Шаблон для изготовления монолитной футеровки - SU737128A1
Код документа: SU737128A1
Чертежи
Описание
1
Изобретение относится к металлургии и может быть использовано для изготовления монолитных футеровок тепловых агрегатов, имеющих форму тел вращения, например сталеразливочных или чугуновозных ковщей , электрических индукционных печей.
Известен щаблон для изготовления монолитной футеровки, выполненный в виде связанных друг с другом щарнирными и болтовыми соединениями конических секций , нижняя из которых является опорной. При этом секции снабжены выдвил ными центрирующими горизонтальными и вертикальными упорами I.
Однако в процессе службы тепловые агрегаты , в частности ковщи, деформируются как по вертикали образующей, так и в горизонтальном паправлепии, с появлением аллипности, в то время как шаблон имеет заданную жесткую форму. Это ведет к неравномерной толщине футеровки агрегата и к преждевременному выходу ее из строя из-за малой толщины футеровки в зонах небольшой деформации ковща.
Другим недостатком известного щаблона является сложность установки его в тепловой агрегат вследствие- необходимости центрировапия шаблона по множеству точек. Известный щаблоп является громоздким по конструкции и металлоемким, а при извлечепии его в местах соединения секций возможно образование срывов рабочей поверхности выполненной футеровки.
Наиболее близким к изобретению по технической сущности является шаблон для изготовления монолитной футеровки, который содержит опорную раму, катки, соединенные с опорной рамой, и бесконечную ленту, огибающую катки. Катки установлены на опорной раме без возможности пере10 мещения относительно этой рамы. На опорной раме установлены две выдвижные монолитные пластипы с дугообразпыми участками постоянной кривизны, контактирующими с внутренней поверхностью бесконеч15 ной ленты, которая выполнена в виде гусеничной цепи 2.
В известном шаблоне изменение кривиз20 ны рабочей поверхности бесконечной ленты , выполненной в виде гусеничной цепи, возможно в очень узком диапазоне - только в пределах слабины гусеничной цепи, так как расстояние между катками пеиз25 менно. При выдвижении монолитных пластин на заданное расстояние гусеничная цепь выбирает зазоры и испытывает напряжения , а при вдвижении монолитных пластин цепь провисает с образованием зазоров 30 и потерей заданной кривизны.
Дугообразные участки монолитных иластин образуют местную выпуклость на рабочей поверхиостн бесконечной ленты, так как имеют неизменную кривизну.
Это нриводит к несоответствию кривизны рабочей новерхности бесконечной леиты шаблоиа и кривизны иоверхиости вынолняемой футеровкн, онределяемой кривизной теплового агрегата, в случае значительного нзменеиия кривизны этой иоверхиости, нанример вследствие конусности сталеразлнвочиого ковша. Из-за этого иесоответствня ирн взанмиом движении шаблоиа и теилового агрегата в процессе футеровки имеет место частичное разрушение сформованной футеровкн нодвижиым шаблоном.
Кроме того, ири работе известного шаблона нроисходнт нроннкиовения матернала футеровки в зазоры между иластинамн гусеничной цени, что затрудняет ее иеремеш ,енне и ведет к нопадаиию материала на контактирующие иоверхностн цени, катков и моиолитных нластин. Это приводит к загслиииванию звеньев гусеничной цепи и ее торможение, что ведет к образованию срывов рабочей поверхности футеровки.
Цель изобретения заключается в расширении техиологических возможностей шаблоиа и обеспечеиии равномерной толш,ины футеровкн за счет регулирования кривизны бесконечной леиты.
Эта цель достигается тем, что шаблон сиабжеи нриводиыми выдвижными штангами , соедиияюш,нми катки с опорной рамой, а между катками установлен ряд роликов, контактирующих с внутренней поверхностью бесконечной ленты, при этом оси роликов последовательно соединены звеиьями цепи между собой и с осями катков и посредством соединительных элементов связаны с оиориой рамой с возможностью перемещения в осевом направлении и в илоскостн , нерпендикулярной осям роликов и катков.
