, 3, 4, 5 или 6, предпочтительно от 1 до 4, более предпочтительно от 2 до 3 компактных пучков на головке щетки.
Таким образом может достигаться высокая плотность щетинок, а тем самым и особенно эффективная чистка поверхности.
Компактные пучки предпочтительно имеют более густой расплав, чем пучки другой формы, а также крепежный край. Они могут быть изготовлены методами IMT, AFT или же, соответственно, HT.
Также компактные пучки могут быть предусмотрены в качестве отдельных элементов (т.е. с закругленной поверхностью) или в виде формаций (т.е. с несколькими закругленными поверхностями).
Компактные пучки тоже могут заключать в себе одну, две, три, четыре, пять, шесть или более выемок, соответственно, свободных пространств, причем эти выемки могут быть пустыми, соответственно, незанятыми (не заняты щетинками) или могут содержать другие чистящие элементы, соответственно, пучки других форм (например, мини-пучки, стандартные пучки).
Компактные пучки, соответственно, их закругленные поверхности могут быть выполнены в форме круга, в форме круглого кольца, в форме сегмента круга, в форме звезды, треугольный, многоугольной, прямоугольной или квадратной формы (также с выемкой, расположенной предпочтительно по центру каждого), и т.д.
Предпочтительно внешние контуры компактных пучков, по существу, по меньшей мере частично следуют внешним контурам головки щетки. Компактные пучки, соответственно, их край расположены предпочтительно частично параллельно внешнему контуру головки щетки. Они могут следовать контуру по меньшей мере примерно по 20%, 30%, 40% или 50% его соответствующей длины.
Для компактных пучков предпочтительно применяются одинаковые щетинки, более предпочтительно заостренные щетинки. При этом применяются как можно более тонкие заостренные щетинки с номинальным диаметром не заостренной части щетинок от 0,025 до 0,175 мм, предпочтительно от 0,05 до 0,125 мм. Это гарантирует тонкую структуру несмотря на очень высокую плотность щетинок. Однако, могут быть также смешаны различные типы щетинок. При этом различия могут быть в диаметре, в цвете, применяющемся модифицирующем концентрате и его свойствах, и в способе изготовления или, соответственно, в количестве применяющихся материалов (стандартно экструдируемых или ко-экструдируемых, или щетинок из нескольких компонентов материала), в формах острия (заостренные или, соответственно, закругленные), в применяемых материалах или в форме поперечного сечения и т.д.
Таким образом, в каждом случае могут быть использованы различные щетинки в различных компактных пучках внутри одного щеточного поля или же внутри одного отдельного компактного пучка.
Компактные пучки расположены внутри одного щеточного поля предпочтительно зеркально-симметрично относительно продольной оси и/или относительно поперечной оси щетинкодержателя, и/или с точечной симметрией (предпочтительно относительно точки пересечения обеих осей).
Топография (в данном описании следует понимать, как поверхность, образованную концами щетинок со стороны использования или чистящими элементами) внутри одного компактного пучка предпочтительно выполняется плоской, куполообразной, корытообразной, чашеобразной, зубчатой, в форме минарета, рядами, в форме логотипа или букв, возвышенной, утопленной и т.д.
Эти формы топографии предпочтительно поддерживаются посредством различных цветов щетинок, типов щетинок и/или различных диаметров щетинок внутри одного компактного пучка. Т.е. пучки различной длины могут обладать различными свойствами, причем щетинки одинаковой длины могут обладать одинаковыми свойствами.
Топография одного компактного пучка предпочтительно образует узор. При этом речь может идти об упорядоченном, повторяющемся узоре, например, в виде сот, решетки, продольных профилей, поперечных профилей или же продольных и поперечных профилей.
Симметрия топографии внутри одного компактного пучка может быть зеркально-симметричной относительно продольной и/или поперечной осей щетинкодержателя и/или быть точечно-симметричной (предпочтительно относительно точки пересечения обеих осей).
Положение щетинок одного компактного пучка по отношению к головке щетки может быть коническим (щетинки расположены под углом к плоскости закрепления и, соответственно, под углом друг к другу), а именно конически расходящимся или конически сходящимся (например, с круглой площадью основания в виде усеченного конуса). В порядке альтернативы компактный пучок может принимать, например наклонное положение. В таком случае щетинки, по существу, находились бы под одним и тем же углом по отношению к головке щетки, например, с прямоугольной площадью основания в виде параллелепипеда (3D-ромб). Разумеется, для компактного пучка такого рода могут использоваться любые закругленные поверхности (возможные формы закругленных поверхностей приведены выше).
В одном предпочтительном варианте выполнения предусмотрены компактные пучки с открыто лежащим расплавом щетинок. Форма такого рода выемок, соответственно, свободных пространств может быть, например, круговой, овальной, квадратной, треугольной, прямоугольной, звездчатой, в виде линий, растровой и т.д. Зоны открыто лежащего расплава щетинок могут занимать поверхность или проходить лишь тонкими линиями. Зоны открыто лежащего расплава щетинок могут образовывать повторяющуюся структуру (растровую, по типу шахматной доски и т.д.) Эти повторяющиеся структуры могут также иметься в отдельных областях открыто лежащего расплава щетинок. Более предпочтительно, если они следуют контуру компактного пучка. Открыто лежащий расплав щетинок при этом следует понимать как расплавленный материал щетинок (расплав щетинок), который один занимает часть поверхности в щеточном поле со стороны использования. Открыто лежащий расплав щетинок в этом смысле со стороны использования не покрывается материалом несущей пластины (метод AFT) или щетинкодержателя (методы HT, IMT) и как правило доступен со стороны использования.
Предпочтительно плотность расположения пучков для компактных пучков составляет 5 пучков на 450 мм2, предпочтительно на 750 мм2 (т.е. в среднем 90 мм2 на пучок, предпочтительно 150 мм2 на пучок).
Закрепление компактных пучков производится предпочтительно методами AFT, HT или IMT (Инмолд-тафтинг).
В данном случае под термином «пучок» (или пучок из пучков (Bündel Pick)) понимается находящийся со стороны машины узел для образования пучка щетинок (такие варианты выполнения справедливы, разумеется, для всех описываемых форм пучков). При стандартном методе анкерной штамповки один пучок (Pick) образует один пучок (Bϋndel) щетинок.
При методе анкерной штамповки (Ankerstanzverfahren) один пучок образуется в глухом отверстии основного тела щетки из стандартных, экструдированных щетинок. Пучок в головке щетки как правило имеет такое же количество щетинок, сколько пучков в штамповочном прессе. Стандартные щетинки складываются и посредством анкера закрепляются в глухом отверстии.
При безанкерных методах (HT, AFT, IMT) отдельные пучки в ходе последующего процесса могут дополнительно разделяться или сводиться, чтобы обеспечить желаемую форму пучка, соответственно, размер пучка. Размер пучка в современных производственных установках может варьироваться, например, с помощью так наз. изменяемой дуги окружности (variablen Kreisbogen) при этом может быть обеспечен широкий спектр по количеству разделяемых щетинок. Один пучок может содержать как правило от 20 до 150 щетинок, предпочтительно от 30 до 130, это зависит от применения/технологии и т.д. Внутри пучка могут различаться типы щетинок, цвета щетинок, а также диаметры щетинок. Эти различные типы, будучи соответственно смешаны, подаются в производственную машину или специальным способом смешиваются на этой производственной машине во время дозирования.
Щетинки перед дозированием в пучки могут обрабатываться, закругляться или заостряться. Дозирование для компактных пучков может осуществляться за один рабочий ход, т.е. щетинки для компактных пучков за один рабочий ход дозируются в узел (в пучок), или же компактный пучок собирается из нескольких (отдельных) пучков.
Расплав щетинок образует, в частности, при способе HT по меньшей мере внутри компактного пучка предпочтительно один взаимосвязанный стабильный слой (так как он не опирается на большую поверхность). Толщина расплава щетинок в принципе больше, чем при методе AFT, предпочтительно на 0,5-1,5 мм, еще предпочтительнее на 1 мм.
Для компактных пучков предпочтительно находящиеся с задней стороны концы щетинок оплавляются (опционально они могут также предварительно обрезаться). При избыточном расплаве щетинок на внешних краях (туда он вытесняется) он опционально формуется с желаемым контуром, например, посредством штамповки, резки и т.д., и/или создается край для закрепления.
Опционально внутри одного компактного пучка с помощью опорного штифта, расположенного со стороны формы, может быть создан открыто лежащий расплав. Предпочтительно при этом расплав остается связанным посредством этого опорного штифта (при методе AFT или IMT), или выполняется отверстие для закрепления (при способе HT). Толщина открыто лежащего расплава составляет предпочтительно от 0,1 мм до 1 мм. Установка при методе AFT может осуществляться, например, посредством тонкой рамки в качестве несущей пластины. Однако, в порядке альтернативы указанные компактные пучки могут изготовляться и отдельно, подаваться в качестве сборных элементов в машины, работающие по принципу AFT или HT, и монтироваться.
В еще одном предпочтительном варианте выполнения данного изобретения упомянутые мини-пучки третьей группы чистящих элементов имеют количество щетинок на пучок максимум 20, предпочтительно максимум 18 и особенно предпочтительно максимум 16.
Под мини-пучками в данном случае понимаются мельчайшие пучки с очень небольшим количеством стандартных, экструдированных, прилегающих друг к другу щетинок. Эти мини-пучки предпочтительно расположены в виде формаций/групп (несколько закругленных поверхностей). Однако, они могут быть расположены и отдельно (одна закругленная поверхность).
Количество пучков на формацию составляет при этом предпочтительно 2, 3, 4, 5, 6, 7, 8, 9, 10, 11 или 12. Более предпочтительно количество щетинок на пучок составляет менее 20, предпочтительно менее 18, и наиболее предпочтительно менее 16.
Количество формаций из мини-пучков на щеточном поле составляет предпочтительно 1, 2, 3, 4, 5, 6, 7, 8 или 9.
Большим преимуществом этих мини-пучков заключается в очень эффективном межзубном чистящем действии, к тому же за счет использования мини-пучков предотвращается образование ковра (в щеточном поле).
Закрепление щетинок в случае мини-пучков, как и в случае стандартных пучков, происходит предпочтительно посредством способа AFT или HT. Предпочтительно могут образовываться формации с различными щетинками.
Закругленная поверхность мини-пучков предпочтительно круглая, но она может быть также овальной, квадратной, многоугольной, серповидной, прямоугольной или многогранной.
Предпочтительно для мини-пучков применяются одинаковые щетинки в одном пучке. Мини-пучки более предпочтительно состоят из одного единственного пучка или из части пучка (например, 1/2 пучка, 1/3 пучка или 1/4 пучка). Как описано выше, можно также со стороны машины дополнительно разделить мельчайшие возможные пучки, чтобы получить очень небольшое количество щетинок на мини-пучок. Такое сегментирование по пучкам может быть выполнено на дополнительном этапе способа.
В различных мини-пучках могут применяться различные щетинки. Эти различия заключаются, например, в диаметре, цвете, в модифицирующем концентрате, виде щетинок (стандартные экструдированные или ко-экструдированные щетинки), в форме щетинок (заостренные или закругленные), в используемых материалах или же в поперечном сечении.
Отдельные мини-пучки могут образовывать формации (группы).
Одна формация из мини-пучков образуется из мини-пучков с подобным количеством щетинок, и/или расположена структурированно, и/или располагает одинаковыми закругленными поверхностями.
Внутри одной формации из мини-пучков в отдельных мини-пучках могут применяться различные щетинки, (например, стандартные щетинки и заостренные щетинки могут использоваться в одной формации из мини-пучков).
Отдельные мини-пучки или формации из мини-пучков выделяются в отношении дистанции и/или геометрического выполнения из других чистящих элементов других групп чистящих элементов.
Такие формации могут быть расположены структурированно, а именно, например, следуя одной линии, они могут, например, образовывать волну. Но они могут также следовать заданной геометрии и, например, образовывать круг, эллипс, треугольник, прямоугольник, квадрат или многоугольник (в каждом случае плотно заполненный или с промежутками, соответственно, свободными пространствами). Эти формации могут также обладать симметрией (т.е., например, точечной симметрией и/или зеркальной симметрией).
Одна формация из мини-пучков может следовать одной линии, а именно по меньшей мере частично вдоль внешнего контура головки щетки, что предпочтительно покрывает по меньшей мере около 20%, 30%, 40% или 50% соответствующей длины контура.
Симметрия расположения нескольких формаций из мини-пучков внутри одного щеточного поля предпочтительно включает в себя симметрию относительно продольной оси и/или поперечной оси, и/или точечную симметрию. На этом щеточном поле могут быть расположены несколько идентичных формаций из мини-пучков.
Топография внутри одной формации из мини-пучков может быть выполнена, например, плоской, куполообразной, корытообразной, чашеобразной, зубчатой, в форме минарета, рядами, в форме логотипов или букв, возвышенной, утопленной и т.д.
Эти топографии могут быть также усилены посредством различного цвета щетинок, типа щетинок, а также различных диаметров внутри одной формации из мини-пучков.
В качестве узоров внутри топографии одной формации из мини-пучков могут быть предусмотрены повторяющиеся узоры, например, соты, решетки, продольные профили, поперечные профили, а также продольные и поперечные профили.
Симметрия топографии внутри одной формации из мини-пучков может быть зеркальной относительно продольной и/или поперечной оси и/или точечной симметрией.
В отношении положения щетинок могут быть предусмотрены различные положения мини-пучков внутри одной формации, например, V-образное положение, X-образное положение, пучки с перпендикулярным положением комбинируются с пучками, которые наклонены по отношению к головке щетки, или же с пучками, которые конически наклонены наружу от центра.
Закрепление мини-пучков происходит предпочтительно посредством способов AFT, IMT или HT.
Закругление и/или заострение мини-пучков происходит предпочтительно перед дозированием в пучки.
Дозирующие устройства и, соответственно, способы, которые особенно пригодны для мини-пучков, содержат, например, выполненную специально для этого изменяемую дугу окружности, которая здесь не будет рассматриваться (определяет диапазон вариабельности), и/или дополнительную сегментацию пучков в ходе последующего процесса на этой производственной машине.
У мини-пучков, в частности, при методе AFT расплав щетинок предпочтительно должен соединяться, в противном случае эти мини-пучки выпадают (вследствие уменьшенного размера).
Опционально внутри одной формации из мини-пучков может быть также предусмотрен и открыто лежащий расплав. Это предлагается прежде всего при формации из мини-пучков, причем мини-пучки стоят очень плотно друг к другу.
В еще одном предпочтительном варианте выполнения данного изобретения растровые пучки четвертой группы чистящих элементов имеют образуемую щетинками растровую или сотообразную структуру, причем боковые стенки в поперечном сечении этой структуры содержат по ширине максимум 12 щетинок, предпочтительно максимум 8 щетинок и особенно предпочтительно максимум 5 щетинок.
Под растровыми пучками в данном случае понимается предпочтительно взаимосвязанная растровая, в частности, сотовая структура из стандартных, экструдированных щетинок (соответственно, щетинок). Растровые пучки имеют относительно тонкие боковые стенки, т.е. предпочтительно шириной (растровой стенки) менее 12 щетинок, более предпочтительно менее 8 и особенно предпочтительно менее 5 щетинок.
Один растровый пучок содержит предпочтительно 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11 или 12 структурных элементов растрового пучка.
Структурный элемент при этом является мельчайшим повторяющимся компонентом растра. На один растровый пучок могут применяться несколько структурных элементов различной формы и/или размера. Т.е. в одном и том же растровом пучке могут применяться треугольники с прямоугольниками.
Стабильность растровых пучков достигается соединением в щетинкодержателе или на нем. Преимущество растровых пучков заключается, в частности, в очень хорошей чистке межзубных пространств (благодаря тонким боковым стенкам). К тому же растровые пучки препятствуют образованию ковра. Сотовая структура при необходимости служит также резервуаром для зубной пасты.
Закрепление растровых пучков, как и стандартных пучков, происходит посредством способов AFT, IMT или HT. Отдельные структурные элементы одного растрового пучка (т.е., например, отдельные многоугольники, эллипсы, ромбы, круги, кольца, соты, треугольники или квадраты) могут иметь различные щетинки.
Также растровые пучки могут быть предусмотрены в качестве отдельных элементов (т.е. с одной закругленной поверхностью) или в виде формаций (т.е. с несколькими закругленными поверхностями).
Формы растровых пучков соответствуют закругленным поверхностям отдельных или, соответственно, собранных структурных элементов (другими словами, один растровый пучок может состоять из одного отдельного структурного элемента или же из нескольких собранных структурных элементов), причем эти собранные структурные элементы образуют, например, узор в виде многоугольника, цепи, узор в виде олимпийских колец, узор в виде эллипсов, узор в виде ромбов, узор в виде сот, узор в виде треугольников или узор в виде квадратов, и т.д. При этом отдельные структурные элементы предпочтительно имеют одинаковую форму - с одинаковой или же с различной ориентацией.
Предпочтительно на один структурный элемент используются одинаковые щетинки. Однако, отдельные боковые стенки структурных элементов, образующие многоугольник, могут содержать различные комплексные нити. Отдельные структурные элементы предпочтительно состоят из нескольких пучков. В случае многоугольников указанные отдельные пучки предпочтительно образуют одну боковую стенку.
В различных структурных элементах одного и того же растрового пучка могут применяться различные щетинки (соответственно, щетинки). Различия могут при этом заключаться в диаметре, в цвете, в модифицирующем концентрате, в виде щетинок (стандартные или ко-экструдированные щетинки), в их форме (заостренные или закругленные щетинки), в используемых материалах или в форме поперечного сечения и т.д.
В растровых пучках внутри отдельных структурных элементов также могут использоваться и различные щетинки (например, закругленные и заостренные щетинки в отдельных структурных элементах растрового пучка).
На головке щетки (соответственно, на щетинкодержателе) могут быть расположены один отдельный растровый пучок или несколько растровых пучков. Растровые пучки отличаются от других чистящих элементов групп чистящих элементов в отношении дистанции и геометрического расположения.
Растровые пучки могут также, например, следовать одной линии (например, образуют волну). Они могут следовать геометрии (например, образуют круг) и могут обладать симметрией.
Симметрия расположения нескольких растровых пучков внутри одного щеточного поля предпочтительно включает в себя зеркальную симметрию относительно продольной и/или поперечной оси, и/или точечную симметрию. На щетинкодержателе могут быть также расположены несколько идентичных растровых пучков.
Топография внутри одного растрового пучка может быть выполнена, например, плоской, куполообразной, корытообразной, чашеобразной, зубчатой, в форме минарета, рядами, в форме логотипов или букв, возвышенной, утопленной и т.д.
Эти топографии могут быть также усилены посредством различного цвета щетинок, типа щетинок, а также различных диаметров внутри одного растрового пучка. Щетинки одинаковой длины предпочтительно обладают одинаковыми свойствами.
В качестве узоров внутри топографии одного растрового пучка могут быть предусмотрены повторяющиеся узоры, например, соты, решетки, продольные профили, поперечные профили, а также продольные и поперечные профили. Эти узоры топографии могут упорядоченно повторяться по меньшей мере в отдельных областях.
Симметрия топографии внутри одного растрового пучка предпочтительно является зеркальной симметрией относительно продольной и/или поперечной оси, и/или точечной симметрией.
Внутри одного растрового пучка могут быть предусмотрены различные положения щетинок относительно поверхности головки щетки (например, боковых стенок). Щетинки с перпендикулярным положением могут комбинироваться со щетинками, которые наклонены по отношению к головке щетки, или же со щетинками, которые конически наклонены внутрь к центру.
Растровые пучки могут помимо «прямых» растров (т.е. с прямыми линиями структурных элементов) также содержать изогнутые растры (т.е. с изогнутыми линиями структурных элементов).
Более предпочтительно, чтобы концентрические элементы, соответственно, структурные элементы в результате могли давать концентрический растр. При этом различные концентрические элементы могут иметь различную топографию и высоту.
Расстояния между этими концентрическими элементами составляют предпочтительно от 0,5 мм до 3 мм. Отдельные концентрические элементы могут при этом иметь различную форму. Концентрические элементы могут быть кругами, эллипсами, многоугольниками, треугольниками, квадратами, прямоугольниками или же неупорядоченными элементами и т.д.
Закрепление растровых пучков происходит предпочтительно посредством способов AFT, IMT или HT.
Щетинки могут перед дозированием закругляться или заостряться.
Дозирование щетинок происходит предпочтительно в нескольких пучках, которые позднее, во время установки щетинок снова соединяются и в таком случае образуют указанный растр. При этом тип щетинок, цвет щетинок, а также диаметр щетинок в одном пучке могут быть различными.
При способе HT незаполненное пространство может создаваться, например, за счет возвышения в основном теле, причем может получаться выемка для закрепления пучка щетинок.
При методе AFT с помощью расположенного со стороны формы опорного штифта тоже может создаваться открыто лежащий расплав внутри одного растрового пучка, причем предпочтительно этот расплав остается связанным посредством штифта (т.е. при способах AFT или IMT).
В еще одном предпочтительном варианте выполнения данного изобретения длинные пучки пятой группы чистящих элементов содержат взаимосвязанную структуру из по меньшей мере 6 пучков, предпочтительно из по меньшей мере 10 пучков и особенно предпочтительно из по меньшей мере 15 пучков.
Под длинными пучками в данном случае понимаются пучки, которые состоят из экструдированных щетинок и имеют значительную протяженность на головке щетки (с взаимосвязанным расплавом щетинок или взаимосвязанным ковром из расплава). Также длинные пучки имеют относительно тонкие боковые стенки шириной менее 12 щетинок, предпочтительно менее 8 щетинок и особенно предпочтительно менее 5 щетинок. Один длинный пучок, - в отличие от растровых пучков - не содержит, однако, никаких замкнутых, повторяющихся элементов.
Длинные пучки тоже обладают значительными преимуществами при чистке межзубных пространств (в частности, благодаря относительно тонким боковым стенкам). Кроме того, они препятствуют образованию ковра и служат в качестве резервуара для зубной пасты. Зубная паста благодаря предпочтительно имеющемуся отверстию может еще лучше вычищаться.
Закрепление длинных пучков, как и стандартных пучков, происходит посредством способов AFT, IMT или HT. Длинные пучки могут содержать различные щетинки.
Закругленные поверхности длинных пучков выполнены, в частности, длинными и узкими. При этом длина в несколько раз больше, чем ширина (коэффициент=10, предпочтительно коэффициент=15-40). При этом возможны также повторяющиеся структуры, открытые структуры, а также замкнутые структуры (повторяющиеся замкнутые структуры относятся к растровым пучкам). При этом возможно выполнение елочкой, волнообразно, в виде решетки (открытой), спиралеобразно, в виде линий, овально или прямоугольно и т.д.
Щетинки, используемые для длинных пучков, состоят из нескольких пучков, причем могут применяться различные щетинки. Различия при этом заключаются в диаметре, цвете, в модифицирующем концентрате, виде щетинок (стандартно экструдированные или ко-экструдированные), в форме (заостренные или закругленные), в материалах или в поперечном сечении, и т.д.
На одной головке щетки могут использоваться отдельные длинные пучки или несколько длинных пучков. Предпочтительно на одной головке щетки используются 1, 2, 3, 4 или более длинных пучков. Длинные пучки отличаются от других чистящих элементов других групп чистящих элементов в плане дистанции, а также геометрически.
Симметрия расположения нескольких длинных пучков внутри одного щеточного поля предпочтительно является зеркальной симметрией относительно продольной и/или поперечной оси, и/или точечной симметрией. На указанном щеточном поле могут быть расположены несколько идентичных длинных пучков.
Ориентация, соответственно, направление длинных пучков возможна, в частности, также вдоль или поперек, или же вокруг одной точки (например, в форме спирали).
Топография внутри одного длинного пучка может быть, например, плоской, возрастающей к одному концу, убывающей к одному концу, куполообразной, корытообразной, чашеобразной, зубчатой, в форме минарета, рядами, волнообразно, пилообразно, в форме логотипов и/или букв, возвышенной или утопленной и т.д.
Топография может быть усилена посредством различных цветов щетинок, типов щетинок, а также различных диаметров внутри одного длинного пучка. Щетинки одинаковой длины предпочтительно обладают одинаковыми свойствами.
В качестве узора внутри топографии одного длинного пучка могут быть предусмотрены повторяющиеся узоры, например, соты, решетка, продольные профили, поперечные профили или продольные и поперечные профили.
Симметрия топографии внутри одного длинного пучка является предпочтительно зеркальной симметрией относительно продольной и/или поперечной оси, и/или точечной симметрией.
Внутри одного длинного пучка возможны различные положения щетинок относительно поверхности головки щетки (например, у боковых стенок). Щетинки с перпендикулярным положением могут комбинироваться со щетинками, которые наклонены относительно центра головки щетки, или же со щетинками, которые конически наклонены наружу от центра. Различные угловые положения комбинируются предпочтительно с различной длиной пучков.
В принципе возможна также щетка с одним единственным длинным пучком, т.е. одна сплошная форма с одним скрученным пучком щетинок. Витки могут при этом проходить в продольном направлении головки щетки или же в поперечном направлении головки щетки, или по меньшей мере частично следовать внешнему контуру головки щетки. Возможно также сплошное улиткообразное, соответственно, спиралевидное выполнение или же сплошное решеточное (открытое), или же сплошное в форме елочки (с прямыми и наклонными «ветками», соответственно, боковыми ответвлениями) выполнение.
При длинных пучках возможно, далее, расположение веером (т.е. концы щетинок - если смотреть сверху - покрывают бόльшую поверхность, чем основание щетинок). При соответствующем расположении щетинок под углом эти щетинки по меньшей мере частично стоят под углом к перпендикуляру. Этот угол относительно перпендикуляра при этом лежит предпочтительно между 1° и 30°, более предпочтительно между 5° и 25° и еще предпочтительнее между 10° и 20°.
Закрепление длинных пучков происходит посредством способа AFT, IMT или HT.
Перед дозированием предпочтительно производится закругление или заострение свободных концов щетинок. Более предпочтительно дозирование производится в нескольких пучках, которые позднее снова совмещаются. При этом в одном пучке могут быть различные типы щетинок, цвет щетинок, а также диаметры щетинок.
В рамках способов AFT и HT внутри одного длинного пучка тоже возможен открыто лежащий расплав.
В еще одном предпочтительном варианте выполнения данного изобретения стандартные пучки шестой группы чистящих элементов содержат максимум 5 пучков, предпочтительно 3 пучка и особенно предпочтительно 1 пучок.
Под стандартными пучками в данном случае понимаются пучки с 20-40 отверстиями на одном щеточном поле, если это щеточное поле образовано только из пучков этой шестой группы. Стандартные пучки состоят как правило из небольшого количества пучков. Некоторые стандартные безанкерные пучки известны и применяются в безанкерных щетках.
Стандартные пучки могут иметь различные закругленные поверхности, например, в форме полумесяца, в форме половины круглого кольца, в форме круга, овальные, треугольные, квадратные, прямоугольные, пятигранные и многогранные, в форме наконечника стрелы или же в форме закругленного тупого конца и т.д.
Стандартные пучки могут быть образованы из различных щетинок (заостренные или закругленные свободные концы щетинок), которые при необходимости также имеют различные цвета.
У стандартных пучков также возможны различные положения по отношению к головке щетки, т.е. угол относительно перпендикуляра (ср. выше), при необходимости в форме трехмерного расположения веером (т.е. с воронкообразной геометрией).
Стандартные пучки могут изготовляться посредством способов AFT, IMT или HT.
Экструдированные (стандартные) щетинки, которые в данном случае могут применяться для групп два - шесть из вышеназванных групп чистящих элементов, ниже будут рассмотрены в отношении структуры, изготовления, возможных форм, а также расположения.
Эти (стандартные) экструдированные щетинки (заостренные или цилиндрические) выполняются из твердого и/или мягкого материала, а именно предпочтительно из полиамида (PA) или сложного полиэфира (PBT).
Изготовление может осуществляться путем экструзии одного материала или путем экструзии более чем одного материала (ко-экструзия).
В противоположность отливаемым под давлением щетинкам или резино-эластическим массажным и/или чистящим элементам, которые изготовляются литьем под давлением, стандартные щетинки экструдируются, нарезаются, обрабатываются и устанавливаются на щетинкодержателе подходящим способом (см. в связи с этим ниже).
Продольная форма щетинок может быть цилиндрической, механически заостренной, химически заостренной (прежде всего в случае сложного полиэфира (PBT)), волнистой, скрученной или спиралеобразной.
Предпочтительно форма поперечного сечения может быть круговой, круглой, треугольной, прямоугольной, квадратной, эллиптической, многоугольной, трапецеидальной, в виде параллелограмма или ромбовидной.
В изделиях для гигиены полости рта достаточным является диаметр от 0,075 мм до 0,25 мм, а площадь поперечного сечения - от 0,002 мм2 до 0,2 мм2.
Для косметической продукции достаточным является диаметр от 0,025 мм до 0,2 мм, а площадь поперечного сечения - от 0,001 мм2 до 0,15 мм2.
Поверхность щетинок гладкая или текстурированная. Щетинки собраны упорядоченно в пучки.
В связи с этим следует упомянуть, что возможно имеющиеся в данном случае очистители языка образуются из твердого материала и/или из мягкого материала, и/или из комбинаций твердого материала и мягкого материала, и/или из материала для отливаемых под давлением щетинок. Изготовление происходит методом литья под давлением. Размещение этих очистителей языка может производиться, например, на задней стороне головки щетки.
В еще одном предпочтительном варианте выполнения данного изобретения головная часть, захватная часть и/или шеечная часть образованы из по меньшей мере одного твердого материала и/или из одного или нескольких мягких компонентов материала.
В другом предпочтительном варианте выполнения данного изобретения твердый компонент материала (твердые компоненты) выполнены из полимеризатов стирола, таких, например как стирол-акрилонитрил (SAN), полистирол (PS), акрилонитрил бутадиен стирол (ABS), сополимеризат стирола и метилметакрилата (SMMA) или стирол-бутадиена (SB); из полиолефинов, таких как полипропилен (PP) или полиэтилен (PE) (предпочтительно также в форме полиэтилена высокой плотности (HDPE) или полиэтилена низкой плотности (LDPE)); из сложных полиэфиров, таких, как полиэтилентерефталат (PET) в форме модифицированного кислотой полиэтилентерефталата (PETA) или полиэтилентерефталата с добавлением гликоля (PETG), полибутилентерефталата (PBT), модифицированного кислотой полициклогексилен-диметилентерефталата (PCT-A) или полициклогексилен-диметилентерефталата с добавлением гликоля (PCT-G); из производных целлюлозы, таких как ацетат целлюлозы (CA), ацетобутират целлюлозы (CAB), пропионат целлюлозы (CP), ацетатный фталат целлюлозы (CAP) или бутират целлюлозы (CB); из полиамидов (PA), таких как PA 6.6, PA 6.10 или PA 6.12; из полиметилметакрилата (PMMA); из поликарбоната (PC); из полиоксиметилена (POM); из полихлорвинила (PVC); из полиуретана (PUR) и/или из полиамида (PA).
В еще одном предпочтительном варианте выполнения данного изобретения твердый компонент материала образован из полипропилена (PP) с модулем упругости от 1000 до 2400 Н/мм2, предпочтительно от 1200 до 2000 Н/мм2 и особенно предпочтительно от 1300 до 1800 Н/мм2. На практике эти материалы характеризуются особенно подходящими параметрами гибкости.
Твердый материал используется предпочтительно для несущих нестабильные структуры элементов или, соответственно, в несущих нестабильные структуры элементах, т.е., например, в захватной части, в шеечной части, а также в головной части.
Если используют несколько твердых материалов (например, в двух- или более компонентном литье под давлением), или если материалы соединяют посредством ультразвуковой сварки, то используемые твердые материалы образуют между собой предпочтительно замыкание по материалу.
В порядке альтернативы могут использоваться несколько материалов, которые при двух- или более компонентном литье под давлением не входят в замыкание по материалу. При сочетании таких материалов предусматривается геометрическое замыкание (поднутрения и/или проемы, и/или частичное и/или полное покрытие оболочкой на экструдере, и т.д.).
Второй экструдированный твердый материал дает усадку при охлаждении на первом экструдированном твердом материале и образует соединение усадкой. Примерами возможных сочетаний твердых материалов, которые не входят в замыкание по материалу, являются полипропилен и сложный полиэфир или же полипропилен и стирол-акрилонитрил.
В еще одном предпочтительном варианте выполнения данного изобретения мягкий компонент или мягкие компоненты материала образованы из термопластичного эластомера на основе стирола (TPE-S) (предпочтительно из термопластичного блок-сополимера стирола-этилен/бутилена-стирола (SEBS) или стирол-бутадиен-стирольного блок-сополимера (SBS)); термопластичного полиуретанового эластомера (TPE-U); термопластичного полиамидного эластомера (TPE-A); термопластичного полиолефинового эластомера (TPE-O); (TPE-E) и/или силоксанов.
Полиэтилен (PE) и полиуретан (PU) могут использоваться как в качестве твердого компонента материала, так и в качестве мягкого компонента материала.
Мягкими материалами в данном случае особенно предпочтительно являются термопластичные эластомеры (TPE) с твердостью по Шору А менее 90, предпочтительно менее 50 и еще более предпочтительно менее 30.
Мягкие материалы с твердыми материалами при заформовывании методом двух- многокомпонентного литья под давлением предпочтительно образуют замыкание по материалу.
В еще одном предпочтительном варианте выполнения данного изобретения материал, соответственно, материалы для отливаемых под давлением щетинок получаются из термопластичного полиамидного эластомера (TPE-A), предпочтительно это Grilflex EG 5930 фирмы EMS Chemie AG; из термопластичного полиэфирного эластомера (TPE-E), предпочтительно это Riteflex 672 AF Nat или Riteflex RKX 193 RF Nat фирмы Ticona Polymers или Hytrel 7248 фирмы DuPont; и особенно предпочтительно из термопластичного полиуретанового эластомера (TPE-U).
Особенно предпочтительные в данном случае TPE-U материалы в отличие от альтернативных имеют лучшие свойства текучести, а также более быстрое затвердевание (т.е. более быструю кристаллизацию, причем молекулярные цепи соединяются еще при высоких температурах).
Материалы для отливаемых под давлением щетинок более предпочтительно являются термопластичными эластомерами и имеют твердость по Шору D от 0 до 100, предпочтительно от 30 до 80. Для отливаемых под давлением щетинок используются специальные формы мягких материалов, которые как правило обладают более высокими показателями твердости по Шору, чем мягкие материалы, из которых изготовляются мягкоэластичные очищающие/массажные элементы или зоны ручки, или, например, очистители языка.
Во время процесса литья под давлением (двух- или многокомпонентное литье под давлением) материалы для отливаемых под давлением щетинок как правило не входят в замыкание по материалу с другими мягкими и/или твердыми материалами (например, с несущей пластинкой или с головкой щетки). Следовательно, для возможных соединений с другими мягкими и/или твердыми материалами предусмотрено геометрическое замыкание (поднутрения и/или проемы, и/или частичные и/или полные покрытия оболочкой на экструдере, и т.д.). Второй экструдируемый материал для отливаемых под давлением щетинок при охлаждении дает усадку на первый экструдируемый мягкий и/или твердый материал, и таким образом образуется соединение усадкой.
В качестве специальных материалов в данном случае могут использоваться так называемые биополимерные материалы (т.е. полимерные материалы, получаемые из воспроизводимого сырья) или же водорастворимые полимеры.
Биополимерные материалы состоят из воспроизводимого сырья и связующего. В качестве сырья могут рассматриваться, например, кукуруза, конопля, сахар, касторовое масло, пальмовое масло, картофель, пшеница, сахарный тростник, каучук, древесина, клещевина. Примерами связующего из этого сырья служат целлюлоза, крахмал, молочная кислота (PLA), глюкоза, хитин, хитозан.
Применение биополимерных материалов в данном способе HT является особенно предпочтительным по сравнению с другими способами, поскольку не используются никакие металлические анкеры, которые должны обеспечивать минимальное закрепление пучков щетинок на корпусе; помимо литья под давлением щетинкодержателя не используют никаких специальных методов соединения, таких как заформовывание щетинок или ультразвуковая сварка несущей пластинки, а при способе HT применяется только пластическая деформация несущего тела, чтобы закрепить щетинки. Предпочтительно биополимерный материал применяется не только для ручки щетки, но и для щетинок, так что эта щетка почти полностью состоит из биополимерного материала.
