Способ нанесения покрытия на поверхность (варианты) - RU2613827C2
Код документа: RU2613827C2
Чертежи





Описание
Область техники
Изобретение в общем относится к способу нанесения покрытия на поверхность и изделию, включающему поверхность с покрытием. Более конкретно, изобретение относится к нанесению покрытия на поверхность с помощью допированного раствора предшественника, содержащего ионы металла, и получению поверхности, содержащей допированное соединение ионов металла.
В различных областях применений существует потребность в гидрофобных и сверхгидрофобных поверхностях, например, для окон, DVD-дисков, кухонных принадлежностей, одежды, медицинского инструмента, деталей автомобилей и воздушных судов, текстильных материалов и т.п. Обычно водоотталкивающие поверхности получают путем изменения химии поверхности или текстурирования поверхности, или сочетания этих способов. Изменение химии поверхности для достижения гидрофобности обычно включает нанесение на поверхность покрытия с низкой поверхностной энергией. Однако такие гидрофобные покрытия в большинстве недолговечны в условиях эксплуатации из-за плохой адгезии к поверхности, низкой механической прочности и потери функциональности со временем. Более того, существующие технологические приемы изменения сопротивления смачиванию поверхности в большинстве имеют определенные недостатки, например, требуют больших затрат времени, трудно поддаются регулированию, являются дорогостоящими или неэффективными при получении пленок с удовлетворительной долговечностью и обычно не могут быть применены для больших площадей поверхности. Таким образом, существует потребность в недорогих, простых и эффективных средствах обеспечения поверхностей сопротивлением смачиванию.
Краткое описание изобретения
В одном воплощении описан способ получения покрытия на поверхности детали с помощью допированного раствора предшественника, содержащего ионы металла. Способ включает нанесение допированного фторсиланом раствора предшественника, содержащего ионы металла, на поверхность, с получением поверхности с покрытием. Раствор предшественника, содержащего ионы металла, включает более 0,6 мольн. % содержащего ионы металла предшественника в растворителе, содержащем спирт.
В одном из воплощений описан способ. Способ включает приготовление раствора предшественника, содержащего ионы металла, имеющего концентрацию более 0,6 мольн. %. Приготовление раствора предшественника, содержащего ионы металла, включает растворение содержащего ионы металла предшественника в растворителе, содержащем спирт, при температуре более 100°С и нагревание с обратным холодильником при температуре более 150°С. Допированный раствор предшественника, содержащего ионы металла, приготавливают путем добавления фторсилана в раствор предшественника, содержащего ионы металла.
