Способ литья отливки - RU2686402C2
Код документа: RU2686402C2
Чертежи



Описание
Изобретение касается способа литья отливки по принципу разливки из наклоняющегося тигля, при этом металлический расплав из по меньшей мере одного наклоняющегося литейного ковша переливается в литейную форму, имеющую полость формы, воспроизводящую отливку, при этом металлический расплав черпается литейным ковшом прямо из стационарной тигельной печи с вычерпыванием расплава.
Способ вышеназванного рода стал известен из DE102009023881A1.
Способ разливки из наклоняющегося тигля стал известен из WO2010/058003A1. При этом известном способе процесс переливания осуществляется путем наклона литейного ковша. При этом литейный ковш или, соответственно, уровень расплава в литейном ковше находится выше, чем литейная форма, так что расплав входит в литейный ковш с относительно высокой кинетической энергией. При этом известном решении, как это принято при таких способах, расплав черпается черпаком из стационарной тигельной печи с вычерпыванием расплава и затем из черпака переливается в литейный ковш, с помощью которого затем наполняется литейная форма.
Другие способы литья стали известны из US2012/325424A1, DE102006058142A1, WO2010/068113A1, US5704413A, а также GB1164173.
Недостатком известных способов является, в частности, что уже перед началом переливания металлического расплава из литейного ковша в литейную форму как следствие наполнения литейного ковша черпаком могут возникать завихрения в расплаве, а также перемешивание пленки из оксида металла и металлического расплава и, таким образом, сильные ухудшения микроструктуры получающейся в результате отливки.
Поэтому задачей изобретения является создать новый способ разливки из наклоняющегося тигля, который не имеет вышеназванных недостатков.
Эта задача в соответствии с изобретением решается с помощью способа вышеназванного рода таким образом, что металлический расплав черпается литейным ковшом прямо из стационарной тигельной печи с вычерпыванием расплава, при этом в литейном ковше на поверхности металлического расплава образуется пленка из оксида металла, и литейный ковш, содержащий металлический расплав и всплывающую на нем пленку из оксида металла, подводится к литейной форме, и металлический расплав переливается из литейного ковша в литейную форму путем совместного вращения литейного ковша и литейной формы из исходного положения в конечное положение вокруг оси вращения, при этом по меньшей мере 80% пленки из оксида металла всплывают на поверхности металлического расплава и по существу остаются на поверхности металлического расплава.
С помощью предлагаемого изобретением решения может осуществляться особенно гомогенный и малотурбулентный процесс литья. Благодаря этому могут очень хорошо устраняться неравномерности в структуре материала литой заготовки. Прежде всего, вследствие отказа от переливания расплава из черпака в литейный ковш может достигаться вычерпывание и транспортировка расплава к литейной форме с особенно малыми завихрениями. Так как металлический расплав уже перед переливкой из литейного ковша в литейную форму успокоен, вливание расплава в литейную форму также может осуществляться очень равномерно и без завихрений. При этом переливание осуществляется с такой скоростью, что пленка из оксида металла до конца переливания всплывает на металлическом расплаве. Тем самым обеспечивается равномерное вливание металлического расплава в литейную форму.
Особенно предпочтительным оказалось, когда пленка из оксида металла до достижения конечного положения остается в литейном ковше. При этом особенно благоприятно, когда область пленки из оксида металла, обращенная от литейной формы, при достижении конечного положения последней покидает литейный ковш и оказывается на поверхности металлического расплава в литейной форме.
Предпочтительным образом больше 80%, предпочтительно больше 95% пленки из оксида металла в положении кристаллизации, следующем во времени за конечным положением, оказываются в области питателя литейной формы.
Один из вариантов изобретения, с помощью которого может достигаться особенно высокое качество литой заготовки, предусматривает, что переливание осуществляется с такой скоростью, что пленка из оксида металла до достижения конечного положения остается упругой и неповрежденной.
