Пробка для металлургического плавильного сосуда - RU2384387C2
Код документа: RU2384387C2
Чертежи


Описание
Настоящее изобретение относится к пробке для металлургического плавильного сосуда. Подобного рода пробки предназначены для регулирования расхода расплавленного металла, выходящего через выпускное отверстие соответствующего плавильного сосуда, например промежуточного ковша.
Подобная пробка обычно имеет следующую конструкцию. Она имеет стержневидный корпус, изготовленный из по меньшей мере одного огнеупорного керамического материала, соответственно с первым - верхним - концом и вторым - нижним - концом. От первого конца стержневидного корпуса в направлении его оси в сторону второго его конца проходит глухое отверстие, которое оканчивается дном, расположенным с отступом от второго конца корпуса. От отверстия в корпусе пробки до наружной поверхности корпуса пробки в зоне его второго конца проходит газовыпускной канал, площадь поперечного сечения которого меньше площади поперечного сечения отверстия в корпусе пробки. Рядом с первым концом корпуса пробки по окружности отверстия в корпусе пробки предусмотрены фиксирующие средства, предназначенные для закрепления соответствующего держателя, обычно несущей штанги, через которую пробка крепится к манипулятору. Манипулятор позволяет поднимать и опускать пробку для открывания выпускного отверстия плавильного сосуда на определенную регулируемую ширину, соответственно для герметичного закрывания выпускного отверстия плавильного сосуда.
В описании настоящего изобретения все данные, касающиеся конструктивного исполнения и функциональных особенностей пробки, а также ее элементов и устройств, всегда относятся к рабочему положению пробки, т.е. к ее вертикальному расположению.
Пробка указанного в начале описания типа известна из публикации ЕР 0358535 В2. В соответствии с этим данная публикация включена в настоящее описание в качестве ссылки.
Отверстие в корпусе пробки и примыкающий к этому отверстию газовыпускной канал служат (также) для подачи газа через пробку в расплавленный металл. Подобный газ предназначен для вторичной металлургической (внепечной) обработки расплава. Так, например, подача газа в расплавленный металл предназначена для удаления из расплавленного металла присутствующих в нем неметаллических включений путем флотации. Важное значение в этом отношении имеет поддержание постоянного расхода газа, используемого для обработки расплавленного металла.
При нахождении пробки в поднятом положении на некотором расстоянии от выпускного отверстия плавильного сосуда расплавленный металл вытекает из него. При этом в результате истечения расплавленного металла из плавильного сосуда под нижним концом пробки может возникнуть разрежение. Подобное разрежение может достигать столь высокого уровня, при котором происходит срыв газового потока. Одновременно с этим возможно всасывание воздуха внутрь плавильного сосуда. Оба эти явления нежелательны.
В ЕР 1401600 В1 описана пробка указанного в начале описания типа (называемая в указанной публикации моноблочной или цельной пробкой), у которой в газовыпускной канал встроено калибровочное устройство. Такое калибровочное устройство состоит из стержня с одним или несколькими осевыми газовыми каналами. Подобное калибровочное устройство должно обеспечивать создание определенного сопротивления газовому потоку.
Известное устройство отличается сложностью его изготовления. Помимо этого с его помощью достаточно сложно отрегулировать сопротивление газовому потоку на определенную величину.
В основу изобретения была положена задача предложить простую в изготовлении пробку, которая обеспечивала бы возможность эффективной и надежной подачи газа, прежде всего инертного газа, в расплавленный металл.
Для решения этой задачи в основу изобретения были положены следующие соображения. Упомянутое выше глухое отверстие в корпусе пробки обычно имеет круглое поперечное сечение диаметром несколько сантиметров. Примыкающий же к отверстию в корпусе пробки газовыпускной канал имеет гораздо меньшее по сравнению с этим отверстием поперечное сечение, обычно диаметром всего в несколько миллиметров.