В одном воплощении описан способ получения покрытия на поверхности детали с помощью допированного раствора предшественника, содержащего ионы металла. Способ включает нанесение допированного (гептадекафтор-1,1,2,2-тетрагидродецил)триметоксисиланом раствора предшественника, содержащего ионы металла, на поверхность детали, с получением поверхности с покрытием. Допированный раствор содержащего ионы металла предшественника имеет концентрацию более 0,6 мольн. % содержащего ионы металла предшественника в растворителе, содержащем спирт. Полученную поверхность с покрытием дополнительно подвергают термообработке при температуре от 200°С до 300°С в течение 15 мин.
Описание чертежей
Эти и другие признаки, аспекты и преимущества настоящего изобретения станут более понятны из последующего подробного описания со ссылками на прилагаемые чертежи, где:
на Фиг. 1 представлена технологическая схема нанесения покрытия на поверхность, в соответствии с воплощением изобретения;
на Фиг. 2 представлен схематический вид изделия, включающего детали с покрытием, в соответствии с одним из воплощений изобретения;
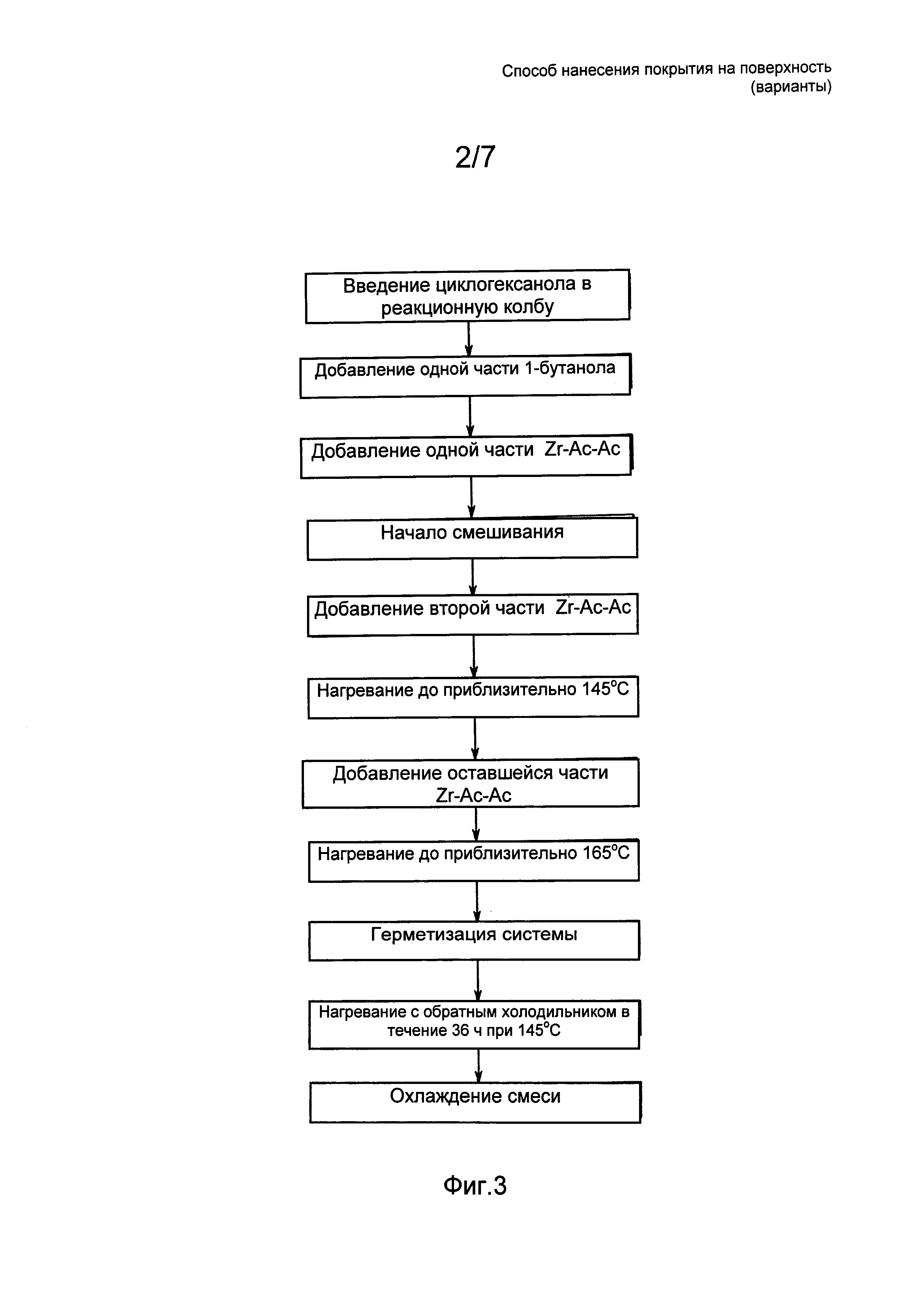
На Фиг.3 представлена технологическая схема приготовления раствора предшественника, содержащего ионы металла, в соответствии с одним воплощением изобретения;
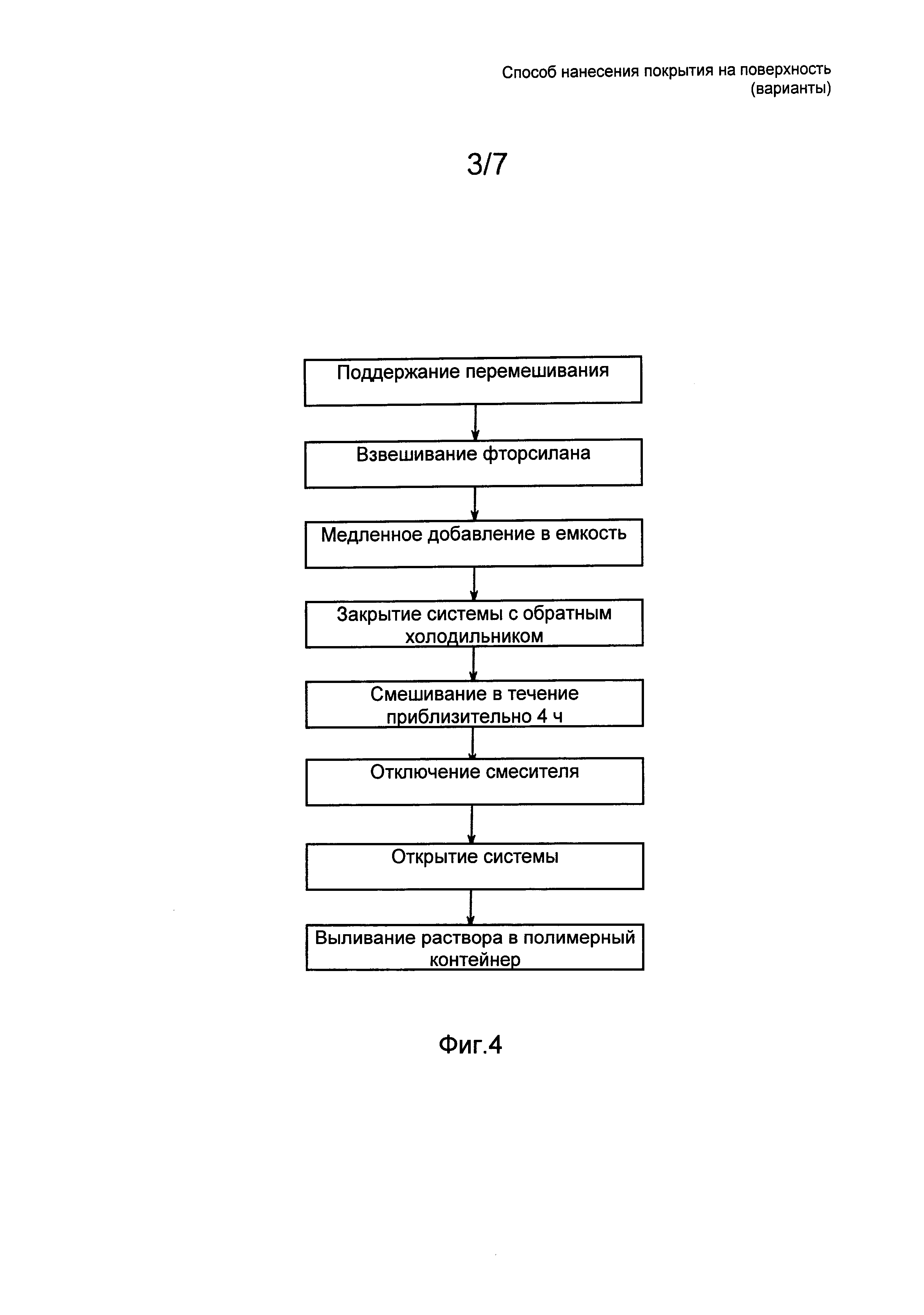
на Фиг.4 представлена технологическая схема получения допированного раствора предшественника, содержащего ионы металла, в соответствии с одним воплощением изобретения;
на Фиг.5 представлена технологическая схема подготовки детали для нанесения покрытия, в соответствии с одним из воплощений изобретения;
на Фиг.6 представлена технологическая схема получения покрытия на поверхности, в соответствии с одним из воплощений изобретения;
на Фиг.7 представлена технологическая схема термообработки поверхности с покрытием, в соответствии с одним из воплощений изобретения;
на Фиг.8 показана зависимость адгезионной прочности покрытия на поверхности от температуры термообработки, в соответствии с одним из воплощений изобретения и
на Фиг.9 показана зависимость статического угла смачивания водой поверхности с покрытием от условий термообработки, в соответствии с одним из воплощений изобретения.