Особенно малотурбулентное переливание достигается за счет того, что поверхность пленки из оксида металла, находящейся в литейном ковше, во время переливания металлического расплава из литейного ковша в литейную форму увеличивается. С помощью этого варианта осуществления обеспечивается, что переливание металлического расплава осуществляется с оптимальной скоростью.
По одному из предпочтительных усовершенствований, которое обеспечивает возможность очень точного и определенного переливания, может быть предусмотрено, чтобы литейный ковш перед переливанием соединялся с литейной формой, и относительное положение литейного ковша по отношению к литейной форме во время переливания сохранялось между исходным положением и конечным положением.
Оптимальный режим кристаллизации металлического расплава в литейной форме может достигаться за счет того, что ось вращения в исходном положении проходит через литейную форму и лежит либо под полостью формы, либо, если смотреть от литейного ковша, позади полости формы, либо проходит через полость формы или над полостью формы.
Во избежание повреждения литой заготовки пленкой из оксида металла по одному из усовершенствований предлагаемого изобретением способа может быть предусмотрено, чтобы пленка из оксида металла по достижении конечного положения падала на питатель литейной формы или заскальзывала внутрь него по всей ширине.
По одному из вариантов изобретения, который отличается особенно спокойным и без завихрений переливанием металлического расплава из литейного ковша в литейную форму, может быть предусмотрено, чтобы литейный ковш после черпания металлического расплава из стационарной тигельной печи с вычерпыванием расплава подводился к питателю литейной формы, при этом литейный ковш имеет выпускную область, через которую металлический расплав посредством питателя льется в литейную форму, при этом контур выпускной области соответствует контуру нижнего, если смотреть в исходном положении в вертикальном направлении, участка питателя, при этом выпускная область непосредственно и конгруэнтно соединяется с питателем.
Особенно благоприятным оказалось, если в исходном положении контур питателя и контур выпускной области находятся в горизонтальном положении или повернуты из горизонтального положения на угол максимум 30°.
Очень хорошие результаты с точки зрения качества литой заготовки могут достигаться за счет того, что в конечном положении контур питателя и контур выпускной области повернуты относительно исходного положения на угол максимум 120° и минимум 60°.
Особенно предпочтительным оказалось, если литейный ковш непосредственно по окончании наполнения металлическим расплавом в течение периода времени максимум 5 с, в частности, в течение периода времени максимум 3,5 с соединяется с литейной формой и приводится в исходное положение. Благодаря короткому времени стыковки литейного ковша с литейной формой могут обеспечиваться оптимальная температура литья металлического расплава, а также оптимальный режим его потока. Также при указанных периодах времени могут достигаться оптимальные упругие свойства пленки из оксида металла.
Оптимальное для литья состояние пленки из оксида металла, а также металлического расплава могут достигаться за счет того, что литейный ковш наполняется металлическим расплавом в стационарной тигельной печи с вычерпыванием расплава в течение периода времени, максимальная продолжительность которого составляет 3,5 с.
Очень хорошие результаты с точки зрения микроструктуры литой заготовки могут достигаться за счет того, что литейный ковш и литейная форма движутся из исходного положения в конечное положение в течение периода времени максимум 8 с, в частности в течение периода времени максимум 6,5 с.
Особенно предпочтительным оказалось, чтобы средняя температура металлического расплава в стационарной тигельной печи с вычерпыванием расплава имела значение, лежащее в диапазоне значений, нижний предел которого составляет 680°C, а верхний предел которого составляет 780°C.
Особенно малотурбулентное и плавное, а также с малым количеством оксида черпание металлического расплава из стационарной тигельной печи с вычерпыванием расплава, наряду с упомянутым периодом времени черпания металлического расплава, может достигаться за счет того, что в области, обращенной в исходном положении от литейной формы, литейный ковш имеет щелевое отверстие, при этом литейный ковш для черпания металлического расплава из стационарной тигельной печи с вычерпыванием расплава погружается отверстием вперед в металлический расплав, находящийся в стационарной тигельной печи с вычерпыванием расплава.
