Устройство и способ изготовления межзубного очистителя - RU2692457C2
Код документа: RU2692457C2
Чертежи
Описание
Область техники, к которой относится изобретение
Изобретение относится к устройству для изготовления соответствующего межзубного очистителя, а также к способу изготовления межзубного очистителя, который содержит носитель в форме стержня из полимерного материала, в который внедрены выступающие в боковых направлениях щетины.
Уровень техники
Соответствующий межзубный очиститель часто называют также зубочисткой и она известна, например, из документа ЕР 0 932 371 В1. Описанный там межзубный очиститель содержит носитель в форме стержня из стабильного по форме полимерного материала, который содержит на одном своем конце часть для захватывания и на своем аксиально противоположном конце чистящее устройство в форме покрытия носителя. Покрытие состоит из мягко-упругого полимерного материала, например, термопластичного эластомера, и напылено на носитель. На своей наружной стороне покрытие содержит структурирование в форме утолщения или простирающихся радиально наружу пальцев. Для чистки межзубных пространств пользователь захватывает межзубный очиститель за часть для захватывания и вводит имеющий форму стержня носитель с несущим покрытие концом в межзубное пространство и перемещает межзубный очиститель в аксиальном направлении с возвратно-поступательным движением, за счет чего происходит чистка межзубного пространства и удаление возможно присутствующих частиц.
Было установлено, что с помощью межзубного очистителя с названной структурой возможна хорошая очистка межзубных пространств, однако, затруднительным является удаление загрязнений или отложений из весьма узких, малых по величине карманов челюсти. В DE 10 2012 015 663 A1 предложен межзубный очиститель, чистящее устройство которого содержит комплект щетин с несколькими выступающими с радиальными компонентами от покрытия пучками щетин и/или отдельными щетинами. При этом само чистящее устройство может состоять из комплекта щетин, однако, возможно также предусмотрение дополнительно к комплекту щетин мягко-упругого покрытия с названной структурой.
Поскольку размеры межзубного очистителя относительно малы, оказалось затруднительным и затратным в техническом отношении точное выравнивание и удержание щетин при изготовлении межзубного очистителя в устройстве литья под давлением с тем, чтобы предотвратить при впрыске полимерного материала их сдвигание или смещение.
Раскрытие изобретения
Задачей изобретения является создание способа и устройства для изготовления межзубного очистителя с названной структурой, при котором комплект щетин межзубного очистителя можно при его изготовлении несложным образом и надежно позиционировать и фиксировать. В соответствии с этим должно быть создано устройство для изготовления соответствующего межзубного очистителя, при котором возможно несложное осуществление способа.
С технологической точки зрения названную задачу решают с помощью способа с признаками п. 1. При этом предусмотрено, что поле филаментов, состоящее из нескольких пучков филаментов, вставляют в фиксирующую кассету и с помощью, по меньшей мере, одного фиксирующего устройства фиксируют в фиксирующей кассете с заранее заданной ориентацией. В завершение фиксирующую кассету вставляют в устройство литья под давлением и поле филаментов в устройстве литья под давлением опрыскивают полимерным материалом с образованием нескольких, расположенных на расстоянии друг от друга носителей в форме стержня. В завершение образующие поле филаментов пучки филаментов отделяют, по меньшей мере, на участках, расположенных между соседними носителями в форме стержня, в результате чего носители в форме стержня и, тем самым, межзубные очистители отделяют от поля филаментов или происходит разъединение этого поля.
Изобретение исходит из основополагающей идеи одновременного исполнения нескольких межзубных очистителей без необходимости выравнивания для этого филаментов или щетин каждого отдельного межзубного очистителя, а использования поля филаментов из нескольких длинных, расположенных предпочтительно параллельно друг другу и на расстоянии друг от друга пучков филаментов. Точное позиционирование и фиксация поля филаментов или пучков филаментов в сравнении с манипуляциями с весьма короткими раскроенными щетинами являются существенно более простыми, надежными и точными. Еще соединяющие между собой отдельные межзубные очистители пучки филаментов разрезают и разделяют только после готового исполнения межзубных очистителей, так что на каждом отдельном межзубном очистителе образован радиальный или, по меньшей мере, выступающий с радиальными компонентами наружу комплект щетин.
Для фиксации поля филамента предусмотрена фиксирующая кассета, которую на удалении от устройства литья под давлением можно загружать полем филаментов или пучками филаментов. При этом может быть предусмотрено, что каждый пучок филаментов, по меньшей мере, в двух расположенных на расстоянии друг от друга областях его аксиальной длины вставляют соответственно в направляющую часть фиксирующей кассеты и фиксируют таким образом, что он свободно натянут между направляющими частями. Направляющие части обеспечивают точную позицию пучков филаментов и, в частности, точную взаимную ориентацию.
В усовершенствовании может быть предусмотрено, что направляющие части содержат соответственно несколько направляющих шлицев, причем каждый пучок филаментов вставляют в направляющий шлиц и точно позиционируют с его помощью.
Загруженную полем филаментов или пучками филаментов фиксирующую кассету вставляют в устройство литья под давлением и там опрыскивают полимерным материалом, который образует несколько носителей в форме стержня, расположенных рядом друг с другом на расстоянии друг от друга. После открывания устройства литья под давлением в фиксирующей кассете, далее, закреплено поле филаментов, причем теперь на поле филаментов нанесены несколько независимых, расположенных рядом друг с другом носителей в форме стержня, которые проходят предпочтительно перпендикулярно к продольной протяженности пучков филаментов.
Один пучок филаментов может быть образован, например, одним моноволокном, то есть отдельной полимерной нитью, или пучком моноволокна, то есть несколькими расположенными рядом друг с другом полимерными нитями. Альтернативно возможно также, что пучок филаментов образован комплексным филаментом, который состоит из нескольких, проходящих рядом друг с другом моноволокон, которые соединены между собой или расположены рядом друг с другом. Отдельные филаменты могут при этом проходить прямолинейно или параллельно друг другу или могут быть также повернуты или скручены или текстурированы. Альтернативно или дополнительно к этому может быть предусмотрено, что отдельные филаменты одного пучка филаментов имеют различный диаметр и/или состоят из различных материалов. Однако, возможно также, что отдельные филаменты внутри одного пучка филаментов выполнены одинаковым образом, однако, отличаются от филаментов соседнего пучка филаментов диаметром и/или материалом.
Если отдельные пучки филаментов поля филаментов, по меньшей мере, в двух расположенных на расстоянии друг от друга областях и предпочтительно в их концевых областях их аксиальной длины вставлены и зафиксированы в одной из направляющих частей, то они простираются между направляющими частями прямолинейно и под напряжением. В не нагруженном состоянии это обеспечивает точное взаимное позиционирование пучков филаментов. Если, однако, пучки филаментов являются относительно длинными и если образующий носители в форме стержня полимерный материал вводят с высоким давлением в соответствующую полость устройства для литья под давлением, то может произойти смещение пучков филаментов относительно друг друга, в результате чего точное позиционирование более не было бы возможным. В предпочтительном исполнении изобретения по этой причине предусмотрено, что каждый пучок филаментов поля филаментов при вставлении фиксирующей кассеты в устройство литья под давлением вставляют в несколько первых позиционирующих частей расположенных на расстоянии друг от друга и выполненные в устройстве литья под давлением. Первые позиционирующие части могут содержать, например, несколько первых позиционирующих шлицев, причем каждый пучок филаментов вставляют в один из первых позиционирующих шлицев первых позиционирующих частей предпочтительно с узкой посадкой. Таким образом обеспечивают точное направление и позиционирование относительно друг друга пучков филамента также в нескольких местах их участков, свободно закрепленных между направляющими частями фиксирующей кассеты, в результате чего надежно предотвращают непреднамеренное смещение вследствие внешних влияний или вследствие воздействия давления впрыска полимерного материала, образующего имеющий форму стержня носитель.
Простое и надежное вставление пучков филаментов в первые позиционирующие шлицы первых позиционирующих частей может быть достигнуто, если верхние стороны первых позиционирующих частей расположены в направлении вставления смещенными относительно друг друга в направлении по высоте, так что пучки филаментов при вставлении или опускании фиксирующей кассеты не вводят одновременно во все их первые позиционирующие шлицы, а присутствует боковое смещение.
В усовершенствовании изобретения может быть предусмотрено, что носитель в форме стержня содержит на своем обращенном от щетин конце имеющий предпочтительно форму пластины участок для захватывания. Каждый носитель в форме стержня может быть соответственно независимо от других носителей в форме стержня выполнен в качестве отдельного носителя, однако, предпочтительно предусмотрено, что соседние носители в форме стержня соединяют друг с другом на их участках для захватывания в виде монолитной детали. Это может быть осуществлено, например, за счет того, что соседние носители соединяют между собой на их участках для захватывания с помощью обламываемых перемычек. При извлечении натянутого в фиксирующей кассете поля филаментов с отлитыми носителями в форме стержня из устройства литья под давлением носители в форме стержня соединены в форме цельного элемента на их переднем, обращенном от участка для захватывания конце с полем филаментов или пучками филаментов и свободно выступают перпендикулярно им. Если носители в форме стержня дополнительно названным образом соединены друг с другом на их участках для захватывания, то возникает дополнительная фиксация и взаимное подпирание носителей в форме стержня, в результате чего, с одной стороны, предотвращается изгибание под воздействием продольной нагрузки или отламывание одного из носителей в форме стержня вследствие точечной внешней нагрузки, или возникновение обычным образом относительных смещений между носителями в форме стержня. Тем самым носители в форме стержня удерживают в заранее определенной относительной позиции, что особенно предпочтительно в случае, если фиксирующую кассету после извлечения из устройства литья под давлением подводят к следующей рабочей секции, в которой, например, может производиться отливка следующего компонента из полимерного материала или в которой производят раскрой межзубных очистителей.
Для отливки следующего компонента из полимерного материала в соответствии с изобретением может быть предусмотрено, что фиксирующую кассету с полем филаментов, несущим носители в форме стержня, либо перемещают в устройстве литья под давлением, в котором отливают носители в форме стержня, либо вставляют в следующее устройство литья под давлением. При этом носители в форме стержня предпочтительно в области поля филаментов, по меньшей мере, на участках опрыскивают мягко-упругим полимерным материалом, например, термопластичным эластомером или силиконом, с образованием покрытия. Соответствующее покрытие может, например, окружать в форме гильзы передний, обращенный от участка для захвата конец носителя в форме стержня и содержать на наружной стороне радиально выступающие выступы или пальцы.
Также и при впрыске мягко-упругого полимерного материала для образования покрытия каждый пучок филаментов поля филаментов должен быть надежно позиционирован. Это может быть достигнуто, например, за счет того каждый пучок филаментов поля филаментов при вставлении или перемещении фиксирующей кассеты вставляют в несколько расположенных на расстоянии друг от друга, выполненные на устройстве литья под давлением или на следующем устройстве литья под давлением вторые позиционирующие части.
При этом может быть предусмотрено, что каждая вторая позиционирующая часть содержит несколько вторых позиционирующих шлицев, причем каждый пучок филаментов вставляют предпочтительно с узкой посадкой в один из вторых позиционирующих шлицев вторых позиционирующих частей.
После завершения процессов впрыска образуется конструкция из нескольких, расположенных рядом друг с другом носителей в форме стержня с покрытием или без него, которые еще соединены между собой с помощью пучков филаментов. В ходе процесса разрезания производят разрезание и разделение образующих поле филаментов пучков филаментов, по меньшей мере, на расположенных между соседними, имеющими форму стержня носителя участках, и предпочтительно также на их концевых участках. При этом разделение пучков филаментов можно производить непосредственно в фиксирующей кассете, то есть в течение времени, пока пучки филаментов еще зафиксированы в фиксирующей кассете. Альтернативно возможно, однако, также, что несущее носители в форме стержня поле филаментов перед разделением пучков филаментов извлекают из фиксирующей кассеты и процесс разрезания производят в отдельной рабочей секции. Затем порожняя фиксирующая кассета может быть загружена новыми пучками филаментов. Предпочтительно каждый носитель в форме стержня отделяют от поля филаментов посредством двух разрезов, которые проходят, например, на незначительном расстоянии параллельно его наружному контуру или наружному контуру покрытия, так что на носителе в форме стержня образуется комплект щетин, выступающий радиально наружу.
Устройство для изготовления соответствующего изобретению межзубного очистителя содержит в соответствии с изобретением устройство литья под давлением, которое содержит, по меньшей мере, одну полость для исполнения нескольких, расположенных рядом друг с другом носителей в форме стержня, и фиксирующее устройство для поля филаментов, образованного несколькими пучками филаментов. При этом фиксирующее устройство содержит фиксирующую кассету с, по меньшей мере, двумя расположенными на расстоянии друг от друга направляющими частями, в которые могут быть вставлены пучки филаментов, причем пучки филаментов могут фиксироваться в фиксирующем устройстве таким образом, что они могут быть свободно натянуты между направляющими частями. Фиксирующая кассета может быть вставлена в устройство литья под давлением и может быть извлечена из него и/или перемещена в нем.
Образованное несколькими пучками филаментов поле филаментов может быть вставлено вне установки литья под давлением в фиксирующую кассету и фиксироваться в ней. При этом направляющие части обеспечивают позиционирование пучков филаментов с заранее определенной ориентацией. С этой целью направляющие части могут содержать несколько расположенных рядом друг с другом направляющих шлицев, причем каждый направляющий шлиц может быть выполнен для приема ровно одного пучка филаментов.
Фиксацию пучков филаментов в фиксирующей кассета осуществляют предпочтительно с помощью зажимной части, которая фиксирует пучки филаментов в фиксирующей кассете с зажимом и, таким образом, с силовым замыканием.
