Способ и устройство для уменьшения вихреобразования в процессе производства металла - RU2572908C2
Код документа: RU2572908C2
Чертежи

Описание
Область техники
Настоящее изобретение, в целом, относится к процессу производства металла, а в частности, к уменьшению вихреобразования во время выпуска металла в процессе производства металла.
Уровень техники
При производстве металла расплавленный металл на разных стадиях производственного процесса выпускают через выпускные отверстия металлургических камер, таких как электродуговые печи, разливочные устройства или дозировщики, и транспортируют расплавленный металл на следующую стадию процесса.
Во время выпуска расплавленного металла из металлургических камер над выпускным отверстием обычно происходит вихреобразование. В случае образования вихря шлак на поверхности расплава переносится указанным вихрем в следующую металлургическую камеру, расположенную ниже выпускного отверстия. Подобный перенос шлака оказывает отрицательное воздействие на качество металла.
В документе EP 0192991 раскрыт способ управления металлургической плавильной печью, камера которой оснащена по меньшей мере одним выпускным отверстием. В указанном техническом решении вихрям, возникающим в расплаве в зоне выпускного отверстия, оказывает противодействие электромагнит, создающий электромагнитное поле, воздействующее на расплав. Вихреобразованию противодействуют путем управления электромагнитом так, чтобы электромагнитные поля, создаваемые указанным электромагнитом, обеспечивали обратное вращение относительно направления вихревого потока в расплавленном металле.
Раскрытие изобретения
Однако вышеупомянутый способ обеспечения обратного вращения в расплаве посредством электромагнитного поля имеет недостатки. Например, сложно определить скорость вращения вихря, что необходимо для задания надлежащего обратного вращения в расплаве посредством электромагнитного поля.
Кроме того, вышеописанный способ предназначен для противодействия вихрю, уже сформировавшемуся в зоне выпускного отверстия, то есть он не предотвращает вихреобразование в зоне выпускного отверстия.
В свете вышеизложенного основная задача настоящего изобретения заключается в том, чтобы предложить упрощенный способ и устройство для уменьшения вихреобразования в расплавленном металле во время выпуска расплавленного металла из металлургической камеры.
Другая задача заключается в том, чтобы предложить способ и устройство, позволяющие предотвратить или по меньшей мере отсрочить начало процесса вихреобразования над выпускным отверстием во время выпуска расплавленного металла из металлургической камеры.
Для этого в первом аспекте настоящего изобретения предложен способ уменьшения вихреобразования в расплавленном металле при донном выпуске расплавленного металла из металлургической камеры в процессе производства металла. Указанный способ включает в себя этапы, на которых выпускают расплавленный металл через выпускное отверстие в металлургической камере и обеспечивают во время выпуска поток расплавленного металла в металлургической камере посредством изменяющегося во времени электромагнитного поля, приложенного к металлургической камере, причем указанный поток расплавленного металла таков, что во время выпуска он непрерывно перемещает вихри в расплавленном металле от зоны выпускного отверстия и предотвращает, тем самым, скопление вихрей и вихреобразование над выпускным отверстием.
Под термином «зона выпускного отверстия» здесь следует понимать область, проходящую в осевом направлении от выпускного отверстия через металлургическую камеру и центрированную вокруг центральной оси выпускного отверстия.
Благодаря непрерывному перемещению расплавленного металла так, что вихри, естественным образом возникающие в объеме расплавленного металла, непрерывно движутся, указанные вихри не могут скапливаться в зоне выпускного отверстия, то есть в зоне вокруг центральной оси выпускного отверстия. В результате удается предотвратить вихреобразование или по меньшей мере уменьшить вероятность вихреобразования над выпускным отверстием. При этом обеспечивается преимущество, заключающееся в том, что благодаря предотвращению вихреобразования над выпускным отверстием шлак на поверхности расплавленного металла не переносится в следующую металлургическую камеру во время выпуска расплавленного металла, в результате чего качество металла сляба, болванки, блюма или другого металлического продукта может быть улучшено.
Расплавленный металл может представлять собой, например, расплавленную сталь, расплавленный алюминий или расплавленную медь.
