Износостойкий композитный материал, его применение в охлаждающих элементах для металлургической печи и способ его получения - RU2718027C2
Код документа: RU2718027C2
Чертежи


















Описание
[0001] Настоящая заявка утверждает приоритет и преимущество Предварительной Патентной Заявки Соединенных Штатов № 62/296,944, поданной 18 февраля 2016 года, содержание которой включено здесь ссылкой.
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0002] Изобретение в общем относится к охлаждающим элементам для металлургических печей, таким как плитовые холодильники и фурменные холодильники для доменных печей, и, в частности, к таким охлаждающим элементам, имеющим рабочую поверхность, снабженную слоем композитного материала, включающим устойчивые к истиранию частицы, размещенные в матрице из теплопроводного металла.
УРОВЕНЬ ТЕХНИКИ
[0003] Металлургические печи разнообразных типов используются для получения металлов. Процесс обычно включает высокие температуры, причем продукт представляет собой расплавленный металл и побочные продукты процесса, как правило, шлак и газы. Стенки печи могут быть облицованы охлаждающими элементами, которые обычно содержат медь или чугун, и могут включать внутренние проточные каналы для циркуляции охлаждающей среды, обычно воды. Например, стенки доменной печи обычно футерованы охлаждающими элементами с водяным охлаждением, такими как плитовые холодильники и/или фурменные холодильники.
[0004] Плитовые холодильники подвержены износу, обусловленному контактом с горячими абразивными материалами, присутствующими внутри печи. Например, в доменной печи плитовые холодильники находятся в контакте с опускающейся вниз подаваемой шихтой, содержащей кокс, известняковый флюс и железную руду. Опускающаяся шихта является горячей, содержит частицы с разнообразными размерами, весами и формами, и ее твердость является более высокой, чем твердость материалов, типично применяемых для получения листовой облицовки. Таким образом, плитовые холодильники подвержены износу, и изношенные плитовые холодильники обычно выходят из строя, то есть, охлаждение больше не производится, и плита разрушается полностью. Это вызывает перегрев кожуха печи, который, в свою очередь, может приводить к разрушению кожуха.
[0005] Фурменные холодильники подвержены эрозии внутренних стенок под действием увлекаемых газом углеродсодержащих твердых материалов; и истиранию и эрозии наружной стенки вследствие контакта с несгоревшими углеродсодержащими твердыми материалами и каплями расплавленного металла. Таким образом, фурменные холодильники являются весьма чувствительными к износу, приводящему к утечке воды. Изношенные фурменные холодильники выходят из строя и должны заменяться, поскольку поврежденные фурмы снижают производительность печи и искажают окружную симметрию нагнетания горячего воздуха. Это приводит к потерям продуктивности и увеличивает нагрузку на другие фурмы, чем повышается вероятность выхода их из строя, и может приводить к финансовым потерям ввиду потери производительности.
[0006] Предпринимались попытки улучшить характеристики износостойкости плитовых холодильников. Например, было предложено присоединение износоустойчивых элементов к рабочей поверхности медной плиты с помощью ротационной сварки трением, или осаждением износостойкого покрытия на рабочую поверхность.
[0007] Также было предложено диспергирование закаленных частиц во всем объеме холодильника (например, в патентном документе JP 2001-102715 А). Однако вследствие относительно высокой стоимости закаленных частиц этот подход может быть экономически невыгодны, поскольку он размещает большинство износостойких частиц в областях холодильника, которые не подвержены износу. Кроме того, поскольку частицы являются мелкими и диспергированы во всем охлаждающем элементе, затруднительно провести неразрушающую оценку, присутствуют ли они на рабочей поверхности в достаточных концентрациях.
[0008] Также было предложено введение устойчивых к истиранию материалов на дно литейной формы перед отливкой плитового холодильника (патентный документ WO 79/00431 А1). Предлагаемые материалы включают твердый заполнитель, такой как цементированный карбид вольфрама, или растянутая металлическая сетка из нержавеющей стали.
[0009] Однако всего лишь размещение устойчивого к истиранию материала на дне литейной формы не гарантирует, что он будет надежно находиться на рабочей поверхности холодильника из меди в достаточных концентрациях, что делает затруднительным изготовление охлаждающего элемента с единообразной устойчивостью к истиранию по всей его рабочей поверхности. В то время как это может быть приемлемым для пластинчатых охладителей, которые могут быть легко заменены с наружной стороны доменной печи, это неприменимо для плитовых холодильников, которые не могут быть заменены без продолжительного времени простоя.
[0010] Тем самым сохраняется потребность в печных охлаждающих элементах с улучшенными характеристиками износостойкости для повышения производительности печи и минимизации периода простоя, в то же время с сохранением низкой стоимости и технологичности охлаждающих элементов при изготовлении.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0011] В одном аспекте представлен охлаждающий элемент для металлургической печи. Охлаждающий элемент имеет корпус, содержащий первый металл, причем корпус имеет по меньшей мере одну поверхность, вдоль которой размещен облицовочный слой. Облицовочный слой состоит из композитного материала, причем композитный материал содержит устойчивые к истиранию частицы, размещенные в матрице из второго металла, причем устойчивые к истиранию частицы имеют более высокую твердость, чем твердость первого металла, и более высокую, чем твердость второго металла.
[0012] В еще одном аспекте представлен способ получения охлаждающего элемента, раскрытого в данной заявке. Способ включает: (а) обеспечение упорядоченной конфигурации указанных устойчивых к истиранию частиц; (b) размещение упорядоченной конфигурации указанных устойчивых к истиранию частиц в полости литейной формы, с расположением упорядоченной конфигурации в области полости литейной формы, образующей облицовочный слой холодильника; и (с) введение расплавленного металла в полость литейной формы, причем расплавленный металл содержит первый металл корпуса охлаждающего элемента и второй металл композитного материала.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0013] Теперь изобретение будет описано, только в порядке примера, со ссылкой на сопроводительные чертежи, в которых:
[0014] Фигура 1 показывает конструкцию доменной печи;
[0015] Фигура 2 представляет перспективный вид спереди плитового холодильника согласно первому варианту исполнения;
[0016] Фигуры 2А-2Н иллюстрируют разнообразные конфигурации облицовочного слоя, показанного в Фигуре 2, причем каждая из Фигур 2А-2Н включает крупный план обведенной кружком области, чтобы лучше показать формы устойчивых к истиранию частиц;
[0017] Фигура 3 представляет перспективный вид спереди плитового холодильника согласно второму варианту исполнения;
[0018] Фигура 4 представляет перспективный вид спереди фурменного холодильника;
[0019] Фигуры от 5-1 до 5-8 иллюстрируют устойчивые к истиранию частицы с разнообразными формами;
[0020] Фигура 6 представляет пояснительный вид, показывающий квадратную поверхностную плотную упаковку и гексагональную поверхностную плотную упаковку сферических устойчивых к истиранию частиц в композитном материале; и
[0021] Фигура 7 иллюстрирует альтернативный вариант исполнения конфигурации облицовочного слоя для плитового холодильника, показанного в Фигуре 2, включающая крупный план обведенной кружком области, чтобы лучше показать формы частиц.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
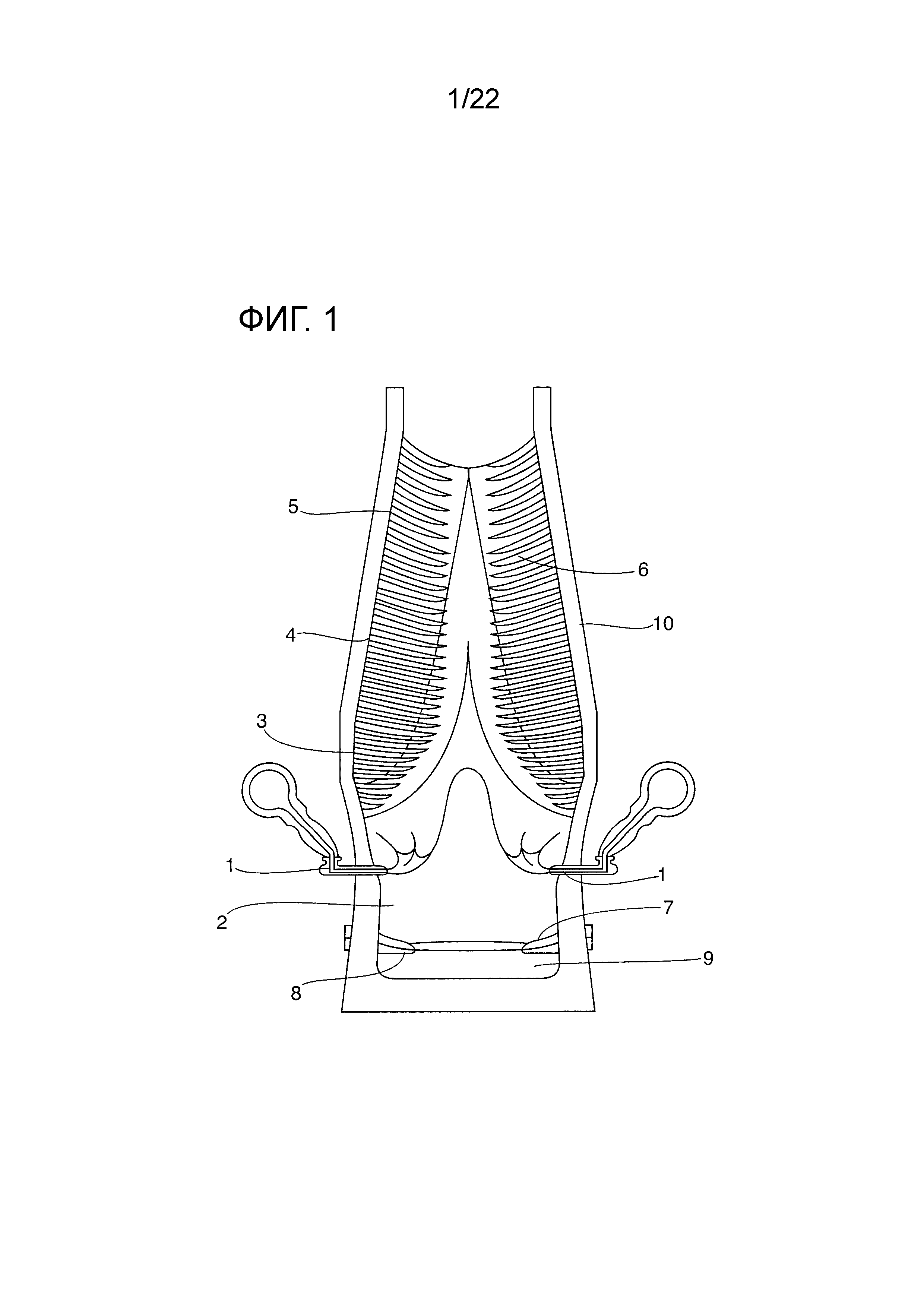
[0022] Фигура 1 представляет пояснительный вид, показывающий традиционную доменную печь. Доменная печь сооружена в форме высокой конструкции со стальным кожухом 10, окружающим внутреннюю футеровку, содержащую огнеупорные кирпичи и охлаждающие элементы.