В возможном исполнении изобретения может быть предусмотрено исполнение фиксирующей в виде рамы. При этом рама может быть выполнена, например, с С-образной формой или Е-образной формой. В случае рамы с С-образной формой она содержит одно основание и два выступающих из него плеча, причем пучки филаментов проходят и натянуты предпочтительно между свободными концами плечей параллельно основанию. Если рама выполнена с Е-образной формой, присутствует дополнительное центральное плечо, в результате чего обеспечивается дополнительное центральное подпирание для пучков филаментов.
Дополнительно к направлению и выравниванию пучков филаментов в фиксирующей кассете возможно также позиционирование и направление пучков филаментов также в устройстве литья под давлением, если фиксирующая кассета вставлена в устройство литья под давлением. С этой целью в устройстве литья под давлением может быть предусмотрено несколько находящихся на расстоянии друг от друга первых позиционирующих частей. Предпочтительно каждая первая позиционирующая часть содержит несколько расположенных рядом друг с другом первых позиционирующих шлицев, причем каждый первый позиционирующий шлиц может быть выполнен для приема ровно одного пучка филаментов.
В устройстве литья под давлением несколько, предпочтительно проходящих параллельно друг другу носителей в форме стержня из полимерного материала опрыскиваются на поле филаментов или пучках филаментов. Для этого устройство литья под давлением содержит полость с несколькими участками полости для исполнения соответственно имеющего форму стержня носителя. При этом может быть предусмотрено, что между двумя соседними участками полости соответственно предусмотрена, по меньшей мере, одна первая позиционирующая часть для позиционирования пучков филаментов.