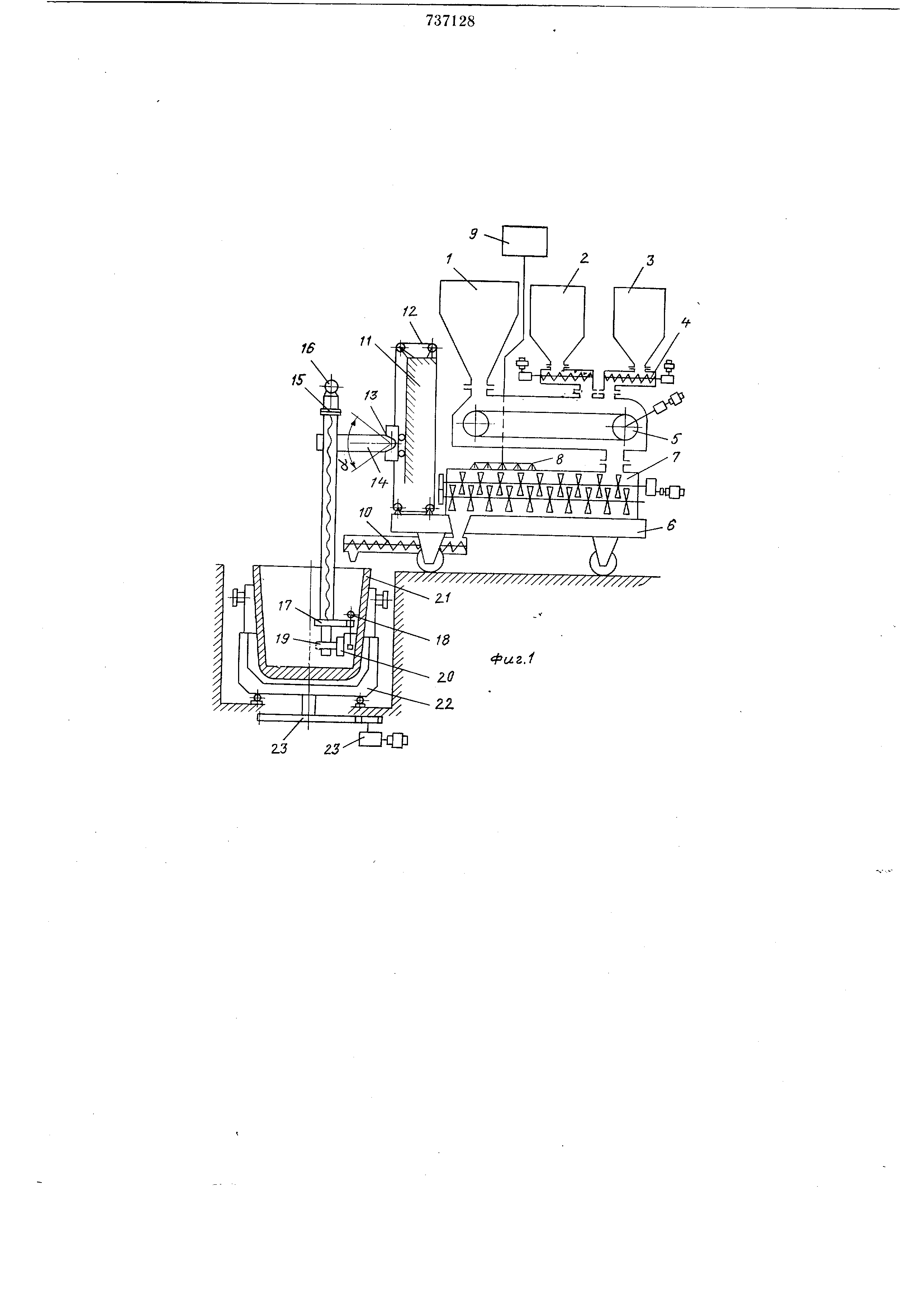
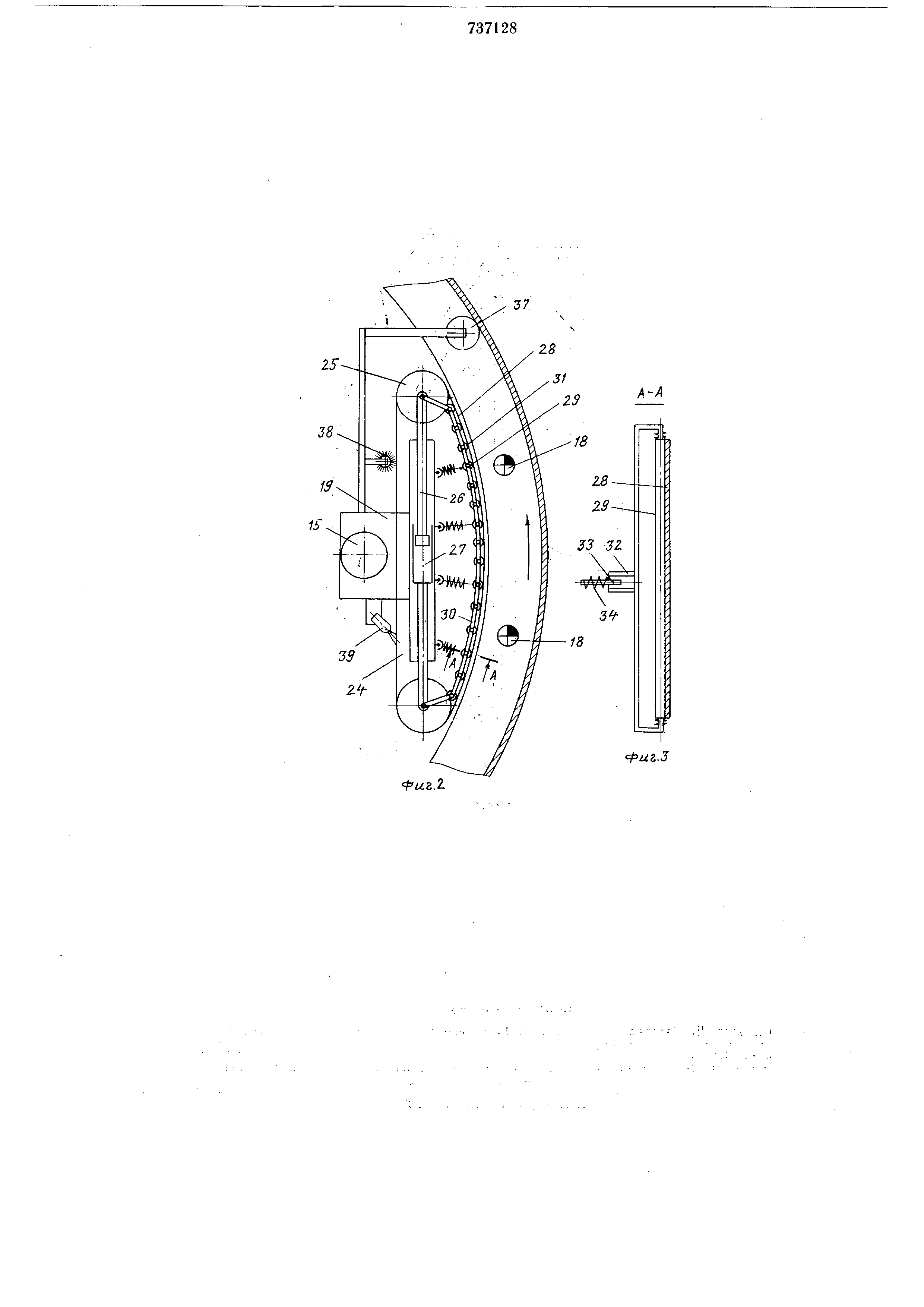
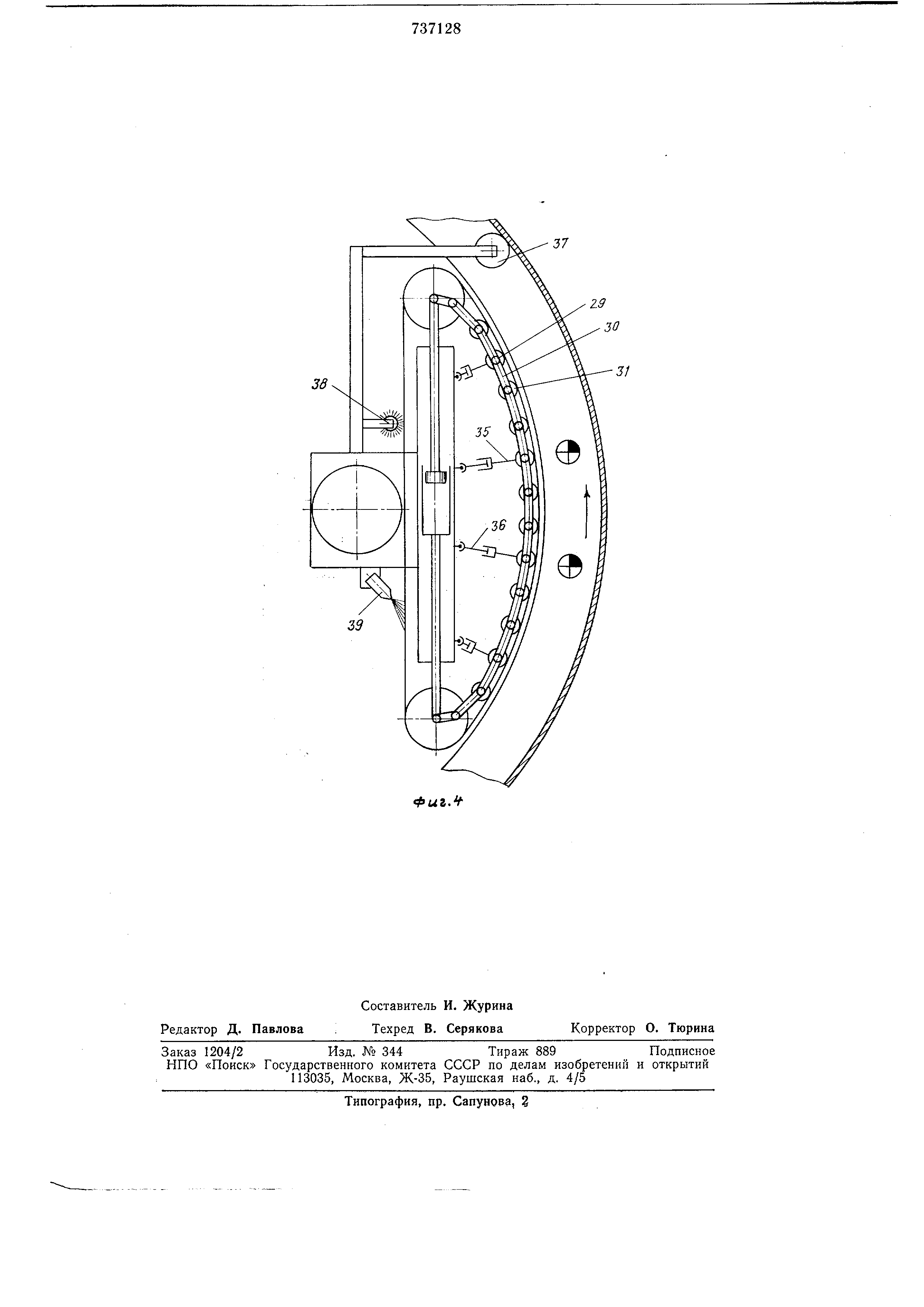
На фиг. 1 изображеи подвижный шаблои в агрегате с установкой для изготовлення монолитной футеровки сталеразливочиого ковша; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фит. 2; на фиг. 4- шаблон, вариант выполнения.