[0023] Доменная печь работает согласно принципу противоточного теплообмена. Подаваемая шихта, содержащая столб 6 кокса, известнякового флюса и железной руды, загружается с верха печи, и восстанавливается горячим газом, протекающим вверх через пористую подаваемую шихту из фурменных холодильников 1, размещенных в нижней части печи. Опускающаяся подаваемая шихта предварительно нагревается в колошниковой секции 5, и затем проходит через две зоны восстановления кислорода, а именно, зоны восстановления оксида железа(III), или «шахты» 4, и зоны восстановления оксида железа(II), или «распара» 3. Затем шихта опускается вниз через зону плавления, или «заплечики» 2, где размещены фурменные холодильники 1, в горн 9. Затем расплавленный металл (передельный чугун) и шлак выпускаются из пробиваемых леток 8 и 7.
[0024] Фигура 1 показывает многочисленные фурменные холодильники 1, размещенные в нижней области «заплечиков» 2 печи. Фурменные холодильники размещены на расстоянии друг от друга по окружности в непосредственной близости между собой, образуя круг, причем размещение в пространстве обычно является симметричным. Фурменные холодильники 1 действуют как защитные оболочки для инжекторов, нагнетающих горячий воздух в печь, тем самым увеличивая продолжительность срока службы доменной печи благодаря устойчивой осесимметричной подаче топлива.
[0025] Плитовые холодильники, как правило, размещаются в распаре 3, шахте 4 и колошнике 5 доменной печи, один рядом с другим, образуя охлаждаемую внутреннюю поверхность печи. Плитовые холодильники действуют как теплозащитная среда для кожуха 10 печи при накоплении засыпаемой шихты, тем самым поддерживая конструктивную целостность стенок печи и предотвращая разрушения. Охлаждение обычно предусматривает конвективный теплообмен между охлаждающей текучей средой (обычно водой), протекающей внутри охладительных каналов, проложенных внутри корпуса плиты.
[0026] Охлаждающий элемент согласно первому варианту исполнения включает плитовый холодильник 12, имеющий такую общую конструкцию, как показано в Фигуре 2. Плитовый холодильник 12 включает корпус 14, состоящий из первого металла, причем корпус 14 оснащен одной или более внутренними полостями, определяющими один или более внутренние проточные каналы 16 для охлаждающей среды (смотри вырез в Фиг. 2), причем проточные каналы 16 сообщаются с системой циркуляции охлаждающей среды (не показана), размещенной снаружи печи, через многочисленные трубопроводы 18 для охлаждающей среды, имеющие длину, достаточную для прохода через кожух 10 печи (Фиг. 1).
[0027] Корпус 14 плитового холодильника 12 имеет по меньшей мере одну поверхность 20, вдоль которой предусмотрен облицовочный слой 22. В варианте исполнения, иллюстрированном в Фигуре 2, поверхность 20 включает рабочую поверхность 24 холодильника 12, также называемую «горячей поверхностью», которая обращена в сторону внутренности печи и открыта для контакта с опускающимся столбом подаваемой шихты 6 (Фиг. 1). Рабочая поверхность 24 плитового холодильника 12 в Фигуре 2 показана как имеющая гофрированную структуру, которая определяется многочисленными горизонтальными ребрами 26 и многочисленными горизонтальными впадинами 28, в чередующемся порядке вдоль рабочей поверхности 24. Эта гофрированная структура содействует удерживанию защитного слоя из подаваемой шихты на рабочей поверхности 24.
[0028] Хотя Фигура 2 показывает охлаждающий элемент в форме плитового холодильника 12 для доменной печи, будет понятно, что раскрытые здесь варианты исполнения в общем и целом применимы к охлаждающим элементам разнообразных конфигураций, которые подвержены износу в контакте с твердым, абразивным дисперсным материалом внутри металлургической печи.
[0029] Фигура 3 иллюстрирует общую конструкцию охлаждающего элемента согласно второму варианту исполнения, включающего плитовый холодильник 12', причем подобные кодовые номера позиций, использованных в связи с ранее описанным вариантом исполнения, были применены для указания сходных признаков, где это уместно.
[0030] Плитовый холодильник 12' включает корпус 14, состоящий из первого металла, причем корпус 14 оснащен одной или более внутренними полостями, определяющими один или более внутренние проточные каналы 16 для охлаждающей среды (смотри вырез в Фиг. 3), причем проточные каналы 16 сообщаются с системой циркуляции охлаждающей среды (не показана), размещенной снаружи печи, через многочисленные трубопроводы 18 для охлаждающей среды, имеющие длину, достаточную для прохода через кожух 10 печи (Фиг. 1).
[0031] Корпус 14 плитового холодильника 12' имеет по меньшей мере одну поверхность 20, вдоль которой предусмотрен облицовочный слой 22. В варианте исполнения, иллюстрированном в Фигуре 3, поверхность 20 включает рабочую поверхность 24 холодильника 12', также называемую «горячей поверхностью», которая обращена в сторону внутренности печи и открыта для контакта с опускающимся столбом подаваемой шихты 6. В отличие от плитового холодильника 12, показанного в Фигуре 2, рабочая поверхность 24 плитового холодильника 12' в Фигуре 2 показана как имеющая по существу плоскую, ровную структуру с относительно малой высотой или глубиной. Поэтому в настоящем варианте исполнения по существу вся рабочая поверхность 24 плитового холодильника 12' открыта для контакта с опускающимся столбом подаваемой шихты 6 (Фигура 1).
[0032] Фигура 4 иллюстрирует общую конструкцию охлаждающего элемента согласно третьему варианту исполнения, включающую фурменный холодильник 42, причем подобные кодовые номера позиций, использованных в связи с ранее описанными вариантами исполнения, были применены для указания сходных признаков, где это уместно.
[0033] Фурменный холодильник 42 может включать корпус 44, включающий полую оболочку в форме усеченного конуса, которая открыта на обоих концах. Корпус 44 включает боковую стенку 50, определяющую форму усеченного конуса корпуса 44, причем боковая стенка 50 имеет наружную поверхность 51 и внутреннюю поверхность 60. Внутри боковой стенки 50, между наружной и внутренней поверхностями 51, 60, заключены один или более внутренние проточные каналы 46 для охлаждающей среды (смотри вырез в Фиг. 4), причем проточные каналы 46 сообщаются с системой циркуляции охлаждающей среды (не показана), размещенной снаружи печи, через многочисленные трубопроводы 48 для охлаждающей среды, имеющие длину, достаточную для прохода через кожух 10 печи (Фиг. 1).
[0034] Как показано в Фигуре 4, наружный облицовочный слой 52 сформирован поверх части наружной поверхности 51 боковой стенки 50, причем наружный облицовочный слой 52 создан поверх первой рабочей поверхности 54 фурменного холодильника 42. Первая рабочая поверхность 54 находится на наружной поверхности холодильника 42 и обращена вверх. Нанесение наружного облицовочного слоя 52 на первую рабочую поверхность 54 имеет целью сокращение износа вследствие истирания и эрозии на верхней части облицовки холодильника 42, обусловленных контактом с опускающейся подаваемой шихтой в печи, контактом с несгоревшими углеродсодержащими твердыми материалами и каплями расплавленного металла.