Для облегчения ввода пучков филаментов в первые позиционирующие части в усовершенствовании изобретения может быть предусмотрено, что, по меньшей мере, некоторые из первых позиционирующих частей имеют различную высоту, причем высота измерена в направлении введения пучков филаментов.
Это ведет к тому, что пучки филаментов при вставлении или опускании фиксирующей кассеты в устройство литья под давлением не входят в полном составе одновременно в зацепление с назначенными для них первыми позиционирующими шлицами, а пучки филаментов сначала вводят в первые позиционирующие шлицы тех первых позиционирующих частей, которые имеют наибольшую высоту. За счет этого при дальнейшем процессе опускания или вставления уже происходит их дополнительное направление до момента входа в зацепления с первыми позиционирующими шлицами тех первых позиционирующих частей, которые имеют вторую по величине высоту. За счет этого временного смещения введения пучков филаментов в позиционирующие части также при высокой скорости движения фиксирующей кассеты обеспечивается надежное вставление пучков филаментов в первые позиционирующие части.
В предпочтительном усовершенствовании изобретения может быть предусмотрено, что каждый участок полости, который служит для исполнения соответственно форму носителя в форме стержня, содержит боковые углубления для приема соответственно одного пучка филаментов. Углубления обеспечивают дополнительное направление пучков филаментов в области, непосредственно граничащей с носителями в форме стержня, и предотвращают защемление или повреждение пучков филаментов при закрывании формовочного инструмента. Неопределенная форма пучка, как она присутствует в области первых позиционирующих шлицев, переходит в определенную форму пучка в углублениях.