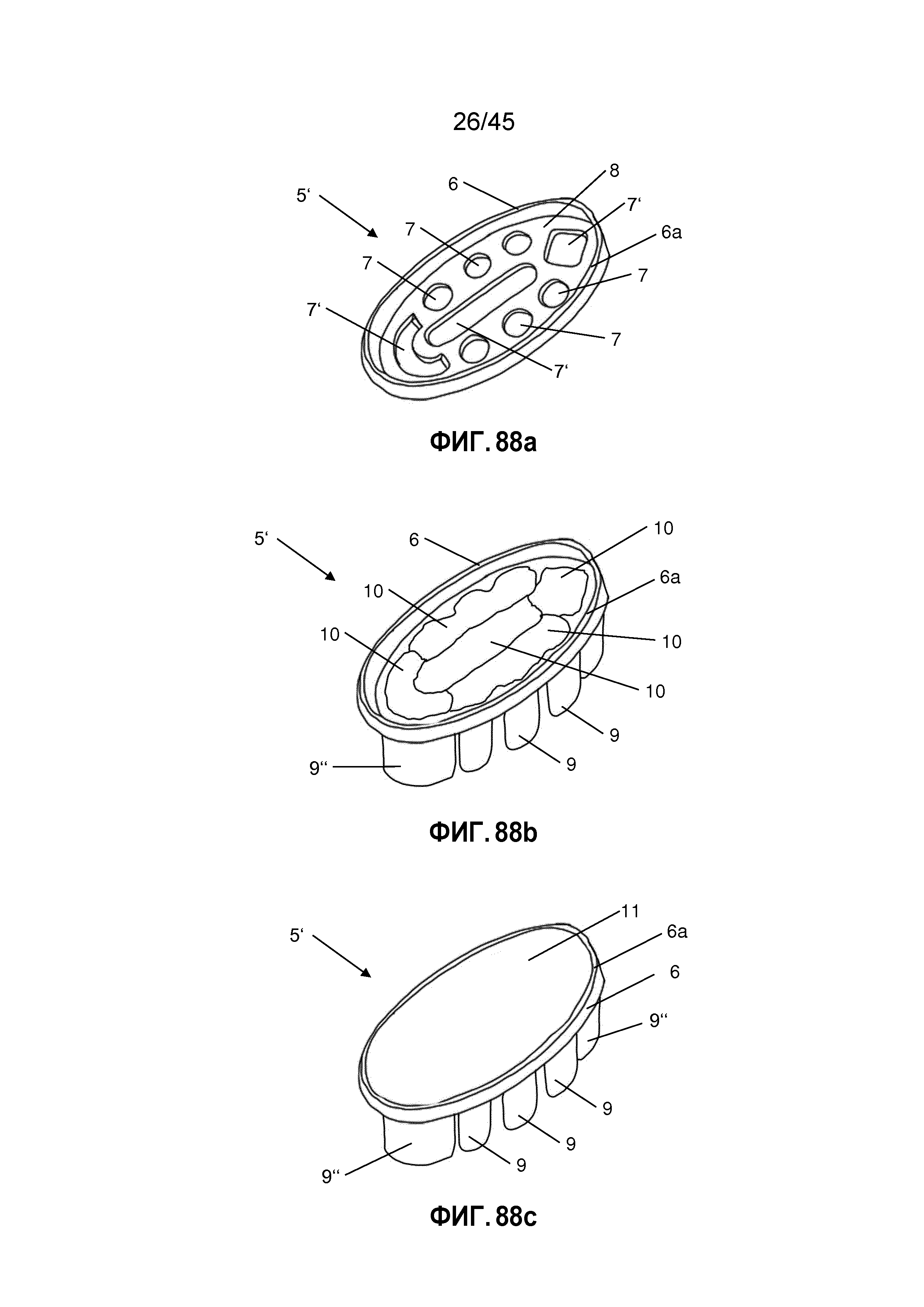
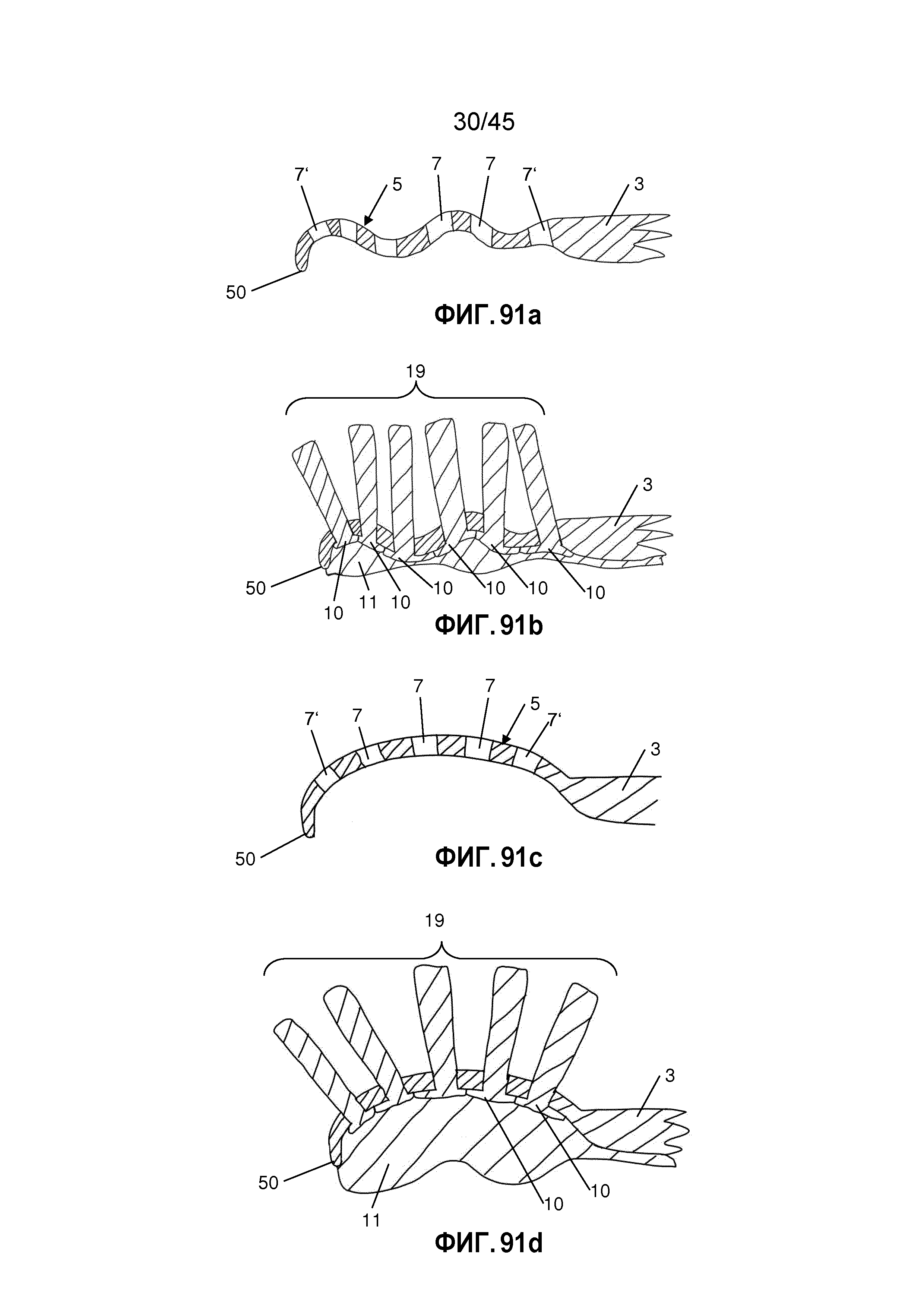
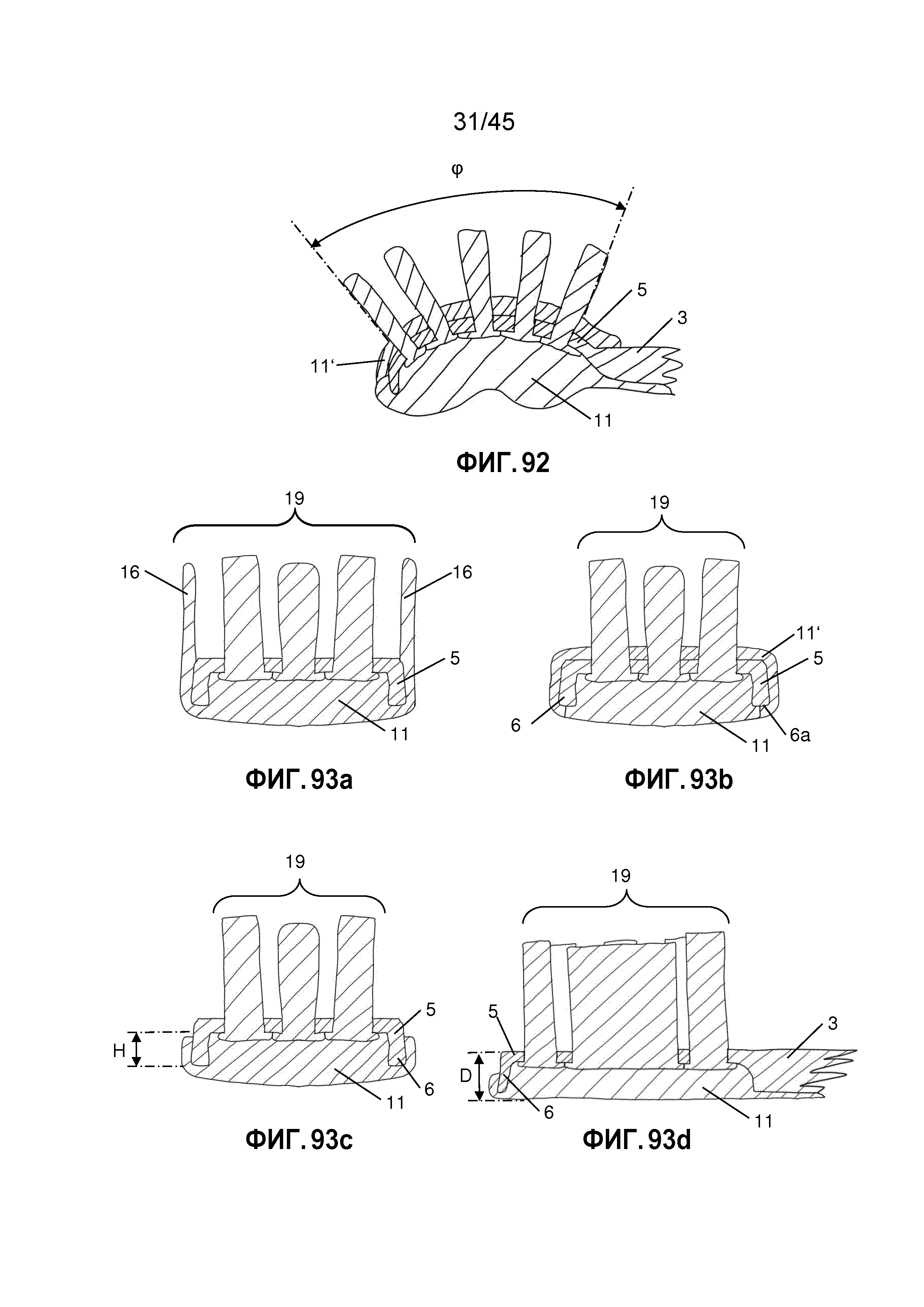
В одном предпочтительном варианте выполнения предлагаемого изобретением способа HT для обеспечения деформации геометрии глухих отверстий и/или выемок зажимное устройство и/или устройство для прессования, соответственно с областью глухих отверстий и/или выемок в щетинкодержателе, имеет один или несколько выступов, которые под действием давления проникают в головную часть и тем самым вызывают вытеснение материала, вследствие которого пучки щетинок прочно охватываются и, соответственно, закрепляются. Таким образом может быть достигнуто, в частности, особенно эффективное боковое зажатие пучков щетинок.
В еще одном предпочтительном варианте выполнения предлагаемого изобретением способа указанные один или несколько выступов зажимного устройства и/или устройства для прессования, например, если смотреть в поперечном направлении, могут быть выполнены треугольными или бульбообразными (wulstförmig). Такие виды выполнения представляются особенно подходящими для создания сильного бокового зажатия. Они дополнительно способствуют получению улучшенной геометрии закрепления в области расплавленных концов щетинок.
В еще одном предпочтительном варианте выполнения предлагаемого изобретением способа для обеспечения деформации геометрии глухих отверстий и/или выемок на этапе (a) в области глухих отверстий и/или выемок на щетинкодержателе отливаются под давлением одно или несколько дополнительных скоплений материала в форме возвышений, которые под действием давления посредством зажимного устройства и/или устройства для прессования вдавливаются в головную часть (т.е. пластически деформируются) и тем самым вызывают вытеснение материала, благодаря чему пучки щетинок прочно охватываются. Таким образом может быть достигнуто хорошее (боковое) зажатие, такое же, как и лучшая геометрия закрепления в области расплавленных концов щетинок в щетинкодержателе.
И, наоборот, в щетинкодержателе могут быть предусмотрены также выемки, которые не содержат пучков щетинок. Эти выемки могут в таком случае во время вытеснения материала принимать избыточный материал и закрываться совсем или лишь частично.
Следующий вариант выполнения способа HT касается установки дополнительных не несущих щетинки (чистящих) элементов или аппликаторов на щетинкодержателе. Они в процессе изготовления дополнительно к пучкам щетинок вводятся в зажимное устройство и/или устройство для прессования, и на этапе d) они с оплавленными на задних концах пучками щетинок вводятся в эти выемки щетинкодержателя и затем в последующем процессе закрепляются аналогично пучкам щетинок. Предпочтительно оплавление пучков щетинок происходит перед тем, как дополнительные, не несущие щетинок элементы будут вводиться в зажимное устройство и/или устройство для прессования.
Предпочтительно дополнительные элементы состоят из нижней части из твердого материала и верхней части из мягкого материала или иных пригодных для аппликации материалов (например, пеноматериала, текстильного элемента и т.д.). Нижняя часть из твердого материала прежде всего служит для закрепления и образует на нижней части, как пучки щетинок, вспомогательный опорный элемент для крепления (например, расплав пучка щетинок).
В зависимости от стабильности возможно, однако, что верхняя часть вводится непосредственно в выемку щетинкодержателя, и нижняя часть, таким образом, не требуется.
Рассматриваемые в данном описании чистящие элементы или, соответственно, формы пучков, могут применяться отдельно или в любой возможной комбинации от нескольких до всех из рассматриваемых в данном описании чистящих элементов соответственно, форм пучков на головке щетки, не выходя при этом за рамки данного изобретения. В частности, рассматриваемые в данном описании чистящие элементы, соответственно, формы пучков, могут применяться отдельно, в комбинации из двух, трех, четырех, пяти, шести или более чистящих элементов или, соответственно, форм пучков в одном щеточном поле. Приведенные и подробно описанные комбинации, соответственно, категории являются примерами с особенно хорошим чистящим действием.
Вышеописанные чистящие элементы могут также комбинироваться с другими, не рассмотренными в данном описании чистящими элементами, не выходя за рамки данного изобретения.
Рассматриваемые в данном описании способы закрепления и/или изготовления чистящих элементов и, соответственно, формы пучков на головке щетки могут применяться отдельно или в любой возможной комбинации от нескольких до всех из рассматриваемых в данном описании способов закрепления и/или изготовления чистящих элементов на головке щетки, не выходя за рамки данного изобретения. В частности, рассматриваемые в данном описании способы закрепления и/или изготовления чистящих элементов на головке щетки могут применяться отдельно, в комбинации из двух, трех, четырех, пяти, шести или более способов закрепления и/или изготовления чистящих элементов.
Особенно предпочтительные варианты выполнения данного изобретения с особенно высокой эффективностью чистки и ухода, в частности, включают в себя также следующие комбинации из вышеописанных групп чистящих элементов, которые в данном случае определяются как категории от A до M.
Разумеется, в предпочтительных категориях A - M отдельные типы/формы чистящих элементов могут отбрасываться, или могут вводиться дополнительные типы/формы чистящих элементов, не выходя при этом за рамки данного изобретения.
Категория A
Щетинкодержатели категории A содержат предпочтительно по меньшей мере чистящие элементы первой группы чистящих элементов (мягкие элементы и/или отливаемые под давлением щетинки), второй группы чистящих элементов (компактные пучки) и третьей группы чистящих элементов (мини-пучки). Щетинкодержатели категории A могут более предпочтительно содержать также и чистящие элементы шестой группы чистящих элементов (стандартные пучки).
Более предпочтительно при категории A предусмотреть два компактных пучка, причем один расположен в верхней несущей области, и один расположен в нижней несущей области. В порядке альтернативы может быть также предусмотрен только один компактный пучок в центральной несущей области. В обоих вариантах компактный пучок, соответственно, компактные пучки могут иметь выемки, в которых установлены, например, один или несколько мини-пучков, или один или несколько стандартных пучков, или же один или несколько мягких элементов и/или формаций из отливаемых под давлением щетинок.
Более предпочтительно при категории A один или несколько мягких элементов и/или формаций из отливаемых под давлением щетинок могут быть расположены между обоими компактными пучками (т.е., по существу, в центральной несущей области при необходимости с объемным расширением в левую и правую несущие области). Однако, возможно также, что мягкие элементы и/или формации из отливаемых под давлением щетинок расположены только в правой и левой несущих областях. При варианте с одним компактным пучком мягкие элементы и/или отливаемые под давлением щетинки предпочтительно расположены вокруг компактного пучка.
Мини-пучки при категории A более предпочтительно расположены в виде формаций в центральной несущей области, при необходимости с объемным расширением в левую и правую несущие области. Мини-пучки могут, однако, также следуют внешнему контуру щетинкодержателя, во всяком случае частично.
Стандартные пучки при категории A более предпочтительно расположены совсем спереди, в самой передней несущей области, при необходимости дополнительно также совсем сзади, в самой задней несущей области. Далее, стандартные пучки предпочтительно расположены в области вокруг компактных пучков или в выемках компактных пучков.
Категория B
Щетинкодержатели категории B содержат предпочтительно по меньшей мере чистящие элементы первой группы чистящих элементов (мягкие элементы и/или отливаемые под давлением щетинки), третьей группы чистящих элементов (мини-пучки), а также пятой группы чистящих элементов (длинные пучки). Щетинкодержатели категории B более предпочтительно могут содержать еще и чистящие элементы шестой группы чистящих элементов (стандартные пучки).
Более предпочтительно при категории B предусмотрены два длинных пучка, причем один расположен в верхней несущей области, и один расположен в нижней несущей области. Однако, оба длинных пучка могут быть расположены также в левой и правой несущих областях.
В порядке альтернативы в центральной несущей области может быть предусмотрен также только один длинный пучок, который при необходимости объемно расширяется еще и в верхнюю и нижнюю несущие области. В обоих вариантах, длинный пучок, соответственно, длинные пучки могут иметь свободные области, в которых используются, например, один или несколько мини-пучков, или же один или несколько мягких элементов и/или формаций из отливаемых под давлением щетинок, или они по меньшей мере частично выступают в них, и/или они по меньшей мере частично охватываются ими.
В другом альтернативном варианте один длинный пучок может следовать внешнему контуру щетинкодержателя и по меньшей мере частично охватывать остальные пучки. Однако, возможно также, что этот длинный пучок по меньшей мере частично окружен мини-пучками.
Более предпочтительно при категории B один или несколько мягких элементов и/или формаций из отливаемых под давлением щетинок могут быть расположены между обоими длинными пучками (т.е., по существу, в центральной несущей области, при необходимости с объемным расширением в левую и правую несущие области). Однако, возможно также, что мягкие элементы и/или отливаемые под давлением щетинки расположены только в правой и левой несущих областях или только в верхней и нижней несущих областях.
При варианте с одним длинным пучком, который по меньшей мере частично заключает в себе, соответственно, охватывает остальные пучки, мягкие элементы и/или отливаемые под давлением щетинки соответственно, мягкий элемент предпочтительно расположены центрально внутри этого длинного пучка. При одном центрально расположенном длинном пучке мягкие элементы и/или отливаемые под давлением щетинки могут, однако, быть расположены в левой и правой, а также в верхней и нижней несущих областях.
Мини-пучки при категории B, более предпочтительно в виде формаций, расположены в центральной несущей области, при необходимости с объемным расширением в левую и правую, а также в верхнюю и нижнюю несущие области. Однако мини-пучки могут также следовать внешнему контуру щетинкодержателя, во всяком случае частично.
Стандартные пучки при категории B более предпочтительно расположены совсем спереди, в самой передней несущей области, при необходимости дополнительно также и совсем сзади, в самой задней несущей области. Далее, стандартные пучки предпочтительно расположены в области вокруг мягких элементов и/или отливаемых под давлением щетинок.
Категория C
Щетинкодержатели категории C содержат предпочтительно по меньшей мере чистящие элементы второй группы чистящих элементов (компактные пучки), третьей группы чистящих элементов (мини-пучки), а также шестой группы чистящих элементов (стандартные пучки).
Более предпочтительно при категории C предусмотрены один или два компактных пучка, которые занимают значительную часть поверхности щетинкодержателя, т.е. более 1/3 поверхности щетинкодержателя, предпочтительнее более 40% поверхности щетинкодержателя и еще предпочтительнее более 50% поверхности щетинкодержателя. Но могут быть предусмотрены также несколько расположенных зеркально-симметрично относительно друг друга компактных пучка, которые, как упомянуто, занимают значительную часть поверхности щетинкодержателя.
В случае одного компактного пучка он предпочтительно расположен центрально, однако, благодаря своему размеру также значительно заходит в верхнюю, нижнюю, левую и правую несущие области. В порядке альтернативы этот один большой компактный пучок может проходить вокруг щетинкодержателя и иметь центральную выемку.
В случае двух компактных пучков они предпочтительно расположены в верхней, а также в нижней несущих областях и оставляют свободной одну меньшую центральную несущую область (которая как правило меньше, эта область у компактных пучков).
Возможны также варианты с двумя меньшими компактными пучками и одним большим компактным пучком, причем из указанных меньших компактных пучков один расположен в верхней несущей области, а другой в нижней несущей области, и причем больший компактный пучок расположен в центральной несущей области. Больший компактный пучок может тоже иметь выемку.
Мини-пучки при категории C предпочтительно расположены в выемках больших компактных пучков. Однако, в случае двух или нескольких компактных пучков мини-пучки могут быть расположены также в центральной несущей области, предпочтительно в виде формаций. При одном большом расположенным центрально компактном пучке мини-пучки могут быть расположены, проходя по бокам, в левой и правой несущих областях (при необходимости также в виде формации), или же они могут следовать внешнему контуру щетинкодержателя и, например, заключать в себе этот большой компактный пучок.
Стандартные пучки при категории C предпочтительно расположены совсем спереди, в самой передней несущей области, при необходимости дополнительно также и совсем сзади, в самой задней несущей области. Далее, стандартные пучки предпочтительно расположены в области вокруг компактных пучков. Но, они могут быть расположены также и в выемках больших компактных пучков (при необходимости вместе с мини-пучками). В случае двух больших компактных пучков в верхней и нижней несущих областях стандартные пучки расположены предпочтительно слева и, соответственно, справа от центральной несущей области.
Категория D
Щетинкодержатели категории D содержат предпочтительно по меньшей мере чистящие элементы первой группы чистящих элементов (мягкие элементы и/или отливаемые под давлением щетинки), второй группы чистящих элементов (компактные пучки) и шестой группы чистящих элементов (стандартные пучки). В принципе возможно также, что вместо стандартных пучков применяются чистящие элементы третьей группы чистящих элементов (мини-пучки).
Более предпочтительно при категории D предусмотрены один или два компактных пучка, которые занимают значительную часть поверхности щетинкодержателя, т.е. свыше 1/3 поверхности щетинкодержателя, более предпочтительно свыше 40% поверхности щетинкодержателя и еще предпочтительнее свыше 50% поверхности щетинкодержателя. Могут также предусматриваться и несколько расположенных симметрично друг другу компактных пучков, которые занимают указанную значительную часть поверхности щетинкодержателя.
В случае одного большого компактного пучка он может проходить вокруг щетинкодержателя и иметь одну центральную выемку.
В случае двух компактных пучков они расположены предпочтительно в верхней, а также в нижней несущей области и оставляют свободной одну меньшую центральную несущую область (которая как правило меньше, чем при одном компактном пучке).
В случае нескольких маленьких симметрично расположенных компактных пучков, они могут быть расположены во всех несущих областях, однако, в каждой из них могут быть оставлены промежутки для стандартных пучков или, соответственно, мягких элементов, и/или формаций из отливаемых под давлением щетинок.
Мягкие элементы и/или формации из отливаемых под давлением щетинок при категории D расположены предпочтительно в выемках больших компактных пучков. В случае двух или нескольких компактных пучков мягкие элементы и/или отливаемые под давлением щетинки могут быть расположены, однако, как раз в центральной несущей области.
Стандартные пучки при категории D расположены предпочтительно совсем спереди, в самой передней несущей области, при необходимости дополнительно также совсем сзади, в самой задней несущей области. Они могут быть расположены также и в выемках больших компактных пучков (при необходимости вместе с мягкими элементами и/или отливаемыми под давлением щетинками).
В случае нескольких маленьких симметрично расположенных компактных пучков стандартные пучки, а также мягкие элементы и/или формации из отливаемых под давлением щетинок предпочтительно расположены в промежуточных пространствах (как правило центрально или следуя внешнему контуру).
Категория E
Щетинкодержатели категории E содержат предпочтительно по меньшей мере чистящие элементы первой группы чистящих элементов (мягкие элементы и/или отливаемые под давлением щетинки), третьей группы чистящих элементов (мини-пучки) и шестой группы чистящих элементов (стандартные пучки). В принципе возможно также, что дополнительно применяются чистящие элементы пятой группы чистящих элементов (длинные пучки).
Более предпочтительно при категории E располагать один центральный мягкий элемент и/или формации из отливаемых под давлением щетинок. Могут также быть расположены и несколько мягких элементов и/или формаций из отливаемых под давлением щетинок симметрично друг другу, например, один в верхней, нижней и центральной несущей области. Могут быть также на левой и правой стороне несущей области расположены два симметричных друг другу мягких элемента и/или формации из отливаемых под давлением щетинок. Более предпочтительно один мягкий элемент и/или отливаемые под давлением щетинки расположены в центральной несущей области.
В случае одного центрально расположенного мягкого элемента и/или отливаемых под давлением щетинок он может быть окружен мини-пучками и/или заключать в себе указанный мягкий элемент и/или формации из отливаемых под давлением щетинок; мини-пучок, соответственно, мини-пучки расположены в промежуточных пространствах или выемках мягких элементов и/или отливаемых под давлением щетинок (т.е. отдельно или в виде формаций).
Стандартные пучки при категории E предпочтительно расположены совсем спереди, в самой передней несущей области, при необходимости дополнительно также совсем сзади, в самой задней несущей области. Предпочтительно мягкие элементы и/или отливаемые под давлением щетинки окружают мини-пучки, которые расположены в центральной несущей области.
Категория F
Щетинкодержатели категории F содержат предпочтительно по меньшей мере чистящие элементы первой группы чистящих элементов (мягкие элементы и/или отливаемые под давлением щетинки), четвертой группы чистящих элементов (растровые пучки) и шестой группы чистящих элементов (стандартные пучки). Более предпочтительно категория F дополнительно содержит еще и чистящие элементы третьей группы чистящих элементов (мини-пучки). В принципе возможно также, что вместо стандартных пучков применяются чистящие элементы второй группы чистящих элементов (компактные пучки).
Растровые пучки согласно категории F предпочтительно расположены в форме собранных структурных элементов в центральной несущей области. Собранные структурные элементы могут быть расположены и в верхней, а также в нижней несущей области. В еще одном предпочтительном варианте выполнения эти собранные структурные элементы в отдельных несущих областях разделены стандартными пучками и/или мягкими элементами, и/или формациями из отливаемых под давлением щетинок. Далее, внутри окруженных отдельными структурными элементами поверхностей могут быть расположены стандартные щетинки и/или мини-пучки. Кроме того, возможно также, что в левой и правой несущей области имеются по одному растровому пучку в форме собранных структурных элементов. При этом указанные собранные структурные элементы могут следовать внешнему контуру щетинкодержателя. Мягкие элементы и/или отливаемые под давлением щетинки могут в этом случае занимать центральную несущую область. В каждой из боковых несущих областей могут быть также расположены отдельные структурные элементы, которые при необходимости разделяются мягкими элементами и/или отливаемыми под давлением щетинками.
В области мягких элементов и/или отливаемых под давлением щетинок при категории F мини-пучки расположены предпочтительно в виде формаций. Но возможно также, что мини-пучки в каждом случае частично следуют внешнему контуру щетинкодержателя.
Стандартные пучки при категории F предпочтительно расположены совсем спереди, в самой передней несущей области, при необходимости дополнительно также совсем сзади, в самой задней несущей области. Стандартные пучки могут также присутствовать здесь в форме небольших компактных пучков (т.е. если, например, растровые пучки занимают относительно мало места, например, менее 50% поверхности щетинкодержателя).
Категория G
Щетинкодержатели категории G содержат предпочтительно по меньшей мере чистящие элементы первой группы чистящих элементов (мягкие элементы и/или отливаемые под давлением щетинки), пятой группы чистящих элементов (длинные пучки) и шестой группы чистящих элементов (стандартные пучки). Более предпочтительно категория G дополнительно содержит еще и чистящие элементы третьей группы чистящих элементов (мини-пучки). В одном еще более предпочтительном варианте выполнения категория G может дополнительно содержать еще и чистящие элементы второй группы чистящих элементов (компактные пучки).
Предпочтительно при категории G мягкие элементы и/или отливаемые под давлением щетинки расположены в центральной несущей области, и более предпочтительно окружены одним или несколькими длинными пучками. В окруженной области могут быть расположены к тому же мини-пучки (предпочтительно в виде формаций) и стандартные пучки. Мини-пучки могут также охватывать один длинный пучок и в каждом случае частично следуют внешнему контуру щетинкодержателя.
В одном варианте может быть, однако, центрально расположен также, например, один длинный пучок и быть окружен мягкими элементами и/или отливаемыми под давлением щетинками, а также при необходимости стандартными пучками. Более предпочтительно могут быть также окружены один длинный пучок в нижней несущей области или несколько стандартных пучков. В одном еще более предпочтительном варианте выполнения в верхней и в нижней несущей области может быть расположено и по одному компактному пучку, который заходит в промежуточные пространства длинного пучка.
Стандартные пучки при категории G предпочтительно расположены совсем спереди, в самой передней несущей области, при необходимости дополнительно также и совсем сзади, в самой задней несущей области.
Категория H
Щетинкодержатели категории H содержат предпочтительно по меньшей мере чистящие элементы второй группы чистящих элементов (компактные пучки), третьей группы чистящих элементов (мини-пучки), четвертой группы чистящих элементов (растровые пучки) и шестой группы чистящих элементов (стандартные пучки). Более предпочтительно категория G может дополнительно содержать еще и чистящие элементы первой группы чистящих элементов (мягкие элементы и/или отливаемые под давлением щетинки).
Согласно категории H предпочтительно в верхней и в нижней несущей области расположено по одному компактному пучку, а в центральной несущей области расположен один растровый пучок в форме собранных структурных элементов. В свободных пространствах, окруженных отдельными структурными элементами, предпочтительно расположены еще и стандартные пучки и/или мини-пучки (отдельно или в формациях).
В порядке альтернативы при категории H может быть предусмотрен продольный компактный пучок, который расположен по центру и проходит через верхнюю, центральную и нижнюю несущую области. Сбоку от него предпочтительно расположены один или два растровых пучка в форме собранных структурных элементов, а также при необходимости один или несколько стандартных пучков. В свободных пространствах, окруженных отдельными структурными элементами предпочтительно расположены еще и мини-пучки (отдельно или в виде формаций).
Мини-пучки и стандартные пучки могут быть расположены также и в промежуточных пространствах между компактными пучками и растровыми пучками.
Категория I
Щетинкодержатели категории I содержат предпочтительно по меньшей мере чистящие элементы третьей группы чистящих элементов (мини-пучки), пятой группы чистящих элементов (длинные пучки) и шестой группы чистящих элементов. Более предпочтительно категория I может дополнительно содержать еще и чистящие элементы первой группы чистящих элементов (мягкие элементы и/или отливаемые под давлением щетинки).
При категории I предпочтительно предусмотрены один или два длинных пучка. В случае одного длинного пучка он предпочтительно расположен центрально и обладает точечной или зеркальной симметрией. Указанный один длинный пучок тоже может распространяться в верхнюю и нижнюю несущие области и/или в левую и правую несущие области. Длинный пучок может к тому же сбоку быть окружен мини-пучками и/или стандартными пучками. Мини-пучки и/или стандартные пучки могут быть расположены также в промежуточных пространствах длинных пучков, при необходимости также в виде соответственно подогнанных геометрических фигур, соответственно, формаций.
В случае двух длинных пучков они предпочтительно расположены зеркально-симметрично друг другу. И в этом случае в промежуточных пространствах тоже могут быть расположены мини-пучки и/или стандартные пучки (при необходимости дополнительно также мягкие элементы и/или отливаемые под давлением щетинки), предпочтительно в виде соответственно подогнанных геометрических фигур, соответственно, формаций.
Указанные длинные пучки могут заключать в себе одну центральную формацию из мини-пучков и при необходимости могут быть в свою очередь окружены мини-пучками, которые в каждом случае частично следуют внешнему контуру щетинкодержателя.
Стандартные пучки при категории I более предпочтительно расположены совсем спереди, в самой передней несущей области, при необходимости дополнительно также и совсем сзади, в самой задней несущей области.
Категория J
Щетинкодержатели категории J содержат предпочтительно по меньшей мере чистящие элементы третьей группы чистящих элементов (мини-пучки), четвертой группы чистящих элементов (растровые пучки) и шестой группы чистящих элементов (стандартные пучки). Более предпочтительно категория J может дополнительно содержать еще и чистящие элементы первой группы чистящих элементов (мягкие элементы и/или отливаемые под давлением щетинки).
Растровые пучки при категории J предпочтительно образованы из нескольких собранных структурных элементов, которые в своем окружении имеют множество окружающих их мини-пучков. Мини-пучки могут при этом по меньшей мере частично окружать растровые пучки, или же они могут быть расположены в виде формаций в промежуточных пространствах растровых пучков. Далее, может быть также предусмотрен один растровый пучок, который следует внешнему контуру щетинкодержателя и включает в себя несколько мини-пучков, соответственно, формаций из мини-пучков.
В свободных пространствах, окруженных отдельными структурными элементами растровых пучков, могут к тому же быть расположены стандартные пучки и/или мягкие элементы, и/или формации из отливаемых под давлением щетинок.
Стандартные пучки при категории J более предпочтительно расположены совсем спереди, в самой передней несущей области, при необходимости дополнительно также и совсем сзади, в самой задней несущей области.
Категория K
Щетинкодержатели категории K содержат предпочтительно по меньшей мере чистящие элементы второй группы чистящих элементов (компактные пучки), пятой группы чистящих элементов (длинные пучки) и шестой группы чистящих элементов (стандартные пучки). Более предпочтительно категория K может дополнительно содержать мини-пучки или мягкие элементы и/или формации из отливаемых под давлением щетинок.
Предпочтительно при категории K один компактный пучок расположен в верхней несущей области и один компактный пучок в нижней несущей области. Оба этих компактных пучка более предпочтительно могут быть окружены одним длинным пучком, и опционально между ними могут быть расположены стандартные пучки.
Если оба этих компактных пучка не окружены одним длинным пучком, то предпочтительно между ними расположен один длинный пучок, т.е. предпочтительно в центральной несущей области. Длинный пучок может при этом распространяться также в верхнюю и нижнюю несущие области и/или в правую и левую несущие области.
Более предпочтительно могут быть предусмотрены также четыре компактных пучка, которые находятся в верхней, нижней, правой и левой несущих областях, при необходимости с одним проходящим центрально между ними длинным пучком и/или стандартными пучками.
Более предпочтительно могут быть предусмотрены к тому же четыре компактных пучка, которые находятся в правой и левой верхних несущих областях, а также в правой и левой нижних несущих областях, при необходимости с одним проходящим центрально между ними длинным пучком и/или стандартными пучками.
Категория L
Щетинкодержатели категории L содержат предпочтительно по меньшей мере чистящие элементы четвертой группы чистящих элементов (растровые пучки) и шестой группы чистящих элементов (стандартные пучки). Более предпочтительно категория L дополнительно может содержать еще и чистящие элементы первой группы чистящих элементов (мягкие элементы и/или отливаемые под давлением щетинки) или третьей группы чистящих элементов (мини-пучки). Вместо растровых пучков или вместе с этими растровыми пучками могут быть предусмотрены также и чистящие элементы пятой группы чистящих элементов (длинные пучки).
Особым отличительным признаком этой категории являются центрально расположенные структуры «форма в форме», а также соединения различной формы, каждое из которых образуется из растровых пучков и/или длинных пучков.
Стандартные пучки при категории L более предпочтительно расположены совсем спереди, в самой передней несущей области, при необходимости дополнительно также и совсем сзади, в самой задней несущей области. Они могут также проходить по бокам этой структуры «форма в форме», а также сочетаний конфигураций (Form-Verbindungen).
Мини-пучки и мягкие элементы и/или формации из отливаемых под давлением щетинок проходят предпочтительно вдоль внешнего контура. Мягкие элементы и/или формации из отливаемых под давлением щетинок могут быть расположены также внутри большей структуры «форма в форме».
Категория M
Щетинкодержатели категории M содержат предпочтительно по меньшей мере чистящие элементы второй группы чистящих элементов (компактные пучки), которые более предпочтительно заключают в себе или, соответственно, имеют выемки или свободные пространства.
Эти выемки или свободные пространства внутри компактных пучков могут оставляться пустыми. Предпочтительно, однако, в выемках или свободных пространствах расположены мягкие элементы и/или формации из отливаемых под давлением щетинок. Дополнительно в этих свободных пространствах могут быть расположены мини-пучки.
Может быть предусмотрен один очень большой компактный пучок, который имеет, например, две симметрично расположенные выемки. Могут быть предусмотрены также и два компактных пучка, предпочтительно в верхней и нижней несущих областях, причем один компактный пучок имеет одну выемку, а другой компактный пучок имеет две выемки.
Более предпочтительно между двумя компактными пучками дополнительно могут быть расположены еще и мини-пучки.
Основное тело зубной щетки
В дальнейшем описывается предпочтительное выполнение предлагаемого изобретением основного тела зубной щетки, соответственно, его отдельных частей.
Щетинкодержатель может быть реализован как самостоятельная деталь и, например, может комбинироваться с механизмом замены головки щетки. Щетинкодержатель может к тому же быть снабжен местом соединения, по которому происходит последующая сборка или - что предпочтительно - этот щетинкодержатель реализуется как часть основного тела ручки щетки, соответственно, зубной щетки (т.е. как единое целое с ними).
Отверстия под щетинки (которые в данном случае являются, по существу, круглыми глухими отверстиями и содержат выемки с другими поперечными сечениями) для «нормальных», соответственно, стандартных пучков имеют размеры по длине и, соответственно, ширине от 0,8 мм до 3 мм, предпочтительно от 1 мм до 2 мм.
Специально для метода горячего тафтинга, соответственно, для способа HT отверстия под щетинки, если смотреть сверху, в принципе имеют замкнутые контуры, причем могут найти применение любые возможные геометрические формы.
Если смотреть в продольном разрезе, боковые стенки отверстий под щетинки (соответственно, глухих отверстий и выемок) выполнены параллельными. В одном предпочтительном варианте выполнения эти боковые стенки выполнены расширяющимися к открытому концу, что проявляется в пучке щетинок, причем внешние щетинки пучка получаются наклоненными наружу под соответствующим углом.
Геометрия донной области отверстий под щетинки (соответственно, глухих отверстий и выемок) может быть выполнена плоской, или же донная область может быть снабжена профилем; при этом середина может быть выполнена утопленной или поднятой, могут быть предусмотрены также и несколько концентрических колец или, соответственно, форм, которые следуют внешнему контуру. Переход от дна к стенкам может быть выполнен с углами или скругленным.
Глубина отверстий под щетинки (соответственно, глухих отверстий и выемок) достигает от 1 мм до 5 мм, предпочтительно от 2 мм до 4 мм.
Поверхности в отверстиях под щетинки (соответственно, глухих отверстиях и выемках) могут быть выполнены гладкими или шероховатыми.
Минимальное расстояние от отверстий под щетинки (соответственно, глухих отверстий и выемок) до края щетинкодержателя составляет от 1 мм до 3 мм, предпочтительно от 1 мм до 2 мм.
Предпочтительно могут быть предусмотрены перемычки и/или поперечные сечения между отверстиями под щетинки (соответственно, глухими отверстиями и выемками). Соответствующая ширина перемычек зависит от процесса литья под давлением и от обрабатывающего инструмента.
Эти перемычки и/или поперечные сечения могут иметь элементы для приема материала, а именно в форме расплавленных структур, соответственно, чрезмерно высоких структур (т.е., например, толщина головки в необработанном состоянии больше, чем в конечном состоянии), или же в форме углублений для приема избыточного вытесненного материала.
Щетинкодержатель как правило имеет постоянную высоту головки. При этом передняя сторона и задняя сторона проходят, по существу, параллельно друг другу.
Может также предусматриваться и переменная высота головки, т.е. в головке щетки имеются участки различной высоты. При этом, например, высота может убывать к концу головки, что придает большую гибкость.
Размеры щетинкодержателя составляют между 3 мм и 8 мм, предпочтительно между 3 мм и 5 мм.
Возможны также следующие предпочтительные варианты щетинкодержателя.
Прежде всего, на щетинкодержателе может предусматриваться мягкий материал. На передней стороне он может присутствовать в форме массажных и/или чистящих элементов. дополнительно может быть также и задняя сторона покрыта мягким материалом (например, при прозрачном выполнении). Дополнительно мягкий материал может быть отформован как очиститель языка.
