Способ литья металлических заготовок - SU1134115A3
Код документа: SU1134115A3
Чертежи


Описание
ел
S1
Изобретение относится к металлургии , конкретнее к разливке металлов и сплавов.
Известен способ литья металлов и металлических заготовок, включающий подачу жидкого металла в полость металлической формы с днищем и плунжером , охлаждение и удаление заготовки , при этом Б начале процесса литья днище устанавливают в верхней части полости литейной части, .затем опускают его до полного заполнения полости жидким металлом lj .
Основньм недостатком известного способа является возможность трещинообразования в заготовках и их низкое качество.
Целью изобретения является предотвращение трещинообразования в заготовках ,
Поставленная цель достигается тем, что согласно способу литья металлических заготовок, преимущественно из металла, с т.пл. выше 1000 С, содержащего более 70% железа, включающему подачу жидкого металла в полость литейной металлической формы с днищем и плу1: жером, охлаждение и удаление заготовки, при этом в начал процесса литья днище устанавливают в верхней части полости литейной формы, затем опу ;кают его до полного заполнения полости жидким металлом, днище опускают со скоростью 1,27 10 ,16 см/с, после чего п|шкладывают снизу к заготовке усилие, направленное вверх, и удаляют заготовку путем подъема плуня ера с днищем.
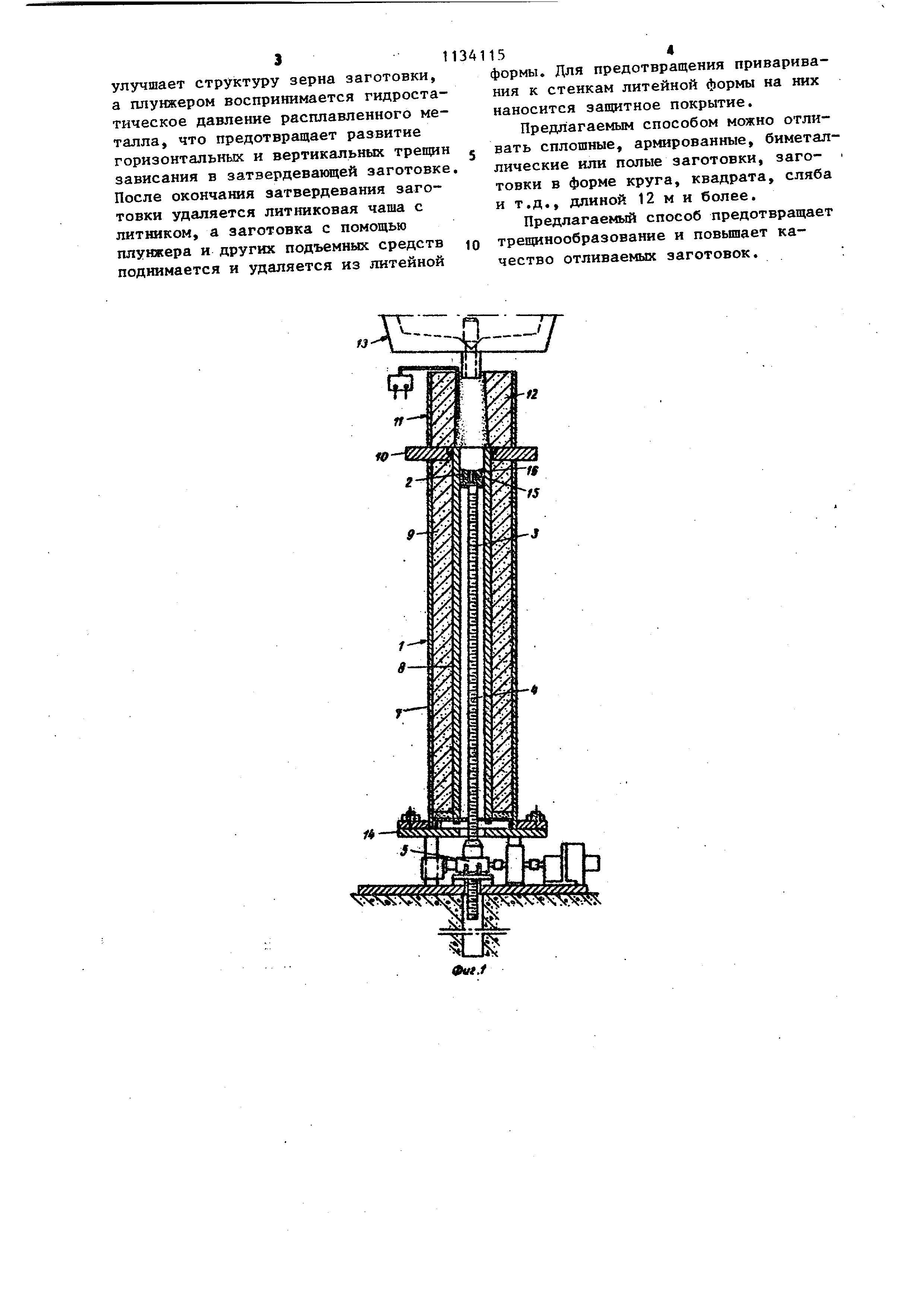
На фиг, t представлено устройство дл осуществления способа,общий вид в разрезе; на фиг, 2 - то же, но в процессе литья , когда гшунжер находится в среднем положении; на фиг. 3 - то же, но плунжер находится в нижнем положении на фиг. 4 - то же, но заготовка поднята вверх во время ее охлаждения.