В одном из вариантов осуществления изобретения изменяющееся во времени электромагнитное поле обеспечивает принудительную конвекцию расплавленного металла в металлургической камере. В результате вместо обеспечения обратного вращения расплавленного металла, как раскрыто в документе EP 0192991, в настоящем изобретении во время выпуска расплавленный металл перемещается в соответствии с принудительной конвекцией в металлургической камере.
В одном из вариантов осуществления изобретения поток расплавленного металла проходит перпендикулярно центральной оси выпускного отверстия. В частности, расплавленный металл течет в направлении, перпендикулярном центральной оси выпускного отверстия, на любой глубине расплавленного металла в металлургической камере. Таким образом, по существу, на любой глубине над выпускным отверстием расплавленный металл, по существу, течет перпендикулярно по отношению к центральной оси выпускного отверстия. Следовательно, расплавленный металл течет, по существу, параллельно поверхности дна металлургической камеры на любой глубине расплавленного металла над выпускным отверстием. Расплавленный металл течет таким образом, что рядом с поверхностью дна металлургической камеры расплавленный металл выталкивается для быстрой выгрузки через выпускное отверстие, при этом ближе к поверхности расплавленного металла он непрерывно переносится в направлении от центральной оси выпускного отверстия и, тем самым, от зоны выпускного отверстия. В этой связи на любой глубине над выпускным отверстием расплавленный металл либо перемещается от зоны вокруг центральной оси выпускного отверстия, либо проталкивается через выпускное отверстие для выгрузки расплавленного металла. Таким образом, вихри переносятся из зоны выпускного отверстия и, как результат, предотвращается вихреобразование над выпускным отверстием.
В одном из вариантов осуществления изобретения расплавленный металл течет по направлению к первой части внутренней стенки металлургической камеры у дна металлургической камеры и по направлению ко второй части внутренней стенки, противоположной первой части внутренней стенки, у поверхности расплавленного металла.
В одном из вариантов осуществления изобретения изменяющееся во времени электромагнитное поле имеет такую силу, что скорость потока расплавленного металла находится в диапазоне от 0,1 до 1 м/с.
В одном из вариантов осуществления изобретения скорость потока находится в диапазоне от 0,1 до 0,6 м/с. Путем создания изменяющегося во времени электромагнитного поля, обеспечивающего поток расплавленного металла скоростью от 0,1 до 0,6 м/с, можно сэкономить энергию, необходимую для приведения в действие, например, электромагнитной мешалки и для создания изменяющегося во времени электромагнитного поля. В частности, скорость в диапазоне от 0,1 до 0,6 м/с ниже, чем скорость потока, используемого при перемешивании расплавленного металла электромагнитной мешалкой во время расплавления и перемешивания расплава в металлургической камере.
Более того, низкая скорость потока не препятствует получению металлической смеси, например сплава стали, полученного во время, например, процесса плавления путем введения добавок в металл и перемешивания смеси.
В одном из вариантов осуществления изобретения устройством, создающим изменяющиеся во времени электромагнитные поля, является электромагнитная мешалка.
Согласно второму аспекту в настоящем изобретении предложено устройство, используемое в процессе производства металла и содержащее металлургическую камеру для размещения в ней расплавленного металла, причем указанная металлургическая камера имеет выпускное отверстие для донного выпуска расплавленного металла из металлургической камеры и создающее электромагнитное поле устройство, предназначенное для создания изменяющегося во времени электромагнитного поля в расплавленном металле в металлургической камере. При этом создающее электромагнитное поле устройство выполнено с возможностью возбуждения изменяющегося во времени электромагнитного поля в расплавленном металле во время выпуска расплавленного металла из металлургической камеры и создания, тем самым, потока расплавленного металла в металлургической камере, причем электромагнитное поле таково, что указанный поток расплавленного металла во время выпуска непрерывно перемещает вихри от зоны выпускного отверстия и предотвращает, тем самым, скопление вихрей и вихреобразование над выпускным отверстием.
В одном из вариантов осуществления изобретения создающим электромагнитное поле устройством является электромагнитная мешалка.
В одном из вариантов осуществления изобретения металлургическая камера представляет собой электродуговую печь. Альтернативно, металлургическая камера может представлять собой разливочное устройство или дозировщик.
В одном из вариантов осуществления изобретения изменяющееся во времени электромагнитное поле таково, что оно обеспечивает принудительную конвекцию расплавленного металла в металлургической камере.
