Установка для обработки внутренней поверхности трубчатой отливаемой заготовки - SU1269735A3
Код документа: SU1269735A3
Чертежи
Описание
Изобретение относится к литейному производству.
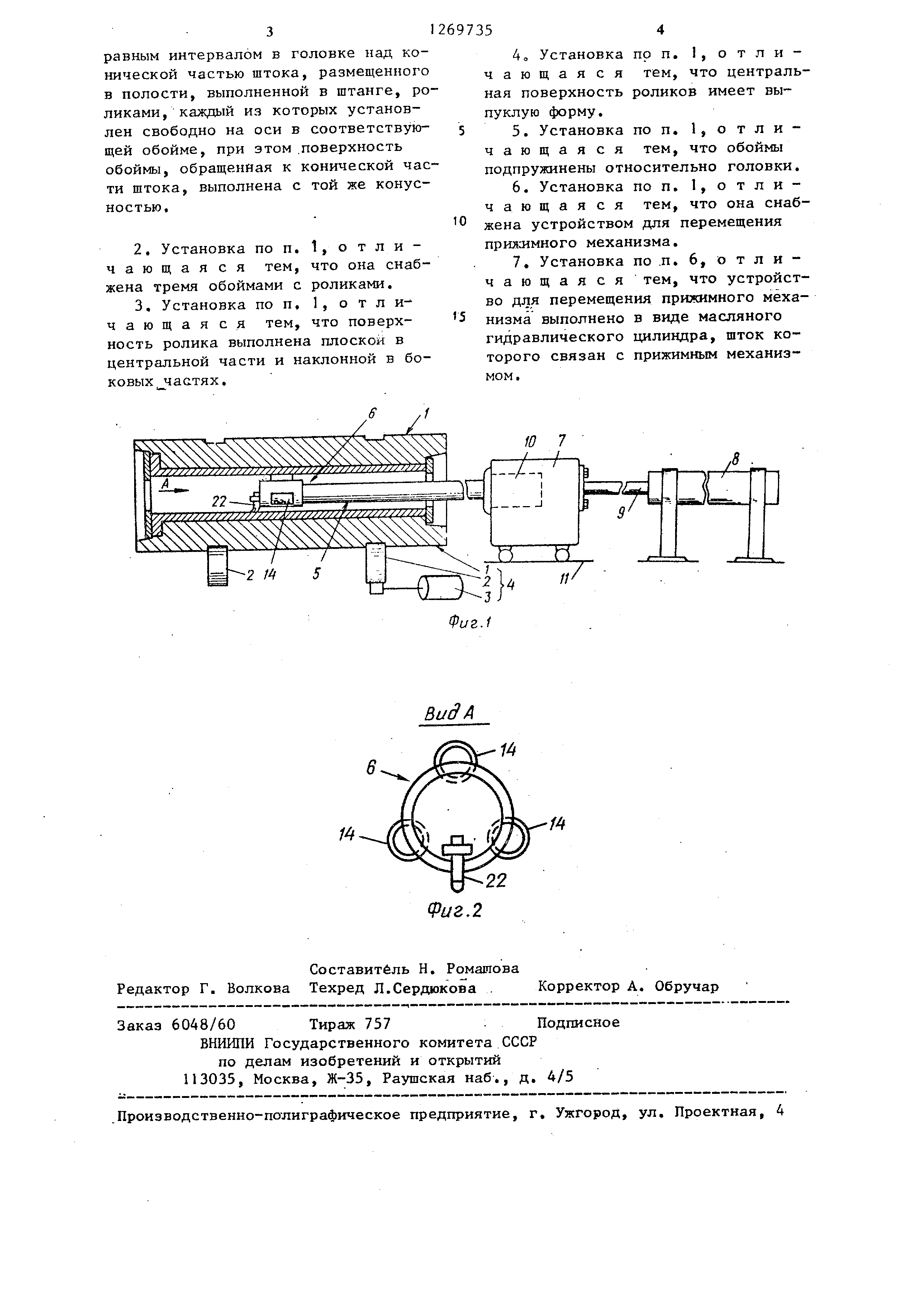
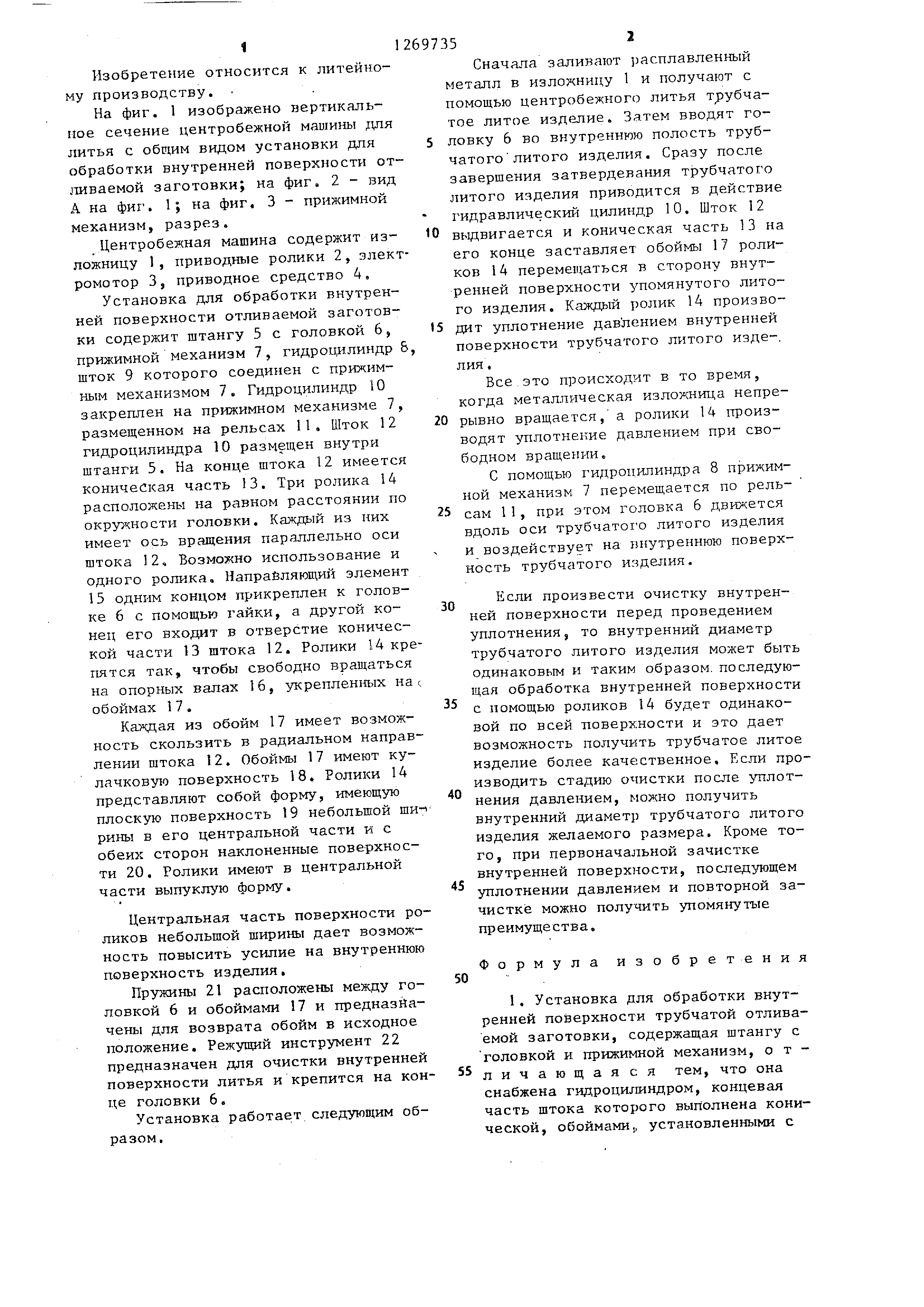
На фиг. 1 изображено вертикальное сечение центробежной машины щя литья с общим видом установки для обработки внутренней поверхности отливаемой заготовки; на фиг. 2 - вид А на фиг. 1J на фиг, 3 - прижимной механизм, разрез.
Центробежная машина содержит изпожницу 1, приводные ролики 2, электромотор 3j приводное средство 4,
Установка для обработки внутренней поверхности отливаемой заготовки содержит штангу 5 с головкой 6, прижимной механизм 7, гидроцилиндр & шток 9 которого соединен с прихимным механизмом 7. Гидроцилиндр 10 закреплен на прижимном механизме 7, размещенном на рельсах 11. Шток 12 гидроцилиндра 10 размещен внутри штанги 5. На конце штока 12 имеется коническая часть 13. Три ролика 14 расположены на равном расстоянии по окружности головки. Каждагй из них имеет ось вращения параллельно оси штока 12, Возможно использование и одного ролика, Напрайляющий элемент 15 одним концом прикреплен к головке 6 с помощью гайки, а другой конец его входит в отверстие конической части 13 штока 12. Ролики 14 крепятся так, чтобы свободно вращаться на опорных валах 16, укреплентлх на обоймах 17.