[0035] Наружный облицовочный слой 52 также предусматривается поверх обращенной внутрь торцевой поверхности 58 фурменного холодильника 42, которая определяет вторую рабочую поверхность 59. Торцевая поверхность 58 включает кольцевую торцевую поверхность боковой стенки 50, окружающую центральное отверстие, через которое фурменный холодильник 42 нагнетает воздух в заплечики 2 (Фигура 1) печи. Торцевая поверхность 58 также открыта для контакта с опускающейся подаваемой шихтой, с несгоревшими углеродсодержащими твердыми материалами и каплями расплавленного металла.
[0036] Внутренняя поверхность 60 боковой стенки 50 определяет третью рабочую поверхность 62 охлаждающего элемента 42, поверх которой наносится внутренний облицовочный слой 64, чтобы сократить износ вдоль внутренней поверхности 60 боковой стенки 50 вследствие абразивных воздействий вдуваемого горячего воздуха, увлекающего абразивные твердые материалы, такие как углеродсодержащие твердые материалы.
[0037] Корпуса 14, 44 охлаждающих элементов 12, 12', 42, обсуждаемых выше, состоят из первого металла, имеющего достаточную теплопроводность и достаточно высокую температуру плавления, чтобы обеспечить возможность его применения внутри металлургической печи. Первый металл может включать любой металл, который традиционно используется в охлаждающих элементах металлургических печей, в том числе чугун; сталь, включая нержавеющую сталь; медь; и медные сплавы, в том числе медно-никелевые сплавы, такие как сплавы Monel™. Корпуса 14, 44 могут быть сформированы литьем в песчаной литейной форме, или в многократной графитовой литейной форме, и могут быть подвергнуты одной или многим механическим обработкам в технологических операциях после литья. Проточные каналы 16, 46 для охлаждающей среды внутри корпуса могут быть сформированы во время или после литья.
[0038] Таблица 1 ниже сравнивает твердость первого металла охлаждающего элемента с твердостью разнообразных компонентов подаваемой в печь шихты. Из Таблицы 1 можно видеть, что твердость компонентов шихты в общем и целом является более высокой, чем твердость металлов. Если оставлять незащищенными рабочие поверхности 24, 54, 59 охлаждающего элемента 12, 12', 42, то первый металл корпуса 14, 44 будет изнашиваться на рабочих поверхностях 24, 54, 59, 62 по меньшей мере по одному из следующих механизмов: непосредственного абразивного действия; и абразивно-струйного воздействия/эрозии увлекаемыми газом частицами. Непосредственное абразивное действие обусловливается частицами движущейся вниз подаваемой шихты, и, более конкретно, прямым контактом с проскальзыванием между шихтой и по меньшей мере одной из рабочих поверхностей 24, 54, 59 на наружной поверхности охлаждающего элемента 12, 12', 42. Стимулируемая газом эрозия вызывается абразивно-струйным воздействием частиц, которые выносятся протекающим вверх газом из фурм 1. Газ, когда проходит через маленький канал, достигает высокой скорости и несет мелкие частицы подаваемой шихты, которые скоблят наружные рабочие поверхности 24, 54, 59. В дополнение, третья (внутренняя) рабочая поверхность 62 фурменного холодильника 42 истирается и изнашивается высокоскоростным газом, протекающим через полое внутреннее пространство фурменного холодильника 42, который несет мелкие абразивные частицы, такие как создающий абразивно-струйное воздействие кокс.
[0039] Таблица 1 - значения твердости элементов подаваемой шихты сравнительно с первым металлом
[0040] В раскрытых здесь плитовых холодильниках 12, 12' первый металл корпуса 14 защищен облицовочным слоем 22, сформированным вдоль по меньшей мере одной поверхности 20 корпуса 14, причем по меньшей мере одна поверхность 20 может включать часть или всю рабочую поверхность 24 охлаждающего элемента 12, 12'. Например, в некоторых вариантах исполнения по меньшей мере одна поверхность 20 может быть ограничена вертикальными лицевыми сторонами горизонтальных ребер 26, которые частично формируют рабочую поверхность 24 плитового холодильника 12, показанного в Фигуре 2. В плитовом холодильнике 12', показанном в Фигуре 3, по меньшей мере одна поверхность 20, вдоль которой сформирован облицовочный слой 22, может включать всю рабочую поверхность 24 холодильника 12'.
[0041] В фурменном холодильнике 42 наружный облицовочный слой 52 создается вдоль части или всей первой и второй рабочих поверхностей 54, 58, которые находятся на наружной поверхности корпуса 44. Внутренний облицовочный слой 64 создается вдоль по меньшей мере участка внутренней поверхности 60 боковой стенки 50, определяющей третью рабочую поверхность 62.
[0042] Облицовочные слои 22, 52, 64 состоят из композитного материала, причем композитный материал содержит устойчивые к истиранию частицы, размещенные в матрице из второго металла. Устойчивые к истиранию частицы имеют твердость, которая является более высокой, чем твердость первого металла, составляющего корпус 14, 44, и желательно могут иметь твердость по меньшей мере около 6,5 по шкале Мооса, которая, как можно видеть из Таблицы 1, является равной или большей, чем максимальная твердость компонентов подаваемой шихты.
[0043] Например, устойчивые к истиранию частицы облицовочного слоя 22, 52, 64 могут состоять из одного или более устойчивых к истиранию материалов, выбранных из керамических материалов, в том числе карбидов, нитридов, боридов и/или оксидов. Конкретные примеры карбидов, которые могут быть введены в композитный материал, включают карбид вольфрама, карбид ниобия, карбид хрома и карбид кремния. Конкретные примеры нитридов, которые могут быть введены в композитный материал, включают нитрид алюминия и нитрид кремния. Конкретные примеры оксидов, которые могут быть введены в композитный материал, включают оксид алюминия и оксид титана. Конкретные примеры боридов, которые могут быть введены в композитный материал, включают борид кремния.
[0044] Перечисленные выше устойчивые к истиранию частицы и материалы имеют высокую прочность и твердость, превышающую 6,5 по шкале Мооса. Например, каждый из перечисленных выше карбидов имеет твердость 8-9 по шкале Мооса. Перечисленные выше устойчивые к истиранию частицы и материалы являются по меньшей мере такими же твердыми, как любой материал, обычно встречающийся в металлургической печи, в том числе компоненты подаваемой шихты в доменной печи. Кроме того, по меньшей мере некоторые из перечисленных устойчивых к истиранию частиц и материалов, такие как карбид вольфрама, имеют относительно высокую теплопроводность, которая более подробно обсуждается ниже.
[0045] Второй металл, составляющий матрицу облицовочного слоя 22, 52, 64, необязательно может быть идентичным по составу первому металлу, который образует корпус 14, 44 охлаждающего элемента 12, 12', 42. Например, второй металл может включать чугун; сталь, в том числе нержавеющую сталь; медь; и медные сплавы, в том числе медно-никелевые сплавы, такие как сплавы Monel™.
[0046] В одном варианте исполнения второй металл, составляющий матрицу облицовочного слоя 22, 52, 64, включает высокомедный сплав, имеющий содержание меди не менее 96 массовых процентов. Авторы настоящего изобретения нашли, что чистая медь является пригодной в качестве матричного материала по ряду соображений. Например, высокомедные сплавы имеют высокую ударную вязкость, которая делает композитный материал устойчивым к растяжению и сдвигу, и он является тягучим при термических деформациях. Кроме того, высокомедные сплавы совместимы в металлургическом отношении со многими материалами, и медь является весьма понятной. Наконец, высокомедные сплавы имеют превосходные характеристики теплопроводности при приемлемой стоимости. Поэтому, когда принимаются во внимание стоимость, технологичность при изготовлении, ударная вязкость и теплопроводность, авторы настоящего изобретения нашли, что высокомедные сплавы представляют собой эффективный матричный материал.
[0047] Из приведенного выше описания можно видеть, что композитный материал облицовочного слоя 22, 52, 64 состоит из двух индивидуальных компонентов (то есть, устойчивых к истиранию частиц и второго металла), имеющих в значительной мере различные физические и химические свойства. Будучи объединенными, эти индивидуальные компоненты создают композитный материал с характеристиками, отличными от свойств каждого из компонентов, и превосходящими любой одиночный материал, пригодный для получения охлаждающего элемента для металлургической печи. Например, композитный материал может иметь скорость абразивного износа, определяемую в соответствии со стандартом ASTM G 65, не более, чем 0,6 величины для серого чугуна, при идентичных условиях. Комбинация свойств, которыми обладает композитный материал, благоприятным образом включает более высокую износостойкость, нежели достигаемая любыми традиционно применяемыми охлаждающими элементами, в том числе чугунные плиты, и более высокую теплопроводность, чем чугун.