Протяженность большого отверстия в корпусе пробки обычно много больше половины всей осевой длины корпуса пробки, тогда как газовыпускной канал проходит только во второй - нижней - концевой части корпуса пробки и соответственно имеет небольшую длину.
Однако для создания внутри пробки определенного сопротивления газовому потоку (гидравлического сопротивления) газовый канал в нижней концевой части корпуса пробки необходимо выполнять максимально возможной длины или уменьшенного диаметра. Из приведенных же выше пояснений касательно расположения этого газового канала следует, что оба его указанных размера ограничены определенными пределами.
В этом отношении основная идея изобретения состоит в том, чтобы перенести средства для создания сопротивления газовому потоку из зоны газовыпускного канала, расположенного на втором - нижнем - конце корпуса пробки, в находящееся выше отверстие в корпусе пробки. Для этого имеющееся в корпусе пробки отверстие, поперечное сечение которого существенно превышает поперечное сечение газовыпускного канала, необходимо по меньшей мере частично заполнить соответствующим наполнителем. Такой наполнитель может занимать соответствующую часть длины отверстия (в направлении оси корпуса пробки) и должен при этом заполнять собой все его поперечное сечение.
Перенос средств для создания сопротивления газовому потоку в отверстие в корпусе пробки создает многочисленные возможности по индивидуальному регулированию сопротивления газовому потоку в зависимости от места расположения и протяженности наполнителя в отверстии в корпусе пробки и от количества и формы каналов внутри наполнителя.
В соответствии с этим в настоящем изобретении в наиболее общем варианте его осуществления предлагается пробка для металлургического плавильного сосуда, имеющая стержневидный корпус, изготовленный из по меньшей мере одного огнеупорного керамического материала, с первым - верхним - концом и вторым - нижним - концом, проходящее от первого конца корпуса в направлении его оси в сторону второго его конца глухое отверстие, которое оканчивается дном, расположенным с отступом от второго конца корпуса, газовыпускной канал, который проходит от отверстия в корпусе пробки до наружной поверхности корпуса пробки в зоне его второго конца и площадь поперечного сечения которого меньше площади поперечного сечения отверстия в корпусе пробки, наполнитель, заполняющий отверстие в корпусе пробки на часть длины этого отверстия в направлении оси корпуса, и по меньшей мере один проходящий внутри наполнителя или между наполнителем и стенкой отверстия в корпусе пробки газовый канал, который аэродинамически соединяет отверстие в корпусе пробки с газовыпускным каналом.
Упомянутое выше дно отверстия в корпусе пробки может иметь любое исполнение и форму. Оно может располагаться более или менее перпендикулярно оси корпуса. Оно может также иметь искривленную, например вогнутую или выпуклую, форму. Равным образом донную часть отверстия в корпусе пробки можно выполнять воронкообразной в направлении оси корпуса пробки с непосредственным переходом в расположенный далее газовыпускной канал.
Наполнитель (с проходящими в нем газовыми каналами) может иметь, как указано выше, практически любую длину. Длина наполнителя помимо прочего будет зависеть от того, насколько большим должно быть сопротивление газовому потоку в каждом конкретном случае. Обычно длина наполнителя в направлении оси корпуса пробки должна составлять не менее 5% от длины отверстия в корпусе пробки. Длина наполнителя в различных вариантах осуществления изобретения может также превышать 10%, 15% и даже 25% от длины отверстия в корпусе пробки.
Расположение наполнителя внутри отверстия в корпусе пробки также может быть практически любым. Наполнитель может иметь плотность вплоть до газопроницаемой.
Однако с аэродинамической точки зрения наполнитель предпочтительно располагать непосредственно вблизи дна отверстия в корпусе пробки. Для этого обращенное ко дну отверстия в корпусе пробки отверстие газового канала, проходящего внутри наполнителя или в зоне контакта между наполнителем и стенкой отверстия в корпусе пробки, должно аэродинамически соединяться с расположенным со стороны впуска газа отверстием газовыпускного канала на нижнем конце корпуса пробки (на так называемой головке пробки).