По боковому краю предпочтительно предусмотрены демпфирующие элементы, соответственно, амортизаторы из мягкого материала.
В общем при способе HT опорные поверхности интегрированы таким образом и, соответственно, геометрические формы и размеры выполнены так, что мягкий материал с задней стороны не обрабатывается. Причиной является то, что объединение щетинкодержателя со щетинками происходит под действием тепла и давления. Предпочтительно предусматриваются островки из твердого материала, на которые опирается инструмент, которые проходят сквозь мягкий материал или же выемки в мягком материале, доходящие до основного тела из твердого материала.
Если мягкий материал предусматривается на поверхности щетинкодержателя, то он может располагаться в форме колец или, соответственно, рамок вокруг отверстий под щетинки, которые выступают из поверхности (так наз. манжеты - «boots»).
Помимо этого, поверхность (передняя сторона) во всяком случае частично может быть обтянута мягким материалом.
Толщина слоя мягкого материала достигает 0,1-2 мм, предпочтительно 0,5-1 мм.
В поверхности на щетинкодержателе при способе HT могут быть выполнены структуры. Задача таких структур заключается в том, чтобы покрывать заднюю сторону, за счет чего в целом достигается оптический эффект (за счет размещения указанных структур, например, прозрачный материал становится просвечивающим).
Предпочтительно это происходит при установке пучков щетинок в щетинкодержателе. Процесс при этом протекает следующим образом: щетинкодержатель нагревают и удерживают при установке в пресс-форму, причем в эту пресс-форму помещают структуру, вслед за этим щетинкодержатель вдавливают в указанную структуру, после чего эта структура отформовывается на щетинкодержателе, соответственно, штампуется. Предпосылкой для этого процесса является то, что задняя сторона щетинкодержателя тоже нагрета и тем самым пластически деформируема.
Возможны структуры, которые помещаются в щетинкодержатель, содержат эродированную структуру (т.е. шероховатость) или же большие структуры с эффективными различиями по высоте.
Отверстия или, соответственно, выемки в щетинкодержателе выполняют следующие возможные функции: они могут служить для промывания или же для дозирования зубной пасты (например, в сочетании с окружающей щетиночной структурой). Зубная паста может вводиться спереди или через отверстие в основном теле в щетиночной структуре, соответственно, через пучок щетинок. Размер структуры соответствует при этом объему, соответственно, количеству зубной пасты, необходимому для процесса чистки.
В предпочтительном варианте выполнения поверхность основания пучка щетинок имеет ту же геометрию, что и выемка (например, сотообразное отверстие в растровом или, соответственно, сотообразном пучке щетинок).
Щеточное поле прежде всего в качестве первой группы чистящих элементов содержит мягкие элементы и/или отливаемые под давлением щетинки (ср. выше в описании), которые в качестве массажных элементов предназначены, например, для десен или, соответственно, для чистки зубов.
Щеточное поле содержит также, предпочтительно в качестве второй группы чистящих элементов компактные пучки, в качестве третьей группы чистящих элементов мини-пучки, в качестве четвертой группы чистящих элементов растровые пучки, в качестве пятой группы чистящих элементов длинные пучки и в качестве шестой группы чистящих элементов стандартные пучки (см. выше в описании).
Дополнительно в щеточное поле могут вводиться еще и упомянутые выше не несущие на себе щетинок (чистящие) элементы или аппликаторы.
Для пучков щетинок, в частности, согласно указанным группам два - шесть, в данном случае справедливо, что всегда несколько щетинок прилегают непосредственно друг к другу.
Дополнительные формы, которые могут формироваться с упомянутыми выше группами чистящих элементов, могут включать в себя, например, силуэты, орнаменты, этнические татуировки, формы кристаллов (например, кристаллов льда/снежинок), формы турбин и кругов на полях, и т.д.
Размеры щетинок по высоте достигают предпочтительно от 4 мм до 17 мм, более предпочтительно от 8 мм до 13 мм.
Имеются также возможности предусмотреть ступенчатое изменение по высоте, причем высота ступеньки составляет от 0,5 мм до 5 мм (т.е. в самом пучке).
Ширина пучка составляет минимально от 0,3 мм до 1 мм, предпочтительно от 0,5 мм до 0,8 мм (при методе AFT предпочтительна ширина пучка 0,6 мм).
Минимальное расстояние между отдельными пучками щетинок составляет 0,4 мм, что одновременно соответствует минимальной ширине перемычек.
Боковые завершения пучков щетинок могут быть расположены под углом, так что получается веерообразный вид.
В общем эти структуры могут быть также реализованы в части щеточного поля, чтобы предотвратить формирование «ковра» (т.е. должно предотвращаться возникновение слишком протяженного по поверхности, соответственно, слишком плотно набитое щеточное поле).
В целом, благодаря благоприятным параметрам ширины головки может обеспечиваться максимальное снабжение щетинками частей по ширине, так что достигается очень хорошее заполнение щетинкодержателя.
В других предпочтительных вариантах выполнения в качестве дополнительного элемента на пучке щетинок или в нем может предусматриваться оболочка из мягкого материала вокруг этого пучка щетинок, например, в форме пленки из мягкого материала вокруг пучка или внутри пучка. Такое нанесение покрытия на пучок щетинок или в него происходит перед помещением в щетинкодержатель, а фиксирование происходит вместе с пучком щетинок в теле (т.е. непосредственно в том же глухом отверстии, соответственно, в той же выемке).
Более предпочтительно в щеточном поле могут предусматриваться также дополнительные элементы. Установка таких дополнительных элементов в принципе представляет собой дополнительный этап процесса, который выполняется перед размещением щетинок или же после размещения щетинок.
В качестве варианта фиксации может рассматриваться установка со щелчком. Она может осуществляться с подвижностью (в продольном или поперечном направлении). Может быть предусмотрено также и ориентирование во всех направлениях (например, за счет установки мягкоэластичного чистящего и/или массажного элемента после фиксации щетинок, соответственно, путем установки со щелчком в отверстие).
Однако, может также предусматриваться фиксирование аналогично фиксации щетинок (т.е. монтажный конец запрессовывается в теле).
Указанный дополнительный элемент предпочтительно выполнен как состоящий из двух частей элемент с основной частью, а также с функциональной частью. Основная часть при этом фиксируется в щетинкодержателе и предпочтительно выполнена из твердого материала. Функциональная часть монтируется на основной части и предпочтительно выполнена в форме отливаемых под давлением деталей из пеноматериала щетинок (Borstenschaumstoffteilen), отливаемых под давлением щетинок или отливаемые под давлением пластинок, т.е. отливаемых под давлением мягких элементов. Функциональная часть предпочтительно представляет собой деталь, полученную двухкомпонентным литьем под давлением. Такой дополнительный элемент может монтироваться на щетинкодержателе спереди и/или сзади.
У готовой головки щетки получаются, таким образом, различные основные характеристики в отношении щетинкодержателя, пучков щетинок, а также в отношении дополнительных элементов.
Захватная часть может быть получена методом одно- или многокомпонентного литья под давлением. При этом указанные компоненты могут вводиться только в ручку или же в головку.
В дальнейшем этот способ изготовления будет описан в общем, а также в различных предпочтительных вариантах выполнения.
Литье под давлением осуществляется в пресс-форме для литья под давлением (в соответствующей машине) предпочтительно в форме многокомпонентного литья под давлением. При этом материалы могут соединяться, а именно путем замыкания по материалу или путем адгезионного сцепления. Однако, возможно также, что эти материалы не соединяются, т.е., например, посредством геометрического замыкания создается соединение усадкой с подвижностью или, соответственно, с шарниром.
В общем могут использоваться методы литья под давлением как с обогреваемым литниковым каналом, с холодным литниковым каналом, так и с одновременным впрыском.
Предпочтительными способами установки щетинок здесь являются безанкерные методы.
В основном следует отметить, что щетинки не сгибаются по длине, и анкерная проволока не применяется. Таким образом, щетинки при этих методах имеют вдвое меньшую длину по сравнению со щетинками, используемыми при методах анкерной штамповки.
Процесс при первом предпочтительном варианте способа протекает следующим образом: сначала пучки щетинок отделяются, вслед за этим концы щетинок расплавляются, и непосредственно после этого эти концы щетинок заформовываются. Пучки щетинок могут здесь в общем сводиться, т.е. объединяться в один большой пучок.
Если такое заформовывание включает в себя также литье под давлением ручки, то говорят о так называемом инмолд-тафтинг методе (In Mold Tufting - IMT). Если сначала щетинки заформовываются с пластинками, а затем эти пластинки приформовываются к ручке, то говорят об интегрированном производстве с безанкерным креплением (Integrated Anchorless Production).
Процесс при втором предпочтительном варианте способа осуществляется следующим образом: сначала происходит литье под давлением пластинок для щетинок со сквозными отверстиями, вслед за этим доставляются щетинки и пропускаются через пластинку для щетинок, после этого щетинки с задней стороны расплавляются и сплавляются с пластинкой для щетинок, в заключение снабженная щетинками пластинка для щетинок сваривается с отдельно изготовленной ручкой методом ультразвуковой сварки.
Если пучки щетинок в ходе процесса могут сводиться, то может применяться так называемый метод безанкерного тафтинга (Anchor Free Tufting - AFT).
Процесс при третьем предпочтительном варианте способа проходит следующим образом: сначала происходит литье под давлением основного тела со сквозными отверстиями для щетинок в головной области, вслед за этим доставляются щетинки и проводятся через сквозные отверстия в головной области, затем щетинки с задней стороны расплавляются и вслед за этим расплав щетинок облицовывается мягким материалом (метод AMR, т.е. безанкерный метод с круглыми отверстиями).
Процесс при четвертом, в данном случае наиболее предпочтительном варианте способа проходит следующим образом: сначала отливается под давлением основное тело с глухими отверстиями, соответственно, с выемками в головной области, вслед за этим пучками доставляются щетинки, после этого щетинки пучками оплавляются, затем основное тело в головной области (т.е. щетинкодержатель) нагревается, например, до температуры стеклования, и в заключение оплавленные концы щетинок вводятся в глухие отверстия, соответственно, в выемки, и пучки щетинок по действием давления закрепляются в щетинкодержателе (т.е. размер глухих отверстий уменьшается и, соответственно, геометрия деформируется, и таким образом пучки щетинок закрепляются). При этом говорят о хот-тафтинг-методе (Hot Tufting - HT), как уже было описано выше.
В дальнейшем отдельные детали метода HT будут еще раз дополнительно рассмотрены подробнее.
Подготовка пучков щетинок предпочтительно предусматривает, что этим пучкам щетинок при оплавлении придается форма. Эта форма придается перед введением в щетинкодержатель за счет того, что к расплаву щетинок прикладывается давление. Так, например, могут создаваться скошенные пучки щетинок или веерообразные пучки щетинок.
В общем следует отметить, что в свою очередь несколько пучков могут образовывать один пучок щетинок.
Нагревание щетинкодержателя может производиться целенаправленно и, соответственно, управляемо. Например, нет необходимости в нагреве всей головки, соответственно, щетинкодержателя. Далее, зажимное устройство и/или устройство для прессования могут быть предусмотрены, например, в различных областях, различной формы и с различной температурой. В этом контексте может применяться, например, холодный нож (Kühlschwert), который может укладываться на определенные места щетинкодержателя или вдвигаться в щетинкодержатель (т.е. для парциального охлаждения).
На одном опционном промежуточном этапе этого варианта способа между пучками щетинок и щетинкодержателем может вводиться промежуточный слой.
Для этого, с одной стороны, может вкладываться пленка, т.е. пучки щетинок подаются через эту пленку, и пленка тем самым втягивается в отверстие для щетинок (т.е. пленка посредством пучков щетинок «прорубается» сквозь поверхность).
С другой стороны также может наноситься слой. При этом пучки щетинок сначала окунаются в текучую среду и только потом вводятся в щетинкодержатель (для этого как правило применяется вязкотекучая среда, например, воск). В порядке альтернативы на тело щетки тоже может напрыскиваться текучая среда.
Функция промежуточного слоя может заключаться в выдаче средств, соответственно, веществ (выброс химических веществ - Chemical Release). Далее, может улучшаться адгезия между пучком щетинок и основным телом (например, за счет добавок).
Кроме того, посредством промежуточного слоя промежуток между пучком щетинок и щетинкодержателем может полностью заполняться, например, чтобы обеспечить улучшенное закрепление. В заключение, посредством промежуточного слоя может также обеспечиваться оптический эффект в прозрачном щетинкодержателе (например, изменение цвета за счет введения высоко чувствительных добавок при соответствующем контроле прижимного усилия).
Ниже будут рассмотрены предпочтительные варианты объединения/фиксирования/прессования пучков щетинок.
Предпочтительно пучкам щетинок при объединении придается форма. Пучок щетинок помещается в щетинкодержатель, соответственно, пучок щетинок получает форму (давление на щетинки создает давление на расплав с целью деформации).
Далее, базирующий элемент для головки щетки может быть перемещаемым. За счет боковой подачи может обеспечиваться, например, запрессовывание пучков щетинок больше сбоку. Может быть также предусмотрена зона переменного давления (variable Presszone) на нижней стороне головки щетки.
На этапе прессования может также производиться, например, вырезка, так что при литье под давлением одной детали может получиться несколько конечных продуктов. Это может представлять интерес для однопучковых изделий для гигиены полости рта или же для косметических аппликаторов, таких, например, как кисточки для нанесения лака для ногтей. Таким образом они могут обрабатываться вместе вплоть до снабжения щетинками, а при снабжении щетинками разделяться на отдельные изделия.
Далее, на этапе прессования может также осуществляться процесс тиснения, т.е. посредством давления на щетинкодержателе, соответственно, головной части может выполняться, например, логотип.
Также могут вводиться дополнительные структуры. Например, может создаваться шероховатость поверхности, например, в виде шероховатости на щетинкодержателе, соответственно, на головной части. За счет этого может быть, с одной стороны, целенаправленно получен оптический эффект, что делает менее видимой заднюю сторону пучков щетинок. С другой стороны, может быть также достигнут, например, функциональный эффект в виде очистителя языка.
Далее, могут создаваться щетинкодержатели отличающейся формы, например, (особенно) плоское изготовление; может также дополнительно выдавливаться топография.
При замыкании глухих отверстий, соответственно, выемок могут, с одной стороны, создаваться наклонно стоящие пучки щетинок.
В первом варианте расположенная под углом выемка создается за счет получаемого при извлечении из формы глухого отверстия, соответственно, углубления. Щетинкодержатель вследствие этого приобретает выступающее скопление материала. Пучки щетинок попадают в глухое отверстие, соответственно, в выемку, и вслед за этим указанное глухое отверстие, соответственно, выемка замыкается посредством расплавленного скопления материала.
Во втором варианте создается асимметричная пластическая деформация, вследствие чего указанные скопления материала приобретают асимметричную форму, и когда эти скопления материала выдавливаются, глухое отверстие, соответственно, выемка становятся асимметричными; пучки щетинок в результате располагаются наклонно и принудительно удаляются из формы (извлечение из инструмента).
При замыкании глухих отверстий, соответственно, выемок, с другой стороны, может создаваться пучок щетинок веерообразной формы. Для этого пучки щетинок должны предоставляться предпочтительно круглыми, т.е., например, в круглом глухом отверстии. Указанные замыкающие элементы, соответственно, скопления материала здесь как правило не концентричны глухому отверстию, а выполнены продолговатыми (т.е. эти замыкающие элементы, соответственно, скопления материала проходят слева и справа от глухого отверстия).
Сдавливание замыкающих элементов, соответственно, скоплений материала приводит к тому, что образуется веер, а именно либо упорядоченный веер, либо веер с более плотным или несколько более широким центром (см. выше).
Формование обратных крючков, соответственно, жестких креплений для пучков щетинок происходит за счет вытеснения материала (т.е. в нагретом материале). При этом в первом варианте выдавливается получаемый первоначально при литье под давлением запас материала или, соответственно, позднее образовавшееся скопление материала.
Во втором варианте может происходить вытеснение материала из плоского щетинкодержателя. Для этого упомянутое зажимное устройство/устройство для прессования на своей торцевой стороне может иметь соответствующие выступы (например, пилообразные выступы или же бульбообразные выступы). Однако, может быть вполне достаточно посредством выполненной плоско торцевой стороны зажимного устройства и/или устройства для прессования сдавить соответственно нагретый материал, чтобы достичь достаточно хорошей фиксации, соответственно, закрепления пучков щетинок.
В еще одном предпочтительном варианте весь щетинкодержатель (при необходимости также все основное тело), включая пучки щетинок, пластически деформируется после их закрепления.
Данное изобретение в целом находит применение в щеточных изделиях для ухода за телом, для медицинских щеточных изделий, а также в щеточных изделиях для домашнего хозяйства.
В плане ухода за полостью рта это касается ручных зубных щеток в форме многоразовых зубных щеток (включая зубные щетки со сменными головками) или одноразовых зубных щеток. В качестве особой формы сюда входят однопучковые (Single Tuft) зубные щетки (для интердентальной чистки).
Далее, данное изобретение охватывает также электрические зубные щетки с различными формами движения головки щетки, соответственно, съемные щетки, например, осциллирующие, с плавающей головкой или совершающие возвратно-поступательное движение, или вибрирующие (или с комбинациями и наложениями вышеназванных форм движения).
Также данное изобретение пригодно для интердентальных чистящих элементов, в комбинации с отливаемыми под давлением элементами или без них, а также для очистителей языка (т.е. отдельные очистители языка или очистители языка, расположенные на зубной щетке).
В косметической области данное изобретение пригодно для щеточек для туши, аппликаторов для нанесения лака, соответственно, кисточек для нанесения лака (очень хорошо подходит для способа HT, так как проще, чем способ AFT). Такой метод изготовления включает в себя литьевое формование ручки с выемками на ручке спереди, причем для снабжения щетинками необходима опора сбоку. Данное изобретение пригодно и для других косметических изделий, таких как щетки для лица, аппликаторы, массажные приборы, кисточки для нанесения макияжа, кисточки для бритья, кисточки для прядей волос, щетки для волос или щеточки для ногтей.
Также данное изобретение пригодно для аппликаторов в медицинской технике, а также щеток для мытья посуды, щеток для мытья полов и швабр для домашнего хозяйства.
Для электрических зубных щеток возможны, кроме того, следующие приводы: редуктор с понижением 1:1 или с повышением 1:1, качающийся якорь (Schwinganker) (осциллирующее движение качающегося якоря передается непосредственно на съемные щетки, ось вращения головки щетки расположена, по существу, параллельно продольной оси электрической зубной щетки) или электромотор (непрерывное вращательное движение электромотора на 360° посредством редуктора преобразуется в осциллирующее вращательное движение головки щетки, ось вращения головки щетки расположена, по существу, перпендикулярно продольной оси электрической зубной щетки. В качестве накопителя энергии предпочтительно применяются одноразовые батарейки или аккумуляторы (NiMh-никель-металлогидридные, Li-Ion- литий-йонные). Зарядка происходит предпочтительно индуктивно или же непосредственно при штекерном соединении.
В плане терминологии здесь следует отметить, что в данном случае в качестве верхней или передней стороны зубной щетки принимается та сторона щетки, к которой прилегает большой палец. Верхняя или передняя сторона стандартно это также та сторона, на которую направлено щеточное поле.
В качестве левой стороны зубной щетки принимается та сторона, которая лежит слева, если смотреть перпендикулярно на переднюю сторону зубной щетки. Правая сторона в таком случае лежит справа.
В качестве нижней стороны головки, соответственно, несущей пластинки принимается та сторона, которая укладывается в выемку основного тела и обращена в направлении нижней стороны зубной щетки. Соответственно, верхняя сторона головной пластинки обращена в направлении верхней стороны зубной щетки.
Более предпочтительно данное изобретение касается щеточного изделия, в частности, зубной щетки, имеющей основное тело с головной частью, которая имеет переднюю и заднюю сторону, щетинкодержатель с выступающим из передней стороны щеточным полем; захватную часть; а также шеечную часть, соединяющую головную часть с захватной частью; причем щетинкодержатель снабжен щетинками безанкерным методом, и причем головная часть по меньшей мере частично выполнена из гибкого компонента материала.
Предпочтительно это щеточное изделие изготовляется методом AMR (AMR: безанкерный метод с круглыми отверстиями). Примерами других возможных способов изготовления являются метод IMT (In Mold Tufting), метод AFT (Anchor Free Tufting) или метод IAP (Integrated Anchorless Production).
При методе AFT (Anchor Free Tufting) стандартные, цилиндрические или заостренные щетинки, соответственно, пучки щетинок закрепляются на головной части или на несущей пластинке без помощи анкера. Скругленные щетинки при этом профилируются пучками и своими концами, противоположными свободным используемым концам, проводятся через проемы в щетинкодержателе, так что одна концевая область пучков щетинок выступает над нижней стороной щетинкодержателя. На этой выступающей над нижней стороной щетинкодержателя концевой области щетинки закрепляются путем оплавления, склеивания или сварки. Вслед за этим щетинкодержатель с закрепленными в нем стандартными щетинками фиксируется в выемке головной области зубной щетки, например, ультразвуковой сваркой. Выемка в головной области при этом специально подогнана под геометрию щетинкодержателя. Помимо стандартных щетинок щетинкодержатель или же головная область зубной щетки могут содержать мягкоэластичные массажные и чистящие элементы.
При методе IMT стандартные мягкие щетинки в машине для литья под давлением для закрепления заформовываются полимерным материалом (IMT).
Еще один тип машины для закрепления щетинок для изготовления зубных щеток безанкерным методом известен из DE 10 2006 026 712. В ней скомбинированы уже упомянутые выше способы. Несущая пластинка, снабженная пучками щетинок (аналогично снабженной щетинками несущей пластинке из метода AFT), укладывается в полость формы для литья под давлением, в которую вслед за этим, для закрепления и для образования остальной части головки щетки, впрыскивается под давлением полимерный материал.
В частности, в данном случае изготавливаются следующие щеточные изделия: ручные зубные щетки (одноразовые зубные щетки или многоразовые зубные щетки, соответственно, зубные щетки со сменными головками), интердентальные чистящие элементы (интердентальные щетки, флосстики (Flosser)), электрические зубные щетки (со всеми формами движения, как например, вращающимися, осциллирующими, поворачивающимися в стороны, перемещающимися возвратно-поступательно, вибрирующими, с комбинациями и наложениями упомянутых движений), очистители языка (простые очистители языка или расположенные на зубной щетке), щетки для ухода за телом или косметические щетки, как, например, щетки для волос, щетки для лица, щеточки для туши, кисточки для нанесения лака для ногтей, массажные приборы, аппликаторы для нанесения макияжа (например, кисточки для нанесения макияжа), кисточки для бритья, кисточки для прядей волос, медицинские аппликаторы, а также бытовые щетки, как, например, щетки для мытья посуды, щетки для мытья полов или швабры.
В одном предпочтительном варианте выполнения данного изобретения головная часть, захватная часть и/или шеечная часть выполнены из по меньшей мере одного твердого и/или одного или нескольких мягких компонентов материала. В каждом случае это зависит от конкретного желаемого выполнения соответствующего щеточного изделия.
В еще одном предпочтительном варианте выполнения данного изобретения твердый компонент/компоненты материала образован/образованы из полистиролов, например, стирол-акрилонитрила (SAN), полистирола (PS), акрилонитрил бутадиен стирола (ABS), сополимеризата стирола и метилметакрилата (SMMA) или стирол-бутадиена (SB); полиолефинов, например, полипропилена (PP) или полиэтилена (PE) (предпочтительно также в форме полиэтилена высокой плотности (HDPE) или полиэтилена низкой плотности (LDPE)); сложных полиэфиров, например, полиэтилентерефталата (PET) в форме модифицированного кислотой полиэтилентерефталата (PETA) или полиэтилентерефталата с добавлением гликоля (PETG), полибутилентерефталата (PBT), модифицированного кислотой полициклогексилен-диметилентерефталата (PCT-A) или полициклогексилен-диметилентерефталата с добавлением гликоля (PCT-G); производных целлюлозы, например, ацетата целлюлозы (CA), ацетобутирата целлюлозы (CAB), пропионата целлюлозы (CP), ацетатного фталата целлюлозы (CAP) или бутирата целлюлозы (CB); полиамидов (PA), например, PA 6.6, PA 6.10 или PA 6.12; полиметилметакрилата (PMMA); поликарбоната (PC); полиоксиметилена (POM); полихлорвинила (PVC); и/или из полиуретана (PUR) (т.е. термопласты). Эти материалы оказались особенно подходящими при изготовлении; однако, можно использовать также и другие твердые компоненты материала.
В другом предпочтительном варианте выполнения данного изобретения мягкий компонент/мягкие компоненты материала образованы из термопластичного полиуретанового эластомера (TPE-U); термопластичного эластомера на основе стирола (TPE-S) (например, предпочтительно из блок-сополимера стирола-этилен/бутилена-стирола (SEBS) или стирол-бутадиен-стирольного блок-сополимера (SBS)); термопластичного полиамидного эластомера (TPE-A); термопластичного полиолефинового эластомера (TPE-O) и/или термопластичного полиэфирного эластомера (TPE-E) (т.е. термопластичные эластомеры). Эти материалы оказались особенно подходящими при изготовлении; однако, возможны также и другие мягкие компонент материала.
В еще одном предпочтительном варианте выполнения данного изобретения мягкий компонент/мягкие компоненты материала имеют твердость по Шору А менее 90. В частности, с учетом применения в качестве очищающих/массажных элементов или в качестве очистителей языка может, тем самым, обеспечиваться щадящая обработка десен или, соответственно, ткани языка.
В еще одном предпочтительном варианте выполнения данного изобретения твердый компонент материала образован из полипропилена (PP) с модулем упругости от 1000 до 2400 Н/мм2, предпочтительно от 1200 до 2000 Н/мм2 и более предпочтительно от 1300 до 1800 Н/мм2. Благодаря этому может обеспечиваться гибкость, особенно подходящая для манипулирования щеточным изделием, а также для чистки зубов. Более предпочтительно использовать термопластичный эластомер на основе стирола (TPE-S), предпочтительно, например, блок-сополимер стирола-этилен/бутилена-стирола (SEBS) или стирол-бутадиен-стирольный блок-сополимер (SBS).
Более предпочтительно упомянутые термопласты полиэтилен (PE) и полиуретан (PUR) могут использоваться в рамках данного изобретения как в качестве твердого компонента материала, так и в качестве мягкого компонента материала.
В еще одном предпочтительном варианте выполнения данного изобретения указанный мягкий компонент/мягкие компоненты материала с указанным твердым компонентом /твердыми компонентами материала образуют замыкание по материалу, предпочтительно посредством облицовки методами двухкомпонентного или многокомпонентного литья под давлением. Таким образом может создаваться особенно стабильное соединение между отдельными компонентами.
В еще одном предпочтительном варианте выполнения данного изобретения щеточное поле содержит стандартные, экструдированные щетинки и/или резино-эластические массажно/чистящие элементы, и/или отливаемые под давлением щетинки. Этим может достигаться максимально широкая свобода формирования. Стандартные, экструдированные щетинки предпочтительно собираются в форме (круговых) круглых пучков щетинок или, соответственно, в виде геометрически иначе оформленных пучков щетинок (при необходимости треугольных, прямоугольных, ромбовидных, трапецеидальных, эллиптических, многоугольных, продолговатых, с углами или изогнутой формы).
В еще одном предпочтительном варианте выполнения данного изобретения материал, из которого образованы отливаемые под давлением щетинки (т.е. щетинки, изготовляемые посредством литья под давлением), имеет твердость по Шору D от 0 до 100, предпочтительно от 20 до 90, предпочтительнее от 30 до 80 и более предпочтительно от 40 до 70. В этих диапазонах может обеспечиваться особенно эффективное чистящее действие. Более предпочтительно, если отливаемые под давлением щетинки при этом образованы из полиамидного эластомера, предпочтительно Grillflex EG 5930 фирмы EMS Chemie AG; из полиэфирного эластомера, предпочтительно Riteflex 672 AF Nat или Riteflex RKX 193 RF Nat фирмы Ticona Polymers или Hytrel 7248 фирмы DuPont; и особенно предпочтительно из термопластичного полиуретана (TPU), предпочтительно Elastollan фирмы BASF или Desmopan фирмы Bayer. Эти материалы среди прочего обладают высокой износостойкостью и прочностью на износ.
В еще одном предпочтительном варианте выполнения данного изобретения стандартные, экструдированные щетинки образованы из полиамида (PA) или сложного полиэфира (PBT). Также благодаря этому обеспечиваются хорошее чистящее действие (т.е. у зубных щеток), а также обеспечивается хорошая прочность. Стандартные, экструдированные щетинки как правило имеют, по существу, цилиндрическую форму. Находящийся со стороны использования конец обрабатывается перед процессом закрепления щетинок, во время него или после него, чтобы при необходимости удалить острые кромки и получить максимально полукруглый конец щетинки.
Стандартные, экструдированные щетинки могут также иметь и заостренную форму (конусообразную), чтобы острыми концами проводить высокую очистку межзубных пространств.
Отливаемые под давлением и стандартные щетинки имеют плоское поперечное сечение с подобными размерами (например, 0,02-0,5 мм2).
Резино-эластические массажные/чистящие элементы, кроме того, предпочтительно выполнены из одного из вышеупомянутых мягких компонентов материала. Они как правило имеют значительно большее поперечное сечение (площадь поперечного сечения > 0,5 мм2), чем указанные отливаемые под давлением щетинки, и изготовляются из материалов с существенно меньшей твердостью по Шору.
Более предпочтительно в рамках данного изобретения в качестве твердого, мягкого компонента или материала для изготовления щетинок использовать полимерные биоматериалы, т.е. полимерные материалы, получаемые из воспроизводимого сырья (например, ацетат целлюлозы (CA), полимолочная кислота (PLA), полигидроксимасляная кислота (PHB) или термопластичные крахмалы).
В еще одном предпочтительном варианте выполнения данного изобретения стандартные, экструдированные щетинки, соответственно, пучки щетинок оплавлены на задней стороне щетинкодержателя, на концах, обращенных от стороны использования, и образующийся за счет этого ковер из расплава щетинок экструзией облицовывается покрытием (предпочтительно по меньшей мере частично из одного из вышеупомянутых компонентов материала). Точка впрыска предпочтительно находится на задней стороне головки щетки или в шеечной области.
Предпочтительно для этого используется мягкий компонент материала, а тем самым одновременно, за один и тот же рабочий ход изготовляются также очищающие/массажные элементы и/или очистители языка.
В порядке альтернативы для этого применяется материал, из которого изготавливаются отливаемые под давлением щетинки, а тем самым одновременно, за один и тот же рабочий ход получаются также отливаемые под давлением щетинки.
В порядке альтернативы для этого используется твердый материал, который одновременно, за один и тот же рабочий ход образует зону в шеечной области и/или в области ручки.
Таким образом может обеспечиваться особенно эффективное изготовление пластинок (т.е., например, без сварки, например, способом AFT (Anchor Free Tufting), и достигается связанная с этим экономия места (Platzverlust), например, для закрепления щетинок).
Материал отливаемых под давлением щетинок как правило не образует замыкание по материалу с твердым, мягким материалом или с ковром из расплава стандартных экструдированных щетинок. Для того, чтобы все-таки создать безупречное соединение, как правило создается геометрическое замыкание, например, посредством поднутрений, сквозных отверстий или заформовыванием.
Твердый и мягкий материал как правило не образуют замыкание по материалу с материалом отливаемых под давлением щетинок или с ковром из расплава стандартных экструдированных щетинок. Для того, чтобы все-таки создать безупречное соединение, как правило создается геометрическое замыкание, например, посредством поднутрений, сквозных отверстий или заформовыванием.
В еще одном предпочтительном варианте выполнения данного изобретения головная часть щеточного изделия, если смотреть в поперечном направлении, имеет слоистую структуру, при которой толщина щетинкодержателя (без ограничительных краев, соответственно, если смотреть помимо ограничительного края) составляет от 25% до 35%, толщина ковра из расплава составляет от 15% до 25%, и толщина покрытия составляет от 40% до 60% от общей толщины (D).
В еще одном предпочтительном варианте выполнения данного изобретения общая толщина (D) (готовой) головной части составляет от 2 до 6 мм, предпочтительно от 2,5 до 4 мм. Также возможны значения общей толщины менее 2,5 мм.
При очень тонкой конструкции (т.е. в диапазоне от 2,5 до 4 мм или менее) толщина щетинкодержателя составляет от 15% до 25%, толщина ковра из расплава от 15% до 25% и толщина покрытия составляет от 50% до 70% от общей толщины (D).
В очень гибких местах (т.е. в местах с утонением материала или, соответственно, с плоским шарниром и т.п.) толщина щетинкодержателя составляет от 25% до 45%, толщина ковра из расплава составляет от 0% до 35%, и толщина покрытия составляет от 30% до 55% от общей толщины (D).
Ковер из расплава может в этих местах прерываться или иметь предусмотренное утонение.
В еще одном предпочтительном варианте выполнения данного изобретения на передней стороне головной части расположены очищающие/массажные элементы, например, слоистые структуры из мягкого компонента материала, и более предпочтительно на задней стороне расположен головной части очиститель языка (тоже) из мягкого компонента материала. Благодаря этому повышается многофункциональность и эффективность применения щетки.
В еще одном предпочтительном варианте выполнения данного изобретения щеточное поле заходит в шеечную часть щеточного изделия. Это вызывает дополнительные положительные чистящие эффекты. Щеточное поле может содержать (стандартные экструдированные) пучки щетинок, имеющие различную форму. Оно может содержать также отливаемые под давлением щетинки и/или мягкоэластичные очищающие/массажные элементы.
В еще одном предпочтительном варианте выполнения данного изобретения щетинкодержатель выполнен в виде отдельно изготовляемых головных пластинок. В таком случае головная пластинка предпочтительно вставляется в корреспондирующую выемку в головной части. Под этой выемкой может пониматься сквозное отверстие или же пазообразная выемка (т.е. с дном, которое при необходимости в свою очередь имеет отверстия). Установка головной пластинки относительно головной части происходит предпочтительно посредством заформовывания мягким материалом. Возможна в принципе также установка, соответственно, фиксация посредством (ультразвуковой) сварки, приклеивания или же посредством механического монтажа (например, посредством блокировки в заданном положении или, соответственно, защелкиванием на головной части).
В еще одном предпочтительном варианте выполнения изобретения щетинкодержатель (соответственно, головная пластинка) имеет отверстия под щетинки (в частности, для круглых пучков щетинок) и/или отверстия (в частности, при необходимости для треугольных, прямоугольных, квадратных, ромбовидных, трапецеидальных, серповидных, эллиптических, многоугольных, продолговатых, имеющих углы пучков щетинок) для проведения насквозь (стандартных) щетинок. Отливаемые под давлением щетинки могут отливаться под давлением, например, (также) через отверстия под щетинки, соответственно, отверстия щетинкодержателя (соответственно, головной пластинки). В порядке альтернативы на передней стороне щетинкодержателя, состоящего предпочтительно из твердого материала, выполняется слой из материала отливаемых под давлением щетинок.
Отверстия под щетинки, соответственно, отверстия в предлагаемом изобретением щетинкодержателе в случае геометрических форм с углами имеют закругленные угловые области с радиусом от 0,2 мм до 2 мм, предпочтительно от 0,2 мм до 0,8 мм. Отверстия под щетинки, соответственно, отверстия в более предпочтительном варианте имеют заходные скосы для (стандартных) пучков щетинок, а именно по меньшей мере с той стороны, с которой щетинки, соответственно, пучки щетинок вводятся в щетинкодержатель. Также для отливаемых под давлением щетинок на щетинкодержателе могут быть предусмотрены соответствующие скосы, которые могут работать как своего рода сопла (при необходимости они могут быть более явновыраженными, чем указанные заходные скосы для введения стандартных щетинок).
В общем, в плане терминологии здесь следует отметить, что указанная верхняя, соответственно, передняя сторона как правило также является той стороной, из которой выступает щеточное поле (т.е. своими свободными используемыми концами).
Особенно предпочтительно, если щетинкодержатель (соответственно, головная пластинка) на своей задней стороне имеет окружной ограничительный край для расплава щетинок соответственно, покрывного материала. Ограничительный край предпочтительно служит также для изготовления соединения с замыканием по материалу с указанным покрывным компонентом. Это получается, в частности, если щетинкодержатель изготовлен из твердого материала, а покрывной состоит из мягкого компонента материала.
Нижней, соответственно, задней стороной щеточного изделия соответственно, зубной щетки, в свою очередь, называется сторона, обращенная от щеточного поля (со свободными используемыми концами).
В качестве левой стороны щеточного изделия, соответственно, зубной щетки в свою очередь обозначается та сторона, которая лежит слева, если смотреть перпендикулярно верхней, соответственно, передней стороне, а захватная часть ориентирована в направлении смотрящего. Правая сторона щеточного изделия, соответственно, зубной щетки лежит в таком случае справа.
Нижней, соответственно, задней стороной головной пластинки (т.е. в случае отдельно выполняемого щетинкодержателя) называется та сторона, которая вкладывается в соответствующую выемку головной части и обращена в направлении нижней, соответственно, задней стороны зубной щетки. Соответственно, указанная верхняя, соответственно, передняя сторона головной пластинки обращена в направлении верхней, соответственно, передней стороны щеточного изделия соответственно, зубной щетки.
Другой аспект данного изобретения касается способа изготовления щеточного изделия, в частности, зубной щетки, содержащей основное тело с головной частью, которая имеет переднюю и заднюю стороны; щетинкодержатель с выступающим из передней стороны щеточным полем; и захватную часть, а также шеечную частью, соединяющую головную часть с захватной частью, причем способ включает в себя следующие этапы:
(a) литье под давлением основного тела вместе со щетинкодержателем из одного или нескольких твердых и/или мягких компонентов материала;
(b) помещение основного тела со щетинкодержателем как одной детали в первую половину инструмента для закрепления щетинок;
(c) проведение щетинок соответственно, пучков щетинок насквозь через отверстия под щетинки соответственно, отверстия в щетинкодержателе в корреспондирующие выемки под щетинки этой первой половины инструмента;
(d) наплавление выступающих над щетинкодержателем крепежных концов (концов, противоположных используемой стороне) щетинок соответственно, пучков щетинок на щетинкодержатель;
(e) образование полости формы для литья под давлением путем помещения второй половины инструмента на первую половину инструмента;
(f) литье под давлением дополнительного компонента материала - предпочтительно мягкого компонента материала или компонента материала для изготовления отливаемых под давлением щетинок - для покрытия расплава щетинок.
Опционально на этапе (f) с используемым компонентом материала за один и тот же рабочий ход уже могут изготовляться дополнительные очищающие/массажные элементы и/или массажные структуры, и/или очистители языка, и/или отливаемые под давлением щетинки, и/или зоны в шейке или ручке, и/или дополнительные компоненты ручки.
Предпочтительно согласно дополнительному этапу (g) вторая половина инструмента заменяется, или изделие перекладывается в другой инструмент, и под давлением отливается дополнительный компонент материала, а именно предпочтительно еще один компонент материала, предпочтительно мягкий компонент материала или компонент материала для изготовления отливаемых под давлением щетинок, для отформовывания готового покрытия. Этот этап (g) может повторяться как угодно часто (т.е., например, для создания дополнительных очищающих/массажных элементов и/или массажных структур, и/или очистителей языка, и/или дополнительных зон в ручке, и/или дополнительных компонентов ручки, и/или отливаемых под давлением щетинок; в отношении возможных компонентов материала следует сослаться на приведенные выше перечни), прежде, чем указанное щеточное изделие будет окончательно извлечено из инструмента для литья под давлением и упаковано.