Устройство для осутцествления способа литья металлических заготовок содержит литейную металлическую форму 1 с днищем 2 и илуюкером 3. Илунжер 3 состоит из винта 4, соединенного с приводом 5, и поршня 6, на котором закреплено днище 2. Литейная металлическая форма t состоит и-з кожуха 7 и рабочих стенок 8, пространство меж,ду которыми заполнено сьшучим материалом 9, На верхнем торце литейной металлической формы 1
152
расположена плита 10, на ней - литниковая чаша 11, футерОЕ 1нная стержневой смесью 12, а над чашей 11 размещен ковщ 13 с металлом. Литейная металлическая форма 1 расположена и закреплена на основной плите 14.
Днище 2 покрыто слоем огнеупорного пористого материала 15, например песка, который имеет возможность отвода газов из расплавленног р металла , и снабжено уплотнением 16 в виде ленточной .прокладки из тонкого, гибкого и прочного металла, например стали
Способ литья металлических заготовок осуществляется следующим образом
Перед началом процесса.литья плунжер 3 поднимают в верхнее положе гае и устанавливают на расстоянии примерно 7,6 см от верхнего торца литейной металлической формы 1 (фиг, 1), Затем осуществляют подачу расплавленного металла, например стали, нержавеющей стали или , из ковша 13 заполняют им литейную полость формы над плунжером 3 и литниковую. чапгу и начинают опускание плунжера, не прекращая подачи металла, со скоростью 1,3-10,2 см/с, в зависиности от вида отливаемой заготовки (фиг. 2).
После окончания процесса опускания плунжера (фиг. 3) и заполнения расплавленным металлом полости литейной металлической формы 1 плунжер 3 вместе с днищем 2 приподнимают на 5,9-10,2 см и удерживают в этом положении во время охлаждения и усадки заготовки, т.е. к низу затвердевающей заготовки, прикладывают усилие, направленное вверх.
Направленная вверх подъемная сила сопровождается реверсированием плунжером на короткий период времени до тех пор, ггокй литниковая чаша не поднимется над литейной формой. Затем плунжер останавливают и происходит усадка заготовки. Подъем или реверс плунжера может проводиться несколько раз, до тех пор, пока не завершится усадка заготовки, ,а начало подъема или реверса начинают либо немедленно, либо через минуту после того, как плугокер достигнет дна формы. Приложе ше усилия к низу заготовки во время ее охлаждения обеспечивает контакт между заготовкой и стенками литейной формы и 31 улучшает структуру зерна заготовки, а плунжером воспринимается гидростатическое давление расплавленного металла , что предотвращает развитие горизонтальных и вертикальных трещин зависания в затэердевакщей заготовке После окончания затвердевания заготовки удаляется литниковая чаша с литником, а заготовка с помощью плунжера и других подъемных средств поднимается и удаляется из литейной
гс:г
а; .wixwvw тки v xvvvivcv
}/хли 54 формы. Для предотвращения приваривания к стенкам литейной формы на них наносится защитное покрытие. Предлагаемым способом можно отливать сплошные, армированные, биметаллические или полые заготовки, заготовки в форме круга, квадрата, сляба и т.д., длиной 12 м и более. Предлагаемый способ предотвращает трещинообразование и повышает качество отливаемых заготовок.
Реферат
Комментарии