Способы и устройство для получения продуктов из распыленных металлов и сплавов - RU2608857C2
Код документа: RU2608857C2
Чертежи
























Описание
ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к плавке, распылению, обработке металлов и сплавов, а также к получению продуктов из металлов и сплавов с помощью распыляемых металлов и сплавов.
УРОВЕНЬ ТЕХНИКИ
[0002] Металлы и сплавы, такие как, например, железо, никель, титан, а также сплавы на основе данных металлов часто используются в различных областях инженерно-технического обеспечения, где мелкозернистые микроструктуры, гомогенность, и/или составы, главным образом не содержащие дефектов, являются предпочтительными или необходимыми. Такие проблемы, как нежелательный рост зерен и расслоение в металле, отливках сплавов и слитках могут быть нежелательными для конечного использования, а также могут существенно увеличить затраты, связанные с созданием сплавов высокого качества. Традиционные способы получения сплавов, такие, как вакуумная индукционная плавка, электрошлаковый переплав, а также вакуумно-дуговой переплав могут использоваться для снижения количества примесей и загрязнителей в отливках сплавов. Однако, в различных случаях, традиционные способы получения сплавов методом плавки и ковки не могут быть использованы для получения сплавов, имеющих мелкозернистую гомогенную микроструктуру и/или-составы, практически лишенных дефектов, необходимых или востребованных для разнообразных инженерно-технических применений, где такие характеристики являются критически важными.
[0003] Способы порошковой металлургии могут давать возможность получения металлов и сплавов, содержащих мелкозернистые микроструктуры, которые не могут быть получены с помощью способов получения сплавов методом плавки и ковки. Однако способы порошковой металлургии являются более сложными по сравнению со способами получения сплавов методом плавки и ковки, а также могут давать металлы и сплавы, имеющие относительно высокие уровни пор и пористости. Способы порошковой металлургии также обладают возможностью вводить примеси и загрязнители в продукты из металлов и сплавов во время производства, обработки, а также переработки порошкового сырья, используемого для получения продуктов.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0004] В неограничивающем варианте реализации изобретения, способ, в соответствии с настоящим изобретением, включает производство, по меньшей мере, одного потока жидкого сплава, а также ряда капель жидкого сплава. Заряженные электрически частицы жидкого сплава получают бомбардировкой электронов, по меньшей мере, одного потока жидкого сплава и ряда капель жидкого сплава с целью распыления жидкого сплава. Частицы электрически заряженного жидкого сплава ускоряются с помощью, по меньшей мере, одного из воздействующих полей: электростатического или электромагнитного. Частицы жидкого сплава охлаждаются до температуры ниже температуры перехода в твердое состояние частиц жидкого сплава, так что частицы жидкого сплава затвердевают во время ускорения. Твердые частицы сплава впрессовываются в подложку, где впрессованные частицы деформируются и металлургически сцепляются с подложкой для получения твердосплавной заготовки.
[0005] Подразумевается, что техническое решение, раскрытое и изложенное в этом описании, не ограничивается вариантами реализации, представленными в нем.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0006] Различные свойства и характеристики неограничивающих и неисчерпывающих модификаций, раскрытые и отображенные в настоящем описании изобретения могут быть лучше поняты благодаря ссылкам на сопроводительные чертежи, в которых:
[0007] Фиг. 1 схематически иллюстрирует систему производства сплава;
[0008] Фиг. 2 является принципиальной схемой распыляющего устройства, в котором в основном поток электронов прямоугольной формы получают в потоке жидкого сплава, проходящего через распыляющее устройство;
[0009] Фиг. 3 является принципиальной схемой распыляющего устройства, в котором сканирующее устройство дает поток электронов в потоке жидкого сплава, проходящего через распыляющее устройство;
[0010] Фиг. 4 является принципиальной схемой распыляющего устройства, в котором электроны используются для получения потока электронов в потоке жидкого сплава, проходящего через распыляющее устройство, получают из наружной поверхности частицы;
[0011] Фиг. 5 является принципиальной схемой распыления капель жидкого сплава в распыляющем устройстве с электронным пучком;
[0012] Фиг. 6, 7, 7A, 8, 8A, 9, и 9A являются принципиальными схемами систем устройства, скомпонованных для получения заготовки сплава с помощью способа образования твердых мелких частиц;
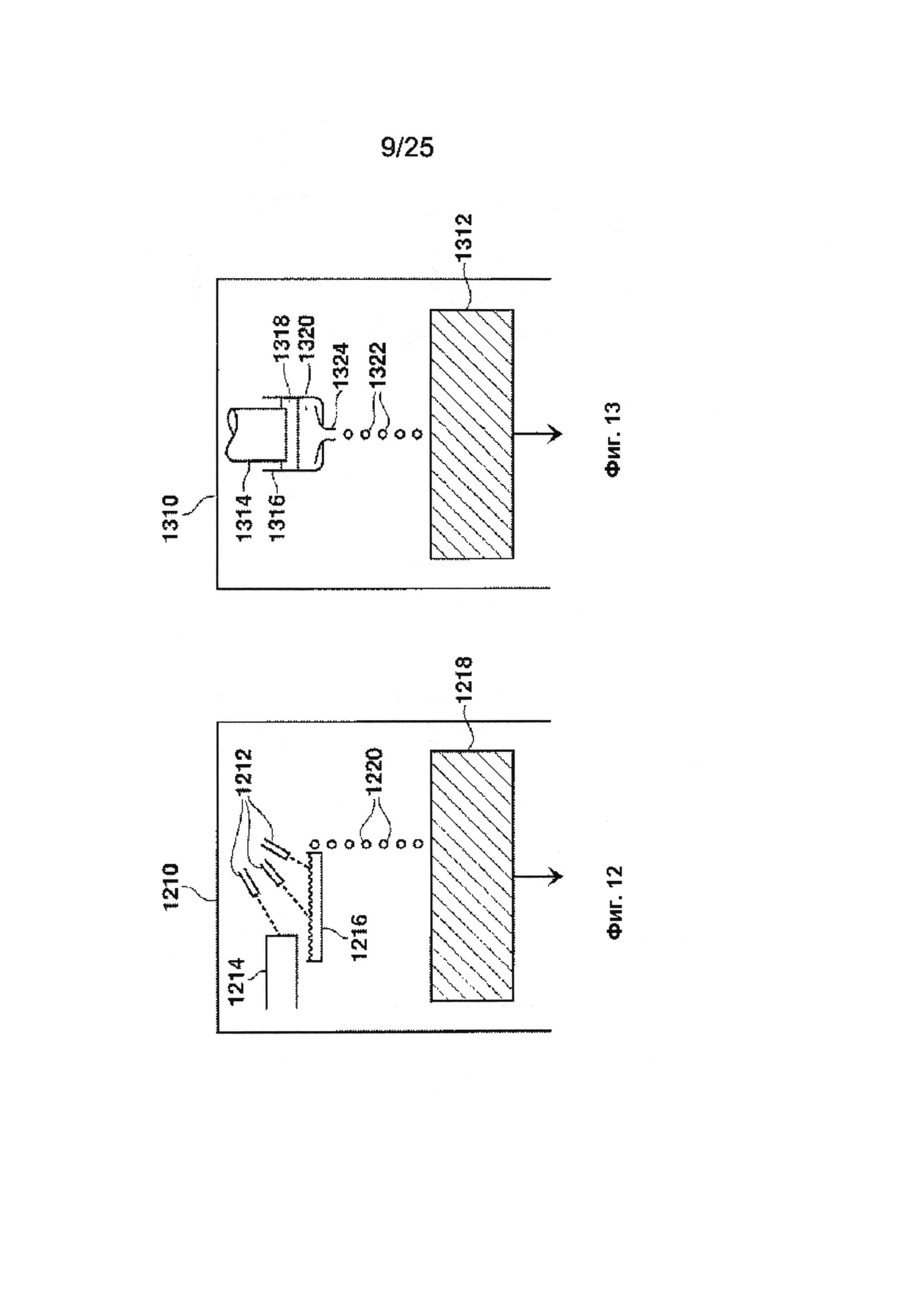
[0013] Фиг. 10-13 являются принципиальными схемами плавильных устройств, с помощью который получают жидкий сплав;
[0014] Фиг. 14-17 и 17A являются принципиальными и схемами систем и устройства, скомпонованных для получения заготовки сплава с помощью способа образования твердых мелких частиц;
[0015] Фиг. 18 является блок-схемой способа образования твердых мелких частиц;
[0016] Фиг. 19A-19F являются принципиальными и схемами, вместе изображающими систему образования твердых мелких частиц, осуществляющую способ образования твердых мелких частиц;
[0017] Фиг. 20 является принципиальной схемой различных составляющих испускающего ионы плазменного эмиттера;
[0018] Фиг. 21 является принципиальной схемой электроннолучевого плавильного устройства с охлаждаемым подом печи, включающего множественные испускающие ионы плазменные эмиттеры;
[0019] Фиг. 22 схематически иллюстрирует различные составные части проволочного разрядника ионно-плазменного излучателя;
[0020] Фиг. 23 схематически иллюстрирует устройство электронно-лучевой плавки, содержащее проволочный разрядник ионно-плазменного излучателя;
[0021] Фиг. 24 иллюстрирует в перспективе испускающей ионы плазменный эмиттер;
[0022] Фиг. 25 является принципиальной схемой, иллюстрирующей работу испускающего ионы плазменного эмиттера, изображенного на Фиг. 24; и
[0023] Фиг. 26 является принципиальной схемой электроннолучевого плавильного устройства с охлаждаемым подом печи, включающего множественные испускающие ионы плазменные эмиттеры.
[0024] Читатель оценит вышеупомянутые детали, как и все прочие, принимая во внимание подробное описание различных неограничивающих и неисчерпывающих модификаций согласно настоящему изобретению.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0025] Различные варианты реализации изложены и проиллюстрированы в настоящем описании изобретения, с целью обеспечения общего понимания структуры, назначения, работы, производства, а также использования раскрытого в изобретении способа и продуктов. Подразумевается, что различные модификации, отображенные и проиллюстрированные в настоящем описании изобретения являются неограничивающими и неисчерпывающими. Таким образом, изобретение не ограничено описанием различных неограничивающих и неисчерпывающих вариантов реализации, раскрытых в настоящем описании изобретения. Наоборот, изобретение определяется только формулой. Признаки и характеристики, проиллюстрированные и/или отображенные в связи с различными модификациями, могут сочетаться со свойствами и характеристиками других модификаций. Подобные модификации и вариации предусмотрены для включения в объем описания данного изобретения.
По существу, формула изобретения может быть исправлена с целью перечисления любых свойств или характеристик описанных определенно или по существу, или определенно или по существу поддерживаемых в настоящем описании изобретения. Дополнительно, заявитель оставляет за собой право вносить изменения в формулу с целью однозначного отказа от притязаний на признаки или характеристики, которые могли быть известны из предшествующего уровня техники. Таким образом, любые такие поправки соответствуют требованиям 35 U.S.С. § 112, первый абзац, и 35 U.S.С. § 132(a). Различные модификации, раскрытые и отображенные в настоящем описании изобретения могут включать в себя, состоять из или состоять по существу из свойств и характеристик, как по-разному описано в настоящем изобретении.
[0026] Любой патент, публикация, или другой раскрывающий материал, указанный здесь, включен в виде ссылки в полном объеме, если иное не указано, однако, лишь в той его части, которая не противоречит существующим определениям, утверждениям или другим раскрывающим материалам, прямо следующим из данного описания изобретения. По существу, и в необходимой степени, точное раскрытие, как изложено в настоящем описании изобретения, заменяет собой любой противоречащий материал, включенный в виде ссылки в данное изобретение. Любой материал или его часть, которые необходимо включить в виде ссылки в настоящее описание изобретения, но который противоречит определениям, утверждениям, или другим раскрывающим материалам, изложенным в данном изобретении, включается только в той его части, которая не ведет к возникновению конфликта между данным включенным материалом и существующим раскрывающим материалом. Заявитель оставляет за собой право вносить поправки в настоящее описание изобретения с целью точно излагать любой пункт изобретения или его часть, включенные в виде ссылки в данном изобретении.
[0027] Ссылки по всему тексту данного описания на всевозможные неограничивающие варианты реализации изобретения и тому подобное, означают, что определенные признаки или характеристика могут быть включены в вариант реализации. Таким образом, использование фразы "в различных неограничивающих вариантах реализации" или тому подобное, в настоящем описании изобретения не обязательно относится к общему варианту реализации изобретения, и может относиться к различным вариантам реализации изобретения. Дополнительно, отдельные признаки или характеристики могут сочетаться любым подходящим способом в одной или более его модификациях. Таким образом, отдельные свойства или характеристики, проиллюстрированные или описанные в связи с различными модификациями, могут сочетаться, полностью или частично, со свойствами или характеристиками одной или более модификаций без ограничения. Подобные изменения и вариации предусмотрены для включения в объем описания данного изобретения.
[0028] В настоящем описании изобретения, кроме тех мест, где указано иначе, все числовые параметры должны пониматься, как предопределенные и измененные во всех случаях с помощью термина "около", в котором числовые параметры обладают присущими им характеристиками изменчивости лежащих в основе методов измерения, используемых для определения числового значения параметра. По меньшей мере, и не как попытка ограничить применение теории эквивалентов к области формулы изобретения, каждый числовой параметр, отображенный в настоящем описании, должен, по меньшей мере, быть истолкован в свете количества указанных значимых цифр, а также с помощью стандартных приемов округления
[0029] При этом предусмотрено, что любой числовой ряд, упомянутый в настоящем описании изобретения, включает в себя все под-ряды с одинаковой числовой точностью в пределах упомянутого ряда. Например, ряд "от 1.0 до 10.0" будет включать все под-ряды между указанным минимальным значением 1.0 и указанным максимальным значением 10.0, каковыми являются, имеющие минимальное значение, больше или равное 1.0 и максимальное значение, меньшее или равное 10.0, такой как, например, от 2.4 до 7.6. Любое максимальное числовое ограничение, упомянутое в настоящем описании изобретения, будет включать все низшие числовые ограничения, отнесенные к данному изобретению, а также любое минимальное числовое ограничение, упомянутое в настоящем описании изобретения, будет включать все высшие числовые ограничения, отнесенные к данному изобретению. Соответственно, Заявитель оставляет за собой право вносить поправки в настоящее описание изобретения, включая формулу изобретения, точно указывать любой под ряд, отнесенный к ряду, точно указанному в данном изобретении. Все такие ряды намеревается по сути отобразить в настоящем описании изобретения так, чтобы внося поправки точно упоминать любой такой под-ряд, соответствующий требованиям 35 U.S.C. § 112, первый абзац, и 35 U.S.C. § 132(a).
[0030] Грамматические определения "один", "любой", и "этот", в качестве используемых в настоящем описании изобретения, будут включать "по меньшей мере один" или "один или более", если не указано другого. Таким образом, определения используются в настоящем описании изобретения, чтобы ссылаться на один или более, чем один из грамматических приведенных примеров. Как пример, "любой компонент" обозначает один или более компонентов, и, таким образом, возможно, более, чем один компонент рассматривается и может применяться или использоваться во время реализации описанных модификаций. Дополнительно, использование существительного в единственном числе включает использование множественного числа, а использование существительного во множественном числе включает использование единственного числа, за исключением случаев, когда контекст использования требует другого.
[0031] В различных критически важных прикладных задачах, компоненты должны производиться из сплавов, таких как, например, суперсплавы на основе никеля, в форме слитков большого диаметра, не имеющих значительной усадки металла. В таких слитках в значительной степени должна отсутствовать прямая и непрямая ликвация. Типичным проявлением прямой ликвации являются "черные точки", видимые металлографически как темные вытравленные области, содержащие больше растворенных элементов. Черные точки появляются из-за потока богатой растворенными веществами междендритовой жидкости в мягкой зоне расплавленного слитка во время твердения. Черные точки, например, в сплаве 718 содержат больше ниобия по сравнению со всей матрица сплава, обладают высокой плотностью, и, как правило, содержат фазу Лавеса. По существу, черные точки являются чрезвычайно нежелательными в сплавах, используемых в критически важных прикладных задачах.
[0032] "Белые пятна" являются типичным примером непрямой ликвации. Белые пятна видимы металлографически как светлые вытравленные области с низким содержанием растворимых элементов, таких, как ниобий в упрочняющем агенте. Белые пятна, как правило, делятся на дендритные, дискретные, а также белые пятна твердения. Поскольку существуют определенные допуски для дендритных пятен и белых пятен твердения, дискретные белые пятна являются основной проблемой, поскольку они часто связаны со скоплением оксидов и нитридов, которые могут воздействовать как места инициирования трещин в изделиях из литейных сплавов.
[0033] Слитки и заготовки, не содержащие в значительной степени прямой и непрямой ликвации, а также не имеющие черных точек, могут быть отнесены к слиткам и заготовкам "премиум качества". Слитки и заготовки премиум качества из суперсплава на основе никеля требуются в различных критически важных прикладных задачах, включающих, например, вращающиеся компоненты в авиационных турбин или турбин наземных электростанций, а также для других прикладных задач, в которых связанные усадкой металла металлургические дефекты могут привести к отказу компонент во время работы с катастрофическими последствиями. Как указано в данном изобретении, слиток или заготовка "не содержат в значительной степени" прямой и непрямой ликвации, когда такие типы усадки металла полностью отсутствуют или присутствуют в такой степени, что не делают слиток или заготовку непригодными для использования в критически важных прикладных задачах, таких, как использование для производства вращающихся компонентов авиационных турбин или турбин наземных электростанций.