В одном из вариантов осуществления изобретения изменяющееся во времени электромагнитное поле таково, что оно обеспечивает поток расплавленного металла, проходящий перпендикулярно центральной оси выпускного отверстия.
В одном из вариантов осуществления изобретения изменяющееся во времени электромагнитное поле таково, что оно обеспечивает поток расплавленного металла, движущегося по направлению к первой части внутренней стенки металлургической камеры у дна металлургической камеры и по направлению ко второй части внутренней стенки, противоположной первой части внутренней стенки, у поверхности расплавленного металла.
В одном из вариантов осуществления изобретения электромагнитное поле имеет такую силу, что скорость потока расплавленного металла находится в диапазоне от 0,1 до 1 м/с.
В одном из вариантов осуществления изобретения скорость указанного потока находится в диапазоне от 0,1 до 0,6 м/с.
В целом, все термины, использованные в формуле изобретения, следует интерпретировать в соответствии с их общепринятыми значениями в данной области техники, если явно не определено иное. Все ссылки на «элемент, устройство, компонент, средство, этап и т.д.» следует интерпретировать открыто как относящиеся по меньшей мере к одному примеру элемента, устройства, компонента, средства, этапа и т.д., если явно не указано иное. Этапы любого способа, раскрытого здесь, не обязательны к исполнению в строгом раскрытом порядке, если это явно не указано.
Краткое описание чертежей
Изобретательский замысел раскрыт ниже на примерах со ссылками на прилагаемые чертежи, на которых изображено следующее.
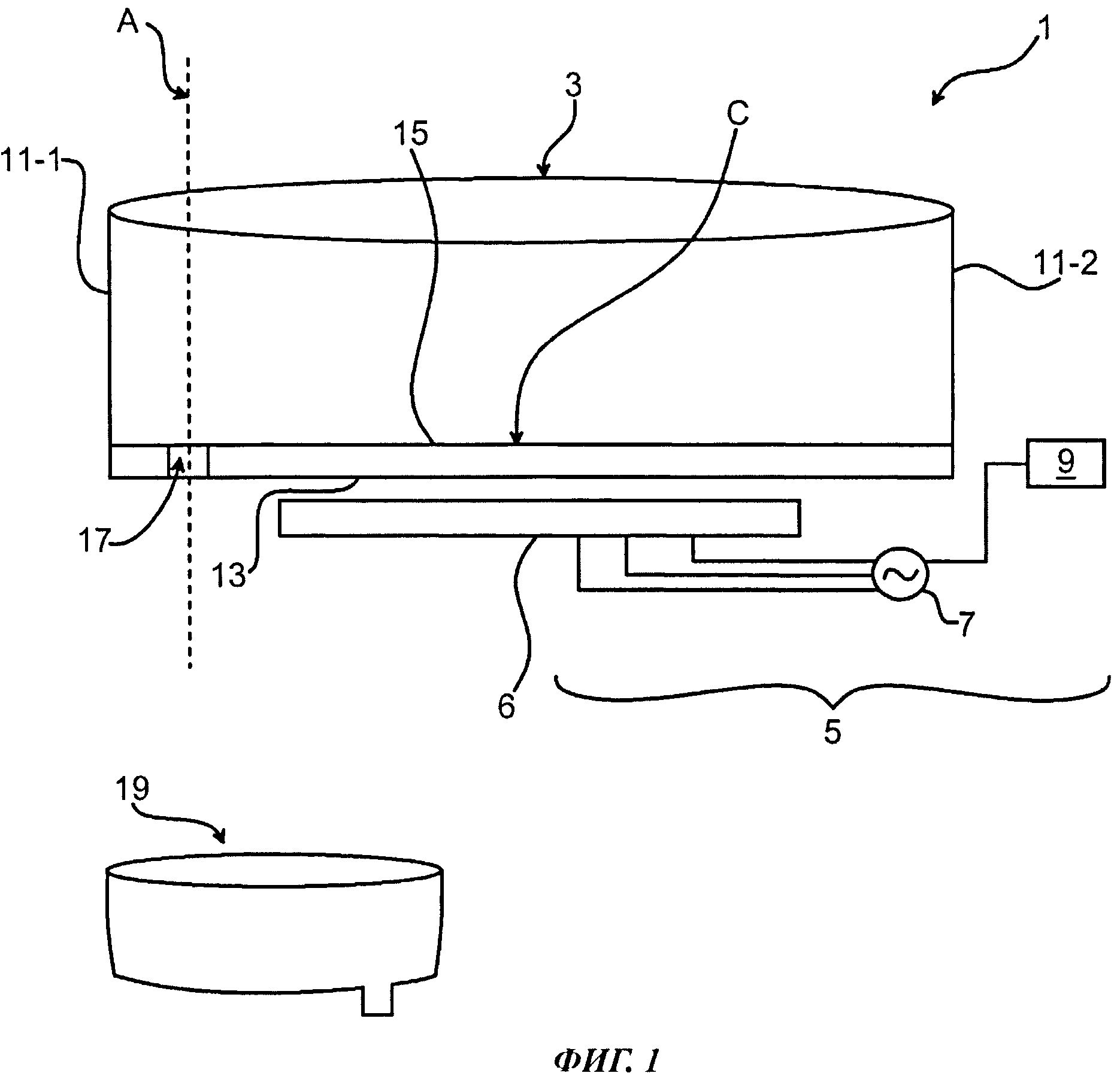
На фиг. 1 схематично в аксонометрии показан вариант осуществления устройства, используемого в процессе производства металла.