По другому очень предпочтительному варианту изобретения может быть предусмотрено, чтобы литейный ковш и литейная форма приводились из исходного положения в конечное положение в атмосфере с избыточным давлением.
По одному из вариантов осуществления, оптимальному с точки зрения производительности, может быть предусмотрено, чтобы применялись по меньшей мере три литейные формы, которые установлены на карусели, при этом карусель вращает эти три литейные формы по очереди из положения литья, в котором осуществляется переливание металлического расплава из литейного ковша в литейную форму, в положение кристаллизации, в котором металлический расплав в литейной форме кристаллизуется, и после этого в положение обслуживания, в котором литейная форма открывается, и отливка извлекается из литейной формы, и литейная форма очищается. По одному из предпочтительных усовершенствований могут также параллельно эксплуатироваться две карусели.
Очень высокая производительность при оптимальном качестве изготавливаемых заготовок может достигаться за счет того, что карусель продолжает вращаться с постоянным тактом, который имеет значение, лежащее в диапазоне значений, нижний предел которого составляет 70с, а верхний предел которого составляет 80с.
Для лучшего понимания изобретения оно поясняется подробнее с помощью последующих фигур.
Показано, соответственно в сильно упрощенном, схематичном изображении:
фиг.1: литейный ковш, литейная форма и стационарная тигельная печь с вычерпыванием расплава, которые применяются при предлагаемом изобретением способе;
фиг.2: исходное положение литейного ковша и литейной формы с фиг.1 перед переливанием металлического расплава из литейного ковша в литейную форму;
фиг.3: конечное положение литейного ковша и литейной формы с фиг.2 после переливания металлического расплава из литейного ковша в литейную форму;
фиг.4: вид в перспективе литейного ковша и литейной формы с фиг.2;
фиг.5: сечение литейного ковша и литейной формы с фиг.4;
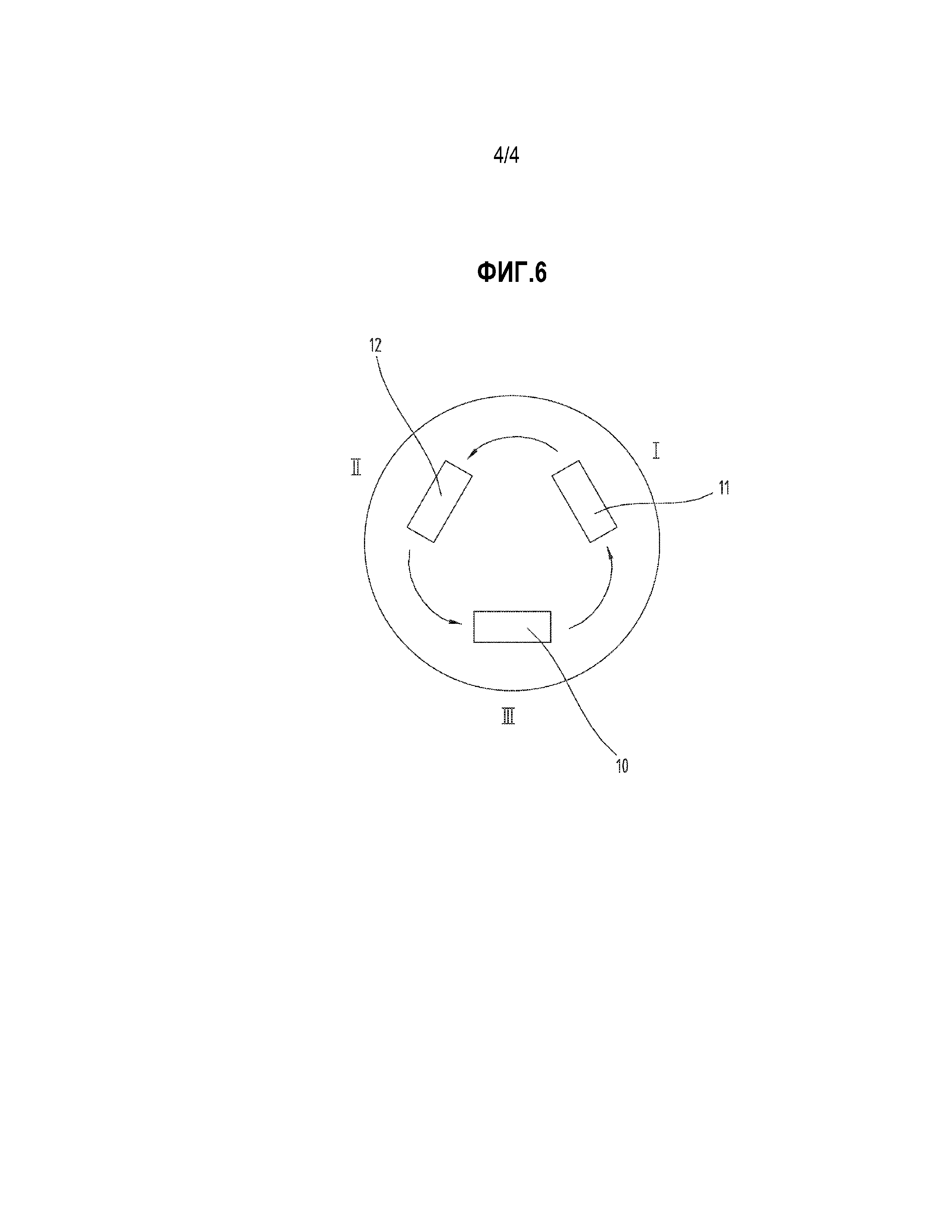