Подробное описание изобретения
Воплощения настоящего изобретения относятся к способу нанесения покрытия на поверхность и изделию, включающему поверхность с покрытием.
В последующем описании и приложенной формуле изобретения, во всех случаях, когда указано, что конкретный объект или признак воплощения изобретения включает или состоит из по меньшей мере одного элемента, выбранного из группы, и их сочетаний, следует понимать, что объект или признак может включать или состоять из любого элемента группы, либо в отдельности, либо в сочетании с любыми другими элементами из этой группы. Подобным образом, указание объекта или признака в единственном числе подразумевает возможность их наличия во множественном числе, если в контексте ясно не указано иное.
Как используют по всему описанию и в формуле изобретения, указание любого количественного признака может сопровождаться словом «приблизительно», которое означает изменение указанного признака в допустимых пределах, без изменения основной функции, к которой он относится. Соответственно, величина, указанная в сочетании со словом «приблизительно», может быть не ограничена точным указанным значением, но включать значения, отличающиеся от указанного. По меньшей мере в некоторых примерах, слово «приблизительно» может соответствовать точности прибора для измерения величины. При ознакомлении с описанием следует понимать, что если прямо не указано иное, любые численные диапазоны, указанные для обозначения каких-либо границ, например, физических характеристик, охватывают указанные конечные точки такого диапазона.
«Сопротивление смачиванию» поверхности определяют путем наблюдения природы взаимодействия поверхности и капли эталонной жидкости, расположенной на поверхности. Капли при контакте с поверхностью могут изначально растекаться по относительно большой площади, но часто сжимаются до равновесной площади контакта. Капли, контактирующие с поверхностью, обладающей низким сопротивлением смачиванию жидкостью, стремятся сохранять растекание по относительно большой площади поверхности (тем самым «смачивая» поверхность). В предельном случае жидкость растекается в виде пленки по поверхности. С другой стороны, когда поверхность обладает высоким сопротивлением смачиванию жидкостью, жидкость имеет тенденцию сжиматься до хорошо сформированных шарообразных капель. В предельном случае жидкость образует почти сферические капли, которые либо скатываются с поверхности при небольшом возмущении, либо отрываются от поверхности под воздействием ударного импульса. Как используют здесь, термин «стойкая к смачиванию» относится к поверхностям, которые обладают высоким сопротивлением смачиванию эталонными жидкостями.
Как используют здесь, термин «угол смачивания» означает угол покоящейся капли эталонной жидкости, образованный с горизонтальной поверхностью, на которой расположена капля. Поскольку сопротивление смачиванию частично зависит от поверхностного натяжения эталонной жидкости, отдельно взятая поверхность может иметь различное сопротивление смачиванию (и, следовательно, различный угол смачивания) для различных жидкостей. Как используют здесь, термин «наступающий угол смачивания» означает угол, когда покоящаяся капля имеет максимальный объем, допустимый для поверхности раздела жидкость - твердое тело при термодинамическом равновесии. Термин «отступающий угол смачивания» представляет собой угол, когда покоящаяся капля имеет минимальный объем, допустимый для поверхности раздела жидкость - твердое тело при термодинамическом равновесии. Разница между максимальными величинами наступающего угла смачивания и отступающего угла смачивания называют гистерезисом смачивания.
Угол смачивания используют в качестве меры смачиваемости поверхности. Если жидкость полностью растекается по поверхности и образует пленку, угол смачивания равен 0. По мере увеличения угла смачивания возрастает сопротивление смачиванию. Термины «гидрофобная» и «сверхгидрофобная» используют для описания поверхностей, обладающих очень высоким сопротивлением смачиванию водой. Как используют здесь, термин «гидрофобная» относится к поверхности, которая образует угол смачивания более приблизительно 90° при контакте с водой. Как используют в здесь, термин «сверхгидрофобная» относится к поверхности, которая образует угол смачивания более приблизительно 120° при контакте с водой.