[0048] Толщина облицовочного слоя 22, 52, 64 является переменной, и может составлять от около 3 мм до около 50 мм, с остальным количеством, приходящимся на корпус 14, 44 охлаждающего элемента 12, 12', 42, состоящий из первого металла. Поскольку устойчивые к истиранию частицы могут быть в несколько раз более дорогостоящими, чем первый металл, предпочтительно ограничивать устойчивые к истиранию частицы облицовочным слоем 22, 52, 64, где они необходимы. В дополнение, поскольку композитный материал имеет меньшую теплопроводность, чем первый металл, ограничение его до доли общей толщины охлаждающего элемента 12, 52, 64 будет сводить к минимуму влияние композитного материала на эффективность охлаждения охлаждающего элемента 12, 52, 64.
[0049] В дополнение к составам частиц и второго металла, общая теплопроводность и износостойкость композитного материала будет зависеть от взаимодействия между частицами и матрицей, которое зависит от многих факторов, описываемых здесь ниже. Соответственно этому, композитный материал облицовочного слоя 22, 52, 64 может быть точно приспособлен так, чтобы иметь конкретные свойства, пригодные для диапазона вариантов применения.
[0050] В этом отношении композитный материал, как здесь описываемый, может включать макрокомпозитный материал, в котором устойчивые к истиранию частицы размещены согласно по существу повторяющейся упорядоченной конфигурации, рассчитанной на создание оптимальной износостойкости, будучи внедренными в матрицу из второго металла.
[0051] По существу повторяющаяся упорядоченная конфигурация макрокомпозита имеет единичный объем, который предполагается в форме куба с длиной «а» ребра и объемом а3. Длина ребра куба определяет размер охватывающей поверхности повторяющейся упорядоченной конфигурации, и может составлять от около 3 мм до около 50 мм. Длина «а» ребра определяется так, что единственная устойчивая к истиранию частица будет помещаться внутри размера охватывающей поверхности повторяющейся упорядоченной конфигурации, независимо от ее формы и ориентации. Поэтому макрокомпозитный материал определяется здесь как включающий устойчивые к истиранию частицы, имеющие размер от около 3 мм до около 50 мм, например, от около 3 мм до около 10 мм. В случае сферических или по существу сферических частиц, размер частиц определяется диаметром частицы. В случае всех частиц, независимо от формы, размер частицы определяется как наименьшая величина охватывающей поверхности устойчивых к истиранию частиц.
[0052] Относительно большой размер устойчивых к истиранию частиц позволяет обнаруживать их с помощью стандартного оборудования для ультразвуковой дефектоскопии, используемой для контроля качества отлитых медных охлаждающих элементов, тем самым обеспечивая возможность неразрушающего испытания для оценки присутствия устойчивых к истиранию частиц в достаточных концентрациях у рабочей поверхности 24 плитовых холодильников 12, 12', и рабочих поверхностей 54, 58, 62 фурменного холодильника 42.
[0053] Факторы, которые обусловливают взаимодействие между устойчивыми к истиранию частицами и матрицей, теперь описываются ниже.
[0054] 1. Коэффициент плотности объемной упаковки устойчивых к истиранию частиц внутри единичного объема макрокомпозитного материала
[0055] Коэффициент плотности объемной упаковки устойчивых к истиранию частиц внутри единичного объема макрокомпозитного материала может варьировать где-то между 0 и 100%, и определяется как отношение объема V устойчивых к истиранию частиц к единичному объему а3.
[0056] Коэффициент плотности объемной упаковки=V/а3.
[0057] Более высокий коэффициент плотности объемной упаковки устойчивых к истиранию частиц обеспечивает более высокую долю устойчивых к истиранию частиц в матрице. Правильный объемный баланс необходим для достаточной теплопроводности и надлежащей износостойкости внутри по существу повторяющей макрокомпозитной упорядоченной конфигурации. В этом отношении более высокая доля устойчивых к истиранию частиц внутри макрокомпозитного материала повышает износостойкость, поскольку большее количество устойчивого к истиранию материала имеется у рабочей поверхности 24, 54, 58, 62 и во всем объеме облицовочного слоя 22, 52, 64 для сопротивления истиранию. Напротив, более высокая доля устойчивых к истиранию частиц внутри макрокомпозитного материала снижает теплопроводность макрокомпозитного материала, поскольку устойчивые к истиранию частицы имеют меньшую проводимость, чем первый металл.
[0058] 2. Коэффициент плотности поверхностной упаковки на передней поверхности
[0059] Коэффициент плотности поверхностной упаковки на передней поверхности устойчивых к истиранию частиц внутри единичного объема а3 может варьировать где-то от 0 до 100% на евклидовой плоскости, но фактически будет в диапазоне около 20-100%. Коэффициент плотности поверхностной упаковки на передней поверхности определяется как отношение площади проекции (Р.А.) устойчивых к истиранию частиц к площади проекции единичного объема:
[0060] Коэффициент плотности поверхностной упаковки=Р.А./а2.
[0061] Более высокий коэффициент плотности поверхностной упаковки устойчивых к истиранию частиц содействует более высокой износостойкости и более низкой теплопроводности макрокомпозитного материала. Поэтому требуется правильный коэффициент плотности поверхностной упаковки для обеспечения достаточной теплопроводности и надлежащей износостойкости внутри повторяющегося макрокомпозитного материала.
[0062] 3. Отношение площади поверхности раздела между устойчивыми к истиранию частицами и матрицей к объему макрокомпозитного материала
[0063] Площадь поверхности раздела, или площадь поверхности контакта, между устойчивыми к истиранию частицами и вторым металлом матрицы представляет площадь связывания между устойчивыми к истиранию частицами и матрицей, и обозначается как S.А. Увеличенная площадь связывания является благоприятной, поскольку имеется бóльшая площадь для теплопроводности между устойчивыми к истиранию частицами и матрицей, и поскольку имеется бóльшая площадь для образования прочных металлургических связей для удерживания устойчивых к истиранию частиц внутри матрицы. Взаимозависимость между формой и объемом устойчивых к истиранию частиц обусловливается отношением площади поверхности к объему:
[0064] Отношение площади поверхности к объему=S.А./а3.
[0065] Значение S.А. может быть таким малым, как 0, где нет контакта между заполнителем и матрицей, и фактически не имеет верхнего предела, где имеет место максимальная площадь контакта. Надлежащее металлургическое связывание ответственно за удерживание устойчивых к истиранию частиц и за повышение износостойкости, поскольку предотвращается потеря устойчивых к истиранию частиц. Авторы настоящего изобретения нашли, что для надлежащей работоспособности макрокомпозитного материала минимальная площадь поверхности раздела (S.А.) должна быть 0,25а2, и/или минимальное отношение площади поверхности к объему (S.А./а3) должно составлять 0,1.
[0066] 4. Присутствие непрерывных медных приливов, окружающих устойчивые к истиранию частицы
[0067] Теплопередача внутри макрокомпозитного материала в наибольшей степени обеспечивается проводимостью через металлическую матрицу, состоящую из указанного второго металла. Таким образом, желательно, чтобы металлическая матрица включала металлические приливы, окружающие устойчивые к истиранию частицы и протяженные «параллельно» по направлению к рабочей поверхности 24, 54, 58, 62 облицовочного слоя 22, 52, 64. Эти приливы позволяют улучшить охлаждение макрокомпозитного материала, предотвращая тем самым расплавление и обусловленное этим разрушение композита.
[0068] Чтобы проиллюстрировать вышеуказанный принцип, может быть приведена аналогия с электрическими схемами и с резисторами, соединенными параллельно и последовательно. Резисторы, соединенные последовательно, создают более высокое сопротивление течению тока, чем резисторы, соединенные параллельно. Тепло ведет себя аналогичным образом. Так, металлические приливы, которые имеют относительно низкое термическое сопротивление, в каждом случае должны быть непрерывно протяженными в сторону рабочей поверхности 24, 54, 58, 62 между устойчивыми к истиранию частицами, которые имеют относительно высокое термическое сопротивление, и, кроме того, должны быть непрерывно протяженными от рабочей поверхности 24, 54, 58, 62 по всей толщине облицовочного слоя 22, 52, 64. Это напоминает резисторы, соединенные параллельно, где общее сопротивление является низким в целом. С другой стороны, если металлические приливы пролегают параллельно рабочей поверхности 24, 54, 58, 62 между слоями устойчивых к истиранию частиц, общее термическое сопротивление складывается, приводя тем самым к относительно плохой теплопередаче.
[0069] 5. Форма устойчивых к истиранию частиц и их относительная пространственная ориентация внутри макрокомпозитного материала
[0070] Форма устойчивых к истиранию частиц влияет на каждый из перечисленных выше факторов. В дополнение, форма и ориентация устойчивых к истиранию частиц обусловливают трибологические взаимодействия между рабочей поверхностью 24, 54, 58, 62 и сопряженной поверхностью (то есть, подаваемой шихтой), как описывается ниже.
[0071] Меньший контакт между рабочей поверхностью 24, 54, 58, 62 и сопряженной поверхностью приводит к меньшему трению, и тем самым к меньшим износу, истиранию, фрикционной коррозии и эрозии на рабочей поверхности 24, 54, 58, 62. Благоприятные результаты в этом отношении обеспечивает применение устойчивых к истиранию частиц, имеющих сферическую, цилиндрическую, изогнутую или иную изгибающуюся форму. Когда форма и ориентация устойчивых к истиранию частиц оптимизированы, сопряженная поверхность отводится от рабочей поверхности 24, 54, 58, 62 без причинения ей существенного повреждения. Это сокращает вероятность как истирания, так и эрозии на рабочей поверхности 24, 54, 58, 62.