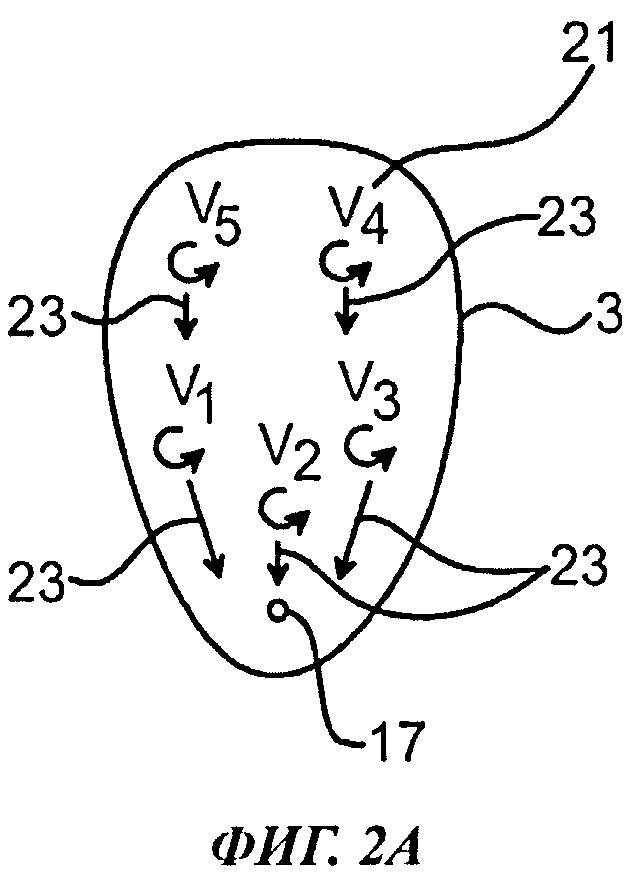
На фиг. 2а на виде сверху показана металлургическая камера, в которой во время выпуска расплавленного металла над выпускным отверстием образуются вихри.
На фиг. 2b на виде сверху показана металлургическая камера, в которой из множества вихрей над выпускным отверстием металлургической камеры образовался один большой вихрь.
На фиг. 3 схематично в аксонометрии показано устройство с фиг. 1 во время выпуска расплавленного металла.
Осуществление изобретения
Ниже подробно раскрыт изобретательский замысел со ссылками на прилагаемые чертежи, на которых показаны некоторые варианты осуществления настоящего изобретения. Следует отметить, однако, что раскрытая здесь металлургическая камера может включать в себя различные варианты исполнения и не должна истолковываться как ограниченная изложенными ниже вариантами. Описанные ниже варианты осуществления представлены в качестве примеров, делающих раскрытие изобретения обстоятельным и законченным и полностью передающих объем изобретения специалисту в данной области техники. Соответствующие номера позиций относятся к соответствующим элементам во всем описании.