Каждая из обойм 17 имеет возможность скользить в радиальном направлении штока 12. Обоймы 17 имеют кулачковую поверхность 18. Ролики 14 представляют собой форму, имеющую плоскую поверхность 19 небольшой ширины в его центральной части и с обеих сторон наклоненные поверхности 20. Ролики имеют в центральной части выпуклую форму.
Центральная часть поверхности роликов небольшой ширины дает возможность повысить усилие на внутреннюю поверхность изделия.
Пружины 21 расположены между головкой 6 и обоймами 17 и предназначены для возврата обойм в исходное положение. PeжyшJ й инструмент 22 предназначен для очистки внутренней поверхности литья и крепится на конце головки 6.
Установка работает следующим образом .
Сначала заливают расплавленный металл в изложницу 1 и получают с помощью центробежного литья трубчатое литое изделие. Затем вводят головку 6 во внутреннюю полость трубчатого литого изделия. Сразу после завершения затвердевания трубчатого литого изделия приводится в действие гидравлический цилиндр 10. Шток 12
выдвигается и коническая часть 13 на его конце заставляет обоймы 17 роликов 14 перемещаться в сторону внутренней поверхности упомянутого литого изделия. Каждый ролик 14 производит уплотнение давлением внутренней поверхности трубчатого литого изде-,
ЛИЯ .
Все,это происходит в то время, когда металлическая изложница непрерывно вращается,а ролики 14 производят уплотнение давлением при свободном вращении.
С помощью гидроцилиндра 8 прижимной механизм 7 перемещается по рельсам 11, при этом головка 6 движется вдоль оси трубчатого литого изделия и воздействует на внутреннюю поверхность трубчатого изделия.
Если произвести очистку внутренней поверхности перед проведением уплотнения, то внутренний диаметр трубчатого литого изделия может быть одинаковым и таким образом, последующая обработка внутренней поверхности с помощью роликов 14 будет одинаковой по всей поверхности и это дает возможность получить трубчатое литое изделие более качественное. Если производить стадию очистки после уплотнения давлением, можно получить внутренний диаметр трубчатого литого изделия желаемого размера. Кроме того , при первоначальной зачистке внутренней поверхности, последующем уплотнении давлением и повторной зачистке можно получить упомянутые преимущества.
Формула изобретения
1. Установка для обработки внутренней поверхности трубчатой отливаемой заготовки, содержащая штангу с головкой и прижимной механизм, отличающаяся тем, что она снабжена гидроцилиндром, концевая часть штока которого выполнена конической , обоймами;, установленными с равным интервалом в головке над конической частью штока, размещенного в полости, выполненной в штанге, ро ликами , каждый из которых установлен свободно на оси в соответствующей обойме, при этом .поверхность обоймы, обращенная к конической час ти штока, выполнена с той же конусностью . 2.Установка по п. 1, отличающая ся тем, что она снабжена тремя обоймами с роликами. 3.Установка по п. 1, о т л ичающаяся тем, что поверхность ролика выполнена плоской в центральной части и наклонной в боковых частях. 4о Установка по п. 1, о т л и чающаяся тем, что центральная поверхность роликов имеет выпуклую форму. 5.Установка по п. 1, отличающая ся тем, что обоймы подпружинены относительно головки. 6.Установка по п. 1, отличающаяся тем, что она снабжена устройством для перемещения прилямного механизма. 7.Установка по .п. 6, о т л и чающаяся тем, что устройство для перемещения прижимного механизма выполнено в виде масляного гидравлического цилиндра, шток которого связан с прижимным механизмом .
Реферат
Изобретение относится к области литейного производства. Установка для обработки внутренней поверхности отливаемой заготовки содержит штангу 5 с головкой, прижимной механизм, размещенный на рельсах. На прижимном /5 механизме, закреплен гидроцилиндр, шток 12 которого размещен в штанге 5. На конце штока 12 имеется коническая часть 13. Три ролика 14 расположены на равном расстоянии по окружности головки. Каждый из них имеет ось вращения параллельно оси штока 12. Возможно использование и одного ролика . Ролики 14 крепятся так, чтобы свободно вращаться на опорных валах 16, укрепленных нА обоймах 17. Каждая из обойм 17 имеет возможность скользить в радиальных направляющих штока 12. Обойма 17 имеет кулачковую поверхность 18. Ролики 14 имеют плос§ кую поверхность 19 в центральной часСО С ти и с обеих сторон наклонные поверхности 20. Пружины 21 расположены между головкой 6 и обоймами 17 и предназначены для возврата обойм в ис ходное положение, б.з.п. ф-лы. Зил. к о: о ч со ел см fljLt3 /J

Формула
Комментарии