Установка для изготовлення монолитиой футеровки содержит бункер 1 для кварцита , бункер 2 для хромового шлака и бункер 3 для огнеупорной глины. Под бункерами 2 и 3 расположены два шнековых питателядозатора 4. Ннже шнековых питателей-дозаторов 4 установлен ленточный питатель 5, служащий для приема и переноса сухих составляющих огнеупорной массы. Под питателем 5 на подвижной платформе 6 установлен сдвоенный лопастной смеситель 7 для перемещивапия сухих и .жидкой составляющих огнеупорной массУ. Над лопастдым , смесителем 7 имеется разбрызгиватель 8 для подачи жидкой составляющей
на иитатель 5, который соединен с баком 9 для жидкой составляющей. В нижнюю часть платформы 6 встроен шнековый питатель 10, предиазначеииый для подачи огнеуиориой массы в объем выполняемой футеровки . На иодвижной нлатформе 6 установлена также опорная колонна 11, снабженная нрнводиой системой 12 и кареткой 13, установленной с возможностью вертикалыюго перемещения по колонне 11. К каретке 13 через траверсу 14 прнсоединеиа иодвижиая в вертикальном направлении колоина 15 с винтовым приводом 16. Траверса 14 может перемещаться на угол ее отиоснтельно каретки 13. На колонне 15 закреплена онорная траверса 17, в которую встроены виброунлотннтели 18. Ниже них иа колоиие 15 размещеи кронштейн 19, на котором закренлен подвижный шаблон 20.
Сталеразливочный ковш 21 установлен на вращающемся столе 22 с приводом 23. Шаблон 20 имеет опорную раму 24, которая соединена с двумя катками 25 через выдвижные штанги 26, снабженные гидравлическнм приводом 27, встроенным в опорную раму 24. Катки 25 огибает бесконечная лента 28, вынолненная из тонкого гибкого стального листа. Между катками 25 размещеиы ролики 29, оси которых иоследовательио соедииены между собой и с осями катков 25 звеиьямн 30 цепи. Кроме того, на звеиьях 30 установлены промежуточные ролнки 31. Ролнки 29 и 31 коитактируют с внутрегн ей поверхностью бесконечной ленты 28.
Осн ролнков 29 связаны с втулками 32, которые установлены с возможностью осевого перемещения на стержиях 33, шариирно соединенных с опорной рамой 24, и
поднружннены пружинами сжатия 34, одетыми на стержни 33.
Оси роликов 29 могут быть соединены посредством щтырей 35, управляемых гидроприводами 36.
На кронштейие 19 установлены следящее устройство 37, скребковое приспособление 38 для чистки бескоиечной ленты 28 и смазывающее эту ленту устройство 39. Установка работает следующим образом.
Подвижную платформу 6 подводят в рабочее положеиие к ковщу 21 и при помощи приводной системы 12 опускают каретку 13, колонну 15, виброуплотнители 18, кронщтейи 19, шаблои 20 в ковщ 21 в крайнее
нижнее положение.
Перемещая траверсу 14 на угол а относительно кареткн 13, колонну 15 устанавливают в положение, при котором рабочая поверхность бесконечной ленты 28 параллельна внутренней стенке ковща 21. :
Из бункера 1 на ленточный питатель 5 подается кварцит.
Из бункеров 2 и 3 через щнековые питатели-дозаторы 4 на питатель 5 подаются
хромовый шлак и огнеупорная глина соответствеино . Затем питатель 5 подает массу в лопастной смеситель 7, где она смачивается жидкой составляющей, поступающей из разбрызгивателя 8, и тщательно перемещивается по ходу потока. Полученная маеса подается шнековым питателем 10 в объем выполняемой футеровки.
Включают привод 23, и стол 22 вместе с ковшом 21 начинает вращаться. Одновременно включают виброуплотнители 18.
Уплотнение огнеупорной массы в объеме футеровки происходит следующим образом.