Обычно пробки рассмотренного выше типа изготавливают путем изостатического прессования или формования. При этом отверстие в корпусе пробки и газовыпускной канал образуют in situ. Наполнитель в корпус такой пробки можно, например, заливать в последующем. Один из возможных способов изготовления такой пробки с заливаемым в отверстие в ее корпусе наполнителем рассмотрен ниже в последующем описании чертежей.
Наполнитель может также представлять собой прессованную деталь, вставляемую в отверстие в предварительно отформованном прессованием корпусе пробки в процессе ее изготовления либо позже.
Важной отличительной особенностью изобретения является наличие в предлагаемой в нем пробке по меньшей мере одного газового канала. Такой газовый канал может проходить в направлении оси наполнителя, т.е. в направлении оси пробки. Подобный газовый канал может проходить внутри наполнителя. Однако газовый канал может быть также выполнен в виде канавки на наружной поверхности наполнителя. При этом с радиально внешней стороны газовый канал ограничен стенкой отверстия в корпусе пробки. И наоборот, указанную канавку можно предусмотреть в стенке отверстия в корпусе пробки, и в этом случае такую канавку с ее радиально внутренней стороны будет ограничивать наполнитель (его боковая поверхность) с образованием газового канала. Газовый канал может проходить параллельно средней продольной оси пробки либо может проходить по спирали или по винтовой линии вокруг средней продольной оси пробки.
По указанным выше причинам может оказаться предпочтительным выполнять газовый канал большей длины. Для этого можно увеличить длину наполнителя. Особое преимущество предлагаемого в изобретении решения заключается в том, что наполнитель расположен внутри большого отверстия в корпусе пробки и тем самым имеет поперечное сечение значительной площади, позволяющей, например, выполнить внутри наполнителя или между наполнителем и стенкой отверстия в корпусе пробки газовый канал, имеющий меандрообразную форму или форму винтовой линии. При такой форме газового канала его длина становится отчасти существенно больше кратчайшего расстояния между его выходными (нижним и верхним) отверстиями, которыми он оканчивается.
Во избежание, например, попадания в расплавленный металл с потоком газа инородных веществ может оказаться целесообразным закрывать по меньшей мере верхнее отверстие газового канала в наполнителе и/или расположенный со стороны впуска газа конец газовыпускного канала пористым фильтром, например пористой термостойкой фильтровальной бумагой или заглушкой из пористого материала. Подобный пористый губчатый элемент можно также выполнять в виде компонента наполнителя.
С целью обеспечить по возможности безвихревое течение газового потока в еще одном варианте осуществления изобретения газовыпускной канал должен выходить из корпуса пробки на втором его конце соосно средней продольной оси корпуса.
Другие отличительные особенности изобретения представлены в зависимых пунктах формулы изобретения, а также в последующем описании.
