Установка для непрерывного получения стали - SU1669403A3
Код документа: SU1669403A3
Описание
Изобретение касаеч;я плавильной ус тл- новки для превращения ме1зплической шихты в полуобработанные продукты, полученные посредством непрерыпного литья, начиная непосредственно с металлической шихты, без каких-ли о простоев в работе на установке можно изготавливать таготов ки, блюмы, слябы, прутки и слитки посредством непрерывных и/или периодических процессов литья, в частности изобретение успешно применяется дпя способ непрерывного литья
Цель изобретения - повышение производительности и снижение потребления энергии.
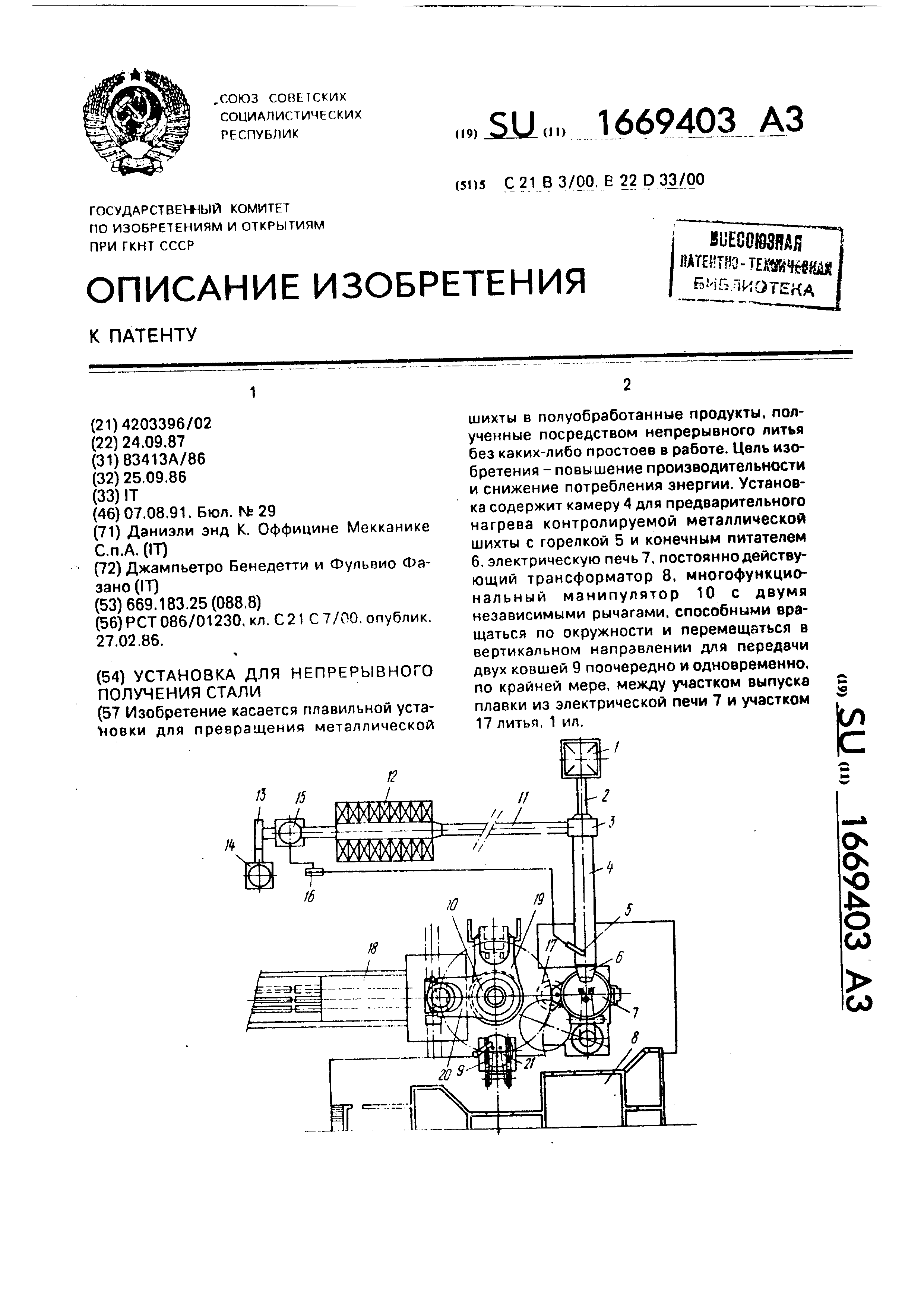
На чертеже представлена установка для непрерывного получения стали, вид сверху
Установка состоит из питателя 1. пода ющего трубопровода 2 коллектора 1 для сбора газов и дыма, камеры 4 предварительного нагрева шихты, выполненной в виде вращающегося барабана Внутри камеры установлена горелка 5, а на конце камеры имеется конечный питатель 6 Шихту загружают в электрическую печь 7, которая питается от трансформатора 8 или электрической цепи. Металл выпускают в ковш 9, который транспортируется мнлго- функциональным манипупятором 10 Отходящие газы удаляются по трубопроводу 11 в фильтры 12, дальше всасываются вентиля тором 13 и уходчт в дымовую трубу 14 Между фильтрами и вентилятором подключен регенератор 15 тепла. Регенератор тепла применяется и для предварительного ьа- грева воздуха, используемого в горелое 5, причем этот воздух может подаваться другим вентилятором 16.
Установка работает следующим образом .
Металлическую шихту непрерывно полают из питателя 1 по подающему трубопроводу 2 в камеру 4 предварительного нагрева, которая содержит на выходном конце коллектор 3 для сбора газов и дыма. Камера 4 предварительного нагрева представляет собой вращающийся барабан, который позволяет равномерно нагревать металлическую шихту.