[0034] Суперсплавы на основе никеля подвергаются значительной прямой и непрямой ликвации во время отливки включая, например, сплав 718 (US 07718) и сплав 706 (US 09706). Для того, чтобы свести к минимуму усадку металла во время отливки указанных сплавов для их использования в критически важных прикладных задачах, а также чтобы удостовериться, что литейный сплав не содержит вредных неметаллических включений, жидкий металлический материал соответствующим образом рафинируют перед заключительной отливкой. Способом рафинирования сплава 718, а также различных других склонных к усадке металла суперсплавов на основе никеля таких, как сплав 706, является способ "тройной плавки", который сочетает, последовательно, вакуумно-индукционную плавку (ВИЛ), электрошлаковое рафинирование/переплавку (ЭШП), а также вакуумно-дуговой переплав (ВДП). Однако слитки премиум качества большого диаметра указанных склонных к усадке металла материалов трудно получить с помощью ВДП-плавки, последней стадии в последовательности тройной плавки. В некоторых случаях, слитки большого диаметра собираются из отдельных компонентов, в которых зоны недопустимой усадки металла в слитках ВДП-отливки не могут быть выборочно удалены перед отливкой компонента. Следовательно, весь слиток или часть слитка нужно будет превратить в лом.
[0035] Возрастает потребность в слитках сплава 718, сплава 706, а также других суперсплавов на основе никеля таких, как сплав 600 (UNS N06600), сплав 625 (UNS N06625), сплав 720, и Waspaloy® (UNS N07001), большей массы и соответственно больших диаметров для решения различных возникающих прикладных задач. Такие прикладные задачи включают, например, вращающиеся компоненты больших наземных и авиационных турбин. Слитки большего размера необходимы не только для достижения конечного веса компонента экономичным способом, но и для облегчения необходимой термомеханической обработки с целью нужного расщепления структуры слитка и достижения всех конечных механических и структурных требований.
[0036] Плавка и отливка слитков суперсплава большого диаметра выделяет ряд основных металлургических и относящихся к обработке вопросов. Например, отвод тепла во время твердения расплава осложняется с увеличением диаметра слитка, что приводит к более длительному времени твердения и образованию более глубоких жидких лужиц. Это приводит к увеличению вероятности прямой и непрямой ликвации. Также, слитки большего размера и электроды ЭШП/ВДП могут создавать более высокое термическое напряжение во время нагревания и охлаждения. Сплав 718 является особенно склонным к появлению указанных проблем. Чтобы иметь возможность получать слитки ВДП большого диаметра приемлемого металлургического качества из сплава 718, а также из различных других склонных к усадке металла суперсплавов на основе никеля, необходимо разработать специализированные последовательности плавки и термической обработки. Одной из таких специализированных последовательностей плавки и термической обработки является описанная в Патенте США №6,416,564, который включена в виде ссылки в настоящее описание изобретения.
[0037] Несмотря на то, что способы порошковой металлургии могут использоваться для получения продуктов на основе сплавов премиум качества, таких, как слитки большого диаметра из суперсплава на основе никеля. Образование мелких капель является одним из способов порошковой металлургии, с помощью которых получают слитки суперсплава большого диаметра. Во время образования мелких капель, поток жидкого сплава распыляется с целью образования мелких брызг капель или частиц очищенного жидкого сплава. Далее частицы расплава направляются в сборник, где они сливаются и затвердевают в форме связанной, заготовка с почти одинаковой плотностью. В различных прикладных задачах, контролируемое движение сборника и распылителя, а также контроль процесса транспорта жидкого металла, позволяет получить заготовки большого размера высокого качества. Процесс образования мелких капель позволяет получать мелкозернистые гомогенные микроструктуры с равноосными зернами и более чем 98 процентов от теоретической плотности для широкого спектра сплавов. Однако в традиционном способе образования мелких капель, как правило, используется распыление с использованием столкновения потоков жидкостей, обладающее рядом недостатков.
[0038] При распылении с использованием столкновения потоков жидкостей, газ или жидкость бомбардировать с потоком жидкого металлического материала. Бомбардировку с использованием жидкостей или газов может вводить загрязнители в распыленный материал. Известно, что бомбардировку жидкостей не протекает в условиях вакуума, даже способы бомбардировку с использованием инертных газов могут вводить значительное количество примесей в распыленный материал. Разработаны различные способы распыления без столкновения жидкостей, которые могут проводиться в условиях вакуума. Настоящие способы включают, например, способы распыления, описанные в Патенте США №6,772,961 (ссылка указана в данном описании изобретения как "US-6,722,961"), который таким образом включен ссылкой в настоящее описание изобретения.
[0039] US-6,722,961 описывает способы, в которых капли жидкого сплава или поток жидкого сплава, полученные с помощью плавильного устройства, спаренного с регулируемым дозировочным устройством, быстро заряжаются электростатически с помощью приложения высокого напряжения к каплям при высокой скорости роста. Электростатические силы, установившиеся в заряженных каплях, вызывают разрыв капель или распыление на вторичные частицы меньшего размера. В одном из способов, описанном в US-6,722,961, первичные жидкие капли, полученные с помощью форсунки дозировочного устройства, обрабатываются электрическим полем электрода в форме кольца, прилегающего к нижней части потока форсунки. Электростатические силы, образовавшиеся в первичных каплях, превышают силы поверхностного натяжения частицы и приводят к образованию вторичных частиц меньшего размера. Дополнительные дающие электрическое поле электроды в форме кольца могут устанавливаться в нижней части потока в целях обработки вторичных частиц тем же способом, получая частицы расплава еще меньшего размера.
[0040] Распыление электронным пучком является еще одним способом распыления без столкновения жидкостей с целью образования капель расплавленного материала, который проводится в условиях вакуума. В целом, способ включает применение электронного луча для впрыскивания заряда в область потока жидкого сплава и/или ряда капель жидкого сплава. Как только область или капля накопит достаточный заряд, превышающий Рэлеевскую границу, область или капля становится неустойчивой и разрывается на мелкие частицы (т.е. распыляется). Способ распыления электронным пучком описан в Патентах США №6,772,961; 7,578,960; 7,803,212; а также 7,803,211; которые таким образом включены ссылками в настоящее описание изобретения.
[0041] US-6,722,961 также раскрывает способы, использующие электростатическое и/или электромагнитное поля для контроля ускорения, скорости и/или направления движения частиц жидкого сплава, образованных распылением в процессе получения заготовок в виде мелких капель или порошков. Как описано в US-6,722,961, такие способы обеспечивают существенный контроль в нижней части потока распыленного расплавленного материала и могут снизить излишнее напыление, а также другие потери материала, улучшить качество, а также повысить плотность твердой заготовки, полученной с помощью способов образования мелких капель.
[0042] Способы сбора распыленных расплавленных материалов в виде единичных заготовок включают образование мелких капель и отливку для создания зародышей. Что касается отливки для создания зародышей, специальная ссылка на нее указана в Патентах США №5,381,847; 6,264,717; а также 6,496,529, которые таким образом включены ссылкой в настоящее описание изобретения. В целом, отливка для создания зародышей включает распыление потока жидкого сплава, а затем направление образованных частиц жидкого сплава в литейную форму, имеющую заданную конфигурацию. Капли сливаются и затвердевают в виде единичного изделия, сконфигурированного с помощью формы, а расплав может дополнительно обрабатываться в заданное изделие. В целом, образование мелких капель включает направление распыленного расплавленного материала на поверхность, например, пластины или цилиндра для сливания, затвердевания, а также образования свободно стоящей заготовки, которая может дополнительно обрабатываться в заданное изделие.
[0043] Как указано выше, большинство способов плавки, распыления, а также обработки металлов и сплавов с целью получения твердых заготовок являются несовершенными в одном или более отношениях. Такие несовершенства включают, например, сложность процесса и его стоимость; существование высоких остаточных напряжений, полости, пористость, оксиды, и другие загрязнители в заготовке; потери в выходе продукции вследствие излишнее напыление; ограничения по применяемым металлам и сплавам; а также ограничения относительно необходимого размера. Настоящие несовершенства являются особенно проблематичными во время производства различных сплавов таких, как суперсплавы на основе никеля. Различные неограничивающие модификации, раскрытые и отображенные в настоящем описании изобретения направлены, частично, на способы, системы, а также устройства, которые позволяют преодолеть, по меньшей мере, некоторые указанных несовершенства, среди прочего, и предоставить улучшенные способы производства продуктов из металлов и сплавов таких, как, например, слитки большого диаметра и другие заготовки премиум качества.
[0044] Различные неограничивающие модификации, раскрытые и отображенные в настоящем описании изобретения, направлены, частично, на способы, системы, а также устройство плавка и распыления металлов и металлических (т.е. металлсодержащих) сплавов с целью получения распыленных расплавленных материалов, которые могут быть, по меньшей мере, частично затвердевшим в сплав частицами, используемыми для получения единичных и монолитных заготовок сплавов, и других изделий. В качестве используемого в данном изобретении, термин "сплав" относится как к металлам, так и металлическим сплавам - таким как, например, железо, никель, титан, кобальт, а также сплавам на основе данных металлов.
[0045] Различные неограничивающие модификации, раскрытые в данном изобретении могут использовать оборудование и способы, в которых применяются электроны для образования сплавов и/или распыления жидких сплавов с целью получения частиц жидкого сплава, затвердевших и образовавших твердые брызги для создания единичной и монолитной заготовки, а также других изделий из сплавов. В различных неограничивающих модификациях, способы, системы, а также устройство, раскрытое в данном изобретении, могут применяться в производстве заготовок и изделий из суперсплава на основе никеля, где способы плавки и ковки, тройная плавка, а также способы порошковой металлургии имеют сопутствующие недостатки, оговоренные выше.
[0046] В различных неограничивающих модификациях, способ образования твердых мелких частиц включает создания, по меньшей мере, одного потока жидкого сплава ряда капель жидкого сплава. Заряженные электрически частицы жидкого сплава получают с помощью столкновения электронов с, по меньшей мере, одним из потоков жидкого сплава и ряда капель жидкого сплава с целью распыления жидкого сплава. Заряженные электрически частицы жидкого сплава разгоняются, по меньшей мере, одним электростатическим полем и одним электромагнитным полем. Частицы жидкого сплава охлаждаются до температуры, ниже температуры перехода в твердое состояние частиц жидкого сплава; так что частицы жидкого сплава затвердевают во время разгона. Затвердевшие частицы сплава спрессовываются в подложку, в которой сжимаемые частицы деформируются и металлургически связываются с подложкой и друг с другом для получения заготовки твердого сплава.
[0047] Согласно Фиг. 1, различные неограничивающие модификации системы 100, скомпонованной для осуществления способа образования твердых мелких частиц, как описано в настоящем описании изобретения, включают: плавильное устройство 110, также именуемое как "плавильный аппарат" или "плавильная установка", которое дает, по меньшей мере, один поток или ряд капель жидкого сплава; распыляющее устройство с электронным пучком 112 (также ссылка в данном изобретении на "распыляющее устройство" или "распыляющий прибор"), которое распыляет жидкий сплав, полученный из плавильного устройства 110, и дает относительно мелкие частицы жидкого сплава; аппарат для образования поля 114 (также ссылка в данном изобретении на "устройство образования поля" или "аппарат образования поля"), который дает, по меньшей мере, одно электрическое поле и электромагнитное поле, которое воздействует, по меньшей мере, одним из способов ускорения разгона, ускорения, а также направление одной или более частиц сплава, полученного с помощью распыляющего устройства 112; и сборника 116, в котором затвердевшие частицы сплава ударяются, деформируются, а также металлургически связываются для создания заготовки.
[0048] В различных неограничивающих модификациях, способ образования твердых мелких частиц включает: генерирование потока жидкого сплава и/или ряда капель жидкого сплава в плавильном устройстве, который может в значительной степени не содержать керамики в тех частях плавильного устройства, которые находятся в соприкосновении с жидким сплавом; генерирование частиц жидкого сплава в распыляющем устройстве бомбардировкой электронами жидкого сплава, полученным в плавильном устройстве; генерирование, по меньшей мере, одного электрического поля и электромагнитного поля, в котором частицы жидкого сплава из распыляющего устройства взаимодействуют с полем, а поле воздействует, по меньшей мере, одним из способов разгона, ускорения, а также направления частиц жидкого сплава; охлаждение частиц жидкого сплава во время транспорта частиц из распыляющего устройства для создания частиц затвердевшего сплава; а также сбор частиц затвердевшего сплава в сборник в виде твердой заготовки.
[0049] В данном описании, термин "плавильное устройство" и подобные ему относится к источнику потока и/или ряда капель жидкого сплава, который может быть получен от зарядки исходного сырья, лома, слитка, расходуемого электрода, и/или другого источника сплава. Плавильное устройство находится в жидкостной связи с распыляющим устройством и снабжает его жидким сплавом. В плавильном устройстве могут в значительной степени отсутствовать керамические материалы в тех частях агрегата, которые находятся в соприкосновении с расплавленным материалом. В качестве используемой в данном изобретении, фразы "в значительной степени отсутствуют керамические материалы" и подобные ей, означает, что керамика или отсутствует в тех частях плавильного устройства, в которых расплавленный материал контактирует во время работы, или присутствует в части плавильного устройства, которая контактирует с жидким сплавом во время нормальной работы, однако так, что это не приводит к вовлечению проблемных количеств или размеров частиц керамики или включений в жидкий сплав.
[0050] В различных неограничивающих модификациях, может быть важным предотвратить или в значительной степени ограничить контакт между материалом жидкого сплава и керамическим материалом в плавильном устройстве, а также в других компонентах системы и устройства, описанных в данном изобретении. Это может быть связано с тем, что частицы керамики могут "вымываться" из керамических оснований и смешиваться с жидким сплавом. Частицы керамики, как правило, имеют боле высокую температуру точки плавления по сравнению с материалом жидкого сплава и могут встраиваться в полученные впоследствии заготовки. Встроившись в твердый продукт, частицы керамики могут ломать и вызывать трещины в продукте во время пластической усталости, например. Появившись, трещины могут расти и приводить к разрушению продукта. Таким образом, в зависимости от предполагаемого применения материала заготовка, например, могут быть небольшим или отсутствовать допуск присутствия частиц керамики в материале.
[0051] В металлургии плавки и ковки, частицы керамики со стадии вакуумно-индукционной плавки (ВИП) могут быть удалены во время стадии последующего вакуумно-дугового переплава (ВДП) или, когда применяется способ тройной плавки, во время электрошлакового рафинирования/переплавки (ЭШП) со стадиями ВДП. Таким образом, в различных неограничивающих модификациях, плавильное устройство может включать оборудование ВДП или ЭШП. Оксидная чистота керамики, достигнутая применением различных способов, может быть оценена методом полуколичественного анализа, известным как тест "кнопка ЭП", в котором зонд анализируемого материала плавится электронным пучком в тигле, а полученный осадок оксида измеряется на содержание оксида, присутствующего в наибольшем количестве.
[0052] В порошковой металлургии, порошок сплава застывает в продукт после конечного твердения, отсутствует какая-либо возможность дополнительного рафинирования продукта с целью удаления оксидов. Вместо этого, порошок просеивается и самая крупная фракция порошка, перерабатываемого в продукт, является той, которой соответствуют наименьшие дефекты, который часть разработчиков используют в своих критериях разработки. В разработке наиболее важных деталей авиационных двигателей из застывших металлических порошков, например, наименьший моделируемый дефект равен приблизительно 44 микрона и, таким образом, используются порошки, имеющие диаметр отверстий сита, не больший чем указанный. Для менее важных деталей авиационных двигателей, наименьший моделируемый дефект может быть приблизительно равен 149 микронам и, таким образом, используются порошки, имеющие диаметр отверстий сита, не больший, чем указанный.
[0053] Примеры способов плавки, в которых не вводят керамических включений и, которые могут быть включены в устройство или систему, скомпонованную для осуществления способа образования твердых мелких частиц, приведенные в настоящем описании изобретения, включают, не исчерпывая, указанный список: плавильные устройства, содержащие устройства для переплавки с вакуумным двойным электродом; плавильные устройства, содержащие сочетание направляющей холодной индукции и или устройство электрошлакового рафинирования/переплавки или устройство вакуумно-дугового переплава; плавильное устройства с плазменной дугой; плавильные устройства с электронным пучком; а также плавильные устройства с электронным пучком и охлаждаемым подом печи.
[0054] В качестве используемого в данном изобретении, термина "распыляющее устройство" и подобные ему относится к устройству, которое сталкивает, по меньшей мере, один поток электронов (т.е. электронный пучок) или поле электронов с жидким сплавом, полученным в плавильном устройстве. В качестве используемого в данном изобретении, "сталкивает" означает введение в контакт. Таким же образом, электроны передают результирующий негативный заряд области столкновения потока и/или сталкивающимся отдельным каплям жидкого сплава. Как рассмотрено в US-6,772,961 и ниже, как только заряд в капле или определенной области потока достигает достаточной величины, область или капля становится неустойчивой и разрывается (т.е. распыляется) на частицы жидкого сплава меньшего размера. В качестве используемого в данном изобретении "частицы жидкого сплава" относится к частицам, которые содержат некоторое количество расплавленного материала, но которые не обязательно являются полностью жидкими. В качестве используемой в данном изобретении фраза "частицы затвердевшего сплава" относится к частицам, находящимся при температуре ниже температуры перехода материала в твердое состояние и, таким образом, являются полностью твердыми.
[0055] В различных модификациях, распыляющее устройство может включать распыляющее устройство с электронным пучком, устройство, прибор, или подобные им. Как рассмотрено в US-6,772,961, распыляющее устройство с электронным пучком может быстро прилагать электростатический заряд к потоку или капле жидкого сплава. Распыляющее устройство с электронным пучком может быть скомпоновано так, что электростатический заряд, передаваемый жидкому сплаву, физически разрывает поток или каплю и образует одну или более частиц меньшего размера из жидкого сплава, распыляя таким образом материал. Распыление материала жидкого сплава с использованием быстрой электростатической зарядки бомбардировкой электронами может приводить к быстрому распаду сплава на относительно мелкие частицы вследствие силы электростатического отталкивания наложенных на материал. Точнее, область или капля жидкого сплава, быстро заряженная электростатически за пределами "Рэлеевской границы" такая, в которой электростатические силы в области или капле превышают поверхностное натяжение жидкого сплава и материал распадается на более мелкие частицы.