Этап (f) включает предпочтительно так называемый предохранительный слой (Safety-Shot), т.е. первое предохранительное покрытие расплава щетинок при необходимости относительно небольшим количеством материала, предпочтительно мягким материалом. Этап (g) в том случае, если этап (f) выполняется как предохранительный слой, включает в себя так называемый формирующий слой (Forming-Shot), посредством которого создается полностью готовое покрытие. Однако, возможно также, что уже на этапе (f) отливается под давлением указанное полностью готовое покрытие. Однако, возможно также, что на этапе (f) указанным покрытием, как упоминалось выше, уже снабжаются дополнительные элементы. В таком случае этап (f) можно было бы сравнить с этапом (g).
Вместо этапа (f) ковер из расплава (расплав щетинок) также может покрываться предварительно изготовленным защитным колпачком предпочтительно из твердого материала. Этот защитный колпачок затем неразъемно соединяется с твердым материалом (например, посредством ультразвуковой сварки) или закрепляется механически (например, посредством защелкивания).
Другой вариант способа включает в себя изготовление щеточного изделия, в частности, зубной щетки, содержащей основное тело с головной частью, которая имеет переднюю и заднюю стороны и щетинкодержатель с выступающим из передней стороны щеточным полем, и с захватной частью, а также с шеечной частью, соединяющей головную часть с захватной частью, и содержит следующие этапы:
(a) литье под давлением щетинкодержателя из одного или нескольких твердых и/или мягких компонентов материала;
(b) отдельное литье под давлением основного тела из одного или нескольких твердых и/или мягких компонентов материала;
(c) помещение щетинкодержателя в первую половину инструмента для закрепления щетинок;
(d) проведение щетинок, соответственно, пучка щетинок сквозь отверстия под щетинки, соответственно, отверстия в щетинкодержателе в корреспондирующие выемки под щетинки первой половины инструмента;
(e) наплавление выступающих над щетинкодержателем крепежных концов щетинок, соответственно, пучков щетинок на щетинкодержатель;
(f) образование полости формы для литья под давлением путем помещения второй половины инструмента на первую половину инструмента;
(g) литье под давлением другого компонента материала, предпочтительно мягкого компонента материала для покрытия расплава щетинок (опционально уже на этапе (h) с используемым компонентом материала за один и тот же рабочий ход могут изготовляться дополнительные очищающие/массажные элементы и/или массажные структуры, и/или очистители языка, и/или отливаемые под давлением щетинки, и/или зоны в шейке и ручке, и/или другие компоненты ручки);
(i) стыковка щетинкодержателя и основного тела;
(j) перекладывание или замена второй половины инструмента и литье под давлением другого компонента материала, предпочтительно другого мягкого компонента материала и/или компонента материала для изготовления отливаемых под давлением щетинок для отформовывания дополнительного покрытия.
Этап (j) может повторяться как угодно часто (т.е., например, для создания дополнительных чистящих/массажных элементов и/или массажных структур, и/или очистителей языка, и/или дополнительных зон в ручке, и/или дополнительных компонентов ручки, и/или отливаемых под давлением щетинок; в отношении возможных компонентов материала следует сослаться на вышеприведенные перечни), прежде чем щеточное изделие будет извлекаться из инструмента и упаковываться.
Этап (h) предпочтительно включает в себя так называемый предохранительный слой, т.е. нанесение первого предохранительного покрытия на расплав щетинок (на ковер из расплава) при необходимости относительно малым количеством мягкого материала. Этап (j) в том случае, если на этапе (h) выполнен предохранительный слой, включает в себя так называемый формирующий слой, посредством которого создается полностью готовое покрытие. Однако, возможно также, что указанное полностью готовое покрытие наносится экструзией уже на этапе (h). Однако, возможно также, что на этапе (h) дополнительные элементы уже получаются с покрытием, как упоминалось выше. В таком случае этап (h) можно было бы сравнить с этапом (j).
В одном предпочтительном варианте выполнения этап (i) может также осуществляться уже после этапа (e), причем эти этапы (h) и в данном случае (j) следуют друг за другом. Предпочтительно при стыковке щетинкодержателя и основного тела согласно этапу (i) щетинкодержатель (например, в форме головной пластинки) вкладывается или вставляется со щелчком в выполненное корреспондирующим с ним отверстие головной части (которое определяется, например, рамочным элементом). При необходимости на дополнительном этапе литья под давлением (предпочтительно с мягким материалом и/или материалом для изготовления отливаемых под давлением щетинок) создается соединение с головной частью (и при необходимости также с шеечной частью).
В одном благоприятном, а также сокращенном варианте эти этапы (h) и (j) могут даже быть совсем исключены.
Также посредством дополнительной детали составной формы или, соответственно, дополнительных деталей составной формы (и/или соответственно выполненных кассет) предварительно упрочненная ручка с шеечной частью может быть приформована к отдельно изготовленному щетинкодержателю, так что щетинкодержатель (один) образует головную часть готового щеточного изделия (т.е. без рамочного элемента).
Между этапами способа могут иметь место перерывы с соответствующим промежуточным хранением или же накоплением полуфабрикатов.
Разумеется, необходима также транспортировка по меньшей мере между определенными этапами, чтобы могла быть реализована последовательность этапов.
Изготовление щетинок дополнительно не описывается. Оно осуществляется, например, так, как раскрыто в EP 2 130 454 A1.
Далее, данное изобретение касается инструмента для изготовления щеточного изделия, в частности, зубной щетки, содержащей основное тело с головной частью, которая имеет переднюю и заднюю сторону, и щетинкодержатель с выступающим из передней стороны щеточным полем, и с захватной частью, а также с шеечной частью, соединяющей головную часть с захватной частью, причем указанный инструмент содержит:
первую половину инструмента для закрепления щетинок на щетинкодержателе с выемками под щетинки для приема щетинок или, соответственно, пучков щетинок, а также с приемной выемкой для укладки щетинкодержателя, причем инструмент может использоваться как для снабжения щетинками, так и для литья под давлением;
вторую половину инструмента для литья под давлением, которая может помещаться на первую половину инструмента, и которая содержит полость, которая, при необходимости вместе со свободными областями приемной выемки первой половины инструмента, определяет полость формы для литья под давлением.
Предпочтительно выемки под щетинки, начинаясь от дна указанной приемной выемки, проходят в корпус первой половины инструмента. Выемки под щетинки могут при этом иметь различную или одинаковую длину (это зависит от конкретного желаемого профиля щетинок). Более предпочтительно, если указанные выемки под щетинки имеют впускные отверстия для щетинок, которые предпочтительно корреспондируют с отверстиями под щетинки, соответственно, с отверстиями во вставляемом щетинкодержателе. Таким образом могут обрабатываться пучки щетинок любой формы (круглые пучки, треугольные пучки, прямоугольные пучки, квадратные пучки, ромбовидные пучки, трапецеидальные пучки, серповидные пучки, эллиптические пучки, многоугольные пучки, изогнутые пучки и т.д.). Выемки под щетинки как правило проходят внутрь тела инструмента перпендикулярно, возможны также варианты выполнения с наклонно проходящими выемками под щетинки.
Особенно предпочтительно, если все или по меньшей мере некоторые выемки под щетинки выполнены сквозными (т.е. они открыты с обеих сторон тела инструмента). Для таких сквозных выемок под щетинки более предпочтительно предусмотреть штифты (разной длины), которые могут помещаться с противоположной впускным отверстиям для щетинок стороны первой половины инструмента в соответствующие корреспондирующие выемки под щетинки. Таким образом ограничивается глубина установки щетинок, соответственно, пучков щетинок, и могут быть созданы варианты топографии или, соответственно, профилей щетинок с большой вариабельностью. Предпочтительно указанные штифты вставляются в выемки под щетинки до упора в корпусе инструмента, и затем они больше не перемещаются в этих выемках под щетинки. Эти штифты предпочтительно имеют головку штифта и стержень штифта. Стержень штифта на своем свободном конце предпочтительно имеет вогнутую выемку или, соответственно, скругление.
Вторая половина инструмента особенно предпочтительна при многокомпонентном литье под давлением и выполнена соответствующим образом. При этом она может быть пригодна и для технологий с обогреваемым литниковым каналом, с холодным литниковым каналом, или с одновременным впрыском и т.д. Более предпочтительно полость второй половины инструмента корреспондирует с указанной приемной выемкой первой половины инструмента и находящимся в первой половине инструмента телом.
В дальнейшем будут рассмотрены другие предпочтительные варианты выполнения, соответственно, детали щеточного изделия, способа, а также инструмента согласно данному изобретению.
Щетинкодержатель
Щетинкодержатель предпочтительно содержит отверстия под щетинки (соответственно, отверстия), перемычки между этими отверстиями под щетинки (соответственно, отверстиями), окружной ограничительный край (предпочтительно на своей задней стороне), а также при необходимости массажные/чистящие элементы из мягкого материала и/или отливаемые под давлением щетинки из соответствующего компонента материала. Щетинкодержатель может иметь различное геометрическое выполнение, например, в форме пластинки (плоский), изогнутый или, соответственно, сводчатый или волнистый (в продольном или поперечном направлении).
Щетинкодержатели предпочтительно формуются из твердого компонента материала.
Щетинкодержатель, например, с учетом технологий соединения материалов - поскольку требуется материал для дополнительных этапов обработки - может быть выполнен из очень тонкого твердого материала (т.е. толщиной 1 мм или менее). С другой стороны, этот (тонкий) твердый материал по меньшей мере частично может также облицовываться мягким материал и/или материалом для образования отливаемых под давлением щетинок, чтобы обеспечить сочетание гибкости и стабильности.
В одном варианте щетинкодержатель может быть также отформован из мягкого материала (например, из TPE) или материала для изготовления отливаемых под давлением щетинок. Стандартные, экструдированные щетинки в таком случае не зафиксированы в твердом материале. Таким образом, щетинкодержатель в этом случае имеет поверхность из мягкого материала с отверстиями под щетинки, соответственно, с отверстиями в ней и соответственно выполнен (очень) гибким. Щетинки пропускаются сквозь это мягкий материал.
Опционально для щетинкодержателя возможна также комбинация из указанных материалов и сочетание соответствующих свойств.
Ограничительный край как рамка окружает щетинкодержатель, соответственно, его заднюю сторону, несущую щетинки. Ограничительный край из соображений стабильности предпочтительно выполнен из твердого материала, однако это не является обязательно необходимым. Щетинкодержатель, таким образом, выполняется, например, в форме головки теннисной ракетки, и имеет твердый ограничительный край, а также относительно мягкую, гибкую (например, по типу батута) внутреннюю плоскость.
Такая слоистая структура, если смотреть в поперечном сечении (т.е. не на край) - (сверху вниз), построена при этом следующим образом:
Мягкий материал - ковер из расплава - мягкий материал. Другими слоями ковер из расплава согласно этому варианту выполнения расположен по типу сэндвича между слоями из мягкого материала. При этом для верхнего и нижнего слоев могут также использоваться различные мягкие материалы. Щетинки пропускаются сквозь мягкий материал (например, TPE). Вместо мягкого материала с одной или с обеих сторон ковра из расплава опционально может быть предусмотрен материал для отливаемых под давлением щетинок.
В другом варианте выполнения щетинкодержатель содержит гильзы и мягкий материал. При этом гильзы выполнены из твердого компонента материала. Соединение, соответственно, промежуточное пространство между отдельными гильзами предпочтительно образовано из мягкого материала. Это соединение может быть выполнено по типу мембраны (т.е. сплошной поверхности между отдельными гильзами) или же по типу сетки (т.е. имеются отдельные соединения, соответственно, соединительные перемычки между гильзами, не сплошная поверхность соединения). Каждый пучок щетинок, соответственно, каждая щетинка при этом расположены в гильзе.
Облицовка с задней стороны (соответственно, покрытие) может быть выполнена по всей поверхности, или, по существу, только позади гильз, или позади гильз и на соединительных перемычках (при выполнении по типу сетки).
В целом справедливо правило, что, если в щеточном поле используется мягкий материал, то мягкоэластичные элементы (очищающие/массажные элементы) в щеточном поле предпочтительно формируются перед закреплением щетинок. То же относится и выполнению для отливаемых под давлением щетинок из соответствующего компонента материала.
В еще одном варианте щетинкодержатель может быть выполнен прозрачным (а также и ручка щеточного изделия). Щетинкодержатель в таком случае соответственно изготовлен из прозрачного или просвечивающего материала, т.е. реализуется почти совсем прозрачное щеточное изделие (в данном случае это проще сделать, чем при методе Anchor Free Tufting (AFT).
Мягкий материал для покрытия (т.е. полимерный материал, которым выполняется облицовывание) может быть просвечивающим или матовым. Таким образом, единственной непрозрачной областью в этом щеточном изделии был бы ковер из расплава и/или тот полимерный материал, которым выполняется облицовывание. В всяком случае основное тело щеточного изделия в области шейки и в граничной области с головкой щетки может стать несколько хрупким вследствие этого способа обработки/изготовления. Однако, эта хрупкость может быть снижена путем целенаправленного применения процесса вытяжки (описанного, например, в EP 2 347 673 A1).
В плане геометрии/формы щетинкодержателя в рамках данного изобретения возможны различные варианты, как уже описывалось выше.
Так, щетинкодержатель может иметь определенные отверстия под щетинки, соответственно, отверстия, которые не заполняются стандартными, экструдированными щетинками, соответственно, пучками щетинок. В таком случае в результате образуются сквозные отверстия в ковре из расплава, который образуется оплавленными, соответственно, приваренными концами щетинок в других отверстиях под щетинки, соответственно, в отверстиях. Не заполненные отверстия под щетинки, соответственно, отверстия могут использоваться, например, следующим образом: мягкий компонент, соответственно, компонент покрытия может впрыскиваться под давлением через снабженный этими отверстиями (с пробелами) ковер из расплава, соответственно, через сквозные отверстия (например, для получения очищающих/массажных элементов из мягкого материала и/или отливаемых под давлением щетинок из соответствующего компонента материала между стандартными пучками щетинок) или эти сквозные отверстия оставляются в конечном продукте (например, для промывки водой или чтобы вымывать через эти отверстия среды/жидкости/пасты).
Топография щетинкодержателя может иметь форму, например, (не прямого) продольного профиля, (не прямого) поперечного профиля или комбинации из (не прямых) продольного и поперечного профилей (3D-профиль).
В одном варианте предусмотрен профиль в форме волны (или же нескольких волн), которая проходит по длине и/или ширине щетинкодержателя (соответственно, проходят).
Выполнение в форме одной волны рассматривается только в качестве примера и здесь приводится как пример непрямой, соответственно, не плоской топографии. Разумеется, рассматриваемые варианты выполнения распространяются также и на не прямые, соответственно, не плоские топографии.
При таком способе изготовления применяется, например, выполненная соответственно волнистой полость формы для литья под давлением. Такая волна щетинкодержателя отформована, конечно, на передней стороне щетинкодержателя. Предпочтительно она может быть также сформирована и на задней стороне, однако, возможно также, что задняя сторона выполнена плоской, и варьируется только толщина щетинкодержателя. Оплавочный штамп (Ansengstempel) (соответственно, горячий штамп (Heizstempel)) для расплавления щетинок в таком случае может быть выполнен соответственно волнистым или плоским. Фиксирование в основном теле в случае такого волнистого формообразования головной пластинки как щетинкодержателя происходит посредством литья под давлением, поскольку сварка либо невозможна, либо возможна лишь с трудом.
В другом варианте выполнения все щетинки выступают на одинаковое расстояние от передней стороны щетинкодержателя (т.е. этот профиль щетинок соответствует топографии щетинкодержателя, во всяком случае с его передней стороны). Также имеется возможность, что топографию имеет только передняя сторона щетинкодержателя, но не задняя сторона щетинкодержателя. Топография может быть также и на передней стороне, и на задней стороне щетинкодержателя (сварка невозможна, поскольку сложная сварочная геометрия).
В еще одном возможном варианте щетинкодержатель может иметь одну или несколько сквозных просечек и/или прорезей. Прорезь в щетинкодержателе может определять, например, расщепленную головную часть (т.е. в продольном направлении), чтобы обеспечить особую гибкость. Эта прорезь может быть выполнена прямой, волнистой, пилообразной или зубчатой формы.
Прорезь может также проникать в головную часть сбоку. Они могут быть расположены относительно продольной оси под острым или, соответственно, тупым углом, или перпендикулярно. В головке могут быть также предусмотрены несколько прорезей.
Для обеспечения дополнительной гибкости в щеточном поле могут быть предусмотрены, например, плоские шарниры в области щетинкодержателя (т.е. в области соединительных поверхностей, соответственно, перемычек между отверстиями под щетинки, соответственно, между отверстиями) и/или ограничительного края. Под плоским шарниром в данном случае понимается снижение толщины материала в определенных областях. При этом могут быть образованы шарниры, проходящие поперек или вдоль продольной оси щеточного поля, или же комбинации из них. При этом поперечные шарниры придают гибкость в продольном направлении. Продольные шарниры создают боковую гибкость, например, в виде боковых крылышек.
В одном варианте шарниры могут быть также расположены в форме листка клевера, т.е. предусмотрено несколько шарниров, ориентированных относительно продольной оси щеточного поля не прямо, т.е. перпендикулярно или параллельно, которые формируют, например, круглые или, соответственно, эллиптические участки поверхности со щетинками. Шарниры могут быть расположены также косо, например, X-образно или звездообразно. Естественно, упомянутые выше сквозные просечки, соответственно, прорези могут также комбинироваться с плоскими шарнирами. Также могут концы этих просечек, соответственно, прорезей переходить в области со сниженной толщиной материала.
Предпочтительно плоские шарниры (и при необходимости также сквозные прорези или просечки), если они предусмотрены как в соединительных поверхностях, соответственно, перемычках, так и в ограничительном крае, в продольном, соответственно, в поперечном направлении расположены в одном и том же положении.
В зонах утонения материала, соответственно, в зонах плоских шарниров может быть предусмотрен твердый и/или мягкий материал.
В качестве еще одного варианта плоские шарниры могут быть по меньшей мере частично покрыты или заполнены мягким материалом. Например, таким образом в щетинкодержателе могут быть образованы твердые/мягкие мостики, т.е. тонкие мостики твердого материала (плоские шарниры) облицованы мягким материалом.
В зонах утонения материала, соответственно, плоских шарниров могут быть предусмотрены очищающие/массажные элементы из мягкого материала и/или отливаемые под давлением щетинки из соответствующего материала.
В качестве еще одного варианта в держателе могут быть предусмотрены также (чистые) мостики мягкого материала. Это означает, что несколько частичных областей, соответственно, элементов щетинкодержателя соединены друг с другом только посредством мягкого материала (и при необходимости в соответствующей геометрической форме).
В другом варианте выполнения предусмотрен прерывистый ограничительный край. Поскольку ограничительный край выполнен подобно рамке, он обеспечивает стабильность щетинкодержателя. Ограничительные края также могли бы прерываться или ослабляться в одном или нескольких местах, т.е. опускаться до самой соединительной поверхности, соответственно, до соединительных перемычек щетинкодержателя. Это может, например, также сочетаться с плоскими шарнирами. Ограничительный край может также состоять из различных материалов. Так, в гибкой зоне он может состоять из более мягкого материала (например, мягкого материала или материала для отливаемых под давлением щетинок), а в жесткой зоне - из более твердого материала (например, из твердого материала).
В другом варианте выполнения щетинкодержатель имеет одну или несколько сквозных продольных или поперечных прорезей, так что получается расщепленная головная часть (см. выше). Такую тоже было бы сложнее реализовать стандартным методом AFT, поскольку эта головка была бы слишком большой, так как по краям потребовались бы сварочные поверхности/промежутки (кроме того, эти промежутки в области продольной щели между отдельными пучками щетинок были бы слишком велики, а щеточное поле тем самым имело бы слишком много отверстий). К тому же, благодаря размеру, отдельные крылышки расщепленной головной части оказываются довольно гибкими, так что при необходимости пластинки при методе AFT не удерживались бы оптимально.
Расщепленная головка определяет как правило открытую геометрию, т.е. прорезь выходит наружу (соответственно, открыта на своем внешнем конце). Прорези предпочтительно выполнены прямыми, волнообразными, зубчатой формы или пилообразными.
Головка щеточного изделия за счет прорезей состоит из нескольких частей (т.е. несколько отдельных сегментов щетинкодержателя содержат стандартных экструдированных щетинок, соответственно, пучков щетинок и/или же других чистящих и массажных элементов, и/или же отливаемых под давлением щетинок).
В одном варианте эта головка, соответственно, головная часть щеточного изделия выполнена в форме листка клевера, т.е. соответствующие просечки направлены наклонно внутрь, т.е., по существу, в направлении центра геометрии из щетинок.
В одном варианте расщепленная головка размещается на захватной части. Щетинкодержатель при этом (только) на своем не расщепленном конце соединяется с шеечной частью, причем шеечная часть проходит вплоть до свободных концов щетинок, и переход к головной части происходит по этим свободным концам щетинок. Крылышки расщепленного щетинкодержателя в направлении к ручке щеточного изделия свободно отстоят от шейки, соответственно, от захватной части, и являются гибко подвижными относительно переднего конца (т.е. как правило по меньшей мере в направлении шейки и захватной части). Подобное может быть реализовано также со щетинкодержателями с просечками.
В другом варианте выполнения прорезь, соответственно, выемка не выходит наружу (т.е. за геометрию щетинкодержателя), т.е. имеет место замкнутая геометрия. Также и этот вариант по приведенным выше причинам сложно реализовать методом AFT. Такая прорезь в одном варианте имеет U-образную форму, так что внутри плоскости щетинкодержателя выполняется гибкий язычок, лежащий внутри щеточного поля.
Однако, гибкие структуры щетинкодержателя могут также комбинироваться со структурами, которые зафиксированы. Так, не обязательно все пучки щетинок должны иметь возможность движения относительно захватной части будущего щеточного изделия; например, зафиксированный элемент может быть расположен в середине щетинкодержателя, а гибкие элементы снаружи.
В другом варианте выполнения данного изобретения один или несколько островков твердого материала могут быть расположены на задней стороне щетинкодержателя. Они могут, с одной стороны, в конечном продукте выступать через покрытие, чтобы образовывать элементы очистителя языка или же стабилизирующие элементы для дальнейшей обработки.
С другой стороны, эти островки твердого материала также могут быть закрыты покрытием. При этом речь может идти, например, о местах закрепления полимерного материала (т.е. для изготовления соединения между покрывающим полимерным материалом и щетинкодержателем) или же об абляционных структурах для удерживания, соответственно, фиксации ковра из расплава (т.е. эти абляционные структуры деформируются горячим штампом и «раздавливаются» по расплаву, соответственно, вдавливаются в расплав). Могут возникать структуры в форме заклепок или грибовидные структуры.
Отверстия под щетинки, соответственно, отверстия (в щетинкодержателе)
Расположение отверстий под щетинки, соответственно, сквозных отверстий в геометрии щетинкодержателя является в принципе свободным, оно может быть, например, симметричным, асимметричным и т.д.
В принципе в данном случае под отверстиями под щетинки понимаются круглые отверстия для приема круглых пучков щетинок, состоящих из стандартных, экструдированных щетинок, а под отверстиями других геометрических форм понимаются, например, отверстия для треугольных, прямоугольных, квадратных, ромбовидных, трапецеидальных, серповидных, эллиптических, многоугольных, изогнутых, продолговатых или угловатых пучков щетинок, состоящих из стандартных, экструдированных щетинок или, при необходимости, для отдельных щетинок, состоящих из стандартных, экструдированных волокон.
В отношении расстояния щетинок, соответственно пучков щетинок от внешней кромки в принципе справедливо, что щетинки соответственно, пучки щетинок могут располагаться близко к внешнему краю щеточного изделия, так как согласно данному способу как раз и не требуется поверхностей для возможной сварки (опять же по сравнению со способом AFT), во всяком случае предусмотрен ограничительный край (т.е. на задней стороне). Таким образом, может быть реализована сравнительно узкая головка щетки. К тому же на более узком пространстве может быть размещено больше пучков щетинок, т.е. расстояния между отдельными пучками могут быть уменьшены. В результате повышается плотность пучка.
Расстояния от самой внешней кромки щетинкодержателя до, соответственно, самого внешнего пучка (пучков) составляют предпочтительно от 0,5 мм до 3 мм, более предпочтительно от 0.5 мм до 1,5 мм.
Отверстия под щетинки могут располагаться вплоть до шеечной части. Это открывает новую возможность, так как согласно данной технологии сварка не осуществляется (сварка может привести к хрупкости тела из полимерного материала). Это становится возможным за счет покрытия, соответственно, облицовки задней стороны щетинкодержателя (изготовление покрытия расплава щетинок).
В качестве форм для отверстий под щетинки, соответственно, отверстий могут рассматриваться треугольные, прямоугольные, квадратные, ромбовидные, трапецеидальные, серповидные, эллиптические, многоугольные, (круговые) круглые, овальные или n-угольной формы (однако, в принципе должен получаться замкнутый контур). Другие конкретные варианты выполнения представляют собой отверстия в форме изогнутых контуров или отдельных щетинок, соответственно, микро-пучков или же пучков щетинок с поверхностным ковром щетинок (очень большие пучки щетинок).
В рамках данного изобретения предпочтительны следующие размерные данные: длина отверстий под щетинки, соответственно, отверстий составляет от 0,5 мм до 4 мм, предпочтительно от 1 мм до 2 мм (это соответствует также размеру соответствующего пучка щетинок). Для ширины отверстий под щетинки соответственно, отверстий действительны те же размерные данные, что и для длины.
Площадь (поперечного сечения) отверстий под щетинки, соответственно, отверстий составляет от 0,5 мм2 до 25 мм2, предпочтительно от 2 мм2 до 6 мм2.
Минимальные пучки (микро-пучки) располагают очень небольшим числом стандартных, экструдированных щетинок. Они могут содержать от 2 до 25, предпочтительно от 3 до 20 стандартных щетинок.
Пучки щетинок с протяженным по поверхности ковром щетинок располагают очень большим числом стандартных, экструдированных отдельных щетинок. Они могут содержать от 200 до 2000, предпочтительно от 500 до 1500 стандартных щетинок.
Для перемычек/соединительных поверхностей между отверстиями под щетинки соответственно, отверстиями действительно, что они разделяют отдельные пучки щетинок и одновременно образуют рамку для пучков, соответственно, для ковра из расплава.
Перемычки/соединительные поверхности имеют ширину по меньшей мере от 0,3 мм до 2 мм, предпочтительно от 0,4 мм до 1,3 мм (размер между отверстиями под щетинки, измеренный по передней стороне щетинкодержателя). Эти перемычки/соединительные поверхности имеют высоту по меньшей мере от 0,3 мм до 2 мм, предпочтительно от 0,5 мм до 1,5 мм (общая высота отдельной перемычки). Однако, не все перемычки/соединительные поверхности имеют такие размеры, эти размеры следует понимать как минимальные.
В качестве еще одного варианта на перемычках, соответственно, на соединительных поверхностях между отверстиями под щетинки или между отверстиями под щетинки и внешним краем предусмотрены отливаемые под давлением щетинки. Они могут быть изготовлены из того же материала, что и щетинкодержатель (соответственно, перемычка/соединительная поверхность) или могут отливаться под давлением из другого материала. Однако, этот материал должен быть пригоден для образования отливаемых под давлением щетинок.
Предпочтительно на передней стороне образуется поверхностная структура из материала для отливаемых под давлением щетинок. Вместо отливаемых под давлением щетинок или дополнительно к таким отливаемым под давлением щетинкам могут, естественно, предусматриваться в одинаковых зонах также чистящие/массажные элементы из мягкого материала.
В щетинкодержателе на задней стороне могут быть также предусмотрены перемычки, соответственно, соединительные поверхности различной высоты. Целью при этом является образование ограничений в ковре из расплава. Ковер из расплава, так сказать, делится перемычками на различные зоны, т.е. отделенные области не сходятся вместе. Таким образом, на щетинкодержателе получаются различные ковры из расплава. Это дает преимущества, например, в плане гибкости. Ковры из расплава могут также находиться в различных плоскостях.
Подъем высоты также не должен происходить обязательно по всей перемычке, он может иметь место лишь в одной ее части (например, в центральной части). Тем самым, возможно все-таки, что расплав может по меньшей мере частично прилегать к перемычке.
Предпочтительное количество пучков щетинок в одной области ковра из расплава (при разделении) составляет от 1 до 40, более предпочтительно от 2 до 10.
Ограничительный край
Задняя сторона щетинкодержателя, несущая на себе стандартные, экструдированные щетинки, соответственно, пучки щетинок, предпочтительно имеет внешний ограничительный край. Щетинкодержатель вместе с ограничительным краем образует своего рода чашу. Это предусмотрено с той целью, чтобы ковер из расплава, образующийся из расплавленных или, соответственно, приваренных концов щетинок в расплавленном состоянии (т.е. расплав, соответственно, расплав щетинок) не вытеснялся за ограничительный край. Кроме того, это придает стабильность. Предпочтительно не возникает никакого соединения (замыкания по материалу) между расплавом щетинок и другими полимерными компонентами материала (т.е. облицовкой), более того, этот полимерный компонент материала покрытия, соответственно, облицовки соединяется с замыканием по материалу с ограничительным краем и тем самым закрепляется. Дополнительно покрытие, соответственно, облицовка также могут соединяться с возможными абляционными структурами посредством замыкания по материалу.
Ограничительный край предпочтительно выступает перпендикулярно с задней стороны щетинкодержателя. Если предусмотрен наклон, то этот наклон может быть направлен внутрь (т.е. в направлении центра щетинкодержателя) или наружу (за внешний край геометрии щетинкодержателя). Предпочтительный угол наклона составляет в любом случае от 30° до 90°, предпочтительно от 60° до 90°.
Ограничительный край, если смотреть параллельно расплаву, имеет большей частью постоянное поперечное сечение единой формы. Однако, к свободному концу головки это поперечное сечение предпочтительно уменьшается.
Изменение высоты ограничительного края (независимо от топографии щетинкодержателя) может быть, например, прямым или волнистым. Могут быть также предусмотрены разрывы, соответственно, места без ограничительного края или места, состоящие из другого материала, например, в форме просечек или выемок - для большей гибкости. Если щетинкодержатель соединен с захватной частью в единое целое, то ограничительный край может переходить в шеечную часть, т.е. ограничительный край больше не будет восприниматься как таковой.
Ограничительный край в поперечном сечении, если смотреть параллельно расплаву, имеет ширину от 0,3 мм до 2 мм, предпочтительно от 0,5 мм до 1,2 мм. Высота ограничительного края (измеренная между задней стороны щетинкодержателя и свободным концом ограничительного края) составляет от 0,2 мм до 3 мм, предпочтительно от 0,5 мм до 2,5 мм.
В одном возможном варианте щетинкодержатель не имеет никакого ограничительного края. В таком случае облицовочный компонент растягивается за внешний край задней стороны щетинкодержателя, соответственно, по его боковой поверхности в направлении передней стороны щетинкодержателя. Далее, возможно, что - когда нет никакого ограничительного края - щетинкодержатель сбоку открыт и не покрыт расплавом щетинок. И в этом случае такая поверхность создает возможность соединения посредством замыкания по материалу с облицовкой (покрытием).
Топография ограничительного края (ограничительный край не лежит в одной плоскости) была бы трудно реализуема способом AFT, поскольку 3D-сварка была бы менее удобна для применения или же не была бы достаточно стабильной/надежной.
Щетинкодержатель может непосредственно снабжаться массажными/чистящими элементами из мягкого материала и/или отливаемыми под давлением щетинками из соответствующего материала. Они изготовляются на одном этапе литья под давлением дополнительно/вслед за этапом изготовления щетинкодержателя.
Щеточное поле
В принципе стандартные, экструдированные щетинки, соответственно, пучки щетинок пропускаются сквозь щетинкодержатель. Щетинки оплавляются на задней стороне щетинкодержателя (соответственно, привариваются). Расплавленные концы щетинок образуют на задней стороне щетинкодержателя упомянутый ковер из расплава. При разъединении щетинок один захват/отделение от группы из стандартных экструдированных щетинок в машине для закрепления щетинок предпочтительно соответствует одному пучку щетинок.
В данном случае при работе предпочтительно используются стандартные экструдированные щетинки. При этом речь может идти, например, о цилиндрических щетинках или о заостренных щетинках. Работа с заостренными щетинками может производиться несколькими способами. С одной стороны, эта обработка может производиться так, как это описано в заявке EP 2 130 454 A1 (т.е. закругление щетинок соответственно, отшлифовка протравленных волокон (Ätzfäden)/остатков обрезанных волокон (Restfäden), чтобы получить тончайшее острие, которое больше, чем максимальный допуск соответственно применяемого инструмента для закрепления щетинок).
Однако, дополнительная обработка щетинок для обеспечения их готовности к производству не является обязательно необходимой, поскольку щетинки меньше перемещаются, чем при известном способе AFT (в частности, пучки щетинок больше не движутся, когда они в отверстии под щетинки указанного инструмента, так что опасность заклинивания меньше). С заостренными щетинками можно обращаться в процессе как с цилиндрическими щетинками (при необходимости с подгонкой обрабатывающей машины в области канала для материала в отношении положения толкателя, см. в связи с этим EP 2 130 454 A1).
В другом варианте выполнения в одном пучке щетинок могут смешиваться цилиндрические и заостренные щетинки (т.е. каждый пучок является смешанным). Может быть смешанным только один отдельный пучок.
В этом смысле в один пучок щетинок могут также смешиваться и другие типы щетинок. Например, с различной формой поперечного сечения и/или различных диаметров, и/или из различных материалов, и/или щетинки различной длины, и/или различного цвета, и т.д.
Пучки щетинок, состоящие из различных типов щетинок, перемешиваются не однородно, а предпочтительно имеют отдельные зоны щетинок различных типов.
Дополнительно могут быть предусмотрены также очищающие/массажные элементы, которые, например, сзади отливаются под давлением в форме пластинок, шишечек и т.д., и которые, соответственно, могут приводиться в геометрическое замыкание. Возможны также их комбинации.
В отношении формы поперечного сечения пучков щетинок следует обратиться к вышеприведенным вариантам выполнения отверстий под щетинки. Пучки щетинок предпочтительно имеют такое же поперечное сечение, что и отверстия под щетинки.
В отношении длины щетинок: в одном пучке щетинок возможны щетинки различной длины. Путем перемешивания щетинок и за счет позиционирования щетинок в отверстии под щетинки в инструменте, может, например, создаваться контур, как это известно, например, из EP 2 420 156 A1 или, соответственно, из EP 2 420 157 A1. При этом часть щетинок может быть выполнена заостренной и более высокой, а другая часть щетинок может быть выполнена цилиндрической и меньшей высоты.
В другом варианте выполнения пучки щетинок могут быть расположены под углом α относительно щетинкодержателя. Этот угол α в принципе зависит от положения пучков щетинок относительно друг друга.
Отдельные стандартные, экструдированные щетинки могут также располагаться внутри пучка под различными углами относительно щетинкодержателя.
В отношении ориентации пучков щетинок нет существенных ограничений. Пучки щетинок могут быть наклонены, соответственно, вперед, назад, влево или вправо, возможна также комбинация этих направлений. Примеры форм, которые могут быть получены таким образом, приводятся ниже.
Одна возможность состоит в идеальной ориентации отдельного пучка (например, в поперечном направлении, причем пучки щетинок ориентированы в угловом диапазоне ϕ максимум 120°, т.е. они направлены относительно перпендикуляра под углами в диапазоне от -60° до 0° и до +60°). Эта ориентация может быть продольной, поперечной или в общем в каком-либо направлении, и она может, но не обязательно должна быть симметричной. Распределение пучков также не обязательно должно быть равномерным.
Еще одна возможность заключается в ориентации по типу усеченного конуса (т.е. вершиной конуса вниз) с венчиком из наклонных пучков щетинок (нет сплошного контура без пробелов), или же в формообразовании отдельного пучка (здесь имеет место, например, веерообразное выполнение, причем отверстие под щетинки по меньшей мере в одном размере меньше, чем размер на свободном конце пучка, соответственно, щетинок).
Длина стандартных экструдированных щетинок составляет предпочтительно от 3 мм до 18 мм, более предпочтительно от 7 мм до 14 мм.
Плотность установки щетинок в пучке щетинок на щетинкодержателе, соответственно, на головной пластинке составляет от 10 щетинок/мм2 до 300 щетинок/мм2 (предпочтительно от 20 щетинок/мм2 до 80 щетинок/мм2).
Предпочтительные углы α наклона щетинок относительно щетинкодержателя лежат в диапазоне между 45° и 90°, более предпочтительно между 70° и 90°.
Ковер из расплава может быть выполнен так, что расплав щетинок (соответственно, концы щетинок) образует часть поверхности на готовом изделии. Ковру из расплава может придаваться стабильность за счет массы облицовки, соответственно, накладываемой массы (покрытия) (например, заформовывается только часть ковра из расплава (например, край)). В таком случае расплав щетинок должен формироваться достаточно толстым, чтобы обеспечить фиксацию внутри ковра из расплава, а также чтобы избежать опасности разрушения ковра из расплава.
Готовая головка щеточного изделия
Готовая головка щеточного изделия (головная часть, соответственно, щетинкодержатель) предпочтительно имеет приводимые в дальнейшем размеры.
Толщина слоя щетинкодержателя составляет от 0,3 мм до 2 мм, предпочтительно от 0,4 мм до 1,3 мм (соответствует упорядоченной высоте соединительной поверхности или, соответственно, высоте соединительного элемента).
Толщина слоя ковра из расплава составляет от 0,1 мм до 0,8 мм, более предпочтительно от 0,2 мм до 0,4 мм.
Толщина слоя покрытия (облицовки) составляет от 0,5 мм до 5 мм, предпочтительно от 0,5 мм до 3 мм. Однако, возможны изменения толщины слоя покрытия по длине головной части.
Головная часть в целом выполнена в принципе тонкой, она может также иметь и переменную толщину. Предпочтительно толщина головной части составляет от 2 мм до 6 мм, более предпочтительно от 2,5 мм до 4 мм.
Соотношения значений толщины по слоям составляют при нормальной структуре: щетинкодержатель от 25% до 35%; ковер из расплава от 15% до 25%; покрытие от 40% до 60%.
При тонкой структуре эти соотношения значений толщины по слоям составляют: щетинкодержатель от 15% до 25%; ковер из расплава от 15% до 25%; покрытие от 50% до 70%.
В очень гибких местах соотношения значений толщины по слоям составляют: щетинкодержатель от 25% до 35%; ковер из расплава от 25% до 35%; покрытие от 30% до 55%.
Размеры головной части, соответственно, щетинкодержателя следующие: длина (от свободного конца головной части до основания шейки) от 25 мм до 45 мм, более предпочтительно от 30 мм до 40 мм. Ширина от 10 мм до 18 мм, более предпочтительно от 12 мм до 16 мм. Высота от 2 мм до 6 мм, более предпочтительно от 2,5 мм до 4 мм (см. выше).