[0072] Устойчивые к истиранию частицы должны быть надлежащим образом закреплены внутри матрицы для сопротивления сдвиговым и изгибовым нагрузкам, создаваемым одним или более движениями, такими как скольжение, качение, вращение, и т.д. Поэтому рекомендуется, что любые устойчивые к истиранию частицы, находящиеся у рабочей поверхности, должны быть погружены внутрь матрицы по меньшей мере на 0,25 их полной длины или диаметра.
[0073] Когда выбран материал, и учтены все вышеуказанные факторы, и выбраны оптимальные значения в зависимости от условий эксплуатации, макрокомпозитный материал, как здесь определенный, достигает благоприятных значений характеристик износостойкости и теплопроводности. Износостойкость макрокомпозитного материала измеряется по скорости износа с использованием стандартизированного испытания согласно стандарту ASTM G65, и теплопроводность композита измеряется в % по шкале IASC и выражается в Вт/мК. Чугун и медь представляют собой два наиболее широко применяемых материала, которые выбираются для первого металла корпуса 14, 44 охлаждающего элемента 12, 12', 42. Таблица 2 ниже сравнивает теплопроводность и износостойкость стандартных плитовых холодильников, полностью состоящих из чугуна или меди, с изделием, изготовленным с использованием макрокомпозитного материала, как здесь описываемого, и с корпусом 14, 44, состоящим из меди. Таблица 2 ясно демонстрирует, что охлаждающий элемент 12, 12', 42, имеющий облицовочный слой 22, 52, 64, составленный макрокомпозитным материалом, как здесь определенным, имеет превосходные характеристики теплопроводности и износостойкости сравнительно с традиционно изготовленными охлаждающими элементами.
[0074] Таблица 2 - Скорости износа и теплопроводность макрокомпозита сравнительно с первым металлом
[0075] Чтобы проиллюстрировать влияния вышеупомянутых факторов на свойства макрокомпозитного материала, был разработан ряд примеров макрокомпозитных материалов. Таблица 3 и Фигуры 2, от 2А до 2Н, от 5-1 до 5-8, и 7 иллюстрируют эти примеры. Для целей иллюстрации Фигура 2 показывает серию различных типов макрокомпозитных материалов, размещенных поверх некоторых ребер плитового холодильника 12. Ребра, имеющие эти разнообразные макрокомпозитные материалы, обозначены в Фигуре 2 номерами от 26-1 до 26-8.
[0076] Фигуры 2А-2Н иллюстрируют облицовочные слои 22 каждого из ребер от 26-1 до 26-8 более подробно. Каждый из облицовочных слоев 22, показанных в Фигурах 2А-2Н, иллюстрирует упорядоченные конфигурации макрокомпозитных материалов, имеющих устойчивые к истиранию частицы 66 с различными формами, причем устойчивые к истиранию частицы 66 в каждом из чертежей размещены в по существу повторяющейся упорядоченной конфигурации. Будет понятно, что по существу повторяющаяся упорядоченная конфигурация частиц 66 внедрена в матрицу 70, состоящую из второго металла. Для целей ясности матрица 70 в Фигурах 2А-2Н не показана.
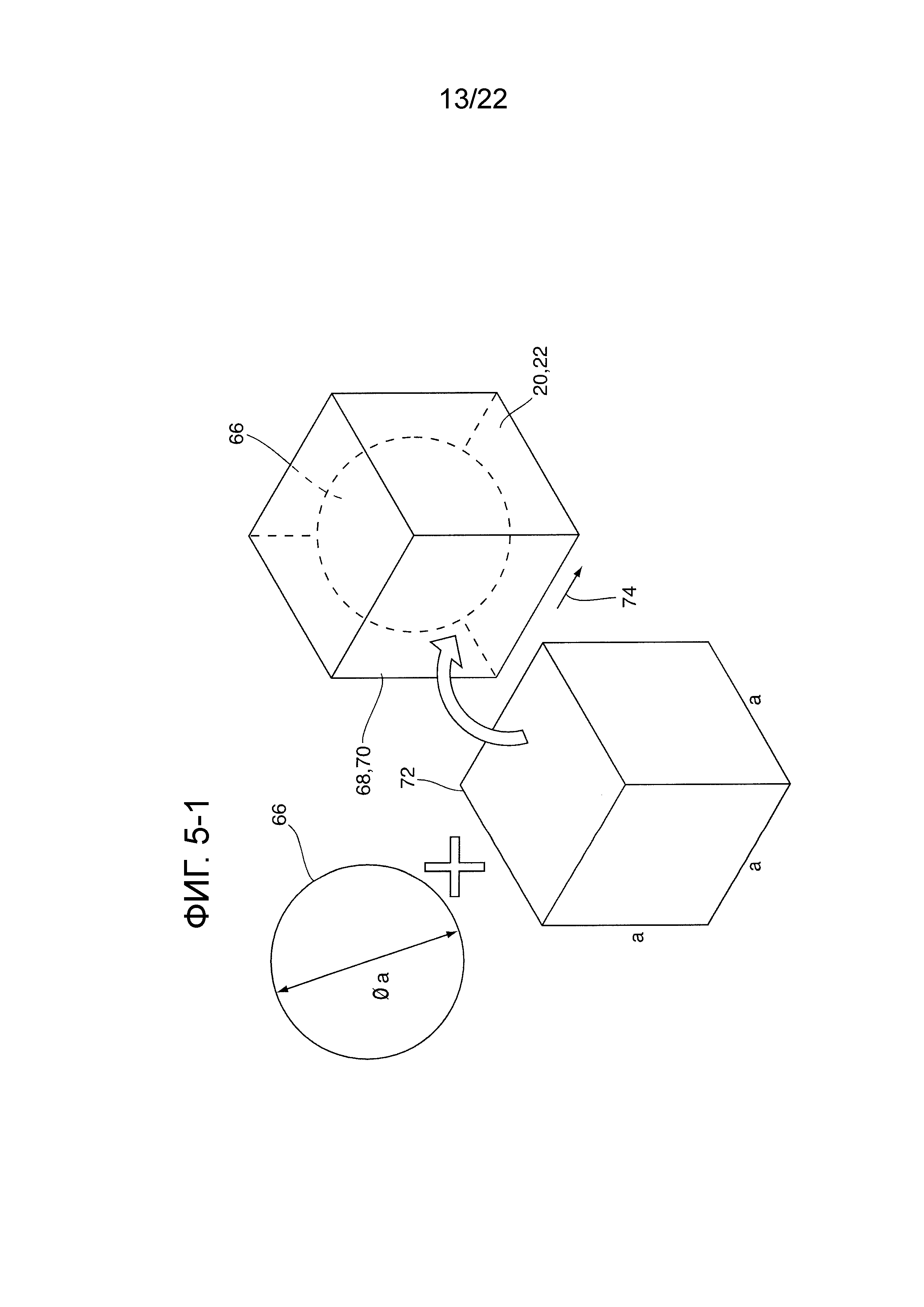
[0077] Фигуры от 5-1 до 5-8 в каждом случае иллюстрируют единичный объем одного из макрокомпозитных материалов, показанных в Фигурах 2 и 2А-2Н, также с иллюстрацией части матрицы 70 из второго металла, которая образует приливы 68, как упомянутые выше. В каждой из Фигур от 5-1 до 5-8 стрелка 74 обозначает основное направление, в котором приливы 68 проходят через матрицу 70 до поверхности 20 облицовочного слоя, с некоторыми из приливов, протяженными параллельно поверхности 20, как показано в Фигуре 5-8.
[0078] Пример 1 - Сферические устойчивые к истиранию частицы
[0079] Сфера, как показано в Фигурах 2, 2А и 5-1, имеет благоприятную в трибологическом отношении форму, поскольку она по существу имеет единственную точку контакта в тангенциальной плоскости, без надрезов и выемок. Поэтому охлаждающий элемент 12, 12', 42, оснащенный облицовочным слоем 22, 52, 64, состоящим из макрокомпозитного материала, который включает сферические устойчивые к истиранию частицы 66, предполагается испытывающим износ с низкой скоростью при применении, благодаря пониженному контакту с фрикционным проскальзыванием между подаваемой шихтой и рабочей поверхностью 24, 54, 58, 62 охлаждающего элемента 12, 12', 42.
[0080] Фигура 5-1 иллюстрирует единичный объем 72 макрокомпозитного материала, включающего медную матрицу 70 и сферические устойчивые к истиранию частицы 66, имеющие диаметр, равный а. Диаметр а определяет размер охватывающей поверхности элементарной ячейки композита, и составляет между 3-50 мм в диаметре, например, 3-10 мм. Единичный объем 72 макрокомпозитного материала с этим размером имеет результатом материал со свойствами, приведенными в Таблице 3. В качестве примера, Фигура 2 иллюстрирует охлаждающий элемент 12, в котором облицовочный слой 22, показанный на одном из горизонтальных ребер 26 (обозначенном 26-1 в Фигуре 2), включает макрокомпозитный материал, содержащий медную матрицу 70 и сферические устойчивые к истиранию частицы 66 из Фигуры 5-1. Облицовочный слой 22 может содержать единственный слой сферических устойчивых к истиранию частиц 66, упакованных в порядке гексагональной плотной поверхностной упаковки, как показано в Фигурах 2А и 6. Будет понятно, что сферические частицы 66 вместо этого могут быть упакованы в порядке квадратной поверхностной плотной упаковки, как показано в Фигуре 6. Облицовочные слои 22, 52, 64 охлаждающих элементов 12', 42 могут иметь такие же или сходные состав и структуру.