фиг.6: карусель, имеющая три литейные формы.
Сначала следует констатировать, что описанные в различных вариантах осуществления одинаковые части снабжаются одинаковыми ссылочными обозначениями или, соответственно, одинаковыми наименованиями конструктивных элементов, при этом содержащиеся во всем описании пояснения по смыслу могут переноситься на одинаковые части, снабженные одинаковыми ссылочными обозначениями или, соответственно, одинаковыми наименованиями конструктивных элементов. Также выбранные в описании данные положений, такие как, напр., вверху, внизу, сбоку и т.д., относятся к непосредственно описанной, а также изображенной фигуре, и при изменении положения эти данные положений должны переноситься по смыслу на новое положение.
Примеры осуществления показывают возможные варианты осуществления предлагаемого изобретением решения, причем в этом месте следует заметить, что изобретение не ограничено именно этими изображенными вариантами его осуществления, а, в отличие от этого, возможны также различные комбинации отдельных вариантов осуществления между собой, и эти возможности варьирования в соответствии с учением о техническом использовании конкретным изобретением, доступны специалисту, работающему в этой области техники.
Кроме того, отдельные признаки или комбинации признаков из показанных и описанных различных примеров осуществления могут представлять собой самостоятельные изобретательские или предлагаемые изобретением решения.
Задача, лежащая в основе самостоятельных изобретательских решений, указана в описании.
Все данные диапазонов значений в конкретном описании следует понимать так, что они одновременно включают в себя их любые и все отдельные диапазоны, напр., указание от 1 до 10 следует понимать так, что сюда одновременно включены все отдельные диапазоны, начиная от нижнего предела 1 и до верхнего предела 10, т.е. все отдельные диапазоны начинаются с нижнего предела, равного 1 или больше, и заканчиваются верхним пределом, равным 10 или меньше, напр., от 1 до 1,7, или от 3,2 до 8,1, или от 5,5 до 10.