[0056] Рэлеевская граница относится к максимальному заряду, который может поддерживать материал до того, как силы электростатического отталкивания в материале превысят поверхностное натяжение, удерживающее материал вместе. Преимущества способа распыления с использованием бомбардировки электронами материала для установления отталкивания электростатических зарядов в нем включают возможность проводить способ в условиях вакуума. Таким же образом, химические реакции между материалом жидкого сплава и средой или распыляющей жидкостью может быть ограничено или устранено. Указанная возможность сопоставима с традиционным жидкостным распылением, в котором материал, будучи распыленным, обязательно контактирует с распыляющим газом или жидкостью и, как правило, проводится в атмосферном воздухе или в среде инертного газа.
[0057] Поток или капли жидкого сплава, распыленного с помощью распыляющего устройства, получают с помощью плавильного устройства в верхней части потока. Плавильное устройство может включать, например, дозатор, который создает необходимый поток или капли жидкого сплава. В различных неограничивающих модификациях, дозатор может включать камеру для расплава с отверстием. Пример такого дозатора показан в US-6,772,961, и таким образом включен ссылкой в настоящее описание изобретения. Поток и/или капли жидкого сплава выводятся или выходят из отверстия и направляются в нижнюю часть потока в распыляющее устройство. В различных неограничивающих модификациях, поток жидкого сплава или капли выходят из отверстия камеры для расплава под влиянием механического воздействия или давления. В различных неограничивающих модификациях, давление может быть на жидкий сплав в дозаторе плавильного устройства по величине больше, чем давление снаружи отверстия дозатора, что позволяет получить капли жидкого сплава из отверстия в дозаторе. Давление может изменяться циклически или изменяться так, чтобы выборочно влиять на течение потоков жидкого сплава и/или капель.
[0058] Различные неограничивающие модификации плавильного устройства могут разрабатываться с целью "предварительно заряжать" поток жидкого сплава или капли, которые двигаются к распыляющему устройству с результирующим негативным зарядом. Предварительная зарядка потока или капель может снизить величину негативного заряда, который необходимо создать в распыляющем устройстве с электронным пучком, чтобы превысить Рэлеевскую границу и распылить поток или капли на более мелкие частицы. Неограничивающий способ предварительной зарядки потока жидкого сплава или капель должен проводиться в плавильном устройстве при высоком негативном потенциале относительно других элементов целого устройства. Данное действие может осуществляться, например, с помощью электрического изолирования плавильного устройства от других элементов устройства с последующим повышением негативного потенциала плавильного устройства до высшего уровня с использованием источника электропитания, электрически спаренного с плавильным устройством. Другим неограничивающим способом предварительной зарядки является установка индукционного кольца или пластин в верхней части потока распыляющего устройства в точке, близкой к выходу из отверстия плавильного устройства. Кольцо или пластины могут быть скомпонованы так, чтобы индуцировать негативный заряд в каплях или потоке, направляемом вниз в распыляющее устройство. Распыляющее устройство может далее бомбардировать электронами предварительно заряженный материал дальнейшего создания негативного заряда и распыления материала.
[0059] В различных неограничивающих модификациях, распыляющее устройство может включать термоионный эмиттер с электронным пучком или похожее устройство. Эффект термоионной эмиссии, также известный как "эффект Эдисона", относится к потоку электронов (ссылка на "термоионы") с металлической поверхности, когда энергия термических колебаний становится больше электростатических сил, удерживающих электроны на поверхности. Эффект значительно возрастает с ростом температуры, но в определенной степени он всегда присутствует при температурах выше абсолютного нуля. Термоионный эмиттер с электронным пучком использует эффект термоионной эмиссии для получения потока электронов с определенной кинетической энергией.
[0060] Термоионные эмиттеры с электронным пучком, как правило, включают: (i) нагреваемую нить накаливания для получения электронов; и (ii) область разгона электронов, которая связана с катодом и анодом. Нить накаливания, как правило, состоит из проволоки тугоплавкого материала определенной длины, которая нагревается пропускаемым через нить накаливания электрическим током. Пригодные для получения нити накаливания материалы термоионного эмиттера с электронным пучком, как правило, имеют следующие свойства: низкий потенциальный барьер (рабочая функция); высокая температура точки плавления; стабильность при высоких температурах; низкое давление насыщенного пара; и химическая стойкость. Различные неограничивающие модификации термоионных эмиттеров с электронным пучком имеют нити накаливания, например, из вольфрама, гексаборида лантана (LaB6), или гексаборида церия (CeB6).
[0061] В термоионном эмиттере с электронным пучком, электроны "выкипают" с поверхности нити накаливания во время приложения достаточной термической энергии, полученной с помощью применяемого электрического тока. Электроны, полученные на нити накаливания, проходят через отверстие в катоде, и электрическое поле в области между положительно заряженным анодом и негативно заряженным катодом разгоняет электроны через зазор анода, где электроны проходят через отверстие в аноде с конечной энергией, соответствующей приложенному напряжению между электродами.
[0062] Для того, чтобы придать негативный заряд потоку жидкого сплава или каплям до уровня, необходимого для преодоления поверхностного натяжения, и распылить материал, капли или поток должны в течение конечного периода времени поддаваться воздействию потока электронов с достаточной энергией и интенсивностью. Распыляющее устройство может давать трехмерный поток электронов, который распространяется на достаточное расстояние по пути прохождения капель или потока через распыляющее устройство. Трехмерный поток электронов, в котором электроны пространственно распределены, может быть поставлен напротив точечного источника эмиттера с электронным пучком, в котором электроны фокусируются в узкий, по существу двумерный, луч. Трехмерное пространственное распределение бомбардирующих электронов увеличивает коэффициент полезного действия и эффективность бомбардировки и зарядки жидкого сплава, проходящего через распыляющее устройство под воздействием силы тяжести, например.
[0063] Не намереваясь быть связанным с какой-либо теорией, считается, что частицы сплава, распыленные электронным пучком, могут быть получены из расплавленных капель или потока с помощью одного или обоих следующих механизмов. В первом неограничивающем механизме, распыленные частицы последовательно срываются с поверхности капли или потока по мере наложения негативного заряда на каплю или поток. Во втором неограничивающем механизме, распыленные частицы образуются благодаря каскадному эффекту, при котором начальный жидкий поток или капля распадается на мелкие частицы, частицы, перезаряженные до негативного потенциала, и распадаются на более мелкие частицы, а процесс повторяется все время, пока электроны бомбардируют полученные более мелкие распыленные частицы. Независимо от физического механизма распыления, жидкий сплав должен поддаваться воздействию потока электронов на протяжении достаточного времени, чтобы накопить необходимый для разрыва материала негативный заряд.
[0064] Неограничивающее пространственное распределение электронов в потоке электронов, полученном в распыляющем устройстве, находится в форме цилиндра электронов. Продольная ось цилиндра может быть сориентирована в соответствии с общим направлением движения материала жидкого сплава через распыляющее устройство. Минимальная длина цилиндра (вдоль продольной оси), необходимая для полного распыления, будет зависеть от скорости движения материала жидкого сплава, проходящего через распыляющий агрегат, а также от энергии и интенсивности потока электронов в агрегате. Нецилиндрические по форме потоки электронов также могут использоваться, такие, как, например, поля, имеющие в поперечном сечении (сечение в направлении движения материала жидкого сплава через распыляющее устройство) прямоугольную, треугольную, или любую другую полигональную или иную связанную форму. В более общем виде, поля с любым сочетанием энергии, интенсивности, и трехмерной конфигурации являются пригодными и могут использоваться для распыления материала жидкого сплава. Различные неограничивающие модификации распыляющего устройства с электронным пучком для устройства, сконструированного в соответствии с представленным раскрытием предмета изобретения, обсуждаются ниже.
[0065] В различных неограничивающих модификациях, распыляющее устройство может включать нагреваемую вольфрамовую нить накаливания в качестве источника электронов. Электроны, испускаемые благодаря термоионному эффекту из нагреваемой вольфрамовой нити накаливания, могут управляться электростатическим и/или электромагнитным полями для создания пучка электронов прямоугольной формы. Пучок прямоугольной формы может проектироваться в камеру распыления, как правило, в виде трехмерного поля в форме параллелепипеда, в поперечном направлении относительно движения материала жидкого сплава через распыляющее устройство. Фиг.2 схематично иллюстрирует распыляющее устройство 210, включающее вольфрамовую нить накаливания 212, которая нагреваемый током источника электропитания 214. Нагреваемая нить накаливания 212 дает свободные электроны 216. Электроны 216 могут быть получены, например, с помощью термоионного эмиттера с электронным пучком.
[0066] Электронам 216 придают форму с помощью электростатического поля полученного пластинами 220 для создания трехмерного электронного пучка 222, имеющего, как правило, в поперечном сечении прямоугольную форму. Электронный пучок 222 проектируется внутрь распыляющего устройства 210 с целью получения, как правило, трехмерный поток электронов 226 в форме параллелепипеда. Капли жидкого сплава 230 распределенные в верхней части плавильного устройства 232 двигаются через поток электронов 226 и распыляются на более мелкие частицы 238 через разрыв из-за накопления негативного заряда. Распыленные частицы 238 проходят в направлении, указанном стрелкой, к сборнику (не показано).
[0067] В различных модификациях, устройства распыления могут включать приборы для получения электронов вместо или дополнительно к термоионным эмиттерам с электронным пучком. Например, в различных модификациях, распыляющее устройство может включать испускающий ионы плазменный электронный эмиттер, также известный, как проволочный ионный генератор с холодным катодом и/или плазменный ионный эмиттер. Испускающие ионы плазменные электронные эмиттеры создают поток электронов, имеющий, как правило, прямоугольную форму в поперечном сечении. Одним из преимуществ испускающего ионы плазменного электронного эмиттера является то, что он создает электронную эмиссию при температурах ниже, чем в термоионном электронном эмиттере. Электроны, полученные с помощью определенных устройств получения электронов или прибора в распыляющем устройстве, могут соответствующим образом регулироваться, например, с использованием электромагнитного и/или электростатического полей для образования луча электронов, имеющего подходящее поперечное сечение. Электронный пучок может далее проектироваться в камеру распыления поперек направления движения материала распыляемого жидкого сплава.
[0068] Фиг. 3 иллюстрирует другую неограничивающую модификацию распыляющего устройства 310. Одна или более вольфрамовых нитей накаливания 312 нагревается источником электропитания 314 и создает электроны 316, обладающие достаточной для распыления жидкого сплава энергией, бомбардирующие жидкий сплав. Электроны могут быть получены, например, с помощью термоионного эмиттера с электронным пучком. Электроны 316 могут регулироваться структурными элементами, такими, как, например, пластины 320 для образования дифузорного пятна 322. Сканирующее устройство 324 подает электронное пятно 322 с высокой скоростью подачи в область распыляющего устройства, через которую перемещается материал жидкого сплава, например, под воздействием силы тяжести. Воздействие высокой скорости подачи позволяет обеспечить образование трехмерного потока электронов 326, имеющего регулируемую форму, в камеру распыления распыляющего устройства 310, которое скомпоновано для распыления капель жидкого сплава 330, полученного в плавильном устройстве 332, до более мелких распыленных частиц 338. Распыленные частицы 338 проходят в направлении, указанном стрелкой, к сборнику (не показано).
[0069] Согласно Фиг. 4, распыляющее устройство 410 создает поток электронов, имеющий, как правило, прямоугольное поперечное сечение. Электроны создаются на поверхности, как правило, прямолинейной по длине вольфрамовой нити накаливания 412 нагреваемой источником электропитания 414. Указанный способ получения электронов сопоставим со способом получения электронов с помощью точечного источника, как правило, получаемым в электронно-лучевых пушках. Электроны 416, испускаемые поверхностью нити накаливания 412 могут регулироваться электростатическим и/или электромагнитным полями, таким как, например, поле, созданное пластинами 420, для создания луча 422, имеющего, как правило, прямоугольное поперечное сечение. Прямоугольный электронный пучок 422 может подаваться с высокой растровой скоростью сканирующим устройством в распыляющее устройство 410 для создания потока электронов, через который материал жидкого сплава 430 перемещается после его получения в плавильном устройстве 432.
[0070] В качестве альтернативы, как показано на Фиг. 4, прямоугольный электронный пучок 422 может быть спроектирован в распыляющее устройство 410 с помощью проектирующего устройства 424 для создания потока электронов 426, имеющего, как правило, прямоугольное поперечное сечение, через которое материал жидкого сплава 430 перемещается после образования в плавильном устройстве 432. Материал сплава 430 разрывается благодаря накопленному негативному заряду в распыляемых частицах 438, которые проходят в сборник (не показано) в направлении, указанном стрелкой.
[0071] В различных модификациях, распыляющее устройство может включать множественные источники электронов. Распыляющее устройство может также включать множественные регулирующие и проектирующие/направляющие электроны устройства для получения и контроля нужного потока электронов. Например, ряд термоионных или нетермоионных эмиттеров с электронным пучком или других источников электронов могут быть сориентированы в определенных угловых позициях (например, три эмиттера/источника под углом 120 градусов друг к другу) относительно направляющей движения материала жидкого сплава в камеру распыления и создавать трехмерный поток электронов, проектируя электроны из множественных источников на направляющую.
[0072] В различных модификациях, компоненты и свойства нескольких распыляющих устройств описанных выше модификаций, могут сочетаться. Например, согласно Фиг. 2 и 3, прямоугольный пучок 222 распыляющего устройства 210 может направляться растровым устройством 324 в распыляющее устройство 310 для создания потока электронов и распыления материала жидкого сплава. Относительно электронного пятна 322, относительно высокое характеристическое отношение растрования прямоугольного электронного пучка 222 может обеспечить большее трехмерное поле, расположенное вдоль направления движения материала жидкого сплава в камеру распыления.
[0073] В различных неограничивающих модификациях распыляющего устройства с электронным пучком, первое движение или поток электронов может бомбардировать материал жидкого сплава, выходящий из плавильного устройства, распыляя таким образом материал сплава на первичные частицы жидкого сплава, имеющие первый средний размер. Бомбардирование вторым потоком электронов первичных частиц может дополнительно распылить частицы до меньшего среднего размера. Дальнейшее уменьшение среднего размера может быть достигнуто бомбардировкой успешно распыленных частиц дополнительными электронными течениями или потоками. Таким же образом, можно осуществить нескольких улучшений размера, используя быструю электростатическую зарядка бомбардировкой электронами.
[0074] В различных неограничивающих модификациях, быстрая электростатическая зарядка электронным пучком применяется два, три, или больше раз вдоль направляющей до достижения конечного заданного среднего размера частиц жидкого сплава. Таким же образом, исходный размер капель жидкого сплава, полученных с помощью плавильного устройства, не требуется ограничивать размером конечных распыленных частиц, полученных в распыляющем устройстве. Множественными источниками электронов в таком порядке могут быть, например, отдельные термоионные эмиттеры с электронным пучком, проволочные ионные генераторы с холодным катодом и/или плазменные ионные эмиттеры.
[0075] В различных неограничивающих модификациях распыляющего устройства, капля или часть потока жидкого сплава проходит две или более стадии распыления для достижения эффективного уменьшения среднего размера полученных распыленных частиц. Данный способ может осуществляться, например, с помощью соответствующим образом направленных двух или более электронных пушек, или других источников движения, или потоков электронов вдоль направляющей в область между распыляющим устройством и сборником. Распыляющее устройство, имеющее указанную общую конструкцию, схематично изображено, как агрегат 500 на Фиг. 5. Плавильное устройство 512 включает дозатор 514, который создает каплю жидкого сплава 523a. Дозатор 514 может использовать, например, механическое устройство, давление, или силы тяжести для создания капли жидкого сплава 523a расплавленного материала, полученное из слитка, заряда, лома, и/или другого источника в плавильном устройстве 512.
[0076] Пушки для создания первичного электронного пучка 524a создают потоки электронов 525a, которые бомбардируют каплю 523a и передают капле негативный заряд. Электростатические силы, установившиеся в капле 523a, в конечном счете, превышают поверхностное натяжение капли, разрывая каплю и создавая первичные частицы жидкого сплава 523b. Вторичные пушки для создания электронных пучков 524b фокусируют потоки электронов 525b на первичные частицы жидкого сплава 523b, подобным образом передавая негативный заряд частицам и разрывая их на более мелкие вторичные частицы жидкого сплава 523c. Третичные пушки для создания электронных пучков 524c фокусируют потоки электронов 525c на вторичные частицы жидкого сплава 523c, также передавая негативный заряд частицам и разрывая их на еще более мелкие третичные частицы жидкого сплава 523d. В неограничивающей модификации указанного порядка, несколько пушек для создания электронных пучков являются термоионными пушками для создания электронных пучков, хотя любое другое подходящее устройство может быть использовано для создания подходящих потоков электронов, такое как, например, проволочный ионный генератор с холодным катодом и/или плазменный ионный эмиттер.
[0077] Как рассмотрено в US-6,772,961, включенном ссылкой в данное описание, "быстрая" электростатическая зарядка относится к зарядке до заданной величины от 1 до 1000 микросекунд, или любой под-ряд отнесенный к данному диапазону в данном изобретении, такой, как, например, 1-500 микросекунд, 1-100 микросекунд, или 1-50 микросекунд. Быстрая электростатическая зарядка жидкого сплава, полученного с помощью плавильного устройства, создает заряды, превышающие Рэлеевскую границу материала, и таким образом дает большое количество частиц жидкого сплава меньшего размера. Частицы могут иметь, как правило, одинаковый диаметр, например 5-5000 микрон, или любой под-ряд отнесенный к данному диапазону в данном изобретении, такой как например 5-2500 микрон или 5-250 микрон.