Виброуплотнители 18 уплотняют массу, находящуюся в пространстве между ковшом 21 и рабочей поверхностью бесконечной ленты 28. По мере уплотнения массы в соответствии с заданным режимом происходит перемещение ковща 21 за счет его вращения относительно шаблона 20. Бесконечная лента 28, находящаяся в контакте с уплотненной массой, перемещается вместе с ней, конечные скорости ленты 28 и ковша 21 практически совпадают. Катки 25, ролики 29 и 31 прн этом вращаются, исключая проскальзываипе ленты относительно унлотненной массы. Прн этом толщина формуемой футеровки поддерживается постоянной при помощи следящего устройства 37.
Бесконечиая лента 28 очищается от налипшей на нее массы скребковым приснособлением 38 н смазывается устройством 39.
По мере увеличения высоты изготовленной футеровки каретка 13 вместе с колонной 15 перемещается вверх за счет сил противодействия , возникающих в зоне уплотнения массы. При крайнем верхнем. положении каретки 13 колонна 15 при помощи винтового привода 16 перемещается вверх на 1/2 своей высоты, а затем каретка 13 вместе с колонной 15 перемещается в крайнее нижнее положение приводной системой 12, после чего привод системы 12 отключается, н эта система вновь находится в положении свободного движения. Виброуплотнители 18 снова входят в контакт с поверхностью уплотняемой массы.
По мере подъема шаблона 20 вверх изменяют в сторону увеличения радиус кривизиы рабочей поверхности бесконечной ленты 28 с тем, чтобы он соответствовал .радиусу кривизны поверхности выполняемой футеровки, определяемой кривизной ковша 21. Катки 25 раздвигаются штангами 26 за счет гидравлического привода 27. При этом ролики 29, а вместе с ними и промежуточные ролики 31 сдвигаются к опорной раме 24.
Втулки 32 перемещаются по стержням 33, которые одновременно поворачиваются в своих шарнирах относительно опорной рамы 24 по направлению к каткам 25. Ролики
29 и 31, а также втулки 32 удерживаются после этого пружинами 34 и звеньями 30 цени в заданном положении.
В случае использования штырей 35 их перемещают к опорной раме при помощи управляемых гидравлических приводов 36, штоки которых одновременно поворачнваются в своих шарнирах в плоскости, перпендикулярной осям катков 25 и роликов 29 и 31 по направлению к каткам 25. После этого ролики 29 и 31 удерживаются гидравлическими приводами 36 и звеньями 30 цепи в заданном положении.
После окончания нзготовления монолитной футеровки ковща 21 включаются приводная система 12 н винтовой привод 16, и каретка 13, а также колонна 15 перемешаются в крайнее верхнее положение за пределы верхней кромки ковша 21. Затем подвижная платформа 6 отводится от ковша 21 в заднее ноложение. Ковш 21 при иомощи мостового крана сннмается с вращающегося стола 22 и направляется на сушку.
Использоваиие изобретення дает возможность значительно повыспть качество п, следовательно , стойкость монолитной футеровки тепловых агрегатов за счет того, что в процессе ее нзготовления полностью устраняются частичное разрущение н срывы рабочей поверхности футеровки бесконечной лентой шаблона с одновременным обеспечением равномерной толщины футеровки.
Формула изобретения
Шаблон для изготовления монолитной футеровки стенок тенлового агрегата, содержащий опорную раму, соединенную с катками, контактирующими с бесконечной лентой, отличающийся тем, что, с целью расщирения технологических возможностей шаблона н обеспечения равномерной толщины футеровки за счет регулирования кривизны бесконечной ленты, шаблон снабжен приводными выдвижными штангами , соединяющими катки с опорной рамой, а между катками установлен ряд роликов, контактирующих с внутреиией поверхностью бесконечной ленты, нри этом осн роликов последовательно соединены звеньями цеии между собой п с осями катков и посредством соединительных элементов связаны с опорной рамой с возмолшостью перемещения в осевом направленин и в плоскостп , перпендикулярной осям роликов и катков.
Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР Ко 505519, кл. В 22 D 41/02, 1974.
2.Патент Великобритании № 1418084, кл. F 27D 1/16, 1975.
иг.2.
37
А-А
фиг.З
38
37
ФигЛ


Реферат
Формула
Комментарии