Углубления имеют ширину В (измеренную в продольном направлении носителя в форме стержня), которая больше ширины W первых позиционирующих шлицев первых позиционирующих частей. Это ведет к тому, что пучки филаментов схвачены в их области, расположенной в первом позиционирующем шлице, более плотно и выше, чем в области, которая расположена в углублениях полости. Это обуславливает то преимущество, что степень заполнения филаментами или пучками филаментов в углублениях весьма высока, что необходимо для достижения уплотнения между филаментами и впрыснутым полимерным материалом. Таким образом можно предотвратить избыточный впрыск в область филаментов. Помимо этого предотвращают защемление, расплющивание или повреждение пучков филаментов в закрытом состоянии устройства литья под давлением.
В возможном исполнении изобретения может быть предусмотрено опрыскивание носителя в форме стержня межзубного очистителя описанным образом в ходе следующего технологического этапа покрытием из мягко-упругого полимерного материала, по меньшей мере, в его передней области. Для этого может быть предусмотрено, что устройство литья под давлением или следующее устройство литья под давлением содержит полость опрыскивания, в которой носители в форме стержня опрыскивают, по меньшей мере, на участках, по периметру в области поля филаментов мягко-упругим полимерным материалом. Предпочтительно полость опрыскивания содержит несколько участков полости для формирования соответственно покрытия и предусмотрено несколько находящихся на расстоянии друг от друга вторых позиционирующих частей, с помощью которых производят позиционирование и удерживание пучков филаментов, если фиксирующая кассета с полем филаментов и подвергнутыми опрыскиванию носителями в форме стержня вставлена в полость опрыскивания.
Также и вторые позиционирующие части могут содержать несколько расположенных рядом друг с другом вторых позиционирующих шлицев, причем каждый второй позиционирующий шлиц может быть выполнен для приема ровно одного пучка филаментов.