[0078] Распыляющее устройство создает частицы жидкого сплава, которые дополнительно обрабатываются для создания единичной и монолитной (т.е. состоящей из одного куска) заготовки. В качестве используемого в данном изобретении, термин "заготовка" относится к изделию, слитку, или другому изделию, полученному из собранных вместе металлургически связанных частиц затвердевшего сплава, полученного из распыленных частиц. В способы, системы, и устройстве, описанных в данном изобретении, весь сплав или часть частиц жидкого сплава, полученного с помощью распыляющего устройства, контролируются и затвердевают в нижней части потока распыляющего устройства и собираются в виде заготовки в сборнике. Например, в различных неограничивающих модификациях, система или устройство могут включать, по меньшей мере, один аппарат для создания поля, который создает электростатическое поле и/или электромагнитное поле, которое, по меньшей мере, частично присутствует в области нижней части потока распыляющего устройства. Электростатическое поле и/или электромагнитное поле, полученное с помощью аппарата для создания поля, могут быть структурированы и/или регулируемы таким образом, чтобы воздействовать, по меньшей мере, одним из способов разгона, ускорения, а также направления частиц жидкого сплава, которые взаимодействуют с полем.
[0079] В качестве используемого в данном изобретении, термин "аппарат для создания поля" относится к системе или устройству, которое создает и, необязательно, регулирует, одно или более электростатических и/или электромагнитных полей, которые могут использоваться для контроля, по меньшей мере, одним из способов разгона, ускорения, и направления жидких и затвердевших частиц сплава в область нижней части потока распыляющего устройства. Примеры устройства для создания поля, подходящие для использования в способах, системах, и устройстве, описанном в данном изобретении, описаны в US-6,772,961, который включен ссылкой в настоящее описание изобретения.
[0080] В качестве используемого в данном изобретении, термин "электростатическое поле" может относится к единичному электростатическому полю или к большему количеству (два или более) электростатических полей. Электростатическое поле может быть получен, например, зарядкой точки, пластины, или другого источника высокого потенциала. Также в качестве используемого в данном изобретении, термин "электромагнитное поле" может относится к единичному электромагнитному полю или к большему количеству электромагнитных полей. Электромагнитное поле может быть создано, например, проходящим через проводник электрическим током, такой как, например, катушка проводника.
[0081] В различных неограничивающих модификациях, аппарат для образования поля создает одно или более электростатических и/или электромагнитных полей, который взаимодействуют как непосредственно с частицами затвердевшего сплава, так и с различными областями производимой заготовки различное количество раз во время процесса получения изделия. Электростатические и/или электромагнитные поля могут также применяться непосредственно к частицам затвердевшего сплава, в участках производимой заготовки, где необходимо добавить или отвод тепла, таким образом воздействуя на макроструктуру заготовки. В осуществляемом создании твердых мелких частиц, форма одного или более электростатических и/или электромагнитных полей может также регулироваться с целью создания около-результирующей формы заготовки направлением частиц в заранее установленные области производимой заготовки различное количество раз во время процесса производства. Используя одно или более электростатических и/или электромагнитных полей с использованием аппарата для создания поля, представляется возможным повысить выход продукта процесса получения, а также улучшить (и контролировать) плотность полученной заготовки.
[0082] В различных неограничивающих модификациях, аппарат для образования поля создает электростатическое поле в области между распыляющим устройством и сборником, электрически спаривая сборник с источником электропитания постоянного тока высокого напряжение и заземляя распыляющее устройство. Установлено, что распыление электронным пучком может использоваться в способах, системах, и устройстве, описанных в данном изобретении, а также установлено, что распыленные частицы будут негативно заряжаться, негативная поляризация используется для того, чтобы негативно заряженные распыленные и затвердевшие частицы отталкивались от распыляющего устройство и притягивались к сборнику. Электростатическое поле может взаимодействовать с негативно заряженными частицами сплава, полученными с помощью распыляющего устройства, а частицы могут направляться под воздействие поля для перемещения в общем направлении линий электростатического поля. Указанное взаимодействие может использоваться для контроля одного или более разгона, ускорения, и направление жидких и затвердевших частиц сплава к сборнику.
[0083] Дополнительно к источнику электропитания постоянного тока высокого напряжения, аппарат для образования поля может включать один или более электродов, установленных в подходящих точках и с подходящих ориентациях так, что создают подходящее поле(я) между распыляющим устройством и сборником. Электроды могут быть размещены и скомпонованы в соответствии с формой электростатического поля между распыляющим устройством и сборником заданным способом. Электростатическое поле, созданное под воздействием одного или более электродов, может иметь форму, который направляет жидкие и затвердевшие частицы сплава заданным способом сборник.
[0084] Аппарат для образования поля может также включать большое количество источников электропитания постоянного тока с высоким напряжением, каждый функционально соединенный с одним или более электродами расположен в подходящей позиции и в подходящей ориентации между распыляющим устройством и сборником, и, который воздействует на форму электростатического поля, полученного с помощью аппарата для создания поля между распыляющим устройством и сборника зависимым от времени способом. Таким же образом, поле может регулироваться соответствующим образом, направляя частицы сплава, полученного с помощью распыляющего устройства to удаленные участки или места сборника, или производимой заготовки по завершению ее формирования.
[0085] Например, аппарат для образования поля, включающий большое количество электродов и связанные источники электропитания, может быть включен в систему или устройство, скомпонованное для получения твердых мелких частиц около твердых изделий результирующей формы, имеющих высокий плотности по сравнению с заготовками полученными традиционными способами образования мелких капель и отливки с созданием зародышей. В такой модификации, электростатическое поле может изменяться по силе и/или форме, соответствующим образом направляя затвердевшие частицы сплава в сборник.
[0086] В различных неограничивающих модификациях, электромагнитное поле может быть получено между распыляющим устройством и сборником с помощью одной или более магнитных катушек, установленных в промежутке между распыляющим устройством и сборником. Магнитные катушки могут быть электрически соединены с источником электропитания, который подает напряжение на катушки. Частицы сплава, полученного с помощью распыляющего устройства, могут быть направлены вдоль линий электромагнитного поля в сборник. Размещение и/или ориентация одной или более магнитных катушек могут быть скомпонованы так, чтобы направлять частицы в определенные участки или места сборника, или производимой заготовки. Таким же образом, частицы сплава могут направляться для повышения плотности заготовки или даже создания околорезультирующей формы заготовки во время образования твердых мелких частиц.
[0087] В различных неограничивающих модификациях, большое количество магнитных катушек может быть установлено между распыляющим устройством и сборником. Электромагнитные поля, полученные с помощью большого количества магнитных катушек, который могут быть по отдельности или вместе заряжены до различных интенсивностей магнитных полей, воздействуют на направление движения частиц сплава, полученного с помощью распыляющего устройства, направляя частицы в определенные предварительно заданные участки или места сборника, или производимой заготовки. Таким же образом, частицы сплава могут направляться в предварительно задан модели для литья для создания, например, твердых заготовок, имеющих околорезультирующую форму и/или относительно высокую плотность.
[0088] В различных неограничивающих модификациях, поля, полученные с помощью аппарата для создания поля, могут использоваться для улучшения или усовершенствования регулирования потоков, уже доступному благодаря использованию перемещаемых распыляющих форсунок в распыляющем устройстве. В различных неограничивающих модификациях, существенное регулирование потоков, достижимое только с помощью соответствующим образом регулируемой формы поля, направления, и/или интенсивности, может полностью заменить движение распыляющих форсунок в распыляющем устройстве.
[0089] В различных неограничивающих модификациях, все или часть частиц жидкого сплава, полученных с помощью распыляющего устройства и проходящих в или через поле(я), полученное с помощью аппарата для создания поля, собираются в сборник в виде твердой заготовки. В качестве используемого в данном изобретении, термин "сборник" относится к подложке, устройству, элементу, части или области подложки, устройства, элемента, или сборке элементов, скомпонованных для получения всех частиц или части затвердевших частицы сплава, полученных охлаждением частиц жидкого сплава, полученных с помощью распыляющего устройства. Не ограничивая примеры, сборник, который может быть включен в модификации системы или устройства, скомпонованных для осуществления способа образования твердых мелких частиц, включает целиком, часть или область камеры, литейную форму, пластину, оправку, или другую поверхность.
[0090] Сборник может удерживаться на нулевом потенциале или, в различных неограничивающих модификациях, на высоком положительном потенциале так, что притягивает негативно заряженные распыленные частицы, полученные с помощью распыляющего устройства. Система, проиллюстрированная на Фиг. 1, т.е. включающая плавильное устройство, распыляющее устройство, аппарат для образования поля, а также сборник, может быть скомпонована и функционировать для образования мелких твердых частиц слитка или другой твердой заготовки на поверхности сборника, которым в таком случае может быть, например, пластина или оправка. В различных неограничивающих модификациях, система или устройство, скомпонованные для образования мелких твердых частиц слитка или другой заготовки, могут включать сборник, содержащий пластину или оправку, которая может быть приспособлена для вращения или в противном случае перемещать к соответствующим образом сформированному твердому изделию заданной геометрической формы.
[0091] В различных неограничивающих модификациях, излишнее напыление частиц затвердевшего сплава снижается или устраняется соответствующей зарядкой сборника. Распыление жидкого потока и/или жидких частиц с использованием электронного пучка создает частицы, которые заряжены негативно следствие присутствия избытка электронов в распыленных частицах. При соответствующей зарядке сборника до положительной полярности, сборник будет притягивать частицы и таким образом значительно снижать или устранять излишнее напыление. Излишнее напыление является проблематичным недостатком традиционных способов образования мелких капель, который может приводить к значительному ухудшению выхода продуктов процесса.
[0092] Фиг. 6 схематично иллюстрирует различные элементы неограничивающей модификация устройства 600, скомпонованного для образования мелких твердых частиц твердой заготовки. Распыляющее устройство с электронным пучком 610 создает негативно заряженные частицы жидкого сплава 612. Электростатическое поле 614 получают между распыляющим устройством 610 и сборником 616. Распыляющее устройство 610 получает, по меньшей мере, один потока или ряд капель жидкого сплава плавильного устройства (не показано). Заряженные частицы жидкого сплава взаимодействуют с электростатическим полем 614, которое разгоняет частицы сплава 612 до сборника 616. Частицы жидкого сплава 612 затвердевают, создавая частицы затвердевшего сплава, проходя из распыляющего устройство 610 в сборник 616. Частицы затвердевшего сплава ударяться о сборник 616 и формируют твердую заготовку 618 на поверхности сборника 616. Воздействие поля на ускорение и/или направление частиц жидкого сплава 612 и, в свою очередь, затвердевшие частицы сплава, могут использоваться для снижения или устранения излишнего напыления от заготовки 618, таким образом увеличивая выход продукта процесса образования твердых мелких частиц, и по возможности также увеличивая плотность заготовки 618 относительно плотность возможной без использования агрегата для образования поля.
[0093] Фиг. 7 схематично иллюстрирует различные элементы неограничивающей модификации устройства 700, скомпонованного для осуществления способа образования твердых мелких частиц. Плавильное устройство 710 подает, по меньшей мере, один поток или ряд капель жидкого сплава в распыляющее устройство с электронным пучком 712, который создает аэрозоль из негативно заряженных частицы жидкого сплава 714. Электростатическое и/или электромагнитное поле 716 получают с помощью аппарата для создания поля между распыляющим устройством 712 и сборник соответствующей формы 718. Поле 716 взаимодействует с заряженными частицами жидкого сплава 714, разгоняя частицы 714 к сборнику 718. Частицы жидкого сплава 714 затвердевают и формируют частицы затвердевшего сплава 715, проходя из распыляющего устройства 712 в сборник 718. Частицы сплава 714/715 могут разгоняться сильнее, если сборник 718 поддерживает высокий положительный потенциал. Сила разгона и регулирование потоков, вызванные с помощью поля 716 у заряженных частиц 714/715 могут использоваться для повышения плотности твердой заготовки 720, и также могут быть использованы для создания околорезультирующей формы заготовки 720. Сборник 718 может быть стационарным, или приспособлен к вращению или в противном случае соответствующим образом перемещаться. Частицы затвердевшего сплава 715 ударяются о сборник 718, производимая заготовка 720, деформируется во время удара, а частицы металлургически связываются вместе для создания твердой заготовки 720.
[0094] Как показано на Фиг.7A, альтернативная неограничивающая модификация устройства 700 включает аппарат получения неравновесной плазмы, скомпонованный для создания неравновесной плазмы 722 в направлении движения жидких частиц 714 между двумя теплоотводящими электродами 724. Электроды 724 термически связаны с внешней термической массой 726 через диэлектрическую жидкость, которая циркулирует по трубопроводу 728 под воздействием насосов 730. Термическое спаривание между теплоотводящими электродами 724 и внешней термической массой 726 через диэлектрическую жидкость позволяет отводить тепло от жидких частиц 714 и связывать с термической массой 726. Неравновесная плазма 722 между теплоотводящими электродами 724 может быть получена, например, средствами тлеющего разряда переменного тока или коронирующего разряда. Неравновесная плазма 722 передает тепло жидкой частицы 714 двум теплоотводящим электродам 724, которые передают тепло внешней термической массе 726. Отвод тепла от частиц жидкого сплава 714 позволяет частицам затвердевать и формировать частицы затвердевшего сплава 715.
[0095] Системы и устройства передачи тепла, которые создают неравновесную плазму для передачи тепла к или от распыленных частиц жидкого сплава описаны в US-6,772,961, который включен ссылкой в настоящее описание изобретения. Системы и устройства передачи тепла, которые создают неравновесную плазму для передачи тепла к или от материалов сплава, также описаны в Патенте США N. 7,114,548, который, таким образом, включен ссылкой в настоящее описание изобретения.
[0096] Фиг. 8 схематично иллюстрирует различные элементы неограничивающей модификации устройства 800, скомпонованного для осуществления способа образования твердых мелких частиц. Плавильное устройство 810 обеспечивает, по меньшей мере, течение или ряд капель жидкого сплава к распыляющему устройству с электронным пучком 812. Плавильное устройство 810 необязательно может поддерживать высокий негативный потенциал, такой, как от произвольного источника электропитания 822, так, что негативно "предварительно заряженный" расплавленный материал перед тем, как он попадает в распыляющее устройство 812, таким образом снижая количество негативного заряда, который распыляющее устройство 812 должно передавать расплавленному материалу для его распыления. Указанное свойство "предварительной зарядки" также может использоваться в другой модификации, описанной в данном изобретении, с целью снизить количество негативного заряда, который следует добавить к расплавленному материалу для распыления в распыляющем устройстве.
[0097] Распыляющее устройство с электронным пучком 812 создает аэрозоль из заряженных частиц жидкого сплава 814. Электромагнитное поле 816 получают с помощью магнитных катушек 818 (показан не полностью). Заряженные частицы жидкого сплава 814 взаимодействуют с полем 816 и таким образом направляются к сборнику 820. Частицы жидкого сплава 814 затвердевают и формируют частицы затвердевшего сплава 815, проходя из распыляющего устройства 812 в сборник 820. Регулирование потока частиц сплава 814/815, вызванного полем 816, может снизить излишнее напыление, таким образом увеличивая выход продукта процесса образования твердых мелких частиц, а также может повысить плотность твердой заготовки 822. Частицы твердого сплава 815 ударятся о сборник 820 и производимая заготовка 822 деформируется во время удара, а частицы металлургически связываются вместе, формируя твердую заготовку 822.
[0098] Как показано на Фиг. 8A, неравновесная плазма 842 необязательно может быть получена в направлении движения частицы сплава 814/815 между двумя теплоотводящими электродами 844, которые соединены термически с внешней термической массой 846 с помощью диэлектрической жидкости, циркулирующей по трубопроводам 848 и подаваемой насосами 850. Термическая связь поддерживаемая между теплоотводящими электродами 844 и внешней термической массой 846 позволяет отводить или подводить тепло к частицам сплава 814/815. Неравновесная плазма 842 между теплоотводящими электродами 844 может быть получена, например, с помощью тлеющего разряда переменного тока или коронирующего разряда.
[0099] Неравновесная плазма 842 может также распространяться от теплоотводящих электродов 844 до твердой заготовки 822 и сборника 820, обеспечивая для отвода тепла или подвод тепла к заготовке 822 и сборнику 820. Соответственно, в устройстве 800, тепло может переноситься от частиц жидкого сплава 814, частиц затвердевшего сплава 815, твердой заготовки 822, и сборника 820 через неравновесную плазму 842 к теплоотводящим электродам 844, а затем к внешней термической массе 846. Отвод тепла от частиц жидкого сплава 814 позволяет частицам затвердевать и формировать частицы затвердевшего сплава 815.
[00100] Фиг. 9 схематично иллюстрирует различные элементы неограничивающей модификации устройства 900, скомпонованного для осуществления способа образования твердых мелких частиц. Плавильное устройство 910 подает, по меньшей мере, один поток или ряд капель жидкого сплава в распыляющее устройство с электронным пучком 912. Распыляющее устройство 912 создает заряженные частицы жидкого сплава 914. Электромагнитное поле 916, полученное с помощью магнитных катушек 918 (показаны не полностью) взаимодействует с заряженными частицами жидкого сплава 914, распыляя частицы 914 и снижая вероятность их столкновения, таким образом препятствуя образованию больших жидких частицы и, следовательно, больших частиц затвердевшего сплава 942. Второе электромагнитное поле 940, полученное с помощью магнитных катушек 943 (показаны не полностью) взаимодействует с и направляет затвердевшие частицы 942 в сборник 944. Твердая заготовка 946 формируется в сборнике 944, где частицы затвердевшего сплава 942 ударяться о сборник 944 и о заготовку 946, где частицы затвердевшего сплава 942 деформироваться во время удара и металлургически связываются вместе создавая твердую заготовку 946.
[00101] Как показано на Фиг. 9A, неограничивающая модификация устройства 900 может быть скомпонована таким образом, что неравновесная плазма 922 создается в направлении движения жидких частиц 914, между двумя теплоотводящими электродами 924, которые термически связаны с внешней термической массой 926 с помощью диэлектрической жидкости, которая циркулирует по трубопроводу 928, подаваемая насосами 930. Размещение теплоотводящих электродов 924, термически связанных с внешней термической массой 926, позволяет отводить тепло от частицы жидкого сплава 914, затвердевать частицам жидкого сплава и формировать частицы затвердевшего сплава 942.