Прежде всего, вариант осуществления, показанный на фиг.6, может являться предметом самостоятельного изобретения. Соответствующие задачи и решения изобретения содержатся в детальных описаниях этой фигуры.
В заключение следует указать на то, что для лучшего понимания конструкции компонентов литейного устройства, применяемого для выполнения способа, оно или, соответственно, его составные части были частично изображены без соблюдения масштаба и/или в увеличенном и/или в уменьшенном изображении.
В соответствии с фиг.1-3 при предлагаемом изобретением способе литья отливки литье осуществляется по принципу разливки из наклоняющегося тигля. При этом металлический расплав 1 из наклоняющегося литейного ковша 2 переливается в литейную форму 3, имеющую полость 4 формы, воспроизводящую отливку. В качестве металлического расплава 1 особенно предпочтительно применяется алюминиевый сплав, например, AC-Al Si 10 Mg (Cu), AC-Al Si8 Cu3, Al Si7 Cu3, Al Si6 Cu4. Литейная форма 3 особенно предпочтительно представляет собой литейную форму для алюминиевых компонентов, подвергающихся высоким нагрузкам, таких как, например, головки блока цилиндра или другие компоненты двигателей транспортных средств.
На фиг.1-3 литейный ковш 2 и литейная форма 3 изображены в различных, следующих друг за другом во времени положениях. Переливание может также осуществляться посредством двух или нескольких литейных ковшей 2, расположенных параллельно друг другу, называемых также литейными ложками.
Литейный ковш 2 предпочтительно подводится рукой робота к литейной форме 3 и соединяется с ней, например, подвешивается. После соединения литейного ковша 2 с литейной формой 3 рука робота может высвобождать литейный ковш 2 и становится доступной для другого рабочего процесса. Наполнение литейного ковша 2 также осуществляется предпочтительно при помощи руки робота, которая погружает литейный ковш 2 в металлический расплав 1 стационарной тигельной печи 5 с вычерпыванием расплава. При этом металлический расплав 1 черпается литейным ковшом 2 прямо из стационарной тигельной печи 5 с вычерпыванием расплава. Во время черпания или, соответственно, непосредственно после него в литейном ковше 2 на поверхности металлического расплава 1 образуется пленка 6 из оксида металла. Средняя температура жидкого металлического расплава 6, находящегося в стационарной тигельной печи 5 с вычерпыванием расплава, имеет значение, лежащее в диапазоне значений, нижний предел которого составляет 680°C, а верхний предел которого составляет 780°C.
После своего наполнения литейный ковш 2, содержащий металлический расплав 1 и всплывающую на нем пленку 6 из оксида металла, подводятся к литейной форме 3. Затем металлический расплав 1 из литейного ковша 2 переливается в литейную форму 3 путем совместного вращения литейного ковша 2 и литейной формы 3 из исходного положения в конечное положение вокруг оси a вращения. Во время переливания пленка 6 из оксида металла преобладающей частью, по меньшей мере на 80%, или же полностью всплывает на металлическом расплаве 1 и до достижения конечного положения по существу остается на поверхности металлического расплава 1.
По одному из вариантов изобретения пленка 6 из оксида металла может также оставаться в литейном ковше 2 до достижения конечного положения. Область пленки 6 из оксида металла, отвернутая от литейной формы 3, последней покидает литейный ковш 2 при достижении конечного положения и оказывается на поверхности металлического расплава 1 в литейной форме 3. Благоприятным образом больше 80%, предпочтительно больше 95% пленки 6 из оксида металла в положении кристаллизации, следующем во времени за конечным положением, оказываются в области питателя 7 литейной формы 3.
Пленка 6 из оксида металла до достижения конечного положения остается упругой и неповрежденной. Во время переливания металлического расплава 1 поверхность пленки 6 из оксида металла, находящейся в литейном ковше 2, может также увеличиваться, в частности в направлении выпускной области литейного ковша 2. Вследствие увеличения поверхности пленки из оксида металла во время переливания достигается особенно спокойное течение металлического расплава.