Вторые позиционирующие части должны быть расположены распределенными на расстоянии в продольном направлении пучков филаментов. Предпочтительным исполнением изобретения предусмотрено, что между двумя соседними участками полости опрыскивания соответственно предусмотрена вторая позиционирующая часть.
Для облегчения введения пучков филаментов во вторые позиционирующие части усовершенствованием изобретения может быть предусмотрено, что, по меньшей мере, некоторые из вторых позиционирующих частей имеют различную высоту, причем высота измерена в направлении введения пучков филаментов. Это ведет к тому, что при вставлении или опускании фиксирующей кассеты в устройство литья под давлением пучки филаментов не входят одновременно в полном составе в зацепление с назначенными для них вторыми позиционирующими шлицами, а пучки филаментов сначала вводят во вторые позиционирующие шлицы тех вторых позиционирующих частей, которые имеют наибольшую высоту. За счет этого при последующем процессе опускания или вставления уже происходит их дополнительное направление до момента их вхождения в зацепление также со вторыми позиционирующими шлицами тех вторых позиционирующих частей, которые имеет вторую по величине высоту. За счет этого временного смещения введения пучков филаментов в позиционирующие части также при высокой скорости движения фиксирующей кассеты обеспечивают надежное вставление пучков филаментов во вторые позиционирующие части.
После опрыскивания носителей в форме стержней на поле филаментов и их оснащения по мере необходимости покрытием в ходе последующего этапа носители в форме стержня должны быть отделены от поля филаментов. Для этого в соответствии с изобретением может быть предусмотрено режущее устройство, с помощью которого носители в форме стержней могут быть вырезаны из поля филаментов.