[00102] В различных неограничивающих модификациях, устройство или система, скомпонованные для осуществления способа образования твердых мелких частиц могут включать камеру или подобный элемент, который включает в себя или содержит все или часть плавильного устройства, распыляющее устройство, аппарат для создания поля, аппарат создания плазмы, сборник, и/или изделие (напр., заготовку). Если, например, аппарат для подвода тепла, использующий неравновесную плазму, включен в устройство или систему, весь аппарат для подвода тепла или его часть и его связанные электроды, а также неравновесная плазма, также могут быть заключены в камеру. Такая камера может быть установлена, чтобы иметь возможность регулировать среду (атмосферу) в камере, включая частицы и парциальные давления присутствующих газов и/или общее давление газа в камере.
[00103] Например, камера могут иметь разрежение для создания вакуума (в качестве используемого в данном изобретении, "вакуум" относится к полностью или частично созданному вакууму) и/или может быть полностью или частично заполнена инертным газом (напр., аргоном и/или азотом) ограничить окисление обрабатываемых материалов и/или воспрепятствовать другой нежелательной химической реакции, такой как нитрификация. В неограничивающей модификации устройства, включающего камеру, давление в камере может поддерживаться на уровне ниже атмосферного давления, например 0.1-0.0001 торр, или в пределах любого под-ряда отнесенного к данному диапазону в данном изобретении, например 0.01-0.001 торр.
[00104] Частицы жидкого сплава, полученные бомбардировкой электронами расплавленного материала, как отображено в настоящем описании изобретения, как правило, являются в высшей степени негативно заряженными. Различные неограничивающие модификации, описанные в данном изобретении, также включают устройства для предварительного придания негативного заряда расплавленному материалу, перед бомбардировкой электронами и распылением расплавленного материала. Может существовать тенденция для негативно заряженных частиц/материала разгоняться к ближним структурам, поддерживаемым на нулевом потенциале. Такие структуры могут включать стенки камеры и других компонентов устройств смежных направляющих движение расплавленного материала в нижней части потока плавильного устройства. В различных неограничивающих модификациях, распыляющее устройство включает пластины или другие структуры с соответствующей формой, поддерживающие негативный потенциал и расположенные так, что отклоняют негативно заряженные частицы/материал и препятствуют нежелательному разгону частиц/материала к стенкам камеры и/или другой структуры поддерживающей нулевой потенциал.
[00105] Различные неограничивающие модификации устройства или системы, скомпонованной для осуществления способа образования твердых мелких частиц могут включать плавильное устройство не содержащее значительных количеств керамических материалов в области, которая может соприкасаться, и таким образом загрязнять, жидкий сплав, полученный с помощью плавильного устройства во время его работы. Каждое такое устройство может также включать распыляющее устройство с электронным пучком для распыления расплавленного материала и создания частиц жидкого сплава. Каждое такое устройство может также включать аппарат для образования поля, который создает одно или более электромагнитных и/или электростатических полей между распыляющим устройством и сборником и воздействует, по меньшей мере, одним из способов разгона, ускорения, и направления частиц, пока они пересекают все расстояние или его часть между распыляющим устройством и сборником.
[00106] Различные неограничивающие модификации устройства или системы, скомпонованных для осуществления способа образования твердых мелких частиц могут включать одно или более устройства образования неравновесной плазмы, которое создают неравновесную плазму для переноса тепла к или от жидкости и/или частиц затвердевшего сплава после их получения с помощью распыляющего устройства, но перед соударением твердых частиц в сборнике/производимом изделии для создания твердой заготовки. В качестве альтернативы, или дополнительно, неограничивающие модификации устройства, скомпонованного для осуществления способа образования твердых мелких частиц могут образовывать одну или более неравновесную плазму для передачи тепла к или твердому материалу сплава после его соударения в сборнике и могут применяться для получения заготовки, получаемой на или в сборнике.
[00107] Фиг. 10-13 схематично иллюстрируют различные неограничивающие модификации плавильных устройств, которые могут быть включены в качестве компонента устройства или системы, скомпонованной для осуществления способа образования твердых мелких частиц. Каждая такая модификация плавильного устройства может использоваться для создания, по меньшей мере, одного потока или ряда капель жидкого сплава из расходуемого электрода или другого сырья для сплава. Каждая такая модификация плавильного устройства ниже может быть сконструирована так, чтобы отсутствовала керамика в области агрегата, которая будет находиться в соприкосновении с жидким сплавом, полученным в агрегате.
[00108] Фиг. 10 иллюстрирует использование вакуумного переправочного устройства с двойным электродом, как компонента плавильного устройства создания жидкий сплава, который подается в распыляющее устройство с электронным пучком. Вакуумная переплавка с двойным электродом, или "ВГТДЭ," является способом, описанным, например, в Патенте США №4,261,412, который таким образом включен ссылкой в настоящее описание изобретения. В устройстве ВПДЭ, расплавленный материал получают ударом дуги в вакууме между двумя расходуемыми электродами, который плавятся. Преимуществом способа ВПДЭ перед традиционным вакуумно-дуговым переплавом (ВД11) является то, что способ ВПДЭ позволяет осуществлять более жесткий контроль температуры и скорости плавки.
[00109] Ссылаясь на Фиг. 10, стенка вакуумной камеры 1010 окружает расположенные напротив расходуемые электроды 1014 и распыляющее устройство 1016. Электрический ток проходит между и через расположенные напротив электроды 1014, плавя электроды для создания капли 1018 (или, в качестве альтернативы, потока) жидкого сплава. Капли жидкого сплава 1018 падают из электродов 1014 в распыляющее устройство 1016. В качестве альтернативы, расплавосборник в канале для движения флюидов с направляющей холодной индукции или подобное дозировочное устройство (не показано) может быть установлен между электродами 1014 и распыляющим устройством 1016. Распыленные частицы жидкого сплава, полученного с помощью распыляющего устройства 1016, проходят через и поддаются воздействию одного или более электромагнитных и/или электростатических полей, полученных с помощью аппарата для создания поля (не показано), затвердевают, ударяются о сборник или производимое изделие (не показано), металлургически связываются вместе, и формируют твердую заготовку.
[00110] Фиг. 11 иллюстрирует использование плавильного устройства с электронным пучком в качестве компонента плавильного устройства, дающего жидкий сплав, который подается в распыляющее устройство с электронным пучком. В плавке электронным пучком, исходный материал плавится его бомбардировкой электронами с высокой энергией. Загрязнение жидкого продукта можно уменьшить или устранить плавкой в регулируемом вакууме. Энергетическая эффективность плавки электронным пучком может превышать, который данный параметр в конкурирующих способах из-за возможности контролировать время выдержки пятна электронного пучка и распределение по участку плавки. Также, потери энергии электронного пучка внутри пушки и между форсункой пушки и целевым материалом относительно незначительны.
[00111] Как обсуждалось выше, плавильные устройства, описанные в данном изобретении, включающие плавильное устройство, показанное на Фиг. 11, например, может быть скомпоновано так, чтобы поддерживать высокий негативный потенциал и таким образом передавать негативный заряд расплавленному материалу перед его прохождением нижней части потока в распыляющее устройство аппарата. В качестве примера, плавильное устройство, показанное на Фиг. 11, может быть скомпоновано так, чтобы включать камеру для расплава, которая является проводником электричества, поддерживает высокий негативный потенциал, и с которой расплавленный материал контактирует перед попаданием в распыляющее устройство.
[00112] Согласно Фиг. 11, вакуумная камера 1110 окружает источники создания электронного пучка 1112 плавильного устройства, расходуемый электрод 1114, который плавится, распыляющее устройство с электронным пучком 1116, а также сборник (не показано). Электронные пучки воздействуют на электрод 1114, нагревают и плавят электрод для создания капли 1118 (или, в качестве альтернативы, потока) жидкого сплава. Капли 1118 падают с электрода 1114 в распыляющее устройство 1116. Распыленные частицы жидкого сплава, полученные с помощью распыляющего устройства 1116 проходят через и поддаются воздействию одного или более электромагнитных и/или электростатических полей, полученных с помощью аппарата для создания поля (не показано), затвердевают, ударяться о сборник или получаемое изделие (не показано), металлургически связываются вместе, и формируют твердую заготовку.
[00113] Фиг. 12 иллюстрирует использование плавильного устройства с электронным пучком и охлаждаемым подом печи в качестве компонента плавильного устройство для создания жидкого сплав, который подается в распыляющее устройство с электронным пучком. В типовом способе плавки электронным пучком с охлаждаемым подом печи, первая пушка для создания электронного пучка плавит заряд, который может иметь множество форм (напр., слиток, губка, или лом). Расплавленный материал перетекает в пологий охлаждаемый водой тигель (охлаждаемый под печи), где одна или более электронная пушка поддерживают температуру расплавленного материала. Основной функцией охлаждаемого пода печи является отделять более легкие или более тяжелы, чем расплавленный материал, включения, одновременно увеличивая время пребывания частиц с низкой плотностью, имеющих высокий точку плавления для того, чтобы обеспечить их полное растворение. Все операции могут проводиться в условиях вакуума с целью обеспечения соответствующей работы электронной пушки и во избежание загрязнения сплава окружающей средой. Преимуществом способа плавки электронным пучком с охлаждением охлаждаемого пода печи является то, что он может эффективно устранять летучие элементы, такие, как хлорид и водород (отчасти из-за произвольно создаваемого вакуума), и включения в расплаве. Способ также является гибким относительно формы сырья.
[00114] Согласно Фиг. 12, вакуумная камера 1210 окружает источники создания электронного пучка 1212 и медного, охлаждаемого водой охлаждаемого пода печи 1216 плавильного устройства, расходуемый электрод 1214, который плавится, распыляющее устройство с электронным пучком 1218, и сборник (не показано). Расплавленный материал 1220, в форме поток и/или ряда капель, падает из медного, охлаждаемого водой пода печи 1216 в распыляющее устройство 1218. Распыленные частицы жидкого сплава, полученные с помощью распыляющего устройства 1218 проходят через и поддаются воздействию одного или более электромагнитных и/или электростатических полей, полученных с помощью аппарата для создания поля (не показано), затвердевают, ударяться о сборник или получаемое изделие (не показано), металлургически связываются вместе, и формируют твердую заготовку.
[00115] Фиг. 13 иллюстрирует использование плавильного устройства, включающего сочетание устройства электрошлакового рафинирования/переплавки (ЭШП) и направляющую холодной индукции (НХИ) для создания жидкого сплава, который подается в распыляющее устройство с электронным пучком. В качестве альтернативы, плавильное устройство, сочетающее вакуумно-дуговой переплав (ВДП) и НХИ могут быть использованы вместо сочетания ЭШП/НХИ. Устройства, сочетающие ЭШП или ВДП-устройства и НХИ, описаны, например, в Патенте США №5,325,906, который таким образом включен ссылкой в настоящее описание изобретения.
[00116] В типовом способе ЭШП, электрический ток проходит через расходуемый электрод и проводящий электричество шлак, находящийся в емкости для рафинирования и в соприкосновении с электродом. Капли расплава от электрода проходят через и очищаются с помощью электропроводящего шлака, и могут проходить в нижнюю часть потока устройства. Основные компоненты устройства ЭШП включают источник электропитания, механизм подачи от электрода, охлаждаемую водой медную емкость для рафинирования, а также шлак. Конкретный тип используемого шлака будет зависеть от конкретного очищаемого материала. Способ ВДП включает плавку расходуемого электрода состоящего из вещества сплава ударом дуги электрода в вакууме. Дополнительно к снижению количества растворенного азота и водорода, ВДП процесс позволяет удалить большинство оксидных включений в дуговой плазме.
[00117] В сочетаниях ЭШП/НХИ и ВДП/НХИ, НХИ, на которые также ссылаются в разных документах, ссылаются как на "холодный палец" или "холодную стенку индукционной направляющей, "может поддерживать расплавленный материал в жидкой форме, пока материал переходит из устройства ВДП или ЭШП в нижнюю часть потока в распыляющее устройство. НХИ также защищает расплавленный материал из контакта со средой. НХИ может быть непосредственно спарено в верхней части потока с устройством ЭШП или ВДП, а в нижней части потока с распыляющим устройством с целью защитить очищаемый расплавленный материал от атмосферы, предотвращая образование оксидов и загрязнение расплава. НХИ также могут использоваться для контроля потока расплавленного материала из устройств ЭШП или ВДП в распыляющее устройство.
[00118] Конструкция и способ работы устройства НХИ описаны, например, в Патентах США №5,272,718; 5,310,165; 5,348,566; и 5,769,151, который таким образом включены ссылкой в настоящее описание изобретения. НХИ, как правило, включает контейнер для расплава, где получают расплавленный материал. Контейнер расплава включает днище с отверстием. Область переноса НХИ скомпонована так, что включает канал (который может быть, например, в общем виде в форме воронки), сконструированный для получения расплавленного материал из отверстия в контейнере расплава. В одной из типовых конструкций НХИ, стенка канала в форме воронки оснащена рядом охлаждаемых жидкостью металлических сегментов, а также охлаждаемые жидкостью сегменты оснащают внутренний контур канала, который может, как правило, сужаться в поперечном сечении в направлении от входного отверстия к выходному отверстию. Одна или более электропроводящих катушек связанны со стенкой канала в форме воронки, а источник электрического тока находится в соединении отдельно с электропроводящими катушками. Когда расплавленный материал перетекает из контейнера расплава устройства НХИ через канал НХИ, электрический ток проходит через электропроводящие катушки с интенсивностью, достаточной для индуктивного нагревания расплавленного материала и его поддержания в форме расплава.
[00119] Часть расплавленного материала соприкасается с охлаждаемой стенкой канала НХИ в форме воронки и может затвердевать, образуя гарнисаж (настыль), который изолирует остаток расплавленного материала перетекающего через НХИ от контактирующей стенка. Охлаждение стенки и образование гарнисажа (настыля) страхует от того, что расплавленный материал, проходящий через НХИ, не загрязняется металлами или другим составляющими, из которых сделаны внутренние стенки НХИ. Как раскрыто, например, в Пат. США №5,649,992, толщина гарнисажа (настыля) в области части НХИ в форме воронки может контролироваться соответствующей регулировкой температуры охлаждающего агента, скорости течения охлаждающего агента, и/или интенсивность током в индукционных катушках для контроля или полного закрытия потока расплава через НХИ; поскольку толщина гарнисажа (настыль) возрастает, течение через область переноса соответственно снижается. Хотя устройство НХИ может оснащаться различными способами, каждое устройство, как правило, включает: (1) канал использующий силу тяжести для направления расплава; (2) устройства охлаждения, по меньшей мере, в области стенки для активизации образования гарнисажа (настыль) на стенке; и (3) электропроводящие катушки, связанные с, по меньшей мере, частью канала, для индуктивного нагревания расплавленного материала в канале.
[00120] Согласно Фиг. 13, вакуумная камера 1310 окружает плавильное устройство ЭШП/НХИ, распыляющее устройство с электронным пучком 1312, и сборник (не показано). Источник расплава в ЭШП/НХИ включает расходуемый электрод 1314 из необходимого сплава и охлаждаемый водой медный тигель 1316. Нагреваемый жидкий шлак 1318 воздействует на процесс плавки электрода 1314 для создания ванны жидкого расплава 1320. Жидкий сплав из ванны расплава 1320 перетекает через форсунку НХИ 1324, в виде жидкого потока и/или ряда капель 1322, и проходит в распыляющее устройство 1312. Распыленные частицы жидкого сплава полученные с помощью распыляющего устройства 1312 проходят через и поддаются воздействию одного или более электромагнитных и/или электростатических полей, полученных с помощью аппарат для создания поля (не показано), затвердевают, ударяться в сборник или получаемое изделие (не показано), металлургически связываются вместе, и формируют твердую заготовку.
[00121] Альтернативные способы плавки исходного материала в плавильном устройстве, аппарате или системе, скомпонованной для осуществления процесса образования твердых мелких частиц, включают, не исчерпывая указанный список, индукционную плавку, плазменную дуговую плавку, и подобные им. Например, в индукционной плавке, первичный электрический проводник в виде катушки может окружать брусок металлического подаваемого материала. Пропуская электрический ток через первичный проводник, в бруске индуцируется вторичный электрический ток благодаря электромагнитной индукции. Вторичный ток нагревает брусок до температуры выше температуры плавления.
[00122] Фиг. 14-17 иллюстрируют различные неограничивающие модификации систем и устройства, скомпонованного для осуществления способа образования твердых мелких частиц.
[00123] Фиг. 14 схематично иллюстрирует распыленные и затвердевшие частицы сплава, которые соударяются и металлургически связываются в получаемое изделие для создания твердой заготовки. Вакуумная камера 1410 включает в себя распыляющее устройство с электронным пучком 1412. Ряд капель жидкого сплава 1414, полученный с помощью плавильного устройства (не показано), которое может быть, например, одним из различных плавильных устройств, обсуждаемых выше, переходит в распыляющее устройство 1412. Распыляющее устройство 1412 создает распыленные частицы сплава 1416, которые проходят через, взаимодействуют с, и поддаются воздействию электромагнитного и/или электростатического поля(ей) 1413, полученных в аппарате для образования поля с электромагнитными катушками 1417 (показано не полностью). Катушки 1417 установлены для создания поля(ей) в области 1418 нижней части потока распыляющего устройство 1412. Распыленные частицы сплава 1416 затвердевают, выходя из распыляющего устройства 1412, ударяться, и металлургически связываются в получаемое изделие для создания твердой заготовки.
[00124] Фиг. 15 схематично иллюстрирует получение слитка из мелких твердых частиц, полученных из распыленного жидкого и затвердевшего сплава распылением электронным пучком. Вакуумная камера 1510 включает в себя плавильное устройство (не показано) и распыляющее устройство с электронным пучком 1512. Плавильное устройство может быть, например, одним из различных плавильных устройств, обсуждаемых выше. Капли жидкого сплава 1514, полученного с помощью плавильного устройства (не показано), проходят в распыляющее устройство 1512. Капли жидкого сплава 1514 распыляются в распыляющем устройстве 1512, образуя аэрозоль из распыленных частиц сплава 1516.