Литейный ковш 2 перед переливанием соединяется с литейной формой 3. Относительное положение литейного ковша 2 по отношению к литейной форме 3 во время переливания сохраняется между исходным положением и конечным положением. Т.е. литейный ковш 2 следует движению литейной формы 3 вокруг оси a вращения. Особенно благоприятным оказалось, чтобы ось a вращения в исходном положении проходила через литейную форму 3. При этом ось a вращения может либо лежать под полостью 4 формы, либо, если смотреть от литейного ковша 2, позади полости 4 формы, либо проходить через полость 4 формы или над полостью 4 формы.
Со стороны вливания литейная форма 3 может иметь питатель 7. В этом случае литейный ковш 2 после черпания металлического расплава 1 из стационарной тигельной печи 5 с вычерпыванием расплава может подводиться к питателю 7 литейной формы 3 и соединяться с этим питателем 7. Литейный ковш 2 имеет выпускную область 8, через которую металлический расплав 1 течет в питатель 7 и оттуда дальше, в полость 4 формы. Контур выпускной области 8 соответствует контуру нижнего, если смотреть в исходном положении в вертикальном направлении, участка питателя 7. Выпускная область 8 предпочтительно непосредственно и конгруэнтно соединена с питателем 7. Под контуром в данном контексте понимается в первую очередь форма донной области и прилегающих друг к другу наружных кромок и наружных поверхностей питателя 7 и выпускной области 8 литейного ковша 2.
По достижении конечного положения пленка 6 из оксида металла падает на питатель 7 литейной формы 3 или заскальзывает внутрь питателя 7. Предпочтительно пленка из оксида металла заскальзывает внутрь него по существу по всей ширине питателя 7.
В соответствии с фиг.4 литейный ковш 2 в области, отвернутой в исходном положении от литейной формы 3, может иметь щелевое отверстие 9. Для черпания металлического расплава 6 из стационарной тигельной печи 5 с вычерпыванием расплава литейный ковш 2 погружается в металлический расплав 6, находящийся в стационарной тигельной печи 5 с вычерпыванием расплава, отверстием 9 вперед. Благодаря щелевому отверстию 9, стоящему вертикально во время процесса черпания в металлическом расплаве 1 стационарной тигельной печи 5 с вычерпыванием расплава, обеспечивается, что во время процесса черпания в литейный ковш 2 течет только чистый, без оксида металл. Наполнение литейного ковша 2 в стационарной тигельной печи 5 с вычерпыванием расплава металлическим расплавом 6 осуществляется в течение периода времени, максимальная продолжительность которого составляет 3,5с.
Непосредственно по окончании наполнения металлическим расплавом 6 литейный ковш 2 в течение периода времени максимум 5с, в частности, в течение периода времени максимум 3,5с соединяется с литейной формой и приводится в исходное положение.
Как видно из фиг.5, в исходном положении контур питателя 7 и контур выпускной области 8 находятся в горизонтальном положении. В этом месте следует указать на то, что контуры питателя 7 и выпускной области в исходном положении могут быть, однако, также повернуты из горизонтального положения на угол максимум до 30° вокруг оси a вращения. В конечном положении контур питателя 7 и контур выпускной области 8 повернуты относительно исходного положения на угол максимум 120° и минимум 60°. Литейный ковш 2 и литейная форма 3 в течение периода времени максимум 8с, в частности течение периода времени максимум 6,5с, движутся из исходного положения в конечное положение.
В этом месте следует также указать на то, что весь предлагаемый изобретением способ или же только шаг переливания металлического расплава 1 из литейного ковша 2 в литейную форму 3 может выполняться в атмосфере с избыточным давлением. Для создания избыточного давления литейный ковш 2 и литейная форма 3 могут располагаться в закрытом пространстве, которое может наполняться газом или смесью газов, напр. инертным защитным газом, так чтобы возникало избыточное давление относительно окружающей атмосферы вне этого пространства. В принципе, в этом пространстве могла бы быть также расположена стационарная тигельная печь 5 с вычерпыванием расплава.