[0081] Пример 2 - Перпендикулярно ориентированные стержневидные устойчивые к истиранию частицы
[0082] Цилиндрический стержень, ориентированный своей продольной осью перпендикулярно рабочей поверхности 24, 54, 58, 62, имеет благоприятную форму, поскольку стержень ведет себя как балка, сопротивляющаяся сдвиговым нагрузкам вследствие истирания. Поэтому охлаждающий элемент 12, 12', 42, снабженный облицовочным слоем 22, 52, 64, содержащим макрокомпозитный материал, который включает стержневидные устойчивые к истиранию частицы 66, ориентированные перпендикулярно поверхности 20, предполагается испытывающим износ с низкой скоростью при применении.
[0083] Фигура 5-2 иллюстрирует единичный объем 72 макрокомпозитного материала, включающего медную матрицу 70 и цилиндрические стержневидные устойчивые к истиранию частицы 66, имеющие диаметр, равный а, и длину, равную а, и ориентированные перпендикулярно передней стороне единичного объема 72, определяющей поверхность 20 облицовочного слоя 22, который образует часть рабочей поверхности 24, 54, 58, 62. Размер а определяет размер охватывающей поверхности элементарной ячейки композита, и составляет величину между 3-50 мм, например, 3-10 мм. Единичный объем макрокомпозитного материала с этим размером приводит к материалу со свойствами, приведенными в Таблице 3. Фигура 2 иллюстрирует охлаждающий элемент 12, в котором облицовочный слой 22, показанный на одном из горизонтальных ребер 26 (обозначенном 26-2 в Фигуре 2), включает макрокомпозитный материал, содержащий медную матрицу 70 и цилиндрические стержневидные устойчивые к истиранию частицы 66 из Фигуры 5-2. Облицовочные слои 22, 52, 64 охлаждающих элементов 12', 42 могут иметь такие же или сходные состав и структуру.
[0084] Пример 3 - Параллельно ориентированные стержневидные устойчивые к истиранию частицы
[0085] Цилиндрический стержень, ориентированный своей продольной осью параллельно рабочей поверхности 24, 54, 58, 62, имеет благоприятную в трибологическом отношении форму, поскольку во время истирания цилиндрический стержень по всей длине ведет себя как отражатель сопряженной поверхности (подаваемой шихты). Поэтому охлаждающий элемент 12, 12', 42, снабженный облицовочным слоем 22, 52, 64, содержащим макрокомпозитный материал, который включает стержневидные устойчивые к истиранию частицы 66, ориентированные параллельно поверхности 20, предполагается испытывающим износ с низкой скоростью при применении благодаря сокращенному контакту проскальзывания между подаваемой шихтой и рабочей поверхностью 24, 54, 58, 62 охлаждающего элемента 12, 12', 42.
[0086] Фигура 5-3 иллюстрирует единичный объем 72 макрокомпозитного материала, включающего медную матрицу 70 и цилиндрические стержневидные устойчивые к истиранию частицы 66, имеющие диаметр, равный а, и длину, равную а, и ориентированные параллельно передней стороне единичного объема 72, определяющей поверхность 20 облицовочного слоя 22, который образует часть рабочей поверхности 24, 54, 58, 62. Размер а определяет размер охватывающей поверхности элементарной ячейки 72 композита, и составляет величину между 3-50 мм, например, 3-10 мм. Единичный объем 72 макрокомпозитного материала с этим размером приводит к материалу со свойствами, приведенными в Таблице 3. Фигура 2 иллюстрирует охлаждающий элемент 12, в котором облицовочный слой 22, показанный на одном из горизонтальных ребер 26 (обозначенном 26-3 в Фигуре 2), включает макрокомпозитный материал, содержащий медную матрицу 70 и цилиндрические стержневидные устойчивые к истиранию частицы 66 из Фигуры 5-3. Облицовочные слои 22, 52, 64 охлаждающих элементов 12', 42 могут иметь такие же или сходные состав и структуру.
[0087] Пример 4 - Перпендикулярно ориентированные кольцеобразные устойчивые к истиранию частицы
[0088] Цилиндрическое кольцо (то есть, полый цилиндр), ориентированное своей продольной осью перпендикулярно рабочей поверхности 24, 54, 58, 62, имеет благоприятную форму, поскольку кольцо ведет себя как балка, которая сопротивляется сдвиговым нагрузкам вследствие истирания. Поэтому охлаждающий элемент 12, 12', 42, снабженный облицовочным слоем 22, 52, 64, содержащим макрокомпозитный материал, который включает кольцеобразные устойчивые к истиранию частицы 66, ориентированные перпендикулярно, предполагается испытывающим износ с низкой скоростью при применении. Имея внутренний диаметр, кольцевая форма приводит к образованию дополнительных приливов 68 металлической матрицы, и к дополнительному смачиванию (площади контактной поверхности) между устойчивыми к истиранию частицами 66 и металлической матрицей 70.
[0089] Фигура 5-4 иллюстрирует единичный объем 72 макрокомпозитного материала, включающего медную матрицу 70 и цилиндрические кольцеобразные устойчивые к истиранию частицы 66, имеющие диаметр, равный а, и длину, равную а, и ориентированные перпендикулярно передней стороне единичного объема 72, определяющей поверхность 20 облицовочного слоя 22, который образует часть рабочей поверхности 24, 54, 58, 62. Размер а определяет размер охватывающей поверхности элементарной ячейки 72 композита, и составляет величину между 3-50 мм, например, 3-10 мм. Единичный объем макрокомпозитного материала с этим размером приводит к материалу со свойствами, приведенными в Таблице 3. Фигура 2 иллюстрирует охлаждающий элемент 12, в котором облицовочный слой 22, показанный на одном из горизонтальных ребер 26 (обозначенном 26-4 в Фигуре 2), включает макрокомпозитный материал, содержащий медную матрицу 70 и цилиндрические кольцеобразные устойчивые к истиранию частицы 66 из Фигуры 5-4. Облицовочные слои 22, 52, 64 охлаждающих элементов 12', 42 могут иметь такие же или сходные состав и структуру.
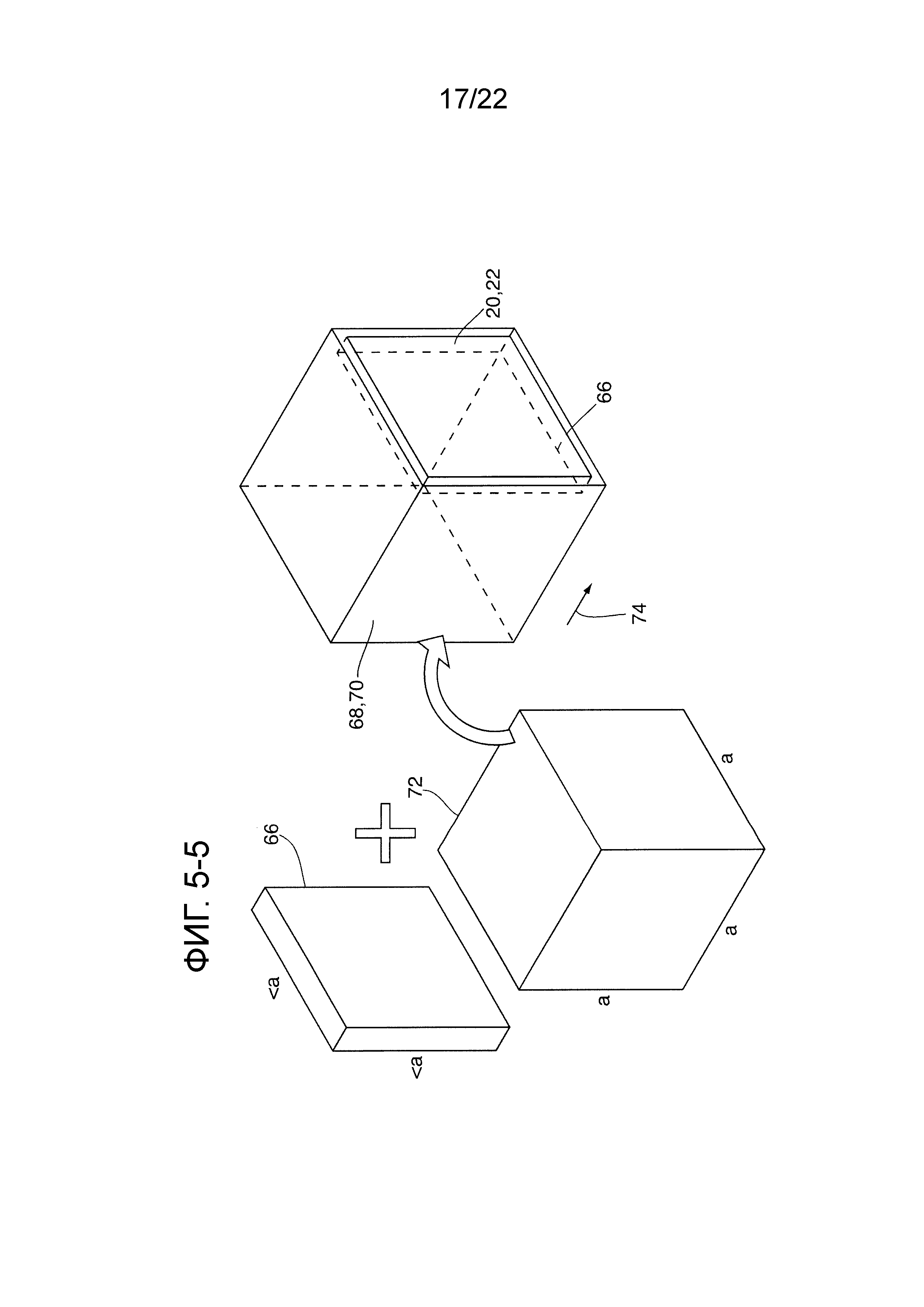
[0090] Пример 5 - Пластинчатые устойчивые к истиранию частицы
[0091] Пластина, состоящая из одного куска или многочисленных более мелких фрагментов в тесной близости друг к другу, размещенная на рабочей поверхности 24, 54, 58, 62 охлаждающего элемента 12, 12', 42, благоприятным образом обеспечивает полную защиту всей поверхности, чем ограничивает абразивное воздействие на матричный материал. Более мелкие фрагменты в непосредственной близости друг к другу смягчают термическую усталость соединения между заполнителем и матрицей в случаях, где существует большая разница в коэффициентах теплового расширения. Поэтому охлаждающий элемент 12, 12', 42, снабженный облицовочным слоем 22, 52, 64, содержащим макрокомпозитный материал, который включает пластинчатые устойчивые к истиранию частицы 66, предполагается испытывающим износ с низкой скоростью при применении.