Размеры всего изделия следующие: длина от 100 мм от 240 мм, более предпочтительно от 140 мм до 200 мм. Ширина от 10 мм до 20 мм, более предпочтительно от 12 мм до 18 мм. Высота от 10 мм до 35 мм, более предпочтительно от 15 мм до 25 мм (т.е. если прилегает к поверхности).
Общая поверхность щетинкодержателя (соответствует примерно произведению ширины головной части на длину головной части в конечном продукте) составляет предпочтительно от 150 мм2 до 600 мм2, особенно предпочтительно от 300 мм2 до 500 мм2.
Общая площадь отверстий под щетинки (суммарно) составляет предпочтительно от 50 мм2 до 200 мм2, особенно предпочтительно от 80 мм2 до 150 мм2.
Отношение площади отверстий под щетинки к площади геометрии щетинкодержателя составляет предпочтительно от 1:6 до 1: 1,2, особенно предпочтительно от 1:4 до 1:1,5 (это отношение в общем выше, чем при методе AFT, так как нет расстояний для сварки).
Покрытие
Покрытие в общем служит для облицовки и для защиты ковра из расплава. Оно в принципе имеется всегда, материал покрытия наносится соответственно после закрепления щетинок.
Покрытие всегда состоит из по меньшей мере одного компонента, предпочтительно из мягкого компонента материала, однако, речь может идти также о твердом материале или о материале для отливаемых под давлением щетинок. Далее, также возможны комбинации вышеупомянутых материалов, например, комбинация из мягких компонентов материала и/или из твердых компонентов материала, и/или материалов для отливаемых под давлением щетинок (примеры предпочтительных материалов см. выше).
В сочетании с нанесением покрытия на головке щеточного изделия могут также создаваться, например, очищающие/массажные элементы и/или отливаемые под давлением щетинки, и/или очиститель языка.
При использовании мягкого компонента на передней стороне и/или на задней стороне, и/или на ограничительном крае щетинкодержателя создаются предпочтительно мягкоэластичные чистящие/массажные элементы. В качестве конкретных примеров можно назвать пластинки, шишечки/пальчики или очиститель языка.
Мягкий материал может наноситься на одном этапе литья под давлением или не нескольких этапах литья под давлением, а также в нескольких местах с одной или несколькими точками впрыска щеточного изделия, соответственно, щетинкодержателя.
Если щетинкодержатель изготавливается как единое целое с захватной частью и шеечной частью, то возникают следующие возможности.
Предпочтительно при нанесении экструзией покрытия также сбоку на головке зубной щетки образуются мягкоэластичные зоны из мягкого материала, снижающие возможность нанесения травмы.
Мягкий материал может располагаться на головной части в форме боковых элементов или структур (т.е. в продольном направлении слева и/или справа) или же на переднем, свободном конце головной части (например, в форме демпфирующих элементов на переднем конце). Примерами возможных элементов являются боковые чистящие элементы (т.е. чистящие элементы работают в поперечном направлении, например, ребра) или же выступающие сбоку чистящие элементы щеточного поля (т.е. в направлении щетинок, так что эти чистящие элементы работают в направлении щетинок, как, например, пластинки или резиновые цилиндрики). Дополнительно мягкий материал может, например, образовывать чистящие элементы на передней стороне, или мягкий материал может быть нанесен вокруг головной части.
Мягкий материал может быть расположен вокруг головной части, а именно, среди прочего, также на передней стороне, дополнительно к боковым поверхностям (при необходимости уже при создании щетинкодержателя с отверстиями под щетинки эта передняя сторона может снабжаться мягким материалом, однако, не в указанные отверстия под щетинки, максимум в виде слоя, разрезанного в области выходов отверстий). Но могут быть и на каждой стороне головной части образованы элементы из мягкого материала (например, чистящие элементы).
Мягкий материал может также заходить в шеечную часть, чтобы, например, повысить гибкость шеечной части, с тем чтобы здесь создать амортизатор или покрытие, или же чтобы довести чистящие элементы вплоть до шеечной части.
Демпфирующие элементы могут быть выполнены так, что они непосредственно прилегают к щетинкодержателю или соединены с ним, или они соединены только в определенных местах. Если демпфирующие элементы соединены только с определенными местами, то повышается пружиняще-демпфирующий эффект, поскольку больше деформируемая зона.
Мягкий материал может также образовать зону в захватной части. Этот вариант часто выполняется в сочетании с вариантом «мягкий материал заходит в шеечную часть», так как эта шеечная часть располагается на пути от головной части к захватной части щеточного изделия. В таком случае этим мягким материалом в шеечной части образуется поверхностная зона. Мягкий компонент материала, выполняющий функцию в головной части, предоставляет дополнительный нескользкий компонент (Griffkomponent) (т.е. захватная часть получает дополнительный компонент материала). Этот дополнительный компонент захватной части может отливаться под давлением с компонентом головной части). В одном варианте реализуется комбинация с мягким материалом из точки впрыска в ручке с мягкоэластичными массажными/чистящими элементами (например, пластинками) в головной части.
Зоны из мягкого материала и/или материала для отливаемых под давлением щетинок могут заключать в себе стандартные, экструдированные щетинки, касаться их, поддерживать их, и/или эти стандартные, экструдированные щетинки могут проникать сквозь них.
В дальнейшем будут приведены варианты для аппликаций мягкого материала, которые также возможны, если щетинкодержатель изготавливается как указано выше, или изготавливается отдельно.
Мягкий материал образует чистящие элементы на передней стороне щетинкодержателя, а именно, например, в форме возможно полого, податливого чистящего/массажного элемента из мягкого материала. Этот очищающий/массажный элемент предпочтительно открыт с задней стороны головной части, его концевая поверхность предпочтительно лежит в щеточном поле и может быть выполнена гладкой, структурированной или по типу (нескольких) пластинок или чистящих структур. Этот элемент отформован предпочтительно слегка коническим (например, в форме раструба). Изготовление чистящих /массажных элементов происходит посредством литья под давлением, а именно либо перед закреплением стандартных экструдированных щетинок на щетинкодержателе, либо после их закрепления.
Также могут быть образованы несколько секций/зон мягкого материала, т.е. два или несколько мягких компонентов материала образуют две или несколько секций/зон в головке щеточного изделия.
Далее, могут также предусматриваться пружинящие пучки щетинок. При этом отдельные или немногие пучки щетинок соединяются и сплавляются сами по себе и образуют ковер щетинок, взаимосвязанный только внутри себя. При плавлении образуется геометрия расплава (например, шарик), которая не соединяется со щетинкодержателем. Задняя сторона щетинкодержателя заформовывается мягким материалом, причем между расплавом щетинок и щетинкодержателем мягкий материал не попадает. Таким образом пучки щетинок могут двигаться относительно щетинкодержателя, пружиня на мягком материале.
Точки впрыска материала для изготовления покрытия на расплаве щетинок могут быть следующими: положение в головной части (для обоих вариантов, т.е. щетинкодержатель изготовляется как единое целое с захватной и щеечной частью или, соответственно, щетинкодержатель изготовляется отдельно (головная пластинка)); положение в шейке (для варианта щетинкодержателя как единого целого с захватной и щеечной частью); и в захватной части (для варианта щетинкодержателя как единого целого с захватной и щеечной частью).
Каждая такая точка впрыска может покрываться другим компонентом материала, соответственно, заформовываемый в одной точке впрыска компонент материала может покрывать другую точку впрыска, так что создаются квази-плоскости точек впрыска (а также тем самым соответствующие слои материала).
В одном варианте указанное покрытие может также создаваться за счет установки покрывной детали, например, колпачка.
При этом может монтироваться только такой колпачок, или же перед установкой на ковер из расплава наносится материал в форме предохранительного покрытия (Safety-Shot). При таком предохранительном покрытии как правило используется небольшое количество материала (может также отливаться под давлением и сплошной один компонент), чтобы обеспечить надежную фиксацию, соответственно, герметизацию. Предпочтительно в качестве материала используется мягкий материал. Естественно, может также применяться твердый материал или материал для отливаемых под давлением щетинок.
Указанная покрывная деталь или, соответственно, колпачок изготавливаются отдельно, а именно в виде детали из одно- или многокомпонентного полимерного материала. Под покрывной деталью также может пониматься также деталь из неполимерного материала (например, вставная деталь). Такая покрывная деталь может обладать собственной стабильностью или не иметь ее.
Покрывная деталь может устанавливаться путем наваривания - т.е. монтируют и приваривают. Этот процесс в принципе соответствует обратному методу AFT, т.е. вместо несущей пластинки приваривается указанная покрывная деталь (при этом, однако, остаются вышеописанные недостатки сварки в связи с методом AFT).
Указанная покрывная деталь может также монтироваться посредством запрессовывания, т.е. после оплавления щетинок (а также возможно после нанесения предохранительного слоя). Надежная фиксация может обеспечиваться за счет кулачков (фиксация с защелкиванием) или же прессованием.
Покрывная деталь в принципе может также устанавливаться посредством экструзии. Варианты: предохранительный слой/установка/заформовывание или установка/заформовывание. Фиксация обеспечивается за счет заформовывания. Может производиться полностью сплошная облицовка или же только частичная облицовка (например, по ограничительному краю).
Такая покрывная деталь может также иметь дополнительные функциональные элементы. Например, очищающие/массажные элементы, которые проходят с задней стороны на переднюю сторону щеточного изделия (например, соответствующие элементы, пропущенные через выемку в щетинкодержателе, соответственно, в щеточном поле, в ковре из расплава). К тому же непосредственно в колпачке могут содержаться химические и/или биологически активные вещества или же зеркало, или же пленка (например, изображение и т.д.).
Дополнительные особые свойства
В варианте, при котором щетинкодержатель изготавливается как единое целое с шеечной и захватной частью, захватная часть (без щетинок) содержит от 1 K (K=компонент материала) до X K (причем X - натуральное число от 2 до 10), предпочтительно от 1 K до 4 K. В случае компонентов материала с началом в головке и проходящих в захватную часть - от 0 K до X K, предпочтительно от 0 K до 2 K. Количество компонентов материала в захватной части в конечном продукте составляет предпочтительно от 1 K до X K, более предпочтительно от 1 K до 6 K.
При этом одно основное тело щеточного изделия (т.е. захватная часть, шеечная часть и щетинкодержатель, соответственно, головная часть) может применяться для нескольких различных щеточных изделий. Его структура может быть следующей: это основное тело содержит 1 K; щеточное поле может содержать несколько вариантов с одинаковыми положениями пучков, причем преобладает вариабельность в отношении материала щетинок, вида щетинок, цвета щетинок, длины пучка, угла наклона щетинок и т.д. (т.е. как это раскрыто в рамках данной заявки); предохранительный слой может быть предусмотрен по мере необходимости (может быть частью облицовки тела); указанная облицовка тела не образует никаких дополнительных элементов, а только создает покрытие, или эта облицовка тела образует чистящие элементы передней стороны и/или задней стороны, или же такая облицовка тела образует компонент ручки (нескользящий компонент) (также возможны комбинации вышеуказанных вариантов).
Преимуществом при этом является то, что конкретное выполнение должно осуществляться лишь в более позднем процессе, а именно лишь при введении щетинок.
В качестве возможного дополнительного материала в области щеточного поля, которая отливается под давлением непосредственно с ручкой, может рассматриваться дополнительный мягкий компонент, дополнительный твердый материал и/или материал для изготовления из отливаемых под давлением щетинок (материалы см. выше). Этот дополнительный компонент или компоненты наносятся перед закреплением щетинок непосредственно на захватную часть и на головку щеточного изделия. Примерами таких элементов являются чистящие /массажные элементы (например, в форме пластинок, шишечек) и/или отливаемые под давлением щетинки. В каждом случае требования ориентируются на конкретное применение изделия. К расположению могут при этом иметься специальные требования, с тем чтобы эти элементы не повреждались. Так, например, может применяться поддон с определенными положениями фиксации и соответствующими свободными пространствами.
В принципе могут применяться простые инструменты для литья под давлением (инструменты с большим числом компонентов сложнее и дороже). Благодаря дополнительному литью под давлением, осуществляемому вслед за закреплением щетинок, можно интегрировать дополнительные компоненты литья под давлением. Так, например, с помощью инструмента для двухкомпонентного литья под давлением может формироваться четырехкомпонентное щеточное изделие (например, 2 K - двухкомпонентная ручка щеточного изделия комбинируется со щетинкодержателем посредством 2 K - покрытия, причем это 2 K - покрытие, как это дополнительно описано в связи с ручкой щеточного изделия, может растягиваться).
С учетом варианта, при котором щетинкодержатель изготавливается отдельно, в свою очередь имеется две возможности.
Во-первых, щетинкодержатель, соответственно, головная часть может изготовляться со стандартной геометрией места соединения и так монтироваться на различные ручки. При этом щетинкодержатель выполнен с одной геометрией мест соединения, например, на заднем конце, или же на заднем конце, а также на частях левой и правой сторон. С другой стороны, геометрия места соединения может также располагаться вокруг щетинкодержателя на боковых краях; на теле ручки соответственно выполнен рамочный элемент, причем щетинкодержатель может вкладываться в этот рамочный элемент, и фиксирование производится, например, путем заформовывания, фиксации со щелчком, приклеиванием или сваркой, в частности, ультразвуковой сваркой. Еще одна возможность возникает при использовании метода AFT. При этом щетинкодержатель, соответственно, головная пластинка, которая уже снабжена щетинками и т.д., на задней стороне покрывается по меньшей мере одним предохранительным слоем. В головной части основного тела находится чашеобразная, дискообразная выемка, в которую может вставляться щетинкодержатель, соответственно, головная пластинка. Щетинкодержатель, соответственно, головная пластинка на боковых краях на задней стороне имеет геометрию места соединения, соответственно, кромку, которая, будучи вставленной в эту чашеобразную, дискообразную выемку, служит средством для ультразвукового соединения. Щетинкодержатель, соответственно, головная пластинка при вставлении в выемки прилегают к этой геометрии места соединения, а при сварке эти элементы служат в качестве соединительного элемента, соответственно, в качестве концентратора энергии, а также емкости под материал для разжижающегося материала. Дополнительные варианты фиксации включают в себя, например, фиксацию со щелчком, вышеуказанную сварку, в частности, ультразвуковую сварку, или приклеивание.
Во-вторых, ручка щетки (а также при необходимости шеечная часть) может полностью приформовываться к щетинкодержателю. Для этого щетинкодержатель снабжается щетинками и вслед за этим облицовывается; с помощью этого облицовывания ручка щетки также заформовывается и извлекается из формы.
Для обоих вышеупомянутых вариантов (щетинкодержатель выполнен как единое целое с шеечной и захватной частью или, соответственно, щетинкодержатель изготовлен отдельно) стандартные, экструдированные щетинки в другом варианте выполнения могут быть расположены на передней и на задней стороне щеточного изделия. Для этого должны иметься два щетинкодержателя, причем щетинкодержатели либо расположены отдельно, или же один снабжен ручкой щеточного изделия. Каждый щетинкодержатель при этом обрабатывается сам по себе отдельно, т.е. в каждом случае щетинки вводятся и расплавляются. Может быть предусмотрен также предохранительный слой для нанесения покрытия (как правило, однако, только в том случае, если между щетинкодержателями при стыковке возникают свободные пространства). Щетинкодержатели предпочтительно укладываются относительно друг друга спинка к спинке и соединяются (возможности соединений, как упоминалось выше: сварка, заформовывание и т.д.). Таким образом получается либо готовое щеточное изделие, либо готовый щетинкодержатель.
Кроме того, в щеточное поле могут также быть встроены (предварительно упрочненные) сборные элементы. Они монтируются только после окончательного изготовления остального щеточного поля (включая заформовывание).
Способ
Далее рассматриваются предпочтительные варианты выполнения и аспекты отдельных этапов способа, и варианты изготовления щеточного изделия в рамках данного изобретения.
Изготовление щетинкодержателя:
Литьем под давлением либо получается основное тело щеточного изделия со щетинкодержателем, либо получается отдельный, соответственно, отдельно расположенный щетинкодержатель (предпочтительно в форме головной пластинки).
Литье под давлением при этом может осуществляться инлайн (т.е. как непосредственно встроенный в автоматическую линию процесс) или оффлайн (т.е., например, связан с промежуточным хранением).
Изготовление щетинок/пучков щетинок:
Щетинки предпочтительно сначала скругляются. Вслед за этим отдельные пучки щетинок разделяются и вводятся в выемки под щетинки формы для штампования.
В связи с этим возникает возможность использовать изменяемую дугу окружности (вариабельность количества щетинок, которые могут подаваться на одном этапе), а именно, в частности, тогда, когда должны использоваться различные виды стандартных, экструдированных (щетинок) комплексных нитей, или должны учитываться различные размеры отверстий под щетинки. Эта дуга окружности предпочтительно регулируется во время процесса, т.е. в то время, когда подготавливаются стандартные, экструдированные щетинки для щеточного поля (для пучка щетинок с различным количеством щетинок). Один захват/отделение стандартных, экструдированных щетинок в машине для закрепления щетинок соответствует при этом предпочтительно одному пучку щетинок.
В данном случае, по сравнению с стандартным методом AFT, никакие загрузочные пластины (Trichterplatte) не применяются. Это означает, что пучки щетинок настолько полны, насколько они доставляются дугой окружности. Количество щетинок в одном пучке может при этом варьироваться в диапазоне, характерном для конкретной машины.
Примеры различий у комплексных нитей (стандартных, экструдированных щетинок) включают в себя, например, форму щетинок (цилиндрические, заостренные или закругленные и т.д.), форму поперечного сечения щетинок, цвет щетинок, диаметр щетинок, твердость щетинок, а также виды материала щетинок.
В одном варианте, перед тем, как щетинки в инструменте вдвигаются в выемки под щетинки, может также предусматриваться следующая операция: сначала захватывается/отделяется небольшое количество щетинок и удерживается в позиции ожидания; одновременно захватывается/отделяется второе небольшое количество щетинок; вслед за этим указанные первое и второе небольшое количество щетинок сводятся и затем вводятся в отверстие под щетинки, соответственно, в отверстие.
Это может выполняться также и с вышеупомянутой изменяемой дугой окружности, что предоставляет больше возможностей.
Специально по загрузке инструмента:
Для подачи щетинок, соответственно, пучков щетинок для загрузки инструмента в принципе имеется две возможности.
Во-первых, стандартные, экструдированные щетинки, соответственно, пучки щетинок вводятся спереди, т.е. с будущей передней стороны щеточного изделия через щетинкодержатель (т.е. сначала сравнимо с известными машинами, работающими по методу AFT - только на конце щетинкодержатель не должен привариваться, а происходит заформовывание задней стороны).
В предпочтительном варианте, однако, доставленные щетинки, соответственно, пучки щетинок со стороны крепления (т.е. с последующей задней стороны щеточного изделия) пропускаются сквозь щетинкодержатель. Поступающие с отделения стандартные, экструдированные щетинки, соответственно, пучки щетинок вводятся через щетинкодержатель в инструмент. Для этого предпочтительно на отверстиях под щетинки щетинкодержателя выполняются заходные скосы, чтобы щетинки могли вводиться беспрепятственно.
Профилирование, соответственно, регулировка длины щетинок:
В принципе сначала следует отметить, что инструмент, который принимает стандартные, экструдированные щетинки для дальнейшей обработки, имеет выемки, которые выполнены в соответствии с желаемым профилированием (т.е. профилирование происходит, например, посредством выемок различной глубины).
Другими словами, профилирование создается глубиной, соответственно, формой выемок под щетинки в инструменте. Сам инструмент в данном случае не совершает никакого движения, а выполнен как неподвижная деталь (т.е. в противоположность методу AFT здесь в принципе не предусмотрены перемещаемые (профилирующие) штифты). Формирование геометрии пучка щетинок происходит, таким образом, в выемках под щетинки инструмента.
Варианты конструкций инструмента:
В первом варианте выемки под щетинки предусмотрены в первой плите. Первая плита имеет место соединения со второй плитой, которая не является плоской. Неплоскостность второй плиты создает при этом профилирование щетинок, соответственно, пучков щетинок за счет того, что она закрывает выемки под щетинки. Инструмент такого рода отличается простотой в изготовлении обеих частей, но имеет лишь ограниченную вариабельность.
Во втором варианте выемки под щетинки предусмотрены в одной части составной формы (соответственно, в одной плите), причем имеющаяся в распоряжении длина выемки, соответственно, конечный профиль определяются (как правило стационарными) штифтами различной длины. Указанные штифты при этом устанавливаются в эти выемки на противоположной отверстиям для ввода пучков щетинок стороне части составной формы и могут тем самым быть просто заменены. Таким образом может достигаться высокая вариабельность, однако, изготовление таких деталей составной формы сложнее.
В другом варианте выполнения выемки под щетинки предусмотрены в детали составной формы (соответственно, плиты), причем не предусмотрено никаких штифтов, как во втором варианте. Выемки под щетинки выполнены как глухие отверстия без вариативности. Щеточное поле такое же, как инструмент, в противном случае необходимо создавать новый инструмент.
Нарезка щетинок:
В принципе следует отметить, что, так как щетинки предпочтительно уже скруглены, нарезаться может только конец щетинок с противоположной стороны (т.е. необработанный).
В первом варианте щетинки уже нарезаны по длине, когда они вводятся в инструмент (т.е. в этом случае имеются вводимые щетинки различной длины).
Перед тем, стандартные, экструдированные щетинки вводятся в выемки под щетинки инструмента, они должны нарезаться как бы группа за группой. Это может осуществляться, во-первых, перед разделением посредством дуги окружности или же после разделения (т.е. так сказать, «по пути» в этой дуге окружности), если имеется только один отделенный пучок щетинок, а именно предпочтительно незадолго перед введением в выемку под щетинки инструмента (незадолго перед вдвиганием, соответственно, перед позиционированием над выемкой под щетинки).
В другом варианте стандартные, экструдированные щетинки, соответственно, пучки щетинок также могут нарезаться по длине, когда они помещены в инструмент, соответственно, в выемки под щетинки (и крепежные концы щетинок, так сказать, выступают). В качестве геометрических возможностей при резке в этом случае предлагается продольное и/или поперечное профилирование, благодаря чему может регулироваться распределение количества расплава щетинок в расплавленной массе, соответственно, в ковре из расплава, так как варьируется расплавляемое количество щетинки.
Однако, возникает также возможность того, что не происходит нарезки по длине стандартных экструдированных щетинок, т.е. избыточный материал, соответственно, выступающие крепежные концы щетинок (только) расплавляются. При этом может образовываться относительно толстый ковер из расплава, причем избыточный материал при необходимости удаляется, соответственно, обрубается.
В качестве способов резки могут рассматриваться такие как резка посредством горячей проволоки, резка фрезерованием (например, все крепежные концы обрабатываются фрезой, причем при необходимости может фрезерованием получаться геометрия (т.е. различная высота концов щетинок с задней стороны относительно несущей структуры), а также резка с помощью лезвия.
Крепление щетинок/оплавление находящихся с задней стороны концов щетинок:
Предпочтительно для этого концы щетинок расплавляются и прижимаются к щетинкодержателю. При этом следует учитывать, что ковер из расплава должен быть плотным, чтобы позднее могла производиться надлежащая облицовка. Указанное расплавление может осуществляться, например, сваркой (бесконтактной или контактной) или, соответственно, посредством горячего штампа или радиационного нагревателя.
Процесс прессования осуществляется с помощью (горячего) штампа. Геометрия поверхности штампа должна быть создана такой, чтобы растекание расплавленной массы могло быть хорошо управляемым. Как правило штамп имеет постоянную, замкнутую поверхность, которая ориентирована параллельно щетинкодержателю.
В одном варианте, однако, поверхность штампа может быть снабжена выемками, соответственно, профилем относительно щетинкодержателя. Таким образом распределение расплава может управляться. Могут создаваться, например, места с большим количеством расплава и места с меньшим количеством расплава (за счет этого создается топография, соответственно, продольный профиль ковра из расплава). Он может быть волнистым или же вогнутым, или выпукло бомбированным. Возможны и другие формы, например, пилообразный профиль или профиль зубчатой формы.
Опционально поверхность штампа может также иметь выемки, которые во время расплавления заполняются расплавом щетинок. Таким образом при необходимости может отводиться избыточный расплав. Расплавленный материал остается схваченным в выемках, и при необходимости производится специальное движение штампа прочь от расплава. Однако, после каждого процесса расплавления эти выемки должны освобождаться, например, путем очистки щеткой.
Указанный штамп предпочтительно выполнен из нескольких частей. В частности, предпочтительно поверхность контакта с расплавом образована из нескольких частей. Это просто в изготовлении и обеспечивает хорошую заменяемость отдельных частей). К тому же для различных форм штампа может использоваться базовый штамп (например, в случае штампа из трех частей центральный элемент заменяется в зависимости от щеточного изделия). Более предпочтительно устанавливать такой штамп с подпружиниванием, чтобы компенсировать допуски.
В случае штампа, состоящего из нескольких частей, каждый отдельный элемент, соответственно, сам по себе также может быть подпружинен. Давление подбирается для контура, соответственно, под желаемое растекание расплава щетинок.
Предпочтительно этапы расплавления и прессования комбинируются (т.е. в одном горячем штампе). Предпочтительно штамп движется относительно быстро. Более предпочтительно, если этот штамп всегда нагревается (но только там, где должен нагреваться). За счет такого кратковременного и быстрого плавления щетинкодержатель деформируется мало или совсем не деформируется, что с учетом пригонки является предпочтительным.
В другом варианте выполнения материал щетинок может соединяться между собой. Это имеет место в случае, например, если все стандартные, экструдированные щетинки, соответственно, пучки щетинок щеточного поля образованы из одного и того же материала, или если применяются аффинные друг другу материалы. Однако, если выбираются несовместимые друг с другом материалы, то никакого соединения материала щетинок между собой не происходит.
Материал щетинок и материал щетинкодержателя как правило не соединяются, т.е. эти материалы большей частью выбраны так, что они несовместимы друг с другом (замыкание по материалу не возникает). Однако, может быть образовано геометрическое замыкание, а именно, например, посредством выступающих структур, например, цапф или цилиндриков на щетинкодержателе, которые также расплавляются и тем самым образуют анкер для ковра из расплава (так наз. абляционные структуры).
В еще одном варианте подаются уже полностью соединенные пучки щетинок и интегрируются в щетинкодержатель (т.е. в отверстия под щетинки или в гильзы в щетинкодержателе или на нем). Таким образом, в инструменте больше не требуется оплавления концов щетинок и, соответственно, фиксирование может производиться посредством предохранительного слоя (т.е. облицовкой небольшим количеством материала или же одним сплошным компонентом).
Облицовка задней стороны:
При покрытии, соответственно, облицовке головной части, в частности, расплав щетинок покрывается мягким материалом (предпочтительно), твердым материалом или материалом для отливаемых под давлением щетинок. Благодаря этому обеспечивается лучшая фиксация, соответственно, лучшая опора для ковра из расплава.
Ковер из расплава при литье под давлением выполняет герметизирующую функцию и предотвращает проступание покрывного материала через щетинкодержатель в процессе облицовки. Давление впрыска не может быть слишком высоким, так как в противном случае, например, могла бы происходить облицовка в области щетинок, т.е., например, покрывной материал (нежелательно) попадал бы между щетинками и щетинкодержателем, соответственно, прорывал бы ковер из расплава.
Преимущество заформовывания по сравнению с методом AFT состоит в том, что между ковром из расплава и захватной частью не образуется никакой полости. К тому же в общем давление впрыска для мягкого материала ниже, чем для твердого материала, так что при использовании мягкого материала возникает меньше проблем при облицовке.
После облицовки щеточное изделие функционально готово.
В одном варианте способа головка щетки с уже оплавленными щетинками вкладывается в инструмент для литья под давлением, т.е. запускается отдельный процесс с машиной для литья под давлением наряду со штамповочным прессом.
Это может осуществляться инлайн (с непосредственной привязкой к штамповочному прессу) или оффлайн (процесс отдельный от штамповочного пресса с промежуточным хранением). При инлайн-процессе форма для штампования образует непосредственно одну часть пресс-формы для литья под давлением.
Покрывной материал предпочтительно совместим с материалом тела ручки (т.е. оба материала вступают в замыкание по материалу); однако, в принципе также можно предусмотреть соединение с геометрическим замыканием, например, посредством поднутрений, выемок и облицовки.
Покрывной материал как правило несовместим с материалом расплава щетинок, т.е. эти материалы не входят в соединение/замыкание по материалу. Покрывной материал может также содержать вспомогательные соединительные элементы, которые позволяют создавать соединение с материалом расплава щетинок.
Давление впрыска для нанесения покрывного материала составляет от 200 бар до 1000 бар, предпочтительно от 300 бар до 500 бар.
В качестве покрывного материала предпочтительно используются мягкие материалы, поскольку они имеют большей частью более низкие рабочие давления, чем твердые материалы (скорее литье, чем литьевое формование). Могут также использоваться твердые компоненты материала или материалы для отливаемых под давлением щетинок, но они должны иметь очень низкое рабочее давление.
В принципе возможны однокомпонентные или многокомпонентные методы литья под давлением (например, для различных цветов, для предохранительного слоя и/или для чистящих элементов, и т.д.).
Для такого покрытия также может применяться водорастворимый полимерный материал, который при использовании (т.е. во взаимодействии с водой) растворяется или частично растворяется (как это описано, например, в EP 1 639 913 A1). С одной стороны, таким образом может выдаваться активное вещество или может реализовываться индикаторная функция (например, для нуждающейся в замене головки зубной щетки).
Как правило могут использоваться мягкие материалы, предпочтительно дополнительные мягкие материалы, перечисленные в приведенных выше списках.
В другом варианте выполнения формирующий слой может комбинироваться с нанесением водорастворимого полимерного материала. При этом сначала отливается под давлением покрытие в форме предохранительного слоя (он потом не может раствориться, так как служит для защиты щетинок) и вслед за этим отливается под давлением водорастворимый полимерный материал в качестве формирующего слоя.
В другом варианте выполнения для облицовки задней стороны сначала выполняется предохранительный слой и вслед за этим формирующий слой (т.е. также дважды проводится литье под давлением).
Посредством предохранительного слоя в свою очередь покрывается расплав щетинок, соответственно, ковер из расплава. Материал (предпочтительно мягкий материал) наносится при низком рабочем давлении. Целью является фиксирование расплава щетинок, соответственно, щетинок относительно щетинкодержателя, указанный предохранительный слой может содержать, например, поверхности, видимые также на конечном продукте.
С помощью формирующего слоя вслед за этим происходит облицовка или по меньшей мере частичная облицовка указанного предохранительного слоя. Здесь материал может наноситься при более высоком рабочем давлении, так как возможные трещины в ковре из расплава уже загерметизированы посредством предохранительного слоя. В рамках формирующего слоя также могут формоваться чистящие структуры на передней стороне или на задней стороне (например, очиститель языка).
В еще одном варианте двойное литье под давлением может осуществляться методом совместной инжекции. Т.е. облицовка и все дальнейшее происходит на одном этапе в одной и той же полости инструмента. Первый компонент (предпочтительно мягкий материал) отливается под низким давлением и представляет собой как бы предохранительный слой. Второй компонент под высоким давлением отливается под давлением (когда первый компонент уже частично затвердел и уплотнился) и представляет собой как бы формирующий слой. Таким образом может достигаться специальный дизайн, соответственно, оформление, а также специальная мягкая (Soft-Touch) поверхность в головной области.
Указанный способ совместной инжекции находит применение, в частности, тогда, когда щетинкодержатель выполнен как единое целое с основным телом щеточного изделия. Точка впрыска может быть в головной или в захватной части.
Данное изобретение в дальнейшем подробно разъясняется в качестве примера на предпочтительных вариантах выполнения, проиллюстрированных на прилагаемых чертежах.
В частности, описанные в этих предпочтительных вариантах выполнения чистящие элементы, соответственно, формы пучков могут также применяться в ином расположении, другого размера, в иных вариантах выполнения или с другими размерами головки щетки, и/или формами, и чистящие элементы, соответственно, формы пучков во всяком случае могут применяться на головке щетки в отличающихся положениях и количествах, не выходя при этом за рамки данного изобретения. Например, чистящие элементы соответственно, формы пучков по Фиг. 1-55 и Фиг. 97-99 могут не только использоваться как головки щеток для ручных зубных щеток, но, соответственно размеру и форме головки, также и в качестве насадных (сменных) головок для электрических зубных щеток или насадных головок для щеток для лица. Разумеется, что количество, положение, форма и размер чистящих элементов, соответственно, формы пучков должны подгоняться соответственно форме головки и размеру головки. И наоборот, чистящие элементы, соответственно, формы пучков по Фиг. 66-79 и Фиг. 101-114 могут не только рассматриваться как головки для электрических зубных щеток, но и размер, и форма головки также могут формироваться как у головки для ручных зубных щеток или насадные головки для щеток для лица.
На чертежах показано следующее.
Фиг. 1-5 в качестве примера щетинкодержатели категории A;
Фиг. 6-9 в качестве примера щетинкодержатели категории B;
Фиг. 10 - Фиг. 13 в качестве примера щетинкодержатели категории C;
Фиг. 14 - Фиг. 19 в качестве примера щетинкодержатели категории D;
Фиг. 20 - Фиг. 24 в качестве примера щетинкодержатели категории E;
Фиг. 25 - Фиг. 28 в качестве примера щетинкодержатели категории F;
Фиг. 29 в качестве примера щетинкодержатель категории G;
Фиг. 30 - Фиг. 32: в качестве примера щетинкодержатели категории H;
Фиг. 33 - Фиг. 36 в качестве примера щетинкодержатели категории I;
Фиг. 37 - Фиг. 40 в качестве примера щетинкодержатели категории J;
Фиг. 41 - Фиг. 47 в качестве примера щетинкодержатели категории K;
Фиг. 48 - Фиг. 51 в качестве примера щетинкодержатели категории L;
Фиг. 52 - Фиг. 55 в качестве примера щетинкодержатели категории M;
Фиг. 56a - Фиг. 56b принцип действия предпочтительного варианта выполнения предлагаемого изобретением зажимного устройства и/или устройства для прессования для метода HT, в поперечном сечении;
Фиг. 57a - Фиг. 57b принцип действия предпочтительного варианта выполнения предлагаемого изобретением зажимного устройства и/или устройства для прессования для метода HT, в поперечном сечении;
Фиг. 57a - Фиг. 57b принцип действия одного варианта выполнения предлагаемого изобретением зажимного устройства и/или устройства для прессования методом HT для сохдания наклонно стоящего пучка, в поперечном сечении;
Фиг. 58a - Фиг. 58b основное тело щетинкодержателя со скоплением материала в щетинкодержателе для создания упорядоченного веера, в поперечном сечении;
Фиг. 59a - Фиг. 59b создание упорядоченного веера в основном теле согласно Фиг. 58a - Фиг. 58b, в поперечном сечении;
Фиг. 60a - Фиг. 60b создание веера с более плотным центром, в поперечном сечении;
Фиг. 61a - Фиг. 61b вариант выполнения для метода HT для создания наклонно стоящего пучка посредством асимметричного скопления материала, в поперечном сечении;
Фиг. 62a - Фиг. 62b вариант выполнения пучка со вторым компонентом на монтажном конце;
Фиг. 63 открытый расплав (изготовленный при методе AFT);
Фиг. 64 открытый расплав (изготовленный при методе HT);
Фиг. 65 инструмент для изготовления открытого расплава (при методе AFT);
Фиг. 66 - Фиг. 70 в качестве примера (круглые) щетинкодержатели для однопучковых (Single Tuft) зубных щеток;
Фиг. 71 - Фиг. 79 в качестве примера (круглые) щетинкодержатели для аппликаторов для нанесения лака;
Фиг. 80 - Фиг. 84 в качестве примера щетинкодержатели для аппликаторов для нанесения туши;
Фиг. 85a передняя сторона предлагаемого изобретением варианта выполнения основного тела, соответственно, тела ручки со щетинкодержателем, вид в перспективе;
Фиг. 85b: задняя сторона предлагаемого изобретением основного тела, соответственно, тела ручки со щетинкодержателем согласно Фиг. 85a, вид в перспективе;
Фиг. 85c вид сверху передней стороны предлагаемого изобретением основного тела, соответственно, тела ручки со щетинкодержателем согласно Фиг. 85a;
Фиг. 85d вид сверху задней стороны предлагаемого изобретением основного тела, соответственно, тела ручки со щетинкодержателем согласно Фиг. 85b;
Фиг. 85e вид сбоку предлагаемого изобретением основного тела, соответственно, тела ручки со щетинкодержателем согласно Фиг. 85a;
Фиг. 85f вид в поперечном сечении предлагаемого изобретением щетинкодержателя по линии F - F на Фиг. 85c;
Фиг. 85g боковой вид в поперечном сечении предлагаемого изобретением щетинкодержателя по продольной оси X на Фиг. 85c (вид фрагмента);
Фиг. 86a вид в перспективе задней стороны основного тела, соответственно, тела ручки согласно Фиг. 85b со снабженным щетиной щетинкодержателем и оплавленными с задней стороны концами щетинок;
Фиг. 86b вид сверху задней стороны предлагаемого изобретением основного тела, соответственно, тела ручки согласно Фиг. 86a;
Фиг. 86c: вид в поперечном сечении предлагаемого изобретением щетинкодержателя согласно Фиг. 86a (показана только плоскость сечения);
Фиг. 86d боковой вид в поперечном сечении предлагаемого изобретением щетинкодержателя согласно Фиг. 86b (показана только плоскость сечения);
Фиг. 87a вид в перспективе передней стороны предлагаемого изобретением щеточного изделия с покрытием;
Фиг. 87b вид в перспективе задней стороны предлагаемого изобретением щеточного изделия с покрытием согласно Фиг. 87a;
Фиг. 87: вид сверху передней стороны предлагаемого изобретением щеточного изделия согласно Фиг. 87a;
Фиг. 87d вид сверху задней стороны предлагаемого изобретением щеточного изделия согласно Фиг. 87a;
Фиг. 87e вид сбоку готового предлагаемого изобретением щеточного изделия согласно Фиг. 87a;
Фиг. 87f вид в поперечном сечении предлагаемого изобретением щетинкодержателя согласно Фиг. 87a (показана только плоскость сечения);
Фиг. 87g боковой вид в поперечном сечении предлагаемого изобретением щетинкодержателя согласно Фиг. 87a (показана только плоскость сечения);
Фиг. 88a вид в перспективе задней стороны предлагаемого изобретением щетинкодержателя, который изготовлен отдельно от основного тела, соответственно, от тела ручки;
Фиг. 88b вид в перспективе задней стороны предлагаемого изобретением щетинкодержателя согласно Фиг. 88a с установленными щетинками и оплавленными с задней стороны концами щетинок;
Фиг. 88c вид в перспективе задней стороны предлагаемого изобретением щетинкодержателя согласно Фиг. 88b с покрытием;
Фиг. 88d вид в перспективе передней стороны предлагаемого изобретением основного тела, соответственно, тела ручки, изготовленного отдельно от щетинкодержателя;
Фиг. 88e вид в перспективе передней стороны предлагаемого изобретением основного тела, соответственно, тела ручки с установленным щетинкодержателем;
Фиг. 89a вид в перспективе задней стороны еще одного предлагаемого изобретением варианта выполнения с расщепленной головная частью, соответственно, щетинкодержателем;
Фиг. 89b вид в перспективе задней стороны расщепленной головной части, соответственно, щетинкодержателя согласно Фиг. 89a с установленными щетинками и расплавленными с задней стороны концами щетинок;
Фиг. 89c вид в перспективе задней стороны расщепленной головной части, соответственно, щетинкодержателя согласно Фиг. 89b с покрытием;
Фиг. 89d вид сверху задней стороны другого предлагаемого изобретением варианта выполнения с выполненной в форме листка клевера головной частью, соответственно, щетинкодержателем;
Фиг. 90a вид в перспективе задней стороны другого предлагаемого изобретением варианта выполнения с участком с уменьшенной толщиной материала в головной части, соответственно, в щетинкодержателе;
Фиг. 90b вид в перспективе задней стороны головной части, соответственно, щетинкодержателя по Фиг. 90a, причем область с уменьшенной толщиной материала заполнена покрывным, соответственно, мягким материалом (с демпфирующими элементами на крае);
Фиг. 90c боковой вид в поперечном сечении по линии B - B на Фиг. 90b;
Фиг. 91a боковой вид в поперечном сечении другого предлагаемого изобретением варианта выполнения с волнистым в продольном направлении щетинкодержателем (показана только плоскость сечения);
Фиг. 91b: боковой вид в поперечном сечении щетинкодержателя согласно Фиг. 91a с различно ориентированным креплением щетинок и волнистым покрытием (показана только плоскость сечения);
Фиг. 91c боковой вид в поперечном сечении другого предлагаемого изобретением варианта выполнения с выпукло-сводчатым в продольном направлении щетинкодержателем (показана только плоскость сечения);
Фиг. 91d боковой вид в поперечном сечении щетинкодержателя по Фиг. 91c с закрепленными щетинками и волнистым покрытием (показана только плоскость сечения);
Фиг. 92 еще один предлагаемый изобретением вариант выполнения аналогично Фиг. 91d, причем щетинкодержатель окружен вокруг покрывным, соответственно, мягким материалом (т.е. также на крае и на передней стороне) (показана только плоскость сечения);
Фиг. 93a еще один предлагаемый изобретением вариант выполнения с выполненными по бокам щетинкодержателя чистящими элементами из покрывного, соответственно, мягкого материала (показана только плоскость сечения);
Фиг. 93b еще один предлагаемый изобретением вариант выполнения подобно Фиг. 93a, причем щетинкодержатель вокруг окружен покрывным, соответственно, мягким материалом (но без боковых чистящих элементов) (показана только плоскость сечения);
Фиг. 93c еще один предлагаемый изобретением вариант выполнения подобно Фиг. 93a, причем внешний край щетинкодержателя окружен, например, только до половины высоты ограничительного края покрывным, соответственно, мягким материалом (без боковых чистящих элементов) (показана только плоскость сечения);
Фиг. 93d боковой вид в поперечном сечении варианта выполнения согласно Фиг. 93c (показана только плоскость сечения);
Фиг. 94a боковой вид в поперечном сечении первой половины инструмента для изготовления предлагаемых изобретением щеточных изделий с выемками под щетинки и (стационарные) штифтами;
Фиг. 94b боковой вид в поперечном сечении первой половины инструмента согласно Фиг. 94a с вложенным щетинкодержателем, соответственно, головными пластинками;
Фиг. 94c боковой вид в поперечном сечении первой стороны инструмента согласно Фиг. 94b с введенными пучками щетинок;
Фиг. 94d боковой вид в поперечном сечении первой половины инструмента согласно Фиг. 94c с оплавленными концами щетинок;
Фиг. 94e боковой вид в поперечном сечении согласно Фиг. 94d с установленной второй половиной инструмента с полостью формы для литья под давлением;
Фиг. 94f боковой вид в поперечном сечении согласно Фиг. 94e с покрытием, нанесенным литьем под давлением;
Фиг. 95 блок-схема предлагаемого изобретением способа для того варианта, при котором основное тело, соответственно, тело ручки щеточного изделия отливается под давлением вместе щетинкодержателем (т.е. в виде единого целого);
Фиг. 96 блок-схема предлагаемого изобретением способа для варианта, при котором основное тело, соответственно, тело ручки щеточного изделия и щетинкодержатель изготовляют отдельно друг от друга (сначала как две отдельных детали), соответственно, отливают под давлением и позднее собирают;
Фиг. 97a - Фиг. 97d еще один приведенный в качестве примера щетинкодержатель категории F для ручной зубной щетки или для электрической звуковой зубной щетки;
Фиг. 98a - Фиг. 98d еще один приведенный в качестве примера щетинкодержатель категории L для ручной зубной щетки или для электрической звуковой зубной щетки;
Фиг. 99a - Фиг. 99d еще один приведенный в качестве примера щетинкодержатель категории K для ручной зубной щетки или для электрической звуковой зубной щетки;
Фиг. 100 еще один приведенный в качестве примера щетинкодержатель для ручной зубной щетки или для электрической звуковой зубной щетки с комбинацией различных длинных пучков;
Фиг. 101- Фиг. 115 еще один приведенный в качестве примера щетинкодержатель для осциллирующей электрической зубной щетки;
Фиг. 116 - Фиг. 123 еще один приведенный в качестве примера щетинкодержатель для ручных или электрических щеток для лица.