Вариант осуществления, изображенный на фиг.6, имеет по меньшей мере три литейные формы 10, 11, 12, которые установлены на карусели. Этот вариант осуществления представляет собой самостоятельный вариант осуществления, который может также применяться с другими способами литья, чем описанный выше. Карусель вращает эти три литейные формы 10, 11, 12 по очереди из положения I литья, в котором осуществляется переливание металлического расплава 6 из литейного ковша 2 в литейную форму 10, 11, 12, в положение II кристаллизации, в котором металлический расплав 1 в литейной форме 10, 11, 12 кристаллизуется, и после этого в положение III обслуживания, в котором литейная форма 10, 11, 12 открывается, и отливка извлекается из литейной формы 10, 11, 12, и литейная форма 10, 11, 12 очищается. Карусель продолжает вращаться с постоянным тактом, который имеет значение, лежащее в диапазоне значений, нижний предел которого составляет 70 с, а верхний предел которого составляет 80 с. В одном из предпочтительных вариантов осуществления этот такт составляет 75с и получается следующим образом: в положении I литья стыковка литейного ковша 2 с литейной формой 11 продолжается 3,5с, в то время как наклон литейного ковша 2 и литейной формы 11 из исходного положения в конечное положение занимает 6,5с. По достижении конечного положения литейный ковш отсоединяется от литейной формы и снова доступен для нового процесса черпания. Следующие 56с металлический расплав кристаллизуется в положении I литья. Для продолжения вращения литейной формы 11 в положение II необходимы 9с.
В положении II кристаллизации металлический расплав 1 или, соответственно, отливка в литейной форме 10 кристаллизуется еще 66с, при этом для продолжения вращения в положение III обслуживания снова необходимы 9с. В положении обслуживания отливка кристаллизуется еще 10с, для открытия литейной формы необходимы 9с, и для извлечения отливки посредством робота 8 с. Очистка литейной формы 3 продолжается 20с, а закладывание новых песчаных стержней занимает 10с. Для закрытия литейной формы 3 и продолжения вращения в положение I литья необходимо по 9с. Таким образом, для продолжения вращения из одного из трех положений I, II, III в следующее положение получается время такта 75с.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1 Металлический расплав
2 Литейный ковш
3 Литейная форма
4 Полость формы
5 Стационарная тигельная печь с вычерпыванием расплава
6 Пленка из оксида металла
7 Питатель
8 Выпускная область
9 Отверстие
10 Литейная форма
11 Литейная форма
12 Литейная форма
A Ось вращения
I Положение литья
II Положение кристаллизации
III Положение обслуживания
Реферат
Изобретение относится к области литейного производства. Металлический расплав (1) черпают литейным ковшом (2) прямо из стационарной тигельной печи (5). Литейный ковш (2) с металлическим расплавом (1) и всплывающей на нем пленкой (6) оксида металла подводят к литейной форме (3) и переливают металлический расплав (1) из литейного ковша (2) в литейную форму (3) путем совместного вращения литейного ковша (2) и литейной формы (3) вокруг оси (a) вращения. Литейный ковш (2) выполнен с щелевым отверстием (9) в области, обращенной от литейной формы (3), причем при черпании металлического расплава (6) из тигельной печи (5) литейный ковш погружают отверстием (9) вперед в металлический расплав (6), находящийся в тигельной печи (5). Обеспечивается улучшение микроструктуры получаемой отливки вследствие уменьшения перемешивания пленки из оксида металла с металлическим расплавом за счет снижения завихрений в металлическом расплаве. 19 з.п. ф-лы, 6 ил.
Комментарии