Металлургические камеры используют при производстве металла, например стали или металлоконструкций. Такие металлургические камеры могут представлять собой, например, дозировщики, электродуговые печи или разливочные устройства. Всякий раз, когда ниже будет упоминаться металлургическая камера, следует подразумевать электродуговую печь, разливочное устройство, дозировщик или любую другую огнеупорную металлургическую камеру, имеющую в своем дне выпускное отверстие.
На фиг. 1 показано устройство 1, используемое в процессе производства металла. Устройство 1 содержит металлургическую камеру 3 и создающее электромагнитное поле устройство, которое ниже представлено в качестве примера в виде электромагнитной мешалки 5. Электромагнитная мешалка 5 содержит систему 6 катушек, частотный преобразователь 7 для управления системой 6 катушек и блок 9 управления для управления частотным преобразователем 7. Электромагнитная мешалка 5 расположена ниже металлургической камеры 3. Однако следует отметить, что в зависимости от формы металлургической камеры электромагнитная мешалка также может быть расположена на одной из сторон металлургической камеры.
Металлургическая камера 3 имеет стенки 11-1 и 11-2, представляющие собой первую и вторую части внутренней стенки соответственно. Первая и вторая части внутренней стенки противоположны друг другу. Металлургическая камера 3 также имеет дно 13, представляющее собой внутреннюю нижнюю поверхность 15, и выпускное отверстие 17, проходящее через дно 13. Выпускное отверстие 17 обеспечивает проход изнутри металлургической камеры 3 наружу. Выпускное отверстие 17 обычно смещено относительно центральной точки C нижней поверхности 15, но в некоторых вариантах осуществления изобретения возможно расположение выпускного отверстия по центру. Выпускное отверстие 17 имеет центральную ось A, проходящую в продольном направлении через выпускное отверстие 17.
Металлургическая камера 3 выполнена с возможностью приема лома или расплавленного металла в зависимости от того, на какой стадии процесса производства металла используют металлургическую камеру 3. Если металлургическая камера 3 представляет собой электродуговую печь, то она выполнена с возможностью приема лома для его расплавления. Если металлургическая камера 3 представляет собой разливочное устройство или дозировщик, то она выполнена с возможностью приема расплавленного металла, например, из электродуговой печи. В обоих случаях расплавленный металл выпускают из металлургической камеры 3 через выпускное отверстие 17 в дне 13.
При выпуске расплавленного металла из металлургической камеры 3 расплавленный металл обычно выпускают в другую металлургическую камеру 19.
В случаях, когда металлургическая камера 3 представляет собой электродуговую печь, выпускное отверстие 17 обычно заполняют огнеупорным материалом, например огнеупорным песком при загрузке лома для расплавления.
Образованный в результате плавления лома расплавленный металл удерживают в металлургической камере 3 до тех пор, пока не потребуется осуществить выпуск расплавленного металла. Далее, когда необходимо выполнить выпуск расплавленного металла, огнеупорный материал удаляют из выпускного отверстия 17, тем самым, обеспечивая возможность выпуска расплавленного металла из металлургической камеры 3 через выпускное отверстие 17.
Металлургическая камера 3 в некоторых модификациях может быть выполнена с возможностью поворота для осуществления выпуска расплавленного металла из металлургической камеры 3. Металлургическая камера 3 может быть, например, поворотной в случае, если она представляет собой электродуговую печь. Благодаря такой конструкции удается облегчить донный выпуск расплавленного металла через выпускное отверстие.
Принципы вихреобразования в металлургической камере вкратце будут описаны ниже на основании фиг. 2а и фиг. 2b.
На фиг. 2a-b на виде сверху показана металлургическая камера 3, вмещающая в себя расплавленный металл 21. Для упрощения понимания процесса вихреобразования на фиг. 2а и фиг. 2b показано выпускное отверстие 17. В реальности расплавленный металл покрывает выпускное отверстие 17, в результате сверху указанное отверстие не видно.
Во время выпуска расплавленного металла 21 из металлургической камеры 3 в расплавленном металле 21 образуется множество вихрей, таких как вихри V1, V2, V3, V4 и V5. Указанные вихри V1, V2, V3, V4 и V5 перемещаются по направлению к выпускному отверстию 17 в объеме расплавленного металла 21, как показано стрелками 23.