Ниже изобретение более подробно рассмотрено на примере одного из вариантов его осуществления со ссылкой на прилагаемые упрощенные схематичные чертежи, на которых показано:
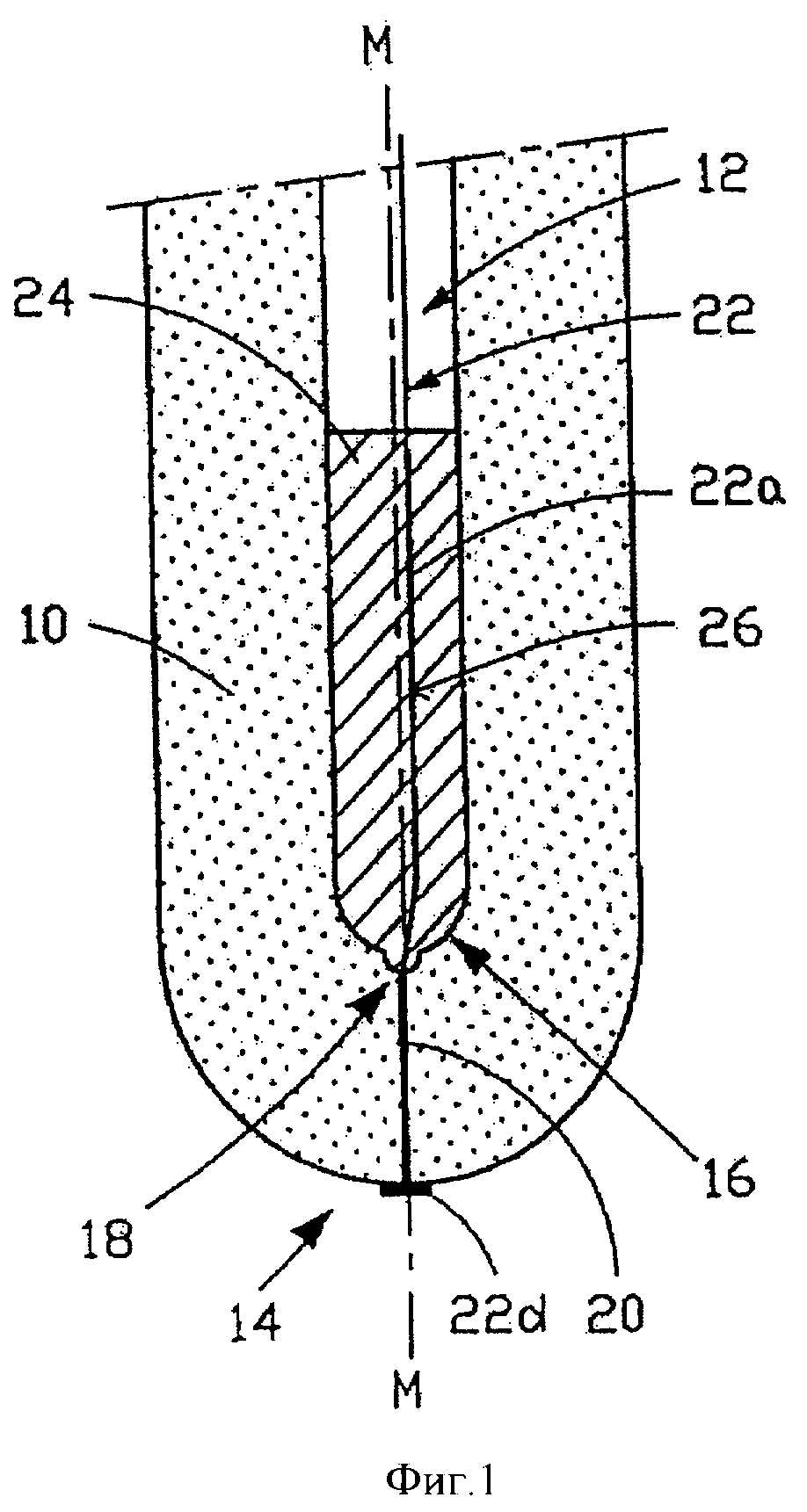
на фиг.1 - нижний концевой участок пробки в продольном разрезе в процессе ее изготовления,
на фиг.2 - аналогичный приведенному на фиг.1 вид концевого участка окончательно изготовленной пробки с особой формой газового канала в наполнителе и
на фиг.3 - аналогичный приведенному на фиг.1 вид концевого участка пробки с другим выполнением газового канала.
На всех чертежах конструктивно или функционально идентичные между собой элементы обозначены одними и теми же позициями.
На фиг.1 показан нижний участок 10 стержневидного корпуса пробки. Этот стержневидный корпус выполнен из огнеупорного материала обычного типа. В корпусе 10 предусмотрено отверстие 12, ось которого совпадает со средней продольной осью М-М корпуса 10 и которое проходит от его (не показанного) верхнего конца в направлении второго его - нижнего - конца 14 и оканчивается расположенным с отступом от этого конца корпуса дном 16. От этого дна 16, которое имеет проходящее в направлении средней продольной оси М-М корпуса удлинение 18 в виде углубления, отходит газовыпускной канал 20, который проходит соосно средней продольной оси М-М корпуса до самого низа второго конца 14 корпуса пробки.