[0092] Фигура 5-5 иллюстрирует единичный объем 72 макрокомпозитного материала, включающего медную матрицу 70 и пластинчатые устойчивые к истиранию частицы 66 со сторонами, имеющими длину, равную а, и ориентированные своими лицевыми сторонами к передней стороне единичного объема 72, определяющей поверхность 20 облицовочного слоя 22, и который образует часть рабочей поверхности 24, 54, 58, 62. Размер а определяет размер охватывающей поверхности элементарной ячейки 72 композита, и составляет величину между 3-50 мм, например, 3-10 мм. Единичный объем 72 макрокомпозитного материала с этим размером приводит к материалу со свойствами, приведенными в Таблице 3. Фигура 2 иллюстрирует охлаждающий элемент 12, в котором облицовочный слой 22, показанный на одном из горизонтальных ребер 26 (обозначенном 26-5 в Фигуре 2), включает макрокомпозитный материал, содержащий медную матрицу 70 и пластинчатые устойчивые к истиранию частицы 66 из Фигуры 5-5. Одиночные или многочисленные устойчивые к истиранию частицы 66 могут быть размещены вдоль рабочей поверхности 24. В иллюстрированном варианте исполнения многочисленные устойчивые к истиранию частицы 66 размещены в горизонтальном ребре 26-5, с промежутками между устойчивыми к истиранию частицы 66, создающими приливы 68 металлической матрицы 70. Облицовочные слои 22, 52, 64 охлаждающих элементов 12', 42 могут иметь такие же или сходные состав и структуру.
[0093] Пример 6 - Вспененный материал, состоящий изустойчивых к истиранию частиц
[0094] Вспененный материал, в особенности открытоячеистый вспененный материал, размещенный на рабочей поверхности 24, 54, 58, 62, имеет преимущество в неограниченной площади поверхности раздела, более легком весе, прочном связывании, в многочисленных приливах и в простоте корректирования свойств, благодаря своей пористости. Поэтому охлаждающий элемент 12, 12', 42, снабженный облицовочным слоем 22, 52, 64, содержащим макрокомпозитный материал в форме вспененного материала 66, обеспечивает благоприятные характеристики износостойкости и легкость регулирования свойств.
[0095] Фигура 5-6 иллюстрирует единичный объем 72 макрокомпозитного материала, включающего медную матрицу 70 и пластинчатые устойчивые к истиранию частицы 66 в форме вспененного материала. Размер а определяет размер охватывающей поверхности элементарной ячейки композита, и составляет величину между 3-50 мм, например, 3-10 мм. Единичный объем макрокомпозитного материала с этим размером приводит к материалу со свойствами, приведенными в Таблице 3. Фигура 2 иллюстрирует охлаждающий элемент 12, в котором облицовочный слой 22, показанный на одном из горизонтальных ребер 26 (обозначенном 26-6 в Фигуре 2), включает макрокомпозитный материал, содержащий медную матрицу 70 и пластинчатые устойчивые к истиранию частицы 66 в форме вспененного материала, как в Фигуре 5-6. Облицовочные слои 22, 52, 64 охлаждающих элементов 12', 42 могут иметь такие же или сходные состав и структуру.
[0096] Пример 7 - Сетка, состоящая изустойчивых к истиранию частиц
[0097] Сетка, размещенная на рабочей поверхности 24, 54, 58, 62, имеет преимущество в большой площади поверхности раздела, более легком весе и переменных трибологических характеристиках благодаря переменной ориентации сетки. Поэтому охлаждающий элемент 12, 12', 42, снабженный облицовочным слоем 22, 52, 64 в форме сетки 66, обеспечивает благоприятные характеристики износостойкости.
[0098] Фигура 5-7 иллюстрирует единичный объем 72 макрокомпозитного материала, включающего медную матрицу 70 и устойчивые к истиранию частицы 66 в форме сетки. Размер а определяет размер охватывающей поверхности элементарной ячейки 72 композита, и составляет величину между 3-50 мм, например, 3-10 мм. Единичный объем макрокомпозитного материала с этим размером приводит к материалу со свойствами, приведенными в Таблице 3. Фигура 2 иллюстрирует охлаждающий элемент 12, в котором облицовочный слой 22, показанный на одном из горизонтальных ребер 26 (обозначенном 26-7 в Фигуре 2), включает макрокомпозитный материал, содержащий медную матрицу 70 и устойчивые к истиранию частицы 66 в форме сетки, как в Фигуре 5-7. Облицовочные слои 22, 52, 64 охлаждающих элементов 12', 42 могут иметь такие же или сходные состав и структуру.