Вихри V1, V2, V3, V4 и V5 скапливаются над выпускным отверстием в зоне вокруг центральной оси A на фиг. 1. Как показано на фиг. 2b, скопившиеся вихри V1, V2, V3, V4 и V5 образуют больший вихрь Vобщ. Образование указанного вихря Vобщ нежелательно, поскольку он переносит шлак с поверхности расплавленного металла 21, например, в следующую металлургическую камеру в процессе.
Со ссылкой на фиг. 3 ниже раскрыт способ предотвращения или по меньшей мере уменьшения образования вихря Vобщ над выпускным отверстием 17.
На фиг. 3 показано устройство 1, конструкция которого была раскрыта выше со ссылкой на фиг. 1, во время выпуска расплавленного металла. В металлургической камере 3, изображенной на фиг. 3, находится расплавленный металл 21, при этом огнеупорный материал удален из выпускного отверстия 17 для осуществления выпуска расплавленного металла 21. Более того, металлургическая камера 3 выполнена с возможностью небольшого поворота для облегчения выпуска расплавленного металла 21 через выпускное отверстие 17.
Блок 9 управления управляет частотным преобразователем 7, так что электромагнитная мешалка 5 создает изменяющееся во времени электромагнитное поле, приложенное к металлургической камере 3 и создающее изменяющееся во времени электромагнитное поле в расплавленном металле 21. Изменяющееся во времени электромагнитное поле предпочтительно представляет собой линейное электромагнитное поле в том смысле, что оно порождает линейную силу в расплавленном металле. Линейное электромагнитное поле оказывает влияние, по существу, на весь расплавленный металл в металлургической камере, то есть, по существу, весь расплавленный металл перемещается в металлургической камере под действием линейных сил, созданных линейным электромагнитным полем. Соответственно изменяющееся во времени электромагнитное поле в расплавленном металле обеспечивает поток F расплавленного металла 21 в металлургической камере 3. Поток F является потоком принудительной конвекции циркулирующего расплавленного металла 21 в металлургической камере 3. В частности, созданный поток F не является вращающимся, а проходит перпендикулярно центральной оси A выпускного отверстия 17 или пересекает указанную ось. При этом он перемещает расплавленный металл от центральной оси A вдоль верхней части глубины d расплавленного металла 21 и толкает расплавленный металл 21, расположенный вблизи внутренней нижней поверхности 15, для выгрузки через выпускное отверстие 17. Таким образом, поток F таков, что расплавленный металл 21 течет по направлению к первой части внутренней стенки металлургической камеры 3 у дна 13 металлургической камеры 3 и по направлению ко второй части внутренней стенки, противоположной первой части внутренней стенки, у поверхности расплавленного металла 21. Следовательно, каждый вихрь V1, V2, V3, V4 и V5, образованный в объеме расплавленного металла 21 и перемещающийся по направлению к центральной оси A в результате выпуска расплавленного металла через выпускное отверстие 17, непрерывно движется от центральной оси A, тем самым, предотвращая скопление вихрей V1, V2, V3, V4 и V5 над выпускным отверстием вокруг центральной оси A и предотвращает образование общего вихря, такого как вихрь Vобщ на фиг. 2b.
Изменяющееся во времени электромагнитное поле, созданное в расплавленном металле 21, может иметь такую силу, что скорость потока F расплавленного металла 21 превышает 0,1 м/с. В одном из вариантов осуществления изобретения скорость потока F расплавленного металла 21 может быть в диапазоне от 0,1 до 0,7 м/с, предпочтительно в диапазоне от 0,1 м/с до менее 0,7 м/с. В одном из вариантов осуществления изобретения скорость потока F расплавленного металла 21 может быть в диапазоне от 0,1 до 0,6 м/с.
В варианте осуществления изобретения, в котором металлургическая камера представляет собой электродуговую печь, изменяющееся во времени электромагнитное поле может иметь такую же силу, как при перемешивании расплавленного металла во время плавления. Однако предпочтительно обеспечить более низкую скорость потока расплавленного металла, чем при перемешивании расплавленного металла во время плавления.
Изменяющееся во времени электромагнитное поле, создаваемое электромагнитной мешалкой 5 и приложенное к металлургической камере 3, может быть определено экспериментально на основании типа металла, подлежащего плавлению, формы и структуры металлургической камеры, конкретного варианта использования металлургической камеры, например, в качестве электродуговой печи, разливочного устройства или дозировщика, или особых композиционных добавок к металлу во время плавления, или комбинации указанных критериев. Схема управления, наиболее подходящая для конкретного варианта применения, может быть, таким образом, определена и использована в блоке 9 управления для управления частотным преобразователем 7.