[00125] Распыленные частицы сплава 1516 проходят через, взаимодействуют с, и поддаются воздействию одного или более электромагнитного и/или электростатического полей (не указано), полученного пластинами 1518 аппарат для образования поля. Пластины 1518 соединены с источником электропитания (не показано) проводами 1520, проходящими через стенки камеры 1510. Распыленные частицы сплава 1516 затвердевают соударяться на вращающихся пластинах сборника 1524 под воздействием поля(ей), полученных с помощью аппарат для создания поля для образования твердой заготовки 1525. Вращающаяся пластина сборника 1524 может быть убрана вниз на уровень, который поддерживает оседание поверхности раздела на преимущественно постоянном расстоянии от распыляющего устройства. Чтобы повысить выход продукта и улучшить плотность оседания, пластины сборника 1524 могут быть заряжены до высокого положительного потенциала, приближая пластины 1524 к источнику электропитания (не показано) проводами 1526, проходящими через стенку камеры 1510.
[00126] Фиг. 16 схематично иллюстрирует модификацию устройства или системы, скомпонованной для осуществления способа образования твердых мелких частиц, в котором распыленные частицы жидкого сплава затвердевают и ударяются о сборник/изделие в первой камере устройства. Вакуумная камера 1610 включает в себя плавильное устройство (не показано) и распыляющее устройство с электронным пучком 1612. Плавильное устройство может быть, например, одним из различных плавильных устройств, обсуждаемых выше. Ряд капель жидкого сплава 1614, полученного с помощью плавильного устройства (не показано), проходит в распыляющее устройство 1612. Капли жидкого сплава 1614 распыляются в распыляющем устройстве 1612 для создания частиц сплава 1616. Частицы сплава 1616 проходят через, взаимодействуют с, и поддаются воздействию одного или более электромагнитного и/или электростатического полей 1618 получены электромагнитными катушками 1620 (показаны не полностью) аппарата для образования поля. Распыленные частицы 1616 затвердевают и направляются в сборник в форме контейнера 1621 под воздействием поля 1618.
[00127] Частицы затвердевшего сплава соударяются с изделием 1625, создавая контейнер 1621, деформируются, и металлургически связываются в изделие 1625, формируя твердую заготовку. Когда твердая заготовка сформирована, она может переноситься в камеру 1626, которая может быть загерметизирована вакуумным замком 1628. Контейнер 1621 и заготовка может быть изолирована от атмосферы через второй вакуумный замок 1630 для термомеханической обработки в соответствии с известными способами. Необязательно, устройство РИС. 16 может включать аппарат для подвода тепла, такой как в общем виде описан выше, скомпонованный для отвода тепла от распыленных частиц жидкого сплава и образования частиц затвердевшего сплава. Также, необязательно, контейнер 1621 может быть электрически соединен с источником электропитания 1624 проводом 1622 и поддерживает положительный потенциал в то время, как негативные заряженный твердые частицы 1616 соударяются в контейнере 1621. Провод 1622 может быть удаленно отсоединен от контейнера 1621 перед тем, как переместить контейнер в камере 1626.
[00128] Фиг. 17 схематично иллюстрирует неограничивающую модификацию устройства или системы 1700, скомпонованного для осуществления способа образования твердых мелких частиц. На Фиг. 17 изделие из мелких твердых частиц получают в литейной форме напылением аэрозоля частиц затвердевшего сплава, полученных затвердеванием частиц жидкого сплава с помощью распыления электронным пучком. Вакуумная камера 1710 включает в себя элементы такие, как плавильное устройство (не показано) и распыляющее устройство с электронным пучком 1712. Плавильное устройство может быть, например, одним из различных плавильных устройств обсуждаемых выше. Ряд капель жидкого сплава 1714, полученного с помощью плавильного устройства, проходит в распыляющее устройство 1712. Капли жидкого сплава 1714 распыляются в распыляющем устройстве 1712 для создания аэрозоля из распыленных частиц сплава 1716. Распыленные частицы сплава 1716 проходят через, взаимодействуют с, и поддаются воздействию одного или более электромагнитных и/или электростатических полей 1718, полученных с помощью электрически заряженных катушек 1720 (показано не полностью) аппарата для образования поля. Распыленный материал 1716 твердеет и направляется в литейную форму 1724 под воздействием поля, 1718, полученного с помощью аппарата для создания поля, и в результате образование мелких твердых частиц изделия 1730 выводится из литейной формы 1724 пересечением вниз основания литейной формы (не показано). Необязательно, основа литейной формы может быть скомпонована для вращения или в противном случае для перемещения.
[00129] В альтернативной неограничивающей модификации устройства 1700 показанного на Фиг. 17A, установленные источники электропитания 1732 создают разность потенциалов так, что создают неравновесную плазмы между электродами 1734. Теплота передается плазмой затвердевших от частиц сплава и/или поверхности твердого изделия 1730 к электродам 1734, которые охлаждаются диэлектрической жидкостью, циркулирующей через теплообменники 1736 и электроды 1734.
[00130] Фиг. 18 иллюстрирует неограничивающую модификацию способа образования твердых мелких частиц, который может быть осуществлен с использованием системы и устройства, описанных в данном изобретении. Сырье для сплава 1801 плавится на стадии плавки 1805 для образования, по меньшей мере, одного потока жидкого сплава и ряда капель жидкого сплава. Стадия плавки 1805 может включать множественные последовательные под-стадии плавки, рафинирования, и переплавки. Например, сырье для сплава может включать лом, губку, повторно используемые, и/или впервые используемые источники основных металлов и элементов сплавов, по возможности, который плавятся с образованием начального расплава. Начальный расплав может быть получены с использованием ВДП, плазменной дуговой плавки, плавки электронным пучком, или любым другим подходящим способом плавки.
[00131] Химический состав начального расплава может быть проанализирован и изменен, если необходимо достигнуть предварительно заданный состав элементов. Как только приемлемый расплав химический состав будет достигнут, расплав может быть отлит в расходуемый электрод для дальнейшего рафинирования и/или переплавки или использоваться для создания, по меньшей мере, одного потока жидкого сплава и ряда капель жидкого сплава. В различных модификациях, сырье для сплава может включать расходуемый электрод или другое расходуемое изделие с приемлемым химическим составом сплава, который плавится для создания, по меньшей мере, одного потока жидкого сплава и ряда капель жидкого сплава.
[00132] Как указано выше, в качестве используемого в данном изобретении термин "сплав" относится как к чистым металлам, так и к сплавам, и включает, например, железо, кобальт, никель, алюминий, титан, ниобий, цирконий, и сплавы на основе любого из указанных металлов, таких как нержавеющие стали, суперсплавы на основе никеля, суперсплавы на основе кобальта, алюминиды титана, никель-титановые сплавы, и подобные им. Неограничивающие примеры суперстплавов на основе никеля, который может перерабатываться в соответствии с модификациями, описанными в данном изобретении, включают, не исчерпывая указанный список, сплав IN 100 (UNS 13100), сплав Rene 88™, сплав 720, сплав 718 (UNS N07718), и сплав 718Plus™ (UNS N07818) (доступен на рынке в виде продукта ATI Allvac, Monroe, North Carolina, USA). Неограничивающие примеры титановых сплавов, которые может быть переработаны в соответствии с модификациями, описанными в данном изобретении, включают, не исчерпывая указанный список, сплав Ti-6A1-4V, сплав Т-17, сплав Ti-5-5-5-3, сплавы Ti-Ni, а также сплавы Ti-A1.
[00133] По меньшей мере, один поток жидкого сплава и ряда капель жидкого сплава распыляется на стадии 1810 с использованием распыления электронным пучком. Во время стадии 1810, электроны, полученные от источника электронов, такого как, например, термоионный эмиттер с электронным пучком и/или испускающий ионы плазменный электронный эмиттер, бомбардируют, по меньшей мере, один поток жидкого сплава и ряда капель жидкого сплава. Бомбардирующие электроны быстро электростатически заряжают поток жидкого сплава и/или ряд капель жидкого сплава, пока силы электростатического отталкивания не превысят поверхностное натяжение жидкого сплава и физически разорвут поток и/или капли на частицы жидкого сплава меньшего размера, распыляя таким образом жидкий сплав. Бомбардирующие электроны также создают заряженные электрически распыленные частицы жидкого сплава. Размер и заряд распыленных частиц жидкого сплава может регулироваться, например, контролем размера, формы, и плотности потока электронов, которые бомбардируют жидкий сплав.
[00134] Распыленные и заряженные электрически частицы жидкого сплава разгоняются на стадии 1815 взаимодействием с, по меньшей мере, одним электрическим полем и электромагнитным полем. В различных модификациях, электростатическое поле, установившееся между распыляющим устройством и сборником, взаимодействует с распыленными, заряженными электрически, а также с частицами сплава для разгона частиц от распыляющее устройство до сборника. Величина разгона может регулироваться, например, контролем величины разности напряжений между распыляющим устройством и сборником, которая непосредственно влияет на интенсивность электростатического поля.
[00135] Разогнанные частицы жидкого сплава затвердевают на стадии 1820 благодаря охлаждению частиц жидкого сплава до температуры выше температуры перехода сплава в твердое состояние. В качестве используемого в данном изобретении, термин "температура перехода в твердое состояние" сплава относится к максимальной температуре, при которой сплав находится полностью в твердом состоянии. В противоположность данному термину, «температура начала кристаллизации раствора" сплава является максимальной температурой, при которой твердые кристаллы сплава сосуществуют в термодинамическом равновесии с жидким сплавом. При температурах, выше температуры начала кристаллизации раствора, сплав является полностью жидким, а при температурах, равных или ниже температуры перехода в твердое состояние, сплав является полностью твердым. При температура, выше температура твердения и до, а также включая температуру начала кристаллизации раствора, сплав существует в двухфазном состоянии.
[00136] Охлаждение разогнанных частиц сплава до температуры, выше температуры перехода в твердое состояние сплава, обеспечивает то, что сплав переходит из жидкого состояния в твердое состоянии до контакта со сборником. Например, сплав 718, суперстплав на основе никеля, имеет температуру начала кристаллизации раствора приблизительно 1358°C, а температуру перехода в твердое состояние приблизительно 1214°C. См. Wei-Di Сао, "Твердение и преобразование состояний твердой фазы сплава Allvac® 718Plus™ " Journal of the Minerals, Metals & Materials Society, 2005, который включен ссылкой в настоящее описание изобретения. Таким образом, в неограничивающей модификации, в которой сплав 718 образуется из мелких твердых частиц, разгоняемые частицы жидкого сплава 718 могут охлаждаться до температуры, выше 1214°C для затвердевания частиц перед контактом со сборником.
[00137] В различных модификациях, разгоняемые частицы жидкого сплава охлаждаются до температуры выше температуры перехода в твердое состояние (TS) сплава и больше, 0.50 температуры перехода в твердое состояние (0.50*TS). Охлаждение частицы жидкого сплава до температуры в пределах 0.50*TS-TS может обеспечить процесс, когда частицы в значительной степени затвердевшие, но достаточно мягкие, чтобы деформироваться во время соударения с подложкой и металлургически связываются в твердое состояние (т.е. как сварочный шов в твердом состоянии) для создания единичной и монолитной твердой заготовки. Например, предел прочности, 2% предела текучести, а также твердость сплава 718 снижается (т.е. сплав становится мягким) при более высокой скорости при температурах приблизительно свыше 600°C, которая составляют приблизительно в 0.50 температуры перехода сплава в твердое состояние.
[00138] В различных модификациях, разгоняемые частицы жидкого сплава охлаждаются до температуры 0.50*TS-TS, или любого под-ряда, отнесенного к данному диапазону в данном изобретении, такой как, например, 0.50*TS-0.99*TS, 0.50*TS-0.95*TS, 0.60*TS-0.95*TS, 0.70*TS-0.95*TS, 0.80*TS-0.95*TS, или 0.90*TS-0.99*TS.
[00139] В различных модификациях, расстояние между распыляющим устройством и сборником, через который частицы жидкого сплава разгоняются, предварительно задано так, чтобы частицы жидкого сплава теряли достаточное количество тепловой энергии через теплопропроводность, конвекцию, и/или излучение, чтобы частицы затвердевали до контакта со сборником. В различных модификациях, неравновесную плазму получают в потоке разгоняемых частицы жидкого сплава для активной передачи тепловой энергии от жидкой частицы, чтобы частицы затвердевали перед контактом со сборником.
[00140] В различных модификациях, разгоняемые частицы жидкого сплава двигаются через зону термического контроля в устройстве или системе, скомпонованной для осуществления способа образования твердых мелких частиц. Зона термического контроля может включать устройства теплопереноса для активного отвода тепла от частицы сплава или для увеличения скорости теплоотдачи благодаря теплопроводности, конвекции, и/или излучению в окружающую среду в зоне термического контроля. Например, зона термического контроля может включать устройства такие, как охлаждающие катушки для поддержания температуры ниже температуры окружающей среды в зоне термического контроля, которая устанавливает более высокий температурный градиент между частицами жидкого сплава и окружающей средой. Более высокий температурный градиент может коррелироваться с более высокой скоростью теплоотдачи частицы жидкого сплава, которая позволяет больше эффективное и/или результативное твердение до контакта со сборником.
[00141] Частицы затвердевшего сплава соударяются с подложкой на стадии 1825 с образованием мелких твердых частиц заготовки сплава 1830. В различных модификациях, подложка может включать сборник, такой как, например, пластину, цилиндр, оправку, контейнер, камеру, литейную форму, или другую поверхность. В различных модификациях, подложка может включать получаемое изделие или заготовку, образованную из частиц затвердевшего сплава, которые соударяются с начальной поверхностью сборника. Таким же образом, соударение частиц затвердевшего сплава дополнительно создает изделие и формирует заготовку.
[00142] В различных модификациях, частицы затвердевшего сплава соударяются с подложкой после охлаждения до температуры, выше температуры перехода в твердое состояние сплава, такой, как, например, температура 0.50*TS-TS, или любой под-ряд отнесенный к данному диапазону в данном изобретении. Соударение частиц затвердевшего сплава при температуре не выше температуры перехода в твердое состояние сплава, например, при температуре 0.50*TS-TS, может обеспечить тот факт, что частицы существенно затвердевают, но являются достаточно мягкими, чтобы деформироваться во время соударения с подложкой и металлургически связываются в твердом состоянии, давая единичную и монолитную твердую заготовку.
[00143] В различных модификациях, начальный сборник может включать твердое изделие, образованное из того же или похожего сплава, что и сплав образованный из распыленных и затвердевших частиц. Это может обеспечить тот факт, что соударяемые частицы затвердевшего сплава являются металлургически совместимыми с начальным сборником, чтобы частиц затвердевшего сплава могли связываться металлургически с подложкой, и друг с другом, образуя единичную и монолитную заготовку. В различных модификациях, материал, образовывающий начальный сборник, может быть удален из заготовки сплава образованных мелких твердых частиц с помощью резки, шлифовки, или иным подобным способом.
[00144] Фиг. 19A-19F вместе иллюстрируют неограничивающий вариант реализации способа образования твердых мелких частиц и систему 1900. Согласно Фиг. 19A, плавильное устройство для сплава 1910 создает ряда капель 1915 жидкого сплава, однако, подразумевается, что плавильное устройство для сплава 1910 может создавать поток жидкого сплава и/или ряд капель жидкого сплава. Распыляющее устройство 1920 создает поток электронов 1925, который пересекает путь капли жидкого сплава 1915, проходящий через систему образования твердых мелких частиц 1900 от плавильного устройства 1910 к подложке 1930.
[00145] Согласно Фиг. 19B, электроны, включая поток электронов 1925, бомбардируют частицы жидкого сплава 1915, а также быстро электростатически заряжают частицы 1915 до выхода за пределы Рэлеевской границы. Капли распыляются до частиц жидкого сплава меньшего размера 1935. Распыленные частицы жидкого сплава 1935 имеют результирующий негативный электрический заряд вследствие бомбардировки электронами. Распыленные частицы жидкого сплава 1935 могут образовываться благодаря каскадному эффекту, при котором капли жидкого сплава 1915 распадаются на более мелкие частицы, более мелкие частицы перезаряжаются бомбардировкой электронами до негативного потенциала и распадаются на еще более мелкие частицы, а процесс повторяется все время, на протяжении которого электроны успешно присоединяются к более мелким распыленным частицам. В качестве альтернативы, или дополнительно, распыленные частицы жидкого сплава 1935 могут быть последовательно сняты с поверхности капли жидкого сплава 1915. Независимо от физического механизма распыления, капли жидкого сплава 1915 подвергаются бомбардировке потоком электронов 1925 на протяжении времени, достаточного для того, чтобы необходимый негативный заряд накопился и разорвал сплав на распыленные частицы жидкого сплава 1935.
[00146] Согласно Фиг. 19C, распыленные и заряженные электрически частицы жидкого сплава 1935 разгоняются, по меньшей мере, одним электрическим полем и электромагнитным полем 1940. Поле 1940 скомпоновано для контроля разгона, ускорения, и/или направления распыленных и заряженных электрически частиц жидкого сплава 1935 для того, чтобы частицы двигались через систему образования твердых мелких частиц 1900 из распыляющего устройство 1920 к подложке 1930 регулируемым способом.
[00147] Согласно Фиг. 19D, распыленные и заряженные электрически частицы жидкого сплава 1935 охлаждаются до температуры, выше температуры перехода в твердое состояние сплава так, чтобы частицы жидкого сплава 1935 затвердевали, пока разгоняются и образуют частицы затвердевшего сплава 1945. Частицы сплава 1935/1945 охлаждаются и затвердевают перед контактом с подложкой 1930. Фиг. 19D иллюстрирует зону термического контроля, включающую катушки охлаждения 1950. Охлаждающая жидкость перетекает через катушки охлаждения для поддержания более низкой температуры в зоне термического контроля, которая устанавливает более высокий температурный градиент между частицами жидкого сплава 1935 и окружающей средой. Более высокий температурный градиент может коррелироваться с более высокой скоростью теплоотдачи от частицы жидкого сплава 1935, которая позволяет более эффективное и/или результативное твердение частиц затвердевшего сплава 1945 до контакта с подложкой 1930.