Степень смачивания поверхности жидкостью играет значительную роль при определении характера взаимодействия жидкости и поверхности. Большая степень смачивания приводит к относительно большим площадям контакта жидкости с поверхностью и требуется в областях применения, где желательно обеспечить значительное взаимодействие между двумя поверхностями, например, при склеивании и нанесении покрытий. В противоположность этому, для областей применения, требующих низкого взаимодействия жидкость - твердое тело, сопротивление смачиванию обычно поддерживают как можно большим, чтобы способствовать образованию капель жидкости с минимальной площадью контакта с поверхностью твердого тела.
Во многих областях предпочтительно применение стойких к смачиванию поверхностей и деталей с такими поверхностями, стойких к смачиванию каплями жидкости. Например, детали конструкции самолета, такие как детали корпуса самолета и двигателя и детали ветровой турбины, подвержены обледенению из-за переохлажденной воды, которая остается в контакте с поверхностью, когда капли замерзают и собираются в виде агломерированной массы льда. Это может снизить эффективность деталей и в конечном счете привести к разрушению этих деталей.
В некоторых воплощениях поверхность представляет собой деталь конструкции турбины. В некоторых воплощениях конструкцию турбины выбирают из группы, состоящей из конструкции газовой турбины, конструкции паровой турбины и конструкции ветровой турбины. Для конструкции ветровой турбины обледенение является существенной проблемой, поскольку наращивание льда на различных деталях, таких как анемометры и лопатки турбины, снижает эффективность и повышает угрозу безопасности эксплуатации ветровой турбины. В одном воплощении поверхность представляет собой деталь ветровой турбины, выбираемую из группы, состоящей из лопатки турбины, анемометра и редуктора. Примеры деталей конструкции турбины включают, но не ограничены перечисленными, лопатку турбины, лопатку паровой турбины низкого давления, лопатку паровой турбины высокого давления, лопатку компрессора и деталь статора.
В конструкции паровой турбины предпочтительно обеспечивать конденсатор пара со стойкими к смачиванию поверхностями. Конденсаторы с гидрофобными поверхностями обладают стойкостью к смачиванию водой. Эта характеристика изменяет режим конденсации пара на поверхности. На гидрофильных поверхностях конденсация пара до воды приводит к образованию пленки. Такие водные пленки сильно препятствуют переносу тепла. Однако на гидрофобных поверхностях капли воды зарождаются из пара, растут до критических размеров и растекаются, что приводит к капельной конденсации. Такая форма конденсации более эффективна при переносе скрытой теплоты конденсации. Следовательно, нанесение гидрофобных покрытий на конденсаторы пара может привести к улучшению теплопереноса. От угла смачивания поверхности водой и его гистерезиса зависит характер растекания капель для этой поверхности и, следовательно, улучшение теплопереноса.
В соответствии с воплощением изобретения, описан способ нанесения покрытия на поверхность. Как используют здесь, термин «поверхность» не ограничен какой-либо либо формой или размером, так что она может представлять собой слой материал, множество слоев или блок, содержащий по меньшей мере одну поверхность с модифицируемым сопротивлением смачиванию. В одном воплощении поверхность представляет собой внешнюю поверхность труб конденсатора. В одном воплощении поверхность, на которую наносят покрытие, представляет собой металлическую поверхность, причем здесь термин «металл» включает фазы в сплаве. Примеры металлов включают сталь, нержавеющую сталь, никель, титан, алюминий или любые их сплавы. В некоторых воплощениях металл включает сплав на основе титана, сплав на основе алюминия, сплав на основе кобальта, сплав на основе никеля, сплав на основе железа или любые их сочетания. Кроме того, сплав может представлять собой суперсплав (жаропрочный сплав). В конкретном воплощении суперсплав представляет собой сплав на основе никеля или на основе кобальта, в котором никель или кобальт является единственным преобладающим по массе элементом. Пример сплава на основе никеля включает по меньшей мере приблизительно 40 масс.% никеля и по меньшей мере один элемент из группы, состоящей из кобальта, хрома, алюминия, вольфрама, молибдена, титана и железа. Пример сплава на основе кобальта включает по меньшей мере приблизительно 30 масс.% кобальта и по меньшей мере один элемент из группы, состоящей из никеля, хрома, алюминия, вольфрама, молибдена, титана и железа.
В некоторых воплощениях материал, образующий поверхность, включает керамический материал. Неограничивающие примеры керамических материалов включают оксид, смешанный оксид, нитрид, борид и карбид. Примеры подходящих керамических материалов включают, но не ограничены перечисленными, карбиды кремния или вольфрама; нитриды бора, титана, кремния или титана и оксинитрид титана.
На Фиг.1 описан способ нанесения покрытия в соответствии с воплощением настоящего изобретения. Способ 10 включает стадии приготовления раствора 12 предшественника, содержащего ионы металла, добавление допирующего вещества 14 в раствор предшественника, содержащего ионы металла, и нанесение допированного раствора предшественника, содержащего ионы металла, на поверхность для получения поверхности 16 с покрытием. В одном из воплощений способ 10 включает стадию очистки поверхности 18 перед нанесением покрытия. В одном из воплощений способ включает возможную стадию 20 термообработки поверхности с покрытием.