На Фиг. 1 до Фиг. 5 в качестве примера показаны щетинкодержатели категории A.
На Фиг. 1 представлена головная часть 2 для зубной щетки, которая содержит щетинкодержатель 5, а также шеечную часть 3. Щетинкодержатель 5 имеет продольную ось XLT, а также поперечную ось XQT. Обе эти оси пересекаются в точке пересечения Sp.
Слева от продольной оси XLT, по существу, лежит левая несущая область, справа от продольной оси XLT, по существу, лежит правая несущая область, выше поперечной оси XQT, по существу, лежит верхняя несущая область, а ниже поперечной оси XQT, по существу, лежит нижняя несущая область. Вокруг точки пересечения Sp обеих осей, по существу, располагается центральная несущая область. Разумеется, что указанные отдельные несущие области имеют пересечения и тем самым могут подразделяться на более мелкие зоны, например, на левую верхнюю, левую среднюю, левую нижнюю, правую нижнюю, правую среднюю, а также правую верхнюю несущие области. Центральная несущая область в зависимости от конкретного случай также может распространяться на верхнюю, нижнюю, а также правую и левую несущие области. Центральная несущая область может также быть явновыраженной в сжатом состоянии, если, например, в верхней и нижней несущих областях расположены группы пучков с большой поверхностью. Точно так же центральная область может быть сплющена вдоль, если, например, в левой и правой несущих областях расположены группы пучков с большой поверхностью. Эти формы выполнения справедливы для всех показанных на последующую фигурах вариантов выполнения предлагаемого изобретением щетинкодержателя.
Показанные на фигурах пучки могут различаться по форме и размерам, не выходя при этом за рамки данного изобретения. Существенным для оптимального чистящего и эффективного ухода является соответствующее расположение.
У показанного на Фиг. 1 щетинкодержателя 5 предусмотрены следующие внешнему контуру щетинкодержателя мини-пучки A3, которые соответственно расположены в виде формации или обрамления компактного пучка. В верхней и нижней несущих областях зеркально-симметрично относительно обеих осей расположены компактные пучки A2, которые между собой задают центральную несущую область, которая содержит четыре расположенных в форме круга мягких элемента и/или одну формацию из отливаемых под давлением щетинок A1, которые в свою очередь заключают внутри себя стандартный пучок A6. Мягкие элементы лежат внутри формации из мини-пучков и между 2 компактными пучками. Один стандартный пучок щетинок лежит между обоими компактными пучками.
На Фиг. 2 наглядно показан щетинкодержатель 5, который в верхней и нижней несущих областях имеет расположенные зеркально-симметрично друг другу компактные пучки A2. Компактные пучки A2 при этом имеют примерно конусообразное выполнение с верхним или, соответственно, нижним скруглением (каждое из которых следует внешнему контуру). Между обоими компактными пучками A2 в центральной несущей области в виде формации расположены мини-пучки A3, которые проходят также в левую и правую центральные несущие области. В свободных пространствах слева и справа вверху, а также слева и справа внизу от мини-пучков A3 расположены мягкие элементы и/или формации из отливаемых под давлением щетинок A1. Формация из мини-пучков частично окружена мягкими элементами и/или отливаемыми под давлением щетинками.
Описание геометрической формы(форм) отдельных групп чистящих элементов, кроме того, всегда касается вида сверху, показанного на фигурах.
На Фиг. 3 показан щетинкодержатель 5, который в свою очередь в верхней и в нижней несущей области имеет по одному компактному пучку A2, причем оба компактных пучка A2 имею выемку 51, в которой расположены мягкие элементы и/или формации из отливаемых под давлением щетинок A1.
Между обоими компактными пучками A2 в центральной области расположена одна формация из мини-пучков A3, которая проходит в левую и правую центральные несущие области. Указанная формация, состоящая из мини-пучков, занимает значительную долю свободного места между компактными пучками.
На Фиг. 4 в свою очередь показан еще один щетинкодержатель 5, который имеет в центральной несущей области один компактный пучок A2. В промежуточных пространствах между отдельными открытыми протяженными зонами компактного пучка A2 расположены мягкие элементы и/или формации из отливаемых под давлением щетинок A1, которые в совокупности (на общем виде) в свою очередь образуют формацию. Выше обеих этих формаций и ниже них расположены мини-пучки A3, следующие за контуром. В самой передней, а также в самой задней несущей области расположено по стандартному пучку A6, каждый из которых по меньшей мере частично следует за контуром острия щетинкодержателя и, соответственно, за контуром перехода к шеечной части 3. Компактный пучок расположен между стандартными пучками. Мини-пучки и мягкие элементы и/или формации из отливаемых под давлением щетинок расположены между стандартными пучками и компактным пучком. Мягкие элементы и/или формации из отливаемых под давлением щетинок расположены между мини-пучками и компактным пучком.
Показанный на Фиг. 5 щетинкодержатель 5 в верхней, а также в нижней несущей области имеет по одному компактному пучку A2, каждый из которых выполнен с выемкой, открытой к центру щетинкодержателя. Оба этих компактных пучка A2 таким образом образуют между собой центральную несущую область, в которой расположены мягкие элементы (соответственно, один мягкий элемент) и/или отливаемые под давлением щетинки A1, и которая в левой, а также в правой несущей областях в каждом случае частично окружена мини-пучками A3. Такая ромбическая конфигурация содержит в данном случае три соединенных друг с другом в продольном направлении ромбовидных элемента. Мягкие элементы (соответственно, один мягкий элемент) и/или отливаемые под давлением щетинки частично окружены мини-пучками, а частично компактными пучками.
На Фиг. 6 - Фиг. 9 в качестве примера показаны щетинкодержатели категории B.
При этом на Фиг. 6 наглядно представлен щетинкодержатель 5, который в центральной несущей области имеет мягкий элемент с выемкой (соответственно, с одним мягким элементом) и/или отливаемые под давлением щетинки A1, которые заключают в себе одну формацию из мини-пучков A3. Мягкий элемент (соответственно, указанный один мягкий элемент) и/или отливаемые под давлением щетинки A1 в свою очередь окружаются одним большим замкнутым длинным пучком A5. Он в свою очередь окружается формацией из мини-пучков A3, которые в свою очередь образуют обрамление. В самой передней, а также в самой задней несущей области снова расположено по одному стандартному пучку A6, которые ориентированы, соответственно, изогнуты в направлении острия щетинкодержателя, соответственно, в направлении шеечной части 3.
На Фиг. 7 представлен щетинкодержатель 5, который имеет расположенный центрально в форме елочки длинный пучок A5, проходящий в верхнюю и в нижнюю несущую область. Длинный пучок A5 имеет при этом проходящие на расстоянии друг от друга боковые ответвления. В левой и в правой центральной несущей области каждое отдельное боковое ответвление по меньшей мере частично окружено мягкими элементами и/или отливаемыми под давлением щетинками. Между этими отдельными боковыми ответвлениями длинного пучка A5 могут к тому же располагаться мини-пучки A3, так же, как и между средними боковыми ответвлениями и мягкими элементами, и/или отливаемыми под давлением щетинками. Далее, в самой верхней и в самой нижней несущей области опять же расположено по одному стандартному пучку A6. Между этими дугообразными стандартными пучками A6 и верхними, соответственно, нижними боковыми ответвлениями длинного пучка A5 предусмотрены к тому же дополнительные стандартные пучки A6, а также дополнительные формации из мини-пучков A3, причем также здесь выполнены структуры, которые зеркально-симметричны. Мини-пучки расположены между боковыми ответвлениями длинного пучка. Длинный пучок проходит между стандартными пучками. Длинный пучок к тому же проходит предпочтительно между мягкими элементами и/или отливаемыми под давлением щетинками.
Показанный на Фиг. 8 щетинкодержатель 5 сначала имеет один центрально расположенный длинный пучок A5, который образует, по существу, X-образную конфигурацию с замкнутой формой в середине. Слева и справа от этого X-образного длинного пучка A5 расположены, по существу, доходящие до внешнего контура щетинкодержателя мини-пучки A3. В верхнем и нижнем промежутках этого X-образного длинного пучка A5 расположены мягкие элементы и/или формации из отливаемых под давлением щетинок A1. В противоположность ромбу этого Х-образного длинного пучка A5, который оставляет центральное свободное пространство, образованы ромбически расположенные мягкие элементы и/или отливаемые под давлением щетинки A1 без свободного пространства, т.е., по существу, по всей поверхности. В самой верхней, а также в самой нижней несущей области на дугообразной кривой расположены круговые стандартные пучки A6. Длинный пучок расположен между стандартными пучками. Длинный пучок расположен между мини-пучками. Длинный пучок расположен между мягкими элементами и/или отливаемыми под давлением щетинками A1. Длинный пучок содержит замкнутую выемку и обладает несколькими свободными ветвями.
На Фиг. 9 показан щетинкодержатель 5, который в верхней, а также в нижней несущей области имеет по одному спиралевидному или улиткообразному длинному пучку A5, причем оба этих улиткообразных длинных пучка A5 расположены с точечной симметрией относительно друг друга. В центральной несущей области предусмотрены две продолговатые параллельные линии из мягких элементов и/или отливаемых под давлением щетинок A1. Спиралевидный или улиткообразный длинный пучок по меньшей мере частично следует за внешним контуром головки щетки. между обеими этими параллельными линиями, а также в левой верхней несущей области, а также в правой нижней несущей области между улиткообразным длинным пучком A5 и мягкими элементами и/или отливаемыми под давлением щетинками A1 расположены мини-пучки A3. Между длинными пучками расположены мягкие элементы. Между длинными пучками к тому же предпочтительно расположены мини-пучки.
На 10 - Фиг. 13 в качестве примера показаны щетинкодержатели категории C.
На Фиг. 10 представлен щетинкодержатель 5 с одним большим, центрально расположенным, овальным компактным пучком A2. Вокруг этого компактного пучка A2 в овальной формации, которая следует внешнему контуру щетинкодержателя 5, расположены мини-пучки A3.
На Фиг. 11 наглядно проиллюстрирован щетинкодержатель 5, который в верхней и в нижней несущей области имеет по одному компактному пучку A2. Оба этих компактных пучка A2 выполнены примерно конусообразными, с верхним и, соответственно, с нижним скруглением (ср. Фиг. 2). В центральной несущей области между обоими компактными пучками A2 предусмотрена одна формация из мини-пучков A3, которая тянется также в левую и правую центральные несущие области. С левой и правой стороны, над прямоугольной формацией из мини-пучков и под ней A3 предусмотрено по одному круговому стандартному пучку A6.
Щетинкодержатель 5 согласно Фиг. 12 имеет один центрально расположенный компактный пучок A2 в форме круглого кольца или, соответственно, в форме пончика (Donut-förmig). В выемке 51 образованной компактным пучком A2 в форме пончика, предусмотрена одна формация из мини-пучков A3. Над компактным пучком А2 в форме пончика и под ним предусмотрено по одному меньшему компактному пучку A2 (в порядке альтернативы здесь может также быть предусмотрен один большой стандартный пучок A6), и причем в левой и правой верхней, а также в левой и правой нижней областях предусмотрены еще меньшие формации из мини-пучков A3.
На Фиг. 13 представлен щетинкодержатель 5 с двумя открытыми с одной стороны компактными пучками A2 в нижней и верхней несущих областях, которые расположены зеркально-симметрично друг другу. В окруженной ими центральной несущей области расположена одна формация из мини-пучков A3. Просвет S между концами подковы остается незанятым.
На Фиг. 14 - Фиг. 19 в качестве примера показаны щетинкодержатели категории D.
Щетинкодержатель 5 согласно Фиг. 14 содержит два компактных пучка A2 полуовальной формы, которые расположены в центральной несущей области и отделены друг от друга просветом S. Просвет S остается незанятым. Вокруг обоих компактных пучков A2 полуовальной формы предусмотрена одна овальная формация или, соответственно, обрамление из мягких элементов и/или отливаемых под давлением щетинок A1. В самой передней, а также в самой задней несущей области расположено по одному стандартному пучку A6. Мягкие элементы и/или отливаемые под давлением щетинки размещены между компактными пучками и стандартными пучками.
Щетинкодержатель 5 согласно Фиг. 15 тоже содержит два компактных пучка A2 со скруглениями, обращенными соответственно наверх и вниз (ср. Фиг. 2). В центральной области между обоими этими расположенными зеркально-симметрично компактными пучками A2 предусмотрена формация из мягких элементов и/или отливаемых под давлением щетинок A1. В левой и правой верхних, а также в левой и правой нижних областях этой прямоугольной формации из мягких элементов и/или отливаемых под давлением щетинок A1 предусмотрено по еще одному имеющему точечную форму стандартному пучку A6. Мягкие элементы и/или отливаемые под давлением щетинки лежат между этими компактными пучками.
Щетинкодержатель, который наглядно представлен на Фиг. 16, имеет два открытых с одной стороны компактных пучка A2, один в верхней несущей области и один в верхней несущей области, которые определяют овальную центральную несущую область, в которой расположена формация из мягких элементов и/или отливаемых под давлением щетинок A1. Просвет S между компактными пучками остается незанятым. Формация из мягких элементов и/или отливаемых под давлением щетинок, по существу, окружена компактными пучками.
Щетинкодержатель 5 согласно Фиг. 17 содержит, если смотреть сверху вниз, стандартный пучок A6, несколько тянущихся в направлении поперечной оси держателя компактных пучков A2, а также один нижний стандартный пучок A6. Стандартные пучки A6, а также компактные пучки A2 при этом отделены друг от друга соответственно формацией из мягких элементов и/или отливаемых под давлением щетинок A1. Несколько компактных пучков, распределенных по головке щетки, отделены друг от друга формацией из мягких элементов и/или отливаемых под давлением щетинок A1.
Щетинкодержатель, показанный на Фиг. 18, содержит сначала центрально расположенные, имеющие форму антенн мягкие элементы (соответственно, один мягкий элемент) и/или отливаемые под давлением щетинки. Такая антенная форма, по существу, образована крестообразно отходящими ветвями. Обе крестообразные геометрии при этом - если смотреть в поперечном направлении - окружены каждая двумя открытыми с одной стороны, стандартными пучками A6. В верхней, а также в нижней несущей области расположены формации из мини-пучков A3. Мягкие элементы (соответственно, один мягкий элемент) и/или отливаемые под давлением щетинки расположены между формациями из мини-пучков.
Показанный на Фиг. 19 щетинкодержатель 5 содержит прежде всего одну формацию из мягких элементов (соответственно, одного мягкого элемента) и/или отливаемых под давлением щетинок A1. В этом варианте выполнения они имеют форму трех соединенных друг с другом в продольном направлении ромбов, причем каждый из ромбов образует одно незанятое свободное пространство. В порядке альтернативы это свободное пространство может быть занято чистящим элементом, в частности, раскрытым в данном описании чистящим элементом. Вокруг этой ромбовидной формации расположено несколько компактных пучков A2. В своем внешнем контуре они образуют примерно овал, соответственно, следуют внешнему контуру щетинкодержателя. Однако, на своей внутренней стороне они следуют за формацией мягких элементов (соответственно, за мягким элементом) и/или отливаемых под давлением щетинок A1.
На Фиг. 20 - Фиг. 24 в качестве примера показаны щетинкодержатели категории E.
Показанный на Фиг. 20 щетинкодержатель 5 содержит один центрально расположенный тонкий, замкнутый мягкий элемент (соответственно, один мягкий элемент) и/или одну формацию из отливаемых под давлением щетинок A1, который (которая) включает формацию из мини-пучков A3. Вокруг указанного овала из мягких элементов (соответственно, одного мягкого элемента) и/или отливаемых под давлением щетинок A1 в свою очередь расположен овал из мини-пучков A3. На самом переднем, а также на самом заднем конце щетинкодержателя 5 расположено по одному стандартному пучку A6. Этот мягкий элемент и/или формация из отливаемых под давлением щетинок окружает формацию из мини-пучков. Мягкий элемент и/или формация из отливаемых под давлением щетинок к тому же предпочтительно окружены мини-пучками.
Щетинкодержатель согласно Фиг. 21 содержит в центральной несущей области формацию из мини-пучков A3, которые тянутся в левую и правую центральные несущие области. Зеркально-симметрично относительно поперечной оси, и выступая наружу (т.е. вперед и, соответственно, назад), расположено, далее, в верхней, а также в нижней несущей области по одному длинному пучку A5, раскрывающемуся наружу по типу C-образного профиля, причем внутри каждого этого длинного пучка A5 расположена формация из мини-пучков A3. В самой верхней, а также в самой нижней несущей области опять-таки расположено по одному меньшему компактному пучку A2, каждый с одним скруглением, которое следует внешнему контуру острия щетинкодержателя, соответственно, внешнему контуру расположенного со стороны шейки нижнего конца щетинкодержателя. Слева и справа над этой прямоугольной формацией из мини-пучков A3, а также слева и справа под ней предусмотрены мягкие элементы и/или формации из отливаемых под давлением щетинок A1. Длинные пучки расположены между формациями из мини-пучков. Длинные пучки к тому же предпочтительно расположены между компактными пучками.
Щетинкодержатель 5 согласно Фиг. 22 прежде всего опять-таки имеет один Х-образный длинный пучок A5, который в своей средней части образует ромб с незанятым свободным пространством. В верхнем и в нижнем свободных пространствах Х-образного длинного пучка A5 предусмотрены мягкие элементы (соответственно, один мягкий элемент) и/или отливаемые под давлением щетинки A1. Длинный пучок образует в центре свободное пространство, которое может быть пустым или может быть занято чистящим элементом. В левом и в правом свободных пространствах этого Х-образного длинного пучка A5 расположены формации из мини-пучков A3 вплоть до левого и правого внешнего контура щетинкодержателя 5. В самой верхней, а также в самой нижней несущей области предусмотрено по одному стандартному пучку A6. Между отходящими ветвями длинного пучка расположены мини-пучки. Между отходящими ветвями длинного пучка предпочтительно предусмотрены дополнительные мягкие элементы (соответственно, мягкий элемент) и/или отливаемые под давлением щетинки A1.
На Фиг. 23 представлен щетинкодержатель 5, который вдоль продольной оси щетинкодержателя имеет несколько мягких элементов и/или формаций из отливаемых под давлением щетинок A1. Слева и справа от этих мягких элементов 5 и/или отливаемых под давлением щетинок A1 находится по одному проходящему между промежутками, и следующему формациям в виде звезд, волнообразному длинному пучку A5, причем оба длинных пучка A5 расположены зеркально-симметрично друг другу. В лежащих снаружи свободных пространствах волнообразных длинных пучков A5 расположены маленькие формации из мини-пучков A3. В самой верхней, а также в самой нижней несущей области расположено по одному стандартному пучку А6. Между обоими длинными пучками находятся мягкие элементы и/или формации из отливаемых под давлением щетинок. Они выступают в свободные пространства волнообразных длинных пучков. В этих свободных пространствах находятся мини-пучки.
Показанный на Фиг. 24 щетинкодержатель 5 опять же имеет центрально расположенный мягкий элемент (соответственно, один мягкий элемент) и/или отливаемые под давлением щетинки A1. Этот элемент образует ромбовидную формацию, состоящую в данном случае из трех соединенных друг с другом ромбов, каждый из которых заключает в себе одно незанятое свободное пространство. Одно или несколько свободных пространств могут быть заняты чистящими элементами. Слева и справа от этой ромбовидной формации расположены формации из мини-пучков A3, проходящие вплоть до левого и правого внешних контуров щетинкодержателя 5. В нижней, а также в верхней несущей области расположено по одному несколько большему стандартному пучку A6.
На Фиг. 25 - Фиг. 28 в качестве примера показаны щетинкодержатели категории F.
На Фиг. 25 при этом показан щетинкодержатель 5 с центрально расположенным растровым пучком A4, который составлен из нескольких сотообразных, многоугольных структурных элементов. Свободные пространства, образованные этими сотообразными структурными элементами, не заняты. Эти свободные пространства опционально могли бы быть заняты чистящими элементами или формациями чистящих элементов (например, мини-пучками). Над растровым пучком A4 и под ним выполнено по одной отдельной соте из мягких элементов (соответственно, одного мягкого элемента) и/или отливаемых под давлением щетинок A1. В свою очередь над каждой из этих отдельных сотовых форм и под каждой из них расположен стандартный пучок A6. Далее, в верхней, а также в нижней несущей области мини-пучки A3 образуют часть внешнего контура. Растровые пучки расположены между мягкие элементами (соответственно, одним мягким элементом) и/или отливаемыми под давлением щетинками A1. Растровые пучки к тому же предпочтительно расположены между мини-пучками.
Представленный на Фиг. 26 щетинкодержатель 5 содержит в центральной области ромбовидную формацию из мягких элементов (соответственно, одного мягкого элемента) и/или отливаемых под давлением щетинок A1, которая в данном случае выполнена из двух ромбов, соединенных друг с другом в продольном направлении, причем каждый из этих ромбов заключает в себе одно незанятое свободное пространство. Это свободное пространство опционально может быть занято чистящими элементами. С левой, а также с правой стороны от этой ромбовидной формации из мягких элементов и/или отливаемых под давлением щетинок A1 расположено по одной ромбовидной формации из одного растрового пучка A4, каждая из которых содержит три соединенных друг с другом в продольном направлении ромбовидных структурных элемента, которые тоже заключают в себе незанятое свободное пространство. Также эти свободные пространства опционально могут быть заняты чистящими элементами. Оба растровых пучка A4 расположены зеркально-симметрично друг другу, и средний ромбовидный структурный элемент заходит в промежуток между обоими ромбами из мягких элементов (соответственно, из мягкого элемента) и/или отливаемых под давлением щетинок A1. В верхней, а также в нижней областях щетинкодержателя расположено по одному меньшему компактному пучку A2, имеющему скругление, которое следует внешнему контуру острия щетинкодержателя соответственно, контуру нижней, расположенной со стороны шейки части щетинкодержателя 5. Мягкие элементы (соответственно, один мягкий элемент) и/или отливаемые под давлением щетинки A1 находятся между указанными растровыми пучками. Растровые пучки лежат между двумя компактными пучками.
На Фиг. 27 представлен, далее, щетинкодержатель 5, имеющий в центральной области один тонкий мягкий элемент и/или одну формацию из отливаемых под давлением щетинок A1, который или которая охватывает одно свободное пространство, занятое дополнительными мягкими элементами и/или отливаемыми под давлением щетинками A1. С левой, а также с правой стороны предусмотрено по одному растровому пучку A4, который образован из соединенных друг с другом в форме овала кольцевых структурных элементов и следует внешнему контуру щетинкодержателя. В верхней, а также в нижней несущей области в заключение еще предусмотрен один стандартный пучок A6.
Показанный на Фиг. 28 щетинкодержатель 5 имеет один центрально расположенный растровый пучок A4, который составлен из сотообразных многоугольных структурных элементов. Над этим сотообразным растровым пучком и под ним A4 расположены компактные пучки A2, которые на своих обращенных внутрь концах следуют за верхней и, соответственно, нижней сотовой структурой, и которые на своих обращенных наружу, соответственно, к шеечной части концах следуют внешнему контуру щетинкодержателя 5. Сбоку от сотообразного растрового пучка A4 расположены слева и справа по одному волнообразному элементу из мягких элементов (соответственно, из одного мягкого элемента) и/или формаций из отливаемых под давлением щетинок A1, который следует за внутренней стороной этой сотовой структуры.
На Фиг. 29 в заключение показан щетинкодержатель 5 категории G, который прежде всего имеет центрально расположенную в форме елочки формацию из мягких элементов (соответственно, из одного мягкого элемента) и/или формации из отливаемых под давлением щетинок A1. Она окружена одним овальной формы тонким, замкнутым длинным пучком A5, который в свою очередь, окружен овальной формацией из мини-пучков A3. На самом верхнем, а также на самом нижнем концах щетинкодержателя 5 в свою очередь расположено по одному стандартному пучку A6.
На Фиг. 30 - Фиг. 32 в качестве примера представлены щетинкодержатели категории H.
На Фиг. 30 при этом показан щетинкодержатель 5, имеющий один центрально расположенный растровый пучок A4, который собирается из нескольких сотообразных структурных элементов. Свободные пространства в этих структурных элементах опционально могут быть заняты чистящими элементами. Выше растрового пучка A4 и ниже него расположено по одному компактному пучку A2. В остающихся промежутках в левой и правой верхней, а также в левой и правой нижней областях щетинкодержателя 5 расположены еще мини-пучки A3 и имеющие точечную форму стандартные пучки A6.
Показанный на Фиг. 31 щетинкодержатель 5, по существу, соответствует показанному на Фиг. 27 щетинкодержателю с тем отличием, что в его центральной области расположен один овальный компактный пучок A2. Компактный пучок лежит между растровыми пучками.
Представленный на Фиг. 32 щетинкодержатель 5, по существу, соответствует показанному на Фиг. 28 щетинкодержателю с тем отличием, что здесь не предусмотрено никаких волнообразных мягких элементов и/или формаций из отливаемых под давлением щетинок A1, и поэтому компактные пучки A2 проходят несколько дальше в направлении поперечной оси щетинкодержателя, причем образованный между ними просвет S остается незанятым. Растровый пучок лежит между компактными пучками.
На Фиг. 33 - Фиг. 36 в качестве примера представлены щетинкодержатели категории I.
Показанный на Фиг. 33 щетинкодержатель 5 содержит прежде всего один центрально расположенный, овальный, замкнутый длинный пучок A5, в свободном пространстве которого расположена одна формация из мини-пучков A3. Этот длинный пучок A5 окружен еще одним овальным длинным пучком A5, который опять-таки, в свою очередь окружен овальной формацией из мини-пучков A3. Больший длинный пучок имеет изменяющееся поперечное сечение, в частности, у верхнего и нижнего концов (Extremitäten). Длинные пучки окружены формациями из мини-пучков.
Представленный на Фиг. 34 щетинкодержатель 5, по существу, соответствует показанному на Фиг. 23 щетинкодержателем с тем отличием, что здесь вдоль продольной оси не предусмотрено никаких мягких элементов и/или отливаемых под давлением щетинок A1, а только маленькие формации из мини-пучков A3. Мини-пучки вновь расположены в отверстиях длинных пучков.
На Фиг. 35 наглядно показан щетинкодержатель 5, имеющий один центрально расположенный длинный пучок A5 в форме расположенного с точечной симметрией (соответственно, встречного) двойного червяка или, соответственно, двойной спирали. На внутренней стороне мини-пучки A3 следуют контуру этого двойного червяка. В левой и правой центральных областях щетинкодержателя 5 расположено по одному круговому стандартному пучку A6. В самой верхней, а также в самой нижней несущей области в свою очередь предусмотрено по одному стандартному пучку A6.
Щетинкодержатель 5 согласно Фиг. 36 содержит ориентированную вдоль продольной оси формацию из мини-пучков A3, с левой и с правой стороны от которой расположено по одному направленному наружу длинному пучку A5 гребенчатой формы. В определяемых обоими длинными пучками A5 гребенчатой формы промежутках расположены дополнительные формации из мини-пучков A3. В верхней, а также в нижней несущей области тоже расположен один стандартный пучок A6.
На Фиг. 37 - Фиг. 40 в качестве примера наглядно показаны щетинкодержатели категории J.
На Фиг. 37 показан щетинкодержатель 5, имеющий в своей верхней и нижней несущих частях по одному растровому пучку A4 с сотообразными структурными элементами. Вдоль поперечной оси щетинкодержателя 5 расположены мини-пучки A3 в виде формации, примерно имеющей форму елочки. В верхней, а также в нижней несущей области расположено по еще одному сотообразному, соответственно, шестиугольному стандартному пучку A6, а также при необходимости еще и отдельные мини-пучки A3.
На Фиг. 38 представлен щетинкодержатель 5 с одним центрально расположенным растровым пучком A4 в форме трех соединенных друг с другом в продольном направлении ромбовидных структурных элементов, у которых в промежутках расположены мягкие элементы и/или формации из отливаемых под давлением щетинок A1. Слева и справа от растрового пучка A4 вплоть до внешнего контура щетинкодержателя 5 предусмотрены формации мини-пучков A3. В самой верхней, а также в самой нижней несущей области предусмотрено по одному стандартному пучку A6, который своей внутренней стороной следует контуру растрового пучка A4. В левой и правой верхних, а также в левой и правой нижних областях щетинкодержателя 5 между стандартными пучками A6, а также указанными мини-пучками A3 могут быть предусмотрены еще по одному имеющему точечную форму стандартному пучку A6. Стандартные пучки в общем служат для того, чтобы заполнять небольшие просветы между большими пучками или формациями из пучков.
Щетинкодержатель 5 согласно Фиг. 39 имеет один растровый пучок A4, который образован из структурных элементов в форме цепи с кольцевыми или, соответственно, овальными звеньями и проходит вдоль внешнего контура щетинкодержателя 5. Этот растровый пучок замкнут и в центре образует свободное пространство. Растровый пучок A4 в центральной области включает формацию из мини-пучков A3. Свободные пространства, окруженные отдельными структурными элементами растрового пучка A4, остаются незанятыми, но опционально могут быть также заняты чистящими элементами.
Щетинкодержатель 5 согласно Фиг. 40 в своей центральной области имеет один растровый пучок A4, составленный из сотообразных структурных элементов и окружен замкнутой формацией из мини-пучков A3. Эта формация из мини-пучков образует в центре свободное пространство. Это свободное пространство занято чистящим элементом, в данном случае растровым пучком. В верхней, а также в нижней несущей области расположено по одному дугообразному стандартному пучку A6.
На Фиг. 41 - Фиг. 47 в качестве примера представлены щетинкодержатели категории K.
Щетинкодержатель согласно Фиг. 41 в центральной области имеет два компактных пучка A2, которые расположены зеркально-симметрично друг другу, и которые образуют между собой проходящий поперек просвет S, который остается незанятым. Вокруг этого компактного пучка A2 полуовальной формы проходит замкнутый длинный пучок A5. В верхней несущей области, а также в нижней несущей области расположены формации из мини-пучков A3, которые следуют за контуром острия щетинкодержателя, соответственно, расположенного со стороны шейки конца щетинкодержателя. Компактные пучки находятся в центральном свободном пространстве, которое образовано длинным пучком.
Щетинкодержатель согласно Фиг. 42 содержит в верхней, а также в нижней несущей области по одному компактному пучку A2, который имеет скругление, которое следует внешнему контуру острия щетинкодержателя, соответственно, внешнему контуру расположенного со стороны шейки конца щетинкодержателя 5. Вдоль поперечной оси щетинкодержателя, а также в центральных левой и правой областях щетинкодержателя проходит длинный пучок A5 в форме антенны с отходящими наружу выступами, которые доходят, например, вплоть до внешнего контура щетинкодержателя 5. Длинный пучок лежит между компактными пучками.
На Фиг. 43 показан щетинкодержатель 5 с одним центрально расположенным длинным пучком A5 в форме елочки, который на своем верхнем, а также на своем нижнем концах имеет геометрию, следующую за соответствующим компактным пучком. В верхней, а также в нижней несущей области расположено по одному круговому компактному пучку A2, который следует за геометрией длинного пучка A5, а также за внешним контуром щетинкодержателя. Между указанными серповидными геометрическими образованиями длинного пучка A5 и наиболее близко лежащими прямыми ветвями длинного пучка A5 расположены мини-пучки A3 в форме дуги.
Представленный на Фиг. 44 щетинкодержатель 5 примерно соответствует показанному на Фиг. 18 щетинкодержателю с тем отличием, что здесь указанная антенноподобная структура образована длинным пучком A5, и причем длинный пучок A5 в верхней, а также в нижней области держателя имеет еще и якореобразную геометрию, которая поперечной перемычкой отделена от направленных поперечно стандартных пучков A6. Мини-пучки A3 на Фиг. 18 заменяются структурами длинного пучка A5.
На Фиг. 45 представлен щетинкодержатель 5 с одним расположенным в центральной несущей области компактным пучком A2. В образованных на правой и на левой сторонах держателя промежутках компактного пучка A2 расположены круговые мягкие элементы и/или формации из отливаемых под давлением щетинок A1. Параллельно верхнему и, соответственно, нижнему промежуткам звездчатого компактного пучка A2 и параллельно друг другу расположены длинные пучки A5. В самой верхней и в самой нижней несущей областях расположены дугообразные (соответственно, в форме сегментов круга) стандартные пучки A6, которые ориентированы по остриям стрелок длинных пучков A5. Компактный пучок лежит между несколькими длинными пучками.
Показанный на Фиг. 46 щетинкодержатель в своей центральной области имеет несколько длинных пучков A5 в форме полосок, которые в поперечном направлении ориентированы параллельно друг другу. Над этими длинными пучками A5 в форме полосок и под ними расположено по одному лежащему поперек овальному компактному пучку A2. Далее, над этими лежащими поперек компактными пучками A2 и под ними расположен дополнительный лежащий поперек длинный пучок A5 в форме полоски. В самой верхней, а также в самой нижней несущей области снова расположены примерно полукруглые стандартные пучки A6. Длинные пучки в целом образуют предпочтительно формации из нескольких расположенных параллельно элементов.
Щетинкодержатель согласно Фиг. 47 содержит прежде всего ориентированную вдоль продольной оси X-образную структуру из одного длинного пучка A5, который в середине образует ромб, а на своем верхнем и нижнем концах имеет скругление, следующее внешнему контуру держателя. Верхние и нижние области длинного пучка A5 заключают в себе при этом каплевидный стандартный пучок A6, тогда как центральная область длинного пучка A5, соответственно, ромб охватывает незанятое свободное пространство. Слева и справа от длинного пучка A5 расположено по одному компактному пучку A2, который следует внешнему контуру держателя, а также на своей обращенной внутрь стороне следует контуру ромба длинного пучка A5.
На Фиг. 48 - Фиг. 51 в качестве примера представлены щетинкодержатели категории L.