[00148] Подразумевается, однако, что различные средства охлаждения могут быть использованы в зоне термического контроля в системе образования твердых мелких частиц 1900. Например, аппарат образования неравновесной плазмы, как описано в данном изобретении, может использоваться для охлаждения и затвердевания частиц жидкого сплава 1935. В качестве альтернативы, или дополнительно, расстояние (d) между распыляющим устройством 1920 и подложкой 1930 может быть скомпоновано в соответствии с регулируемыми размерами распыленных частиц и регулируемы разгоном частиц, чтобы вызвать твердение без изменений температуры нагревания или охлаждения в зоне термического контроля.
[00149] Согласно Фиг. 19E, частицы затвердевшего сплава 1945 соударяются с подложкой 1930, который включает сборник, имеющий положительную электрическую поляризацию, как описано в данном изобретении. Соударявшиеся частицы затвердевшего сплава 1945 деформируются и металлургически связываются с подложкой 1930, формируя получаемое изделие 1955. Согласно Фиг. 19F, частицы затвердевшего сплава 1945 продолжают соударяться с подложкой 1930, который включает получаемое изделие 1955, деформируются и металлургически связываются с подложкой 1930 и друг с другом, образуя единичную и монолитную заготовку твердого сплава.
[00150] Одна или более различных компонентов системы образования твердых мелких частиц 1900, проиллюстрированной на Фиг. 19A-19F, может быть помещена в вакуумный сосуд или множественные функционально соединенные вакуумные сосуды. В различных неограничивающих модификациях, большая разность напряжений может быть установлена между положительно смещенной подложкой и негативно смещенным распыляющим устройством, что может способствовать разгону распыленных частиц жидкого сплава и охлаждаемых частиц затвердевшего сплава. Величина разности напряжений может коррелируется с полученной скоростью разгона и соударения частиц сплава.
[00151] В различных модификациях, температура частиц затвердевшего сплава при соударении и скорость соударения частиц затвердевшего сплава являются важными рабочими характеристиками, которые влияют на получаемое изделие/заготовку. Контроль указанных рабочих характеристик может осуществляться с помощью контроля размера распыляемых частиц, электростатического напряжения разгона, расстояния между распыляющим устройством и подложкой, и/или изменения температуры нагревания, или охлаждения зоны термического контроля между распыляющим устройством и подложкой.
[00152] Дополнительно, аспекты начальных операций плавки могут показывать различные недостатки всего способа образования твердых мелких частиц. Начальные операции плавки включают подготовку загрузки соответствующих материалов, а затем плавку загрузки. Жидкая загрузка или "расплав" может быть очищена и/или обработана с целью изменить химический состав расплава и/или удалить нежелательные компоненты из расплава. Плавильные печи могут оснащены средствами, включающими электричество и сжигание топлива, и выбор подходящего устройство в значительной степени влияет на относительные затраты и применяемые требования к охране окружающей среды, а также на наименование подготовленных материалов. Общая классификация способов плавки включает, например, индукционную плавку (в том числе вакуумно-индукционную плавку), дуговую плавку (в том числе вакуумно-дуговую гарнисажную плавку), тигельную плавку, а также плавку электронным пучком.
[00153] Расплавы, полученные в футерованных керамикой печах, могут загрязняться оксидами. Разработаны различные способы плавки, которые используют вакуумную среду и не используют футерованную керамикой печь. Настоящие способы приводят к значительно меньшему оксидному загрязнению расплава по сравнению с получением расплава в традиционной футерованной керамикой печи. Примеры таких способов включают, например, плавку электронным пучком (ЭП), вакуумно-дуговой переплав (ВДП), вакуумную переплавку с двойным электродом (ВПДЭ), и электрошлаковое рафинирование/переплавку (ЭШП). Способы ВДП, ВПДЭ, и ЭШП описаны, например, в Патентах США №. 4,261,412; 5,325,906; и 5,348,566; которые включены ссылками в настоящее описание изобретения.
[00154] Плавка электронным пучком включает использование термоионной пушки для создания электронных пучков для образования в значительной степени линейных потоков электронов с высокой энергией, которые используются для нагревания целевых материалов. Термоионные пушки для создания электронных пучков работают благодаря проходящему по нити накаливания току, таким образом нагревающему нить накаливания до высокой температуры и заставляя электроны "испаряться" с нити накаливания. Электроны, полученные из нити накаливания, фокусируются и разгоняются к цели в форме очень узкого (практически двумерного), в значительной степени линейного электронного пучка. Тип ионной плазменной пушки для создания электронного пучка также используется для подготовки расплава. Более точно, пушка с "тлеющим разрядом" для создания электронного пучка описана в V.A. Chernov, "Powerful High-Voltage Glow Discharge Electron Gun and Power Unit on Its Base (Мощная электронная пушка высокого напряжения с тлеющим разрядом и блок питания на ее основе)" 1994 Intern. Conf. on Electron Beam Melting (Reno, Nevada), стр. 259-267, включена в описание определенных плавильных печей доступных на рынке продуктов Antares, Киев, Украина. Такие устройства работают, создавая холодную плазму, включающую катионы, которые бомбардируют катод и создают электроны, которые фокусируют с целью создания преимущественно двумерного, линейного электронного пучка.
[00155] В значительной степени (преимущественно) линейные электронные пучки, полученные с помощью вышеупомянутых типов пушек для создания электронных пучков, могут быть направлены в вакуумированную камеру плавки печи плавки электронным пучком и бомбардировать материал, который необходимо расплавить и/или поддерживать в жидком состоянии. Прохождение электронов через электропроводящие материалы быстро нагревает их до температуры, в частности выше температуры плавления. Из-за высокой энергии в значительной степени линейных электронных пучков, которая может составлять, например, около 100 кВ/см, линейные пушки для создания электронных пучков являются источниками создания высоких температур нагревания, легко могут превышать температуры плавления и, в некоторых случаях, температуры испарения материалов, которые бомбардируются в значительной степени линейными лучами. Используя магнитное отклонение или похожие средства изменения направления, в значительной степени линейные электронные пучки могут двигаться с высокой частотой поперек целевых материалов в камере плавки, давая возможность пучку быть направленным поперек широкой области и поперек целей, имеющих множественные и сложные формы.
[00156] Способ плавки электронным пучком с охлаждаемым подом печи может быть использован в способе образования твердых мелких частиц, системах, и устройствах, описанных в данном изобретении. Исходный материал может в виде капель, полученных бомбардировкой в значительной степени линейным электронным пучком бруска исходного материала. Расплавленный исходный материал втекает в конечную часть медного, охлаждаемого водой пода печи, создавая защитный настыль. Поскольку расплавленный материал собирается в поде печи, он переливается и падает под действием силы тяжести в распыляющее устройство. Во время выдержки в поде печи материала жидкого сплава, в значительной степени линейные электронные пучки могут быстро двигаться поперек поверхности материала, удерживая его в форме расплава. Это также создает эффекты дегазации и рафинирования материала жидкого сплава благодаря испарению компонентов с высоким давлением пара. Под печи также может быть подогнано по размеру так, чтобы способствовать разделению твердых включений с высокой плотностью и низкой плотностью с помощью силы тяжести, при котором случайные оксиды и другие включения с относительно низкой плотностью остаются в жидком металле на время, достаточное для растворения, пока частицы с высокой плотностью оседают на дно и захватываются настылем.
[00157] Способы плавки, которые подходят для использования в процессах образования твердых мелких частиц, системах, и устройстве, описанных в данном изобретении, также включают способы плавки электронным пучком с охлаждаемым подом печи, которые включают, испускающие ионы, плазменные электронные эмиттеры. Настоящие способы описаны, например, в Патенте США №7,803,211 и в №№Публикации Патента США 2008/0237200 и 2010/0012629, которые включены ссылкой в настоящее описание изобретения.
[00158] Используемый в данном изобретении термин "испускающий ионы плазменный электронный эмиттер" относится к устройству, которое создает относительно широкий, трехмерный поток электронов, бомбардирующий положительно заряженные ионы катода и таким образом высвобождающий электроны катода. Электронный пучок, полученный с помощью испускающего ионы плазменного электронного эмиттера, не является двумерным пучком, а наоборот, является трехмерным полем или "потоком" электронов, который, когда бомбардируют цель, покрывает двумерную область поверхности цели, являющейся достаточно большой по сравнению с мелкой точкой, которую бомбардирует в значительной степени линейный электронный пучок на цели. По существу, поток электронов, полученный испускающими ионы плазменными электронными эмиттерами, относится в данном изобретении к "широкополосному" потоку электронов, ссылаясь на относительно намного более мелкие точки контакт, полученный типовыми электронными пушками, используемыми в печах плавки электронным пучком. Испускающие ионы плазменные электронные эмиттеры, применяемые в несвязанных прикладных задачах, относятся в разной степени, например, к "проволочным ионным плазменным (ПИП) электронным" пушкам или эмиттерам, "ПИП электронные" пушки или эмиттеры и, в некоторой степени удивительно, к "линейным эмиттерам с электронным пучком" (ссылаясь на линейную природу создающей плазму проволоки электрода(ов) в различных модификациях устройств).
[00159] Испускающие ионы плазменные электронные эмиттеры доступны в различных видах, однако все такие эмиттеры имеют определенные конструктивные признаки. Каждый такой эмиттер имеет плазменную или ионизационную область, включающую источник положительных ионов в форме продолговатого проволочного анода для создания плазмы, включающей катионы, а также катод, который расположен на определенном расстоянии и установлен для перехвата положительных ионов, генерируемых с помощью проволоки. Большое негативное напряжение прилагается к катоду, вызывая разделение положительных ионов в плазме, генерируемой с помощью проволоки источника положительных ионов, чтобы разогнать и столкнуть с поверхностью катода так, что вторичные электроны испускаемые катодом ("первичные" электроны присутствуют в плазме вместе с положительными ионами). Вторичные электроны, полученные на поверхности катода, формируют поток электронов, который, как правило, имеет трехмерную форму положительных ионов плазмы, бомбардирующих катод. Вторичные электроны разгоняются вблизи катода в направлении к аноду, перенося несколько столкновений в процессе прохождения через газ низкого давления в эмиттере.
[00160] Скомпоновав соответствующим образом различные компоненты испускающего ионы плазменного электронного эмиттера, широкое поле вторичных электронов с достаточной энергией может формироваться на катоде и разгоняться от эмиттера цели. Фиг. 20 является упрощенным описанием компонентов плазменного ионного электронного эмиттера с проволочным разрядом, в котором ток подается на тонкий проволочный анод 12 для генерирования плазмы 14. Положительные ионы 16 в плазме 14 разгоняют и соударяются с негативно заряженным катодом 18, высвобождая на обширной площади облако вторичных электронов 20, которые разгоняются в направлении анода 12 благодаря воздействию электрического поля между электродами и целью.
[00161] В различных неограничивающих модификациях, система или устройство, скомпонованные для осуществления способа образования твердых мелких частиц, может включать плавильное устройство для плавки, в котором имеется камера с регулируемым давлением (плавильная камера), а также под печи, расположенный в плавильной камере и скомпонованный для поддержания сплава жидким. По меньшей мере, один испускающий ионы плазменный электронный эмиттер может быть расположен в или около плавильной камеры и может быть установлен для направления трехмерного, широкополосного потока электронов, генерируемого с помощью эмиттера в камере. Испускающий ионы плазменный электронный эмиттер создает трехмерный поток электронов, имеющий достаточную энергию для нагревания электропроводящего сплава до его температуры плавления.
[00162] В различных неограничивающих модификациях, распыляющее устройство скомпоновано так, чтобы получить, по меньшей мере, один поток или ряд капель жидкого сплава из пода печи. Плавильное устройство может использоваться для плавки любого сплава, который может быть расплавлен с использованием типовой плавильной печи электронным пучком, такой как, например, сплавы на основе алюминия, тантала, титана, вольфрама, ниобия, циркония, никеля, железа, а также кобальта. В различных неограничивающих модификациях, плавильное устройство скомпоновано для плавки содержащих заряд материалов, которые дополняют химический состав суперсплавов на основе кобальта или суперсплавов на основе никеля. В различных других неограничивающих модификациях, плавильное устройство скомпоновано для плавки заготовленного слитка сплава или другой структуры, который может быть предварительно получен и обработан, например, одним или более способами ВИП, ВДП, а также ЭШП.
[00163] Плавильное устройство может иметь один или более механизмов подачи материала, приспособленных для ввода электропроводящих металлов или других добавок сплавов в камеру плавки. Типы механизмов подачи могут включать, например, механизмы подачи брусков и механизмы подачи проволоки, а также выбранный тип механизма подачи, который будет зависеть от требований к конструкции печи. Механизм подачи материала и, по меньшей мере, один испускающий ионы плазменный электронный эмиттер плавильного устройства могут быть скомпонованы так, что поток электронов, испускаемых с помощью испускающего ионы плазменного электронного эмиттера, по меньшей мере, частично бомбардировал материал, вводимый в камеру с помощью механизма подачи. Если материал, который вводится в камеру плавки с помощью механизма подачи, проводит электричество, поток электронов может нагревать и плавить материал.
[00164] Под печи, включенный в плавильное устройство может быть подобран из различных видов подов печи, известных из современного уровня техники. Например, плавильное устройство может быть в свою очередь плавильной печью с электронным пучком и охлаждаемым подом печи, включая охлаждаемый под печи или, более точно, например, медный, охлаждаемый водой под печи в плавильной камере. Как известно даже специалистам среднего уровня, охлаждаемый под печи содержит средства охлаждения, вызывающие замерзание расплавленного материала в поде печи с образованием поверхности в поде печи и формированием защитного слоя или гарнисажа. Согласно другому неограничивающему примеру, под печи может содержать "автогенный" под печи, являющееся подом печи, покрытым или сделанным из сплава, который плавится в печи, в которой поверхность дна пода печи также может охлаждаться водой для предотвращения прожога.
[00165] Определенный под печи, входящий в плавильную камеру, может содержать область удержания расплавленного материала, в которой расплавленный материал находится определенное время выдержки перед тем, как направиться к нижней части потока распыляющего устройства в канале для движения флюидов с плавильной камерой. Под печи и, по меньшей мере, один испускающий ионы плазменный электронный эмиттер может быть установлено в плавильном устройстве для того, чтобы поток электронов, испускаемый с помощью испускающего ионы плазменного электронного эмиттера, по меньшей мере, частично бомбардировал область удержания расплавленного материала. Таким же образом, поток электронов может быть применен для удержания материала сплава в жидком состоянии в области удержания расплавленного материала.
[00166] В различных модификациях, плавильное устройство содержит камеру плавки с регулируемым давлением и под печи, размещенный в камере плавки с регулируемым давлением, где под печи включает область удержания расплавленного материала. Плавильное устройство может дополнительно содержать один или более испускающих ионы плазменных электронных эмиттеров, расположенных в или рядом с камерой плавки с регулируемым давлением. Под печи и, по меньшей мере, один испускающий ионы плазменный электронный эмиттер, установлены так, что поток электронов, полученный с помощью эмиттера, по меньшей мере, частично бомбардирует область удержания расплавленного материала. Распыляющее устройство в канале для движения флюидов камеры плавки с регулируемым давлением может быть установлено для получения расплавленного материала из пода печи. По меньшей мере, один механизм подачи может быть включен в печь и может быть скомпонован для ввода материала в камеру плавки с регулируемым давлением в позиции над, по меньшей мере, одной областью пода печи.
[00167] Любой подходящий испускающий ионы плазменный электронный эмиттер может использоваться в системах и устройстве, скомпонованных для осуществления способа образования твердых мелких частиц. Подходящие модификации испускающих ионы плазменных электронных эмиттеров описаны, например, в Патентах США №№4,025,818; 4,642,522; 4,694,222; 4,755,722; а также 4,786,844, которые включены в виде ссылок в настоящее описание изобретения. Подходящими эмиттерами являются такие, которые способные создавать трехмерный, широкополосный поток электронов, который может быть направлен в камеру плавки печи и который будет электрически нагревать электропроводящее сырье, помещенное в камеру плавки, до заданной температуры. Подходящими эмиттерами являются также те, которые способны создавать трехмерный, широкополосный поток, который может быть направлен в камеру распыления и распылить материал жидкого сплава, как обсуждалось выше.
[00168] В различных, неограничивающих, модификациях испускающего ионы плазменного электронного эмиттера, эмиттер имеет плазменную область и катодную область. Плазменная область содержит, по меньшей мере, один продолговатый проволочный анод, приспособленный для создания плазмы, содержащей положительные ионы. Катодная область содержит катод, который электрически соединен с источником электропитания высокого напряжения, приспособленный для зарядки катода негативно. В испускающем ионы плазменном электронном эмиттере, электрод, используемый для создания плазмы, может быть одной проволокой или несколькими проводами, установленными вдоль плазменной области. По меньшей мере, часть катода, которая поддается воздействию положительных ионов, состоит из материала, пригодного для генерирования электронов. Различные неограничивающие модификации катода, расположенного в катодной области эмиттера также могут включать вставку, такую, как, например, молибденовую вставку, имеющую высокую температуру плавления и низкую работу выхода, что способствует генерированию электронов. Катод и анод установлены относительно друг друга так, что положительные ионы в плазме, генерируемые с помощью проволочного анода, разгоняются в направлении и бомбардируют катод под воздействием электрического поля между электродами, высвобождая широкополосный поток вторичных электронов с катода.
[00169] Различные неограничивающие модификации испускающего ионы плазменного электронного эмиттера содержат, по меньшей мере, одно соответствующее пропускающее электроны окно, такое как тонкая пропускающая электроны титановая или алюминиевая фольга, которая покрывает стенку камеры плавки и/или камеры распыления. Подходящие пропускающие электроны окна могут также включать, например, окна, содержащие нитрид бора или углеродные (напр., алмаз) материалы. Пропускающие электроны окна могут дополнительно включать материалы, содержащие элементы с низкими порядковыми номерами атомов, как правило, известные из современных источников, как способные пропускать электроны. Различные неограничивающие модификации испускающего ионы плазменного электронного эмиттера не включают пропускающее электроны окно, в случае которого плазменная область эмиттера жидкостно соединена с камерой плавки и/или камерой распыления. В том же случае, широкополосный поток электронов входит в камеру плавки и/или камеру распыления и может бомбардировать материал в камере(ах). В различных неограничивающих модификациях, испускающий ионы плазменный электронный эмиттер может перемещаться для увеличения объема широкополосного потока электронов, полученного с помощью эмиттера.