Ионы металла, содержащиеся в предшественнике, могут представлять собой ионы любого металла, включая цирконий, алюминий, титан, иттрий, иттербий, кремний, церий, лантан или любые их сочетания. Можно использовать различные содержащие ионы металла предшественники для получения раствора предшественника, содержащего ионы металла. Например, содержащий ионы металла предшественник может представлять собой органическое соединение металла или металлорганическое соединение. В одном воплощении органическая группа предшественника включает ацетилацетонат, тетраизопроксид, тетраоктилат, н-бутоксид или любые их сочетания.
В одном воплощении приготовление раствора предшественника, содержащего ионы металла, включает растворение содержащего ионы металла предшественника в растворителе. Растворители можно выбирать в зависимости от содержащего ионы металла предшественника и требуемых свойств покрытия. В одном воплощении используемый растворитель является органическим растворителем. Примеры подходящих жидкостей, которые могут быть использованы в качестве растворителя, представляют собой апротонные полярные растворители, такие как спирты, кетоны, и другие, протонные полярные растворители, такие как бензол, толуол, и другие, неполярные растворители, и сочетания, включающие по меньшей мере одну из этих жидкостей. В одном воплощении используемый растворитель включает спирт. В еще одном воплощении растворитель включает сочетание спиртов для растворения, содержащего ионы металла предшественника. В одном воплощении спирт защищает поверхность от загрязнения водой.
Наряду с содержащими ионы металла предшественниками и растворителем, используемым для растворения содержащих ионы металла предшественников, концентрация предшественника в растворителе также влияет на качество и толщину покрытия на поверхности. Например, если раствор, получаемый растворением содержащего ионы металла предшественника в растворителе, сильно разбавлен, покрытие, получаемое из этого раствора, может содержать несплошности или иметь низкую адгезию к поверхности. Нанесение многослойного покрытия необходимо осуществлять с использованием разбавленного раствора, чтобы достичь равномерной толщины покрытия, которой можно достичь при получении однослойного покрытия с помощью относительно концентрированного раствора. Кроме того, однородность и шероховатость поверхности покрытия могут быть различными для покрытий, сформированных с помощью разбавленного и концентрированного раствора. Кроме того, нанесение многослойного покрытия с помощью разбавленного раствора может быть неэффективным по затратам, из-за сложности стадий процесса и выполняемой обработки после нанесения покрытия. Поэтому, в одном воплощении для нанесения покрытия на поверхность используют относительно концентрированный раствор содержащего ионы металла предшественника в растворителе.
В одном воплощении в качестве ионов металла используют ионы циркония. Примеры содержащих ионы циркония предшественников включают ацетилацетонат циркония, тетраотилат циркония, н-бутоксид циркония. В одном воплощении в качестве предшественника, содержащего ионы циркония, используют ацетилацетонат циркония (также известный как 2,4-пентандионат циркония и Zr-Ac-Ac) со спиртовым растворителем.
Предшественник Zr-Ac-Ac считается умеренно растворимым в органическом растворителе. Раствор Zr-Ac-Ac в спирте обычно доступен в концентрации менее приблизительно 0,2 мольн.%. Более концентрированный раствор Zr-Ac-Ac в спирте может быть предпочтительным для улучшения качества покрытия, как отмечено ранее, и тем самым улучшения свойств поверхности, придаваемых покрытием. Следовательно, концентрация более 0,2 мольн.% Zr-Ac-Ac в растворе является предпочтительной для гидрофобных покрытий. Более высокая концентрация позволяет осаждать однородную, тонкую пленку за одно нанесение.
Авторы данной заявки обнаружили высокую растворимость Zr-Ac-Ac в спирте при растворении предшественника в растворителе при повышенной температуре. В еще одном воплощении нагревание с обратным холодильником предшественника в спирте, в герметичном аппарате, при повышенной температуре также способствует увеличению растворимости. Содержащий ионы металла предшественник можно растворять при температуре от приблизительно 80°С до приблизительно 130°С. Температура нагревания с обратным холодильником может составлять от приблизительно 130°С до приблизительно 165°С, чтобы увеличить растворимость Zr-Ac-Ac. Авторами также обнаружено, что нагревание с обратным холодильником раствора в течение более длительного периода времени повышает стабильность раствора Zr-Ac-Ac. В одном воплощении раствор Zr-Ac-Ac нагревают с обратным холодильником до приблизительно 24 часов для стабилизации раствора. Раствор Zr-Ac-Ac, при нагревании с обратным холодильником в течение приблизительно 24 часов после растворения в спиртовом растворителе, оказывается стабильным в течение периода времени от приблизительно 6 месяцев до приблизительно 12 месяцев.
В одном воплощении используемый спирт включает этанол, бутанол, циклогексанол или их сочетания. В одном воплощении используемый способ нанесения покрытия предполагает выбор спиртовой системы, используемой в качестве растворителя. Нанесение покрытия методом погружения, кистью, методом распыления представляют собой некоторые примеры способов, которые можно использовать для нанесения покрытия. В одном воплощении смесь бутанола и циклогексана используют в качестве растворителя для Zr-Ac-Ac для получения покрытия. В одном воплощении покрытие наносят на поверхность с помощью кисти. В одном конкретном воплощении состав используемого растворителя включает приблизительно 40% циклогексанола и приблизительно 60% бутанола. В проведенных экспериментах такая смесь обеспечивала однородную самовыравнивающуюся пленку, которая способствовала сушке с получением бездефектного покрытия на поверхности.