Изменяющееся во времени электромагнитное поле может быть непрерывно приложено к металлургической камере 3 от начала процесса плавления и до выпуска расплавленного металла, например, когда металлургическая камера 3 представляет собой электродуговую печь. В этом случае сила изменяющегося во времени электромагнитного поля может быть отрегулирована для осуществления выпуска расплавленного металла, что было раскрыто выше. Альтернативно, изменяющееся во времени электромагнитное поле может быть приложено к металлургической камере 3, по существу, одновременно с началом выпуска расплавленного металла 21.
Изобретательский замысел, главным образом, был раскрыт выше на основании нескольких вариантов осуществления настоящего изобретения. Однако специалисту в данной области техники будет понятно, что возможны другие варианты осуществления, отличные от описанных выше, в пределах объема изобретательского замысла, что определено прилагаемой формулой изобретения. Например, направление перемещения расплавленного металла в металлургической камере может быть изменено с прямого направления на обратное путем преобразования изменяющегося во времени электромагнитного поля.
Реферат
Изобретение относится к металлургии и может быть использовано при донном выпуске расплавленного металла из металлургической камеры в процессе производства металла. В способе выпускают расплавленный металл через выпускное отверстие в металлургической камере и обеспечивают во время выпуска поток расплавленного металла в металлургической камере посредством изменяющегося во времени электромагнитного поля, приложенного к металлургической камере, причем указанный поток расплавленного металла во время выпуска непрерывно перемещает вихри в расплавленном металле от зоны выпускного отверстия и предотвращает скопление вихрей и вихреобразование над выпускным отверстием. Изобретение позволяет уменьшить и предотвратить вихреобразование в расплавленном металле при его донном выпуске из металлургической камеры. 2 н. и 9 з.п. ф-лы, 3 ил.
Формула
выпускают расплавленный металл (21) через выпускное отверстие (17) в металлургической камере (3) и
во время выпуска обеспечивают поток (F) расплавленного металла (21) в металлургической камере (3) посредством изменяющегося во времени электромагнитного поля, приложенного к металлургической камере (3) и созданного электромагнитной мешалкой (5), причем изменяющееся во времени электромагнитное поле обеспечивает принудительную конвекцию расплавленного металла (21) в металлургической камере (3), при этом с помощью указанного потока (F) расплавленного металла во время выпуска непрерывно перемещают вихревые потоки (V1, V2, V3, V4, V5) в расплавленном металле (21) от зоны выпускного отверстия металлургической камеры (3) и тем самым предотвращают скопление вихревых потоков (V1, V2, V3, V4, V5) и вихреобразование над выпускным отверстием (17).
металлургическую камеру (3) для размещения в ней расплавленного металла (21), причем указанная металлургическая камера имеет выпускное отверстие (17) для донного выпуска расплавленного металла (21) из металлургической камеры (3), и
электромагнитную мешалку (5), выполненную с возможностью создания изменяющегося во времени электромагнитного поля в расплавленном металле (21) в металлургической камере (3),
причем электромагнитная мешалка (5) содержит систему (6) катушек, частотный преобразователь (7) для управления системой (6) катушек и блок (9) управления для управления частотным преобразователем (7) , при котором электромагнитная мешалка (5) создает изменяющееся во времени электромагнитное поле, приложенное к металлургической камере (3) и создающее изменяющееся во времени электромагнитное поле в расплавленном металле (21) во время выпуска расплавленного металла (21) из металлургической камеры (3) для формирования потока (F) расплавленного металла (21) в металлургической камере (3), причем изменяющееся во времени электромагнитное поле обеспечивает принудительную конвекцию расплавленного металла в металлургической камере с обеспечением во время выпуска с помощью потока (F) расплавленного металла непрерывного перемещения вихревых потоков (V1, V2, V3, V4, V5) от зоны выпускного отверстия и тем самым предотвращение скопления вихревых потоков (V1, V2, V3, V4, V5) и вихреобразование над выпускным отверстием (17).
Документы, цитированные в отчёте о поиске
Электромагнитное индукционное устройство и способобработки расплавленных материалов
Комментарии