Нагревающая среда, например газы и дым, которые образуются горелкой 5, работающей внутри камеры 4 предварительного нагрева и смежно с конечным питателем 6, проходит через камеру 4 предварительного нагрева в противоположном направлении к металлической шихте,
Конечная температура предварительно нагретой металлической шихты может изменяться между 300 и ЮОО°С посредством
регулирования соответственно потока нагревающей среды и энергии нагрева.
Для исключения неблагоприятного воздействия на металлическую шихту в камере
4 предварительного нагрева поддерживают контролируемую атмосферу.
Предварительно нагретую металлическую шихту загружают непрерывно в электрическую печь 7 через конечный питатель 5.
0 Поток металлической шихты чеоез питателе 6 непрерывно регулируется посредством соответствующего регулятора для поддержания требуемой темпеоз)уры в металлической ванне.
5Электрическая печь 7 питается от трансформатора 8 или от электрической цепи. Выпуск плавки из электрической печи 7 осуществляют через определенные интерпалы , причем врег- я ме,уду выпусками плав0 ки сокращается примерно до тридцати минут благодаря предл- аемому изобретению .
Время выпуска плавки сокращено примерно до 2 мин, причем выпуск плавки осу5 ществляют таким образом, чтобы оставался запас жидкого металла в электрической печи 7, количество которого может составлять даже 40% номинальной емкости печи.
Выпущенный металл собирается в ков0 не 9 тртмспортируемым многофункциональномманипулятором1 0, установленным между позиии ми выпуска 17 металла из печи и разливки 18, и который перемещает и устанавливает ковш 9 на
5 различных позициях, необходимых для осуществления всех функций литья и также функций возвращения самого ковша.
Манипулятор 10 имеет диа независимых рычага, 19 и 20 которые могут вращзть0 ся по окружности и перемещаться в вертикальном направлении для передачи двух ковшей поочередно и одновременно.
Многофункциональный манипулятор 10 имеет позицию 17 выпуска плавки, взаимо5 действующую с электрической печью 7, позицию 21 рафинирования металлг/ для нагрева жидкой ванны и возможной дегазации ), позицию шлакообразования и позицию 8 разливки вместе с промежуточной
0 емкостью. Таким образом, достижение непрерывного литья возможно бтзгодаря очень непродолжительному времени, необходимому для замены ковша 9.
Кроме того, многофункциональный
5 манипулятор 10 передает кпвш 9 на позицию для выпуска шлака и промывки ковша на позицию для нагрева ковша и также на позицию для возврата крышки изложницы. Различные позиции оясположены под углом 45 и 90° друг к Другу, а два ковша
могут быть установлены с возможностью возвратно-поступательного движения под прямым углом к оси вращения многофункционального манипулятора 10.
На позиции разливки многофункцио- чальный манипулятор 10 позволяет ковшу 9 подавать его содержимое в промежуточное разливочное устройство обслуживаюш позицию 18 разливки, причем благодаря многофункциональному манипулятору 10 позиция 18 разливки обслуживается непрерывно , поскольку, даже когда содержании жидкого металла в промежуточном разливочном устройстве находится на минимрм,- ном уровне, его достаточно для покрытия переходного состояния при замене ковша 9
Позиция 18 рлзливки состоит преиму- щес венно из промежуточного разливочного устройства, обслуживающего установку непрерывного литья, но она может вклю- чать зону для литья в изложницах, или комбинированную многофункциональную зону.
Отходящие газы, оставляющие коллектор 3 и проходящие через камеру 4 предварительного нагрева в противоположном направлении к металлической шихте, удаляются по трубопроводу 11, который передав; их к фильтрам 12, откуда они всасываются вентилятором 13 который вытягивает их в дык.овую трубу 14.
Регенератор 15 тепла подключен между фильтрами 12 и вентилятором 13 и он может
взаимодействовать со всей газообразной массой оставляющей фильтры 12, или только с ее частью Регенератор 15 тепла применяется и для предварительного нагрева воздуха, используемого в горелке 5, причем этот воздух может подаваться другим венти
ЛРТОрОМ 16.
Использование установки позволяет достичь минимального удельного расхода эгсктроэнергии, MI чи пгм-юго удельное расхода электродов, увеличени часовой пгпи вводите ль ногти уста нов ч и
Фо ом у па изо6ретения Установка для непрерывосго получ ;11 стати включающая камер пррдкзрмтелч- HOi i нагрева металоической i /ихгы с го, л- кой и конечным питателем электрическую печь и трансформатор отличающаяся тем, то, с цел1 ю повышения производительности и снижения потребления энергии, OHS снабжена многофункциональным манипулятором , установленным между позициями выпуска металла из печи и разливки и имеющим два независимых рычага, выполненных с возможностью вращения по окружности и перемещения по вертикали, причем между гозин -м выпускя и | - члив- к . расположена позиция рафмг.фояаник
М ЛЛП/1Э.

Реферат
Изобретение касается плавильной установки для превращения металлической шихты в полуобработанные продукты, полученные посредством непрерывного литья без каких-либо простоев в работе. Цель изобретения - повышение производительности и снижение потребления энергии. Установка содержит камеру 4 для предварительного нагрева контролируемой металлической шихты с горелкой 5 и конечным питателем 6, электрическую печь 7, постоянно действующий трансформатор 8, многофункциональный манипулятор 10 с двумя независимыми рычагами, способными вращаться по окружности и перемещаться в вертикальном направлении для передачи двух ковшей 9 поочередно и одновременно, по крайней мере, между участком выпуска плавки из электрической печи 7 и участком 17 литья. 1 ил.
Формула
Комментарии