В одном воплощении концентрацию Zr-Ac-Ac более приблизительно 0,6 мольн.% получают путем использования высокой температуры при растворении/нагревании с обратным холодильником. Температура для растворения составляет более приблизительно 100°С, а температура нагревания с обратным холодильником составляет более приблизительно 150°С. В одном воплощении раствор Zr-Ac-Ac концентрацией приблизительно 0,8 мольн.% получают в спиртовой смеси, включающей приблизительно 40% циклогексанола и приблизительно 60% бутанола.
В одном воплощении способ получения поверхности с покрытием включает введение допирующего вещества в раствор предшественника, содержащего ионы металла, что приводит к получению допированного раствора предшественника, содержащего ионы металла. В некоторых воплощениях допирующее вещество включает силан, фторсилан или фторалкилсилан (ФАС). Неограничивающие примеры фторалкилсилана включают тридекафтор-1,1,2,2-тетрагидрофтороктилтрихлорсилан и гептадекафтор-1,1,2,2-тетрагидродецилтриметоксисилан. В одном воплощении допированное фторсиланом соединение включает растворитель и фторсилановое допирующее вещество. Не ограничиваясь какой либо теорией, авторы данной заявки предполагают, что количество атомов фтора и длина основной полимерной цепи допирующего вещества может иметь значение для эффективной гидрофобности покрытия, образованного с помощью допированного раствора предшественника, содержащего ионы металла.
В одном воплощении допирующее вещество включает гептадекафтор-1,1,2,2-тетрагидродецилтриметоксисилан. Данное соединение содержит 17 атомов фтора, которые придают высокую гидрофобность нанесенному покрытию. В одном воплощении количество присутствующего в растворе ФАС составляет от приблизительно 2 мольн.% до приблизительно 32 мольн.% от количества содержащего ионы металла предшественника. В одном воплощении количество ФАС, присутствующего в растворе предшественника, содержащего ионы металла, составляет приблизительно 4 мольн.% от количества содержащего ионы металла предшественника. В одном воплощении обнаружено, что 4 мольн.% допирующего гептадекафтор-1,1,2,2-тетрагидродецилтриметоксисилана относительно циркония в растворе Zr-Ac-Ac в спирте обеспечивает оптимальные эксплуатационные свойства и минимальные потери фтора в течение срока службы покрытия. В одном воплощении способа ФАС добавляют в раствор при комнатной температуре и смешивают в течение некоторого промежутка времени. В одном воплощении смешивание ФАС с раствором предшественника, содержащего ионы металла, осуществляют в течение по меньшей мере приблизительно 4 часов, для обеспечения его распределения в предшественнике.
В одном воплощении в покрытии, нанесенном на поверхность с использованием допированного раствора предшественника, содержащего ионы металла, протекает реакция гидролиза-конденсации с образованием полимерного металлорганического гибридного покрытия на поверхности. В одном воплощении поверхность с покрытием используют в качестве гидрофобного покрытия для конкретных применений. В еще одном воплощении нанесенное на поверхность покрытие частично преобразуют посредством термообработки для дополнительного повышения функциональности гидрофобного покрытия. В общем, термообработка нанесенного покрытия до высокой температуры и в течение длительного времени приводит к потерям фтора и, таким образом, снижению гидрофобности покрытия. Например, термообработка покрытия при температурах свыше приблизительно 350°С в течение более приблизительно 5 мин может привести к потерям фтора из покрытия и, следовательно, к ухудшению гидрофобных свойств покрытия. Однако авторы обнаружили, что неполное преобразование покрытия посредством термообработки поверхности с покрытием улучшает свойства поверхности с покрытием. Термообработку можно осуществлять при температуре менее приблизительно 350°С. В одном воплощении термообработку поверхности с покрытием осуществляют при температуре от приблизительно 200°С до приблизительно 325°С. В конкретном воплощении покрытие подвергают термообработке при температуре 250°С. Время термообработки может составлять от приблизительно 2 мин до приблизительно 45 мин. В одном воплощении термообработку осуществляют в течение менее приблизительно 30 мин. В одном воплощении термообработку осуществляют в течение менее приблизительно 15 мин. Термообработанная и частично преобразованная поверхность может обладать улучшенной гидрофобностью, улучшенной адгезией покрытия к поверхности, улучшенной надежностью в условиях эксплуатации, повышенным сроком службы и повышенным сопротивлением абразивному износу, по сравнению с поверхностью сразу после нанесения покрытия из раствора. Более того, обнаружено, что сопротивление смачиванию термообработанной поверхности возрастает под воздействием пара. Это может быть обусловлено снижением гистерезиса угла смачивания поверхности каплями воды.
В одном воплощении обеспечивают изделие 30, как показано на Фиг.2. Изделие 30 включает деталь 32, содержащую поверхность 34 с покрытием. Поверхность 34 с покрытием включает покрытие 36, содержащее фторсилановое соединение иона металла.