Щетинкодержатель согласно Фиг. 48 в его центральной области вдоль поперечной оси имеет примерно H-образный длинный пучком A5 с отогнутыми боковыми стенки. Свободное пространство, определяемое отогнутыми боковыми стенками, занято имеющими точечную форму мягкими элементами и/или отливаемыми под давлением щетинками A1. Выше H-образного длинного пучка А5 и ниже него предусмотрены растровые пучки A4 в виде сотообразных, соответственно, шестиугольных структурных элементов растровых пучков, которые заключают в себе по одному отдельному кольцеобразному структурному элементу A4 растра. В верхней и нижней несущих областях расположено по одному примерно полукруглому стандартному пучку A6. В левых и правых верхних и нижних областях щетинкодержателя предусмотрены в свою очередь следующие внешнему контуру и имеющие точечную форму мягкие элементы и/или формации из отливаемых под давлением щетинок A1.
Щетинкодержатель согласно Фиг. 49 содержит в центральной области три растровых пучка A4 в форме трех (отделенных) лежащих друг над другом кольцеобразных структурных элементов растровых пучков с проходящей через них поперечиной. Между этими растровыми пучками A4 в левой и правой несущих областях предусмотрены отдельные квадратные растровые пучки A4. Далее, в верхней и нижней несущих областях предусмотрено еще несколько имеющих точечную форму стандартных пучков A6, которые следуют внешнему контуру и заполняют верхнюю и нижнюю несущую область.
Представленный на Фиг. 50 щетинкодержатель 5 содержит в его центральной области несколько входящих друг в друга соответственно, переплетенных друг с другом сотообразных растровых пучков A4 (форма в форме), причем свободное пространство ограничиваемое верхней и центральной сотами, а также нижней и центральной сотами, занято имеющими точечную форму мягкими элементами и/или отливаемыми под давлением щетинками A1. Слева и справа от этой сотообразной растровой пучковой структуры расположены мини-пучки A3, которые следуют внешнему контуру щетинкодержателя. В верхней и нижней несущих областях предусмотрено по одному примерно полукруглому стандартному пучку A6.
Щетинкодержатель 5 согласно Фиг. 51 содержит центрально расположенный растровый пучок A4, в котором отдельные ромбические, соответственно, квадратные структурные элементы попеременно соединены с кольцеобразными структурными элементами, так что получается примерно крестообразная общая конструкция. В левом и правом верхних промежутках, а также в левом и правом нижних промежутках еще расположены имеющие точечную форму стандартные пучки A6.
На Фиг. 52 - Фиг. 55 в качестве примера представлены щетинкодержатели категории M.
На Фиг. 52 сначала показан щетинкодержатель 5, который имеет один единственный большой овальный компактный пучок A2, заполняющий поверхность щетинкодержателя вплоть до внешнего контура.
На Фиг. 53 показан щетинкодержатель 5 с одним компактным пучком A2 полуовальной формы в верхней, а также в нижней несущей области. При этом верхний компактный пучок A2 охватывает выемку 51 в форме незанятого свободного пространства, которая тоже выполнена полуовальной формы. Нижний полуовальный компактный пучок A2 заключает в себе две прямоугольные выемки 51, каждая в форме прямоугольного свободного пространства, которые тоже остаются незанятыми. Просвет S между компактными пучками A2 тоже остается незанятым.
Представленный на Фиг. 54 щетинкодержатель 5 имеет теперь овальный компактный пучок A2, который заключает в себе две расположенные симметрично друг другу тоже полуовальной формы выемки 51, так что, например, вдоль поперечной оси щетинкодержателя образуется поперечная перемычка внутри компактного пучка A2.
На Фиг. 55 показан в заключение щетинкодержатель 5 с двумя каплевидными компактными пучками A2, один из которых от верхней области (убывающим концом) проходит в нижнюю область, и другой от нижней области (убывающим концом) доходит в верхнюю область. Оба компактных пучка A2 заключают в себе по одной круглой выемке 51, в которой расположены имеющие точечную форму мягкие элементы и/или формации из отливаемых под давлением щетинок A1. В свободном пространстве/просвете, определяемом обоими каплевидными компактными пучками A2, расположена проходящая поперечно формация из мини-пучков A3.
На Фиг. 56a и Фиг. 56b показан принцип действия одного предпочтительного варианта выполнения предлагаемого изобретением зажимного устройства 60 и/или устройства 60 для прессования в связи с методом Hot Tufting (HT).
Это зажимное устройство 60 и/или устройство 60 для прессования (показан вид в поперечном сечении) содержит базирующий элемент 62 для показанного здесь в качестве примера стандартного пучка A6, который своим расплавленным концом 10 был помещен в глухое отверстие 7 щетинкодержателя 5. Зажимное устройство 60 и/или устройство 60 для прессования содержат выступы 61, которые в данном случае выполнены пилообразными, и которые направлены на непосредственное окружение глухого отверстия 7 на щетинкодержателе 5 (предпочтительно они выполнены выходящими из базирующего элемента 62).
Выступы 61 по выбору также могут быть выполнены бульбообразными или конусообразными и т.д.
Далее, они могут быть расположены параллельно друг другу или же могут быть выполнены проходящими по окружности.
Зажимное устройство 60 и/или устройство 60 для прессования может к тому же иметь (здесь не показано) нагревательный элемент для нагревания щетинкодержателя 5, соответственно, поверхности щетинкодержателя. Это предлагаемое изобретением зажимное устройство 60 и/или устройство 60 для прессования в состоянии обеспечивать как особенно хорошее боковое зажатие пучка A6, так и особенно хорошее закрепление в области расплавленного конца 10 пучка A6.
Решающим является то, что - как можно видеть на Фиг. 56b - выступы 61 зажимного устройства 60 и/или устройства 60 для прессования в состоянии при необходимости предварительно нагретый с помощью зажимного устройства 60 и/или устройства 60 для прессования материал щетинкодержателя 5 в области непосредственного окружения глухого отверстия 7 вдавливать в щетинкодержатель 5 (просечка 63 создана путем вытеснения) таким образом, что сначала создается боковое зажатие пучка A6 в области поверхности щетинкодержателя 5. Кроме того, может достигаться дополнительное закрепление монтажного конца пучка A6 (т.е. это конец с оплавленными щетинками 10), так как упомянутое вытеснение материала щетинкодержателя вызывает более глубокое воздействие, чем, например, у плоской торцевой стороны инструмента (благодаря пилообразному, конусообразному или бульбообразному выполнению выступов). Таким образом обеспечивается особенно хорошая фиксация, соответственно, особенно хорошее закрепление (соответственно, устойчивость к вырыванию) пучков щетинок внутри щетинкодержателя 5.
На Фиг. 57a и Фиг. 57b на примере стандартного пучка A6 показано создание наклонно стоящего пучка. Как можно видеть на Фиг. 57a, предварительно при извлечении из формы создается глухое отверстие 7, вследствие чего щетинкодержатель 5 получает выступающее скопление 64 материала. Это скопление 64 материала в нагретом состоянии может затем таким образом выдавливаться, соответственно, прессоваться, что показанный здесь в качестве примера стандартный пучок A6 приобретает долговременное наклонное положение.
Предпочтительные углы наклона β пучков относительно поверхности щетинкодержателя 5 лежат в диапазоне между 85° и 50°, предпочтительно между 80° и 65°.
На Фиг. 58a и Фиг. 58b показано скопление 64 материала на щетинкодержателе 5, которое здесь образовано в форме двух продолговатых выступов 64, которые, если смотреть сверху согласно Фиг. 58b, проходят по обе стороны от глухого отверстия 7, выходя за него.
Посредством такого базового взаимного расположения теперь, например, круглому стандартному пучку A6 могут быть приданы различные веерообразные формы.
Как показано на Фиг. 59a, один стандартный пучок был помещен в глухое отверстие 7, и оба боковых выступа 64 указанного скопления материала были с боков прижаты к пучку так, что получился упорядоченный веер, что также можно видеть на Фиг. 59b (ср. ссылочную позицию A6`).
В порядке альтернативы этому, как показано на Фиг. 60a и Фиг. 60b, может также создаваться веер с более плотным центром посредством обоих боковых скоплений 64 материала. Как наглядно показано на Фиг. 60b, оба скопления материала здесь сильно сдавливаются с боков, причем одновременно вокруг пучка получается несколько более широкий, соответственно, более плотный центр (ср. ссылочную позицию A6"). Расположение более широким веером соответствующего пучка A6" также обозначено двойными линиями на Фиг. 60a.
На Фиг. 61a и Фиг. 61b показано асимметричное скопление 64 материала, которое - при перпендикулярно расположенном глухом отверстии 7 - приводит к наклонному положению показанного здесь в качестве примера стандартного пучка A6. Благодаря тому, что здесь правая боковая стенка скопления 64 материала несколько выше, чем левая боковая стенка скопления 64 материала, при запрессовывании соответственно, выдавливании нагретого материала щетинкодержателя пучок отгибается влево, как это хорошо видно на Фиг. 61b. Пучок A6``` при этом соответственно отгибается вокруг «более короткой» боковой стенки материала скопления 64.
На Фиг. 62a и Фиг. 62b наглядно показан пучок A6, который на своем нижнем монтажном конце 10` вместо расплава щетинок имеет крепежный компонент 10`. Этот крепежный компонент может при этом состоять из наложенного экструзией полимерного материала, он может также в форме пленки укладываться вокруг нижнего конца пучка, или же этот нижний, соответственно, монтажный конец пучка может окунаться в специальную текучую среду (например, воск), чтобы затем вводиться в глухое отверстие 7.
Полностью установленный пучок A6 наглядно показан на Фиг. 62b. С помощью этого варианта выполнения может улучшаться адгезия между пучком и щетинкодержателем 5, и могут полностью заполняться промежутки между пучком и щетинкодержателем. К тому же этот вариант выполнения может использоваться, чтобы, например, создать оптические эффекты в прозрачном щетинкодержателе.
На Фиг. 63 наглядно показан открытый, соответственно, открыто лежащий расплав 69, который здесь был изготовлен методом AFT. Можно увидеть головную часть 2 с установленной несущей пластинкой 5`, а также выступающие через эту несущую пластинку 5` пучки щетинок, которые на своем нижнем конце были оплавлены до расплава щетинок, соответственно, с образованием ковра щетинок 10.
Этот открытый, соответственно, открыто лежащий расплав щетинок 69 согласно способу AFT реализуется за счет того, что, как показано на Фиг. 65, согласно изобретению применяется специальный инструмент 65, который, в частности, имеет предпочтительно штифтообразный элемент 66 (Freihalteelement), оставляющий место для плоского, впоследствии свободно лежащего, соответственно, открытого расплава щетинок 69. Другими словами, в области указанного впоследствии свободно лежащего расплава щетинок в несущей пластинке 5` имеется отверстие, через которое может проходить насквозь этот освобождающий место элемент 66 и тем самым может освобождать соответствующее место при создании расплава щетинок 10. Т.е., расплав щетинок 10, соответственно, образованный ковер из расплава щетинок 10 на своей верхней стороне выполнен, по существу, плоским. Нагревательное устройство для расплавления задних концов щетинок в данном случае обозначено позицией 67. В отверстия под щетинки, соответственно, под пучки щетинок в инструменте 65 для этого вводятся штифты 68, которые обеспечивают профилирование свободных концов щетинок.
На Фиг. 64 наглядно показан открыто лежащий, соответственно, открытый расплав щетинок 69, который был получен способом HT. Здесь, например, с использованием зажимного устройства 60 и/или устройства 60 для прессования круглый растровый пучок A4 вставлен в щетинкодержатель 5, предварительно отформованный соответствующим образом. Также здесь указанный инструмент может иметь корреспондирующий элемент, оставляющий место.
Благодаря свободно лежащему, соответственно, открытому расплаву может обеспечиваться больший диапазон характеристик движения для охваченных им щетинок, соответственно, пучков щетинок.
На Фиг. 66 - Фиг. 70 в качестве примера показаны (круглые) щетинкодержатели для применения в однопучковых изделиях, в частности, однопучковых зубных щетках. Однопучковые зубные щетки представляют собой зубные щетки с очень маленькой головкой, которые применяются, в частности, для чистки зубов мудрости, пришеечных зон (Zahnsäumen), а также наклонно стоящих зубов, для чего они должны обладать особенно высокой эффективностью чистки.
На Фиг. 66 наглядно показан щетинкодержатель 5, например, для однопучковой зубной щетки, которая имеет один улиткообразный длинный пучок A5, который тянется, по существу, по всей поверхности щетинкодержателя 5.
На Фиг. 67 наглядно показан еще один щетинкодержатель 5, в центральной области которого предусмотрена звездчатая система из мягких элементов (соответственно, одного мягкого элемента) и/или отливаемых под давлением щетинок A1. Эта звездчатая система окружается мини-пучками A3 и/или имеющими точечную форму стандартными пучки A6, которые следуют этому звездчатому контуру.
На Фиг. 68 наглядно показан еще один щетинкодержатель 5, который в центральной области имеет одну точечную, соответственно, круговую систему из мягких элементов (соответственно, одного мягкого элемента) и/или отливаемых под давлением щетинок A1, которая окружена компактным пучком A2, выполненным в форме круглого кольца, соответственно, в форме пончика. Между этой имеющей точечную форму системой и указанным компактным пучком A2 или, соответственно, в компактном пучке A2 предпочтительно выполняется выемка 51 для лучшей подвижности щетинок.
На Фиг. 69 наглядно показан другой щетинкодержатель 5. Здесь в центральной области щетинкодержателя расположены четыре мини-пучка A3 и/или имеющие точечную форму стандартные пучки A6 в квадратной формации. Они в свою очередь окружены одним имеющим форму круглого кольца, соответственно, пончика компактным пучком A2, причем и здесь посредством выемки 51 обеспечивается диапазон характеристик движения отдельных щетинок.
На Фиг. 70 в заключение наглядно показан еще один щетинкодержатель 5. Он имеет один большой, круговой компактный пучок A2, который тянется, по существу, по всей его поверхности расширяется.
На Фиг. 71 - Фиг. 79 показаны в качестве примера (круглые) щетинкодержатели, в частности, для аппликаторов для нанесения лака.
Показанный на Фиг. 71 щетинкодержатель 5 соответствует при этом щетинкодержателю, показанному на Фиг. 67.
На Фиг. 72 наглядно показан щетинкодержатель 5 для аппликаторов для нанесения лака, который имеет один большой, круглый компактный пучок A2, проходящий, по существу, по всей поверхности щетинкодержателя 5. Внутри компактного пучка A2 предусмотрены две имеющие примерно форму почек выемки 51, которые расположены в противоходе, соответственно, с точечной симметрией друг другу.
На Фиг. 73 показан еще один щетинкодержатель для аппликаторов для нанесения лака, который имеет один улиткообразный длинный пучок A5, проходящий, по существу, по всей поверхности щетинкодержателя (т.е. соответственно с Фиг. 66).
На Фиг. 74 наглядно показан другой щетинкодержатель 5, который имеет один компактный пучок A2 в форме вдавленного (смятого) кругового кольца с соответствующей выемкой 51. Противоположно вмятине компактного пучка A2 предусмотрена дугообразная система из мягких элементов (соответственно, одного мягкого элемента) и/или отливаемых под давлением щетинок A1.
На Фиг. 75 показан еще один щетинкодержатель 5, который в своей центральной несущей области имеет одну овальную систему из мягких элементов (соответственно, одного мягкого элемента) и/или отливаемых под давлением щетинок. Над ней расположен один большой дугообразный компактный пучок A2, который следует контуру овала. Ниже овала расположено несколько мини-пучков A3 и/или имеющих точечную форму стандартных пучков A6, которые следуют внешнему контуру щетинкодержателя 5, а также овалу.
Показанный на Фиг. 76 щетинкодержатель, в частности, для аппликаторов для нанесения лака соответствует варианту выполнения, показанному на Фиг. 69.
Показанный на Фиг. 77 щетинкодержатель 5 для аппликаторов для нанесения лака, по существу, соответствует вариантам выполнения согласно Фиг. 69, а также Фиг. 76, с тем отличием, что в центральной области вместо мини-пучков A3, соответственно, стандартных пучков A6 расположены примерно в квадратной формации имеющие точечную форму, мягкоэластичные элементы и/или отливаемые под давлением щетинки A1.
Показанный на Фиг. 78 щетинкодержатель 5, в частности, для аппликаторов для нанесения лака соответствует варианту выполнения, показанному на Фиг. 70, т.е. с одним большим круговым компактным пучком, который проходит, по существу, по всей поверхности щетинкодержателя.
На Фиг. 79 в заключение наглядно показан вариант выполнения щетинкодержателя 5, в частности, для аппликаторов для нанесения лака, у которого имеется два расположенных зеркально-симметрично друг другу компактных пучка A2 в форме сегментов круга, причем их сторона основания, соответственно, хорда имеет слегка выпуклый изгиб. Просвет между обоими компактными пучками A2 остается незанятым и имеет соответственно слегка вогнутую форму.
На Фиг. 80 - Фиг. 84 в качестве примера показаны щетинкодержатели, в частности, для аппликаторов для нанесения туши.
Щетинкодержатели 5 выполнены при этом продолговатыми с закругленными боковыми частями.
Показанный на Фиг. 80 щетинкодержатель 5 в основном имеет направленную внутрь гребенчатую систему из мягких элементов и/или отливаемых под давлением щетинок A1 («зубья» при этом несколько выступают за продольную ось XLT). В эту структуру входит выполненная ответно гребенчатая система из отдельных имеющих точечную форму стандартных пучков A6, причем боковые части этой гребенчатой системы из имеющих точечную форму стандартных пучков A6 охватывают внешние боковые части гребенчатой системы из мягких элементов и/или отливаемых под давлением щетинок A1.
Показанный на Фиг. 81 щетинкодержатель 5, по существу, соответствует варианту выполнения согласно Фиг. 80, с тем отличием, что вместо гребенчатой система из мягких элементов и/или отливаемых под давлением щетинок A1 предусмотрен длинный пучок A5 гребенчатой формы.
Показанный на Фиг. 82 щетинкодержатель 5, в частности, для аппликаторов для нанесения туши имеет гребенчатую систему из отдельных имеющих точечную форму стандартных пучков A6, причем отдельные «зубья» гребня проходят, по существу, по всей ширине щетинкодержателя 5. Между отдельными зубьями, а также по наружным сторонам предусмотрены овальные структуры из мягкоэластичных элементов и/или отливаемых под давлением щетинок A1.
На Фиг. 83 наглядно показан щетинкодержатель 5, в частности, для аппликаторов для нанесения туши, который имеет несколько пар расположенных зеркально-симметрично друг другу (т.е. в поперечном направлении щетинкодержателя 5) компактных пучков A2 в форме сегментов круга, которые имеют по одной выпуклой стороне основания, соответственно, хорде. В просвете S между обоими компактными пучками A2 предусмотрена овальная система из мягких элементов и/или отливаемых под давлением щетинок A1, а также выше нее и ниже нее предусмотрено по одному имеющему точечную форму стандартному пучку A6. Также между отдельными парами зеркально-симметричных компактных пучков A2 предусмотрены соответствующие структуры из овальных мягких элементов и/или отливаемых под давлением щетинок A1 с одним имеющим точечную форму стандартным пучком A6 над ними и соответственно под ними.
Показанный на Фиг. 84 щетинкодержатель 5, в частности, для аппликаторов для нанесения туши, по существу, соответствует показанному на Фиг. 83 варианту выполнения, с тем отличием, что между соответствующими компактными пучками A2 соответственно, между зеркально-симметрично расположенными парами компактных пучков расположено по одной имеющей форму ряда формации из отдельных имеющих точечную форму стандартных пучков A6.
На Фиг. 85a - Фиг. 85g наглядно показано основное тело 1 для предлагаемого изобретением щеточного изделия с интегрированным, соответственно, изготовленным как единое целое с основным телом 1 щетинкодержателем 5, получаемым литьем под давлением.
На Фиг. 85a при этом показана передняя сторона основного тела 1. Это основное тело 1 содержит головную часть 2, захватную часть 4, а также шеечную часть 3, соединяющую головную часть 2 с захватной частью 4. Головная часть 2 в свою очередь содержит щетинкодержатель 5, который снабжен (круглыми) отверстиями 7 под щетинки, соответственно, отверстиями 7', которые предназначены для приема (круглых) пучков 9 щетинок, соответственно, пучков 9'' щетинок другой геометрии, например, в форме изогнутых, продолговатых или угловатых пучков щетинок или же пучков щетинок с увеличенной поверхностью.
В данном варианте выполнения в качестве примера предусмотрено шесть отверстий 7 под щетинки для круглых пучков 9 щетинок, а также три отверстия 7', которые тоже в качестве примера предназначены для изогнутого пучка 9'' щетинок, продолговатого пучка 9'' щетинок, а также четырехугольного пучка 9'' щетинок. Естественно, могут быть предусмотрены различные количества и расположения отверстий 7 под щетинки, соответственно, отверстий 7' и пучков 9 щетинок, а также пучков 9'' щетинок, не выходя за рамки данного изобретения.
На Фиг. 85b показана задняя сторона предлагаемого изобретением основного тела 1. При этом, в частности, можно видеть ограничительный край 6, который проходит по внешней протяженности щетинкодержателя 5 и закрывает щетинкодержатель снаружи. Этот окружной ограничительный край 6 и щетинкодержатель 5 образуют, таким образом, своего рода чашу, т.е. выемку щетинкодержателя, в которую позднее расплав щетинок может войти предпочтительно полностью, а покрывной материал - по меньшей мере частично.
На Фиг. 85c представлен вид сверху передней стороны предлагаемого изобретением основного тела 1. Можно видеть, в частности, продольную ось X основного тела 1. На виде сзади согласно Фиг. 85d указана ширина B и длина L1 головной части 2 предлагаемого изобретением основного тела (предпочтительные значения которых приведены в описании выше).
Здесь также можно видеть указанный окружной ограничительный край 6.
Длина L2 предлагаемого изобретением основного тела 1 обозначена на Фиг. 85e (предпочтительные значения для нее тоже можно почерпнуть из вышеприведенного описания). В частности, можно видеть показанную пунктиром чашеобразную выемку 8 щетинкодержателя для последующего размещения всего расплава щетинок и по меньшей мере части покрывного материала.
На Фиг. 85f показано поперечное сечение по линии F-F на Фиг. 85c. На этой фигуре можно видеть чашеобразную выемку 8, ограничительный край 6, высоту H ограничительного края 6 (предпочтительные значения приведены в описании выше), а также отверстия 7 под щетинки, соответственно, отверстия 7'.
Продольное сечение вдоль оси X согласно Фиг. 85c, проходящее через головную часть 2 и, соответственно, щетинкодержатель 5 предлагаемого изобретением основного тела 1, показано на Фиг. 85g в виде увеличенного фрагмента. Здесь тоже можно видеть ограничительный край 6, выемку 8 щетинкодержателя и отверстия 7 под щетинки, соответственно, отверстия 7' (здесь для продолговатого пучка щетинок 7', четырехугольного пучка щетинок 7' и изогнутого пучка щетинок 7'), и шеечную часть 3. Свободный конец 6a ограничительного края (соответственно, нижняя кромка ограничительного края) при этом предпочтительно совпадает с нижней стороной шеечной части 3.
На Фиг. 86a - Фиг. 86d показано предлагаемое изобретением основное тело 1 согласно Фиг. 85a - Фиг. 85g после введения щетинок и оплавления концов щетинок пучка 9 щетинок, соответственно, пучков 9'' щетинок.
На Фиг. 86a и Фиг. 86b при этом показана задняя сторона предлагаемого изобретением основного тела 1, причем в области поверхности щетинкодержателя, окруженной ограничительным краем 6, можно видеть отдельные примыкающие друг к другу ковры из расплава 10 расплавленных концов щетинок пучков 9, соответственно, пучков 9'' щетинок. Отдельные ковры из расплава 10 могут также и полностью переходить друг в друга, или они могут быть выполнены как пространственно отделенные друг от друга поверхности.
На поперечном сечении согласно Фиг. 86c можно видеть, как в выемке 8 щетинкодержателя указанные отдельные ковры из расплава пучков 9 щетинок, соответственно, пучков 9'' щетинок образуют своего рода закрепление относительно щетинкодержателя 5, и что ограничительный край 6 явно выше, чем эти ковры из расплава 10. На Фиг. 86d наглядно показано щеточное поле 19, которое составлено из пучков 9'' щетинок и пучков 9 щетинок. Также и здесь хорошо видно закрепление посредством этих отдельных ковров из расплава 10. Как правило пучки 9 щетинок, соответственно, пучки 9'' щетинок стоят перпендикулярно поверхности щетинкодержателя; углом α, однако, обозначено, что также может быть предусмотрено наклонное положение пучков 9 щетинок и пучков 9'' щетинок. Соответствующие значения для этого угла тоже указаны в описании выше.
На Фиг. 87a - Фиг. 87g показано готовое предлагаемое изобретением щеточное изделие с наносимым экструзией покрытием. На передней стороне щетинкодержателя 5 согласно Фиг. 87a можно опять-таки видеть отдельные пучки 9 щетинок, соответственно, пучки 9'' щетинок. На виде сзади согласно Фиг. 87b показан наносимый экструзией на расплав щетинок 10, соответственно, на ковры из расплава 10 покрывной материал 11, который заполняет выемку 8 щетинкодержателя примерно до нижней кромки 6a ограничительного края 6 (или при необходимости несколько выше нее). Покрывной материал 11 проходит через соответствующий канал 18 и заходит в захватную часть 4 (этот канал на Фиг. 1 и Фиг. 2 не показан), где он заполняет, соответственно, покрывает соответствующую базирующую выемку 4a. Другими словами, покрывной материал 11 имеется как в головной части 2, так и в шеечной части 3, а также в захватной части 4. Точка впрыска AP для покрывного материала предпочтительно предусмотрена в области головной части 2 или же в области захватной части 4 (возможна также точка впрыска в шеечной части 3). Две возможные точки впрыска AP показаны на Фиг. 3b, но предпочтительно реализуется только одно на один материал/одну полость.
Как можно видеть на Фиг. 87c, на передней стороне готового щеточного изделия нет никакого покрывного материала. На виде сбоку согласно Фиг. 87e тоже можно видеть щеточное поле 19 с выполненным в продольном направлении пилообразным профилем (т.е. с неупорядоченно изменяющимися то более, то менее высокими пучками 9 щетинок, соответственно, пучками 9'' щетинок). На нижней стороне можно видеть, что покрытие 11 даже несколько отстоит от головной части 2, соответственно, от шеечной части 3, а также от захватной части 4. Т.е. в области головной части 2 покрытие 11 тоже несколько выступает над ограничительным краем 6, соответственно, его нижней кромкой 6a. Это еще раз наглядно показано на Фиг. 87f, где указана общая толщина D головной части 2 готового щеточного изделия.
На Фиг. 87g показана слоистая структура готовой головной части 2, где DB это толщина слоя щетинкодержателя 5 (без ограничительных краев 6), Ds - толщина слоя расплава щетинок 10, соответственно, ковров из расплава 10, а также DA - толщина слоя покрытия 11. Предпочтительные значения для толщины головной части, соответственно, толщины отдельных слоев, а также для соотношений толщины слоев относительно друг друга указаны в предшествующем описании.
На Фиг. 88a - Фиг. 88c проиллюстрирован вариант выполнения, в котором щетинкодержатель и основное тело изготовлены отдельно друг от друга, а затем смонтированы.
На Фиг. 88a представлен отдельный щетинкодержатель 5' в форме головной пластинки. Щетинкодержатель 5', соответственно, головная пластинка тоже имеет ограничительный край 6 и соответствующие отверстия 7 под щетинки, соответственно, отверстия 7' для пучков 9 щетинок, соответственно, пучков 9'' щетинок.
На Фиг. 88b в свою очередь пучки 9 щетинок и пучки 9'' щетинок помещены в щетинкодержатель 5' и своими задними концами сплавлены, так что в свою очередь получаются ковры из расплава 10.
На Фиг. 88c в заключение покрытие 11 нанесено экструзией на расплав щетинок, соответственно, на ковры из расплава щетинок 10 и, по существу, полностью заполняет выемку 8 щетинкодержателя, и при необходимости в свою очередь также может несколько выступать за ограничительный край 6, соответственно, за его нижнюю кромку 6a.
На Фиг. 88d показано отдельно изготовленное основное тело 1 для этого варианта выполнения. Оно тоже содержит головную часть 2, через шеечную часть 3 соединенную с захватной частью 4. Однако, в данном случае головная часть 2 выполнена в форме рамки 2a, которая заключает в себе кольцеобразное отверстие 17.
В рамку 2a головной части 2, соответственно, в это кольцеобразное отверстие 17 помещается щетинкодержатель 5', как это наглядно показано на Фиг. 88e. Рамка 2a выполнена корреспондирующей со щетинкодержателем 5', так что щетинкодержатель 5', например, может вставляться в рамку со щелчком, привариваться или приклеиваться к ней. Еще одна возможность состоит в том, что щетинкодержатель 5' сначала вкладывается в рамку 2a свободно, соответственно, с геометрическим замыканием, а затем еще раз экструзией облицовывается покрывным компонентом.
В принципе есть также такая возможность, что кольцеобразное отверстие 17 не является сквозным, а имеет дно, так что щетинкодержатель 5' опять-таки вставляется в выемку щетинкодержателя; покрывной материал тогда не образовывал бы заднюю сторону головной части 2 (т.е. за исключением тоже возможного варианта, когда дно имеет отверстия).
Место 25 соединения между щетинкодержателем 5' и рамочным элементом 2a в представленном варианте выполнения показано проходящим по периметру, однако, также возможно, что это место 25 соединения, соответственно, геометрия места соединения выполнены только на отдельных участках на боках и/или на свободном, соответственно, заднем конце головной части 2.
На Фиг. 89a - Фиг. 89c, а также на Фиг. 89d представлены различные варианты щетинкодержателей, которые как правило изготовлены как единое целое с основным телом. Показанный на Фиг. 89a щетинкодержатель 5 имеет просвет S, который, например, проходит волнообразно от свободного конца щетинкодержателя почти до его заднего конца и тем самым делит щетинкодержатель 5 на два отдельных сегмента 5a и 5b щетинкодержателя, соответственно, на два крылышка. В отдельных сегментах 5a, 5b щетинкодержателя предусмотрены в свою очередь отверстия 7 под щетинки, соответственно, отверстия 7' для пучка 9 щетинок, соответственно, пучка 9'' щетинок. Также здесь задние концы щетинок сплавляются, например, посредством горячего штампа, так что образуются соответствующие ковры из расплава 10, которые вслед за этим опять же облицовываются покрывным материалом 11 (ср. Фиг. 89b и Фиг. 89c). Также и в этом варианте выполнения покрывной материал может проходить через канал 18 в шеечной части 3 и заходить в захватную часть 4. Однако, могут быть предусмотрены также два или более просветов. Просвет или, соответственно, просветы могут также проходить прямо, пилообразно или иметь зубчатую форму, в зависимости от того, что необходимо для желаемой степени гибкости. Имеется также такая возможность, что в просвете расположены гибкие перемычки, которые соединяют эти отдельные сегменты друг с другом.
В варианте выполнения согласно Фиг. 89d щетинкодержатель 5 имеет четыре направленных наклонно внутрь просечки E, которые придают щетинкодержателю 5 форму в виде листка клевера и сегментируют его соответственно на четыре отдельных сегмента 5a, 5b, 5c и 5d.
При этом боковые отдельные сегменты 5a и 5b щетинкодержателя (с отверстиями 7 под щетинки) выполнены несколько большей величины, чем передний отдельный сегмент 5c щетинкодержателя (с изогнутым отверстие 7') и, соответственно, чем задний отдельный сегмент 5d щетинкодержателя (который, например, с прямоугольным отверстием и который переходит в шеечную часть 3). Благодаря выполнению «свободных» отдельных сегментов 5a, 5b и 5c щетинкодержателя в виде крылышек в свою очередь обеспечивается особая гибкость щетинкодержателя 5, которая при использовании приводит к улучшенным чистящим эффектам. Просечки E при этом также могут быть выполнены различной длины. Далее, эти просечки E также могут быть направлены внутрь еще глубже, так что они, например, пересекутся в центре щетинкодержателя 5.
На Фиг. 90a - Фиг. 90c наглядно показан вариант щетинкодержателя, в котором имеется плоский шарнир, соответственно, область с уменьшенной толщиной материала и дополнительно также с разорванным ограничительным краем.
Плоский шарнир 13 делит при этом, как можно видеть на Фиг. 90a, щетинкодержатель 5 на передний отдельный сегмент щетинкодержателя 5a и задний отдельный сегмент щетинкодержателя 5b. В области плоского шарнира 13 ограничительный край 6 щетинкодержателя 5 имеет разрывы 12, чтобы полностью реализовать соответствующую гибкость, которая обеспечивается посредством плоского шарнира 13. Этот плоский шарнир 13 на своей верхней, а также на своей нижней стороне может быть снабжен покрывным материалом, который, как, например, можно видеть на Фиг. 90b, может иметься также в области разрыва 12 в ограничительном крае, и там, например, образованы боковые демпфирующие элементы 15.
На Фиг. 6b можно видеть, что плоский шарнир 13 уже покрыт мягким материалом только на передней стороне. На задней стороне может тоже предусматриваться покрытие, например, упомянутым предохранительным слоем или формирующим слоем. На Фиг. 90c показан боковой вид в разрезе по линии C-C на Фиг. 6b этого варианта выполнения. Хорошо виден плоский шарнир 13, который на передней стороне покрыт мягким материалом 14, а на задней стороне (еще) не покрыт мягким материалом.
На Фиг. 91a - Фиг. 91d показаны другие варианты выполнения предлагаемых изобретением щетинкодержателей с различными продольными профилями в поперечном сечении. Так, показанный на Фиг. 91a щетинкодержатель 5 имеет волнистый продольный профиль с отверстиями 7 под щетинки, соответственно, отверстиями 7', которые могут быть расположены как на вершинах, так и во впадинах указанных волнистых структур (а также между ними). Самое заднее отверстие 7' здесь расположено почти уже в шеечной части 3. Некоторые отверстия 7 под щетинки, соответственно, отверстия 7' имеют наклонное положение, что, как видно на Фиг. 91b, приводит к образованию щеточного поля 19, которое содержит наклоненные вперед пучки щетинок, соответственно, пучок щетинок, а также прямостоящие пучки щетинок, и при необходимости также наклоненные назад пучки щетинок. Свободный конец 50 щетинкодержателя 5 в данном случае изогнут вниз, т.е. к задней стороне щетинкодержателя 5.
Возможны варианты выполнения с изогнутыми вверх свободными концами 50.
Согласно Фиг. 91b покрывной материал 11 также выполнен волнистым на задней стороне щетинкодержателя 5 и несколько выступает за свободный конец 50 щетинкодержателя 5. Естественно, также расплав щетинок 10 или отдельные ковры из расплава 10 образуют волнистый в продольном направлении профиль. Покрывной материал 11, как можно видеть, предпочтительно тянется вплоть до шеечной части 3 (а также при необходимости вплоть до захватной части).
На Фиг. 1c показан следующий вариант выполнения предлагаемого изобретением щетинкодержателя 5 с другим продольным профилем. Здесь передняя сторона щетинкодержателя 5 выполнена выпуклой, так что, как наглядно показано на Фиг. 91d, получается щеточное поле 19 в форме ежа. Т.е. пучок щетинок, соответственно, пучки щетинок, которые, если смотреть в продольном направлении, расположены к шеечной части 3, имеют наклон назад, тогда как пучки щетинок, расположенные к свободному концу 50 щетинкодержателя 5, имеют наклон вперед, а пучки щетинок, расположенные в центральной области щетинкодержателя 5, стоят, по существу, перпендикулярно к щетинкодержателю 5. Если смотреть сбоку, то происходит то же самое - пучки щетинок, которые, если смотреть в поперечном направлении, расположены слева от продольной оси, имеют наклон влево, тогда как пучки щетинок, которые, если смотреть в поперечном направлении, расположены справа от продольной оси, имеют наклон вправо. Пучки щетинок, расположенные в центральной области т.е. в области продольной оси, стоят, по существу, перпендикулярно к щетинкодержателю 5. Расплав щетинок, соответственно, ковры из расплава щетинок 10, если смотреть в продольном направлении, соответственно имеют сводчатый профиль. Также здесь покрывной материал 11 выступает за свободный конец 50 щетинкодержателя 5 и имеет волнистый продольный профиль. Такой волнообразный вариант выполнения покрывного материала может быть предназначен, например, в качестве очистителя языка или массажного элемента.
На Фиг. 92 углом ϕ обозначена угловая область, в которой предпочтительно расположено щеточное поле 19, как и на Фиг. 7d. Предпочтительные значения для этого угла ϕ указаны в предшествующем описании. Отличие от варианта выполнения согласно Фиг. 91d заключается в том, что здесь на передней стороне щетинкодержателя 5 предусмотрен (дополнительный) покрывной материал 11', который обычно наносится перед закреплением щетинок. При этом может речь опять-таки идет о мягком и/или твердом компоненте материала. Предпочтительно, однако, применяется мягкий компонент материала. Покрывной материал 11' от шеечной части 3 почти доходит до свободного конца щетинкодержателя 5. Однако, здесь опять же волнообразно нанесенный покрывной материал задней стороны наносится экструзией также вокруг свободного конца 50 щетинкодержателя 5, так что на передней стороне щетинкодержателя он смыкается с покрывным материалом 11 задней стороны. Этот покрывной материал 11, предпочтительно, как можно видеть, тянется вплоть до шеечной части 3 (а также при необходимости вплоть до захватной части).
Другие варианты расположения покрывного материала на передней, соответственно, на задней стороне предлагаемого изобретением щетинкодержателя 5 показаны на Фиг. 93a - Фиг. 93d.
В варианте выполнения согласно Фиг. 93a покрывной материал 11 задней стороны образует на боковых поверхностях щетинкодержателя 5 продолговатые чистящие элементы 16, которые отстоят от щетинкодержателя 5 примерно так же далеко, что и отдельные пучки щетинок, и тем самым дополняют щеточное поле 19. В варианте выполнения согласно Фиг. 93b покрывной материал 11' передней стороны распространяется и на нижнюю кромку 6a ограничительного края щетинкодержателя 5, где он смыкается с покрывным материалом 11 задней стороны. Оба покрывных материала 11 и 11' выступают, таким образом, за ограничительный край, так что выполняется полная облицовка щетинкодержателя 5.
На Фиг. 93c наглядно показан вариант выполнения, при котором покрывной материал 11 задней стороны нанесен экструзией или, соответственно, натянут вокруг ограничительного края 6 щетинкодержателя, а именно, например, вплоть до задней стороны щетинкодержателя. Таким образом может быть образован окружной боковой демпфирующий элемент. Таким образом могут также выполняться и несколько отстоящих друг от друга боковых демпфирующих элементов. Они служат для защиты тканей ротовой полости, и могут также брать на себя чистящую и/или массажную функцию.
На Фиг. 93d показано соответственно продольное сечение варианта выполнения согласно Фиг. 93c, причем можно видеть, что покрывной материал 11 задней стороны и на свободном конце 50 щетинкодержателя дотянут, например, до половины высоты D головной части и там образует передний демпфирующий элемент или, соответственно, несколько отстоящих друг от друга демпфирующих элементов. Также здесь в свою очередь покрывной материал 11 тянется до шеечной части 3, заходя в нее, (и при необходимости в захватную часть 4).