На фиг.1 пробка показана на одной из стадий ее изготовления с уже изготовленным ранее по обычной технологии изостатического прессования или формования корпусом 10. На следующей стадии в газовыпускной канал 20 вставляют проволоку 22, которая на своем свободном нижнем конце имеет утолщение 22d, а ее располагающийся в газовыпускном канале 20 участок имеет больший диаметр (практически полностью заполняет собой газовыпускной канал 20), чем ее расположенный выше участок 22а, который проходит через отверстие 12 до первого - верхнего - конца пробки, где его временно закрепляют не показанным на чертеже образом. На следующей стадии в отверстие 12 заливают огнеупорный бетон, который проталкивают вглубь этого отверстия толкателем до тех пор, пока еще вязкий бетон, охватывающий при этом проволоку 22 на ее участке 22а, не заполнит собой обозначенную штриховкой часть отверстия в корпусе пробки выше газовыпускного канала 20.
После затвердевания бетона проволоку 22 вновь извлекают из корпуса пробки, вытягивая из него проволоку в направлении, обратном тому, в котором ее вставляли в корпус пробки. Для этого проволоку 22 можно захватить за головку или утолщение 22d и вытащить вниз из корпуса пробки. Одновременно с извлечением проволоки из корпуса пробки в той части 24 отверстия в корпусе пробки, которая залита бетоном, ниже называемым наполнителем, образуется соответствующий газовый канал 26, переходящий в газовыпускной канал 20.
Очевидно, что количество выполняемых в наполнителе 24 каналов 26, их размеры, а также их форма могут быть любыми.
Вместо одной или нескольких проволок, которые в конечном итоге извлекают из корпуса пробки, можно также использовать закладные выжигаемые элементы. При последующем обжиге пробки эти закладные элементы выгорают с образованием в результате требуемых газовых каналов с необходимым их расположением и геометрической формой.
Вместо жидкого наполнителя 24, заливаемого в отверстие в корпусе пробки, в качестве него можно также использовать предварительно изготовленную, например прессованием, деталь, схематично показанную на фиг.2. В показанном на этом чертеже примере прессованный вставной наполнитель 24 имеет спиралевидный газовый канал 26, нижний, обращенный к выпускной стороне конец которого расположен соосно средней продольной оси М-М корпуса 10 пробки.
Еще один возможный вариант выполнения газового канала в наполнителе показан на фиг.3. В этом варианте газовый канал 26 выполнен на переходном участке между наполнителем 24 и поверхностью отверстия в корпусе 10 пробки. Для этого на окружной поверхности наполнителя 24 предусмотрена проходящая по спирали или винтовой линии канавка 26n, которая с радиально внешней стороны наполнителя ограничена стенкой 12i отверстия 12. Тем самым в рассматриваемом варианте наполнитель 24 и корпус 10 пробки совместно образуют газовый канал 26, обеспечивающий аэродинамическое соединение отверстия 12 с газовыпускным каналом 20.
Реферат
Пробка предназначена для регулирования расхода расплавленного металла и подачи в него инертного газа. Пробка имеет стержневидный корпус, изготовленный из керамического огнеупорного материала. В корпусе выполнено глухое отверстие, проходящее от верхнего конца до нижнего. В дне пробки выполнен газовыпускной канал, имеющий поперечное сечение меньше площади поперечного сечения отверстия в корпусе. Отверстие в корпусе заполнено наполнителем, в котором выполнен газовый канал, соединяющий отверстие в корпусе с газовыпускным каналом. Эффективность подачи газа увеличивается путем создания внутри пробки определенного сопротивления газовому потоку за счет выполнения газового канала максимальной длины и уменьшенного диаметра. 11 з.п. ф-лы, 3 ил.
Формула
Документы, цитированные в отчёте о поиске
Стопорный стержень
Комментарии