В одном воплощении покрытие 36 на детали 32 получают с использованием стадий способа, описанных выше. В одном воплощении покрытие 36 детали 32 имеет толщину от приблизительно 200 нм до приблизительно 1 мкм. Деталь 32 изделия 30 может иметь внутреннюю и внешнюю поверхности, и покрытие 36 наносят на внутреннюю поверхность, внешнюю поверхность или на обе поверхности. В одном воплощении деталь 32 с покрытием представляет собой трубу конденсатора, как показано на Фиг.2. Трубу 32 конденсатора с покрытием можно использовать в паровой турбине, при этом конденсатор снабжен входом 40 для пара, выходом 42 для конденсата, входом 44 для охлаждающей жидкости и выходом 46 для охлаждающей жидкости. С использованием поверхности 36, снабженной вышеописанным покрытием, полученным вышеописанным способом, эффективно осуществляют перенос тепла пара путем обеспечения лучшей площади взаимодействия поверхность-пар, благодаря растеканию капель воды на поверхности трубы конденсатора.
Пример
Следующий пример приведен для иллюстрации способов, материалов и результатов, соответствующих конкретным воплощениям, и не ограничивает область защиты изобретения. Как понятно специалисту в данной области техники, возможны различные изменения, добавление или исключение отдельных стадий, в пределах области защиты изобретения.
На Фиг.3-7 представлены стадии нанесения покрытия на поверхность для одного воплощения. На Фиг.3 описаны обычные стадии приготовления раствора предшественника, содержащего ионы циркония. Используемая реакционная установка включала круглодонную колбу, верхнеприводную мешалку, обратный холодильник, загрузочное отверстие и нагревательную рубашку. Предшественник Zr-Ac-Ac брали в количестве, требующемся для нанесения покрытия на трубу конденсатора, и разделяли на 3 части. Спиртовую смесь нагревали на водяной бане. В одном примере смесь бутанола и циклогексанола использовали в качестве растворителя. Циклогексанол отмеряли и нагревали на водяной бане для расплавления, а затем его вводили в реакционную емкость. Бутанол разделяли на 4 части и одну часть бутанола добавляли в реакционную емкость. Первую часть предшественника Zr-Ac-Ac добавляли в реакционную емкость. Контейнер, в котором хранили эту часть Zr-Ac-Ac, промывали одной частью бутанола и добавляли в реакционную емкость. Начинали перемешивание содержимого реакционной емкости при скорости перемешивания приблизительно 75 об/мин. По прошествии времени, достаточного для растворения первой части, добавляли вторую часть Zr-Ac-Ac в реакционную емкость и промывали контейнер другой частью бутанола. Продолжали перемешивание приблизительно при 75 об/мин и температуру медленно увеличивали приблизительно до 145°С. Оставшуюся часть предшественника Zr-Ac-Ac медленно добавляли при непрерывном нагревании и перемешивании. Остаток Zr-Ac-Ac добавляли, промывая контейнер оставшейся частью бутанола. Поддерживали температуру реакционной емкости 145°С. Перемешивание продолжали, реакционную емкость герметично закрывали и начинали нагревание с обратным холодильником. Нагревание с обратным холодильником продолжали в течение приблизительно 36 часов. Когда раствор стабилизировался, он приобретал прозрачный красновато-желтый цвет. Раствор охлаждали до комнатной температуры.
На Фиг.4 описано допирование раствора Zr-Ac-Ac фторсиланом. Убедившись в стабильности раствора путем наблюдения за его цветом в течение нескольких часов, раствор перемешивали со скоростью приблизительно 75 об/мин. Соединение C13H13F17O3Si в количестве, эквивалентном приблизительно 4 мольн.% циркония, медленно добавляли в реакционную емкость. Систему с обратным холодильником закрывали и перемешивание продолжали при комнатной температуре в течение приблизительно 4 часов. Содержимое перемещали в ванну для нанесения покрытия погружением, чтобы нанести покрытие на трубу конденсатора.
На Фиг.5 описана подготовка трубы конденсатора для нанесения покрытия. Трубу визуально осматривали внутри и снаружи для выявления дефектов и проверяли ее прямолинейность. Трубу погружали в промывочную ванну с ацетоном, затем вытирали чистой ветошью и размещали в держателе для нанесения покрытия. Поверхность трубы гидроксилировали протиранием ветошью, пропитанной 10% перекисью водорода, смешанной с чистым этанолом. Трубу выдерживали для просушки в течение 5 мин перед нанесением покрытия.
На Фиг.6 описан способ нанесения покрытия на трубу конденсатора. Один конец трубы соединяли с зажимной муфтой, а с другого конца вставляли резиновую пробку. Зажимная муфта выполнена с возможностью скольжения по опорному элементу. Трубу медленно погружали в ванну с допированным раствором Zr-Ac-Ac для нанесения покрытия, выдерживали в течение приблизительно 10 с, медленно вынимали из покрывающего раствора и оставляли для сушки. Нижний конец погружали в содержащую ацетон промывочную емкость, чтобы удалить покрывающий раствор с небольшого участка и оставляли для сушки. Резиновую пробку и зажимы снимали с покрытой трубы.
Авторы обнаружили, что при нанесении методом погружения допированного раствора предшественника, содержащего ионы металла, на трубу, скорость погружения трубы в раствор влияет на однородность, толщину и гидрофобность поверхностей с покрытием. Скорость менее приблизительно 3 см/мин может приводить к получению неоднородного покрытия и снижению статического угла смачивания поверхности каплями воды. Скорость более приблизительно 15 см/мин может обеспечить снижение статического угла смачивания поверхности каплями воды. Обнаружено, что скорость погружения от приблизительно 3 см/мин до приблизительно 15 см/мин предпочтительна для достижения однородности, благоприятного статического угла смачивания и пониженного гистерезиса угла смачивания. В одном из воплощений скорость погружения приблизительно 10 см/мин обеспечивала получение однородного покрытия со статическом углом смачивания каплями воды приблизительно 115° и гистерезисом приблизительно 45° на поверхности с покрытием.