Дальнейшие подробности и признаки изобретения следуют из последующего описания примеров исполнения со ссылкой на чертежи. Фигуры показывают:
Краткое описание чертежей
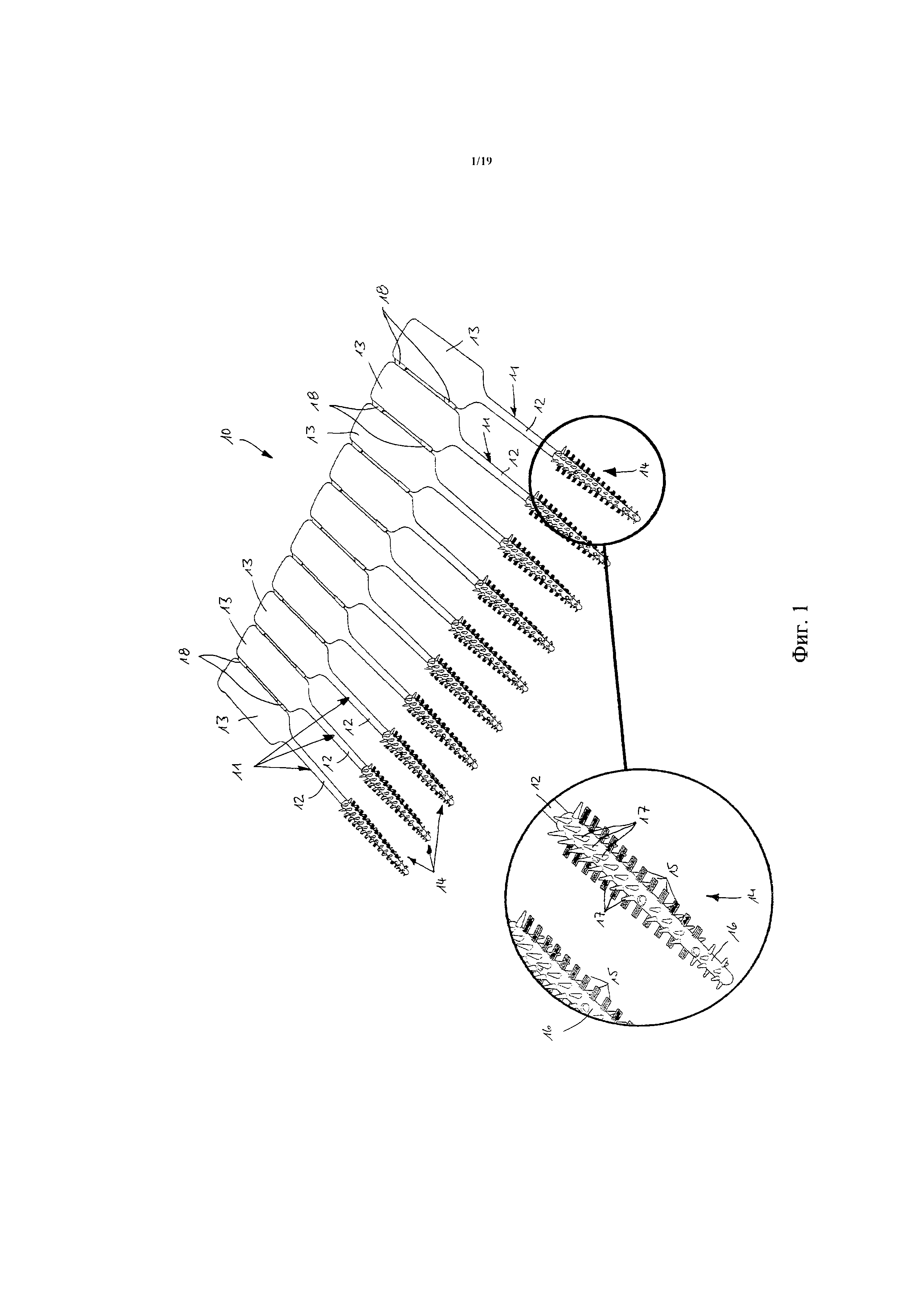
Фиг. 1 показывает в перспективе вид группы межзубных очистителей с увеличенным изображением участка очистки,
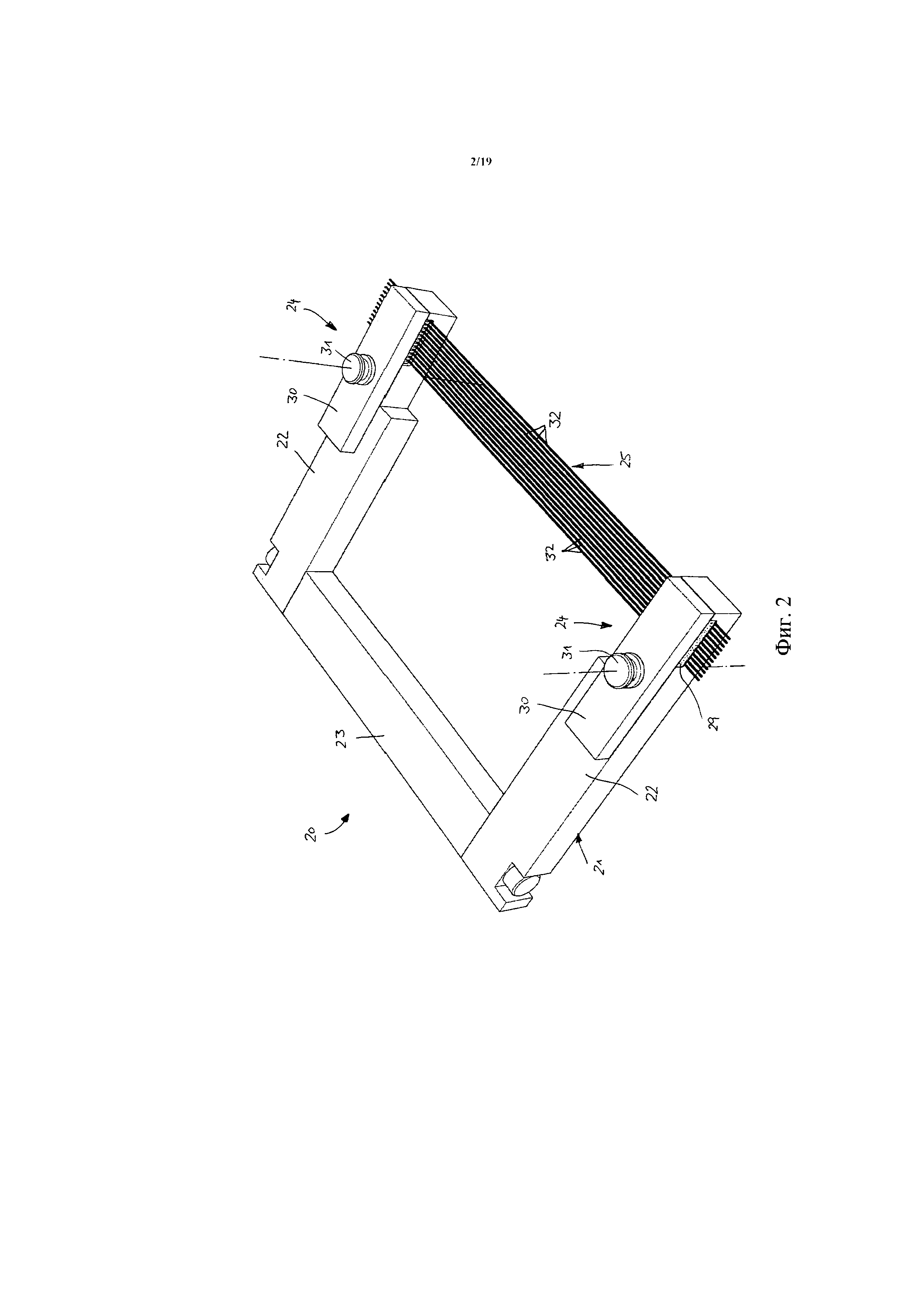
Фиг. 2 показывает в перспективе вид фиксирующей кассеты со вставленным полем филаментов,
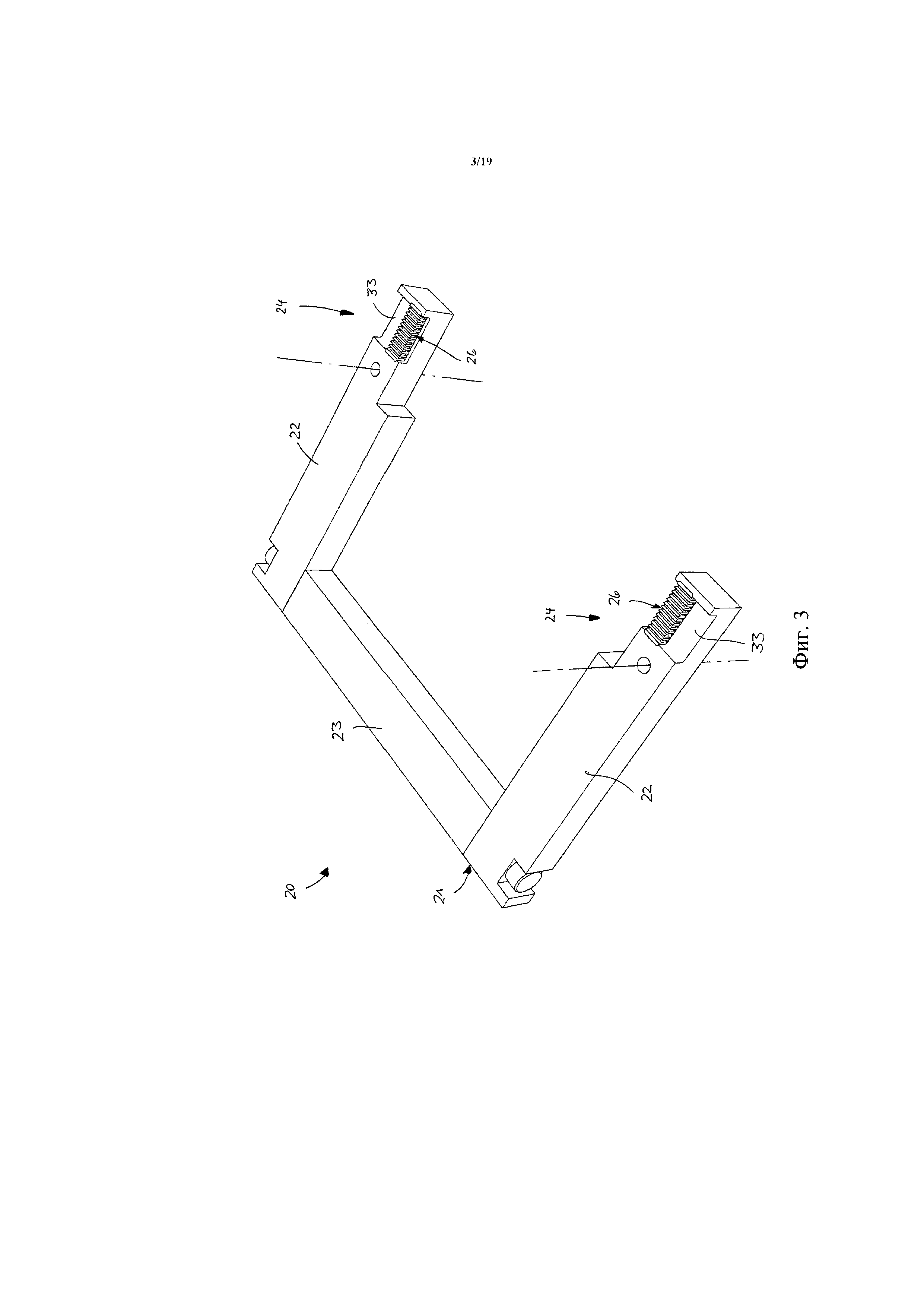
Фиг. 3 показывает открытую, пустую фиксирующую кассету,
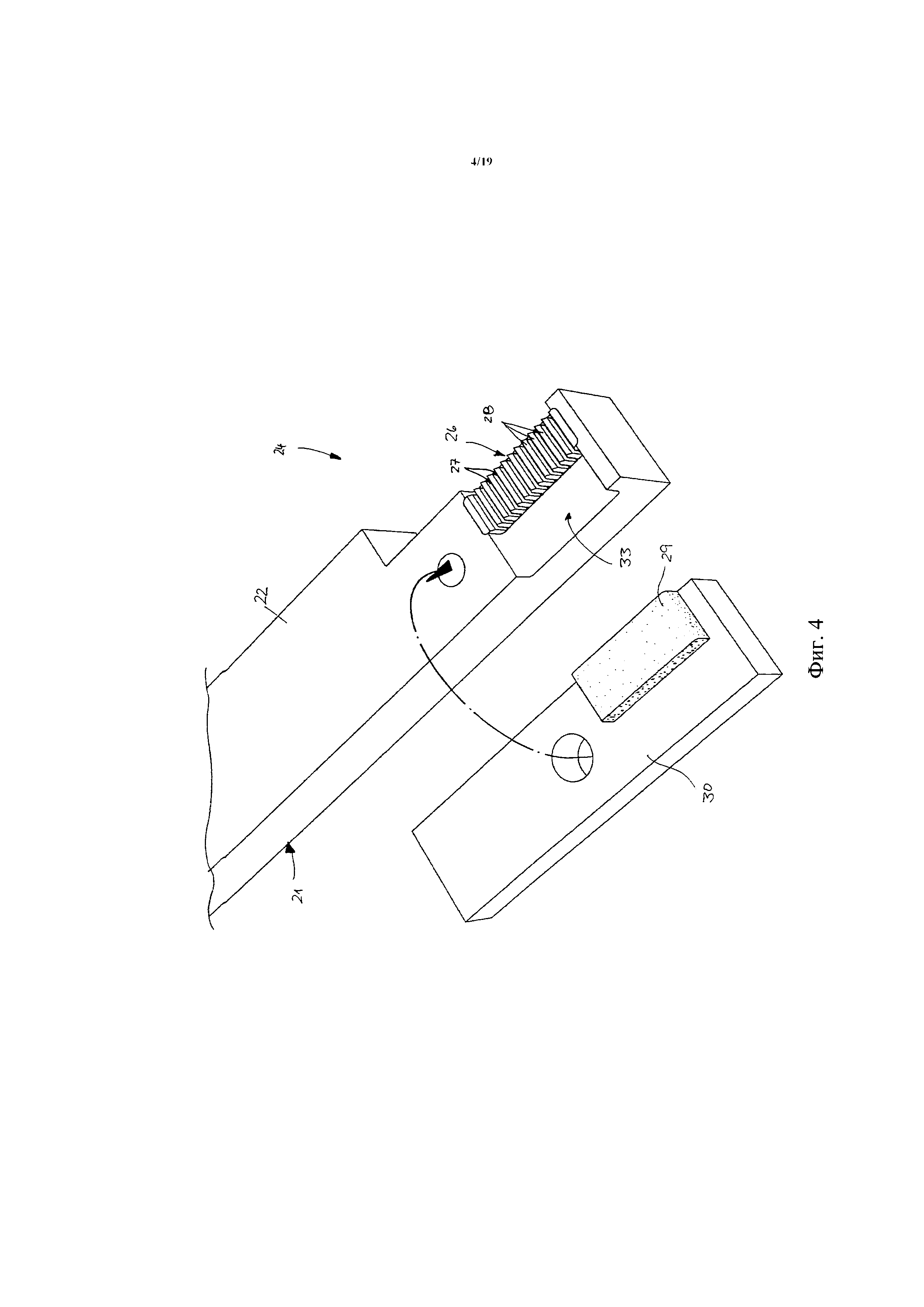
Фиг. 4 показывает в перспективе вид открытого фиксирующего устройства фиксирующей кассеты,
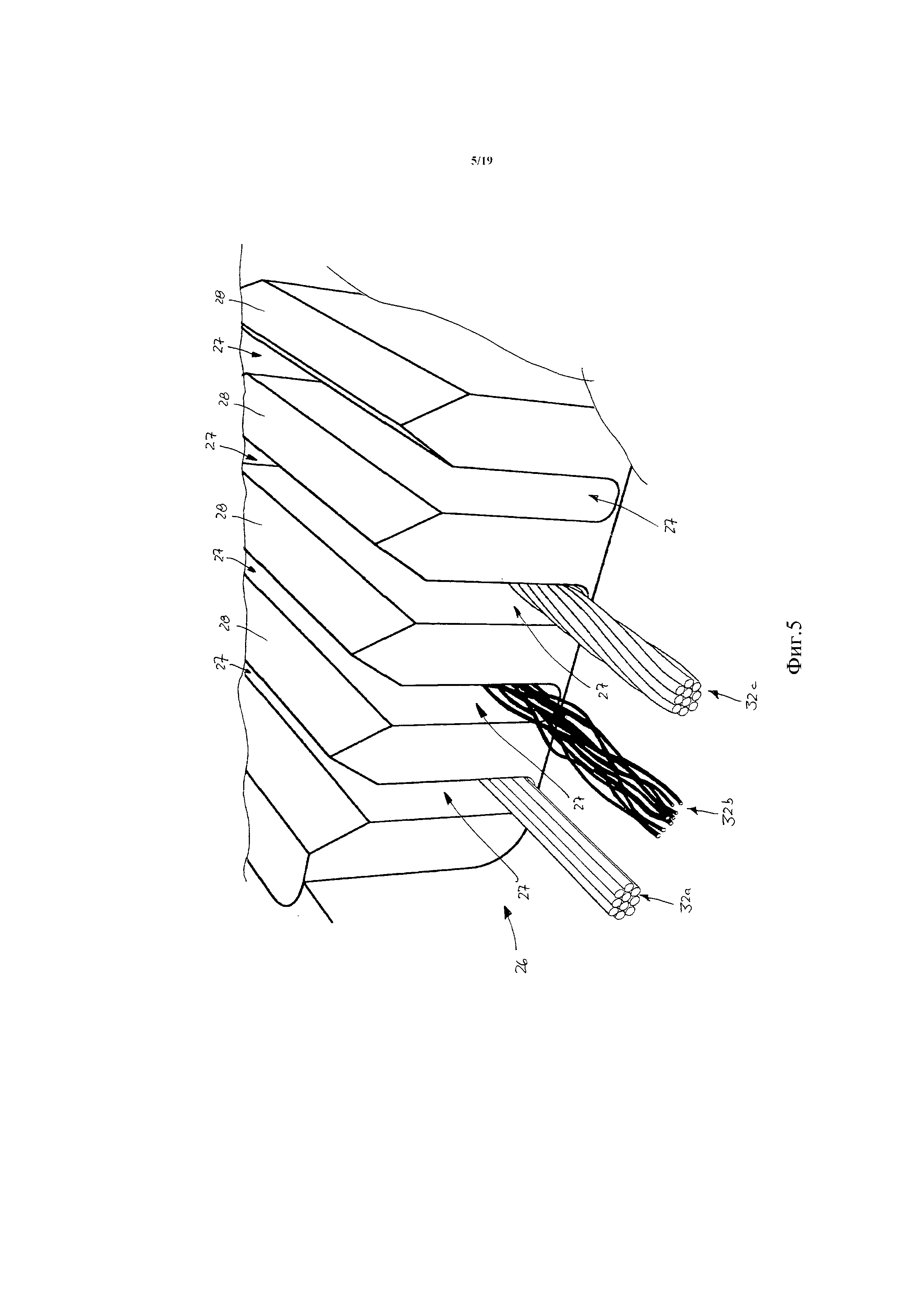
Фиг. 5 показывает направляющую часть с несколькими различными вставленными пучками филаментов,
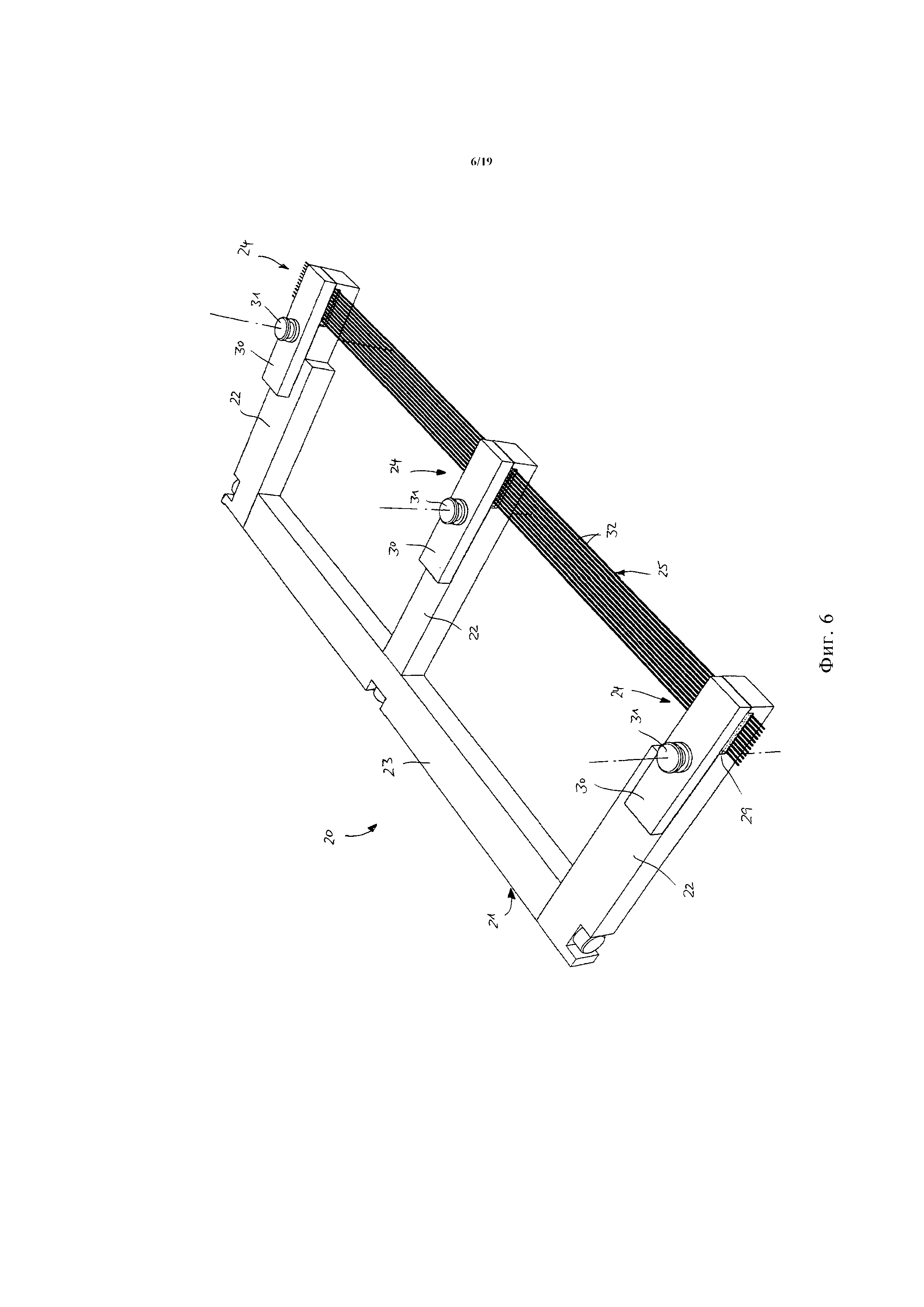
Фиг. 6 показывает в перспективе вид преобразованной формы исполнения фиксирующей кассеты,
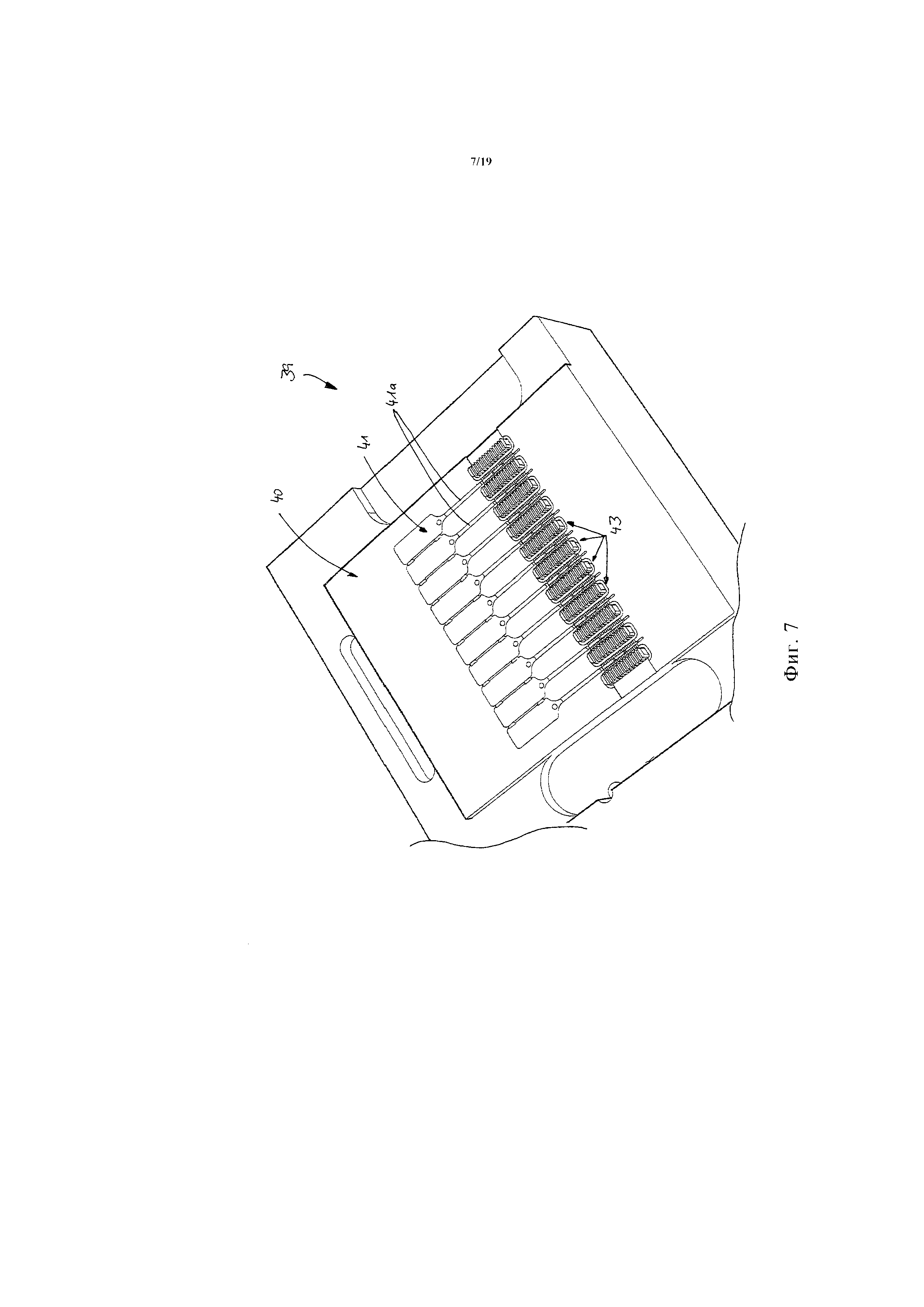
Фиг. 7 показывает в перспективе вид открытого устройства литья под давлением без фиксирующей кассеты,
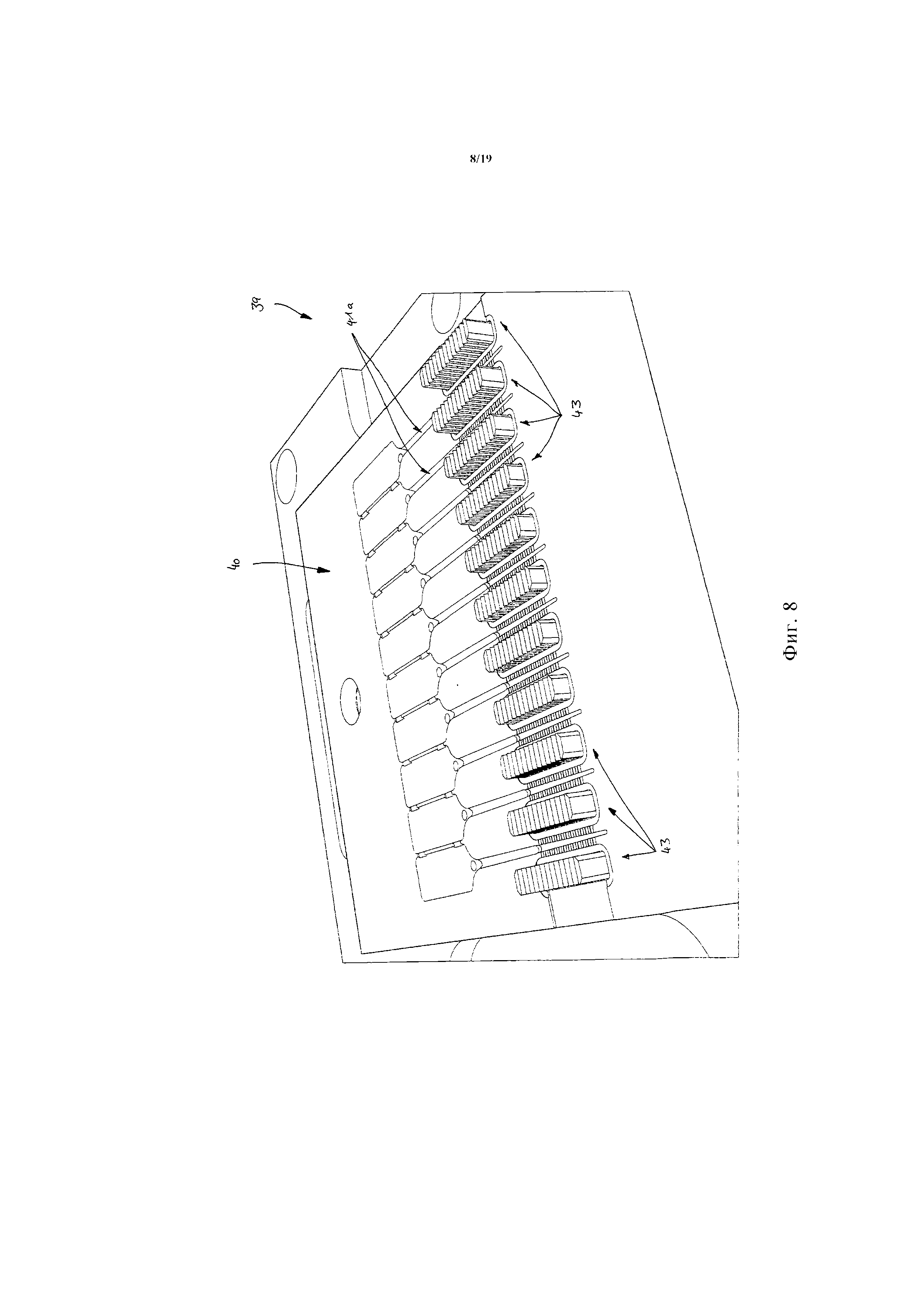
Фиг. 8 показывает в перспективе вид открытого устройства литья под давлением без фиксирующей кассеты со специальным исполнением первых позиционирующих частей,
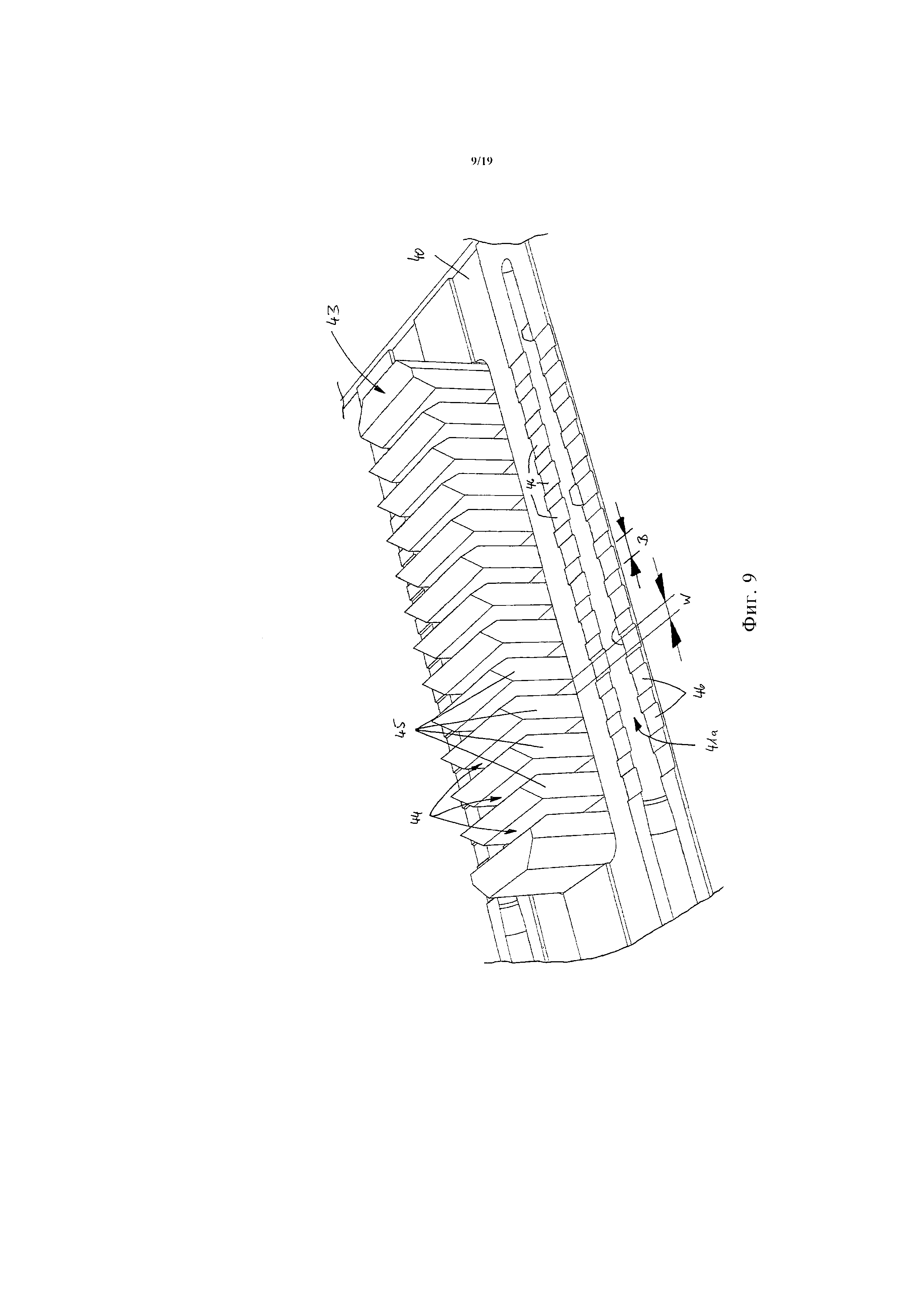
Фиг. 9 показывает в перспективе увеличенный вид первой позиционирующей части,
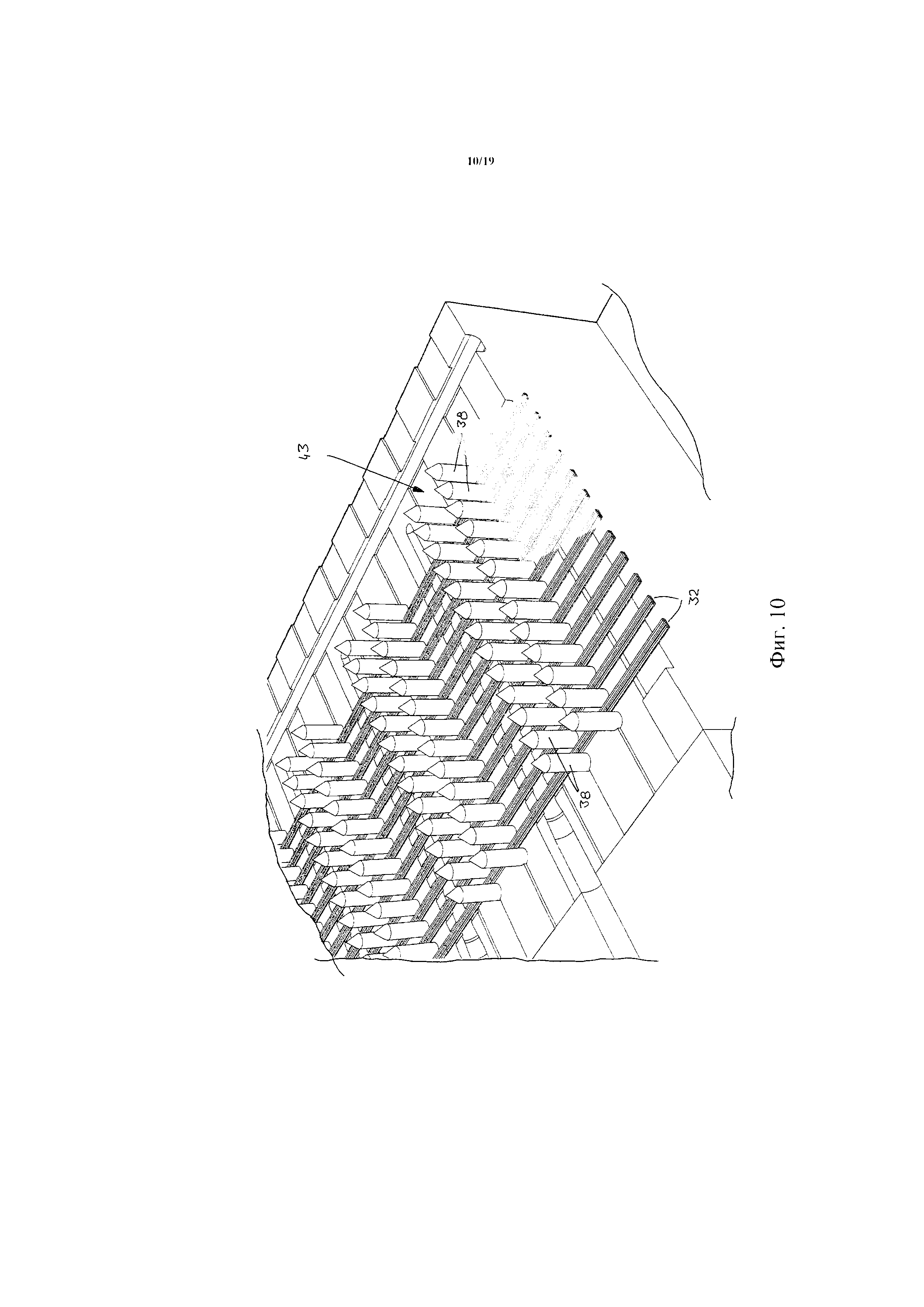
Фиг. 10 показывает первое альтернативное исполнение первой позиционирующей части,
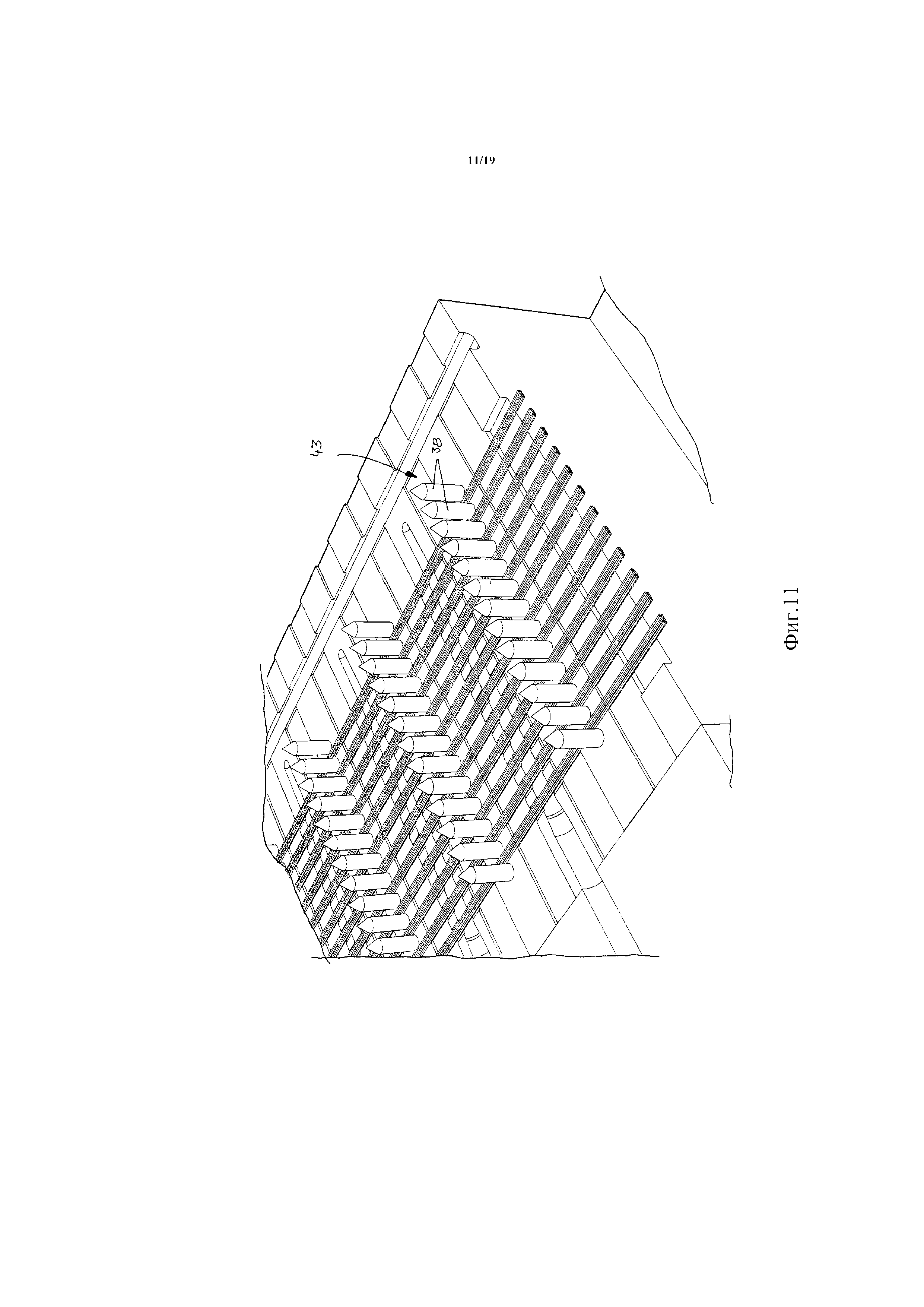
Фиг. 11 показывает второе альтернативное исполнение первой позиционирующей части,
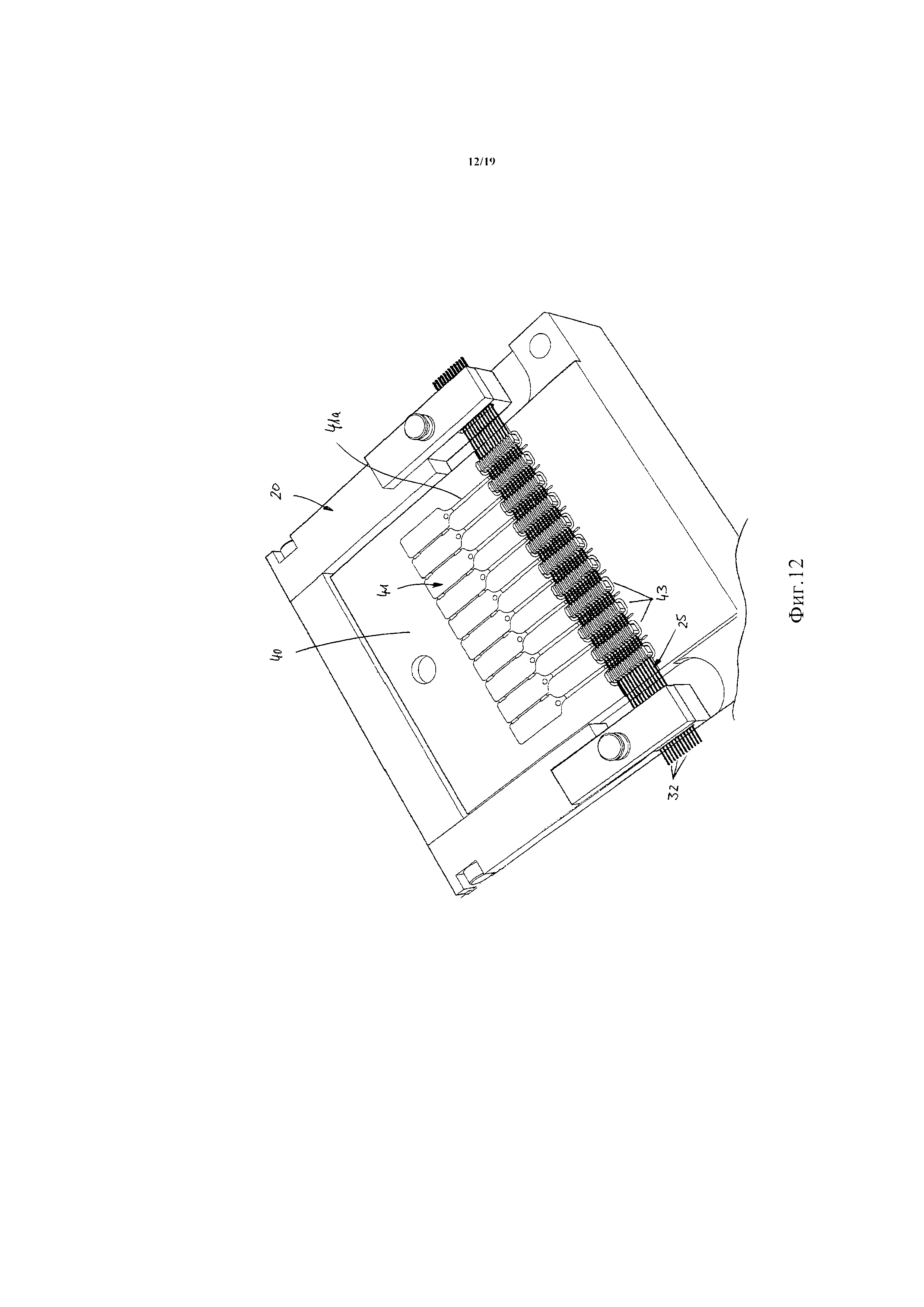
Фиг. 12 показывает устройство литья под давлением в соответствии с фиг. 7 с вложенной фиксирующей кассетой,
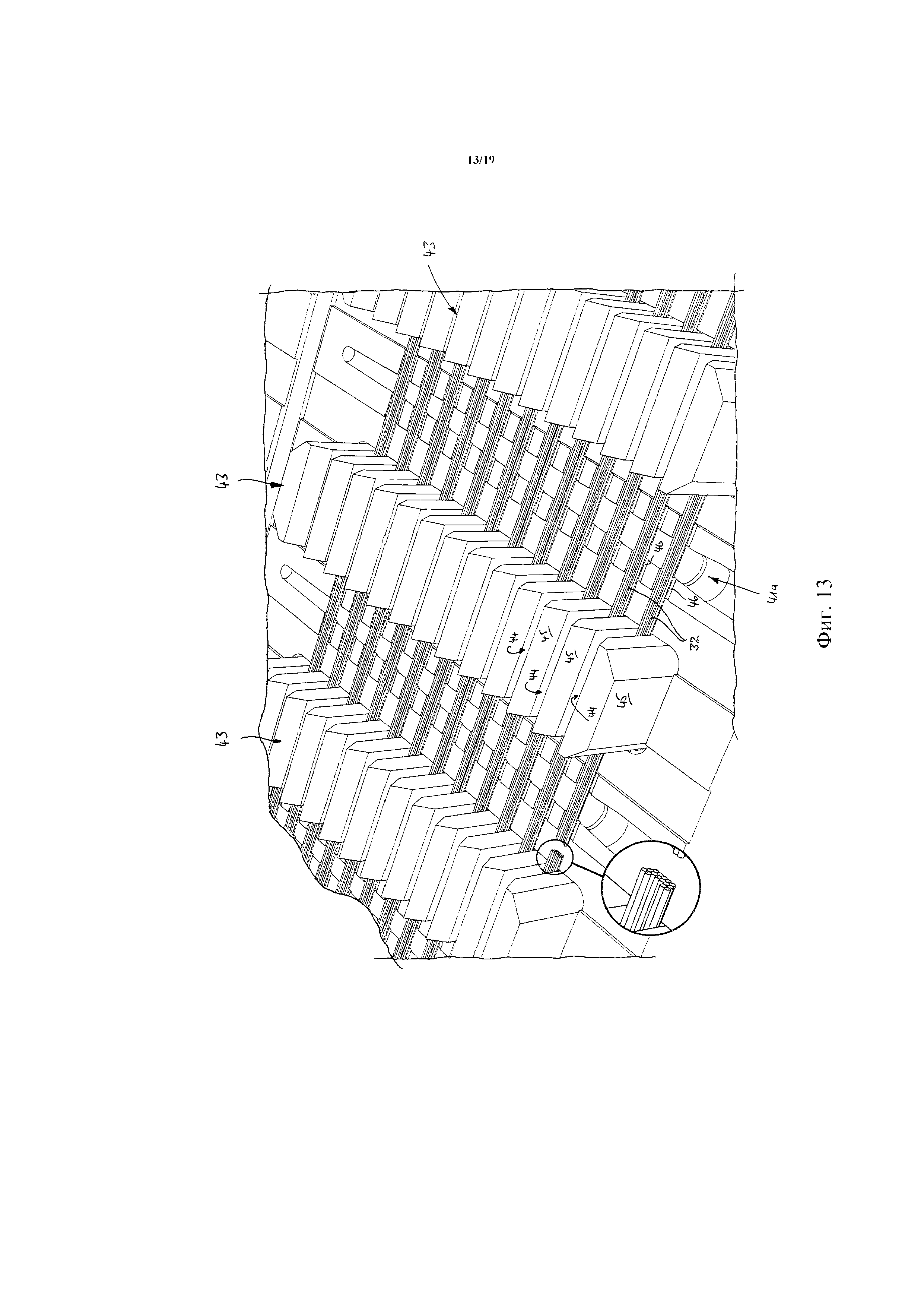