На Фиг. 94a - Фиг. 94e в заключение наглядно показан еще один предлагаемый изобретением инструмент (штамповочно-литьевой инструмент для литья под давлением) для изготовления предлагаемого изобретением щеточного изделия.
На Фиг. 94a показана первая половина инструмента 20, имеющая корпус 27 инструмента. На верхней стороне эта первая половина инструмента 20, соответственно, корпус 27 инструмента имеет край 24, который определяет приемную выемку 21, в которую позднее может вкладываться щетинкодержатель с целью закрепления на нем щетинок. В области приемной выемки 21 в корпусе 27 инструмента размещены несколько выемок 22 под щетинки. Выемки 22 под щетинки имеют соответствующие впускные отверстия 23 для щетинок. Выемки 22 под щетинки могут иметь различную глубину T, чтобы можно было изготовить соответствующие профили щетинок. Чтобы повысить вариабельность первой половины инструмента, все или по меньшей мере некоторые выемки 22 под щетинки могут быть выполнены сквозными, причем при таких сквозных выемках под щетинки с нижней стороны первой половины инструмента 20 могут вставляться штифты 26, чтобы можно было варьировать глубину выполненных таким образом выемок под щетинки. Каждый штифт 26 содержит головку 26a штифта, а также выполняемый с изменяемой длиной стержень 26b штифта. Свободный конец 26c штифта имеет, например, вогнутое скругление для приема соответствующего пучка щетинок. Головка 26a штифта предпочтительно корреспондирует с соответствующими выемками в корпусе 27 инструмента, так что штифты замыкаются заподлицо с нижней стороной первой половины инструмента.
На Фиг. 94b щетинкодержатель 5' (здесь в качестве примера это изготовленный отдельно от ручки щетинкодержатель, но инструмент точно так же может применяться и для варианта с выполненным как единое целое основным телом) был помещен в приемную выемку 21. Соответствующие отверстия под щетинки или отверстия 7, 7' соосны с впускными отверстиями 23 выемок 22 под щетинки. По бокам слева и справа предпочтительно оставляются свободные области 28 этих приемных выемок 21. Это имеет место, в частности, в том случае, если щетинкодержатель 5' с этих сторон должен заформовываться покрывным материалом.
На Фиг. 94c можно видеть пучки 9'' щетинок, соответственно, пучки 9 щетинок, которые введены в выемки 22 под щетинки через (выбранные просто в качестве примера) отверстия под щетинки, соответственно, отверстия 7, 7' в щетинкодержателе 5'. Крепежные концы 9a при этом выступают над поверхностью щетинкодержателя 5'. Свободные концы 9b отдельных щетинок 9' размещены в вогнутых скруглениях штифтов 26 внутри выемок 22 под щетинки.
На Фиг. 94d, например, посредством горячего штампа эти (задние) крепежные концы 9a щетинок наплавляют на верхнюю сторону щетинкодержателя 5', так что образован ковер из расплава 10. Вслед за этим - как показано на Фиг. 94e - на первую половину инструмента 20 помещается вторая половина 30 инструмента. Эта вторая половина 30 инструмента содержит корпус 33 инструмента и определяет полость 31, которая вместе со свободными областями 28 первой половины инструмента образует полость K формы для литья под давлением. Край 32 второй половины инструмента замыкается предпочтительно заподлицо с краем 24 первой половины инструмента.
Как показано на Фиг. 94f, на одном этапе литья под давлением покрывной материал 11 для задней стороны впрыскивается в полость K формы для литья под давлением и полностью заполняет эту полость K формы для литья под давлением, причем ковер из расплава 10, а также боковые стороны щетинкодержателя 5' окружены этим покрывным материалом 11. Щетинкодержатель 5', соответственно, головная пластинка теперь готовы и могут извлекаться из инструмента 20. Инструмент 20, 30 может использоваться для обоих вариантов (для отдельно изготовленного щетинкодержателя и, соответственно, основного тела, а также для основного тела, изготовленного как единое целое), при необходимости с соответствующими модификациями для размещения, соответственно, для приформовывания шеечной части.
На Фиг. 95 представлена блок-схема осуществления варианта предлагаемого изобретением способа, при котором основное тело (соответственно, тело ручки) щеточного изделия отливается под давлением вместе со щетинкодержателем (т.е. как единое целое). В отношении дополнительных деталей и возможностей отдельных этапов этого способа, соответственно, его параметров предлагается отсылка к вышеизложенному описанию.
На Фиг. 96 в заключение представлена блок-схема осуществления предлагаемого изобретением способа для варианта, при котором основное тело (соответственно, тело ручки - в данном случае оба термина могут использоваться как синонимы) щеточного изделия и щетинкодержатель изготовляются отдельно друг от друга (т.е. сначала в виде двух отдельных частей). В отношении других деталей и возможностей для отдельных этапов способа, соответственно, параметров тоже предлагается отсылка к вышеизложенному описанию.
Вариант выполнения согласно Фиг. 97a - Фиг. 97d в целом касается щетинкодержателя, у которого сверху и снизу расположено по одному компактному пучку A2, а между ними расположены перекрещивающиеся друг с другом растровые пучки A4, которые дополнительно могут быть заполнены одним или несколькими компактными пучками A2.
На Фиг. 97a показан вид в перспективе головной части 2 для ручной зубной щетки или для электрической звуковой зубной щетки, которая содержит щетинкодержатель 5 и шеечную часть 3. Как можно видеть, если смотреть сверху согласно Фиг. 97d, щетинкодержатель 5 (так же, как и в предыдущих вариантах выполнения) имеет продольную ось XLT и поперечную ось XQT. Обе эти оси пересекаются в точке пересечения Sp. Слева от продольной оси XLT лежит, по существу, левая несущая область, справа от продольной оси XLT лежит, по существу, правая несущая область, выше поперечной оси XQT лежит, по существу, верхняя несущая область, и ниже поперечной оси XQT лежит, по существу, нижняя несущая область. Вокруг этой точки пересечения Sp обеих осей, по существу, расположена центральная несущая область.
Разумеется, указанные отдельные несущие области могут иметь пересечения и тема самым подразделяться на более мелкие зоны, например, на левую верхнюю, левую среднюю, левую нижнюю, правую нижнюю, правую среднюю, а также правую верхнюю несущие области.
Центральная несущая область в зависимости от конкретного случая также может распространяться в верхнюю, нижнюю, а также в правые и левые несущие области. Центральная несущая область может также в сжатом состоянии быть явновыраженной, если, например, в верхней и нижней несущих областях расположены группы пучков с большой поверхностью. Точно так же центральная область может также быть сплющенной вдоль, если, например, в левой и правой несущих областях расположены группы пучков с большой поверхностью.
Эти варианты выполнения справедливы для всех показанных на рассматриваемых далее фигурах форм выполнения предлагаемого изобретением щетинкодержателя. Показанные на фигурах пучки могут отличаться по форме и размерам, не выходя при этом за рамки данного изобретения. Существенным для оптимального и эффективного ухода является соответствующее расположение.
Показанный на Фиг. 97a - Фиг. 97d щетинкодержатель 5 в верхней, а также в нижней несущей области имеет по одному дугообразному компактному пучку A2. Между обоими компактными пучками A2 центрально расположен один растровый пучок A4, образованный из трех структурных элементов растрового пучка в форме трех перекрещивающихся друг с другом колец. Центрально расположенное кольцо растрового пучка A4 при этом имеет наибольший диаметр и образует по одной области 54 пересечения с кольцом, расположенным в верхней несущей области, а также с кольцом, расположенным в нижней несущей области. Эти верхнее и нижнее кольца не имеют никаких областей пересечения друг с другом. Однако, возможны варианты выполнения, при которых также и указанные верхнее и нижнее кольца растрового пучка A4 образуют область пересечения. В нижнем кольце растрового пучка A4 всего расположено предпочтительно четыре дополнительных компактных пучка A2, причем один из этих компактных пучков A2 расположен в области пересечения с центральным кольцом. Также в верхнем кольце растрового пучка A4 всего расположено предпочтительно четыре дополнительных компактных пучка A2, причем один из этих компактных пучков A2 в свою очередь расположен в области пересечения 52 с центральным кольцом. В центральном кольце тоже предпочтительно расположено четыре дополнительных компактных пучка A2, причем каждый из них расположен в области 52 пересечения с верхним и, соответственно, с нижним кольцом. Указанные в сумме предпочтительно десять дополнительных компактных пучков A2 имеют, по существу, эллиптическую форму.
На виде сбоку согласно Фиг. 97b можно видеть, что указанные три кольца растрового пучка A4 сбоку вдоль своей верхней кромки имеют вогнутые изгибы, причем окруженные ими дополнительные компактные пучки A2 частично выступают над верхней кромкой колец. При этом расположенные в центральном кольце по центру дополнительные компактные пучки A2 выступают дальше всего. Расположенные в верхней и нижней несущих областях дугообразные компактные пучки A2 согласно виду сбоку по Фиг. 97b скошены внутрь.
На виде спереди согласно Фиг. 97c можно видеть, что компактные пучки A2 в центральном кольце несколько шире, чем верхний дугообразный компактный пучок A2. Далее, можно видеть также, что центральное кольцо имеет больший диаметр, чем верхнее кольцо. Верхний и нижний дугообразный компактный пучок выступают над растровым пучком A4, а также предпочтительно над дополнительными компактными пучками A2 или по меньшей мере имеют с ними одинаковую высоту.
Вариант выполнения согласно Фиг. 98a - Фиг. 98d в общем касается щетинкодержателя с одним компактным пучком A2 в верхней, а также одним компактным пучком A2 в нижней несущей области, причем эти компактные пучки A2 образуют внешнюю чашу щеточного поля. Далее следуют длинные пучки A5 различной формы, а также в центре один растровый пучок A4, причем в каждом случае в некоторых незаполненных пространствах растрового пучка A4 могут быть помещены стандартные пучки A6.
Показанный на Фиг. 98a - Фиг. 98d щетинкодержатель 5 в верхней, а также в нижней несущей области имеет по одному дугообразному, углубленному с внутренней стороны компактному пучку A2. Между обоими компактными пучками A2 в свою очередь центрально расположен один сотообразный растровый пучок A4, который в данном случае предпочтительно образован из девяти шестиугольных структурных элементов растрового пучка. Если смотреть в продольном направлении, этот растровый пучок A4 имеет один, два, три, два и один шестиугольников. Эти шестиугольники по сторонам соединены друг с другом и не пересекаются. Такая сотовая структура растрового пучка A4 расположена зеркально-симметрично относительно поперечной оси XQT, а также относительно продольной оси XLT щетинкодержателя 5, причем каждые два и, соответственно, три шестиугольника расположены поперечно рядом друг с другом. Между верхним и нижним компактными пучками A2 и растровым пучком A4 расположены два длинных пучка A5 в форме наконечника стрелы, каждый из которых корреспондирует с соответствующим углублением верхнего и, соответственно, нижнего компактного пучка A2. Четыре дополнительных длинных пучка A5, которые выполнены примерно S-образными или зигзагообразными, расположены в соответствующих свободных областях сбоку рядом с растровым пучком A4. В центральном левом, а также в самом верхнем и самом нижнем шестиугольнике растрового пучка A4 расположены стандартные пучки A6. Также стандартные пучки A6 могут быть предусмотрены во всех шестиугольных структурных элементах растровых пучков.
Как можно видеть на виде сбоку согласно Фиг. 98b, оба этих компактных пучка A2 соответственно скошены внутрь. Также и S-образные или зигзагообразные длинные пучки A5 соответственно скошены внутрь, в то время как растровый пучок A4 имеет крышеобразный боковой профиль. Стандартные пучки A6 выступают над растровым пучком A6, а также над длинными пучками A5 и могут быть заострены на своем свободном конце.
На виде спереди согласно Фиг. 98c можно видеть верхний компактный пучок A2, оба верхних S-образных или зигзагообразных длинных пучка A5, острия стандартных пучков A6, а также часть крышеобразного профиля растрового пучка A4.
Вариант выполнения согласно Фиг. 99a - Фиг. 99d в целом касается щетинкодержателей с одним компактным пучком A2 вверху и внизу, а также с парой длинных пучков A5, которые образуют внешнее кольцо щеточного поля. Дополнительные спиралевидно изогнутые длинные пучки A5 со стандартным пучком A6 в центре образуют дополнительные элементы, между которыми могут быть расположены дополнительные стандартные пучки A6.
Щетинкодержатель 5 согласно Фиг. 99a - Фиг. 99d в верхней, а также в нижней несущей области имеет по одному дугообразному компактному пучку A2. Между обоими компактными пучками A2 предусмотрены несколько длинных пучков A5 в форме эллиптических цилиндров, несколько спиралевидных скрученных длинных пучков A5, а также несколько стандартных пучков A6.
По два длинных пучка A5 в форме эллиптических цилиндров расположены при этом вдоль боковых краев щетинкодержателя 5 в верхних правой и левой, а также в нижних правой и левой областях щетинкодержателя 5. Выше нижнего компактного пучка A2, а также ниже верхнего компактного пучка A2 расположено по одному спиралевидно скрученному длинному пучку A5, который заключает в себе по одному стандартному пучку A6. Оба этих спиралевидно скрученных длинных пучка A5 расположены примерно с точечной симметрией относительно точки пересечения Sp.
Вокруг этих спиралевидно скрученных длинных пучков A5 - к центральной области щетинкодержателя 5 - предусмотрено еще по три стандартных пучка 6. Между ними, в центральной области щетинкодержателя 5, рядом друг с другом расположены два дополнительных спиралевидно скрученных длинных пучка A5, каждый из которых заключает в себе в свою очередь один стандартный пучок A6. Оба этих спиралевидно скрученных длинных пучка A5 расположены примерно с точечной симметрией относительно точки пересечения Sp.
На виде сбоку согласно Фиг. 99b можно видеть, что оба этих компактных пучка A2 скошены внутрь. Длинные пучки A5 в форме эллиптических цилиндров, например, длиннее, чем спиралевидно скрученные длинные пучки A5. Острия стандартных пучков A6 несколько выступают над длинными пучками A5 в форме эллиптических цилиндров.
На виде спереди согласно Фиг. 99c показан верхний компактный пучок A2, длинные пучки A5 в форме эллиптических цилиндров, а также острия стандартных пучков A6, расположенных сбоку от продольной оси XLT.
Вариант выполнения согласно Фиг. 100 в целом касается щетинкодержателей, которые содержат комбинации различно сформированных длинных пучков A5, которые разделяются элементом типа крестовины, и имеют в совокупности симметричное расположение.
Показанный на Фиг. 100 щетинкодержатель 5 содержит комбинацию различных длинных пучков A5. По существу, центрально на щетинкодержателе 5 при этом расположен один X-образный длинный пучок A5 предпочтительно со свободным пространством 51 в середине. Вдоль дугообразных боковых стенок этого X-образного длинного пучка A5 расположено несколько отдельных длинных пучков A5 прямоугольной формы зеркально-симметрично относительно продольной оси XLT щетинкодержателя 5. Между этими предпочтительно пятью прямоугольными длинными пучками A5 и боковым краем щетинкодержателя расположено еще по одному крюкообразному длинному пучку A5, причем оба этих крюкообразных длинных пучка A5 расположены зеркально-симметрично относительно продольной оси XLT щетинкодержателя 5.
В нижней несущей области, т.е. в области нижнего углубления этого X-образного длинного пучка A5, предпочтительно поперек продольной оси XLT расположено три дополнительных прямоугольных длинных пучка A5 с шириной, возрастающей в направлении нижнего конца щетинкодержателя. В верхней несущей области, т.е. в области верхнего углубления этого X-образного длинного пучка A5. тоже предпочтительно поперек продольной оси XLT расположено три, по существу, прямоугольных длинных пучка A5 с шириной, возрастающей в направлении верхнего конца щетинкодержателя. Эти длинные пучки A5 при необходимости могут иметь легкую кривизну. На верхнем конце щетинкодержателя 5 расположены зеркально-симметрично относительно продольной оси XLT два изогнутых длинных пучка A5, которые охватывают один круговой или овальный длинный пучок A5. На боковых краях щетинкодержателя 5 предусмотрены далее предпочтительно демпфирующие элементы, соответственно, амортизаторы 15 из мягкого материала.
В данном случае, однако, небольшие длинные пучки A5, например, в передней области, в центральной области, в задних боковых областях или в задней центральной области могли бы быть выполнены как стандартные пучки.
На Фиг. 101 - Фиг. 115 показаны круглые щетинкодержатели 5 для осциллирующих электрических зубных щеток.
Вариант выполнения согласно Фиг. 101 в целом касается щетинкодержателя с одним компактным пучком A2.
Показанный на Фиг. 101 щетинкодержатель при этом имеет один большой круглый компактный пучок A2, который покрывает почти всю поверхность щетинкодержателя 5.
Вариант выполнения согласно Фиг. 102 в целом касается щетинкодержателя с двумя компактными пучками A2 и одним просветом S между ними.
Показанный на Фиг. 102 щетинкодержатель имеет два, по существу, выполненных в форме почки компактных пучка A2, которые расположены зеркально-симметрично относительно поперечной оси XQT щетинкодержателя 5. Между обоими компактными пучками A2 образуется просвет S.
Вариант выполнения согласно Фиг. 103 в целом касается щетинкодержателя с одним кольцом из компактного пучка A2 с размещенными в нем дополнительными элементами, например, стандартными пучками A6 или мини-пучками A3.
Щетинкодержатель 5 по Фиг. 103 имеет один кольцеобразный компактный пучок A2, который заключает в себе свободное пространство 51, в котором в форме звезды расположены предпочтительно семь круглых областей со стандартными пучками A6. Вместо стандартных пучков A6 могут также быть предусмотрены мини-пучки A3.
Вариант выполнения согласно Фиг. 104 в целом касается щетинкодержателя с одним кольцом из одного компактного пучка A2 с размещенными в нем дополнительными элементами, например, мягкими элементами и/или отливаемыми под давлением щетинками A1. Щетинкодержатель 5 согласно Фиг. 104 тоже имеет один кольцеобразный компактный пучок A2, который заключает в себе свободное пространство 51. В этом свободном пространстве 51 расположены в форме звезды предпочтительно семь круглых областей с мягкими элементами и/или отливаемыми под давлением щетинками A1.
Вариант выполнения согласно Фиг. 105 в целом касается щетинкодержателя с одним длинным пучком A5 спиралевидной формы, который окружен стандартными пучками A6 и/или мини-пучками A3.
На Фиг. 105 показан щетинкодержатель 5 с одним центрально расположенным спиралевидно длинным пучком A5. Этот спиралевидный длинный пучок окружен группой из мини-пучков A3, а также отдельными стандартными пучками A6. Группы из мини-пучков A3 и отдельные стандартные пучки A6 расположены при этом с чередованием вокруг этого спиралевидного длинного пучка. Группы из мини-пучков A3 содержат при этом предпочтительно пять мини-пучков. Всего предпочтительно предусмотрено шесть стандартных пучков A6 и шесть групп из мини-пучков A3.
Вариант выполнения согласно Фиг. 106 в целом касается щетинкодержателя с одним растровым пучком A4 в центре, который окружен мини-пучками.
На Фиг. 106 показан щетинкодержатель 5 с одним центрально расположенным сотообразным растровым пучком A4. Растровый пучок A4 всего содержит предпочтительно семь шестиугольных структурных элементов растрового пучка, причем центральный структурный элемент растрового пучка окружен шестью другими шестиугольными структурными элементами растрового пучка, так что получается взаимосвязанная сотовая форма. Растровый пучок A4 окружен кольцом из отдельных мини-пучков A3.
Вариант выполнения согласно Фиг. 107 в целом касается щетинкодержателя с несколькими лежащими друг в друге длинными пучками A5 в форме шестиугольников, причем самый внутренний элемент содержит один мягкий элемент и/или отливаемые под давлением щетинки A1 той же формы, и причем вся эта структура окружена мини-пучками A3.
На Фиг. 107 показан щетинкодержатель 5 с одним центрально расположенным шестиугольным мягким элементом и/или отливаемыми под давлением щетинками A1, которые имеют форму одной отдельной соты. Этот мягкий элемент и/или отливаемые под давлением щетинки A1 окружены одним длинным пучком A5, который тоже имеет форму одной отдельной шестиугольной соты. Она в свою очередь окружена еще одним длинным пучком A5, который тоже выполнен в форме одной отдельной шестиугольной соты. Этот дополнительный длинный пучок A5 окружен кольцом из отдельных мини-пучков A3, которое при необходимости разрывается у вершин дополнительного длинного пучка A5.
Вариант выполнения согласно Фиг. 108 в целом касается щетинкодержателя с одной имеющей форму звезды системой стандартных пучков A6, которая дополняется мини-пучками A3.
Показанный на Фиг. 108 щетинкодержатель 5 содержит имеющую форму звезды систему стандартных пучков A6. При этом центрально расположенный на щетинкодержателе 5 стандартный пучок A6 предпочтительно имеет наибольший диаметр и, более предпочтительно, окружен шестью другими стандартными пучками A6 несколько меньшего диаметра. Они в свою очередь окружены шестью дополнительными стандартными пучками A6 еще меньшего диаметра. Между этими шестью дополнительными стандартными пучками A6 расположены группы предпочтительно из пяти отдельных мини-пучков A3. В свободных пространствах между стандартными пучками A6 могут быть расположены дополнительные отдельные мини-пучки A3. Также возможно, что внутренние стандартные пучки A6 по меньшей мере частично сформированы как компактные пучки A2.
Вариант выполнения согласно Фиг. 109 в целом касается щетинкодержателя с компактными пучками A2, которые в центре имеют одну выемку/одно свободное пространство 51.
Показанный на Фиг. 109 щетинкодержатель 5 имеет один компактный пучок A2 с одним центрально расположенным свободным пространством 51. Свободное пространство выполнено в форме осьминога, так что компактный пучок A2 имеет соответствующие впадины 52 и выпуклости 53. Предпочтительно такой компактный пучок имеет восемь впадин и выпуклостей.
Вариант выполнения согласно Фиг. 110 в целом касается щетинкодержателя со стандартными пучками A6 различных размеров и/или мини-пучков A3, причем пучки расположены случайным образом.
Показанный на Фиг. 110 щетинкодержатель 5 содержит те же виды пучков, что и щетинкодержатель согласно Фиг. 108, т.е. стандартные пучки A6 различного диаметра и мини-пучки A3, которые могут быть расположены по отдельности или группами. В данном случае предусмотрены стандартные пучки A6 с тремя различными диаметрами. Пространственное расположение стандартных пучков A6 и мини-пучков A3 в этом варианте выполнения не следует определенному узору, но является чисто случайным. Также здесь возможно, что стандартные пучки A6 по меньшей мере частично формируются как компактные пучки A2.
Вариант выполнения согласно Фиг. 111 в целом касается щетинкодержателя с различными длинными пучками A5, которые расположены концентрично, причем каждый длинный пучок A5, по существу, покрывает один сектор поверхности щетинкодержателя. Предпочтительно образуются три, четыре или пять секторов.
На Фиг. 111 представлен щетинкодержатель 5, состоящий из нескольких длинных пучков A5. Длинные пучки A5 выполнены при этом как дугообразные элементы, которые расположены концентрично друг с другом. При этом образуется четыре сектора, в которых концентрично друг с другом расположено по три дугообразных элемента, соответственно, длинных пучка A5. Длинные пучки A5, лежащие внутри, предпочтительно выполнены в форме четверти круга. Отдельные длинные пучки A5 предпочтительно находятся на одинаковом расстоянии друг от друга.
В данном случае, однако, меньшие длинные пучки A5, например, в центральной области могли бы быть выполнены также как стандартные пучки.
Вариант выполнения согласно Фиг. 112 в целом касается щетинкодержателя с длинными пучками A5 двух различных размеров, которые расположены в форме кельтского узора.
Показанный на Фиг. 112 щетинкодержатель 5 содержит длинные пучки A5, а также предпочтительно мини-пучки A3. Длинные пучки A5 выполнены дугообразными или же серповидными и предпочтительно представлены в двух различных размерах, т.е. имеется две дуги различной длины. Длинные пучки A5 при этом расположены в форме кельтского узора, причем в свободных пространствах расположены отдельные мини-пучки или небольшие группы из мини-пучков (предпочтительно по два или по три мини-пучка). Более короткие длинные пучки A5 при этом расположены центрально и повернуты относительно друг друга, и окружены бóльшими длинными пучками A5, которые тоже повернуты относительно друг друга. Дуги длинных пучков A5 при этом обращены выпуклостями наружу.
Вариант выполнения согласно Фиг. 113 в целом касается щетинкодержателя с длинными пучками A5, которые переходят в компактные пучки A2 и обвивают друг друга. Мини-пучки A3 предпочтительно заполняют остающиеся незаполненные пространства.
На Фиг. 113 наглядно показан щетинкодержатель 5, содержащий длинные пучки A5, которые переходят в компактный пучок A2. Эти скомбинированные пучки к тому же перевиты друг с другом. В данном случае предусмотрено три длинных пучка A5. Свободные пространства заполняются несколькими мини-пучками A3.
Вариант выполнения согласно Фиг. 114 в целом касается щетинкодержателя с одним компактным пучком A2 в форме снежинки.
Щетинкодержатель по Фиг. 114 содержит один компактный пучок A2, который выполнен в форме снежинки предпочтительно с шестью лучами, каждый из которых имеет по три свободных конца.
Вариант выполнения согласно Фиг. 115 в целом касается щетинкодержателя с компактными пучками A2 различной формы, которые комбинируются в систему.
На Фиг. 115 показан щетинкодержатель, который имеет несколько различно сформированных компактных пучков A2. При этом центрально на щетинкодержателе расположен один круглый компактный пучок A2, окруженный несколькими S-образными и обращенными изнутри наружу компактными пучками A2. Между этими S-образными компактными пучками во внешней области щетинкодержателя 5 расположены небольшие круглые и/или имеющие форму почки компактные пучки A2. В данном случае предусмотрено предпочтительно четыре пары выполненных, по существу, зеркально-симметричными друг другу S-образных компактных пучков A2, между которыми помещены два небольших круглых и/или имеющих форму почки компактных пучка A2.
На Фиг. 116 - Фиг. 123 в заключение показаны овальные или яйцевидные щетинкодержатели для щеток для лица, которые могут приводиться в действие вручную или электроприводом.
Вариант выполнения согласно Фиг. 116 в целом касается щетинкодержателя с двумя большими компактными пучками A2, одним спереди и одним сзади, которые обрамляют один сотообразный растровый пучок A4 из нескольких структурных элементов растрового пучка, который в свою очередь продолжается в мягкие элементы и/или отливаемые под давлением щетинки A1, которые выполнены подобно указанным структурным элементам растрового пучка. Вокруг этой структуры расположены мини-пучки A3в виде как бы сплошной рамки.
Щетинкодержатель 5 по Фиг. 116 содержит один центрально расположенный сотообразный растровый пучок A4. Этот растровый пучок A4 в целом предпочтительно имеет семь шестиугольных структурных элементов растрового пучка, причем центральный структурный элемент растрового пучка окружен шестью другими шестиугольными структурными элементами растрового пучка, так что получается взаимосвязанная сотовая форма. Растровый пучок A4 окружен дополнительными, предпочтительно восемью шестиугольными мягкие элементами и/или отливаемыми под давлением щетинками A1 в форме отдельных сот. Из них предпочтительно по три шестиугольных мягких элемента A1 расположены с боков от растрового пучка A4, и по одному выше растрового пучка A4 и, соответственно, ниже него.
На верхнем и нижнем концах щетинкодержателя 5 расположено по одному компактному пучку A2. Верхний компактный пучок A2 выполнен дугообразным и обрамляет верхний шестиугольный мягкий элемент и/или отливаемые под давлением щетинки A1. Нижний компактный пучок A2 тоже выполнен дугообразным и обрамляет нижний шестиугольный мягкий элемент и/или отливаемые под давлением щетинки A1, а также оба нижних боковых шестиугольных мягких элемента A1. Вдоль внешнего края щетинкодержателя 5 проходит сплошная рамка из отдельных мини-пучков A3, которая при необходимости на короткие промежутки прерывается внешними боковыми шестиугольными мягкими элементами и/или отливаемыми под давлением щетинками A1.
Вариант выполнения согласно Фиг. 117 в целом касается щетинкодержателя на котором по одному компактному пучку A2 расположено на переднем и на заднем конце щетинкодержателя. Между ними на переднем конце расположены мягкие элементы и/или отливаемые под давлением щетинки A1 в форме пластинок, и вслед за ними длинные пучки A5 подобной формы.
Щетинкодержатель по Фиг. 117 имеет пластинчатую структуру, которая в верхней области щетинкодержателя 5 содержит несколько, предпочтительно три, имеющих форму пластинок мягких элемента и/или отливаемые под давлением щетинки A1. Ниже имеющих форму пластинок мягких элементов и/или отливаемых под давлением щетинок A1 располагаются несколько, предпочтительно четыре, тоже имеющих форму пластинок длинных пучка A5, которые ориентированы так же, как указанные имеющие форму пластинок мягкие элементы и/или отливаемые под давлением щетинки A1.
В нижней области щетинкодержателя 5 расположены другие, предпочтительно два имеющих форму пластинок длинных пучка A5, которые расположены зеркально-симметрично указанным расположенным выше имеющим форму пластинок длинным пучкам A5. между парой имеющих форму пластинок длинных пучков A5, которая расположена прямо зеркально противоположно, могут быть расположены еще два овальных длинных пучка A5. На верхнем, а также на нижнем концах щетинкодержателя 5 эти имеющие форму пластинок длинные пучки A5 ограничиваются соответствующим компактным пучком A2, который на своей внутренней стороне следует контуру имеющих форму пластинок мягких элементов и/или отливаемых под давлением щетинок A1, или, соответственно, указанных имеющих форму пластинок длинных пучков A5.
Овальные длинные пучки A5 могут также быть выполнены в виде компактных пучков.
Вариант выполнения согласно Фиг. 118 в целом касается щетинкодержателя с пучками различной величины, которые интегрированы в щетинкодержатель случайным образом. При этом самые мелкие пучки представляют собой мини-пучки A3, затем следуют стандартные пучки A6 различных размеров, а также в качестве наиболее крупных элементов - один или несколько компактных пучков A2.
На Фиг. 118 показан щетинкодержатель 5, на котором случайным образом расположены компактные пучки A2, мини-пучки A3, а также стандартные пучки A6. Все эти пучки, выполненные круглыми, имеют различный диаметр и, соответственно, различные размеры, причем мини-пучки A3 это самые мелкие пучки, а компактные пучки A2 - самые большие пучки. Остальные пучки являются стандартными пучками A6, которые присутствуют в нескольких, предпочтительно четырех размерах.
Вариант выполнения согласно Фиг. 119 в целом касается щетинкодержателя с имеющими различную форму и различные размеры компактными пучками A2, которые в виде щеточного поля расположены вокруг компактного пучка A2 в форме сердца.
На Фиг. 119 показан щетинкодержатель 5, на котором центрально расположен выполненный в форме сердца компактный пучок A2, окруженный другими компактными пучками A2 различной формы. Эти другие компактные пучки A2 имеют, по существу, изогнутые формы и расположены, например, чашеобразно вокруг выполненного в форме сердца компактного пучка A2.
Вариант выполнения согласно Фиг. 120 в целом касается щетинкодержателя, на котором расположено несколько компактных пучков A2. В верхней области находится большой компактный пучок A2 в форме дельты. Ниже расположен круглый компактный пучок A2, который окружен двумя компактными пучками A2 в форме инь-янь.
Щетинкодержатель 5 по Фиг. 120 имеет один центрально расположенный круглый компактный пучок A2, который окружен двумя компактными пучками A2, расположенными в форме инь-янь. На верхнем конце щетинкодержателя 5 расположен дельтаобразный компактный пучок A2, корреспондирующий с указанной формой инь-янь.
Вариант выполнения согласно Фиг. 121 в целом касается щетинкодержателя, у которого вверху и внизу расположено по одному компактному пучку A2. Нижний компактный пучок A2 имеет выемку 51 в форме надписи. Другая надпись в форме одного или нескольких длинных пучков A5 расположена между обоими компактными пучками A2.
На Фиг. 121 наглядно показан щетинкодержатель 5, который в своей нижней области имеет один компактный пучок A2 с выемкой 51 в форме надписи. В верхней области щетинкодержателя 5 расположен еще один компактный пучок A2. В просвете S между обоими компактными пучками A2 расположена еще одна надпись в форме нескольких длинных пучков A5.
Вариант выполнения согласно Фиг. 122 в целом касается щетинкодержателя, который содержит одну по меньшей мере частично симметричную систему из компактных пучков A2 различной формы, например, круглых, овальных, S-образных и/или в форме почки.
На Фиг. 122 наглядно показан щетинкодержатель, содержащий несколько компактных пучков A2 различной формы. Один круглый компактный пучок A2 при этом расположен, по существу, центрально на щетинкодержателе 5 и окружен несколькими S-образными и ориентированными изнутри наружу компактными пучками A2. Между S-образными компактными пучками расположены во внешней области щетинкодержателя 5 компактные пучки A2 меньшего размера круглой формы и/или в форме почки. В данном случае предусмотрены предпочтительно четыре пары примерно зеркально-симметричных друг другу, выполненных S-образно компактных пучков A2, которые заключают между собой два меньшего размера круглых и/или в форме почек компактных пучка A2. На верхнем конце щетинкодержателя 5 к тому же расположен примерно дельтаобразный компактный пучок A2.
На Фиг. 123 в заключение показан еще один щетинкодержатель 5, содержащий комбинацию из мини-пучков A3, стандартных пучков A6, компактных пучков A2 и компактного пучка с выемкой, соответственно, свободным пространством 51. Щетинкодержатель при этом имеет один расположенный, по существу, центрально компактный пучок A2 с одним расположенным, по существу, центрально свободным пространством 51. Компактный пучок A2 и свободное пространство 51 выполнены в форме осьминога. Компактный пучок A2 имеет соответствующие впадины 52 и выпуклости 53 (как в свободном пространстве 51, так и на внешней кромке пучка), причем во внешних впадинах предпочтительно расположено по одному мини-пучку A3 и один стандартный пучок A6. Предпочтительно компактный пучок A2 как снаружи, так и внутри имеет по восемь впадин и выпуклостей. На верхнем конце щетинкодержателя 5 с левой, а также с правой стороны расположено по одной половине одного, например, дельтаобразного компактного пучка A2. В просвете S между обоими этими полу-дельтаобразными компактными пучками A2 расположены два стандартных пучка A6. При этом стандартный пучок A6 на острие щетинкодержателя 5 предпочтительно имеет больший диаметр, чем расположенный под ним стандартный пучок A6. Стандартные пучки A6 расположенные во впадинах 52, предпочтительно имеют наименьший диаметр из стандартных пучков A6. Более предпочтительно в верхней области щетинкодержателя 5 вдоль продольной оси XLT с возрастанием диаметра расположен один мини-пучок, а также три стандартных пучка, которые проходят от самый верхней впадины 52 с заходом в просвет S.
Разумеется, показанные в данном описании варианты выполнения приведены в качестве примера. В рамках данного изобретения отдельные основные характеристики и элементы этих вариантов выполнения могут комбинироваться с другими вариантами выполнения, не выходя за рамки данного изобретения.
Представленное описание отдельных фигур, разумеется, тоже может переноситься и на другие фигуры, которые имеют одинаковые или подобные основные характеристики, и для которых эти основные характеристики не были описаны одинаково детально.
Перечень ссылочных обозначений
1 основное тело
2 головная часть
2a рама
3 шеечная часть
4 захватная часть
4a базирующая выемка (в захватной части)
5 щетинкодержатель
5a отдельный сегмент щетинкодержателя
5b отдельный сегмент щетинкодержателя
5c отдельный сегмент щетинкодержателя
5d отдельный сегмент щетинкодержателя
5' пластинка щетинкодержателя, соответственно, головная пластинка
6 ограничительный край
6a свободный конец, соответственно, нижняя кромка ограничительного края
7 отверстия под щетинки (круглое)
7' отверстия (других форм)
8 выемка щетинкодержателя
9 пучок щетинок (круглый)
9' щетинки (отдельные)
9'' пучок щетинок (других форм)
9a крепежные концы
9b свободные концы
10 расплав щетинок/ковер из расплава/ванна расплава
10' альтернативный, соответственно, модифицированный монтажный конец
11 покрывной материал (задняя сторона)
11' покрывной материал (передняя сторона)
12 разрыв в ограничительном крае
13 плоский шарнир/область с уменьшенной толщиной материала
14 покрытие плоского шарнира
15 демпфирующий элемент
16 чистящие элементы
17 кольцеобразное отверстие
18 канал (в шеечной части)
19 щеточное поле
20 первая половина инструмента
21 приемная выемка
22 выемки под щетинки
23 впускные отверстия для щетинок
24 край (первая половина инструмента)
25 место соединения
26 штифт
26a головка штифта
26b стержень штифта
26c свободный конец штифта/с вогнутым скруглением
27 корпус инструмента
28 свободные области
30 вторая половина инструмента
31 полость
32 край (вторая половина инструмента)
33 корпус инструмента
50 свободный конец щетинкодержателя
51 выемка/свободное пространство
52 впадины
53 выпуклости
54 область пересечения
60 зажимное устройство/устройство для прессования
61 выступы
62 выемка для пучка
63 углубление за счет вытеснения
64 скопление материала
65 инструмент (для открытого расплава)
66 оставляющий место элемент
67 нагревательный элемент (способ AFT)
68 профильные штифты
69 свободно лежащего соответственно, открытый расплав щетинок
A1 мягкие элементы и/или отливаемые под давлением щетинки
A2 компактный пучок
A3 мини-пучок
A4 растровый пучок
A5 длинный пучок
A6 стандартный пучок
AP возможные точки впрыска для нанесения покрытия
A1' упорядоченный веер
A1'' веер с более плотным центром
Al''' скошенный, соответственно, отогнутый пучок
B ширина щетинкодержателя/головной части (соответственно, головной пластинки
D общая толщина головной части (готовое щеточное изделие)
DA толщина слоя покрытия
DB толщина слоя щетинкодержателя
DS толщина слоя расплава щетинок/ковра из расплава
E углубления
H высота ограничительного края
K полость формы для литья под давлением
L1 длина головной части
L2 длина основного тела
S просвет
Sp точка пересечения осей
T глубина выемок под щетинки
X продольная ось
XLT продольная ось щетинкодержателя
XQT поперечная ось щетинкодержателя
α угол
ß угол наклона (щетинок)
ϕ угловая область
Реферат
Заявленное изобретение относится к области щеточных изделий и представляет собой, в частности, зубную щетку, содержащую основное тело с головной частью, имеющей переднюю и заднюю стороны, и щетинкодержатель с продольной осью и поперечной осью, а также с выступающим из него щеточным полем, причем щеточное поле образовано по меньшей мере одной группой чистящих элементов; захватную часть; а также шеечную часть, соединяющую головную часть с захватной частью; причем щетинкодержатель снабжен щетинками безанкерным методом и причем щетинкодержатель имеет, по существу, центральную несущую область, верхнюю несущую область, нижнюю несущую область, правую несущую область, а также левую несущую область, в которых расположены указанные группы чистящих элементов. Заявленное изобретение обеспечивает повышенную эффективность очистки ротовой полости. 11 з.п. ф-лы, 123 ил.
Комментарии