На Фиг.7 представлена стадия термообработки трубы с покрытием. В печи поддерживали температуру приблизительно 250°С и трубу конденсатора располагали внутри печи с использованием держателя. Трубу выдерживали приблизительно при 250°С в течение приблизительно 15 мин, затем извлекали из печи, и оставляли остывать до комнатной температуры. Таким образом, термообработка данного покрытия включала в себя быстрый нагрев в воздушной атмосфере печи, короткую выдержку при температуре и последующее быстрое охлаждение на открытом воздухе.
Как большой угол смачивания, так и низкий гистерезис могут быть необходимы для эффективного переноса тепла посредством капельной конденсации пара. Стальные поверхности без покрытия, на которых проходила пленочная конденсация, имели углы смачивания до 80° с гистерезисом приблизительно 60°. Покрытия по некоторым воплощениям настоящего изобретения имели углы смачивания более приблизительно 95° с гистерезисом менее приблизительно 50°.
Частичное преобразование нанесенного на поверхность покрытия путем регулируемой термообработки обеспечило благоприятные свойства теплопереноса изделий, включающих поверхности с покрытием. На Фиг.8 представлена адгезионная прочность термообработанного и частично преобразованного покрытия в зависимости от температуры термообработки для плоской поверхности из нержавеющей стали с нанесенным кистью покрытием. Адгезионные испытания осуществляли путем отрывания гвоздя, приклеенного эпоксидным клеем к поверхности с покрытием. Как видно на чертеже, адгезионная прочность возрастает по мере увеличения температуры термообработки. Адгезионная прочность поверхности, которую подвергали термообработки при 250°С возрастала приблизительно в 10 раз по сравнению с необработанной поверхностей с покрытием.
На Фиг.9 представлено изменение статического угла смачивания водой поверхности с покрытием в зависимости от условий термообработки. Как видно, статический угол смачивания изменяется в зависимости от температуры и времени термообработки, причем в данном примере максимум наблюдали при температуре приблизительно 250°С и времени обработки приблизительно 30 мин.
Экспериментально наблюдали, что частично преобразованная поверхность с покрытием, полученная путем термообработки поверхности при температуре, большей или равной приблизительно 200°С, выдерживала воздействие пара и обеспечивала капельную конденсацию. Угол смачивания для капли воды оставался стабильным, тогда как гистерезис угла смачивания уменьшался на приблизительно 10-30° при воздействии пара. Гистерезис на такой трубе обычно составлял менее приблизительно 50° и в экспериментах оказывался равным приблизительно 30-40° перед воздействием пара и 20-30° после воздействия пара. Падение гистерезиса является преимуществом для улучшения переноса тепла поверхностей с покрытием.
Гидрофобные свойства покрытия, полученного таким образом, приводят к капельной конденсации пара на трубах конденсатора с покрытием. Этот режим конденсации приводит к повышенному теплопереносу, вследствие непрерывного роста и растекания капель, в отличие от образования пленки на гидрофильных поверхностях. Покрытие при воздействии пара приблизительно в течение 3500 ч сохраняло свой гидрофобные свойства и показало очень низкий гистерезис угла смачивания. Следовательно, растекались капли очень малых размеров и теплоперенос улучшался.
На трубы наносили покрытие, как описано выше, и улучшение общего теплопереноса измеряли при давлениях пара и числах Рейнольдса охлаждающей жидкости, аналогичных этим величинам для действующих конденсаторов. Общий коэффициент теплопереноса увеличивался приблизительно в 1,4 раза по сравнению со стальными трубами без покрытия. Таким образом, покрытие показало значительное улучшение теплопереноса в среде конденсатора пара.
Хотя изобретение описано подробно только на основе ограниченного количества воплощений, следует понимать, что изобретение не ограничено такими воплощениями. Напротив, изобретение может быть модифицировано путем включения любого количества изменений, замещений или равноценных устройств, не описанных выше, при условии, что они соответствуют сущности и объему защиты изобретения. Кроме того, хотя описаны различные воплощения изобретения, следует понимать, что аспекты изобретения могут включать только некоторые описанные воплощения. Соответственно, изобретение ограниченно не приведенным описанием, а только областью, определенной в приложенной формуле изобретения.
Реферат
Изобретение относится к способам получения покрытия на поверхности детали с помощью допированного раствора предшественника, содержащего ионы металла. Согласно одному варианту способа осуществляют нанесение допированного фторсиланом раствора указанного предшественника на поверхность детали, причем указанный раствор содержит более 0,6 мол.% указанного предшественника в растворителе, содержащем спирт. В соответствии с вторым вариантом способа осуществляют нанесение допированного (гептадекафтор-1,1,2,2-тетрагидродецил)триметоксисиланом раствора указанного предшественника на поверхность детали, причем указанный раствор содержит более 0,6 мол.% указанного предшественника в растворителе, содержащем спирт, и термообработку поверхности с покрытием при температуре от 200°С до 300°С в течение 30 мин. Получено эффективное недорогое средство, обеспечивающее поверхностям сопротивление смачиванию. 2 н. и 8 з.п. ф-лы, 9 ил., 1 пр.
Комментарии