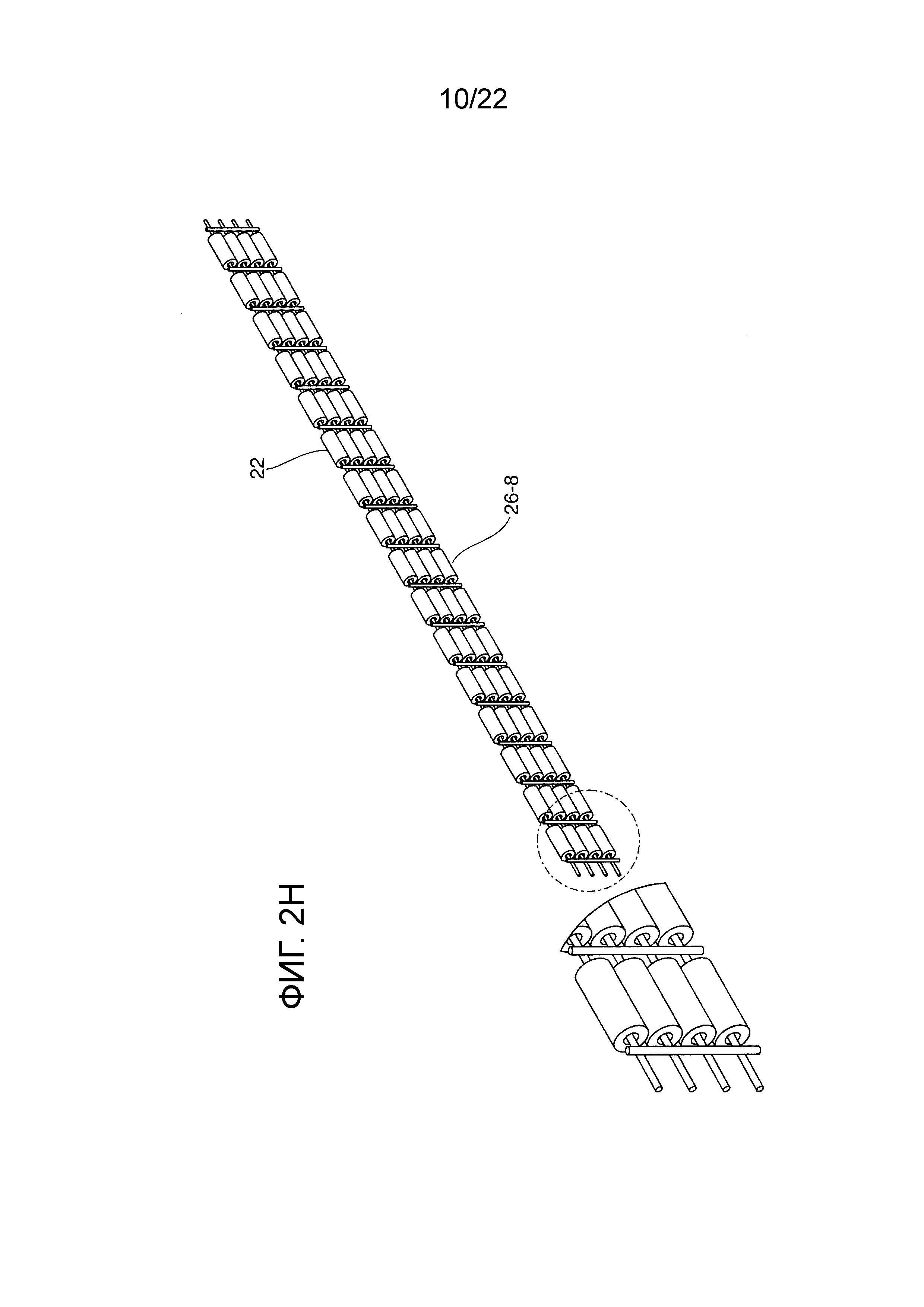
[0099] Пример 8 - Параллельно ориентированныеустойчивые к истиранию частицы в форме бусин
[00100] Цилиндрическая бусина (полый цилиндрический стержень), ориентированная своей продольной осью параллельно рабочей поверхности 24, 54, 58, 62, имеет благоприятную в трибологическом отношении форму, поскольку во время истирания цилиндрическая бусина по всей длине ведет себя как отражатель сопряженной поверхности (подаваемой шихты). Поэтому охлаждающий элемент 12, 12', 42, снабженный облицовочным слоем 22, 52, 64, содержащим макрокомпозитный материал, который включает устойчивые к истиранию частицы 66 в форме бусин, ориентированные параллельно рабочей поверхности 24, 54, 58, 62, предполагается испытывающим износ с низкой скоростью при применении благодаря сокращенному контакту проскальзывания между подаваемой шихтой и рабочей поверхностью 24, 54, 58, 62 охлаждающего элемента 12, 12', 42. Имея внутренний диаметр, форма бусин приводит к образованию дополнительных приливов 68 металлической матрицы, и к дополнительному смачиванию (площади контактной поверхности) между устойчивыми к истиранию частицами 66 и металлической матрицей 70.
[00101] Фигура 5-8 иллюстрирует единичный объем 72 макрокомпозитного материала, включающего медную матрицу 70 и устойчивые к истиранию частицы 66 в форме в форме цилиндрических бусин, имеющих диаметр, равный а, и длину, равную а, и ориентированных параллельно передней стороне единичного объема 72, определяющей поверхность 20 облицовочного слоя 22, и которая образует часть рабочей поверхности 24, 54, 58, 62. Размер а определяет размер охватывающей поверхности элементарной ячейки 72 композита, и составляет величину между 3-50 мм, например, 3-10 мм. Единичный объем 72 макрокомпозитного материала с этим размером приводит к материалу со свойствами, приведенными в Таблице 3. Фигура 2 иллюстрирует охлаждающий элемент 12, в котором облицовочный слой 22, показанный на одном из горизонтальных ребер 26 (обозначенном 26-8 в Фигуре 2), включает макрокомпозитный материал, содержащий медную матрицу 70 и цилиндрические устойчивые к истиранию частицы 66 в форме бусин, как в Фигуре 5-3. Облицовочные слои 22, 52, 64 охлаждающих элементов 12', 42 могут иметь такие же или сходные состав и структуру.
[00102] Таблица 3 - Примеры
[00103] Как упомянуто выше, толщина (или глубина) облицовочного слоя 22, 52, 64 может составлять от около 3 мм до около 50 мм. Для обеспечения достаточной толщины облицовочный слой 22, 52, 64 может включать либо одиночный, либо многочисленные слои устойчивых к истиранию частиц в облицовочном слое 22, 52, 64, наслоенные друг поверх друга.
[00104] Согласно еще одному аспекту, представлен способ экономичного получения охлаждающих элементов, как здесь описанных, с использованием негативной литейной формы охлаждающего элемента, размещением в полости литейной формы упорядоченной конфигурации устойчивых к истиранию частиц, и введением расплавленного металла в полость литейной формы.
[00105] Литейная форма может представлять собой стандартную песчаную литейную форму, или многократную графитовую литейную форму. Предпочтительным является применение многократной литейной формы, так как это позволяет многократно использовать литейную форму, и может формировать отливки с лучшими размерными допусками. Эти характеристики многократной литейной формы сокращают затраты на изготовление литейной формы и стоимость механической обработки, соответственно, тем самым снижая расходы на изготовление охлаждающего элемента.
[00106] Позиционирование устойчивых к истиранию частиц в упорядоченной конфигурации может быть выполнено in-situ или с использованием предварительно изготовленных сборочных узлов из заполнителя, размещаемых в литейной форме. Последнее является предпочтительным, поскольку это обеспечивает лучшие условия получения и контроля качества, связывания металла с устойчивыми к истиранию частицами, теплопроводности, и сокращает продолжительность получения отливки.
[00107] Хотя Фигура 2 показывает охлаждающий элемент 12 в форме плитового холодильника для доменной печи, как имеющего гофрированную конструкцию с многочисленными ровными горизонтальными ребрами 26 и многочисленным горизонтальными впадинами 28, будет понятно, что варианты исполнения, которые были здесь раскрыты, в принципе применимы к охлаждающим элементам 12 с разнообразными конфигурациями, размерами и формами, которые подвержены износу в контакте с твердым, абразивным дисперсным материалом внутри металлургической печи. Например, как показано в Фигуре 3, облицовочный слой 22/рабочая поверхность 24 плитового холодильника 12' имеет широкую ровную поверхность, но малую высоту или глубину. Тем самым вся рабочая поверхность 24 плитового холодильника 12' подвергается воздействию в контакте с опускающимся столбом подаваемой шихты 6 (Фиг. 1).
[00108] Хотя Фигура 4 показывает охлаждающий элемент в форме фурменного холодильника 42 для доменной печи, как имеющего коническую структуру с первой рабочей поверхностью 54, будет понятно, что варианты исполнения, которые были здесь раскрыты, в принципе применимы к охлаждающим элементам 42 с разнообразными конфигурациями, размерами и формами, которые подвержены износу и эрозии внутренней и наружной стенок фурменного холодильника действием кокса, или еще одного топлива, которое подавалось через фурменный холодильник, вследствие непосредственного контакта с загруженной в печь шихтой, состоящей из перемежающихся слоев рудной шихты (агломератов, окатышей, кусковой руды), и коксом.
[00109] Фигура 7 показывает вариант макрокомпозитного материала, включающего медную матрицу 70 и цилиндрические стержневидные устойчивые к истиранию частицы 66, протяженные параллельно поверхности 20 облицовочного слоя 22, описанные выше со ссылкой на Фигуры 2 (ребро 26-3), 2С и Фигуру 5-3. В варианте исполнения согласно Фигуре 7 стержневидные частицы 66 имеют полое внутреннее пространство, имеющими внутренние каналы 76 для протекания охлаждающей среды. Концы стержневидных частиц 66 изогнуты на 90 градусов относительно центральной части так, чтобы огибать кромки плитового холодильника 12 для соединения с магистралью для охлаждающей среды с трубопроводами 18 для охлаждающей среды. Тем самым этот вариант исполнения обеспечивает водяное охлаждение рабочих поверхностей холодильников.
[00110] Хотя изобретение было описано в связи с определенными вариантами осуществления, оно ими не ограничивается. Изобретение скорее включает все варианты осуществления, которые могут попадать в пределы области пунктов нижеследующей формулы изобретения.
Реферат
Изобретение относится к устойчивому к истиранию материалу для рабочей поверхности охлаждающего элемента металлургической печи, такого как плитовый холодильник или фурменный холодильник, имеющего корпус, состоящий из первого металла. Устойчивый к истиранию материал представляет собой макрокомпозитный материал, включающий устойчивые к истиранию частицы, которые размещены в, по существу, повторяющейся упорядоченной конфигурации, пропитанной матрицей из второго металла, причем частицы имеют более высокую твердость, чем второй металл. Охлаждающий элемент для металлургической печи имеет корпус, состоящий из первого металла, причем корпус имеет облицовочный слой, содержащий устойчивый к истиранию материал. Способ включает размещение упорядоченной конфигурации устойчивых к истиранию частиц в полости литейной формы с расположением упорядоченной конфигурации в области полости литейной формы, образующей облицовочный слой, и введение расплавленного металла в полость, причем расплавленный металл содержит первый металл корпуса охлаждающего элемента. Обеспечивается увеличение срока службы рабочей поверхности охлаждающего элемента металлургической печи. 6 н. и 72 з.п. ф-лы, 7 ил., 3 ил.
Комментарии