[00170] Если пропускающее электроны окно, на самом деле, отделяет внутреннее пространство электронного эмиттера от камеры плавки или камеры распыления, поток электронов проходит через окно так, как он спроектирован, из электронного эмиттера в камеру. В различных неограничивающих модификациях испускающий ионы плазменный электронный эмиттер, источник электропитания высокого напряжения, электрически спаренный с катодом, подает на катод негативное напряжение более 20 000 вольт. Негативное напряжение является функцией разгона положительных ионов в плазме к катоду, а также отбрасывания потока вторичных электронов от катода и аноду.
[00171] Пропускающее электроны окно может понадобиться в случае, если давление в испускающем ионы плазменном электронном эмиттере значительно отличается от давления в камере плавки и/или камере распыления, в случае которого окно из фольги служит для изоляции двух смежных областей, отличающихся давлением. Преимуществом испускающих ионы плазменных электронных эмиттеров по сравнению с не содержащими газ электронными эмиттерами, такими, как термоионные пушки для создания электронных пучков, состоит в том, что испускающие ионы плазменные электронные эмиттеры должны включать газ в плазменной области, служащий источником плазмы. Хотя испускающие ионы плазменные электронные эмиттеры могут работать при очень низком давлении газа, такие устройства также могут работать эффективно при относительно высоких давлениях газа.
[00172] Фиг. 21 схематично иллюстрирует неограничивающую модификацию плавильного устройства с электронным пучком. Плавильное устройство 2210 содержит камеру плавки 2214, по меньшей мере, частично определяемую стенкой камеры 2215. Испускающие ионы плазменные электронные эмиттеры 2216, установлены снаружи и прилегая к камере 2214. Испускающие ионы плазменные электронные эмиттеры 2216 проецируют широкополосные потоки электронов 2218 внутрь камеры 2214. Брусок сплава 2220 вводится в камеру 2214 с помощью механизма подачи бруска 2219. Жидкий сплав 2226 получают бомбардировкой широкополосным потоком электронов 2218, по меньшей мере, одним испускающим ионы плазменным электронным эмиттером 2216 в бруске сплава 2220. Жидкий сплав 2226, полученный из бруска сплава 2220, капает в охлаждаемый водой медный под печи 2224 и постоянно находится в поде печи 2224 на протяжении времени выдержки, где он нагревается, дегазируется и очищается одним или более широкополосными потоками электронов 2218, полученными с помощью эмиттеров 2216. Жидкий сплав 2226 окончательно стекает из пода печи 2224 в распыляющее устройство 2231, где жидкий сплав распыляется до частиц сплава 2232, которые поддаются воздействию аппарата для генерирования поля 2230, затвердевают, и соударяются со сборником 2233.
[00173] Как обсуждалось выше, испускающие ионы плазменные электронные эмиттеры 2216 плавильного устройства 2210, скомпонованные для генерирования поля или "потока" обладающих энергией электронов, покрывающих обширную площадь по сравнению с пятном, которое покрывает в значительной степени линейный поток, полученный с помощью термоионной пушки для создания электронного пучка. Эмиттеры для создания потока электронов 2216 распространяют электроны на обширной площади и бомбардируют материалы, которые необходимо расплавить и/или поддерживать в жидком состоянии в плавильном устройстве 2210. Подобным образом, испускающие ионы плазменные электронные эмиттеры (не показано) могут создавать широкополосный поток электронов в распыляющем устройстве 2231, который бомбардирует жидкий сплав, полученный в плавильном устройстве 2210, и распылить жидкий сплав.
[00174] Как указано выше, различные неограничивающие модификации испускающего ионы плазменного электронного эмиттера, как правило, включают один или более продолговатых проволочных анодов, дающих плазму с положительными ионами, где плазма бомбардируется катод с целью генерировать поток вторичных электронов, который могут быть разгоняются для бомбардировки нагреваемой цели. Схематичное представление одной из конструкций испускающего ионы плазменного электронного эмиттера показаны на Фиг. 22. Эмиттер 2310 включает область ионизации или плазменную область 2314, в которой получают плазму с положительными ионами, и катодную область 2316, которая включает катод 2318. Плазменная область 2314 заполнена ионизированным газом с низким давлением, а газ ионизируется в плазменной области для создания содержащей катионы плазмы. Например, область ионизации 23 14 может быть заполнена гелием, например, с давлением приблизительно 20 мТорр.
[00175] Продолговатый проволочный анод малого диаметра 2319 проходит через плазменную камеру 2314. Положительное напряжение прикладывается к проволочному аноду 2319 благодаря источнику электропитания 2322, что вызывает ионизацию гелия в плазме, включающей катионы гелия и свободные электроны ("первичные" электроны). Как только начинается ионизация гелия, плазма поддерживается приложением напряжения к тонкому проволочному аноду 2319. Положительно заряженные ионы гелия в плазме извлекаются из ионизационной камеры 2314 через разделяющую решетку 2326, поддерживая высокий негативный электрический потенциал и разгоняя через зазор высокого напряжения в катодной области 2316, где катионы в плазме соударяются с катодом с высоким негативным напряжением 2318.
[00176] Катод 2318 может быть, например, покрыт или не покрыт металлом или сплавом. Бомбардировка катода 2318 ионами гелия высвобождает вторичные электроны с катода 2318. Зазор высокого напряжения 2328 разгоняет вторичные электроны в направлении, противоположном направлению движения катионов гелия, через разделяющую решетку 2326 и в плазменную область камеры 2314, а затем через тонкое металлическое окно из фольги 2329, сделанное из материала, сравнительно легко пропускающего электроны. Как указано выше, в зависимости от относительных давлений газов в электронном эмиттере и камере плавки и/или камере распыления возможно не включать окно из фольги 2329, в случае чего электроны, полученные с помощью эмиттера, вошли бы непосредственно в камеру. Широкополосное трехмерное поле электронов с определенной энергией, выходящее из эмиттера 2310, может быть направлено для бомбардировки цели, установленной напротив окна из фольги 2329, а также в камере плавки или в камере распыления.
[00177] Один или более испускающих ионы плазменных электронных эмиттеров, таких как, например, эмиттер 2310, могут быть установлены для поддержания потока электронов в камере плавки печи плавки электронным пучком и/или в камере распыления распыляющего устройства с электронным пучком. Как показано на Фиг. 6, неограничивающая модификация электроннолучевого плавильного устройства включает один или больше испускающих ионы плазменных электронных эмиттеров 2310, установленных рядом с камерой плавки 2330. Широкополосный поток электронов 2332 выходит из эмиттера 2310 через окно с пленкой 2329 и заполняет, по меньшей мере, область поверхности жидкого сплава 2334 в поде печи 2336, таким образом нагревая сплав с целью поддержания его в жидком состоянии.
[00178] Окно с пленкой 2329 может быть убрано, если градиент рабочего давления между эмиттером 2310 и камерой плавки 2330 не является значительным. Камера плавки 2330 может работать при давлении выше обычного для дальнейшего снижения или устранения испарения нежелательных элементов, и в таком случае потребность в окне с пленкой, отделяющей электронный эмиттер от камеры плавки, будет, снова, зависеть от определенного градиента давления, используемого в данной конструкции. Необязательно, компоненты 2340 для электростатического и/или электромагнитного контроля широкополосного потока электронов придаются, чтобы позволить дополнительно улучшить контроль процесса плавки в камере плавки 2330.
[00179] Хотя Фиг.6 дает упрощенный вид модификации печи плавки испусканием электронов ионов плазмы, включающий единичный электронный эмиттер, множественные испускающие ионы плазменные электронные эмиттеры могут использоваться в различных неограничивающих модификациях. Один или более испускающих ионы плазменных электронных эмиттеров может быть включен в такое устройство для: (1) плавки сырья, которое вводится в камеру плавки, в форме, например, слитка сплава, плиты, бруска, проволоки, или другого вида загрузки; и (2) постоянного поддержания жидкого сплава в печи пода печи при температуре, выше температуры плавления сплава (и по возможности дегазации и/или рафинирования жидкого сплава). Также, в различных неограничивающих модификациях, один или больше испускающих ионы плазменных электронных эмиттеров может использоваться вместе с одной или более пушек для создания электронных пучков и получения в значительной степени двумерных, линейных электронных пучков.
[00180] Фиг. 24 и 25 предоставляют дополнительные детали неограничивающей модификации испускающего ионы плазменного электронного эмиттера, который может быть скомпонован для использования в качестве источника электронов с достаточной энергией в модификации электроннолучевого плавильного устройства в соответствии с данным описанием. Фиг. 24 является видом в перспективе, частично, модификации испускающего ионы плазменного электронного эмиттера. Фиг. 25 является принципиальной схемой иллюстрирующей работу эмиттера 2510 на Фиг. 24. Эмиттер 2510 включает электрически заземленную оболочку 2513, которая включает катодную область 2511, ионизационную или плазменную область 2514, и пропускающее электроны окно из фольги 2515. Продолговатый проволочный электрод 2516 проходит по все длине ионизационной области 2514. Окно из фольги 2515 электрически спарено с камерой 2513 и формирует анод, который разгоняет электроны в камере 2513, который выходят из камеры 2513 направлении, указанном стрелкой "A". Камера 2513 заполнена гелием с низким давлением, таким, как 1-10 мТорр, и в нее подается газ с помощью устройства подачи 2517. Устройство подачи газа 2517 соединено с оболочкой 2513 трубопроводом 2519, который проходят через клапан 2521. Регулирование давления в камере 2513 осуществляется с помощью насоса 2523, который соединен с камерой 2513 трубопроводом 2519.
[00181] Катодная область 2511 включает катод 2518, который в свою очередь содержит вставку 2520, смонтированную на нижней поверхности вставки. Вставка 2520 может содержать, например, молибден, однако может содержать любой материал с соответствующим высоким коэффициентом эмиссии вторичных электронов. Катод 2518 соответствующим образом одинаково отделен от стенок вставки 2513 для предотвращения разрыва Пашена. Катод 2518 спарен с источником электропитания высокого напряжения 2522 с помощью кабеля 2525, который проходит через изолятор 2526 и резистор 2528. Источник электропитания 2522 подает высокий негативный потенциал, например, 200-300 кВ, на катод 2518. Катод 2518 и вставка 2520 может быть соответствующим образом охлаждаться, например, циркулирующей по трубопроводах охлаждающей жидкостью 2524.
[00182] Ионизационная область 2514 включает большое количество тонких металлических ребер 2530, которые спарены электрически и механически. Каждое ребро 2530 имеет центральную область предохранителя, позволяющую проволочному электроду 2516 проходить через ионизационную камеру 2514. Боковые стенки ребер 2530 направлены к катоду 2518 и создают экстракционную решетку 2534. Противоположная сторона всего или части ребер 2530 создает поддерживающую решетку 2536 для пропускающего электроны окна из фольги 2515. Каналы охлаждения 2540 могут устанавливаться для создания циркуляции охлаждающей жидкости через и рядом с ребрами 2530 для отвода тепла от ионизационной области 2514.
[00183] Пропускающее электроны окно из фольги 2515, которое может включать, например, алюминиевую или титановую фольгу, поддерживается решеткой 2534 и отделено от вставки 2513 с помощью О-кольца или другой структуры, достаточной для поддержки высокой степени вакуума гелия во вставке 2513. Устройство электрического контроля 2548 соединено с проволочным электродом 2516 соединительным звеном 2549. Для активации устройства контроля 2548, проволочный электрод 2516 заряжен до высокого положительного потенциала, а гелий в ионизационной области 2514 ионизируется для создания плазмы, включающий катионы гелия. Как только плазма образуется в ионизационной области 2514, катод 2518 заряжается источником электропитания 2522. Катионы гелия в ионизационной области 2514 электрически притягиваются к катоду 2518 электрическим полем, которое распространяется от катода 2518 в плазменную область 2514. Катионы гелия движутся вдоль линий поля, через экстракционную решетку 2534, а также в катодную область 2511.
[00184] В катодной области 2511, катионы гелия разгоняются поперек полного потенциала электрического поля, генерируемого заряженным катодом 2518, и активно бомбардируют катод 2518 в виде коллимированного пучка катионов. Соударяющиеся катионы высвобождают вторичные электроны вставки 2520. Поток вторичных электронов, полученный с помощью вставки 2520, разгоняется в направлении, противоположном направлению движения катионов гелия, к проволочному электроду 2516 и через окно из фольги 2515.
[00185] Могут быть предусмотрены средства для отслеживания давления газа в камере 2513, поскольку изменения давления могут влиять на плотность плазмы ионов гелия и, в свою очередь, плотность потока вторичных электронов, генерируемых катодом 2518. Начальное давление может быть установлено во вставке 2513 соответствующим образом регулируемым клапаном 2521. Как только плазма содержащая катионы образуется в плазменной области 2514, датчик напряжения 2550 может быть установлен для непрямого контроля мгновенного статического давления в камере 2513. Рост напряжения является индикатором снижения давления в камере. Выходной сигнал датчика напряжения 2550 используется для контроля клапана 2521 через контролер клапана 2552. Ток, подаваемый на проволочный электрод 2516 контролирующим устройством 2548, также регулируется датчиком сигнала напряжения 2550. Используя сигнал, генерируемый датчиком напряжения 2550 для контроля клапана подачи газа 2521 и для контроля устройства 2548, дает стабильный выход потока электронов из эмиттера 2510.
[00186] Ток, генерируемый эмиттером 2510, определяется плотностью катионов, соударяющихся с катодом 2518. Плотностью катионов, соударяющихся с катодом 2518, может регулироваться изменением напряжения на проволочном электроде 2516 через контролирующее устройство 2548. Энергия электронов, испускаемых катодом 2518, может регулироваться изменением напряжения на катод 2518 через источник электропитания 2522. Ток и энергия испускаемых электронов может независимо контролироваться, а зависимости между данными параметрами и используемыми напряжениями являются линейными, делая контроль эмиттера 2510 эффективным и результативным.
[00187] Фиг. 26 схематически иллюстрирует плавильное устройство с электронным пучком 2610, содержащим два испускающих ионы плазменных электронных эмиттера 2614 и 2616, сконструированных так, как проиллюстрировано на Фиг. 24 и 25. Плавильное устройство 2610 содержит камеру плавки 2620, механизм подачи материала 2622, и функционально соединено с распыляющим устройством 2624. Ток, необходимый для работы эмиттеров 2614 и 2616, подается на эмиттеры линий электропередачи 2626, а также связкой между эмиттерами 2614 и 2616 и камерой плавки 2620, включающей пропускающие электроны окна из фольги 2634 и 2636, которые создают потоки электронов 2638, полученные с помощью эмиттеров 2614 и 2616, входящие в камеру плавки 2620. Устройства электромагнитного контроля 2639 для магнитного управления потоками электронов 2638 могут быть включены в камеру плавки 2620 для обеспечения дополнительного контроля процесса.
[00188] Под печи 2640, которым может быть, например, охлаждаемый под печи, установлен в камере плавки 2620. При работе, испускающие ионы плазменные электронные эмиттеры 2614 и 2616 заряжаются и создают потоки электронов 2618. Сплав подаваемого материала 2644 вводится в камеру плавки 2620 с помощью механизма подачи 2622, плавится потоком электронов 2638, испускаемых эмиттером 2614, и стекает в под печи 2640. Широкополосный поток электронов 2638, испускаемых эмиттером 2616, нагревает, дегазирует и рафинирует материал жидкого сплава 2642, пока последний находится в поде печи 2640. Расплавленный материал 2642 движется вдоль пода печи 2640 и стекает в распыляющее устройство 2624, образуя мелкие твердые частицы в твердой заготовке. Распыляющее устройство 2624 может включать один или более термоионных эмиттеров с электронными пучками и/или один или более испускающих ионы плазменных электронных эмиттеров.
[00189] Данное описание изобретения составлено в соответствии с различными неограничивающими и неисчерпывающими вариантами реализации. Однако будет понятно даже специалистам среднего уровня в данной области техники, что различные замены, модификации, или сочетания любой из раскрытых модификаций, могут быть сделаны в пределах объема, обозначенного в описания изобретения. Таким образом, рассматривается и подразумевается, что настоящее описание изобретения поддерживает дополнительные модификации, не установленные явно в данном изобретении. Такие модификации могут быть получены, например, сочетанием, изменением или преобразованием любой из раскрытых стадий, компонентов, элементов, свойств, аспектов, характеристик, ограничений, и подобных им различных неограничивающих модификаций, описанных в настоящем описании изобретения. Таким же образом, Заявитель оставляет за собой право вносить дополнения формулу изобретения во время судебного процесса, в соответствии с теми вариантами, которые изложены в настоящем описании изобретения, и такие поправки соответствуют требованиям 35 U.S.C. § 112, первый абзац, и 35 U.S.C. § 132(a).
Реферат
Изобретение относится к системам и устройствам для получения продуктов из распыленных металлов и сплавов. Получают поток жидкого сплава и/или ряд капель жидкого сплава. Жидкий сплав распыляют для получения электрически заряженных частиц жидкого сплава бомбардировкой электронами потока жидкого сплава и/или ряда капель жидкого сплава. Электрически заряженные частицы жидкого сплава ускоряют по меньшей мере одним из электрического поля и электромагнитного поля. Ускоряющиеся частицы жидкого сплава охлаждают до температуры меньшей, чем температура солидуса частиц жидкого сплава, так что частицы жидкого сплава затвердевают во время ускорения. Твердые частицы сплава соударяются с подложкой, и ударяющиеся частицы деформируются и металлургически связываются с подложкой, образуя твердую заготовку сплава. Обеспечивается получение мелкозернистой гомогенной структуры заготовок. 5 н. и 32 з.п. ф-лы, 26 ил.
Комментарии