Фиг. 13 показывает в перспективе увеличенный вид первой позиционирующей части с вложенными пучками филамента перед закрыванием устройства литья под давлением,
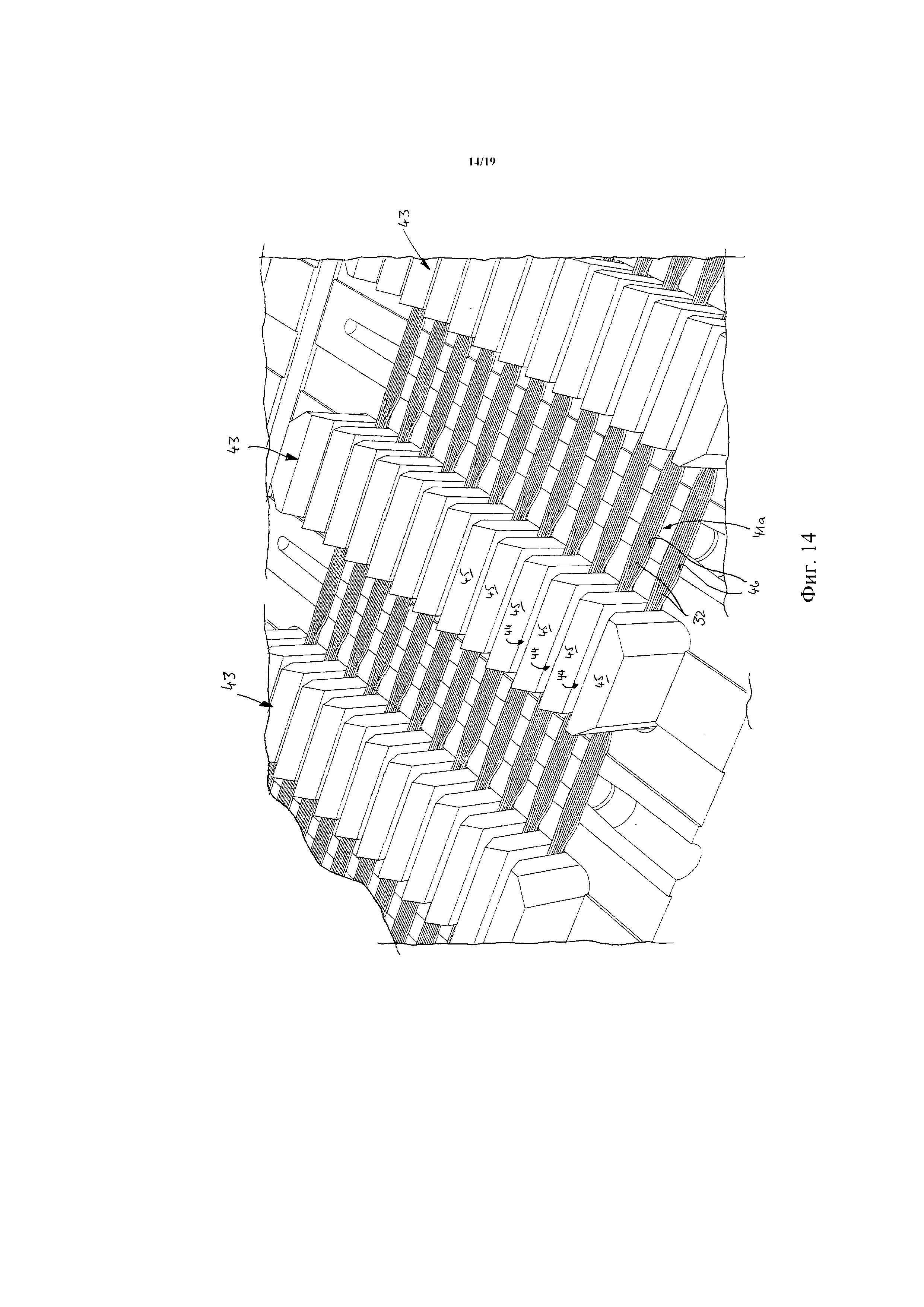
Фиг. 14 показывает вид в соответствии с фиг. 13 после закрывания устройства литья под давлением,
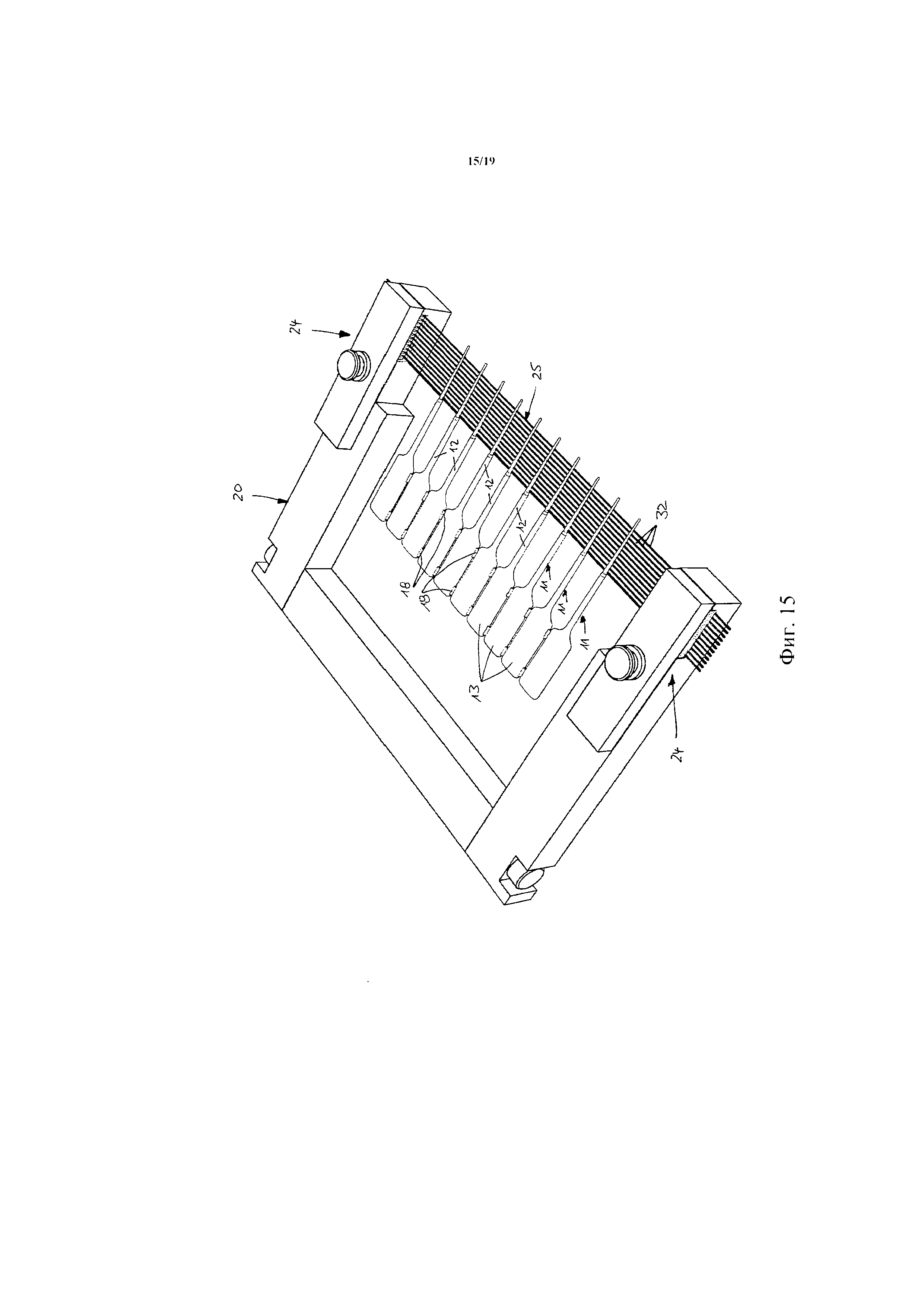
Фиг. 15 показывает в перспективе вид фиксирующей кассеты с опрыснутыми носителями,
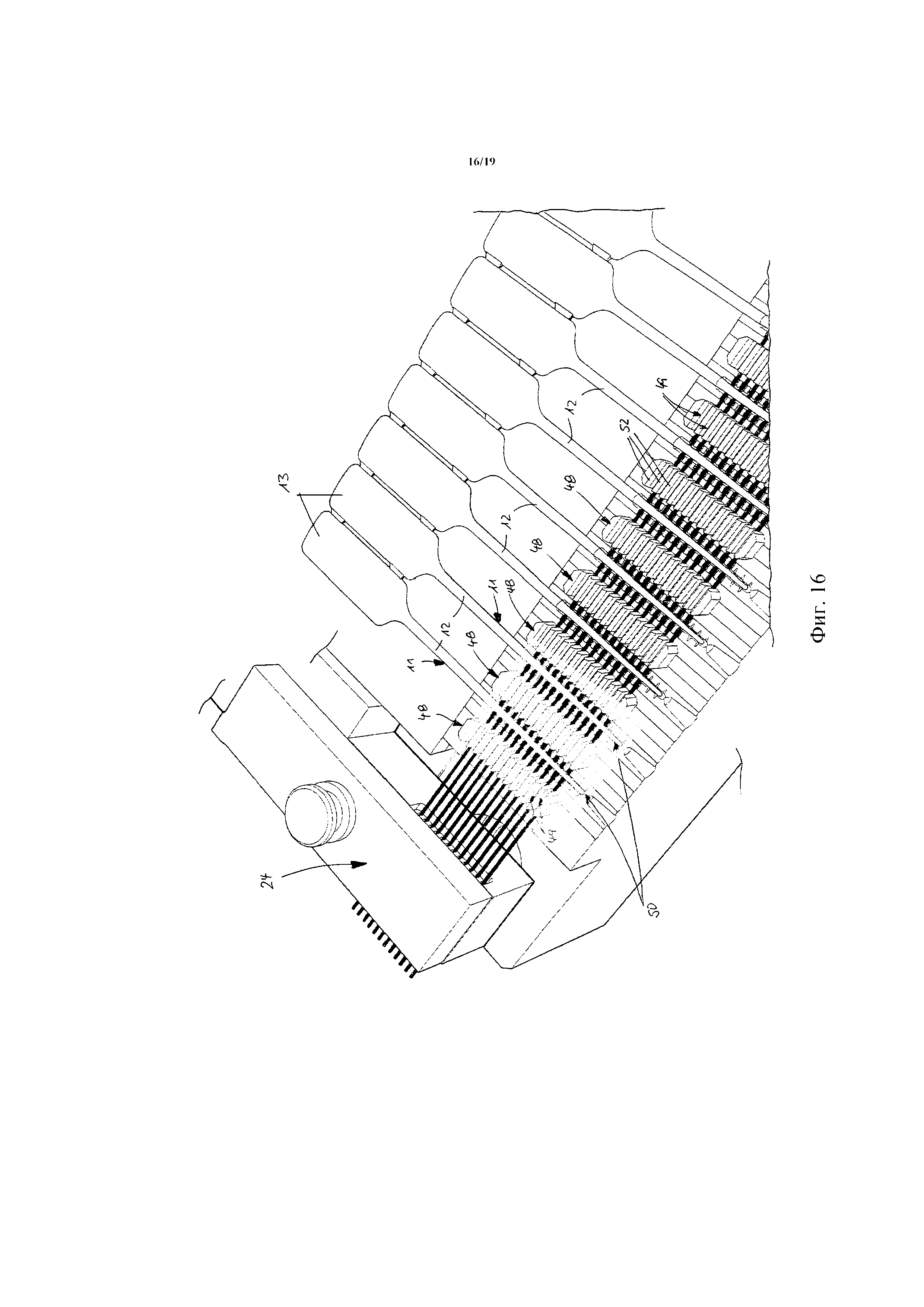
Фиг. 16 показывает в перспективе вид полости для опрыскивания со вставленной фиксирующей кассетой и вторыми позиционирующими частями,
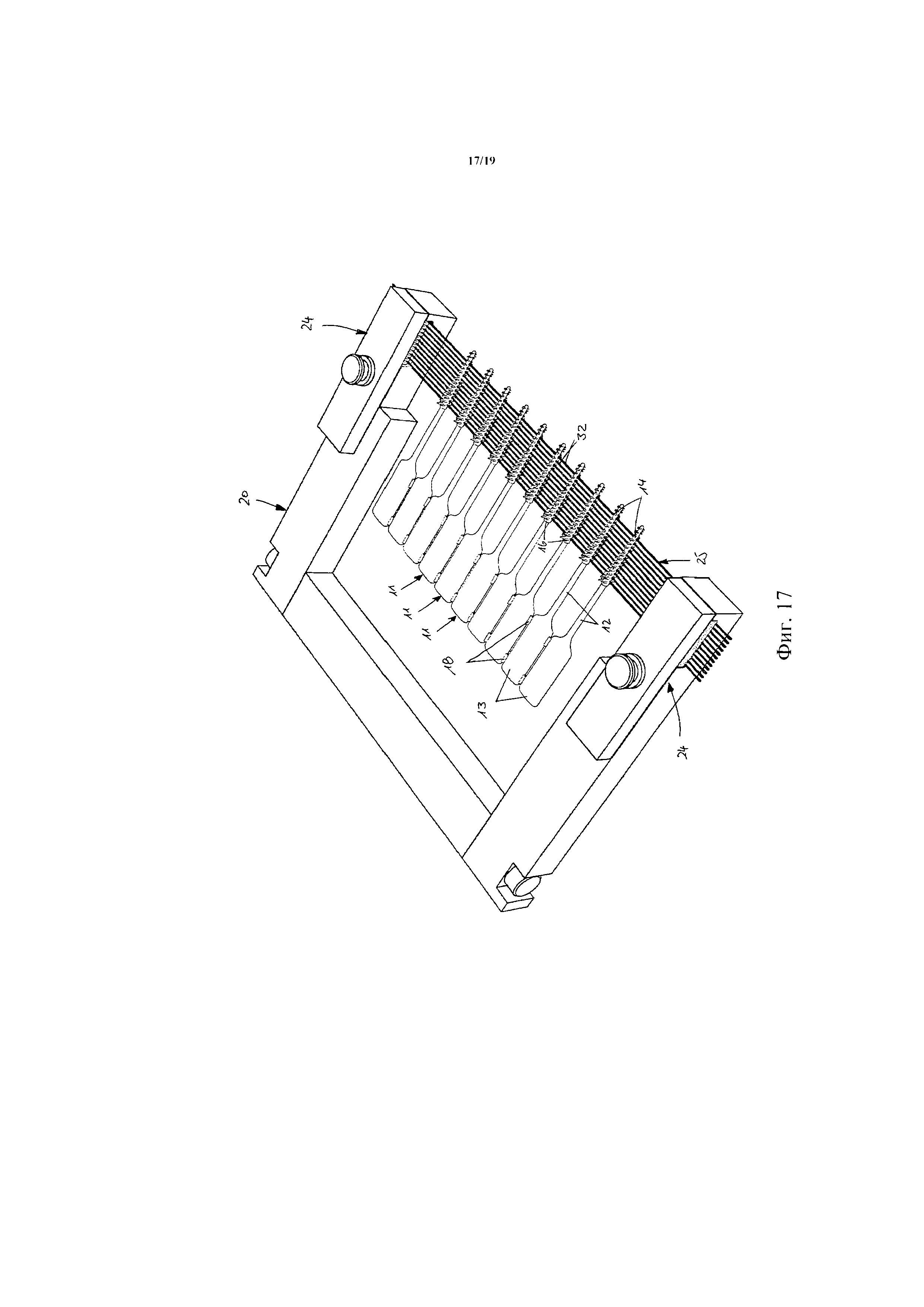
Фиг. 17 показывает в перспективе вид фиксирующей кассеты с опрыснутыми до готового состояния межзубными очистителями,
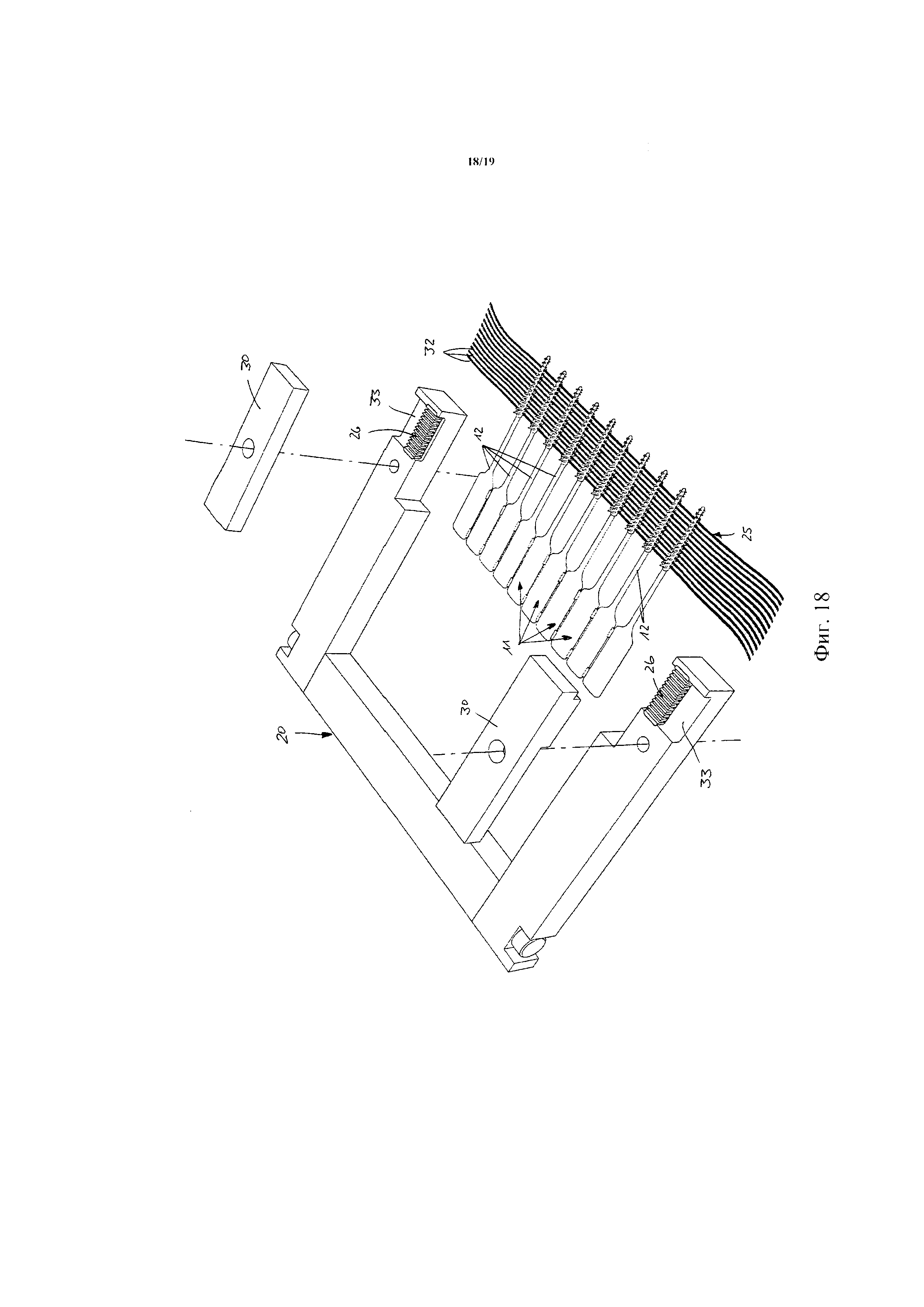
Фиг. 18 показывает фиксирующую кассету в соответствии с фиг. 13 в открытом положении, и
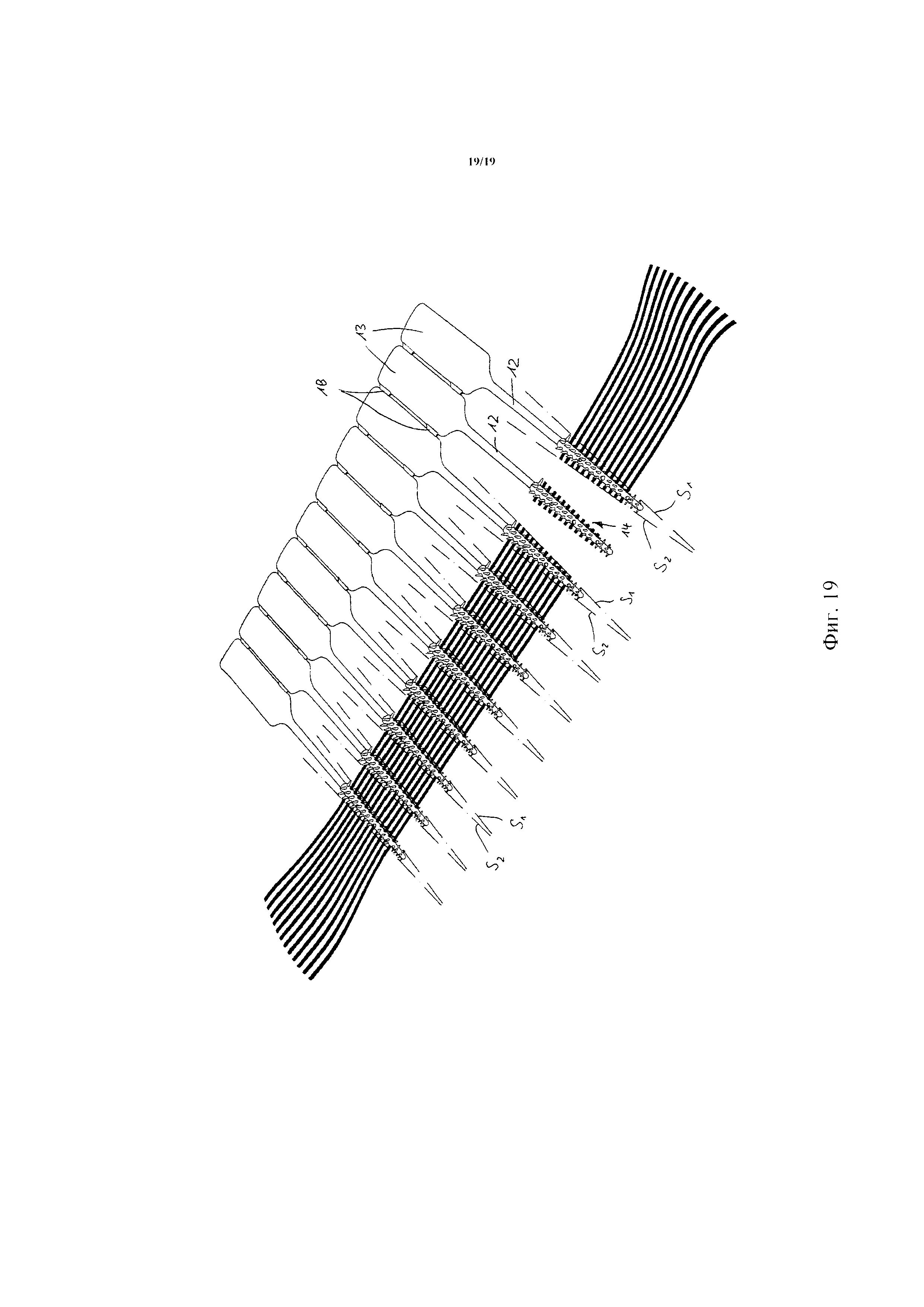
Фиг. 19 показывает схематическое изображение вырезки пучков филаментов.
Осуществление изобретения
Фиг. 1 показывает группу 10 из расположенных рядом друг с другом межзубных очистителей 11, причем группа 10 в соответствии с фиг. 1 содержит в качестве примера десять межзубных очистителей 11. Каждый межзубный очиститель 11 состоит из полимерного материала и содержит носитель 12 в форме стержня, на заднем, правом в соответствии с фиг. 1 конце которого выполнен и сформован имеющий форму пластины участок 13 для захватывания. На переднем, аксиально противолежащем участку 13 для захватывания конце на носителе 12 в форме стержня расположен участок 14 очистки, который виден в увеличенном изображении на левой стороне фиг. 1. Участок 14 очистки содержит покрытие из мягко-упругого полимерного материала, который содержит на своей наружной стороне радиально выступающее структурирование в форме пальцев 17 или утолщений.
В материал носителя 12 в форме стержня внедрены щетины 15, которые свободным образом выступают в радиальном направлении на противолежащих сторонах в форме обрубков.
Расположенные рядом друг с другом межзубные очистители 11 соединены на своих соответствующих участках 13 для захватывания обламываемыми, сформованными в качестве монолитного элемента перемычками 18, в результате чего образована имеющая форму полос взаимосвязанная группа 20 и пользователь может соответственно отделить один межзубный очиститель 11 путем обламывания соответствующей перемычки 18.
В последующем описано, каким образом изготавливают изображенную на фиг. 1 группу 10 межзубных очистителей 11. Для этого предусмотрена фиксирующая кассета 20, которая изображен на фиг. с 2 по 5. Фиксирующая кассета 20 выполнена в качестве
U-образной рамы и содержит основание 23, а также два проходящих перпендикулярно к нему, свободно выступающих плеча 22. На внешних, обращенных от основания 23 концах плече 22 расположено соответственно фиксирующее устройство 24, с помощью которого можно позиционировать и фиксировать поле 25 филаментов, состоящее из нескольких, расположенных параллельно друг другу на расстоянии друг от друга пучков 32 филаментов. Как показывает фиг. 5, каждый пучок 32 филаментов может быть выполнен либо в виде пучка 32а из нескольких, проходящих параллельно друг другу прямых филаментов, либо в виде соответствующего, повернутого вокруг своей продольной оси пучка 32с, либо также расположенных рядом друг с другом не параллельно моноволокон в форме текстурированного пучка 32b.
Как показывают, в частности, фиг. 3 и 4, каждое фиксирующее устройство 24 содержит направляющую часть 26, которая выполнена в форме гребня или грабель и содержит несколько расположенных рядом друг с другом направляющих ламелей 28, между которыми соответственно образован направляющий шлиц 27. В каждый направляющий шлиц 27 может быть вставлен пучок 32 филаментов, так что пучки 32 филаментов позиционированы заранее определенным образом и удерживаются на расстоянии. На соответственно другой стороне направляющей части 26, обращенной от соответственно другой направляющей части 26 на плече 22 рамы 21 выполнена зажимная поверхность 33, к которой прилегают выглядывающие из направляющей части 26 концевые участки пучков 32 филаментов. Зажимная поверхность 33 взаимодействует с фиксирующей планкой 30, которая содержит на своей нижней стороне выполненную предпочтительно в форме подушки зажимную часть 29, которая по своим размерам согласована с размерами зажимной поверхности 33. Фиксирующая планка 30 может быть наложена на плечо 22 рамы 21 и затянута с помощью зажимного устройства, например, в форме затяжного болта 31 таким образом, что пучки 32 филаментов прочно зажаты между зажимной поверхностью 33 и зажимной частью 29, как это показано на фиг. 2. Таким образом пучки 32 филаментов удерживают в их концевых областях с силовым замыканием и они свободно перекрывают с натяжением расстояние между плечами 22.
Фиг. 6 показывает преобразование фиксирующей кассеты 20 в соответствии с фиг. 2, причем рама 21 отныне выполнена с Е-образной формой, то есть содержит дополнительное среднее плечо 22, так что пучки 32 филаментов описанным образом с помощью позиционирующего устройства 24 позиционируют и удерживают посредством зажимания не только в их концевых областях, но и также в их центральной области.
Фиг. 7 показывает открытое устройство 39 литья под давлением с частью 40 формы или половиной формы, в которой в соответствии с формой десяти расположенных рядом друг с другом межзубных очистителей 11 выполнена полость 41. Полость 41 содержит также десять участков 41а полости, которые служат соответственно для изготовления носителей 12 в форме стержня. В области переднего конца участков 41а полости между участками 41а полости и дополнительно сбоку рядом с соответственно наружными участками 41а полости соответственно расположены первые позиционирующие части 43. В то время как при исполнении в соответствии с фиг. 7 все первые позиционирующие части 43 имеют одинаковую высоту (измеренную в направлении введения и, следовательно, главным образом перпендикулярно плоскости чертежа в соответствии с фиг. 7), фиг. 8 показывает вариацию этого, причем некоторые из первых позиционирующих частей 43 имеют различную высоту. В случае изображенных примеров исполнения наиболее высокие первые позиционирующие части расположены соответственно в конце ряда, образованного первыми позиционирующими частями 43. Высота первых позиционирующих частей 43 уменьшается к середине ряда, причем в центре ряда расположена позиционирующая часть 43 с наименьшей высотой. Ступенчатость рядов первых позиционирующих частей 43 обуславливает, что пучки филаментов при вставлении фиксирующей кассеты в устройство литья под давлением вводят с временной задержкой поочередно в позиционирующие шлицы 44 первых позиционирующих частей 43, за счет чего снижается и даже предотвращается опасность ошибочного вставления пучков филаментов.
Одна из первых позиционирующих частей 43 изображена на фиг. 9 в увеличенном масштабе. Каждая позиционирующая часть 43 выполнена в форме гребенки или граблей и содержит первые позиционирующие ламели 45, которые расположены на расстоянии друг от друга и образуют между собой соответственные первые позиционирующие шлицы 44, которые проходят перпендикулярно продольной протяженность участков 41а полости или носителя 12 в форме стержня. Ширина первых позиционирующих шлицев 44 обозначена на фиг. 8 ссылочным обозначением W.
Непосредственно рядом с участками 41а полости для носителей 12 в форме стержня в части 40 формы выполнены углубления 46. Соответственно два углубления 46, выполненные на противоположных сторонах участка 41а полости, расположены на одной прямой и помимо этого выровнены с соседними первыми позиционирующими шлицами 44 первых позиционирующих частей 43. Ширина углублений 46, измеренная в продольном направлении участков 41а полости и параллельно ширине W первых позиционирующих шлицев 44, обозначена на фиг. 9 ссылочным обозначением В. При этом ширина В углублений 46 на 10%-30% больше ширины W первых позиционирующих шлицев.
Фиг. 10 показывает альтернативное исполнение первых позиционирующих частей 43, причем они хотя и опять выполнены в форме гребенки или граблей, они не содержат, однако, позиционирующих ламелей, а содержат два расположенных параллельно рядом друг с другом ряда однотипных, сужающихся конически под острым углом и расположенных на расстоянии первых позиционирующих штифтов 38. В соответствии с фиг. 11 предусмотрено следующее изменение, причем первые позиционирующие части 43 образованы соответственно лишь одним единственным рядом соответствующих, расположенных на расстоянии первых позиционирующих штифтов 38.
Загруженную полем 25 филаментов фиксирующая кассету 20 вставляют сверху в часть 40 формы устройства 39 литья под давлением. При этом пучки 32 филаментов заправляют соответственно в один из позиционирующих шлицев 44 каждой первой позиционирующей части 43 и, помимо этого, укладывают в углубления 46 части 40 формы. Это состояние показано на фиг. 13, причем видно, что пучки 32 филаментов на своем первоначально свободно напряженном участке между обоими фиксирующими устройствами 24 фиксирующей касты 20 отныне соответственно на обеих сторонах каждого участка 41а полости удерживают на расстоянии с помощью первых позиционирующих частей 43. Изображение данных на фиг. 13 показывает, что пучки 32 филаментов в этом состоянии выполнены многослойными из отдельных филаментов и также в области углублений 46 еще не полностью распределены на протяжении их ширины. Это происходит, если устройство 39 литья под давлением закрыто. Это состояние показано на фиг. 14, причем с целью повышения наглядности соответствующая часть формы устройства литья под давлением не изображена. При закрывании устройства литья под давлением на каждый пучок 32 филаментов перпендикулярно продольной протяженности филаментов воздействует сила сжатия, в результате чего происходит распределение филаментов в углублениях 46 и их прием углублениями 46 с узкой посадкой, а также с узкой набивкой. За счет этого обеспечивают не только точное позиционирование филаментов, но и дополнительно предотвращают возможность выхода впрыснутого на участки 41а полости полимерного материала в область углублений 46 или пучков 32 филаментов.
Поскольку ширина В углублений 46 больше ширины W первых позиционирующих шлицев, возникает показанная на фиг. 14 конфигурация, при которой каждый пучок 32 филаментов на том участке, который проходит внутри первого позиционирующего шлица 44, в незначительной мере сжат или сплющен и за счет этого выполнен выше, в то время, как он в области между двумя соседними позиционирующими частями 43 и, следовательно, в перекрывающей участки 41а полости области, расширяется в большей мере и применительно к своим размерам сформован более плоским за счет более широких углублений 46, как это изображено на фиг. 14.
После вкладывания фиксирующей кассеты 20 с загруженными пучками 32 филаментов в устройство 39 литья под давлением последнее обычным образом закрывают и в полость 41 впрыскивают жидкий полимерный материал, который образует носитель 12 в форме стержня, участки 13 для захватывания и перемычки 18, соединяющие участки 13 для захватывания. Пучки 32 филаментов внедряются в полимерный материал носителей 12 в форме стержня и проникают, тем самым, через носители 12 в форме стержня. После открывания устройства 39 литья под давлением производят извлечение фиксирующей кассеты 20, в которой после этого на поле 25 филаментов сформованы десять межзубных очистителей 11, которые на своих участках 13 для захватывания соединены между собой с помощью перемычек 18. Это состояние показано на фиг. 15.
Если желательно произвести опрыскивание передних участков носителей 12 в форме стержня покрытием из мягко-упругого полимерного материала, например, термопластичного эластомера, нанесение соответствующих покрытий 16 путем опрыскивания на носители 12 в форме стержня производят на последующем технологическом этапе. Это может быть произведено либо в том же устройстве 39 литья под давлением, либо, однако, в другой или перемещенной части формы, либо в следующем устройстве 47 литья под давлением. В настоящем случае в качестве примера следует исходить из того, что предусмотрено следующее устройство 47 литья под давлением, как это показано на фиг. 16. Оно содержит полость 50 впрыска в соответствии с формой десяти подлежащих опрыскиванию покрытий 16. Дополнительно следующее устройство 47 литья подавлением содержит несколько вторых позиционирующих частей 48, которые соответствуют первым позиционирующим частям 43 устройства 39 литья под давлением и выполнены в форме гребенки или граблей, причем поле 25 филамента с десятью носителями 12 в форме стержня позиционируют в полости 50 впрыска таким образом, что каждый пучок 32 филаментов заправлен в соответственно образованный между вторыми позиционирующими ламелями 52 второй позиционирующий шлиц 49 вторых позиционирующих частей 48 и за счет этого позиционирован. Это состояние показано на фиг. 12.
Конструктивная структура вторых позиционирующих частей 48 соответствует конструктивной структуре первых позиционирующих частей 43, на что следует указать во избежание повторений.
После вставления фиксирующей кассеты 20 с полем 25 филаментов и укрепленными там носителями 12 в форме стержня в полость 50 впрыска или в следующее устройство 47 литья под давлением, последнее закрывают и производят впрыск мягко-упругого полимерного материала, который оснащает каждый из носителей 12 в форме стержня каждого межзубного очистителя 11 расположенным на передней стороне покрытием 16, которое содержит радиально расположенные с наружной стороны пальцы. После открывания следующего устройства 47 литья под давлением фиксирующую кассету 20 извлекают. Это состояние показано на фиг. 17. При этом все межзубные очистители 11 еще соединены между собой как перемычками 18 в области их участков 13 захватывания, так и пучками 32 филаментов в области их участков 14 очистки.
В завершение фиксирующие устройства 24, которые зажимают поле 25 филаментов в фиксирующей кассете 20, открывают (см. фиг. 18) и группу 10 из десяти межзубных очистителей 11 и поля 25 филаментов извлекают и подводят к секции резки, которая лишь обозначена на фиг. 19. В секции резки каждый носитель 12 в форме стержня вырезают из поля 25 филаментов с помощью двух проходящих на различных сторонах разрезов S1 и
S2, которые сходятся в одной точке под острым углом в направлении переднего конца межзубного очистителя 11. Таким образом получают уже описанный во взаимосвязи с фиг. 1 участок 14 очистки межзубного очистителя 11 с комплектом щетин из выступающих на противоположны сторонах щетин 15 и покрытия 16 с радиально выступающими пальцами 17. Межзубные очистители 11 еще соединены между собой перемычками 18 и образуют показанную на фиг. 1 группу 10.
Признаки изобретения, раскрытые в приведенном выше описании, пунктах формулы изобретения и чертежах, могут иметь значение для осуществления изобретения в его различных исполнениях как по отдельности, так и в любой комбинации.
Реферат
Предложено устройство и способ изготовления межзубного очистителя, содержащего носитель в форме стержня из полимерного материала, в который внедрены выступающие в боковых направлениях щетины. При этом поле филаментов, состоящее из нескольких пучков филаментов, вставляют в фиксирующую кассету и с помощью фиксирующего устройства фиксируют с заранее заданной ориентацией в фиксирующей кассете. В завершение фиксирующую кассету вставляют в устройство литья под давлением и поле филаментов опрыскивают в устройстве литья под давлением полимерным материалом с образованием нескольких расположенных на расстоянии друг от друга носителей в форме стержня. В завершение образующие поле филаментов пучки филаментов разделяют, по меньшей мере, на участках, расположенных между соседними носителями в форме стержня. 2 н. 31 з.п. ф-лы, 19 ил.
Комментарии